Tig сварка нержавейки: Аргонная сварка нержавеющей стали (нержавейки) методом TIG
alexxlab | 25.11.1984 | 0 | Разное
Аргонная сварка нержавеющей стали (нержавейки) методом TIG
0
На сумму: 0 р.
Желаете освоить технологию сварки нержавейки аргоном? Каким образом это сделать, и на что именно обратить внимание в процессе TIG сварки? Какое оборудование понадобится? В чем нюансы работы с нержавейкой? Рекомендуем прочитать нашу статью и узнать ответы на эти и другие вопросы по теме. Теоретические знания и практические советы помогут выполнять сварочные работы с большей эффективностью.
Содержание
- Что представляет собой метод сварки нержавейки аргоном (TIG)
- Где чаще всего применяется аргонная сварка нержавейки
- Какие плюсы и минусы есть у данного метода в отличие от MMA и MIG/MAG
- Какие типы металлов (стали) можно сваривать вместе с нержавейкой инвертором TIG
- Какое оборудование и материалы нужны для того, чтобы сваривать нержавейку аргонодуговым способом
- Какие модели инверторов TIG лучше всего подойдут для сварки нержавейки
- Особенности процесса сварки
- Обработка нержавейки после сварки аргонодуговым способом
Что представляет собой аргоновая сварка нержавейки (TIG)
TIG – это способ сварки неплавящимися вольфрамовыми электродами в среде защитного газа – аргона. Сварку ведут переменным или постоянным током прямой полярности. В качестве присадочного материала используется проволока, желательно имеющая более высокую степень легирования, чем основной металл.
Сварку ведут переменным или постоянным током прямой полярности. В качестве присадочного материала используется проволока, желательно имеющая более высокую степень легирования, чем основной металл.
Где чаще всего применяется аргонная сварка нержавейки
Этот способ нашел частое применение на профессиональном производстве:
- пищевой;
- авиационно-космической;
- теплоэнергетической;
- в химической;
- нефтеперерабатывающей;
- автомобилестроительной и других отраслях промышленности.
Так, например, для сварки нержавеющих труб, применяемых с целью перевозки газообразных веществ или жидкостей под давлением, подходит именно аргонодуговая сварка нержавейки TIG.
Вывод: Большая популярность метода на крупных производствах обусловлена высоким качеством сварного соединения.
Какие плюсы и минусы есть у данного метода в отличие от MMA и MIG/MAG
Если сравнивать с другими способами сварки (МИГ/МАГ, ММА, сварка под флюсом) аргонодуговая сварка нержавеющей стали (ТИГ) отличается следующими преимущественными характеристиками:
- получаются сварные швы высокого качества;
- возможен отличный визуальный контроль сварочной ванны и дуги;
- за счет отсутствия переноса металла через дугу не происходит разбрызгивания металла;
- ТИГ сварку можно выполнять во всех пространственных положениях;
- в процессе сварки не образуется шлака, а значит, не бывает шлаковых включений в металл шва.

К недочетам этого метода относят то, что TIG сварка нержавейки, как правило, медленнее, чем другие процессы дуговой сварки (MMA или MIG), и используется там, где качество является приоритетным над временем, затраченным на сварочный процесс. Кроме того, ТИГ сварка отличается сложностью, требующей практических навыков исполнителя.
Вывод: Подготовленный опытный исполнитель в большинстве случаев отдает предпочтение этому методу сварки из-за высокого качества сварочного шва.
Какие типы металлов (стали) можно сваривать вместе с нержавейкой инвертором TIG
Сварку нержавеющей стали аргоном осуществляют тогда, когда необходимо сварить тонкий стальной лист либо к сварочному шву предъявляются особые требования по качеству.
ТИГ сваркой нержавейку можно соединять практически со всеми металлами и сплавами: углеродистыми, конструкционными и нержавеющими сталями, алюминием, титаном, никелем, медью, латунью, бронзой, а также выполнять наплавку одних металлов на другие.
Какое оборудование и материалы подойдут для сварки
- Инвертор TIG.
- Газовый баллон. Наиболее часто для аргонодуговой TIG сварки нержавейки в качестве защитного газа используется чистый аргон.
