Технология плазменной наплавки – Плазменная наплавка металла – полное описание процесса + Видео
alexxlab | 25.04.2020 | 0 | Разное
Плазменная наплавка: установки, технология, оборудование
Плазменная наплавка – это современный метод наложения износоустойчивого покрытия на рабочую поверхность. Он применяется при производстве и восстановлении изношенных машинных деталей. В современной технологии сварки этот метод занял важное место.
 Плазменная наплавка
Плазменная наплавкаГде применяют эту технологию
Ее используют для наделения рабочей поверхности такими свойствами:
- антифрикционность;
- жароустойчивость;
- кислотоупорность;
- устойчивость к коррозии;
- устойчивость к износу.
При помощи плазменной наплавки получаются разные изделия:
- зубцы для ковша экскаватора;
- вкладыши на подпятники для габаритного турбогенератора;;
- поршни;
- подшипники и др.
В конструкциях из металла, произведенных способом наплавления, выходит сварочное соединение разных металлов. Характеристики таких изделий напрямую зависимы от показателя глубины проплавки основы, от перемещения элементов из металла-основы в состав наплавки. При таком соединении образуются новые фазы и составляющие структуры, которых не было в основе и материале-присадке.
Выпуск высокопрочных изделий – это дорогостоящий процесс. Поэтому, финансово выгодно выпускать их из достаточно прочного металла, а затем наложить защитное покрытие.
Суть применения
Она совсем не сложная. Для покрытия используют материал из проволоки или мелкий порошок в гранулах. Попадая в струю плазмы, он греется, а после плавится. В таком состоянии материал-защита подается на деталь. Одновременно с этим процессом непрерывно нагревают и саму деталь.
Преимущества данной технологии:
- Поток плазмы дает возможность наложить материалы, которые отличаются по своим параметрам. Выполнить это можно в несколько слоев. Таким образом, металл покрывают разными покрытиями с индивидуальными защитными особенностями.
- Широкие границы регулирования энергетических возможностей плазменной дуги, потому, что она является наиболее гибким источником тепла.
- Плазменный поток имеет очень высокую температуру, из-за чего он плавит тугоплавкие материалы.
- Формы и размеры детали для наплавления не снижают показатели технических характеристик данного метода. Также при этом не снижается показатель результата.
Если сравнить эту технологию с электродуговой сваркой, то плазменная наплавка имеет значительное преимущество:
- Металл перемешивается по минимуму.
- Минимальные тепловые затраты.
- Абсолютный контроль дуги.
- Полученное покрытие гладкое при небольшой механической обработке.
- Чистота наплавленных слоев.
- Цельное покрытие без пор.
- Высокий показатель прочности соединения.
Технология метода и его особенности
Наплавка металла по описываемой технологии производиться двумя методами:
- В струю вводят проволоку, ленту, или прут (они являются присадочным материалом).
- В струю подают смесь из порошка. Она смещается на поверхность металла газом.
Струя плазмы по компоновке разделяется на такие виды:
- закрытая;
- открытая;
- комбинированный вариант.
Из газов для создания огня используется:
- кислород;
- водород;
- аргон;
- гелий.
Профессионалы отдают предпочтение аргону и гелию.
Установки для этого вида наплавки
Для этого процесса применяют различные установки, их вид зависит от объемов производства, от требований к уровню автоматики. Соответственно этим потребностям выполнены универсальные и специализированные установки. Универсальное оборудование позволяет выполнять наплавку на деталях разной формы. Специализированные установки предназначены для деталей одного вида (например: клапаны для моторов внутреннего сгорания, для дисков, элементов-соединений бурильных труб и так далее).

Плазматрон для наплавки металлических порошковых материалов
Все эти установки оснащают новейшими системами управления с применением промышленных компьютеров. Это в значительной мере поднимает качество, стабильность и надежность работы.

Установка плазменной наплавки и сварки УПНС-3040
Каждая установка отвечает требованиям современности по экобезопасности. В них установлены автономные блоки охлаждения водяным путем и камеры-защиты. Эта камера отлично защищает мастера от вредного влияния излучения плазменной дуги и от газов и пыли, которая выделяются при наплавке.
Плазменная наплавка зарекомендовала себя, как успешная новейшая технология, которая отличается высоким показателем качества. Она снижает затраты на ремонт больших агрегатов. Рабочие поверхности изделий после обработки становятся износоустойчивыми, жаропрочными, кислоупорными. Данный метод, благодаря широкому ряду технических характеристик, нашел широкое применение в разных областях.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Плазменная наплавка: оборудование и технология процесса
Эффективность и проблемы плазменной наплавки стоят перед инженерами-материаловедами чрезвычайно остро. Благодаря этой технологии можно не только значительно увеличить срок эксплуатации и надежность высоконагруженных деталей и узлов, но восстановить, казалось бы, на сто процентов изношенные и разрушенные изделия.
Внедрение плазменной наплавки в технологический процесс значительно повышает конкурентоспособность машиностроительной продукции. Процесс не является принципиально новым и используется уже достаточно давно. Но он постоянно совершенствуется и расширяет технологические возможности.

