Техника сварки инвертором – Сварка инвертором для начинающих: инструкции и видео
alexxlab | 18.03.2020 | 0 | Разное
Как научиться варить сварочным инвертором — изучаем основы
Чтобы разобраться в том, как научиться правильно варить сварочным инвертором, следует сначала выяснить, что же именно представляют собой подобные аппараты. Сварочный инвертор имеет довольно компактную конструкцию, переносить его с одного места на другое значительно легче по сравнению с обыкновенным сварочным аппаратом, работающим на основе трансформатора. Кроме того, работать с современным устройством значительно удобнее.
Основные элементы конструкции инвертора, принцип образования дуги
Сваривать металлические элементы при помощи инвертора достаточно надежно можно только в случае, если знать хотя бы приблизительное его устройство. Прежде всего, конструкция данного оборудования занимает не слишком много места: все необходимые детали помещаются в малогабаритном металлическом ящике, который в длину не превышает полуметра, в ширину обычно не больше 20 см, а в высоту – порядка 30 см. Общая масса конструкции составляет порядка 10 кг.
Принцип его работы заключается в выдаче электрического тока с подходящей силой и напряжением. Инвертор выдает в районе свариваемой поверхности постоянный ток, формируемый из переменного напряжения, находящегося в бытовой сети, – 220 В.

У аппаратов всегда имеются две клеммы – катод, или отрицательно заряженный проводник, и анод – положительный. Одна из них используется для подключения электрода, а другая соединяется с металлом, который будет свариваться. После того как начинает подаваться напряжение, формируется единая электрическая цепь. Если сделать ей незначительный разрыв, величина которого будет составлять всего лишь несколько миллиметров (как правило, не больше 8), то в этом месте осуществляется ионизация воздуха и возникает соответствующая электрическая дуга.
Чтобы правильно научиться варить инвертором, следует понимать, что основная масса тепла выделяется именно в электрической дуге, которая горит при температуре порядка 7000 градусов. Это позволяет качественно расплавить кромки свариваемых металлических заготовок.
Когда дуга искрит, происходит расплавление не только кромок металла, но и самого электрода, в результате все эти материалы перемешиваются друг с другом. Если сварочные работы проводятся плохо, то шлак, который, как правило, значительно меньше по плотности по сравнению с металлом, будет оставаться в толще металла. Это значительно снижает качество получаемого сварного соединения.
Обычно шлак выходит на поверхность и не допускает, чтобы свариваемые элементы окислялись кислородом, содержащимся в воздухе, или же начинали поглощать азот из окружающей среды. После того как расплавленный металл начнет застывать, происходит формирование сварного соединения.
Основные параметры сварных работ
Чтобы перенять опыт видавших виды сварщиков, нужно разобраться с таким понятием, как полярность тока, потому что она бывает прямой и обратной. Первая формируется в случае, если ток протекает от катода к аноду. Обратная полярность получается при противоположной ситуации.
Если человек знает, как правильно варить, то он поймет, что наивысшая температура будет формироваться на клемме, от которой начинает проистекать электрический ток. При использовании прямой полярности температура будет выше непосредственно на заготовках. Как правило, подобной технологией пользуются сварщики, которые только начинают постигать азы данного ремесла.
При обратной полярности более высокая температура формируется на электроде. Данная технология полезна при проведении работ с листами металла незначительной толщины, а также при работе с металлами, которые не слишком хорошо реагируют на перегрев, что может привести к порче заготовки.
Немаловажную роль играет толщина электрода или сварной проволоки. Этот показатель напрямую зависит от того, насколько толстыми будут свариваемые детали. В принципе, от этого показателя следует отталкиваться при выборе силы тока. Получается, что чем выше толщина электрода, тем большую силу электрического тока нужно подавать на него.
Также следует учитывать, что на показатель силы тока оказывает непосредственное влияние местоположение шва – горизонтального, вертикального, потолочного и так далее. Для постепенного освоения инверторной сварки следует тщательно изучить таблицу, где приводятся соответствующие силы тока, диаметры электродов и другие немаловажные показатели, касающиеся проведения сварных работ.
Каковы главные положительные качества инвертора?
Инверторный аппарат гораздо удобнее для проведения сварочных работ. Даже большинство профессиональных сварщиков говорят о том, что подобная технология значительно лучше и проще по сравнению с примитивным трансформатором. Благодаря применению данного изделия можно не только с легкостью сформировать дугу, но и получить ее в конечном счете максимально устойчивую.
Подобный эффект позволяет не допустить чрезмерно сильного разбрызгивания металла. Инвертор хорош еще и тем, что в нем предусмотрен целый ряд разного рода дополнительных характеристик. В частности, одной из наиболее полезных функций является так называемый «Горячий старт», который позволяет сделать сварочный ток в самом начале проведения работ как можно более сильным. Это позволяет сформировать дугу значительно проще и быстрее.
Еще одной функцией является «Сильная дуга». Данный элемент активируется только в случае, если электрод чересчур близко подошел к свариваемым элементам. При подобном развитии событий аппарат будет увеличивать силу тока в автоматическом режиме. Это позволяет расплавлять металл как можно быстрее, чтобы электрод не прилипал к заготовкам.
Третьим полезным качеством является опция «Антизалип». В случае необходимости она делает электрический ток наиболее низким, чтобы электрод можно было очень быстро оторвать от поверхности металла и продолжить выполнение работ. Функция очень полезна для тех, кто пока полностью не разобрался в том, как правильно оторвать электрод от заготовки.
Инвертор представляет собой довольно экономичный аппарат. Если рассматривать электроды с диаметром 3 мм, то для их качественного использования вполне достаточно установить напряжение с мощностью 4 кВт – это в полной мере соответствует нормальному параллельному подключению двух электрических чайников.
Экономичность конструкции в плане потребления электрического тока позволяет буквально в течение одного сезона оправдать довольно высокую стоимость инверторного сварочного аппарата.

