Технология производства: Технология производства – это… Что такое Технология производства?
alexxlab | 05.12.2018 | 0 | Разное
Технология производства – это… Что такое Технология производства?
- Технология производства
- способы, приемы и последовательность изготовления продукции или выполнения строительно-монтажных и других видов работ, обеспечивающие рациональное использование всех ресурсов (материалов, машин, энергии, трудовых затрат и др.).
Источник: Справочник дорожных терминов
Строительный словарь.
- Технико-экономические показатели строительства дороги
- Удобоукладываемость смесей
Смотреть что такое “Технология производства” в других словарях:
Технология производства — – способы, приемы и последовательность изготовления продукции или выполнения строительно монтажных и других видов работ, обеспечивающие рациональное использование всех ресурсов (материалов, машин, энергии, трудовых затрат и др.).… … Энциклопедия терминов, определений и пояснений строительных материалов
технология производства — — [Л.Г.Суменко. Англо русский словарь по информационным технологиям. М.: ГП ЦНИИС, 2003.] Тематики информационные технологии в целом EN production technology … Справочник технического переводчика
технология производства свинины — Научно обоснованная и взаимоувязанная система организационных, экономических, зоотехнических, ветеринарных и инженерных приемов по разведению, кормлению и содержанию свиней, строительству помещений, комплексной механизации и автоматизации… … Справочник технического переводчика
Технология производства продукции общественного питания — Технология производства продукции общественного питания: комплекс технологических процессов и операций, осуществляемых с помощью составленных в определенной последовательности технических средств и персонала, позволяющий производить продукцию… … Официальная терминология
Технология производства сельскохозяйственного продукта — (применительно к растениеводству) совокупность технологических процессов и операций, связанных с выращиванием, уборкой, транспортированием, первичной обработкой, складированием и хранением урожая, обеспечивающих получение запланированного… … Официальная терминология
технология производства крупногабаритных стальных конструкций — (напр. для оборудования АЭС) [А.С.Гольдберг. Англо русский энергетический словарь. 2006 г.] Тематики энергетика в целом EN heavy section steel technology … Справочник технического переводчика
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА СЛОИСТОЙ КЛЕЕНОЙ ДРЕВЕСИНЫ — 100. Разделка фанерного сырья Совокупность операций, связанных с распиловкой кряжа на фанерные чураки, брусы и панчесы Источник: ГОСТ 15812 87: Древесина клееная слоистая. Термины и определения оригинал документа … Словарь-справочник терминов нормативно-технической документации
Технология производства работ. — 3.15.4. Технология производства работ. Песчаный подстилающий слой устраивается сразу на ширину уширяемой части дорожной одежды и обочин. Основание уширяемой части дорожной одежды устраивается в соответствии с Проектом и требованиями СНиП 3.06 03… … Словарь-справочник терминов нормативно-технической документации
технология производства высококачественных МОП-структур — kokybiškųjų MOP darinių technologija statusas T sritis radioelektronika atitikmenys: angl. high performance MOS technology vok. Hochleistungs MOS Technologie, f rus. технология производства высококачественных МОП структур, f pranc. technologie… … Radioelektronikos terminų žodynas
технология производства продукции общественного питания — 3.1 технология производства продукции общественного питания: Комплекс технологических процессов и операций, осуществляемых с помощью составленных в определенной последовательности технических средств и персонала, позволяющий производить продукцию … Словарь-справочник терминов нормативно-технической документации
Книги
- Технология производства электронных средств. Учебник, Юрков Николай Кондратьевич. Учебник посвящен вопросам технологии производства электронных средств (ЭС) для радиосвязи, радиовещания, телевидения, радиолокации, радионавигации и других направлений науки и техники.… Подробнее Купить за 2186 руб
- Технология производства электронных средств. Учебник, Н. К. Юрков. Учебник посвящен вопросам технологии производства электронных средств (ЭС) для радиосвязи, радиовещания, телевидения, радиолокации, радионавигации и других направлений науки и техники.… Подробнее Купить за 1347 руб
- Технология производства сварных конструкций Учебник, Овчинников В.. Учебник подготовлен в соответствии с требованиями Федерального государственного образовательного стандарта среднего профессионального образования по профессии из списка ТОП-50 «Сварщик… Подробнее Купить за 1103 руб
Технология производства – это… Что такое Технология производства?
Каслинские песчано – глинистые смеси из Лазаретского и Конского карьеров обладают комплексом уникальных свойств: пластичностью (способностью идеально воспроизводить рельеф поверхности модели), хорошей газопроводностью (способностью пропуская газы, мешающие металлу заполнить), огнеупорностью, малой теплопроводностью и прочностью.
Технология производства – способы, приемы и последовательность изготовления продукции или выполнения строительно-монтажных и других видов работ, обеспечивающие рациональное использование всех ресурсов (материалов, машин, энергии, трудовых затрат и др.).
[Справочник дорожных терминов, М. 2005 г.]
Рубрика термина: Технологии
Рубрики энциклопедии: Абразивное оборудование, Абразивы, Автодороги, Автотехника, Автотранспорт, Акустические материалы, Акустические свойства, Арки, Арматура, Арматурное оборудование, Архитектура, Асбест, Аспирация, Асфальт, Балки, Без рубрики, Бетон, Бетонные и железобетонные, Блоки, Блоки оконные и дверные, Бревно, Брус, Ванты, Вентиляция, Весовое оборудование, Виброзащита, Вибротехника, Виды арматуры, Виды бетона, Виды вибрации, Виды испарений, Виды испытаний, Виды камней, Виды кирпича, Виды кладки, Виды контроля, Виды коррозии, Виды нагрузок на материалы, Виды полов, Виды стекла, Виды цемента, Водонапорное оборудование, Водоснабжение, вода, Вяжущие вещества, Герметики, Гидроизоляционное оборудование, Гидроизоляционные материалы, Гипс, Горное оборудование, Горные породы, Горючесть материалов, Гравий, Грузоподъемные механизмы, Грунтовки, ДВП, Деревообрабатывающее оборудование, Деревообработка, ДЕФЕКТЫ, Дефекты керамики, Дефекты краски, Дефекты стекла, Дефекты структуры бетона, Дефекты, деревообработка, Деформации материалов, Добавки, Добавки в бетон, Добавки к цементу, Дозаторы, Древесина, ДСП, ЖД транспорт, Заводы, Заводы, производства, цеха, Замазки, Заполнители для бетона, Защита бетона, Защита древесины, Защита от коррозии, Звукопоглащающий материал, Золы, Известь, Изделия деревянные, Изделия из стекла, Инструменты, Инструменты геодезия, Испытания бетона, Испытательное оборудование, Качество цемента, Качество, контроль, Керамика, Керамика и огнеупоры, Клеи, Клинкер, Колодцы, Колонны, Компрессорное оборудование, Конвеера, Конструкции ЖБИ, Конструкции металлические, Конструкции прочие, Коррозия материалов, Крановое оборудование, Краски, Лаки, Легкие бетоны, Легкие наполнители для бетона, Лестницы, Лотки, Мастики, Мельницы, Минералы, Монтажное оборудование, Мосты, Напыления, Обжиговое оборудование, Обои, Оборудование, Оборудование для производства бетона, Оборудование для производства вяжущие, Оборудование для производства керамики, Оборудование для производства стекла, Оборудование для производства цемента, Общие, Общие термины, Общие термины, бетон, Общие термины, деревообработка, Общие термины, оборудование, Общие, заводы, Общие, заполнители, Общие, качество, Общие, коррозия, Общие, краски, Общие, стекло, Огнезащита материалов, Огнеупоры, Опалубка, Освещение, Отделочные материалы, Отклонения при испытаниях, Отходы, Отходы производства, Панели, Паркет, Перемычки, Песок, Пигменты, Пиломатериал, Питатели, Пластификаторы для бетона, Пластифицирующие добавки, Плиты, Покрытия, Полимерное оборудование, Полимеры, Половое покрытие, Полы, Прессовое оборудование, Приборы, Приспособления, Прогоны, Проектирование, Производства, Противоморозные добавки, Противопожарное оборудование, Прочие, Прочие, бетон, Прочие, замазки, Прочие, краски, Прочие, оборудование, Разновидности древесины, Разрушения материалов, Раствор, Ригеля, Сваи, Сваизабивное оборудование, Сварка, Сварочное оборудование, Свойства, Свойства бетона, Свойства вяжущих веществ, Свойства горной породы, Свойства камней, Свойства материалов, Свойства цемента, Сейсмика, Склады, Скобяные изделия, Смеси сухие, Смолы, Стекло, Строительная химия, Строительные материалы, Суперпластификаторы, Сушильное оборудование, Сушка, Сушка, деревообработка, Сырье, Теория и расчет конструкций, Тепловое оборудование, Тепловые свойства материалов, Теплоизоляционные материалы, Теплоизоляционные свойства материалов, Термовлажносная обработка бетона, Техника безопасности, Технологии, Технологии бетонирования, Технологии керамики, Трубы, Фанера, Фермы, Фибра, Фундаменты, Фурнитура, Цемент, Цеха, Шлаки, Шлифовальное оборудование, Шпаклевки, Шпон, Штукатурное оборудование, Шум, Щебень, Экономика, Эмали, Эмульсии, Энергетическое оборудование
Источник: Энциклопедия терминов, определений и пояснений строительных материалов
Энциклопедия терминов, определений и пояснений строительных материалов. – Калининград. Под редакцией Ложкина В.П.. 2015-2016.
Технология производства
Технология художественного литья.
Каслинский завод архитектурного и художественного литья является единственным в мире предприятием, где выпускают непревзойденные по качеству художественные изделия из чугуна.
Эти изделия принесли заводу мировую известность и множество высоких наград самых престижных российских и международных выставок.
Ассортимент Каслинского завода включает в себя разнообразное архитектурное литье (решетки, фонарные столбы, модули, кронштейны и т.д.), предметы декоративно – прикладного искусства (шкатулки, вазы, подчасники, подсвечники и т.д.), интерьерную скульптуру (статуэтки, скульптурные группы, бюсты), другие изделия (камины, садовая мебель, медали, стенные рельефы).
Художественная продукция завода выполняется вручную, с использованием традиционных технологий чугунного литья.
Чугун – сплав железа с углеродом; используется главным образом для промышленных целей.
Литье – получение изделий путем заливки расплавленного металла в специальные песчано – глинистые формы.
Песчано – глинистые смеси – природные соединения мелкодисперсного кварцевого песка с глиной; используются для создания литейных форм.
Изготовление изделий каслинского литья – процесс сложный, трудоемкий, требующий от исполнителей особых знаний, умений и навыков. Весь процесс разделен на несколько последовательных операций, каждую из которых выполняет узкий специалист высокой квалификации.
Операция 1. Создание авторской модели.
Исполнитель – скульптор.
Модель лепится из мягкого материала – воска, пластилина, редко – из глины.
Законченную работу автор или специалист – модельщик переводит в гипс, затем в бронзу. Большая часть моделей разборная: подставки, отдельные фигуры и даже части фигур формуются и отливаются по – отдельности.
Операция 2. Подготовка литейной формы.
Исполнитель – мастер – формовщик.
В зависимости от характера модели литейная форма выполняется по двум традиционным технологиям:
а). формовкой по – сырому;
б). кусковой формовкой.
Некоторые изделия выполняются с использованием обеих технологий.
а). Формовка по – сырому.
Применяется для плоских изделий или плоских частей объемных изделий: ажурных решеток, садовой мебели, тарелок, шкатулок, рельефов, медалей, подставок для круглой скульптуры.
Используются:
песчано – глинистая смесь из Лазаретского карьера;
опока – специальный разборный металлический ящик, в котором производится формовка, а затем и отливка.
Опока разымается на две половины. Нижняя половина доверху плотно набивается слегка увлажненной формовочной смесью. Поверхность выравнивается, в ней выполняется четкий оттиск бронзовой модели. Пролагаются литниковые каналы. Таким же образом готовится верхняя половина опоки, в ней делается оттиск другой стороны модели. Далее формовщик при помощи набора специальных инструментов устраняет мельчайшие дефекты формы, посыпает рабочую поверхность графитом, скрепляет половинки опоки. Форма готова к заливке чугуна.
б). Кусковая формовка.
Применяется для объемных изделий: скульптурных групп, статуэток, бюстов, некоторых видов канделябров и т.д.
Используются:
песчано – глинистая смесь из Конского карьера;
одна или несколько опок; стержневые каркасы.
Модель (или ее часть) помещается на заполненную песком половину вспомогательной опоки. Выступающую часть модели формовщик делит на участки таким образом, чтобы по завершении работы куски формы можно было без труда разъять. На каждый участок при помощи специальных инструментов слой за слоем «набивается» увлажненная формовочная смесь. Делается это до тех пор, пока толщина куска не достигнет 5 – 8 см. Края куска аккуратно подрезаются для того, чтобы в готовой форме он плотно соединился с соседними. Во избежание склеивания кусков срезы посыпаются графитом или древесно – угольной пылью. Когда половина кусковой формы готова, куски разъединяются, просушиваются, их рабочая поверхность прокапчивается сосновым смольем или покрывается графитом. Аналогичным способом выполняется кусковая форма другой половины модели. Когда и она готова, куски каждой их половин помещаются в верхнюю и нижнюю части опоки. Пространство между поверхностью кусковой формы и стенками опоки плотно заполняются формовочной смесью.
Каслинские объемные отливки традиционно пустотелые. Для достижения пустотелости создается стержень. После изъятия модели внутри кусковой формы остается полностью соответствующая ей полость. В центре полости формовщик укрепляет крестообразный каркас, а нижнюю и верхнюю половины формы плотно заполняет стержневым составом – формовочной смесью с добавлением клеевых веществ (чаще – декстрина). Совместив, а затем разъединив половины формы, мастер получает «слепок» модели, который аккуратно извлекается и подсушивается. Затем поверхность слепка в нескольких местах прокалывается специальными кнопками. На глубину прокола (около 3 – 5 мм) со слепка снимается верхний слой. Толщина этого слоя после отливки будет толщиной стенки формуемого изделия. Готовый стержень закрепляется внутри кусковой формы. Прорезаются литниковые каналы. Половины опоки скрепляются. Кусковая форма готова к отливке.
В обеих технологиях форма используется только один раз.
Операция 3. Заливка расплавленного чугуна в приготовленные песчано – глинистые формы.
Исполнитель – мастер – литейщик.
Его задача – обеспечить должное распределение расплава внутри формы и отследить режим постепенного охлаждения отливки для сохранения ее целостности. Остывшая отливка вынимается из опоки, из нее через специальные отверстия удаляется стержневая смесь. Перед механической обработкой отливка еще раз обжигается для уменьшения твердости поверхности при механической обработке (чеканке).
Операция 4. Чеканка и сборка изделий.
Исполнитель – мастер – чеканщик.
После отливки на поверхности изделия остаются литники, швы на месте соединения кусков формы. Требуется дополнительно проработать рельеф поверхности, соединить отдельно отлитые части и детали. При помощи большого набора инструментов мастер, чья работа сродни искусству ювелира, приводит изделие в полное соответствие с авторским образцом. Отдельно отлитые детали собираются воедино без видимых соединительных стыков. Чеканка поверхности, выполненная опытным мастером, способна сообщить фактуре поразительную реалистическую достоверность.
Операция 5. Покраска изделий.
Исполнитель – мастер по покраске.
Для каслинских изделий из чугуна традиционно используется специальная черная краска на основе голландской сажи, дающая матовую поверхность и позволяющая ощутить объемность и пластику изделия. Краска наносится вручную, в три слоя. Каждый слой закрепляется путем термической обработки.
Технология литья по выплавляемым моделям (лвм).
С начала 1950-х годов, помимо традиционных технологий, в производстве
каслинских художественных изделий началось частичное применение технологии так называемого высокоточного литья (литья по выплавляемым моделям).
С модели в пластилине снимается мягкая (пенталастовая) форма, на которую накладывается гипсовый кожух. После удаления модели в эту форму запрессовывается восковая смесь. Несколько полученных таким образом восковых моделей присоединяются к восковой литниковой системе. Модели и литниковая система покрываютсяслоем специальной суспензии, состоящей из пылевидного кварца и этилсиликата. При нагревании восковая смесь вытапливается. Далее вся система помещается в специальный металлический ящик – опоку, которая плотно заполняется формовочным песком. В прогретую форму заливается расплавленный чугун.
Литье по выплавляемым моделям применяется для изготовления небольших изделий и некотрых деталей скульптуры, выполняемой при помощи кусковой формовки.
При соблюдении всех технологических норм готовая отливка отличается высокой степенью чистоты поверхности и практически не нуждается в сложной механической обработке (чеканке).
ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ ПРОДУКЦИИ – это… Что такое ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ ПРОДУКЦИИ?
- ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ ПРОДУКЦИИ
- – процесс осуществления технологических операций по обработке материальных ресурсов и превращению их в детали с последующей сборкой в изделие.
Краткий словарь экономиста. — М.: Инфра-М. Н. Л. Зайцев. 2007.
- ТЕХНОЛОГИЧЕСКИЕ ОТХОДЫ
- ТЕХНОЛОГИЯ
Смотреть что такое “ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ ПРОДУКЦИИ” в других словарях:
Технология — в широком смысле объем знаний, которые можно использовать для производства товаров и услуг из экономических ресурсов. Технология в узком смысле способ преобразования вещества, энергии, информации в процессе изготовления продукции, обработки и… … Финансовый словарь
ТЕХНОЛОГИЯ — (technology) Сущность ноу хау, касающаяся материалов, методов производства, использования оборудования, базирующаяся на современных достижениях науки. Технология требует услуг людей образованных, разбирающихся в точных науках, а в настоящее время … Экономический словарь
технология — 3.54 технология: Совокупность процессов с использованием каких либо средств воздействия на объекты, направленных на достижение поставленной цели, заключающейся в необходимом изменении объектов, подвергаемых воздействию. Источник … Словарь-справочник терминов нормативно-технической документации