Общие положения
Плазмой называется ионизированный газ. Достоверно известно, что плазму можно получить различными методами в результате электрического, температурного или механического воздействия на молекулы газа. Для ее образования необходимо оторвать отрицательно заряженные электроны от положительных атомов.
В некоторых источниках можно встретить информацию о том, что плазма является четвертым агрегатным состоянием вещества наряду с твердым, жидким и газообразным. Ионизированный газ обладает рядом полезных свойств и применяется во многих отраслях науки техники: плазменная наплавка металлов и сплавов с целью восстановления и упрочнения высоконагруженных изделий, испытывающих циклические нагрузки, ионно-плазменное азотирование в тлеющем разряде для диффузионного насыщения и упрочнения поверхностей деталей, для осуществления процессов химического травления (используется в технологии производства электроники).

Подготовка к работе
Прежде чем приступить к наплавке, нужно настроить оборудование. В соответствии со справочными данными, необходимо подобрать и установить правильный угол наклона сопла горелки к поверхности изделия, выверить расстояние от торца горелки до детали (оно должно составлять от 5 до 8 миллиметров) и вставить проволоку (если осуществляется наплавка проволочного материала).
Если наплавка будет осуществляться путем колебаний сопла в поперечных направлениях, то необходимо выставить головку таким образом, чтобы сварной шов находился ровно посередине между крайними точками амплитуд колебания головки. Также необходимо отрегулировать механизм, который задает частоту и величину колебательных движений головки.

Технология плазменно-дуговой наплавки
Процесс наплавки довольно прост и может с успехом выполняться любым опытным сварщиком. Однако он требует от исполнителя максимальной концентрации и внимания. В противном случае можно запросто испортить заготовку.
Для ионизации рабочего газа используется мощный дуговой разряд. Отрыв отрицательных электронов от положительно заряженных атомов осуществляется за счет теплового воздействия электрической дуги на струю рабочей газовой смеси. Однако при соблюдении ряда условий возможно протекание не только под влиянием тепловой ионизации, но и за счет воздействия мощного электрического поля.
Газ подается под давлением 20-25 атмосфер. Для его ионизации необходимо напряжение 120-160 вольт с силой тока порядка 500 ампер. Положительно заряженные ионы захватываются магнитным полем и устремляются к катоду. Скорость и кинетическая энергия элементарных частиц настолько велика, что при соударении с металлом они способны сообщать ему огромную температуру – от +10…+18 000 градусов по Цельсию. При этом ионы движутся со скоростью до 15 километров в секунду (!). Установка плазменной наплавки оборудована специальным устройством под названием «плазмотрон». Именно этот узел отвечает за ионизацию газа и получение направленного потока элементарных частиц.
Мощность дуги должна быть такой, чтобы исключить оплавление основного материала. В то же время температура изделия должна быть максимально высокой, чтобы активизировать диффузионные процессы. Таким образом, температура должна приближаться к линии ликвидус на диаграмме железо-цементит.
Мелкодисперсный порошок специального состава или электродная проволока подается в струю высокотемпературной плазмы, в которой материл расплавляется. В жидком состоянии наплавка попадает на упрочняемую поверхность.

Плазменное напыление
Для того чтобы реализовать плазменное напыление, необходимо существенно увеличить скорость потока плазмы. Этого можно добиться регулировкой напряжения и силы тока. Параметры подбираются опытным путем.
Материалами при плазменном напылении служат тугоплавкие металлы и химические соединения: вольфрам, тантал, титан, бориды, силициды, окись магния и оксид алюминия.
Неоспоримым преимуществом напыления по сравнению с наплавкой является возможность получения тончайших слоев, порядка нескольких микрометров.
Данная технология применяется при упрочнении режущих токарных и фрезерных сменных твердосплавных пластин, а также метчиков, сверл, зенкеров, разверток и другого инструмента.
Получение открытой плазменной струи
В этом случае в роли анода выступает непосредственно сама заготовка, на которую осуществляется плазменная наплавка материала. Очевидный недостаток данного метода обработки – нагрев поверхности и всего объема детали, что может привести к структурным превращениям и нежелательным последствиям: разупрочнению, повышению хрупкости и так далее.
Закрытая плазменная струя
В этом случае в роли анода выступает непосредственно газовая горелка, точнее – ее сопло. Данный способ используется для плазменно-порошковой наплавки с целью восстановления и повышения эксплуатационных характеристик деталей и узлов машин. Особую популярность данная технология завоевала в сфере сельскохозяйственного машиностроения.
Преимущества плазменной технологии наплавки
Одним из основных преимуществ является концентрация тепловой энергии в небольшой зоне, что позволяет уменьшить влияние температуры на исходную структуру материала.