Какие меры, касающиеся техники безопасности, необходимо соблюдать?
Чтобы разобраться, как варить инверторной сваркой, сначала следует уяснить основные нормы безопасности. Дело в том, что сварочные работы отличаются особой опасностью для здоровья и жизни человека, поэтому к ним следует подходить с осторожностью.
- Перед тем как приступить к выполнению работ, нужно очистить прилегающее пространство от деревянных предметов и других вещей, способных быстро воспламениться. Этот момент очень важен именно для тех людей, которые только начинают осваивать сварку. Электроды, шлак, расплавленный металл отличаются очень высокой температурой, что может стать причиной быстрого возгорания.
- На себя следует надеть плотную одежду, по возможности закрывающую все тело: длинные плотные брюки, куртку или кофту с длинными рукавами. Это делается для того, чтобы капли расплавленного металла не смогли попасть на кожу и вызвать сильный термический ожог.
- Глаза и лицо необходимо защитить специальной маской со встроенным темным стеклом или светофильтром. Оно не будет пропускать солнечный свет, но горение дуги будет прекрасно видно, также этот фильтр позволит хорошенько рассмотреть, как происходит расплавление металла и заполнение сварного шва.
- Если дуга горит, но сваривания металла не происходит, то это может сказать о неисправности аппарата или недостаточной силе тока. Прибавить ее можно на рабочей панели оборудования. Если это не помогло, то инструмент следует сразу обесточить, так как наверняка внутри него произошла какая-то поломка. Она может вызвать поражение электрическим током.
- Категорически запрещается работать во влажную погоду, при слишком низких температурах и других неблагоприятных атмосферных явлениях, потому что это также зачастую вызывает удар током.
- Не следует наблюдать за проведением или выполнением сварных работ без защитного стекла – это вызывает сильный ожог роговицы, от которого придется восстанавливаться в течение нескольких дней. Ожоги этого плана бывают различными: слабая степень характеризуется возникновением перед глазами светлых пятен; средняя степень начинается с ощущения песка в глазах; сильная может вызвать частичную или абсолютную потерю зрения.
Как правильно зажечь дугу?
Люди, стремящиеся выяснить, как научиться варить сварочным инвертором, должны сначала потренироваться правильно зажигать дугу и поддерживать ее горение в течение всего периода проведения работ.
На первом этапе следует подключить клеммы в зависимости от того, с какой полярностью планируется работать – прямой или обратной. Если опыта в сварке на настоящий момент совсем нет, то нужно использовать только прямое подключение. Начинающему сварщику лучше брать универсальные электроды, подходящие для большинства металлов: их диаметр составляет 3 мм.
Применять более толстые электроды нежелательно, так как они могут вызвать серьезное колебание дуги и нестабильное ее горение. Работа с подобными расходными материалами требует лучших навыков.
Поначалу нужно установить силу тока, равную 100 А. Использование маски с непривычки может вызвать некоторый дискомфорт, однако для сохранения зрения им можно и пожертвовать. Перед непосредственным розжигом дуги нужно слегка постучать электродом по металлу, чтобы сбить обмазку с его края.
Поджигать дугу можно одним из следующих способов:
- чирканье;
- легкое касание.
Если принять во внимание все рассмотренные моменты, то разобраться, как варить сварочным инвертором, будет не слишком сложно. Тем более, что он может использоваться для различных материалов.
electrod.biz
Сварка инвертором для начинающих6 особенности процесса
Инверторная сварка, появившаяся сравнительно недавно, значительно облегчила выполнение сварочных работ простотой и легкостью применения. Сварку инверторным аппаратом, имеющим небольшие габариты, легкий вес и несложную систему управления, могут выполнять как опытные сварщики, так и новички.
Принцип работы инвертора
Технология сварки инвертором заметно отличается от работы обычного трансформаторного оборудования для дуговой сварки. В последнем случае процесс повышения силы тока в сварочной дуге заключается в преобразовании электродвижущей силы тока в обмотках. Функциональная схема инверторной аппаратуры базируется на совершенно другом принципе.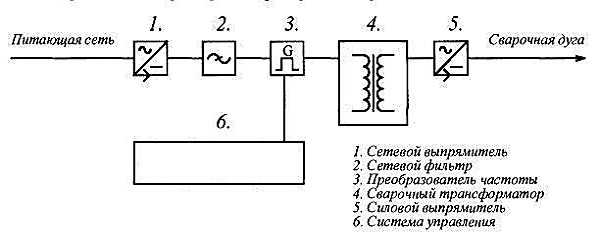
Источник питания инвертора – домашняя электросеть переменного тока, с частотой 50Гц. Переменный ток преобразуется в постоянный выпрямляющей схемой аппарата, далее специальный фильтр окончательно сглаживает его показатели. Основным электрическим узлом устройства, с помощью которого выполняется обратное преобразование постоянного тока в переменный с увеличением частоты до огромных показателей (50-60 кГц), является инвертор.
Важно знать! На первый взгляд схема двойного преобразования кажется слишком громоздкой и непонятной. Но ее преимущество заключается в том, что для снижения показателя напряжения тока высокой частоты в данном случае потребуется трансформатор, обладающий небольшими размерами и весом.
Например: для инверторной сварки при силе тока 160А потребуется трансформатор, обладающий массой порядка 0,250 кг, в то время как для устройств старого образца применяется трансформатор массой около 18 кг. Полученный в процессе преобразования ток высокой частоты понижается до 60-90 В (в бытовом оборудовании), сила тока при этом обладает минимальным показателем в 120-200 А которого достаточно для сварки.
Преимущества инвертора
Небольшие габариты и масса делают аппарат очень удобным для применения в домашних условиях. Но оборудование обладает и другими достоинствами, отличающими его от техники старого образца.
- Электроды для инверторной сварки могут быть как для постоянного, так и для переменного тока. Это существенное преимущество, особенно когда необходимо выполнить соединение чугунных конструкций или деталей из цветных металлов и сплавов.