- Горелка, представляющая собой устройство пистолетной формы, которое фиксируется к газовому шлангу. В держатель горелки вставляется электрод, конец которого на 3-4 мм выступает за пределы корпуса горелки. Посредством шланга газ поступает в сопло на конце инструмента. На рукоятке имеются кнопки для подачи газа и тока. Горелки обычно соответствуют конкретным аппаратам TIG, но в продаже есть и универсальные китайские горелки, подходящие к агрегатам китайского производства.
- Вольфрамовый электрод (WL-15, WL-20 и другие). Они различаются по размеру и составу. Выбор диаметра электрода обусловлен толщиной свариваемого металла (табл. 1). Международные марки электродов и рекомендации по их выбору можно найти на нашем сайте по ссылке.
- Присадочный пруток (BRIMA ER-308L, БАРС ER-308LSi, Lincoln Electric T 308LSi, ESAB OK Tigrod 385 d2,0 и другие) Представляет собой пруток из металла идентичного свариваемому.
 Толщина прутка должна соответствовать толщине заготовки.
Толщина прутка должна соответствовать толщине заготовки.
Таблица 1
|
Толщина металла, мм |
Диаметр электрода, мм |
|
0,5 |
1 |
| 1 | 1,6 |
| 2 | 2 |
| 3 | 3 |
| 4 | 4 |
| 5 и более | 6 |
Какие модели инверторов TIG лучше всего подойдут для сварки нержавейки
В Тиберис представлен расширенный ассортимент сварочников для сварки нержавейки аргоновым способом TIG. Модели сварочников различаются по типу используемого напряжения.
- Если вам нужен аргоно-дуговой инвертор под напряжение сети в 220В, то из недорогих моделей бюджетной ценовой категории рекомендуем остановиться на таких агрегатах как MARS TIG 160 SH, Сварог PRO TIG 200 P DSP, ESAB Buddy Tig 160, обеспечивающих эффективную сварку при компактных размерах и небольшом весе.
 Среди моделей премиум класса прекрасно себя показали такие инверторы как EWM Picotig 200, EWM Tetrix 200, KEMPPI MinarcTIG EVO 200, KEMPPI MinarcTIG EVO 200MLP, которые характеризуются интуитивно понятным управлением, многофункциональностью, высокими результатами сварки и значительной продолжительностью включения.
Среди моделей премиум класса прекрасно себя показали такие инверторы как EWM Picotig 200, EWM Tetrix 200, KEMPPI MinarcTIG EVO 200, KEMPPI MinarcTIG EVO 200MLP, которые характеризуются интуитивно понятным управлением, многофункциональностью, высокими результатами сварки и значительной продолжительностью включения. - Если вы ищите аппарат, функционирующий при напряжении 380В, обратите внимание на бюджетные модели Сварог TIG 250 (R22), FOXWELD FoxTIG 3000DC Pulse, и на установки, которые могут использоваться в профессиональной сварке: EWM Tetrix 270, а также KEMPPI MinarcTig 250MLP, аппарат, совместимый со всеми дополнительными пультами дистанционного управления данного производителя: ножным R11F, ручным R10, или дистанционными пультами управления горелками RTC20 и RTC10.
Особенности процесса сварки
Задаваясь вопросом, как варить нержавейку аргоном, первым делом стоит обратить внимание на расположение горелки. Ее необходимо располагать таким образом, чтобы угол между осью мундштука и плоскостью свариваемой детали равнялся примерно 75-80°, а горелка находилась под наклоном в сторону, которая является противоположной направлению сварки.
Процесс сварки важно производить без колебательных движений электродом, иначе защита зоны сварки может быть нарушена, что приведет к окислению металла шва.
Присадочный пруток должен располагаться под углом 90° к оси мундштука горелки, при этом угол между ним и поверхностью свариваемого изделия составляет 15-20°. При этом наибольшая эффективность достигается тогда, когда пруток укладывается на поверхность свариваемого металла. При этом минимизируется капельный перенос присадочного металла в сварочную ванну.
Присадочный металл нужно вводить в ванну равномерно, двигая пруток впереди дуги. Поперечные перемещения присадки при методе ТИГ недопустимы, поскольку нарушают спокойная подача струи защитного газа из сопла горелки, способствуя, таким образом, попаданию воздуха в зону сваривания.