Процесс хорошо поддается управлению. При желании и соответствующих настройках аппаратуры слой наплавки может варьироваться от нескольких десятых долей миллиметра до двух миллиметров. Возможность получения контролируемого слоя особенно актуальна на данный момент, так как позволяет значительно увеличить экономическую эффективность обработки и получить оптимальные свойства (твердость, коррозионная стойкость, износостойкость и многие другие) поверхностей стальных изделий.
Еще одно не менее важное преимущество – возможность осуществлять плазменную сварку и наплавку самых разных материалов: медь, латунь, бронза, драгоценные металлы, а также неметаллы. Традиционные методы сварки далеко не всегда могут позволить это сделать.

Оборудование для наплавки
Установка для плазменно-порошковой наплавки включает в себя дроссель, осциллятор, плазмотрон и источники питания. Также она должна быть оснащена устройством автоматической подачи гранул металлического порошка в рабочую зону и системой охлаждения с постоянной циркуляцией воды.

Источники тока для плазменной наплавки должны удовлетворять строгим требованиям постоянства и надежности. С этой ролью как нельзя лучше справляются сварочные трансформаторы.
При наплавке порошковых материалов на металлическую поверхность используется так называемая комбинированная дуга. Одновременно используются открытая и закрытая плазменная струя. Регулируя мощность этих дуг, можно менять глубину проплавления заготовки. При оптимальных режимах коробление изделий не будет проявляться. Это важно при изготовлении деталей и узлов точного машиностроения.
Устройство для подачи материала
Металлический порошок дозируется специальным устройством и подается в зону оплавления. Механизм, или принцип действия питателя, заключается в следующем: лопатки ротора выталкивают порошок в газовый поток, частицы разогреваются и прилипают к обрабатываемой поверхности. Подача порошка осуществляется через отдельное сопло. Всего в газовой горелке установлено три сопла: для подачи плазмы, для подачи рабочего порошка и для защитного газа.
Если вы используете проволоку, целесообразно использовать стандартный механизм подачи сварочного автомата для сварки под флюсом.
Подготовка поверхностей
Плазменной наплавке и напылению материалов должна предшествовать тщательная очистка поверхности от жировых пятен и других загрязнений. Если при обычной сварке позволительно производить только грубую, поверхностную очистку стыков от ржавчины и окалины, то при работе с плазмой газа поверхность обрабатываемого изделия должна быть идеально (насколько это возможно) чистой, без посторонних включений. Тончайшая пленка окислов способна значительно ослабить адгезионное взаимодействие наплавки и основного металла.
С целью подготовки поверхности под наплавку рекомендуется снять незначительный поверхностный слой металла посредством механической обработки резанием с последующим обезжириванием. Если габариты детали позволяют, то рекомендуется провести промывку и очистку поверхностей в ультразвуковой ванной.
Важные особенности наплавки металлов
Существует несколько вариантов и способов осуществления плазменной наплавки. Применение проволоки в качестве материала для наплавки значительно повышает производительность процесса по сравнению с порошками. Это объясняется тем, что электрод (проволока) выступает в роли анода, что способствует значительно более быстрому нагреву наплавляемого материала, а значит позволяет скорректировать режимы обработки в сторону увеличения.
Однако качество покрытия и адгезионные свойства явно на стороне порошковых присадок. Использование мелких частиц металла позволяет получать на поверхности равномерный слой любой толщины.
Наплавочный порошок
Использование порошковой наплавки является предпочтительным с точки зрения качества получаемых поверхностей и износостойкости, поэтому на производстве все чаще используют именно порошковые смеси. Традиционный состав порошковой смеси – кобальтовые и никелевые частицы. Сплав данных металлов обладает хорошими механическими свойствами. После обработки таким составом поверхность детали остается идеально гладкой и не возникает необходимости в ее механической доводке и устранении неровностей. Фракция частиц порошка – всего несколько микрометров.
fb.ru
Техника и технология плазменной наплавки металлов
Качество плазменной наплавки и свойства наплавленных изделий определяются в первую очередь качеством подготовки присадочной проволоки и поверхности изделия под наплавку, правильным выбором технологии и режима процесса.
Присадочная проволока и поверхность наплавляемого изделия должны быть чистыми, без следов масла, ржавчины, смазки и других загрязнений. Для этого перед наплавкой присадочная проволока подвергается химической очистке (травлению) в соответствующих травителях, а поверхность изделия — механической обработке до Rz 80 — Rz 40 и обезжиривается. Только при такой подготовке присадочного и основного металла может быть обеспечено надежное смачивание твердого металла жидким и растекание жидкой ванны по поверхности изделия в процессе наплавки.
Плазменная установка начинает работать в следующей последовательности: включаются источники питания сварочного тока, устанавливается необходимый режим наплавки, включаются охлаждающая вода, плазмообразующий и защитный газ, присадочная проволока подводится под сопло плазмотрона, возбуждаются плазменные дуги, включается подача присадочной проволоки. После образования на изделии ванночки жидкого присадочного металла включаются колебательный механизм и механизмы перемещения сварочного автомата (и вращения изделия, если производится наплавка цилиндрических изделий) или изделия (при неподвижном автомате).