- Инверторная сварка обладает возможностью регулировать силу тока в достаточно большом диапазоне. Это делает доступным выполнение аргонодуговой сварки инвертором с помощью неплавящихся вольфрамовых электродов.
- Инверторная сварка своими руками – процесс менее трудоемкий и сложный, чем сварка аппаратами старого типа, благодаря схеме управления, позволяющей выполнять большое количество функций, направленных на облегчение сварки. Например: облегченный розжиг сварочной дуги, предотвращение залипания электрода при смене режима работы и другие.
Недостатки
Несмотря на большое количество достоинств, использование инверторной аппаратуры обладает рядом негативных моментов.
- Высокая стоимость – это основной недостаток оборудования, влияющий на выбор покупателя. Инвертор в несколько раз дороже обычного оборудования. Поэтому при единичном пользовании его лучше брать в аренду, или обращаться за помощью к специалистам.
- Аппарат обладает повышенной чувствительностью к пыли, как и все прочие электронные устройства на основе полупроводниковых элементов. Эксплуатация оборудования невозможна без периодической чистки, которую в сезон необходимо производить до 4 раз.
- Некоторые модели устройств нельзя использовать для сварки в условиях отрицательных температур из-за повышенной чувствительности к холоду.
- Сварка инвертором для начинающих может показаться неудобной из-за короткого сварочного кабеля, длина которого по установленным нормам не должна превышать 2,5 метра.
При выборе инвертора необходимо определиться с его назначением. Существуют профессиональные и бытовые модели, обладающие рядом отличий.
Отличия бытовых и профессиональных инверторов
Бытовые устройства должны иметь время для остывания через каждые 15-20 минут сварки. При этом длительность остывания в два раза превышает время работы. Профессиональная модель может функционировать в течение 8-9 часов, а промышленное оборудование настроено на круглосуточную работу.
Приобретая бытовой агрегат необходимо уточнять показатель напряжения в сети. Стабильные параметры и постоянная величина, соответствующая норме, позволяет покупать оборудование, которое рассчитано на сварочный ток 160 А. При низком напряжении, лучше приобретать модель с показателем 200 А, иначе пострадает качество сварного шва.
Особенности инверторной сварки
Основное преимущество аппаратуры заключается в том, что ей может работать даже неопытный сварщик, потому что инвертор, в отличие от сварочных трансформаторов, более легок и удобен в работе. Но все же предварительно следует ознакомиться с тем, как правильно варить инверторной сваркой.
Прямая зависимость между входным и входным напряжением, существующая в трансформаторном оборудовании, при существенных перепадах способствует возникновению сложностей во время розжига дуги, заключающихся в прилипании электрода к соединяемым элементам. Устройство инверторного аппарата исключает подобную зависимость, что облегчает процесс зажигания дуги.
При сварке трансформаторными аппаратами, которые неспособны удерживать постоянную силу тока, существует возможность возникновения ситуаций, при которых металл не проваривается или наоборот прожигается. Сварка инвертором не имеет подобного недостатка, обладая постоянной величиной сварочного тока.
Качество сварного шва, при работе обычным сварочным оборудованием, зависит от поддержания горения сварочной дуги. Не каждый начинающий сварщик сможет обеспечить подобный параметр. Инверторная аппаратура не требует тщательного контроля этой функции из-за постоянства сварочного тока, который обеспечивает высокое качество сварочного шва даже при небольших изменениях дуги.
Вертикальный шов гораздо быстрее и качественнее получается при сварке инвертором, чем трансформаторным устройством. Обусловлено это исключением постоянного прилипания электрода к соединяемым деталям, что облегчает выполнение сварки прихватками.
Преимуществом инверторной сварки является более простое и качественное выполнение работы.
Полуавтоматическое оборудование
Существует несколько видов инверторной техники. Одним из них является инвертор-полуавтомат, предназначенный для работы в среде защитных газов.
Сварной шов выполняется с помощью присадочной проволоки, подаваемой автоматически в зону горения дуги. Полуавтоматы также обладают небольшими габаритами и весом, применяются на производствах и в быту для соединения деталей из различных металлов и сплавов. Конструкция состоит из сварочного инвертора и аппарата, подающего проволоку.
TIG- сварка
Аргонодуговая сварка является разновидностью инверторных устройств. Схема инвертора – стандартная: преобразование напряжения высокой частоты, обеспечивающего стабильность дуги. Это позволяет выполнять соединения различных металлов.
Выбор режима, постоянного или переменного тока, в современных установках напрямую зависит от характеристик свариваемых металлов. Аргон защищает сварочное соединение от воздействия воздуха. TIG – сварка инвертором применяется для соединения конструкций их алюминия, нержавейки, титана и других металлов и сплавов.
Современный рынок предлагает оборудование, которое поддерживает все перечисленные выше технологии. Универсальные сварочные инверторы могут стать незаменимыми устройствами для частных автосервисов и мастерских.
stroitel5.ru
Сварка инвертором для начинающих
Электросварка для начинающих
Сварка является наиболее распространённым методом соединения двух отдельных металлических деталей между собой. На первый взгляд кажется, что сварка – это простое и интуитивное занятие. Однако работа сварщика достаточно непростая. Необходимо многое учесть и много чему научиться прежде, чем всерьёз браться за выполнение сложных задач.
Как бы там не было, начинать с чего-то нужно. Сегодня многие самообучаются сварочной работе из статей в интернете. В этой статье также будет рассмотрена сварка инвертором для начинающих.
Почему инвертор?
На данный момент на рынке можно встретить различные сварочные приспособления, а также различного рода аппараты. Инвертор (аппарат электродуговой сварки) считается наиболее лёгким в управлении, поэтому он отлично подойдёт для обучения. К тому же, стоимость данных сварочных аппаратов невысока.