Чтобы уменьшить расход вольфрамового электрода, по завершении процесса сварки защитный газ желательно не выключать сразу, а сделать это через 10-15 сек. Это исключит интенсивное окисление нагретого электрода и продлит срок его работы.
Вывод: соблюдение подобных нюансов в ходе сварочного процесса напрямую влияет на прочность и качество сварочного шва.
Обработка нержавейки после сварки аргонодуговым способом
Для обеспечения изделию законченного вида проводятся дополнительные работы. Поверхность сварного шва при работе покрывается оксидной пленкой. Это негативно воздействует на прочностные характеристики металла к коррозии. Чтобы подобного избежать, проводится обработка готовой детали.
Надеемся, что наша статья поспособствует успешному освоению аргонодуговой сварки. Регулярные практические занятия и терпение уже в скором времени принесут свои результаты. Современный аппарат для TIG-сварки от зарекомендовавшего себя производителя вы можете купить в нашем интернет-магазине Тиберис, а все оставшиеся вопросы задать нашим специалистам, позвонив по представленным на сайте телефонам.
Спасибо за подписку!
Сварка нержавейки аргоном – технология, обучение, видео
- В чем заключаются сложности сварки нержавеющей стали
- Как подготовить детали из нержавейки к сварке
- Аргоновая сварка нержавейки при помощи электрода из вольфрама
- Сварка с помощью полуавтомата
Сварка нержавейки, при которой пользуются аргоном как защитным газом, является одной из самых распространенных технологий получения качественных и надежных соединений деталей, изготовленных из такой стали.
Использование аргона при сварке нержавеющей стали позволяет получать сварные швы высокого качества
Прежде чем приступать к обучению этому процессу, следует познакомиться с характеристиками данного сплава, которые и делают его трудносвариваемым материалом.
Нержавеющая сталь является металлом, который успешно противостоит коррозионным процессам. Таким его делают легирующие добавки, основной из которых является хром (в отдельных марках нержавейки он может составлять до 20%). В различные виды такой стали могут также добавляться в качестве легирующих элементов титан, никель, молибден и др. Эти добавки, кроме антикоррозионных свойств, наделяют нержавейку и рядом других необходимых физико-механических характеристик.
Нержавеющая сталь, кроме исключительных антикоррозионных свойств, обладает поверхностью привлекательного внешнего вида. Именно поэтому ее часто даже не покрывают краской. Отсюда возникают дополнительные требования к качеству сварного шва: он должен быть не только надежным, но и аккуратным.
Выполнять сварочные работы с нержавейкой и получать соединения, удовлетворяющие самым строгим требованиям, может только специалист, обладающий не только необходимыми знаниями технологии, но и достаточным опытом работы в данной области. Это значит, что для обучения приемам сварки нержавеющей стали в среде аргона недостаточно просто посмотреть видео такого процесса – необходимо еще получить практические уроки.
В чем заключаются сложности сварки нержавеющей стали
Сложность сварки нержавейки объясняется свойствами данного металла, которые ему придают легирующие добавки. По сравнению с низкоуглеродистой сталью, нержавейка имеет более низкую теплопроводность (в два раза ниже), что является негативным фактором для сварочных работ. Высокая температура из-за низкой теплопроводности металла будет концентрироваться в месте выполнения соединения и недостаточно активно отводиться от него.
Дисплей сварочного полуавтомата с цифровой индикацией рабочего тока и напряжения
Еще одной характеристикой нержавеющей стали, которую обязательно следует учитывать при сварке, является повышенный коэффициент линейного расширения и, как следствие, значительная линейная усадка. Именно это свойство нержавейки приводит к тому, что детали из нее при выполнении сварочных работ подвергаются значительным деформациям, нередко приводящим к появлению трещин на их поверхности. Учитывая это, между соединяемыми заготовками следует оставлять больший зазор, который будет компенсировать деформационные процессы.
Нержавейка отличается повышенным электрическим сопротивлением, что очень негативно сказывается на сварке, если она выполняется электродом из высоколегированной стали. Такой электрод, который также имеет большое электрическое сопротивление, начинает сильно нагреваться. Это приводит к ухудшению качества формируемого сварного шва. Если вы соберетесь варить нержавейку такими электродами, следует использовать изделия минимальной длины.