Для нормального течения процесса наплавки очень важно соблюдать следующие основные правила. Поток плазменной струи и капли расплавленного присадочного металла должны быть направлены перпендикулярно к поверхности ванны. Расплавленный присадочный металл должен поступать только в перемещающуюся по поверхности изделия ванну на расстоянии 2—3 мм от ее головной части. Попадание его на основной металл впереди ванны недопустимо, так как это может увеличить степень проплавления основного металла. Попадание капель в ванну на значительном расстоянии от ее головной части приводит к нарушению теплофизических условий наплавки и ухудшению смачиваемости основного металла жидким присадочным.
При любой ширине наплавляемого валика процесс наплавки следует производить с поперечными колебаниями плазмотрона и присадочной проволоки. Это обеспечивает не только равномерное распределение температуры и примерно одинаковую длительность контактирования твердой и жидкой фаз по всей ширине наплавки, но и получение одинаковой высоты слоя металла наплавки по всей ширине валика и плавный переход от металла наплавки к основному металлу. А это позволяет сплавлять валики между собой и с основным металлом при необходимости получения широкого слоя металла наплавки.
Амплитуда поперечных колебаний плазмотрона устанавливается в зависимости от необходимой ширины наплавленного валика и с учетом обеспечения надежной защиты жидкой ванночки от воздействия атмосферы может составлять 8—60 мм.
Частота колебаний плазмотрона выбирается такой, чтобы капли присадочного металла попадали только в жидкую ванну и чтобы валик был неразрывным в продольном направлении. При большой частоте колебаний очертания валика становятся более крутыми, что затрудняет сплавление соседних валиков между собой и ухудшает газовую защиту жидкой ванны.
Скорость плазменной наплавки определяется габаритными размерами изделия, параметрами режима процесса и теплофизическими свойствами основного и присадочного металлов. Проведенные исследования и производственный опыт показали, что в зависимости от габаритов изделия и амплитуды колебаний плазмотрона она может составлять 3—12 м/ч.
www.stroitelstvo-new.ru
Плазменно-порошковая наплавка – АО Плакарт
Плазменно-порошковая наплавка (Plasma transfer Arc, PTA)
Плазма – нагретый до высокой температуры сильно ионизированный газ, достигающий температуры +10 … 18 тыс. С. Плазменная струя образуется в специальных горелках – плазмотронах. Катодом является неплавящий вольфрамовый электрод. Струя плазменного газа со скоростью потока до 15 000 м/сек захватывает и подаёт порошок на поверхность детали.
Преимущества плазменно-порошковой наплавки:

- Высокая концентрация тепловой мощности.
- Минимальная ширина зоны термического влияния, отсутствие поводок.
- Толщина наплавляемого слоя от 0,1 мм до нескольких мм.
- Наплавка разных износостойких материалов на стальную деталь.
- Плазменная закалка поверхности изделия.
- Незначительное перемешивание наплавляемого материала с основой.
АО “Плакарт” обладает значительным опытом решений плазменно-порошковой наплавки. Данный метод нанесения износостойкого покрытия обеспечивает высокое качество и однородность наплавленного металла.

Применения:
- Защита от коррозии и износа деталей запорной и запорно-регулирующей арматуры: арматура для судостроительной и химической промышленности, энергетическая арматура, нефтегазовая арматура. Безотказная работа наплавленных деталей запорной арматуры более 10 лет. Износостойкая арматура (седла, шиберы, штоки) горнодобывающей промышленности.
- Упрочнение износостойкими покрытиями высоконагруженных деталей (горловых колец и клапанов и др.)
После плазменно-порошковой наплавки детали выдерживают влияние агрессивных химических сред, повышенные температуры, сохраняют высокие прочностные характеристики.
www.plakart.pro
Техника и технология плазменной наплавки металлов 2
Одним из основных параметров режима наплавки является величина сварочного тока. Возрастание его в цепи неплавящийся электрод — присадочная проволока приводит к увеличению перегрева присадочного металла и, как следствие, к росту нагрева или проплавления поверхности основного металла.
На стабильность процесса наплавки и качество наплавленных изделий большое влияние оказывает величина расхода плазмообразующего и защитного газов. При наплавке капли расплавленного присадочного металла и вся сварочная ванна должны находиться внутри потока защитного газа во избежание соприкосновения жидкого металла с атмосферой. Надежная защита жидкого металла от контакта с воздухом обеспечивается только при ламинарном характере истечения газа. Оптимальным является расход защитного газа в пределах 0,8—1,2 м
В производственных условиях плазменная наплавка выполняется с применением присадочных проволок марок БрКМцЗ-1, БрАМц9-2; БрОФ6,5-0,4; БрОН8-3; БрАЖНМц8,5-4-5-1,5, 06Х19Н10Т; 04Х19Н11МЗ и др. Режим процесса наплавки в незначительной степени зависит от состава присадочной проволоки. Так, при наплавке проволоками из нержавеющих хромоникелевых сталей ток на 10—15% больше, чем при наплавке проволоками из медных сплавов. Остальные параметры режима наплавки практически остаются постоянными.