Теория дуговой сварки
Какие процессы наблюдаются при соединении двух металлических деталей между собой? Ответом на этот вопрос послужит следующее:
- Электричество, подведённое к плавящемуся электроду и свариваемым деталям, образует дугу вследствие замыкания электрода с металлом;
- Дуга создаёт на поверхности огромную температуру (вплоть до 7000 градусов), которая способна расплавить любой металл за планете;
- При расплавлении электрода и кромок металлических деталей, две поверхности сплавляются между собой;
- Процесс заканчивается.
Электроды для сварки
Электрод служит очень важную роль – он состоит из стержня (определённого металла), а на его поверхности располагается специальный порошковый состав. Как известно, во время сварки на качество сварного шва очень сильно влияет окружающий воздух (он окисляет шов, что становится причиной его порчи). Поверхность электрода предназначена для того, чтобы не подпустить воздух ко шву. Таким образом, сварная ванна (место расплавления металла и электрода) остаётся защищённой от окисления. Кроме того, порошок поддерживает нормальное горение дуги.
Сваривать металл можно, как постоянным, так и переменным током. Говоря о сварке первым способом, следует также иметь в виду, что при данном методе существует прямая и обратная полярность.
Прямая – это когда ток на электроде отрицательный, а на свариваемой детали положительный. Такой метод обычно (и чаще всего) применяется для быстрого сваривания. В этом случае нагревается металл, а электрод остаётся холодным.
Обратная – наоборот, на электроде плюс, а на детали минус. Электрод сильно греется, а металл остаётся холодным. Используется данный метод редко.
Сварка инвертором для начинающих – трудоёмкий процесс

Маска с защитным стеклом
Для начала необходимо обзавестись светофильтром (маской с защитным стеклом). Электрическая дуга создаёт очень мощные световые лучи, с которыми не сравниться даже солнце. При взгляде на них без защиты можно заполучить «зайчик» (когда в глазах долгое время наблюдается белое пятно) либо вообще ослепнуть.
Основной проблемой любого новичка является зажигание дуги. Электрод постоянно «прилипает» к металлу, при этом дуги, как таковой, не наблюдается. Чтобы такого «прилипания» не возникало, электрод необходимо чиркать словно спичкой об поверхность, а не просто опускать его в неё.
Чиркать необходимо по тому направлению, по которому будет идти шов. Как только дуга возникнет, следует держать электрод на расстоянии в 3-4 мм над поверхностью, чтобы она не погасла.
Теперь необходимо прогреть металл. Для этого понемногу вращают электрод по кругу – 2-3 оборота достаточно. Как только металл прогрет, а на свариваемой поверхности образовалась небольшая ванночка, электрод начинают двигать по направлению предполагаемого шва.
Важным моментом при формировании шва является соблюдение постоянного зазора в 3-4 мм между электродом и поверхностью – это, пожалуй, самое сложное, чему необходимо учиться. Электрод постоянно плавиться, поэтому его нужно аккуратно и постепенно опускать.
Общие советы по формированию правильного шва

Правильный сварочный шов
Даже научившись зажигать дугу и держать постоянный зазор, сформировать хороший шов зачастую бывает сложной задачей. Это зависит от множества факторов:
- Скорость и форма (зигзагообразно, вперёд-назад и т.д.) движения электродом;
- Сила тока;
- Угол наклона электрода;
В зависимости от свариваемого металла и выбранных электродов техника сварки меняется. Электрод можно вести быстрее, можно медленнее. Чем толще свариваемый металл, тем сильнее должен быть ток. Сила тока также варьируется в зависимости от показателя свариваемости металла (это способность металла поддаваться свариванию) – эти данные можно найти в различной справочной литературе. От угла наклона электрода зависит направление и толщина шва.
Именно через такие сложности предстоит пройти всем начинающим сварщикам. Чтобы научиться хорошо варить, нужно много практиковаться и иметь терпение, однако сваривать несложные детали под силу каждому.
Сегодня в интернете можно найти массу советов от профессионалов на тему того, как должна происходить сварка инвертором. Для начинающих – видео является хорошим источником информации, т.к. на нём можно разглядеть все движения электродом по различным металлам, что невозможно сделать в реальной жизни из-за яркости дуги.
Советуем прочитать:
stroysvarka.ru
Как научиться варить сварочным инвертором
Чтобы понять, как научиться варить сварочным инвертором, нужно обязательно пройти этап подготовки, купить необходимое оборудование и потренироваться.
Что нужно для качественной работы?
Для получения высокого качества получившегося шва, необходимо выбрать правильные электроды. Самые распространенные электроды, которые используются в быту, имеют размеры от 2 до 6 миллиметров.
Также обязательно необходимо приобрести средства защиты, такие как перчатки, куртку и, конечно же, затемненную маску, защищающую глаза от искр сварки и вредного света, возникающего при работе.
Узнать, как научиться варить сварочным инвертором можно, прочитав основные важные моменты, описанные в этой статье.

Уровень тока
Второй важный параметр, влияющий на качество сварки, это правильно выставленный на приборе уровень тока. Приборы, которые продаются для домашнего применения, имеют инструкцию. Чаще всего таблица токов расположена прямо на стенке прибора, что существенно облегчает задачу начинающему сварщику. Там указывается диаметр электрода и ток, который нужно подать, чтобы максимально использовать электрод.
Когда все предварительные закупки закончены, и вы готовы приступить к сварке, обязательно позаботьтесь о расчистке поверхности, на которой вы будете работать. Делали, которые необходимо сварить, должны быть чистыми.
Выставив на аппарате необходимое напряжение, зажав электрод, надев маску и перчатки, можно приступать к работе. Если вы — новичок в сварке, то прежде чем приступить к основным сварочным работам, стоит потренироваться на деталях, которые не жалко выбросить.
С первого раза получить ровный шов практически невозможно, поэтому запаситесь терпением и тренируйтесь.