Технология — У этого термина существуют и другие значения, см. Технология (значения). Для улучшения этой статьи желательно?: Найти и оформить в виде сносок ссылки на авто … Википедия
ТЕХНОЛОГИЯ — (от греч. искусство, мастерство, умение и греч. изучение) – совокупность методов и инструментов для достижения желаемого результата; метод преобразования данного в необходимое; способ производства. В конце XVIII в. в технознании стали… … Философия науки и техники: тематический словарь
ТЕХНОЛОГИЯ — (от греч. techne искусство, мастерство и logos учение) способ преобразования вещества, энергии, информации в процессе изготовления продукции, обработки и переработки материалов, сборки готовых изделий, контроля качества, управления. Технология… … Профессиональное образование. Словарь
технология — (от греч. techne искусство и logos слово, учение) способ преобразования вещества, энергии, информации в процессе изготовления продукции, обработки и переработки материалов, сборки готовых изделий, контроля качества, управления. Технология… … Словарь экономических терминов
ТЕХНОЛОГИЯ — способ преобразования материи, энергии, информации в процессе изготовления продукции, обработки и переработки материалов, сборки готовых изделий, контроля качества, управления. Т. воплощает в себе методы, приемы, режим работы, последовательность… … Энциклопедический словарь экономики и права
технология — Technology Технология Объём знаний, совокупность методов и инструментов, которые можно использовать для производства товаров и услуг из экономических ресурсов. Также способ преобразования вещества, энергии, информации в процессе изготовления… … Толковый англо-русский словарь по нанотехнологии. – М.
Технология производства — способы, приемы и последовательность изготовления продукции или выполнения строительно монтажных и других видов работ, обеспечивающие рациональное использование всех ресурсов (материалов, машин, энергии, трудовых затрат и др.). Источник:… … Строительный словарь
15 ключевых компонентов современного производства / Хабр15 технологий, которые надо реализовать российским заводам как можно быстрее, если они нацелены опередить иностранные предприятия в гонке конкурентоспособности четвертой промышленной революции.
Сегодня в России ежегодно создаются новые цифровые производства
2. Zude Zhou, Shane (Shengquan) Xie, Dejun Chen (auth.)-Fundamentals of Digital Manufacturing Science-Springer-Verlag London (2012)
3. Reinventing production at Tesla, Manufacturing Leadership Journal, October 2016
4. Клаус Мартин Шваб, Четвертая промышленная революция.
5. Майкл Портер, Джеймс Хеппельман, Революция в конкуренции, Harvard Business Review, ноябрь 2014.
6. Майкл Портер, Джеймс Хеппельман «Революция в производстве» Harvard Business Review, октябрь 2015.
7. Решение YDF внедрено в опытно-промышленную эксплуатацию на ММК
Как российским производствам подготовиться к новому технологическому укладу? Что именно позволяет иностранным компаниям производить промышленное оборудование качественнее, быстрее, дешевле?
В течение последних 10 лет мы с командой, реализуя крупные промышленные проекты, отвечали на эти вопросы, работая в семи странах мира (Великобритания, США, Германия, Япония, Италия, Украина, Россия) на десятках международных машиностроительных предприятиях. Благодаря этой работе, мы провели детальный анализ подходов и технологий для обеспечения высокой степени конкурентоспособности современного международного производственного предприятия.
Вот 15 технологий, которые необходимо реализовать российским заводам как можно быстрее, если они хотят догнать и перегнать иностранные предприятия в гонке конкурентоспособности четвертой промышленной революции.
1. Системы управления информацией предприятий, Enterprise Information Management: EIM = PLM+MES+ERP. Именно в такой связке, с взаимной передачей данных они работают в международных компаниях с 90-х годов прошлого века, образуя централизованный цифровой информационный хаб, используемый на всех стадиях жизненного цикла производственного проекта: для цифрового конструирования, в цифровом цеху, в цифровой цепи поставок, логистике и цифровой адаптации под потребителя продукта при продажах и сервисном обслуживании. В последнее время как один из важных компонентов EIM, активно развиваются системы класса MDC – Manufacturing Data Collection российских производителей, обеспечивающие мониторинг средств производства с числовым программным управлением и сбор данных о загруженности станков. Накапливать, упорядочивать и управлять информацией на всех этапах жизненного цикла изделий сегодня еще важно и для постепенного перехода через машинное обучение (machine learning) к полностью автоматическому производству.
Сегодня в России ежегодно создаются новые цифровые производства
2. Конвергенция цифрового и физического в разрабатываемом продукте уже в эскизном проекте — но сначала необходимо навести порядок в хранении конструкторской и технологической документации, реализовав компонент 1. Уже сегодня ведущие производители на этапе конструирования механического оборудования продумывают и закладывают в конструкцию выпускаемого продукта способы его взаимодействия через защищенный промышленный интернет вещей с цифровыми системами управления.
3. Систематизация, накопление и защита нематериальных активов (НМА) и интеллектуальной собственности. Не обязательно в форме патентов, обязательно в форме секретов производства и ноу-хау. Не забывайте интегрировать НМА в хозяйственную деятельность компании, фиксируя их оценку в бухгалтерском балансе. Здесь все просто: одним из основных выгодоприобретателей четвертой промышленной революции является собственник и поставщик интеллектуального капитала. Если вы развиваетесь как производитель и не оформляете свою интеллектуальную собственность, вы лишаете себя этих выгод. Сегодня лидирующие компании и государства борются за построение конкурентной экономики знаний (knowledge economics) с основой в виде производства интеллектуальных продуктов — технологий, патентов, ноу-хау. Обеспечивая интеграцию в хозяйственную деятельность нематериальных активов, российские компании могут быть глобальными промышленными гигантами, даже не имея собственных заводов.
4. Цифровой реверс-инжиниринг [1]. В качестве одной из наиболее успешных бизнес-стратегий международной экспансии машиностроительной компании сегодня на практике подтверждено развитие собственного сервисного центра за рубежом. Сервисная база или ремонтное предприятие создается рядом с потребителем, обученный персонал такой базы помогает ремонтировать изношенное оборудование потребителя через сканирование деталей и передает полученные в результате сканирования 3D модели к себе на домашнее предприятие для производства. В результате базы данных PDM систем международных глобальных производителей наполняются существующими составами изделий и конфигурациями работающего оборудования для последующего расширения производственных линеек этих глобальных компаний.
5. Инженерный анализ (CAE) как отдельное бизнес-направление, виртуальное прототипирование, численный виртуальный эксперимент, FEA и CFD. Цифровое моделирование работы выпускаемого вами оборудования также очень сильно влияет на сроки разработки и выпуска продукта. Различные способы моделирования – от физических процессов и отдельных сборочных единиц до технологических процессов и производства в целом широко используются во всех ведущих производственных предприятиях сегодня, обеспечивая их отраслевое лидерство [2]. Очень хорошо по этому поводу высказался вице-президент Тесла по производству: «современное производство – это интеллектуальная машина, производящая другие машины. Вы должны собрать все данные завода. Вам необходимо понять процессы и как вы можете их улучшить. Когда у вас будет достаточно информации, будет несложно смоделировать все предприятие от начала до конца и понять ключевые точки воздействия и настройки завода» [3].
6. Цифровые двойники (полная информационная модель) выпускаемого продукта, продвижение и продажи через виртуальную реальность (VR) и сервиса с помощью дополненной реальности (AR). Зайдите на сайт Caterpillar. Видите продуктовую линейку? Чтобы показать, как работает это оборудование, презентовать и продать его шейхам, CAT больше не везет грейдер в OAЭ. CAT передает 3D модель грейдера в свое представительство и те показывают в очках виртуальной реальности в VR эту модель потенциальному покупателю. Оцените экономию на логистике. С помощью AR сервис-инженеры CAT, обслуживающие на базе математической модели с предиктивной аналитикой тот же грейдер, могут осуществлять «точечный» ремонт в полном соответствии со всеми инструкциями и актуальным состоянием именно запросившего обслуживание грейдера. Оцените перспективы сервиса как бизнеса для САТ.
7. Энергоэффективность предприятий, сертификация их по стандартам LEED, BREEAM и сокращение эксплуатационных затрат на 25% и более. Это непосредственно влияет на себестоимость продукции этих предприятий и снижает риски энергозависимости предприятий, риски изменения законодательства и др.
8. Трансфер технологий. Если вы оснастили свое нефтяное месторождение комплексом иностранного промышленного оборудования, сразу же начинайте думать о его производстве здесь. Даже не так. Запланировав приобретение значительного объема иностранного оборудования для оснащения вашего нефтяного месторождения, сразу планируйте и реализуйте трансфер технологий производства этого оборудования в России. Иначе в ходе эксплуатации этого оборудования вы быстро разоритесь на его сервисе (от 100 евро в час — стоимость европейского инженера), а через пять лет обнаружите себя собственником устаревшего хлама. Причем ваши соседи по отрасли, закупив через пять лет относительно вас у той же компании похожее оборудование, станут собственниками машин на пять поколений старше и эффективнее вашего, поскольку обновление продуктовой линейки раз в год — реальная практика современного международного машиностроителя. С ускоренным развитием технологий цифрового производства и сокращением сроков выпуска продукции ТРАНСФЕР ТЕХНОЛОГИЙ сегодня стал единственной возможностью выживания даже не производителя, а заказчика и эксплуатанта оборудования. При этом предприятия, сформировавшие объёмы интеллектуальных активов в PDM системах, могут начинать задумываться об их капитализации, включая трансфер (экспорт) технологий в развивающиеся страны и продажу лицензий на нематериальные активы (ноу-хау и интеллектуальную собственность).
9. Аддитивное производство для модельных испытаний и прототипирования. У вас еще нет 3D принтера или партнеров-студии 3D печати? Тогда — смотрите компонент 5 о цифровом моделировании — вы не сможете быть такими же быстрыми в разработке и выпуске новых продуктов, как международные производители.
10. Профессиональное управление проектами. Для обеспечения поставки сложных видов оборудования в срок, с запланированным финансовым результатом и с требуемым заказчиком качеством, ведущие производственные предприятия создают корпоративные системы управления проектами, обращаясь к лучшим практикам современного управления проектами и комбинируя Agile и Waterfall подходы к реализации проектов.
11. Бережливое производство (lean) во всех его проявлениях и порядок в цехах с разработкой и внедрением сильной производственной системы. Огромное количество цехов в России – не отвечающие экологическим стандартам, неухоженные помещения с хаотично накиданным инструментом на верстаках под слоем стружки. Неужели кто-то думает, что в таких условиях возможно произвести конкурентоспособный продукт? Оптимизация планировки цеха, стандартизация производственного процесса, повышение эффективности работы оборудования – важные слагаемые роста производительности труда современного завода.
12. Выход подсистем системы управления информацией предприятий (PDM, MES, MDC) на автоматизированные рабочие места (АРМ) производственных участков. За 10 лет выросло поколение, для которых дисплей привычнее листа бумаги. Молодые слесари-сборщики будут эффективно работать с цифровым интерфейсом состава изделия на АРМ сборочных участков, пользуясь интерактивными электронными техническими руководствами. Операторы станков ЧПУ эффективно используют цифровые ассистенты выполняемых технологических процессов, включающих базы знаний нормативно-справочной информации. Управление производственными процессами, анализ их узких мест и ограничений, принятие управленческих решений на основе этого анализа начальник цеха ведет из главной диспетчерской, пульта управления производством, оборудованной дисплеем, на который поступают видеосигналы со всех производственных участков и информация об их производительности (пример – цех «Высота 239» ЧТПЗ).
13. Учебные производственные центры на вашем предприятии и развитие фаблаба в регионе работы предприятия. Популяризация цифрового производства через проведение мастерских с рассказом о работе современных инженеров, 3D печати, робототехники. Участие молодых цеховых специалистов в WorldSkills, EuroSkills. Европейское предприятие, открывшее завод в России, имеет несколько таких центров, оборудованных образцами продукции для проведения тренингов персонала и партнеров компании.
14. Цифровое управление логистикой, в том числе с использованием RFID индентификации, с контролем передвижения сырья и материалов, очень важно для обеспечения конкурентоспособности производства сегодня. Максимальная автоматизация управления складскими запасами, цифровые системы отбора материальных запасов со световой индикацией (умные полки, pick-by-light), когда информация по заданию на подбор материалов высвечивается на интегрированном в полку дисплее, при подключении к MES, на продвинутых производствах с умными командами на порядок увеличивают производительность при пропорциональном уменьшении затрат на логистику [3].
15. Кросс-отраслевая кооперация, взаимодействие с партнёрами в профессиональных ассоциациях, проведение аудита качества других компаний для организации технологического партнерства.
Активизация обмена ресурсами, возможностями и потребностями в том числе через уже существующие онлайн-инструменты. Использование эффекта платформы, когда цифровые производители создают сети, соединяющие продавцов и покупателей, повышая доходы за счет эффекта масштаба [4]. Пример – кооперация компаний Hewlett-Packard, National Instruments, PTC и Flowserve [5, 6], которые объединились для совместного выпуска насосных агрегатов, управляемых и обслуживаемых с помощью технологий промышленного интернета вещей и предиктивной аналитики. Российский пример – кооперация Yandex Data Factory и Магнитогорского металлургического комбината, создавших с помощью алгоритмов машинного обучения математическую модель производства стали для оптимизации расхода ферросплавов и добавочных материалов [7].
Почему сегодня так важно опираться на эти работающие производственные технологии в гонке конкурентоспособности четвертой промышленной революции?
Давайте посмотрим на произошедшее в последние годы. В продукте и в средствах производства доказала свою эффективность радикальная конвергенция цифрового и физического. В разработке – если предприятие не выпускает новую модель продукта ежегодно в условиях быстрого и тесного цифрового мира, оно проигрывает конкурентам. В производстве – увеличились эффективные возможности для безлюдного производства, поэтому цеховой персонал постепенно замещается операторами цифровых технологических процессов, как десять лет назад токари и фрезеровщики начали замещаться операторами станков с ЧПУ. В сервисе продукта – распространяются технологии предиктивной аналитики как серьёзной конкурентной силы и связи продукта с его разработчиком (см. пример Тесла). Да, эти технологии рождены десятки лет назад. Но любая революция – это окончательное разрушение старой технологической платформы критической массой новых технологий, эволюционно развивающихся долгие годы. Наивно было бы предполагать, что промышленная революция происходит, когда абсолютно новая технологическая платформа в миг меняет цифру 3 на 4. Лучший пример революционного продукта, полученного эволюционным путем – Тесла и, если спроецировать технологическую новизну этого продукта (и средств его производства) на другие отрасли и продукты, становится ясно, что смена технологического уклада действительно происходит.
Промышленная революция происходит через трансформацию средств производства и продукта, разрабатываемого и производимого этими инструментами. Как следствие – кардинальный рост производительности труда, скорости выпуска продукта и его качества.
О любой технологии (IoT, AR, VR, Big Data) можно сказать «мы это делали 10, 20, 30 лет назад». Но не единичные практики создают промышленную революцию, а формирование (в том числе через отраслевую кооперацию, компонент 15, и образовательные инициативы, компонент 13) системы технологий, радикально влияющей на производительность труда, скорость выпуска продукции и создающей новые виды экономической деятельности. С этой точки зрения снобистская позиция «эти технологии -ничего нового, лишь маркетинговые названия» на наступление новой промышленной революции никакого влияния не оказывает.
Что нужно сделать, чтобы современные компоненты производственных систем и технологии заработали на российских производствах?
Нам необходимо оставить технологический снобизм, перенять опыт развития восточных предприятий и их руководителей, которые как губка впитывают лучшие мировые практики. Искать и работать с такими практиками на конференциях, форумах, референс-визитах в передовые производственные компании, в общении с инженерными и производственными консультантами. В организационной структуре наших предприятий необходимо обеспечить плотное сотрудничество подразделений ИТ и НИОКР с совместными разработками новых продуктов и модернизацией существующих. Работать с вендорами и интеграторами информационных систем, в свою очередь динамично развивающимися синхронно с технологиями и предлагающими комплексные решения автоматизации всего жизненного цикла производимой продукции.
Список источников1. Federico Rotini, Yuri Borgianni, Gaetano Cascini (auth.)-Re-engineering of Products and Processes How to Achieve Global Success in the Changing Marketplace -Springer-Verlag London (2012)2. Zude Zhou, Shane (Shengquan) Xie, Dejun Chen (auth.)-Fundamentals of Digital Manufacturing Science-Springer-Verlag London (2012)
3. Reinventing production at Tesla, Manufacturing Leadership Journal, October 2016
4. Клаус Мартин Шваб, Четвертая промышленная революция.
5. Майкл Портер, Джеймс Хеппельман, Революция в конкуренции, Harvard Business Review, ноябрь 2014.
6. Майкл Портер, Джеймс Хеппельман «Революция в производстве» Harvard Business Review, октябрь 2015.
7. Решение YDF внедрено в опытно-промышленную эксплуатацию на ММК
Все о технологиях производства