Рекомендуемые режимы плазменной наплавки приведены в табл. 5.
Во многих случаях необходимо произвести наплавку поверхности большой ширины (100—500 мм и более). Тогда она осуществляется путем наложения нескольких валиков, а при изготовлении цилиндрических изделий — по спирали. Для обеспечения качественного сплавления основного металла и металла наплавленного валика с металлом наплавки последующих валиков процесс ведется таким образом, чтобы каждый последующий валик перекрывал предыдущий на 5—8 мм. В этом случае получается хороший внешний вид поверхности наплавки и минимальны отходы металла при механической обработке изделия.
При наплавке изделий цилиндрической формы по спирали плазмотрон в зависимости от диаметра изделия устанавливается в зените или с некоторым смещением от него.
При наплавке изделий диаметром до 100 мм смещение плазмотрона обязательно, причем он смещается от зенита в сторону, противоположную направлению вращения изделия (рис. 18) [1], при этом не происходит стекания жидкого металла с наплавляемой поверхности.
Рис. 18. Схема процесса плазменной наплавки изделий цилиндрической формы: 1 — плазмотрон; 2 — защитное сопло; 3 — плазменная струя; 4 — присадочная проволока; 5 — изделие; а — угол наклона плазмотрона.
Величина смещения а (расстояние между вертикальной плоскостью, проходящей через зенит, и местом попадания капель жидкого металла в ванну) выбирается в зависимости от диаметра изделия. При диаметрах 50—100 мм она составляет 6—3 мм. Большую величину смещения плазмотрона назначать не следует, так как могут ухудшиться условия смачивания основного металла.
Технология плазменной наплавки зависит от состава присадочной проволоки. Известно, что при наплавке медных сплавов на сталь в последней образуются включения медного сплава. Особенно глубокие включения (до 10—15 мм) могут образоваться при наплавке оловянных бронз непосредственно на сталь, при этом снижаются механические свойства биметаллов (угол загиба, усталостная прочность и т. п.). Чтобы избежать этого, перед наплавкой на сталь оловянной бронзы производится плазменная наплавка подслоя из кремнистой бронзы (например, марки БрКМцЗ-1) и уже на него — оловянной бронзы. Неглубокие включения (до 1 мм) практически не оказывают влияния на механические свойства биметаллов.
Медноникелевые сплавы типа МНЖ5-1 и т. п. обладают низкой технологической прочностью, поэтому в процессе кристаллизации и последующего охлаждения металла наплавки в них могут образоваться трещины. Во избежание этого наплавку их следует производить с относительно небольшой амплитудой колебаний плазмотрона (10—16 мм) при максимально допустимой скорости наплавки.
При соблюдении техники и технологии плазменной наплавки полученные биметаллические изделия обладают высокими свойствами и работоспособностью.
www.stroitelstvo-new.ru
ТЕХНИКА ПЛАЗМЕННОЙ НАПЛАВКИ | Инструмент, проверенный временем
Техника выполнения наплавки плазменной струей с токоведущей присадочной проволокой, как и любого автоматического процесса наплавки, относительно простая, но требует от сварщика внимательного и последовательного выполнения всех необходимых операций.
Перед началом наплавки необходимо тщательно проверить состояние поверхности наплавляемого изделия и при необходимости произвести дополнительную зачистку загрязненных мест. Затем производится установка автомата: устанавливается угол наклона плазменной головки к изделию (по данным табл. 10), расстояние от торца сопла канала до электродной проволоки (оно составляет 5—8 мм), расстояние от торца электродной проволоки до изделия. В случае наплавки с поперечными колебаниями плазменной головки относительно оси перемещения источника теплоты автомат (или головка автомата) устанавливается таким образом, чтобы центр шва находился посередине между крайними положениями головки. На колебательном механизме устанавливаются необходимые амплитуда и частота колебаний.
Процесс работы на автомате для плазменной наплавки сводится к следующему. Вначале включается подача воды для охлаждения плазменной головки. Расход охлаждающей воды составляет примерно 2—3 л/мин и определяется по свободному вытеканию струи из сливного шланга. Без включения подачи воды ни в коем случае нельзя возбуждать дугу, так как при этом плазменная головка может сразу же выйти из строя (расплавится сопло). С целью исключения возможности возбуждения дуги без подачи охлаждающей воды желательно в сварочную цепь включить водяное реле, которое только при. определенном расходе охлаждающей воды включит сварочную цепь. Затем включается подача плазмообразующего и защитного газа. Расход газа определяется по ротаметрам. Для определения расхода плазмообразующего газа (он составляет 90—150 л/ч) желательно пользоваться ротаметром типа РС-3. Расход защитного газа (он составляет 1000—1200 л! ч) лучше определять по ротаметру типа РС-5. В случае применения одного аргона в качестве плазмообразующего и защитного газа отбор газа можно вести из одного баллона, пользуясь установленной на баллон отборной распределительной газовой колонкой и двумя редукторами, В случае применения для-защиты сварочной ванны какого-либо другого газа (азота, углекислого газа) отбор газа ведется от двух баллонов. После установления по ротаметрам необходимого расхода газа включается источник питания (сварочный генератор). Предварительно при помощи балластных реостатов, установленных в цепь вспомогательной и основной дуг, устанавливаются необходимые величины тока.