Процесс сварки
Самая первая трудность, с которой сталкиваются начинающие сварщики, которые хотят узнать, как научиться варить сварочным инвертором, — это первый поджиг дуги. К счастью, бытовые инверторные сварочные аппараты снабжены функциями, которые предотвращают перегревание и выход из строя прибора из-за неопытности сварщика. Например, функция «горячий пуск», которая, повышая автоматически показатели тока, дает возможность подключить дугу достаточно быстро.
Если слишком надолго прижать электрод к металлу, то он может намертво к нему прилипнуть и прожечь дыру, в этой беде поможет функция антипригорания. Опять-таки, это происходит автоматически, при случайном залипании, прибор сам понижает уровень подаваемого тока, а когда сварщику удалось оторвать электрод, ток автоматически поднимается. Если же электрод залип окончательно и безвозвратно, специальные предохранители отключат подачу тока, что помогает избежать перегрева прибора.
При поджиге дуги необходимо поднести электрод немного под углом к свариваемой поверхности. При появлении дуги нужно оторвать электрод от детали и удерживать его в нескольких миллиметрах от поверхности. Обычно это расстояние равно диаметру вашего электрода.

Существуют два способа поджига. Первый метод, это когда вы не сильно, но резко ударяете электродом о поверхность и ловите дугу. Есть еще способ, когда можно легко чиркнуть о поверхность электродом под углом, как будто вы поджигаете спичку. Профессионалы не очень хорошо относятся ко второму варианту, так как в процессе можно повредить электрод.
В процессе работы дуги металл вокруг плавится. Задача сварщика — как бы «залить» расстояние между свариваемыми деталями этим расплавленным металлом.
Если свариваются тонкие части, то шов делается движениями возвратно-поступательными, вдоль будущего шва. Если же детали, которые необходимо сварить, тяжелые или толстые, то движения должны быть зигзагообразными, захватывающими часть поверхности свариваемых деталей.
Тогда шов получается намного толще и прочнее. Наклон электрода необходимо выдерживать примерно в 45 градусов.
Если вести электрод углом назад, то уровень проплавления будет глубже, если углом веред, то проплавление будет не такое глубокое, а сам шов шире.
Получается сварной шов, на котором образуется окалина, убрать ее можно, аккуратно постучав молотком или пройдясь железной щеткой. Делать это нужно уже после того, как сварной шов остыл. При откалывании окалины не снимайте маску или воспользуйтесь очками, чтобы крошки металла не попали в глаза.
Если шов — недостаточно прочный, то при снятии окалины он может попросту развалиться, и детали распадутся. На вопрос: «Как научится варить сварочным инвертором?» все профессионалы в один голос ответят, что успех в этом деле — это результат опыта. Так что если не получилось сразу — не расстраивайтесь и снова беритесь за дело.

Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
swarka-rezka.ru
Сварка инверторная для начинающих схема и видео
Сварка инверторная
Сравнительно недавно появилось оборудование, которое существенно облегчило жизнь большинству профессиональных и начинающих сварщиков. Сварка инверторным аппаратом позволяет значительно облегчить технику выполнения сварочных работ, применение нового способа преобразования электрического тока позволило существенно уменьшить габариты и вес оснащения.

Принцип работы инвертора
Если в обычных трансформаторных устройствах для дуговой сварки повышение силы тока в сварочной дуге достигалось путем преобразования электродвижущей силы тока в обмотках, то схема инверторного аппарата работает по совершенно другому принципу.
- Источником питания для инвертора служит обычная бытовая электрическая сеть переменного тока, имеющая частоту 50 Гц.
- Выпрямляющая схема устройства выполняет преобразование переменного в постоянный ток, после чего происходит его окончательное сглаживание при помощи специального фильтра.
- Инвертором называется основной электрический узел устройства. С его помощью происходит обратное преобразование постоянного тока в переменный, но при этом, частота, получаемая на выходе, уже измеряется десятками килогерц. В зависимости от модели это значение может достигать 50-60 кГц. Смысл данного двойного преобразования, схема которого на первый взгляд многим непонятна, состоит в том, что для понижения напряжения высокочастотного тока требуются трансформаторы гораздо меньших объемов и веса.
Для сравнения — сварка инвертором при силе тока 160А требует применения трансформатора с массой всего в 0,25 кг, тогда как по старой технологии вес устройства составлял бы уже 18 кг.
- Полученный высокочастотный ток понижается до расчетного напряжения (в бытовых устройствах обычно 60-90 В), в результате сила тока составляет минимально необходимые для сварки 120-200 А.
Плюсы сварочного инвертора
Кроме уже озвученного небольшого веса, который делает аппарат оптимальным для бытового применения, инверторная схема обеспечивает еще целый ряд преимуществ:
- Возможность применения электродов предназначенных как для постоянного, так и для переменного тока. Это имеет большое значение, когда предполагается сварка чугуна, цветного металла или различных сплавов.
- Устройство обеспечивает возможность регулировки силы сварочного тока в значительном диапазоне, благодаря этому может выполняться аргонодуговая сварка инвертором с применением неплавящихся электродов из вольфрама.
- Схема управления большинства современных устройств инверторного типа позволяет реализовать множество функций, существенно облегчающих выполнение сварочного процесса. К ним можно отнести возможность облегченного розжига дуги, функции предотвращающие залипание электрода в разных режимах работы.
Минусы инверторной аппаратуры
Для того чтобы быть объективным, следует упомянуть и негативные качества инвертора.
- Основной недостаток, который определяется сложностью устройства, это цена установки. Разница по стоимости между инвертором и обычным сварочным трансформатором достигает приличной суммы. Инвертор минимум в 2-3 раза дороже.
- В связи с тем, что схема устройства собрана с применением полупроводниковых деталей, как и любое электронное устройство, инвертор очень чувствителен к пыли. Поэтому при эксплуатации в производственных условиях необходимо выполнять его чистку 2-3 раза за сезон.