Такой электрод, который также имеет большое электрическое сопротивление, начинает сильно нагреваться. Это приводит к ухудшению качества формируемого сварного шва. Если вы соберетесь варить нержавейку такими электродами, следует использовать изделия минимальной длины.
Трещина сварного шва – самый опасный дефект, приводящий к разрушению конструкции
Если при сварке нержавейки не соблюдать правильный термический режим, этот сплав может утратить свои антикоррозионные свойства.
Объясняется это следующим. При значительном нагреве (свыше 500 градусов) на границах кристаллических зерен металла начинают образовываться карбид хрома и железа. Так появляются очаги возникновения и дальнейшего распространения коррозии. Чтобы избежать этого негативного явления, которое носит название межкристаллитной коррозии, необходимо очень быстро охлаждать детали из нержавейки сразу после окончания сварочных работ. Однако указанный метод эффективен лишь в том случае, если вы варите нержавеющую сталь хромоникелевой группы.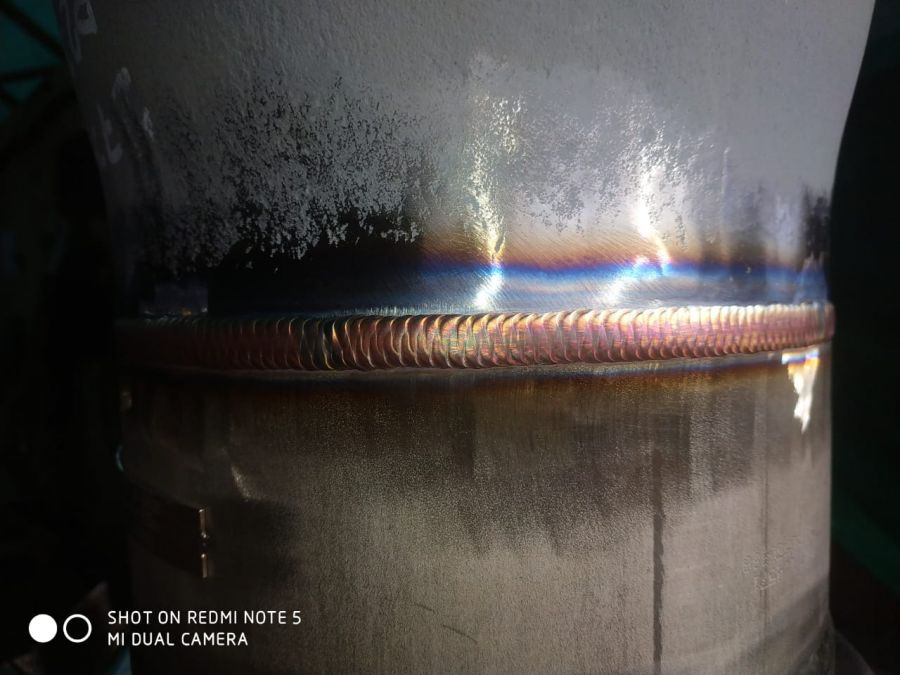
Как подготовить детали из нержавейки к сварке
Для того чтобы в результате аргонодуговой сварки изделий из нержавейки получить качественное и надежное соединение, необходимо правильно подготовить их поверхности. Такая обработка не сильно отличается от подготовки к сварке в среде аргона деталей из других металлов и заключается в следующем.
Труба из нержавейки, подготовленная к сварке с помощью шлифовальной насадки
- Кромки соединяемых заготовок необходимо зачистить до металлического блеска, для чего используется металлическая щетка или шлифовальная машинка.
- После зачистки кромки деталей обезжириваются при помощи ацетона или авиационного бензина, что необходимо сделать для обеспечения устойчивости дуги и повышения качества сварного шва.
- При подготовке соединяемых заготовок к сварке следует предусмотреть в них увеличенный зазор, который будет компенсировать деформационные процессы.
Очень важно при подготовке изделий из нержавейки к сварке, выполняемой в среде аргона, правильно подобрать присадочный материал.

Кроме диаметра присадочной проволоки, надо обращать внимание и на ее состав. Степень легирования такой проволоки должна превышать соответствующий показатель у металла, из которого изготовлены соединяемые заготовки.
Марки сварочной проволоки для нержавейки
Аргоновая сварка нержавейки при помощи электрода из вольфрама
Сварка нержавейки в защитной среде аргона используется преимущественно в тех случаях, когда соединить необходимо детали небольшой толщины. Данная технология позволяет получать качественные и надежные соединения с красивыми и аккуратными сварными швами.