Производственные технологии основываются на использовании современных достижений науки и техники. Это требует привлечения знаний коммерсантов, товароведов–экспертов, экономистов самого высокого уровня. Только осведомленный в этой отрасли специалист может объективно оценить результаты производства, дать полезные рекомендации по их улучшению.
Cпециалист торговли должен иметь широкий кругозор, понимать научные принципы аппаратурно–технологических процессов, основные технико-экономические особенности работы оборудования и факторы, влияющие на ход процесса; уметь анализировать и выявлять резервы повышения интенсивности процессов с целью снижения расходных норм и себестоимости продукции.
Производство в экономике является базовым звеном, основой существования любого общества независимо от вида собственности. Технология и экономика – неотъемлемые части единого механизма воспроизводства условий существования общества, а технологическое развитие производства – база экономического роста.
Производственные технологии в большинстве своем сложны. Зачастую они представляют собой сочетание гидродинамических, тепловых, массообменных (диффузионных), биохимических, механических и других процессов. При разнообразии технологических процессов в промышленности многие из них являются общими для различных видов производств.
Отдельные стадии технологических процессов базируются на фундаментальных законах и закономерностях химии, физики, экономической теории, социологии, экологии и других дисциплин, что позволяет классифицировать производственные процессы по принципу аналогии.
Главная функция производства – обеспечение общества товарами и услугами. Производственный процесс изготовления продукта (товара или услуги) складывается из совокупности определенных материальных элементов, называемых производственной системой. Примерами производственных систем в сфере производства товаров могут служить промышленные организации; в сфере производства услуг – школы, университеты, больницы, театры и т.д.
Совокупность действий средств производства (оборудования) и людей по преобразованию сырья (предмета труда) в готовую товарную продукцию называется производственным процессом. Для обеспечения эффективного развития производственных процессов необходимо выявлять и изучать закономерности формирования и развития производства.
Производство и технология. Производственная функция, ее свойства — Студопедия
Производство – процесс по преобразованию ресурсов в блага, прямо или косвенно служащие удовлетворению человеческих потребностей. Результаты производства могут принимать как материальную, так и нематериальную форму.
Любое производство связано с использованием различных ресурсов. Будучи вовлеченными в производство, они принимают форму факторов производства и обычно рассматриваются в виде укрупненных групп: 1) труд как совокупность привлекаемой рабочей силы; 2) капитал, представляющий собой материальную форму всего комплекса средств производства; 3) земля как комплекс природных условий.
Каждый конкретный процесс производства требует не только определенного набора факторов, но и некоего соотношения между ними, что выражается в форме технологии. Следовательно, технология – это определенная устойчивая комбинация факторов производства.
Производственная функция определяет максимальный объем выпуска продукции при каждом заданном количестве ресурсов.
Свойства производственной функции:
– каждая производственная функция описывает только определенную технологическую взаимосвязь, и изменение технологии приведет к изменению формы производственной функции;
– производственная функция описывает альтернативные варианты использования факторов производства, показывая возможности их взаимозаменяемости;
– производственная функция отражает максимальные значения выпуска продукции для каждой данной комбинации факторов;
– производственная функция отражает только технологически эффективные комбинации факторов производства, входящие в так называемую ≪экономическую область≫, в которой увеличение любого применяемого фактора сопровождается увеличением выпуска, – то есть область, для которой выполняется условие: если Х2 > Х1, то F(X2) > F(X1).
Производственный выбор фирмы в краткосрочном периоде. Производство с одним переменным фактором. Общий, средний и предельный продукт: понятие, измерение, взаимосвязь. Закон убывающей предельной производительности.
Функция производства в краткосрочном периоде показывает выпуск, который может осуществлять фирма путем изменения количества переменного фактора при данном количестве постоянных факторов.
Любой производственный процесс обладает той характерной особенностью, что если при данном количестве постоянного фактора наращивать применение переменного фактора, то производственный выпуск обязательно достигнет максимума и начнет снижаться.
Вначале каждая дополнительная единица последнего оборачивается ростом предельного продукта от этого фактора. По мере увеличения применения переменного фактора рост его предельного продукта приостанавливается, а затем начинает снижаться.
Общий (совокупный) продукт — это суммарный объем выпуска продукции, произведенный с использованием некоторого количества переменного фактора производства.
Общий продукт переменного фактора L может быть показан следующей производственной функцией, отражающая отношение между общим выпуском продукции и количеством фактора L, при постоянном количестве фактора K:
Q = f (L), при K — const
Предельный продукт — величина, показывающая изменение объема выпуска продукции, в результате использования дополнительной единицы какого-либо фактора производства при неизменном количестве остальных.
MPL = ΔQ / ΔL
где ΔQ — изменение объема выпуска продукции;
ΔL — изменение количества фактора L.
Средний продукт — величина, показывающая количество объема продукции, приходящееся на единицу переменного фактора производства. Определяется путем деления объема выпускаемой продукции на количество используемого переменного фактора L:
APL = Q / L
где Q — объем выпускаемой продукции;
L — количество переменного фактора производства L.
Закон убывающей предельной производительности: по мере увеличения применения переменного фактора при фиксации всех остальных всегда достигается точка, начиная с которой использование дополнительного количества переменного фактора ведет к постоянно снижающемуся приросту продукта, а затем и к его абсолютному снижению.
Производственный выбор фирмы в долгосрочном периоде. Производство с двумя переменными факторами. Изокванты. Карта изоквант. Предельная норма технологического замещения. Взаимозаменяемость факторов производства.
Долгосрочный период предполагает возможность количественного изменения всех факторов производства. Функция производства в долгосрочном периоде состоит в определении оптимальной комбинации факторов, которая обеспечит максимальный объем выпуска при данном количестве факторов.
Теперь предположим, что у нас 2 переменных фактора, а объем производства величина постоянная, т.е.: Q=f(F1,F2). Q=const, F1,F2-переменные.
При каждой комбинации основных факторов (например, труда и капитала) определяется максимально возможный выпуск продукции.
Кривая, представляющая бесконечное множество комбинаций, факторов производства, обеспечивающих одинаковый выпуск продукции, называется изоквантой. Набор изоквант образует карту изоквант.
Предельная норма технологического замещения – величина, на которую может быть сокращен капитал за счет использования одной дополнительной единицы труда, при фиксированном объеме выпуска продукции.
Факторы обладают взаимозаменяемостью. Она обусловлена разнообразными потребительскими свойствами продукта. В результате, возможно любое производство продукта или блага при использовании различных факторов в разнообразных сочетаниях и разнообразных пропорциях. Такая взаимозаменяемость и пропорциональная количественная переменность особенно типичны для современного производства — от изготовления химических продуктов до индустриального строительства жилых зданий.
Взаимозаменяемость факторов обусловлена не только спецификой потребностей и конструктивных особенностей изделия, но и, главным образом, ограниченностью ресурсов, с одной стороны, и эффективностью их использования — с другой. Преприниматель выбирает такую технологию производства, при которой дефицитный или сравнительно дорогой фактор используется в меньшей мере. Именно этим обстоятельствам общество обязано появлению высотных зданий при ограниченности свободной земли, полупроводников, заменителей, многообразных моделей бензиносберегающих машин и т.д.
Что такое технология производства в производстве? | Малый бизнес
Даниэль Р. Мюллер Обновлено 10 апреля 2019
В простейшем смысле определение технологии производства будет означать включение любого оборудования, которое делает возможным создание материального физического продукта для бизнеса. Для малого бизнеса это означает, по крайней мере, мастерскую с более сложными операциями с использованием машин и сборочных линий. Выбор масштабной модели производства в пределах средств компании важен; Более простые цеха, как правило, приводят к снижению объема производства, но при этом требуют меньших затрат на сборку, в то время как операции с более высокой производительностью требуют более сложных и дорогостоящих станков, которые иногда непомерно дороги.
Мастерская Современного Ремесла
Мастерская Ремесленника представляет собой базовый минимальный эффективный уровень современной технологии производства. Мастерская ремесленников построена на традиционных мастерских мастеров до промышленной революции и заменяет большинство простых ручных инструментов, используемых с экономичными по времени инструментами с электроприводом. Эти инструменты предоставляют опытному торговцу то преимущество, которое ему необходимо для более быстрого производства товаров такого же уровня качества, который он в противном случае мог бы получить с помощью ручных инструментов.Настольная пила, сверлильный станок и ленточная шлифовальная машина – все это примеры современных вариаций простых ручных инструментов, используемых для экономии времени современного мастера. Мастерские ремесленников фокусируются на выпуске товаров низкого или среднего качества с качеством выше среднего, чтобы сохранить конкурентное преимущество по сравнению с крупными изделиями заводского производства аналогичного типа.
Обработка на станке с ЧПУ и расширение мастерской Artisan
Станок с компьютерным управлением или ЧПУ, также называемый автоматизированным производством, расширяет возможности ремесленного цеха, позволяя квалифицированному мастеру запрограммировать устройство для работы с высокой детализацией. повторяющиеся задачи, такие как работа маршрутизатора и сверления.Станки с ЧПУ – это дорогостоящие инвестиции; однако, когда они используются для решения более трудоемких этапов изготовления изделия в стандартной мастерской, они могут значительно повысить общую прибыльность этого производственного бизнеса. Из-за высокой начальной стоимости по сравнению с ручными инструментами, станки с ЧПУ, как правило, недоступны для всех, кроме самого успешного малого бизнеса. Инвестирование в производственное оборудование, такое как станок с ЧПУ, является ключевым решением для малого бизнеса и должно быть сделано с тщательным рассмотрением того, насколько машина на самом деле увеличит прибыль по сравнению с продолжением ручного метода.
Автоматизированное серийное производство в стиле конвейерной сборки
Автоматизированное серийное производство в сборочном конвейере представляет собой вершину современного промышленного производства и является движущей силой промышленных титанов, таких как производители автомобилей и производители бытовой техники. Чем выше степень механизации и использования робототехники в процессе сборочной линии, тем меньше людей требуется для производства продукта; однако при замене людей-роботов роботами первоначальные инвестиционные затраты резко возрастают.Чрезвычайно высокая начальная стоимость автоматизированного сборочного конвейера массового производства ставит такие методы производства далеко за пределы понимания владельцев малого бизнеса с точки зрения практичности. Поддержка современных автоматизированных сборочных линий также требует профессиональных услуг высококвалифицированных специалистов-робототехников, что вновь затрудняет практическое внедрение для владельца малого бизнеса.
Практические аспекты для малого бизнеса
Когда дело доходит до инвестиций в производственные технологии, малый бизнес должен сосредоточиться на получении максимальной отдачи от капиталовложений в долларах в пределах разумного бюджета компании.IRS утверждает, что малые предприятия добиваются успеха, когда они получают прибыль не менее трех раз в пять лет. Это общее правило означает, что для человека малого бизнеса, если для окупаемости первоначальных капиталовложений в технологии производства требуется более двух лет, предприятия, вероятно, превысили свой идеальный максимальный бюджет на технологии производства. Это не означает, что предприятия малого и среднего бизнеса должны полностью отказаться от передовых методов производства; вместо этого они могут адаптировать некоторые методы более крупной промышленности, которые соответствуют их собственным потребностям и возможностям.Например, малый и средний бизнес, стремящийся извлечь выгоду из метода массового производства промышленного производства, может взять страницу из книги Генри Форда и использовать простую линию конвейерной ленты вместе с разделением труда, чтобы упростить и ускорить производственный процесс, все еще используя ремесленный ручной магазин инструментов.
PVT Archives – Технология производства
Чтобы понять сложное поведение пластового флюида «Углеводородное фазовое поведение», давайте, прежде всего, рассмотрим простой случай однокомпонентного углеводорода, например этана, первоначально в газообразной форме в ячейке, содержащей ртуть. По мере постепенного впрыска ртути газ подвергается постоянному повышению давления. Температура поддерживается постоянной. На самом деле, изотермические условия имитируют в целом постоянную температуру пласта.При каком-то уникальном давлении – , давление пара – газ будет конденсироваться в жидкость.
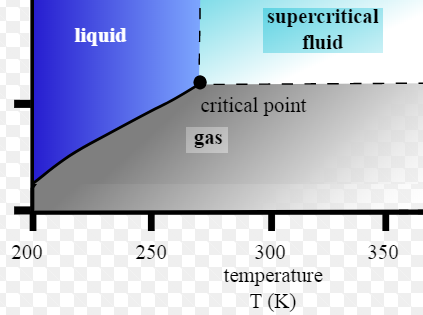
Давление пара Линия : – это линия, определяющая давление, при котором происходит переход от газа к жидкости. Выше этой линии углеводород, состоящий из одного соединения, существует в виде жидкости, а ниже – в виде газа.
Критическая точка: – это точка, в которой больше невозможно различить, является ли жидкость жидкостью или газом.Интенсивные свойства обеих фаз идентичны.
Природные углеводороды являются более сложными, чем система, показанная выше. Они содержат гораздо больше членов парафиновых рядов и, как правило, некоторые неуглеводородные примеси. Тем не менее, фазовая диаграмма может быть аналогичным образом определена для сложных смесей. Типичная диаграмма для природного газа показана на следующем графике:
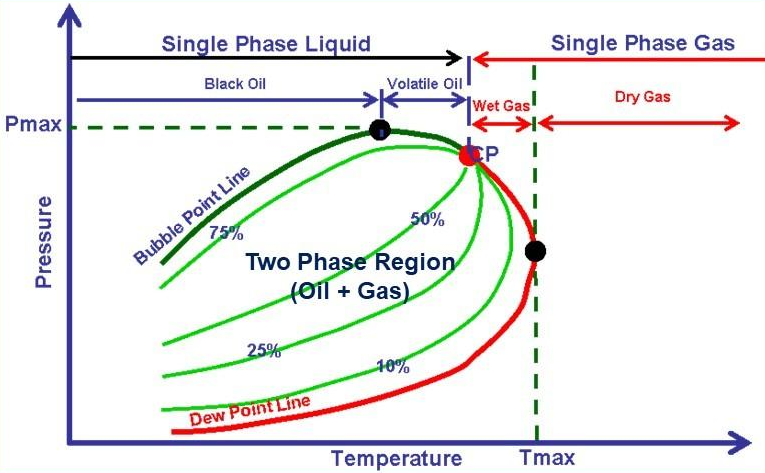
Продолжить чтение →
, PPT – технология производства PowerPoint Presentation, скачать бесплатно Мохаммед Икбал Абдул Рашид защитил кандидатскую диссертацию в пятницу 15 июля 2016 года формование рубленых тканых термопластичных композитных хлопьев ».Этот тезис был выполнен в рамках TPRC, в тесном сотрудничестве с партнерами TPRC. Икбал продолжает свою карьеру в Университете Твенте в качестве постдока. Будьте готовы услышать больше об этом молодом талантливом человеке!
технология производства Глава 7
Введение • Цель в этой главе • Исследовать чисто технические взаимосвязи объединения входных данных для получения результатов • Представляет физическое ограничение возможностей общества удовлетворить потребности • классифицировать факторы, входящие в производственный процесс; • получить производственную функцию, которая устанавливает взаимосвязь между производственными факторами и продукцией фирмы; • обсудить закон убывающей предельной прибыли и этапов производства; • разработать концепцию изоквантов; варьироваться • Может заменять один фактор другим • Мерилом этой способности является эластичность замещения • Эффект пропорциональных изменений во всех входах называется возвратом к шкале • Может классифицировать производственные функции по их эластичности замещения и возвратом к атрибутам масштаба
F субъекты производства • Для экономического моделирования факторы производства, как правило, классифицируются как • Капитал • Долговечные ресурсы, производимые человеком • Сами производимые товары • Труд • Время или услуги, используемые людьми для производства • Земля • Все природные ресурсы (например, вода, нефть) и климат) • Классификация позволяет нам сначала концептуализировать простые случаи • Затем расширить анализ на более общие измерения, которые являются более общими (реалистичными)
Факторы производства • Время также входит в производственный процесс • Экономисты обычно делят время на три периоды, основанные на возможности варьировать входные данные • рыночный период • все входные данные являются фиксированными • краткосрочный период • некоторые входные данные являются фиксированными, а некоторые являются переменными • долгосрочный период • все входные данные являются переменными • с точки зрения фактического времени, рыночного периода краткосрочные и долгосрочные интервалы могут значительно варьироваться от одной фирмы к другой, • зависит от характера конкретной фирмы • разделение времени на три периода является простым идификация • с межвременным замещением между этапами • более общие модели, включающие многочисленные временные этапы, менее ограничительны в своих допущениях • динамические модели, называемые
производственные функции • Фирмы заинтересованы в превращении входных данных в выходные с целью максимизации прибыли • Формализованные по производственной функции • q = ƒ (K, L, M) • Где q – это выпуск определенного товара • K – капитал • L – труд • M – земля или природные ресурсы • Для любой возможной комбинации входов, записи производственной функции максимальный уровень выхода, который может быть получен из этой комбинации • В рыночный период все входы фиксированы, поэтому уровень выхода не может быть изменен
Производственные функции • Обозначим K °, L ° и M ° как фиксированный уровень капитала, рабочей силы и земли. • Производство из этих постоянных ресурсов фиксируется на уровне q °, поэтому • q ° = ƒ (K °, L °, M °) • Если капитал и трудовые ресурсы можно варьировать только при фиксированной земле, короткая- Запустить производственную функцию можно следующим образом: • q = ƒ (K, L, M °). • Теперь можно изменять выходной сигнал, изменяя либо K, либо L. • Или оба значения K и L. • В долгосрочной перспективе все входные данные могут быть изменены, поэтому только ограничение на Выход – это технология. • Производственная функция представляет собой набор технически эффективных производственных процессов. • Дает наивысший уровень производства для заданного набора входных данных.
Производственные функции • Как правило, технические аспекты производства накладывают ограничения на прибыль • Допущения (аксиомы) относительно этих аспектов необходимы для разработки экономических моделей. • Две аксиомы, как правило, лежат в основе производственной функции. • Монотонность. • Подразумевается, что, если фирма может производить q с определенным уровнем затрат. • Должна быть способна производить, по крайней мере, q, если существует больше каждого входа. • Предполагается свободное удаление входных данных. • Подразумевается, что все предельные продукты переменных входных данных являются положительными на максимизирующем прибыль уровне. • Строгая выпуклость. • Аналог строгой оси выпуклости. om в теории потребителей
Вариации в одном входе (кратковременный) Предельный продукт • Предельное произведение (MP) переменного ввода • Изменение выхода, Δq, в результате единичного изменения переменного ввода • Удержание всех других входов постоянный • Если капитал является переменным входом, то предельный продукт капитала равен • Альтернативно, если труд является переменным входом, тогда предельный продукт труда равен • MP аналогичен понятию предельной полезности, за исключением того, что MP – это кардинальное число, измеренное по шкале коэффициентов. • Не порядковый номер
Вариации в одном входе (кратковременный) Предельный продукт • Расстояния между любыми уровнями MP имеют известный размер, измеренный в физических величинах • Бушели, ящики, фунты и т. Д.• Рассмотрим следующую кубическую производственную функцию с трудом в качестве переменного входа • q = 6L2 – ⅓L3 • Предельный продукт труда • MPL = 12L – L2 • График производственной функции и MPL представлен на рисунке 7.1
Рисунок 7.1 Этапы производство и MPL и APL
Вариации в одном входе (краткосрочный) Предельный продукт • Сначала при низких уровнях труда общий продукт (TP) увеличивается с возрастающей скоростью • Наклон TP или MPL равен повышение • В точке перегиба наклон максимален • MPL также максимален • Справа от максимального MPL TP все еще увеличивается • Но с понижающейся скоростью • MPL положительный, но падает • При максимальном TP наклон Кривая TP равна нулю • Соответствует MPL = 0 • Когда TP падает, MPL является отрицательным • В соответствии с Аксиомой Монотонности, при условии свободного удаления, фирма не будет работать в отрицательном диапазоне MPL • Обычно предполагается, что MPL ≥ 0