- Кроме того многие модели боятся отрицательных температур, эксплуатация при значительных морозах может стать проблематичной.
- Существенно сковывает движения сварщика, особенно на первых порах, короткая длина сварочного кабеля, она не должна превышать 2,5 метров.
На что обращать внимание при выборе инвертора
Для того чтобы сварка инвертором принесла только качественный результат, и оставила приятные впечатления от работы, следует со всей серьезностью отнестись к выбору устройства. В зависимости от того, зачем вам нужен инвертор, необходимо выбирать между профессиональной и бытовой моделью, они имеют существенные различия.
- Большинство бытовых устройств требуют регулярного прекращения работ для остывания. В таком случае сварка инвертором может выполняться на протяжении 15-20 мин, затем должен следовать перерыв, время которого должно быть приблизительно вдвое больше. Профессиональные модели изначально рассчитаны на эксплуатацию в течение смены (8 часов), существуют также устройства, применяемые в промышленности, некоторые из них могут работать практически круглосуточно.
- Выбирая инвертор для дома, уточните величину имеющегося напряжения в сети. Если оно стабильно, и его величина соответствует норме, тогда вполне достаточно аппарата, рассчитанного на сварочный ток в 160 А. При наличии пониженного напряжения лучше всего остановиться на модели, выдающей 200 А, в противном случае схема может не обеспечить качество сварки.
Особенности выполнения сварки инвертором
Главное достоинство данного аппарата в том, что сварка инвертором может выполняться и не слишком опытным сварщиком. В отличие от сварочных трансформаторов инвертор создает более удобные условия работы.
- В трансформаторных устройствах существует прямая зависимость между выходным и входным напряжением, поэтому при существенных перепадах возникают существенные сложности в момент зажигания дуги, электрод попросту липнет к свариваемым деталям. Схема инверторного аппарата позволяет ликвидировать эту зависимость напряжений, поэтому зажечь дугу можно без особых усилий.
- Недостатком трансформатора является неспособность держать постоянную величину тока, поэтому часто возникает ситуация когда метал не проваривается полностью или наоборот, пережигается. Сварка инвертором этого недостатка не имеет, величина сварочного тока постоянная.
- При выполнении работы простым сварочным аппаратом большую роль играет поддержание стабильного размера дуги, от этого во многом зависит качество соединения. Для начинающего сварщика часто очень тяжело выдерживать этот параметр, но применение инвертора позволяет не так тщательно контролировать эту величину. Дело опять же в постоянстве сварочного тока, при котором минимальные изменения параметров дуги не оказывают влияния на качество шва.
- Сварка инвертором позволяет достаточно быстро освоить технологию выполнения вертикального шва. То, что инвертор позволяет избавиться от постоянного залипания электрода позволяет выполнять сварку прихватками даже не слишком искушенному сварщику.
Как видите, сравнение работы простым сварочным аппаратом и инверторным показывает преимущества применения именно последнего, поэтому существует целесообразность заплатить большую стоимость, и приобрести аппарат, схема которого позволит выполнить работу более просто и качественно.
Инвертор полуавтомат
Кроме устройств для ручной дуговой сварки, существуют и другие виды инверторной техники. К ним может быть отнесена сварка инверторная полуавтомат, предназначенная для работы в среде защитных газов (сварка MIG/MAG). В данном случае сварка инвертором осуществляется при помощи присадочной проволоки, которая подается в зону работ автоматическим устройством.

Выпускаемые модели также имеют небольшой вес и вполне могут применяться в бытовых условиях для сварки различных марок стали, алюминия, различных сплавов. Конструктивно чаще всего состоят из двух блоков — сварочный инвертор и устройство подачи проволоки. Существуют модели, которые позволяют выполнять и обычную дуговую сварку. Сварка инвертором такого класса отличается высокой производительностью, гарантирует получение шва надлежащего качества.
Стоимость такого оборудования значительно выше, поэтому народными умельцами все чаще выполняется переделка стандартных инверторов, позволяющая работать ими в полуавтоматическом режиме.
Инверторная сварка TIG
Еще одна разновидность инверторных устройств — аргонодуговая сварка. Электрическая схема работает по стандартному для данного типа оборудования принципу преобразования высокочастотного напряжения, что обеспечивает стабильность дуги для сварки практически любых металлов.
Современные установки позволяют выполнять сварочный процесс с применением переменного и постоянного тока, выбор режима зависит от типа и свойств соединяемых металлов. Применение аргона обеспечивает надежную защиту сварочного соединения от воздействия атмосферного воздуха. Сварка TIG считается одним из самых прогрессивных методов выполнения сварочных работ, она незаменима при необходимости соединения алюминия и других цветных металлов. Сварка инвертором данного вида может применяться при работе с нержавейкой, титаном.
Некоторые производители поставляют на рынок устройства, способные выполнять сварку по всем перечисленным технологиям, такая универсальность делает подобное устройство для сварки незаменимым для небольших мастерских, частных автосервисов. А экономичность инвертора и его щадящее воздействие на электрическую сеть делает его самым оптимальным сварочным аппаратом для бытового применения.
Похожие статьиgoodsvarka.ru
Сварка инвертором для начинающих
Сварка инвертором для начинающих имеет свои особенности и требования, ведь те, кто первый раз берет в руки такой агрегат, должны знать, для чего он служит и как работает. Данную аппаратуру используют с целью соединения металлических листов за счет электрического разряда. В отличие от старых моделей, инверторы намного проще в эксплуатации, а сама технология сварки не представляет собой ничего сложного.

Схема сварочного инверторного полуавтомата.
Популярность такой техники обусловлена тем, что, несмотря на свои компактные габариты, многофункциональность устройства позволяет выполнять достаточно сложные работы, которые старые трансформаторы выполнить не могли. Все потребляемое электричество задействовано в создании дуги и сварочном процессе, поэтому КПД будет выше, а расход электроэнергии ниже.
Что нужно и важно знать?