В защитной среде аргона чаще всего выполняется сварка нержавеющих труб, используемых для транспортировки различных жидких и газообразных сред. Качество сварных швов, получаемых при использовании данной технологии, позволяет применять ее для соединения деталей трубопроводов, эксплуатируемых под высоким давлением.
Выполненное электросваркой в среде аргона соединение труб из нержавеющей стали
Аргонодуговая сварка, выполняемая неплавящимся вольфрамовым электродом, может производиться на переменном или постоянном токе прямой полярности. Основным рабочим органом при выполнении такой сварки является горелка, в которой закреплен электрод и из сопла которой подается струя аргона. Сварной шов формируется за счет присадочной проволоки, подаваемой вручную в зону горения сварочной дуги. Все движения, совершаемые горелкой, также выполняются вручную.
Основным рабочим органом при выполнении такой сварки является горелка, в которой закреплен электрод и из сопла которой подается струя аргона. Сварной шов формируется за счет присадочной проволоки, подаваемой вручную в зону горения сварочной дуги. Все движения, совершаемые горелкой, также выполняются вручную.
В отличие от обычной электродуговой технологии, при сварке, выполняемой в среде аргона, электродом и присадочной проволокой не совершают поперечных движений – их перемещают только вдоль оси формируемого шва.
Делается это для того, чтобы не вывести сварочную ванну из зоны действия аргоновой защиты (это негативно скажется на качестве соединения). Необходимо также позаботиться и о защите от окружающего воздуха обратной стороны шва, которая также обдувается аргоном. Конечно, расход газа от этого увеличивается, но качество всех участков сварного шва будет высоким.
Положение горелки при сварке ТИГ
Чтобы не загрязнить поверхности соединяемых заготовок и не оплавить конец вольфрамового электрода, им нельзя прикасаться к основному металлу даже в процессе розжига дуги. Именно поэтому технология сварки в среде аргона с применением вольфрамового электрода предполагает использование для розжига дуги специальной пластины, изготовленной из графита или угля. Только после зажигания на такой пластине сварочную дугу аккуратно переводят на нержавейку. Хорошо демонстрирует этот процесс, выполнению которого обязательно следует научиться начинающему специалисту, обучающее видео.
Именно поэтому технология сварки в среде аргона с применением вольфрамового электрода предполагает использование для розжига дуги специальной пластины, изготовленной из графита или угля. Только после зажигания на такой пластине сварочную дугу аккуратно переводят на нержавейку. Хорошо демонстрирует этот процесс, выполнению которого обязательно следует научиться начинающему специалисту, обучающее видео.
Чтобы исключить окисление нагретого электрода и только что сформированного шва, подачу аргона следует отключать не сразу после окончания сварки, а через 10–15 секунд. На расходе газа это скажется незначительно, но этим вы увеличите срок службы электрода и улучшите качество сварного шва.
Сварка с помощью полуавтомата
Сварка полуавтоматом, производимая в среде аргона, позволяет значительно увеличить производительность работ. Такую технологию можно использовать для соединения деталей из нержавейки даже значительной толщины. Наряду с высокой производительностью, технология сварки полуавтоматом в среде аргона позволяет получать соединения, отличающиеся высоким качеством, надежностью, привлекательным внешним видом.
Такую технологию можно использовать для соединения деталей из нержавейки даже значительной толщины. Наряду с высокой производительностью, технология сварки полуавтоматом в среде аргона позволяет получать соединения, отличающиеся высоким качеством, надежностью, привлекательным внешним видом.
Режим сварки фланца с трубой: горелка на 11 часов, направление вращения по стрелке
Существует несколько нюансов сварки нержавейки полуавтоматом, которые обязательно следует учитывать в работе. Сварочная проволока для повышения качества формируемого соединения должна обязательно содержать в своем составе никель. Если необходимо варить детали большой толщины, то в состав защитного газа, кроме аргона, добавляют углекислый газ, который обеспечивает лучшую смачиваемость краев шва.
Сварка нержавейки полуавтоматом в защитной среде аргона может выполняться по нескольким технологиям – с использованием:
- короткой дуги;
- струйного переноса;
- импульсного режима.