Средний товар • По словам У.S. Министерство труда, объем производства в час труда для несельскохозяйственного бизнеса увеличился в годовом исчислении на 2,1% в период с 1991 по 2000 год. • Показатель производительности измеряется в натуральных величинах. • Средне названный продукт (AP) для ввода. • Определен для рабочей силы. , как • APL = q / L • В целом, средний продукт (AP) – это выход (TP), деленный на ввод • На рисунке 7.1 APL сначала увеличивается, достигает максимума, а затем снижается • Производительность труда, измеренная APL , меняется по мере найма дополнительных работников. • Результаты краткосрочного условия, при котором все остальные ресурсы остаются неизменными. • Сначала при относительно небольшом количестве рабочих для большого количества других ресурсов. • Добавление дополнительного работника повышает производительность всех работников. • APL. увеличивается • Тем не менее, достигается точка, когда рабочая сила больше не является относительно ограниченной по сравнению с фиксированными затратами. • Дополнительный работник приведет к снижению APL
Средний продукт • Графически мы можем определить APL по кривой TP с учетом линии (шнура) через источник • Наклон шнура через источник равен TP, поделенному на труд • Так как APL определяется как TP, разделенный на труд • Наклон шнура через источник равен APL на уровне труда, где шнур пересекает TP • По мере увеличения числа рабочих сначала происходит смещение шнура вверх и увеличивается наклон шнура. • В результате увеличивается APL. • Может продолжать смещать шнур вверх и продолжать пересекать кривую TP, пока, наконец, не станет касательной к кривой TP. Максимальный APL составляет
Закон убывающей предельной доходности и этапов производства • Расходы фирмы будут зависеть от: • Цены, которые она платит за ресурсы • Технология объединения ресурсов в выпуске • В краткосрочной перспективе фирма может изменить свою продукцию путем добавление переменных входов к фиксированным входам • Выход может сначала увеличиваться с возрастающей скоростью • Однако, учитывая постоянное количество фиксированных входов, выход в какой-то момент увеличивается с уменьшающейся скоростью • Происходит, потому что у первой переменной вход ограничен по сравнению с фиксированным входом • при добавлении дополнительных работников производительность остается очень высокой • выход или TP увеличивается с возрастающей скоростью • однако, когда добавляется больше переменного ввода, он больше не ограничен • в конечном итоге, TP будет по-прежнему увеличиваться, но с понижающейся скоростью • MPL будет по-прежнему положительным, но снижающимся • CalledLaw Снижения предельной прибыли (или просто убывающей доходности)
Закон убывающей предельной доходности и этапы производства • Как указано в Рисунок 71, убывающая предельная доходность начинается в точке A • MPL находится на максимуме • Слева от точки A наблюдается возрастающая отдача, а в точке A существует постоянная отдача • Между точками A и B, где MPL снижается, существует уменьшающаяся предельная доходность • Справа от точки B предельная производительность является как убывающей, так и отрицательной (MPL <0), что нарушает аксиому монотонности • Кривая TP в некоторой точке будет увеличиваться только с уменьшающейся скоростью (вогнутой) из-за закона убывающей предельной прибыли • Некоторое производство функции могут сначала не показывать растущую отдачу • Фактически ни одна фирма с целью максимизации прибыли не будет работать в области увеличения или отрицательной отдачи • Производственные функции обычно будут только вогнутыми • С уменьшением предельной отдачи на протяжении всего производственного процесса • Обозначено на рисунке 7 ,2
Рисунок 7.2 Производственная функция с убывающей предельной доходностью на протяжении
Закон убывающей предельной доходности и этапы производства • На рисунке 7.2 снижение MPL и APL на всем протяжении • Производственная функция Кобба-Дугласа также может только демонстрировать Уменьшение предельной доходности на протяжении всего производственного процесса. • Может характеризовать производство, когда все предельные продукты являются положительными. • Полезно для представления технологических ограничений фирм. • Учитывая, что максимизирующие прибыль фирмы будут работать только в области уменьшения предельной доходности, где все предельные продукты являются положительными. 7.3 для переменного уровня рабочей силы
Рисунок 7.3 Производственная функция Кобба-Дугласа с рабочей силой единственный переменный вход
Отношение предельного продукта к среднему продукту • В области убывающей предельной доходности, предельного продукта может пересекаться со средним продуктом • Как показано на рисунке 7.1, это пересечение MPL и APL происходит там, где APL находится на максимуме • Если добавление к итоговой, предельной единице больше (меньше) [равно], чем общее среднее значение • Среднее будет расти (падение) [ни подъем, ни падение] • Принимая производную от средних результатов в отношении между предельным продуктом и средним продуктом • Предельный продукт – это средний продукт плюс поправочный коэффициент (APL / L) L • Если наклон APL равен нулю (растет ) [падение] • Коэффициент корректировки равен нулю (> 0) [<0] • MPL = APL (MPL> APL) [MPL
Эластичность выхода • Еще одно важное соотношение между средним и предельным продуктом Фактическая эластичность выпуска • Измеряет степень реагирования выпуска на изменение входных данных. • Например, эластичность выпуска труда, обозначаемая L, определяется как пропорциональная скорость изменения q по отношению к L • Данной производственной функции • q = ƒ (K, L) • Выходная эластичность труда: • L = (ln q) / (ln L) = (q / L) (L / q) = MPL / APL • Когда MPL> APL, L> 1; когда 0
Таблица 7.1 Предполагаемая эластичность выхода для молока
Этапы производства • Фирма должна определить максимизирующую прибыль сумму доступного сырья, которое она должна использовать • Использовать технологию производства, чтобы определить, на какой стадии производства например, добавьте переменные данные: труд • Точный максимизирующий прибыль уровень труда на этом этапе зависит от: • стоимости труда; • цены, получаемой за продукцию фирмы; • в частности, мы делим краткосрочную производственную функцию на три стадии производства.
Этапы производства • Этап I включает в себя область увеличения прибыли и простирается до точки, где средний продукт достигает максимума • Как показано на рисунке 7.1 • Включает часть кривой предельного продукта, которая снижается • Маржинальный продукт больше среднего продукта, поэтому средний продукт растет • Пока средний продукт растет, фирма будет добавлять переменные входные данные • Фиксированные входные данные присутствуют в неэкономически большой пропорции относительно к переменному вводу • Переменный ввод ограничен относительно фиксированных входов • Рациональный максимизирующий прибыль производитель никогда не будет работать на I этапе производства • Фирма не будет производить в краткосрочной перспективе • Производит с использованием меньшего количества фиксированных входов в долгосрочной перспективе • Фиксированные вводы стать переменным • Уменьшение фиксированных входных данных приведет к смещению всего набора кривых продукта влево • Результаты на этапе I заканчиваются на более низком уровне выходных данных • На рисунке 7 показано.4
Рисунок 7.4 Сдвиги в стадиях производства с сокращением уровня фиксированных затрат на
Этапы производства • Рациональный производитель также не будет работать на III стадии производства • Диапазон отрицательного предельного продукта для переменного ввода • На этапе III TP фактически снижается при добавлении большего количества переменного ввода. • Рисунки 7.1, 7.2 и 7.4 иллюстрируют этап III. • Дополнительные единицы переменного ввода. Этап III фактически вызывает снижение общего объема производства. • Даже если Единицы переменного ввода были свободны, рациональный производитель не использовал бы их за пределами нулевого предельного продукта. • На этапе III переменный ввод комбинируется с фиксированным вводом в неэкономически больших пропорциях. • Действительно, точка нулевого МП для переменного ввода называется интенсивной маржей. • Точка максимальной AP переменного вклада называется экстенсивной маржей. • Фирма будет работать между обширной и интенсивной маржой. • Этап II производства. AP и MP переменного ввода положительны, но снижаются. • Эластичность выходного сигнала составляет от 0 до 1. • В отличие от этого, эластичность выходного сигнала для переменного входа составляет <0 на этапе III и> 1 на этапе I
Два переменных входа • Предполагается другая комбинация, скажем, двух, будет давать один и тот же уровень производства. • Например, в производстве микроволновых печей более широкое использование пластмасс может заменить сокращение использования металла. • Кривые безразличия представляют предпочтения потребителя для различных комбинаций двух товаров. с постоянством полезности • В теории производства изокванты представляют различные входные комбинации, которые могут использоваться для получения заданного уровня выпуска • Iso означает равное, а количество означает количество • Изокванта – это местоположение точек, представляющих одинаковый уровень выпуска или равное количество • Для движений вдоль изокванты • Уровень выхода остается постоянным • Коэффициент ввода изменяется непрерывно • Изокванты – то же понятие, что и индифферентный CE-отображение • Равная полезность вдоль одной и той же кривой безразличия заменена равным уровнем выхода вдоль одного и того же изокванта • Рисунок 7.5 представляет возможную производственную функцию для двух входов
Рисунок 7.5 Карта изоквантов для двух переменных входов, капитала, K, и рабочей силы, L
Предельная норма технического замещения (MRTS) • На рисунке 7.5 изокваны рисуются с отрицательным наклоном • Исходя из предположения, что замена одного входного значения на другой может привести к тому, что выходной сигнал не изменится • Мера для этой замены – предельная норма технического замещения (MRTS) • Определяется как отрицательная величина наклона изокванта • Меры насколько просто заменить один вход на другой, держа постоянную выходную постоянную. • Аналогично концепции MRS в теории потребителей. • MRTS измеряет уменьшение одного входного сигнала на единицу увеличения другого, что достаточно для поддержания постоянного уровня выходного сигнала.
Выпуклые и отрицательно наклонные изокванты • Может устанавливать базовые предположения об отрицательно наклоненных и выпуклых до исходных изоквант с помощью develo Отношение ping между MRTS и MP • MRTS (K для L) = MPL ÷ MPK • Взять полную производную функции производства, q = ƒ (K, L) • dq = MPLdL + MPKdK • По изокванте dq = 0, выход постоянный • Таким образом, MPLdL = -MPKdK • Решение для отрицательного угла наклона изоквантовых выходов • В изокванте, выигрыш в выходе при увеличении L слегка точно уравновешивается потерей в выходе из подходящего снижения K • Для изоквантов с отрицательным наклоном и MPL, и MPK должны быть положительными. • Риджлайнс прослеживают границу на изоквантной карте, где предельные продукты положительны. • См. рисунок 7.6 • Гребни – это изоклины (равные уклоны), где MRTS либо ноль, либо неопределенная для разных уровней выхода
Рисунок 7.6. Гребни на карте изоквант
Выпуклые и отрицательно наклонные изокванты • MRTS нарисовано строго выпуклым по отношению к источнику • Результат аналогичен взаимосвязи между MRS и строго выпуклыми кривыми безразличия • Для высоких соотношений K: L MRTS велика • Указывает, что можно получить большую часть капитала, если станет доступна еще одна единица труда • Предположение о строго выпуклых изоквантах связано с законом убывающей предельной доходности. • Учитывая MRTS (K для L) = MPL / MPK. • Движение от A к B на рисунке 7.6 приводит к увеличению рабочей силы • Соответствующее уменьшение MPL • Уменьшение капитала при соответствующем увеличении MPK • Фирма всегда будет работать на II этапе производства • Характеризуется уменьшением предельной прибыли • На II этапе производства как для переменных переменных , представлен строго выпуклыми изоквантами. • На рисунке 7.6 рациональный производитель будет работать только где-то между точками D и C.
Этапы производства на карте изоквант • Можно проиллюстрировать этапы производства на карте изоквант, зафиксировав один из входные данные • Ситуация, когда капитал зафиксирован на некотором уровне, обозначена горизонтальной линией в точке A на рисунке 7.7 • В краткосрочной перспективе фирма должна действовать где-то по этой линии • На этапе I затраты труда невелики по сравнению с фиксированным уровнем капитала • Маржинальный продукт капитала и MRTS отрицательны • Изокванты имеют положительные наклоны • В точке B MRTS не определена MPK равен нулю, а APL равен MPL. • Это разграничение между этапами I и II производства. • На этапе II производства все изокванты строго выпуклы и имеют отрицательные наклоны. • В точке C предельный продукт труда равен нулю. • Соответствует линия разграничения между этапами II и III
Рисунок 7.7 Этапы производства на карте изоквант
Классификация производственных функций • Производственные функции представляют собой ощутимые (измеримые) производственные процессы • Экономисты уделяют больше внимания фактической форме этих функций, чем форме функций полезности • Результатом является классификация производственные функции с точки зрения возврата к масштабу и возможностям замещения. • Эмпирические оценки фактических производственных функций. • Для некоторых производственных процессов может быть чрезвычайно сложно, если не невозможно, заменить один вход на другой
Возврат к масштабу • Измерение выхода реагирует на увеличение или уменьшение всех входов вместе • Долгосрочная концепция, поскольку все входы могут различаться • Например, если все входы удвоены, возврат к шкале определяет, будет ли выход удваиваться, меньше, чем вдвое, или больше, чем удвоиться • Во многих случаях , трудно изменить некоторые входные данные по желанию и пропорционально увеличить входные • Фирмы пытаются контролировать как можно больше условий окружающей среды. • Примеры в сельском хозяйстве включают теплицы или пестициды. • При условии, что можно пропорционально изменить все ресурсы, производственная функция может демонстрировать постоянную, уменьшающуюся или увеличивающуюся отдачу от масштаба в различных диапазонах выпуска. • Однако обычно для простоты предполагается, что производственные функции демонстрируют либо постоянную, либо убывающую, либо возрастающую отдачу от масштаба
Возвраты к шкале • В частности, с учетом производственной функции • q = ƒ (K, L) • Явное определение постоянной отдачи от масштаба: • ƒ (K, L) = ƒ (K, L) = q для любого > 0 • Если все входные значения умножены на некоторую положительную постоянную , выходной сигнал умножается также по этой константе • Если производственная функция является однородной • Постоянная отдача от масштабной производственной функции является однородной степени 1 или линейной однородной во всех входах • Изокванты являются радиальными выбросами и равномерно распределены по мере расширения выпуска s (Рисунок 7.8)
Рисунок 7.8 Возврат к шкале
Возврат к шкале • Уменьшение возврата к шкале существует, если выход увеличивается пропорционально меньше, чем все входы • ƒ (K, L) <ƒ ( K, L) = q • Увеличение отдачи от масштаба существует, если выход увеличивается больше, чем пропорциональное увеличение входных данных • ƒ (K, L)> ƒ (K, L) = q
Детерминанты возвратов по шкале • Адам Смит установил, что возврат к масштабу является результатом двух сил • Разделение труда • Увеличение всех затрат увеличивает разделение труда и приводит к повышению эффективности • Производство может увеличиться более чем вдвое • Управленческие трудности • Результатом снижения эффективности • Производство может не удвоиться • Концепция массового производства на конвейере начала 20-го века основана на разделении труда • У каждого работника есть специальная задача для выполнения каждого собираемого продукта • Работник становится очень квалифицированным в этой задаче • Увеличивает производительность vity • Пример: Генри Форд испытал растущую отдачу от масштаба в автомобильном производстве
Детерминанты отдачи от масштаба • Одной из причин управленческих трудностей в массовом производстве является накопление запасных частей и расходных материалов • Должен поддерживаться контроль запасов, когда требуется учет деталей • приводит к значительному количеству входных данных, выделяемых на хранение и учет материально-производственных запасов • приводит к уменьшению отдачи от масштаба • системы своевременной доставки помогают смягчить эти факторы • одна проблема заключается в своевременной доставке производство • Повышенная уязвимость фирм к перебоям в поставках • Без запасов деталей такие перебои могут довольно быстро остановить производство
Детерминанты возврата к масштабу • Постиндустриальное производство отходит от массового производства стандартизированного продукта и развивается к массовой настройке • Называется гибкое производство • Результаты в возрастающей отдаче от масштаба
Детерминанты отдачи от масштаба • Поскольку фирма увеличивается в размере за счет увеличения всех входных данных, еще одной возможной причиной уменьшения отдачи от масштаба является • Распределение входных данных для экологических и местных сервисных проектов • Как Фирма использует больше ресурсов и увеличивает выпуск продукции, она становится все более уязвимой для общественных интересов, связанных с ее производственной практикой. • Для повышения и поддержания доброй воли в своем сообществе фирма выделит дополнительные ресурсы для экологических и местных сервисных проектов. • Способствует снижению прибыли в масштабе
.Возврат к масштабу и стадиям производства • Определить взаимосвязь между возвратом к масштабу и этапам производства, предполагая линейную однородную производственную функцию (однородную по степени 1) • Подразумевает постоянный возврат к масштабной производственной функции • Применение теоремы Эйлера к Производственную функцию q = ƒ (K, L) получаем: q = L (MP L) + K (MPK) • Деление на L дает • APL = MPL + (K / L) MPK • Решение для урожайности MPK • MPK = (L / K) (APL – MPL)
Возврат к шкале и Этапы производства • Предполагая постоянную отдачу от масштаба, мы определяем этапы производства как • Этап I • MPL> APL> 0, MPK <0 • Этап II • APL> MPL> 0, APK> MPK> 0 • Этап III • MPL <0, MPK> APK> 0 • Стадии I и III симметричны для постоянной отдачи от масштабной производственной функции • Учитывая аксиому монотонности, единственным релевантным регионом для производства является Стадия II
Эластичность замещения • Фирма может компенсировать для уменьшения использования одного входа за счет увеличения использования другого • Генрих фон Тунен собрал на своей ферме в Германии доказательства того, что предполагаемая способность одного входа компенсировать другой была существенной • Постулируемый принцип взаимозаменяемости • Возможно производить постоянный выход уровень с различными входными комбинациями • Принцип подстановки Эта мера не является экономическим законом. • Существуют производственные функции, для которых входные данные не являются замещаемыми. • Однако для тех функций, где входные данные являются замещаемыми. • Степень взаимозаменяемости производственных ресурсов является важной технической взаимосвязью для производителей. • Производственные функции также могут быть классифицируется с точки зрения эластичности замещения • Показывает, насколько легко заменить один вход на другой • Определяет форму одного изокванта
Эластичность замещения • На рисунке 7.9 рассмотреть движение от A к B • приводит к уменьшению отношения капитала к труду (K / L) • фирма, максимизирующая прибыль, заинтересована в определении степени легкости, в которой она может заменить K на L • Если MRTS не изменится вообще для изменений в K / L два входа являются идеальными заменами • Если MRTS быстро изменяется для небольших изменений в K / L, замена трудна • Если существует бесконечное изменение в MRTS для небольших изменений в K / L (так называемые фиксированные пропорции) ), замена невозможна • Безмасштабной мерой этой отзывчивости является эластичность замещения
Рисунок 7.9 Соотношение капитала и труда ° и MRTS, K ° / L °> K ‘/ L’
Эластичность замещения • Определяется как процентное изменение K / L, деленное на процентное изменение в MRTS • Вдоль строго выпуклой isoquant, K / L и MRTS движутся в одном направлении • Эластичность замещения положительна • На рисунке 7.9 движение от A к B приводит к снижению как K / L, так и MRTS • Относительная величина этого изменения измеряется эластичностью замещения • Если оно высокое, MRTS не сильно изменится относительно K / L, и изоквант будет менее изогнутым (менее строго выпуклым) • Низкая эластичность замещения дает довольно резко изогнутые изокванты • Возможно изменение эластичности замещения для движений вдоль Изокванта и как масштаб производства меняется • Однако часто эластичность замещения считается постоянной
Эластичность замещения: Идеально-заменитель • = , технология безупречного замещения • Аналог идеальные заменители в теории потребителей • Производственная функция, представляющая эту технологию, демонстрирует постоянную отдачу от масштаба • ƒ (K, L) = aK + bL = (aK + bL) = ƒ (K, L) • Все изокванты для этой производственной функции являются параллельными прямыми с наклоном = -b / a • См. Рисунок 7.10
Рисунок 7.10 Эластичность замещения для технологий совершенной замены
Технология производства (PT) | Подразделение MS3
готовится к выпуску: защита диссертации Йохана ван Рейвенхорста
В четверг, 13 сентября, Йохан защитит свою работу над «Инструментами для проектирования круговой обвязки сложных оправок». Эта работа привела к разработке (отмеченного наградами) программного пакета Braidsim. Будь там в 14.30 в Waaier!
54ad9000362c9b02460d0ed1af8b68b70701c42c01a40180/x1irzz3wfrjmn4v5acu0ng.png” alt=”cover of thesis johan van ravenhorst” />
готовится к выпуску: защита диссертации Тийс Кок
аспирант Тийс Кок защитит 6 сентября. Тема диссертации: «О качестве уплотнения при размещении волокон с помощью лазера: роль фазы нагрева».Работа Тиджа в основном выполнялась в Центре исследований термопластов, TPRC. Защита начинается в 14.30 в здании Waaier в UT!