Сварочные аппараты инверторного типа удобно использовать тем, кто первый раз будет сталкиваться со сварочным делом. Во-первых, они экономичны, а во-вторых, техника сварки достаточно проста, поэтому с ней справится даже новичок.
Инвертор работает от электрической сети, соответственно, в рабочем процессе вся нагрузка идет именно на нее. Но, в отличие от старых прототипов, при включении такой аппаратуры в сеть не будет происходить резких скачков электроэнергии, к тому же устройство подразумевает наличие специального накопительного конденсатора.
Схема источника питания инверторного сварочного аппарата.
Такой элемент помогает сохранить устройство в рабочем состоянии даже при отключении электричества, позволяет постепенно разжигать электродугу.
Есть определенные основы, с которыми рекомендуется ознакомиться начинающему сварщику перед тем, как приступать к выполнению работ:
- Следует знать, что электросварка производится таким рабочим элементом, как электрод. Его размер будет влиять на количество затрачиваемой электроэнергии, то есть чем он больше, тем больше нужно тока. Если вовремя не обратить внимание на этот момент, то при включении аппарата в сеть есть вероятность сжечь не только свою технику, но и соседскую тоже.
- Чтобы сваривать металл правильно, следует знать, каковы минимальные требования у электрода к электричеству. Дело в том, что если показатель опустить ниже минимума, то шва попросту не создать. На сильном токе электрод быстро сгорает, и хотя стык получается, но его качество оставляет желать лучшего.
- Важно знать угол наклона электрода, так как этот момент напрямую влияет на толщину получаемого стыка.
Вернуться к оглавлению
Как научиться работать инвертором?
Сварка проволокой имеет свои основные шаги. Если новичок внимательно с ними ознакомится, то все у него получится. Но следует сразу сказать, что лучше всего начинать тренироваться на ненужных деталях, т.е. пока набивать руку. Это необходимо для того, чтобы прочувствовать аппаратуру, а также понять, как правильно придерживать электрод, чтобы шов получался тонкий, но качественный и аккуратный.
Итак, руководство к действию выглядит следующим образом:
Схема сварочного инвертора в работе.
- В первую очередь необходимо позаботиться о своей безопасности. Так как работа будет проходить с раскаленным металлом, есть риск его разбрызгивания. Поэтому в обязательном порядке стоит подготовить комплект рабочей одежду, куда будут входить защитные перчатки (но ни в коем случае не резиновые), специальный защитный шлем, который имеет щиток со стеклом для видимости, и грубая верхняя одежда (комбинезон и куртка или просто куртка). И обязательно закрытая обувь.
- Далее необходимо настроить инструмент. Для этого ток устанавливается на необходимые значения, которые должны соответствовать рабочим электродам. Оптимальным размером в данном случае будет 2-5 мм. Ток регулируется с расчетом толщины метала и размера детали. Новичкам удобно пользоваться инвертором еще и потому, что современные модели имеют обозначения на своем корпусе, которые подскажут силу энергии, используемую при той или иной толщине. Чтобы избежать залипания электрода, следует инструмент подносить к будущему стыку постепенно. Также нужно клемму массы подключить к рабочей поверхности.
- Сварка проволокой начинается с розжига дуги. Сам электрод должен иметь наклонное положение (45°) по отношению к рабочей поверхности. Чтобы элемент активизировался, им несколько раз необходимо дотронуться до металла. Оптимальное расстояние между деталями равно размеру электрода.
- Такие действия помогут создать сварочный шов. Но стоит знать, что в процессе сварки образуется окалина. Это расплавленный металл, который можно устранить посредством молотка или другого аналогичного тяжелого предмета.
Ничего сложного в сварке инвертором нет, поэтому научиться такому процессу может каждый.
Вернуться к оглавлению
Контроль дуги: особенности
Принцип работы инвертора с переменным и постоянным током.
Конечно, сама работа достаточно проста: то подводите электрод к поверхности, то отводите. Но дело в том, что качество шва во многом зависит от умения оператора контролировать промежуток между электродом и поверхностью. В зависимости от этого показателя могут возникать и свои проблемы:
- если зазор будет маленьким, то сварочное место станет выделяться выпуклостью, особенно наслаивание будет видно по бокам;
- когда зазор имеет большее расстояние, металл не будет провариваться должным образом, а сама дуга постоянно будет пропадать.
И первый, и второй случай существенно сказываются на качестве свариваемой детали, кроме того, внешний вид такого стыка будет оставлять желать лучшего.
При соблюдении правильного промежутка вертикальный шов или горизонтальный будет иметь однородность сцепления. К тому же новичкам следует знать, что в сварке есть такое понятие, как сварочная ванна.
Вернуться к оглавлению
Сварка проволокой: швы и их дефекты
Схема сварки инверторной проволокой.
Как и в любом другом деле, у новичка могут на начальных этапах возникать проблемы с созданием аккуратного стыка. И это нормально, ведь с первого раза редко все получается отлично.
50% качества шва зависит от того, насколько оператор научился зажигать дугу и как равномерно и правильно выдерживается зазор. Именно на эти моменты может влиять то, с какой скоростью движется электрод, по какой траектории (зигзагообразной, назад-вперед и т.д.), какова сила используемого тока и под каким углом находится рабочий элемент.
Вид металла во многом влияет на технику сварки. На этот момент, как уже отмечалось выше, повлияет и размер электрода. Скорость введения проволоки может быть различной. Если делать это слишком быстро, то, скорее всего, будут образовывать дефекты на поверхности стыка.
Оптимальным методом сварки считается круговое или зигзагообразное движение.
Но в первом случае необходимо постоянно контролировать, на каком уровне располагается шов, чтобы сварочная ванна была равномерно распределена по всему участку. Что касается зигзагообразных движений, то тут важным моментом является контроль стыка со всех сторон.
Новичок должен знать, что сварочная ванна всегда будет перемещаться туда, где находится точка тепла. Этот момент важен при смещении электрода.