Наиболее контролируемой является технология с использованием импульсного режима. В данном случае сварочная проволока подается в зону действия дуги короткими импульсами. Это позволяет минимизировать разбрызгивание расплавленного металла, уменьшить зону термического воздействия на основной металл, снизить расход дорогостоящей сварочной проволоки. Обработка готового шва и прилегающей к нему поверхности при использовании данной технологии занимает минимальное количество времени, так как брызги металла на них практически отсутствуют.
При помощи струйного переноса можно варить детали большой толщины, а короткая дуга больше подходит для соединения тонких изделий. Лучше познакомиться с особенностями перечисленных технологий позволяют видео.
Аргонодуговая сварка нержавейки: технологии и основные правила
Неразъемное соединение нержавеющих деталей чаще всего осуществляют с применением недорогой, однако эффективной технологии сварки в аргоновой среде. Этот инертный газ позволяет обеспечивать низкий уровень разбрызгивания и создавать фактически идеальную атмосферу сварочного процесса. При этом необходимо учитывать, что на готовых изделиях из нержавейки проблематично зачистить места соединения. А применение метода TIG дает возможность получать швы с высоким качеством поверхности.
1 / 1
Грамотно осуществляемая аргонодуговая сварка нержавейки позволяет предусмотреть все негативные нюансы процесса сваривания изделий из высоколегированной стали:
-
операция неразъемного соединения деталей из нержавеющих сплавов осуществляется при низком токе, это дает возможность максимально исключить вероятность их перегрева;
-
создание среды инертного газа позволяет обеспечить быстрое охлаждение свариваемых заготовок.

Сфера применения
Изделия из нержавеющих сплавов отличаются высокой антикоррозионной устойчивостью. В связи с этим они применяются во многих областях, где требуется строгое соблюдение санитарных норм. Технология аргонодуговой сварки занимает главенствующие позиции при неразъемном соединении труб и тонких листовых деталей. Метод TIG используют для соединения деталей не только из нержавейки, но и при сваривании их с заготовками из латунных, бронзовых, алюминиевых, титановых, никелевых, медных сплавов. Данная технология пользуется большим спросом во многих производственных сферах. Это касается:
Преимущества данного метода
Технология ТИГ-сварки гарантирует массу признанных достоинств перед способом MIG, MMA и MAG:
-
позволяет зрительно контролировать сварочный процесс и рабочую дугу
-
предоставляет возможность получать высококачественные швы;
-
практически исключается разбрызгивание металла в ходе выполнения операции сварки;
-
сваривание деталей можно осуществлять в любом пространственном положении;
-
обеспечивается равномерный проплав шва по глубине, за счет проведения процесса сварки в среде инертного газа позволяет исключить воздействие на расплавленный металл воздуха, оказывающего негативное действие на место соединения деталей.

Несмотря на такое количество положительных факторов, TIG-сварка нержавейки имеет и один существенный минус. По сравнению с методами MMA и MIG на сваривание в аргоновой среде требуется значительно больше времени.
В связи с этим данная технология применяется в ситуациях, когда приоритет отдается получению изделия, сваренному на высоком качественном уровне, а время, затраченное на эту операцию, не играет основной роли.
Нужно понимать, что аргонодуговая сварка нержавеющих полуфабрикатов характеризуется рядом сложностей, требующих от сварщика определенных практических навыков.
Особенности сварочного процесса
Планируя сварку изделий из нержавеющих сплавов аргоном, стоит особо следить за положением горелки. Ее нужно держать так, чтобы во время процесса сваривания ось горелки имела наклон к плоскости соединяемых заготовок в 75…800. А мундштук должен быть наклонен в обратную сторону по отношению к направлению сварки.
Осуществляя сварочную операцию, требуется исключить различные колебания электрода. Потому что это может спровоцировать нарушение защитной «оболочки» сварки, создавая условия нежелательного окисления металла в шве.
Выполняя операцию сварки, необходимо присадочную проволоку располагать с наклоном в 900 к оси горелки. К тому же их наклон к горизонтальной плоскости соединяемых полуфабрикатов должен составлять 15-200.
Наибольшей эффективности можно достичь, если присадочный стержень расположить непосредственно над соединяемыми полуфабрикатами. Это даст возможность минимизировать перенос в зону сварки капель с присадочного металла.