новый сотрудник Ник
С 15 февраля Ник Хелтуис присоединился к группе PT в качестве лаборанта. Вы можете найти Ника в лаборатории микроскопии и подготовки, так как он будет отвечать за оба. Ник – бывший студент Саксьонского университета прикладных наук, во время своего дипломного проекта (выполняемого в UT!) Он работал над воспроизводимым процессом производства Elium, новой термопластичной смолы.
Добро пожаловать, Ник!
Новый сотрудник wouter
С января этого года Вутер Гроув присоединился к группе PT в качестве доцента. Воутер имеет многолетний опыт исследования влияния производственного процесса на свойства (термопластичных) композитов.
Добро пожаловать Wouter!
Изображение месяца
Баптист Рионде завершил свою стажировку в TPRC / UT о « Влияние кристалличности на характеристики (тканых) углерод / PPS композитов » и получил эту замечательную картину поверхности разрушения такого углерода / PPS composties.В центре картины кавитации расположены в пустом волокнистом слое.

готовится к выпуску: защита диссертации Франсиско Сашетти
В четверг, 7 сентября, аспирант Франциско защитит свою исследовательскую работу на тему «Межслойная прочность термопластичных композитов, связанных сплавом». Работа Франциско в основном выполнялась в Центре исследований термопластов, TPRC. Будь там в 14.30 в Waaier!