Затем возбуждается дуга вольфрамовый электрод — сопло — канал. Возбуждение дуги желательно осуществлять при помощи осциллятора. Для этой цели можно также пользоваться специальной зажигалкой, состоящей из графитового стерженька, укрепленного на ручке-изоляторе. При вводе графитового стержня в канал сопла замыкается цепь вольфрамовый электрод—сопло — канал, и при удалении графитового стержня возбуждается плазменная струя. С выходом плазменной струи из сопла-канала головка некоторое время работает на холостом ходу до устойчивого горения дуги. Устойчивость горения дуги вольфрамовый электрод—сопло-канал очень сильно зависит от того, правильно или нет подготовлен и установлен вольфрамовый электрод. Вольфрамовый электрод должен быть заточен на конус. Заточенный конец вольфрамового электрода должен находиться на уровне входа в канал сопла. При этом очень важно, чтобы электрод был расположен точно по центру канала.
После того как обеспечивается устойчивость горения дуги вольфрамовый электрод—сопло-канал, включается подача присадочной проволоки и автоматически возбуждается вторая дуга — между электродной проволокой и вольфрамовым электродом. С этого момента начинается плавление электродного металла и поступление его на поверхность изделия. Когда на изделие поступит несколько капель расплавленного электродного металла, образуется сварочная ванна и начинается растекание металла ванны по поверхности изделия. В этот момент включается перемещение автомата (или при неподвижном автомате перемещение изделия). Угол наклона головки к изделию в случае необходимости изменяется таким образом, чтобы поток плазменной струи и капель расплавленного металла был направлен нормально к поверхности ванночки.
При наплавке с колебаниями колебательный механизм лучше всего включать при неподвижном автомате после образования ванночки электродного металла на поверхности изделия.
Процесс наплавки осуществляется таким образом, чтобы капли расплавленного электродного металла поступали только в перемещающуюся по поверхности изделия ванночку на расстоянии
2— 3 мм от ее головной части. Наплавку можно осуществлять при движении автомата слева направо и наоборот. Удобнее и надежнее производить наплавку таким образом, чтобы электродная проволока подавалась вслед за перемещением сварочного автомата, т. е. чтобы проволока перемещалась вслед за перемещающейся по изделию ванной.
Выключение процесса наплавки осуществляется обычным способом: останавливается автомат или прекращается перемещение изделия с одновременным выключением подачи проволоки или с некоторым запаздыванием. Выключение защитного газа производится спустя 3—5 сек после выключения подачи проволоки.
При любой ширине наплавляемого валика наплавку следует производить с поперечными колебаниями плазменной головки. В этом случае по всей ширине наплавляемого валика обеспечивается примерно постоянная температура нагрева поверхности основного металла, что видно из данных теплофизических исследований (см. рис. 20). Это обстоятельство позволяет производить наплавку на более низких режимах. Благодаря равномерному распределению температуры по всей ширине наплавки обеспечивается примерно одинаковая длительность контактирования твердой и жидкой фаз и примерно одинаковый переход элементов из основного металла в наплавку и наоборот.
Преимуществом наплавки с поперечными колебаниями плазменной головки является и то, что наплавляемый валик при этом имеет плавный переход от металла наплавки к основному металлу, что позволяет успешно сплавлять валики между собой и с основным металлом при необходимости получения широкого слоя наплавки. Амплитуда колебаний устанавливается в зависимости от необходимой ширины валика наплавленного металла и может находиться в пределах 10—50 мм. В зависимости от амплитуды колебаний и габаритов изделия выбираются остальные параметры режима наплавки: сварочный ток, расстояние от торца проволоки до изделия, расход защитного газа, скорость подачи проволоки, частота колебаний плазменной головки.
Частоту колебаний следует выбирать таким образом, чтобы капли присадочного металла попадали только в жидкую ванну и чтобы валик по ширине не разрывался на отдельные части, Исследования показали, что наиболее оптимальной является частота в пределах 20—40 колеб/мин (с увеличением тока между неплавящимся электродом и присадочной проволокой частота колебаний увеличивается).
Во многих случаях необходимо обеспечить наплавку поверхности большой ширины (100—200 мм и более). Поэтому наплавка осуществляется наложением нескольких валиков. Для обеспечения качественного сплавления основного металла и металла наплавленного валика с наплавляемым металлом последующих валиков процесс наплавки ведется таким образом, чтобы последующий валик перекрывал предыдущий примерно на 8—12 мм. Режим наплавки второго и последующих валиков может быть таким же, как и при наплавке первого валика. После наплавки каждого валика желательно производить повторную зачистку основного металла и металла наплавленного валика до металлического блеска. При наплавке второго и последующих валиков нет необходимости ждать, пока остынет основной металл. Наплавка производится сразу же по мере готовности.