Вольфрамовый электрод требуется перемещать перед дугой, обеспечивая равномерное его введение в свариваемое пространство. Рекомендуется исключить при создании неразъемного соединения по методу ТИГ поперечное перемещение присадочного стержня. Это не позволит спокойно подавать из горелки струю защитного газа, создавая предпосылки поступления воздуха в район сваривания.
По завершению сварочного процесса рекомендуется производить резкое отключение подачи аргона. Задержка на 10…15 секунд прекращения поступления защитного газа, позволит снизить расход вольфрамового присадочного прутка. В результате такого действия нагретый электрод будет менее интенсивно окисляться, значительно увеличивая срок его службы.
Качественные и прочностные параметры сваренного шва позволят обеспечить лишь строгое выдерживание определенных нюансов осуществления процесса сварки ТИГ.
Придать сваренному изделию из нержавейки законченный товарный вид дадут возможность лишь проведенные дополнительные работы. На поверхности соединительного шва в ходе выполнения операции образуется оксидная пленка. Она становится причиной уменьшения показателя коррозионной устойчивости металла. Для повышения этого параметра требуется осуществлять обработку готового изделия из нержавеющих сплавов.
Необходимое оборудование
Качественная сварка нержавейки аргоном осуществляется с помощью современных аргонодуговых установок. В нашем каталоге можно подобрать требуемую модель с учетом специфических особенностей использования и финансовых возможностей. У нас можно купить:
В нашем каталоге можно подобрать требуемую модель с учетом специфических особенностей использования и финансовых возможностей. У нас можно купить:
-
КЕДР TIG-200PN DC. Несмотря на доступную цену, предлагаемая установка аргонодуговой сварки является представителем прогрессивного сварочного оборудования. Сварочный процесс TIG можно осуществлять как в линейном, так и импульсном режиме. При этом есть возможность легко задавать баланс импульса и настройку частоты.
-
КЕДР UltraTIG-200P AC/DC. За счет хорошей универсальности станет незаменимой в любой ремонтной бригаде либо мастерской. С помощью данной модели можно осуществлять качественное неразъемное соединение деталей из нержавеющих сплавов, из-за возможности гарантировать постоянную глубину проплавления. При этом обеспечивается красивый внешний вид и стабильные геометрические параметры.
-
КЕДР MultiTIG-2000P DC. Отличается широким функционалом, небольшим весом и компактностью.
 Позволяет сваривать высокоответственные конструкции не только из нержавейки, но и из высоко- и низколегированных сплавов, алюминия. Сварщику предоставляется возможность в виде отдельной высокоточной регулировки любого параметра сварочного процесса в режиме ТИГ.
Позволяет сваривать высокоответственные конструкции не только из нержавейки, но и из высоко- и низколегированных сплавов, алюминия. Сварщику предоставляется возможность в виде отдельной высокоточной регулировки любого параметра сварочного процесса в режиме ТИГ.
Читайте также
Сварка стали
Виды зажимов для сварочных работ
Выбор и расчет режима сварки
Аргонодуговая сварка: принцип, технология, применение и особенности
Цвет сварочного шва на нержавейке – Аргонодуговая сварка — TIG
#1 ALEX74
Отправлено 02 November 2011 21:35
Привет коллеги у меня такой вопрос видел ролики yotube по сварке нержавейки аргоном так там шов после сварки полу4ается светло соломенного цвета в чем секрет подскажите?
- Наверх
- Вставить ник
#2 Evgen
Отправлено 02 November 2011 21:58
Использование линзы/количество защитного газа, отсутствие сквозняков, качественная подготовка свариваемых деталей/присадки. качетсво защитного газа, отсутствие перегрева
качетсво защитного газа, отсутствие перегрева
- Наверх
- Вставить ник
#3 swamp
Отправлено 02 November 2011 22:00
забыл добавить какая сама нержа
- Наверх
- Вставить ник
#4 bulweld
Отправлено 02 November 2011 22:10
Просто нужно найти оптимальный ток т.е. наиболее подходящие силы тока, которая обеспечит качества сварки и желаемого светло-соломенного цвета! Это секрет!
- Наверх
- Вставить ник
#5 ALEX74
Отправлено 02 November 2011 22:41
Использование линзы/количество защитного газа, отсутствие сквозняков, качественная подготовка свариваемых деталей/присадки.