Исмет Баран получает грант NWO Veni
Наш дорогой коллега Исмет получает этот персональный грант, чтобы расширить свои исследования в области производства композитных лопастей ветряных турбин.Поздравляем

Мартина Тьяпкес празднует 25-летний юбилей в
1 июля наша уважаемая коллега Мартина, секретарь группы PT, празднует свое 25-летие в университете Твенте. Поздравляем!
universiteit van nederland: тонна лекций по металлу и дизайну автомобилей
По состоянию на 31 мая доступна онлайн-лекция (только на голландском языке) о Тон Боре, объясняющая основные принципы выбора правильного металла при проектировании вашего автомобиля.Лекция была частью серии инженерных лекций, также доступны видеоролики коллег MS3 Jurnan Schilder и Андре де Бур. Пожалуйста, обратитесь к этому сайту для видео.
5aad9000362c9b024ed1d2f48c02eb160701c4ea014a0180/bqgqyclm0j2bfgtt6ehemg.jpg” alt=”Afbeeldingsresultaat voor universiteit van nederland logo” />
Bert vos празднует 25-летний юбилей в
Наш дорогой коллега Берт, лаборант в группе PT, начал работать в UT уже в 1992 году. Как всегда, Берт уже работает над следующим 25-летним периодом , Поздравляем!