— Наплавка несколькими валиками по ширине должна производиться только с поперечными колебаниями плазменной головки, так как в этом случае легче регулировать растекание жидкого присадочного металла по поверхности основного металла и металла предыдущего валика.
При необходимости получения большой толщины наплавленного слоя может производиться многослойная наплавка. Перед наплавкой второго и последующих слоев поверхность предыдущего слоя должна быть тщательно очищена от шлака, грязи, пленки окислов. Наплавка второго и последующих слоев может производиться на повышенных (по сравнению с наплавкой первого слоя) режимах.
Рассмотренная выше техника наплавки на сталь практически не зависит от того, какие материалы наплавляются: значительно ли они отличаются от стали по температуре, плавления (как, например, медные сплавы) или очень мало (как, например, стали аустенитного класса). Некоторые особенности наблюдаются при наплавке на тела вращения. Как правило, такую наплавку следует вести по спирали, что обеспечивается непрерывным вращением изделия и поступательным перемещением вдоль изделия сварочного автомата. Скорость вращения изделия устанавливается такой, чтобы линейная скорость точек, находящихся на поверхности наплавляемого изделия, соответствовала скорости наплавки на пластину такой же толщины. При наплавке на тела вращения величину амплитуды колебаний головки целесообразно устанавливать несколько меньшей, чем в случае наплавки на пластину — до 25—30 мм. С уменьшением диаметра наплавляемого изделия величину амплитуды также следует уменьшать.
Наплавка плазменной струей с токоведущей присадочной проволокой на тела вращения может быть успешно осуществлена при 0 ЗО—40 мм и более. Плазменная головка при наплавке тел вращения несколько (на 3—5 мм) смещается от осевой линии против направления вращения изделия, особенно при диаметре изделия 30—100 мм. При больших диаметрах плазменную головку можно не смещать относительно осевой линии изделия.
Не вызывает особых затруднений плазменная наплавка с применением в качестве присадочного материала порошка. В этом случае сначала при помощи высокочастотного разряда осциллятора возбуждается малоамперная вспомогательная дуга между электродом и соплом плазменной головки, а затем уже возбуждается дуга между электродом и изделием. Слой уложенного на изделие порошка должен иметь одинаковую ширину и высоту по всей наплавляемой поверхности. Колебания плазменной головки включаются вместе с возбуждением стабилизированной дуги электрод—изделие. Наплавка по слою порошка может быть применена только для плоских поверхностей, так как при наплавке поверхностей с большой кривизной порошок будет ссыпаться с этой поверхности.
При необходимости получения широкой наплавленной поверхности наплавка ведется наложением ряда параллельных валиков. Для обеспечения надежного сплавления валиков между собой амплитуда колебаний плазменной головки устанавливается такой, чтобы край уже наплавленного валика на ширине 3—5 мм повторно расплавлялся при наплавке следующего валика.
При наплавке с вдуванием порошка в дугу возбуждается дуга между вольфрамовым электродом и внутренним соплом, а затем между соплом и изделием. Одновременно с возбуждением второй дуги включается подача несущего потока газа, подающего присадочный порошок в головку и далее в дугу. Особое внимание должно быть уделено равномерной и непрерывной подаче порошка из питателя в головку, отсутствию его комкования в питателе и сплавления в головке. Целесообразнее осуществлять наплавку с поперечными колебаниями плазменной головки.
hssco.ru
Плазменная сварка и наплавка
Темы: Плазменная сварка, Наплавка, Технология сварки.
Предложения участников по теме
Плазменная сварка и наплавка
:
Еще страницы по теме
Плазменная сварка, наплавка
Плазменная сварка и наплавка является наиболее прогрессивным способом восстановления изношенных деталей машин и нанесения износостойких покрытий (сплавов, порошков, полимеров,…) на рабочую поверхность при изготовлении деталей.
Плазмой называется высокотемпературный сильно ионизированный газ, состоящий из молекул, атомов, ионов, электронов , световых квантов и др.
При дуговой ионизации газ пропускают через канал и создают дуговой разряд, тепловое влияние которого ионизирует газ, а электрическое поле создает направленную плазменную струю. Газ может ионизироваться также под действием электрического поля высокой частоты. Газ подается при 23 атмосферах, возбуждается электрическая дуга силой 400-500 А и напряжением 120-160 В Ионизированный газ достигает температуры 10-18 тыс.оС, а скорость потока – до 15000 м/сек. Плазменная струя образуется в специальных горелках – плазмотронах. Катодом является неплавящий вольфрамовый электрод.
В зависимости от схемы подключения анода различают (см.рис.1) :
1. Открытую плазменную струю (анодом является деталь или пруток). В этом случае происходит повышенный нагрев детали. Используется эта схема при резке металла и для нанесения покрытий.