Таблица требуемых технических характеристик для сварочного инвертора.
Подрез может образоваться в тот момент, когда при поперечном движении проволоки происходит нехватка металла в ванной. Чтобы этого избежать, важно постоянно держать под присмотром не только сварочную ванну, но и границы шва.
Начинающему оператору следует знать, что выпуклость стыка напрямую будет зависеть от вертикальности электрода, то есть чем он выше, тем меньше объем. Это происходит из-за того, что под проволокой концентрируется максимальное тепло, значит, и сама ванна уходит вниз. При легком уклоне энергия будет уходить назад, а сам стык подниматься, а если сильно наклонить электрод, то вся сила пойдет по шву, что создаст проблему в управлении ванной.
Поэтому благодаря регулировке угла наклона рабочего элемента можно самому контролировать передвижения сварочной ванны. Чтобы было удобно осуществлять весь процесс, лучше всего выполнять его в пределах 45-90°, чтобы ванна всегда оставалась под контролем.
На самом деле сварка проволокой нетрудна, просто требует опыта и набитой руки. Поэтому, конечно, новичку лучше начинать тренироваться на ненужных металлических элементах, чтобы, когда подойдет время серьезной работы, он смог с первого раза выполнить шов качественно и аккуратно.
expertsvarki.ru
Выбор инверторного сварочного аппарата для сварки своими руками
Инверторная сварка выполненная своими руками не является слишком сложный процессом, доступным только для профессионалов. Если у вас появилось желание или необходимость научиться самостоятельной сварке металлоконструкций, прежде всего следует выбрать правильное оборудование и выяснить несколько основных нюансов этого процесса.
Рекомендации по выбору сварочного аппарата
К покупке сварочного аппарата необходимо подойти крайне ответственно, ведь от его работы во многом будет зависеть конечный результат. Сварка с помощью инверторного аппарата имеет целый ряд преимуществ по сравнению с работой на устройствах другого типа. Так, данные приборы могут сваривать металлы и сплавы практически любой, как слишком большой, так и чрезмерно малой толщины. Помимо этого устройство аппарата нередко позволяет работать от автономных генераторов электрического тока, а также предусматривает защиту от разбрызгивания металла. Немаловажным достоинством является то, что электросварка инвертором дает возможность делать очень качественный шов. Но для начала вам необходимо узнать, как варить металл правильно.
При выборе конкретной модели обращайте внимание на уровень защиты устройства от скачков напряжения. Оптимально, если он будет составлять 20 – 25 процентов – этот показатель означает, что аппарат выдержит перепад в диапазоне от 170 до 270 Вт. Кроме того, поинтересуйтесь о продавца наличием детали, которая чаще всего подвергается поломке – печатной платы. Если информацию о ней вам не предоставят, такое устройство лучше не покупать.
Дорого – не значит качественно
Выбор инверторного сварочного аппарата не должен в большой степени зависеть от его стоимости. Лучше обратить внимание на действительно показательные признаки качественного устройства, например, на наличие туннельной вентиляции, которая предотвращает попадание пыли внутрь радиатора. Также обязательно нужно учесть, что производительность сварочного аппарата вычисляется из расчета в 220 – 230 Вт в питающей сети. Кроме того, чтобы качественно варить электродом в 3 миллиметра, лучше приобрести прибор, который предполагает сварку до 4 миллиметров.
Подготовка к работе и особенности сварочного процесса
Сварка инвертором своими руками требует основательной подготовки. Помимо самого аппарата необходимо обзавестись защитными перчатками, маской со светофильтром, специальной плотной одеждой, молотком, щеткой для металла и электродами. Далее следует оборудовать рабочее место согласно правилам безопасности, убрав от него легковоспламеняющиеся предметы и поместив рядом ведро с песком. Кроме того, ни в коем случае нельзя работать с плохо изолированным или просто неисправным устройством, а также сваривать только что окрашенные конструкции.
Контролируйте температуру сварочного аппарата
При эксплуатации прибора стоит учитывать, что сварочный аппарат не должен работать при слишком низких температурах. Если вы включили его при большом минусе, то на сварочном аппарате зажжется лампочка, свидетельствующая о его перезагрузке, и прибор скорее всего не заработает. Однако намного хуже, если прибор начнет функционировать и просто перегреется, из-за чего может образоваться опасный для некоторых узлов конденсат. Поэтому если в паспорте инверторного аппарата не указана допустимая температура для эксплуатации, не стоит затевать сварку на морозе.
Теперь можно приступать к самим сварочным работам. Сварка металла инвертором предполагает выбор нужного нам типа электродов – возьмем стандартный электрод диаметром 3 или 4 миллиметра, после чего установим его в специальный держатель. Электрод должен располагаться примерно под уклоном в 70 градусов по отношению к детали. Далее следует настроить силу тока аппарата, которая будет зависеть от температуры воздуха, диаметра электрода и вида шва. При этом если в процессе работы электрод пристает к металлу, это может означать, что уровень тока является недостаточным.
Область применения
Электросварка инверторная используется для работы с черными и цветными металлами, а также всевозможными сплавами самой разной толщины и диаметра. Она может применяться для создания различных металлических конструкций, бытовых нужд, для работ в автосервисе и строительстве. Процесс осуществляется следующим образом: касаемся инструментом детали, чтобы получилась искра, затем поднимаем его на полсантиметра для образования дуги, расплавляющей металл электрода. В результате расплавленный электрод заполняет пространство между деталями, что и создает прочное соединение. После остывания по сварочному шву нужно постучать молотком, после чего зачистить его специальной щеткой.  Сварочный инвертор
Сварочный инвертор
В сварке главное – практика!
На самом деле сварка предполагает постоянное развитие и усовершенствование своих навыков, в результате чего вы сможете выполнять самые сложные работы и создавать конструкции всевозможных форм.
elsvarkin.ru