новый проект: к продвинутой 3D-печати эластомеров
После успешного определения своей диссертации Шаоджи Лю (Лили) начала 1-летний пост-докторский проект в сотрудничестве с кафедрой технологии эластомеров в MS3.Лили будет работать над моделью для описания аддитивного производства эластомерных / резиновых изделий, требующих вулканизации. Сложности возникают в выборе правильного состава материала, системы подачи и характеристик вулканизации для получения материала для печати. Авторы проекта – Вилма Диркес, Тон Бон и Лоран Варнет.
готовится к выпуску: защита диссертации shaojie liu
Shaojie Liu, более известная нам как Лили, защитит свою диссертацию под названием «Покрытие поверхности трения AA1050 на AA2024» 14 декабря.Ее работа открывает путь к новому процессу производства добавок. Это следовало за работой Арно ван дер Стелтом, и также контролировалось Тон Бором и Бертом Гейзелерсом.

58ad9000362c9b02320ed58b89cdd4eb0701c49e00d20080/awve86o7s7rptjyxuv0kca.png” alt=”cover of thesis of lily and picture of lily” />
(OCT / ’16)
Недавно веб-сайт PT был преобразован в новый макет UT. Некоторые разделы могут все еще быть в старом дизайне или устареть, может пройти некоторое время, прежде чем новый сайт будет полностью завершен.
Мохаммед Икбал Абдул Рашид защитил кандидатскую диссертацию в пятницу 15 июля 2016 года формование рубленых тканых термопластичных композитных хлопьев ».Этот тезис был выполнен в рамках TPRC, в тесном сотрудничестве с партнерами TPRC. Икбал продолжает свою карьеру в Университете Твенте в качестве постдока. Будьте готовы услышать больше об этом молодом талантливом человеке! 

Эрик Крамер выиграл билет в SAMPE Europe
Эрик, магистр MS3, выполняющий свое последнее задание в TPRC, выиграл во время встречи SAMPE Benelux один из двух билетов на встречу SAMPE Europe. Его презентация по искажению формы в формованных композитах из термопластичных штампов была оценена за актуальность и академическую глубину.Эрик, оставленный на следующей фотографии, получает трофей от Ферри ван Хаттум, профессора кафедры легких конструкций Саксиона. Мы все поздравляем Эрика с этим уникальным достижением в рамках задания Мастера!


Леон Говерт Профессор «Механика полимерных материалов»
Леон Говарт, доцент TU / e, будет усиливать исследовательскую деятельность в CTW в качестве профессора, ведущего кафедру «Механика полимерных материалов» в университете. Твенте от 1 -го декабря 2015 года.Этот стул при поддержке DSM будет ориентирован на долговременное разрушение композитных материалов на основе термопластов. Первый аспирант, который начнет работать под его руководством, Озан Эрарцин, начнет свою работу 1 апреля.

В память: Титус де Хаан
В преддверии нового года, незадолго до окончания учебы, наш студент Титус де Хаан потерпел смертельную аварию в Австралии. Титус поступил в Университет Твенте после получения степени в области автомобильной инженерии в Университете прикладных наук HAN, с целью улучшения его теоретических навыков.Его интерес к легким конструкциям привел его к специализации Технология производства в магистерской программе «Машиностроение». Мы узнали Тита как практичного, предприимчивого студента с отличными педагогическими качествами. Его магистерская работа в Cato Composites Innovations была близка к завершению. Он выбрал для приключений в Австралии, прежде чем закончить свое обучение в области машиностроения. К нашему сожалению, Титус не смог сделать следующий шаг в своей жизни. От имени сотрудников и студентов факультета инженерных технологий, программы машиностроения, мы хотим, чтобы те, кто рядом с ним, имели огромные силы, чтобы справиться с этой ужасной потерей.
проф. Д-р. Герт Дьюульф, декан факультета инженерных технологий
Проф. Д-р. л. Андре де Бур, программный директор Машиностроение
Проф. Д-р. л. Ремко Аккерман, директор по исследованиям TPRC, кафедра технологии производства
Dr. ir. Лоран Варне, научный руководитель, кафедра производственных технологий
Эмиэль Дрент защищает свою кандидатскую диссертацию в пятницу, 11 декабря 2015 года. управление активами труб из пвх.Этот тезис лежит в ряду исследований, связанных с оценкой продолжительности жизни, впервые опубликованных в диссертации доктора Роя Виссера. 

Ульрих Сакс защищает свою кандидатскую диссертацию во вторник, 16 декабря 2014 г. ». Этот тезис лежит в русле исследования, связанного с прессованием, инициированного Ремко Аккерманом, который привел к тезису Эдвина Ламерса, Себастьяна Вийскампа, Рене тен Тихе и Себастьяна Хаанаппеля.Стоит добавить, что этот тезис был выполнен в рамках TPRC. Мультиталантный Ули продолжит свою карьеру в TPRC (12-2014). кандидатская диссертация «Разработка и анализ методов смешения неколинейных волн для оценки свойств материалов с помощью иммерсионной ультразвука». 

Арно ван дер Стелт защитит кандидатскую диссертацию в четверг 28 августа 2014 года!
Арно ван дер Стелт защитит кандидатскую диссертацию 28 августа, защитив кандидатскую диссертацию «Облицовка поверхности трением; Разработка твердотельного процесса оболочки ».Работа, о которой сообщается в его диссертации, была поддержана M2i и вписывается в область исследований сварки трением с перемешиванием под руководством Тон Бор. Работу Арноу поддержали как группа производственных технологий, так и группа прикладной механики Университета Твенте.


12-я Международная конференция по обработке потоков в композитных материалах (FPCM 12)
12-я Международная конференция по обработке потоков в композитных материалах (FPCM 12) будет проходить с 14 по 16 июля 2014 г. в Университете Твенте, Энсхеде, Нидерланды.Конференция представляет прогресс в области производства композитных материалов и предоставляет форум для обсуждения между академическими кругами и промышленностью. Конференция организована PT-группой. Полученные тезисы указывают на то, что конференция вызывает большой интерес со стороны исследовательских групп со всего мира. Предварительную программу можно найти здесь. Регистрация на конференцию в качестве посетителя еще возможна. Пожалуйста, посмотрите на наш веб-сайт FPCM 12.
Пожалуйста, не стесняйтесь обращаться к нам, если у вас есть какие-либо вопросы о конференции!

Воутер Гроув получает премию Esaform 2014 года за отраслевые исследования
Ваутер Гроув получил премию Esaform 2014 года за промышленные исследования на конференции в этом году Esaform в Финляндии, 7-9 мая 2014 года.Воутер получил эту престижную награду за свой докторский исследовательский проект по нанесению термопластичных композитных материалов на лазерную ленту в рамках программы ЕС «Чистое небо», осуществляемой в рамках группы производственных технологий Университета Твенте. Жюри было впечатлено его обширным опытом (структурная динамика, гидродинамика, механика разрушения, теплотехника, полимерная инженерия), оригинальностью его идей, тщательностью его подхода и его продуктивностью. Он представил краткое изложение своей работы в качестве пленарной лекции 9 мая.Wouter связан с TPRC с 2012 года.


Йохан ван Равенхорст получает премию JEC Innovation Award 2014
Йохан ван Равенхорст получил престижную премию JEC Innovation Award 2014 в категории «Моделирование». JEC является крупнейшей композитной ярмаркой в мире, которая проводится ежегодно в Париже. Йохан получил эту награду за BraidSim, программный инструмент, который позволяет быстро моделировать процесс перетекания. На рисунке внизу слева показан стенд в JEC Johan, предназначенный для презентации его работ.Кроме того, Йохан получает награду от министра экономики Нидерландов г-на Кэмпа.


Тед Оойеваар защитит кандидатскую диссертацию в пятницу 7 марта 2014 года!
Тед Оойеваар завершит работу над докторской диссертацией 7 марта, защитив докторскую диссертацию «Мониторинг вибрационных свойств композитных конструкций кожи и жесткости на основе вибрации». Работа, о которой сообщается в его диссертации, началась с магистерского проекта и выросла в рамках европейского проекта CleanSky.При поддержке как группы «Технологии производства», так и группы «Прикладная механика» Университета Твенте Тед разработал методологию обнаружения повреждений в составной структуре путем анализа изменений динамических характеристик. Заслуживает внимания рост TRL до уровня 5 этой технологии. См. Также статью на сайте UT


Технология производства выигрывает премию JEC Innovation Award 2013
Технология производства получает премию JEC-americas Innovation Award 2013 в рамках проекта ЕС FIBRECHAIN.FIBRECHAIN, возглавляемая Fraunhofer IPT и представляющая 18 партнеров из 7 стран ЕС, работает над созданием интегрированной технологической цепочки для гибкого и автоматизированного производства композитных изделий малых и средних партий. Результаты проекта могут улучшить производство многослойных изделий в форме 3D на основе армированных волокнами пластиков (FRP) за счет сокращения затрат, повышения эффективности использования ресурсов и энергии, а также большей гибкости.

Основными участниками проекта «Технологии производства» являются Берт Ритман, Лаура Варгас, Иво Вройоджинк, Мухаммед Ниази, Йохан ван Равенхорст и Ремко Аккерман.
Мухаммед Ниази получает премию ESAFORM PhD за промышленные исследования
Dr. M.S. Ниази был удостоен премии ESAFORM PhD за промышленные исследования. В декабре прошлого года он успешно защитил кандидатскую диссертацию на инженерно-технологическом факультете Университета Твенте. Премия ESAFORM в области промышленных исследований призвана отметить выдающегося исследователя / дизайнера или группу промышленных исследователей / дизайнеров, которые привлекли выдающихся специалистов. вклад в области формирования промышленных материалов.Этот вклад может привести к (потенциальной) инновации в дизайне, контроле или производительности обработки промышленных материалов.
Доктор философии доктора философских наук Niazi относится к моделированию непрерывного повреждения для формования листового металла в современных высокопрочных сталях (AHSS). Разработка AHSS является важным шагом в снижении веса автомобиля. Тем не менее, пластическая деформация вызывает повреждение в AHSS. Развитие повреждений носит анизотропный характер и должно рассматриваться как анизотропное для точных прогнозов отказов.В этом исследовании анизотропия повреждения была классифицирована на две категории; Материально-индуцированная анизотропия при повреждении (МИАД) и нагрузка-индуцированная анизотропия при повреждении (ЛИАД).