2. Закрытую плазменную струю (анодом является сопло или канал горелки). Хотя температура сжатой дуги на 20 …30% в этом случае выше, но интенсивность потока ниже, т.к. увеличивается теплоотдача в окружающую среду. Схема используется для закалки, металлизации и напыливания порошков.
3. Комбинированная схема (анод подключается к детали и к соплу горелки). В этом случае горят две дуги, Схема используется при наплавке порошком.
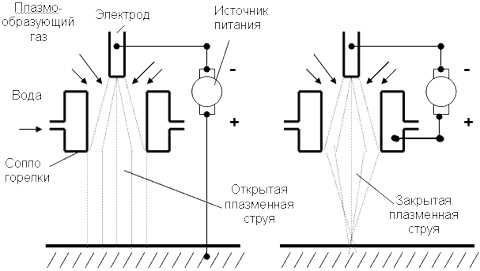
Рис.1. Схема плазменной сварки открытой и закрытой плазменной струей.
Наплавку металла можно реализовать двумя способами :1-струя газа захватывает и подает порошок на поверхность детали;
2-вводится в плазменную струю присадочный материал в виде проволоки, прутка, ленты.
В качестве плазмообразующих газов можно использовать аргон, гелий, азот, кислород, водород и воздух. Наилучшие результаты сварки получаются с аргоном.
Достоинствами плазменной наплавки являются :
1. Высокая концентрация тепловой мощности и возможность минимальной ширины зоны термического влияния.
2. Возможность получения толщины наплавляемого слоя от 0,1 мм до нескольких миллиметров.
3. Возможность наплавления различных износостойких материалов (медь, латунь, пластмасса) на стальную деталь.
4. Возможность выполнения плазменной закалки поверхности детали.
5. Относительно высокий К. П. Д. дуги (0.2-0.45).
Очень эффективно использовать плазменную струю для резки металла, т.к. газ из-за высокой скорости очень хорошо удаляет расплавленный металл, а из-за большой температуры он плавится очень быстро.
Установка (рис. 2.) состоит из источников питания, дросселя, осциллятора, плазменной головки, приспособлений подачи порошка или проволоки, системы циркуляции воды и т.д.
Для источников питания важно выдержка постоянным произведение J U, т.к. мощность определяет постоянство плазменного потока. В качестве источников питания применяют сварочные преобразователи типа ПСО – 500. Мощность определяется длиной столба и объемом плазменной струи. Можно реализовать мощности свыше 1000 кВт.
Подача порошка осуществляется с помощью специального питателя, в котором, вертикально расположенный, ротор лопатками подает порошок в струю газа. В случае использования сварочной проволоки подача ее выполняется аналогично как и при наплавке под слоем флюса .
Путем колебания горелки в продольной плоскости с частотой 40-100 мин -1 за один проход получают слой наплавленного металла шириной до 50 мм. У горелки имеется три сопла : внутреннее для подачи плазмы, среднее для подачи порошки и наружное для подачи защитного газа.
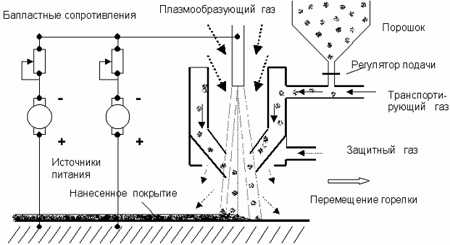
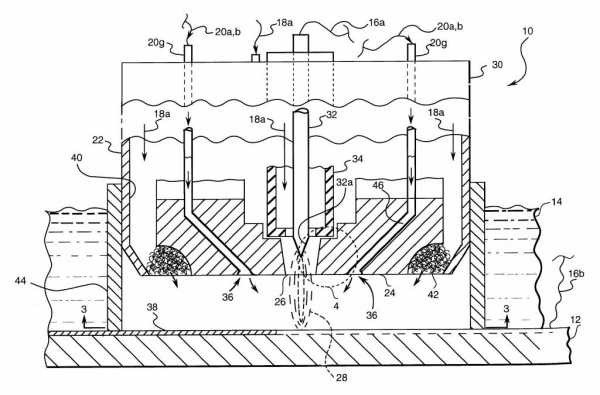
Рис.2. Схема плазменного наплавления порошка.
При наплавке порошков реализуется комбинированная дуга, т. е. одновременно будут гореть открытая и закрытая дуги . Регулировкой балластных сопротивлений можно регулировать потоки мощности на нагрев порошка и на нагрев и оплавление металла детали. Можно добиться минимального проплавления основного материала, следовательно будет небольшая тепловая деформация детали.
Поверхность детали необходимо готовить к наплавке более тщательно чем при обычной электродуговой или газовой сварке, т.к. при этом соединение происходит без металлургического процесса, поэтому посторонние включения уменьшают прочность наплавленного слоя. Для этого производится механическая обработка поверхности (проточка, шлифование, пескоструйная обработка,…) и обезжиривание. Величину мощности электрической дуги подбирают такой, чтобы сильно не нагревалась деталь, и чтобы основной металл был на грани расплавления.
- < Плазменная сварка
weldzone.info