MIAD связана с анизотропией в распределении и форме частиц или примесей второй фазы и определяется зародышеобразованием пустот / трещин. ЛИАД связан с направлением загрузки материала. Во время этого исследования был обнаружен феномен МИАД. Это первое исследование, демонстрирующее возникновение МИАД при АГСС.Модифицированная модель анизотропного повреждения Лемэра (ML) была разработана для учета обоих видов индуцированных анизотропий. Модель была подтверждена экспериментами.
Себастьян Хаанаппель защитит свою кандидатскую диссертацию в пятницу, 12 апреля 2013 года.
Себастьян Хаанаппел завершит работу над своим UTwente и TPRC 12 апреля, защитив свою кандидатскую диссертацию «Формирование термопластов, армированных UD-волокном: критическая оценка» внутрислойного сдвига ». Этот тезис лежит в русле исследования, связанного с прессованием, инициированного Ремко Аккерманом, который привел к тезису Эдвина Ламерса, Себастьяна Вийскампа и Рене тен Тихе.Стоит добавить, что это первая кандидатская диссертация в рамках TPRC. После получения степени магистра и доктора наук на кафедре производственных технологий, Себастьян продолжит свою карьеру в Aniform, нашем любимом отделении (03-2013). 25 января 2013 года.
Бо Корнелиссен завершит свой маршрут UTwente 25 января, защитив кандидатскую диссертацию «Роль трения в механике буксировки».Механика буксировки – это ключ к точному моделированию обработки композитов. В рамках этой широкой темы Бо сосредоточил внимание на трении между буксировщиками, а также на трении в жгуте в сухом состоянии. После получения степени магистра и доктора философии на кафедре технологии производства Бо продолжит свою карьеру в Тейджин Арамид (01-2013). « Сварочная прочность термопластичных композитных материалов с лазерной поддержкой ».Комитет был очень доволен качеством исследований и защитой того, что ему было присвоено звание с отличием . Доктор Воутер продолжает свою карьеру в TPRC. (08-2012)


Тед Оойеваар посещает докторскую диссертацию в НАСА
Тед Оойеваар работает в течение 6 месяцев в НАСА Лэнгли! Проект был определен с исследователем в Лэнгли и вписывается в его докторский проект по основному вибрационному мониторингу состояния конструкций.


Открытие лаборатории TPRC и центра посещения
Во вторник, 26 июня, партнеры из Центра исследований термопластичных композитов TPRC открыли новую лабораторию TPRC и центр посещения в Инновационном кампусе в Энсхеде. Партнерами-учредителями TPRC являются Boeing, Fokker, Ten Cate и UT-ProductionTechnology. Научный руководитель Ремко Аккерман. (06-2012) Readmore


Green Team Twente выигрывает Shell Eco Marathon
Green Team Twente выигрывает Shell Eco Marathon в городском концептуальном классе с водородным топливным элементом.В этом году команда, состоящая из 11 студентов-механиков, впервые присоединилась к конкурсу. С большой страстью, энтузиазмом и настойчивостью их UTmotive потребляли наименьшее количество топлива. Лоран Варнет-ан-Герт Ян Невенцель из группы «Технологии производства» помог им с выбором материалов и изготовлением крыльев подвески; Тон Бор поддержал команду под руководством проекта. (05-2012)


.
Проф. Д-р. л. Андре де Бур, программный директор Машиностроение
Проф. Д-р. л. Ремко Аккерман, директор по исследованиям TPRC, кафедра технологии производства
Dr. ir. Лоран Варне, научный руководитель, кафедра производственных технологий
Ульрих Сакс защищает свою кандидатскую диссертацию во вторник, 16 декабря 2014 г. ». Этот тезис лежит в русле исследования, связанного с прессованием, инициированного Ремко Аккерманом, который привел к тезису Эдвина Ламерса, Себастьяна Вийскампа, Рене тен Тихе и Себастьяна Хаанаппеля.Стоит добавить, что этот тезис был выполнен в рамках TPRC. Мультиталантный Ули продолжит свою карьеру в TPRC (12-2014). кандидатская диссертация «Разработка и анализ методов смешения неколинейных волн для оценки свойств материалов с помощью иммерсионной ультразвука».
Арно ван дер Стелт защитит кандидатскую диссертацию в четверг 28 августа 2014 года!
Арно ван дер Стелт защитит кандидатскую диссертацию 28 августа, защитив кандидатскую диссертацию «Облицовка поверхности трением; Разработка твердотельного процесса оболочки ».Работа, о которой сообщается в его диссертации, была поддержана M2i и вписывается в область исследований сварки трением с перемешиванием под руководством Тон Бор. Работу Арноу поддержали как группа производственных технологий, так и группа прикладной механики Университета Твенте.
12-я Международная конференция по обработке потоков в композитных материалах (FPCM 12)
12-я Международная конференция по обработке потоков в композитных материалах (FPCM 12) будет проходить с 14 по 16 июля 2014 г. в Университете Твенте, Энсхеде, Нидерланды.Конференция представляет прогресс в области производства композитных материалов и предоставляет форум для обсуждения между академическими кругами и промышленностью. Конференция организована PT-группой. Полученные тезисы указывают на то, что конференция вызывает большой интерес со стороны исследовательских групп со всего мира. Предварительную программу можно найти здесь. Регистрация на конференцию в качестве посетителя еще возможна. Пожалуйста, посмотрите на наш веб-сайт FPCM 12.
Пожалуйста, не стесняйтесь обращаться к нам, если у вас есть какие-либо вопросы о конференции!
Воутер Гроув получает премию Esaform 2014 года за отраслевые исследования
Ваутер Гроув получил премию Esaform 2014 года за промышленные исследования на конференции в этом году Esaform в Финляндии, 7-9 мая 2014 года.Воутер получил эту престижную награду за свой докторский исследовательский проект по нанесению термопластичных композитных материалов на лазерную ленту в рамках программы ЕС «Чистое небо», осуществляемой в рамках группы производственных технологий Университета Твенте. Жюри было впечатлено его обширным опытом (структурная динамика, гидродинамика, механика разрушения, теплотехника, полимерная инженерия), оригинальностью его идей, тщательностью его подхода и его продуктивностью. Он представил краткое изложение своей работы в качестве пленарной лекции 9 мая.Wouter связан с TPRC с 2012 года.
Йохан ван Равенхорст получает премию JEC Innovation Award 2014
Йохан ван Равенхорст получил престижную премию JEC Innovation Award 2014 в категории «Моделирование». JEC является крупнейшей композитной ярмаркой в мире, которая проводится ежегодно в Париже. Йохан получил эту награду за BraidSim, программный инструмент, который позволяет быстро моделировать процесс перетекания. На рисунке внизу слева показан стенд в JEC Johan, предназначенный для презентации его работ.Кроме того, Йохан получает награду от министра экономики Нидерландов г-на Кэмпа.
Тед Оойеваар защитит кандидатскую диссертацию в пятницу 7 марта 2014 года!
Тед Оойеваар завершит работу над докторской диссертацией 7 марта, защитив докторскую диссертацию «Мониторинг вибрационных свойств композитных конструкций кожи и жесткости на основе вибрации». Работа, о которой сообщается в его диссертации, началась с магистерского проекта и выросла в рамках европейского проекта CleanSky.При поддержке как группы «Технологии производства», так и группы «Прикладная механика» Университета Твенте Тед разработал методологию обнаружения повреждений в составной структуре путем анализа изменений динамических характеристик. Заслуживает внимания рост TRL до уровня 5 этой технологии. См. Также статью на сайте UT
Технология производства выигрывает премию JEC Innovation Award 2013
Технология производства получает премию JEC-americas Innovation Award 2013 в рамках проекта ЕС FIBRECHAIN.FIBRECHAIN, возглавляемая Fraunhofer IPT и представляющая 18 партнеров из 7 стран ЕС, работает над созданием интегрированной технологической цепочки для гибкого и автоматизированного производства композитных изделий малых и средних партий. Результаты проекта могут улучшить производство многослойных изделий в форме 3D на основе армированных волокнами пластиков (FRP) за счет сокращения затрат, повышения эффективности использования ресурсов и энергии, а также большей гибкости.
Основными участниками проекта «Технологии производства» являются Берт Ритман, Лаура Варгас, Иво Вройоджинк, Мухаммед Ниази, Йохан ван Равенхорст и Ремко Аккерман.
Мухаммед Ниази получает премию ESAFORM PhD за промышленные исследования
Dr. M.S. Ниази был удостоен премии ESAFORM PhD за промышленные исследования. В декабре прошлого года он успешно защитил кандидатскую диссертацию на инженерно-технологическом факультете Университета Твенте. Премия ESAFORM в области промышленных исследований призвана отметить выдающегося исследователя / дизайнера или группу промышленных исследователей / дизайнеров, которые привлекли выдающихся специалистов. вклад в области формирования промышленных материалов.Этот вклад может привести к (потенциальной) инновации в дизайне, контроле или производительности обработки промышленных материалов.
Доктор философии доктора философских наук Niazi относится к моделированию непрерывного повреждения для формования листового металла в современных высокопрочных сталях (AHSS). Разработка AHSS является важным шагом в снижении веса автомобиля. Тем не менее, пластическая деформация вызывает повреждение в AHSS. Развитие повреждений носит анизотропный характер и должно рассматриваться как анизотропное для точных прогнозов отказов.В этом исследовании анизотропия повреждения была классифицирована на две категории; Материально-индуцированная анизотропия при повреждении (МИАД) и нагрузка-индуцированная анизотропия при повреждении (ЛИАД).
MIAD связана с анизотропией в распределении и форме частиц или примесей второй фазы и определяется зародышеобразованием пустот / трещин. ЛИАД связан с направлением загрузки материала. Во время этого исследования был обнаружен феномен МИАД. Это первое исследование, демонстрирующее возникновение МИАД при АГСС.Модифицированная модель анизотропного повреждения Лемэра (ML) была разработана для учета обоих видов индуцированных анизотропий. Модель была подтверждена экспериментами.
Себастьян Хаанаппель защитит свою кандидатскую диссертацию в пятницу, 12 апреля 2013 года.
Себастьян Хаанаппел завершит работу над своим UTwente и TPRC 12 апреля, защитив свою кандидатскую диссертацию «Формирование термопластов, армированных UD-волокном: критическая оценка» внутрислойного сдвига ». Этот тезис лежит в русле исследования, связанного с прессованием, инициированного Ремко Аккерманом, который привел к тезису Эдвина Ламерса, Себастьяна Вийскампа и Рене тен Тихе.Стоит добавить, что это первая кандидатская диссертация в рамках TPRC. После получения степени магистра и доктора наук на кафедре производственных технологий, Себастьян продолжит свою карьеру в Aniform, нашем любимом отделении (03-2013). 25 января 2013 года.
Арно ван дер Стелт защитит кандидатскую диссертацию в четверг 28 августа 2014 года!
12-я Международная конференция по обработке потоков в композитных материалах (FPCM 12)
Пожалуйста, не стесняйтесь обращаться к нам, если у вас есть какие-либо вопросы о конференции!
Воутер Гроув получает премию Esaform 2014 года за отраслевые исследования
Йохан ван Равенхорст получает премию JEC Innovation Award 2014
Основными участниками проекта «Технологии производства» являются Берт Ритман, Лаура Варгас, Иво Вройоджинк, Мухаммед Ниази, Йохан ван Равенхорст и Ремко Аккерман.
Мухаммед Ниази получает премию ESAFORM PhD за промышленные исследования
Себастьян Хаанаппель защитит свою кандидатскую диссертацию в пятницу, 12 апреля 2013 года.
Бо Корнелиссен завершит свой маршрут UTwente 25 января, защитив кандидатскую диссертацию «Роль трения в механике буксировки».Механика буксировки – это ключ к точному моделированию обработки композитов. В рамках этой широкой темы Бо сосредоточил внимание на трении между буксировщиками, а также на трении в жгуте в сухом состоянии. После получения степени магистра и доктора философии на кафедре технологии производства Бо продолжит свою карьеру в Тейджин Арамид (01-2013). « Сварочная прочность термопластичных композитных материалов с лазерной поддержкой ».Комитет был очень доволен качеством исследований и защитой того, что ему было присвоено звание с отличием . Доктор Воутер продолжает свою карьеру в TPRC. (08-2012)
Тед Оойеваар посещает докторскую диссертацию в НАСА
Тед Оойеваар работает в течение 6 месяцев в НАСА Лэнгли! Проект был определен с исследователем в Лэнгли и вписывается в его докторский проект по основному вибрационному мониторингу состояния конструкций.
Открытие лаборатории TPRC и центра посещения
Во вторник, 26 июня, партнеры из Центра исследований термопластичных композитов TPRC открыли новую лабораторию TPRC и центр посещения в Инновационном кампусе в Энсхеде. Партнерами-учредителями TPRC являются Boeing, Fokker, Ten Cate и UT-ProductionTechnology. Научный руководитель Ремко Аккерман. (06-2012) Readmore
Green Team Twente выигрывает Shell Eco Marathon
Green Team Twente выигрывает Shell Eco Marathon в городском концептуальном классе с водородным топливным элементом.В этом году команда, состоящая из 11 студентов-механиков, впервые присоединилась к конкурсу. С большой страстью, энтузиазмом и настойчивостью их UTmotive потребляли наименьшее количество топлива. Лоран Варнет-ан-Герт Ян Невенцель из группы «Технологии производства» помог им с выбором материалов и изготовлением крыльев подвески; Тон Бор поддержал команду под руководством проекта. (05-2012)