качетсво защитного газа, отсутствие перегрева
ну я вроде как все эти требования соблюдаю и линза у меня стоит и газ хороший и кромки я зачищаю но шов получается темный
- Наверх
- Вставить ник
#6 bulweld
Отправлено 02 November 2011 22:50
Относится к все типы нержавеющей стали!…..но буду дополнять, что качество шва может быть достигнута без газовы линзы и без дополнительного материала, не стоит забывать, что нержавеющая сталь можно сваривать без присадки, гораздо лучше, чем всех других металлов!
См. также это видео:
- Наверх
- Вставить ник
#7 ALEX74
Отправлено 02 November 2011 23:08
Просто нужно найти оптимальный ток т.
е. наиболее подходящие силы тока, которая обеспечит качества сварки и желаемого светло-соломенного цвета! Это секрет!
я варю током 65 ампер материал нержавеющая труба толщина стенки 2мм
- Наверх
- Вставить ник
#8 Evgen
Отправлено 02 November 2011 23:11
bulweld, Линза скорее. как “допнаворот”
ALEX74, Самое первое поробовать увеличить расход защитного газа, исключить сквозняки, в т.ч. и от вентвытяжки, исключить подсос по всему тракту. Не перегревать при сварке.
- Наверх
- Вставить ник
#9 bulweld
Отправлено 02 November 2011 23:32
.
.. но шов получается темный
Если шов получается темным, то это означает, что он перегрелся! Уменьшить текущий ток или увеличить скорость сварки ,может также использовать совета Evgen -увеличить защитный газ, но следует иметь в виду, что чрезмерное увеличение газа также может быть вредным!
- Наверх
- Вставить ник
#10 ALEX74
Отправлено 02 November 2011 23:45
Если шов получается темным, то это означает, что он перегрелся! Уменьшить текущий ток или увеличить скорость сварки ,может также использовать совета Evgen -увеличить защитный газ, но следует иметь в виду, что чрезмерное увеличение газа также может быть вредным!
ну я ставлю в диапазоне 6-8 л мин на манометре хотя эти показания могут быть неточными эх зря не взял редуктор с расходомером
- Наверх
- Вставить ник
#11 bulweld
Отправлено 02 November 2011 23:49
ну я ставлю в диапазоне 6-8 л мин на манометре хотя эти показания могут быть неточными эх зря не взял редуктор с расходомером
Прикрепленные изображения
- Наверх
- Вставить ник
холодная, контактная, tig, mma, mig mag
Обработка нержавейки после проведения сварочных работ
При сварке нержавейки полуавтоматом в режиме МИГ/МАГ образуется пористый слой окиси на поверхности заготовки. При этом хром, который содержится в металле, ослабляет свойства стали, подвергая ее коррозии. Для устранения этих дефектов нужно выполнять тщательную подготовку и обработку изделий после завершения сварочного процесса.
При этом хром, который содержится в металле, ослабляет свойства стали, подвергая ее коррозии. Для устранения этих дефектов нужно выполнять тщательную подготовку и обработку изделий после завершения сварочного процесса.
Перед началом работ необходимо:
- очистить рабочую поверхность заготовки от следов масла, ржавчины и т.д.;
- обезжирить поверхность изделия с помощью ацетона или растворителя.
В конце сварочного цикла следует проверить внешний вид шва, и при необходимости выполнить очистку и шлифовку.
MIG/MAG
Схема mig/mag технологии
Вопрос о том, что такое MIG/MAG сварка не должен вводить в заблуждение, несмотря на непривычное обозначение.
Английское сокращение MIG/MAG (МИГ/МАГ) скрывает под собой хорошо знакомую полуавтоматическую сварку электродной проволокой в среде защитного газа.
Вместо стержня в качестве электрода выступает тонкая проволока, которая полуавтоматом подается в зону образования сварочного шва. Это компенсирует процесс расплавления и упрощает задачу исполнителя.
Это компенсирует процесс расплавления и упрощает задачу исполнителя.
Проволока небольшого диаметра (от 0,8 до 3,0 мм) позволяет получить компактные размеры соединения в несколько миллиметров.
Принципиально MIG от MAG отличается типом защитного газа, который необходим для изоляции от окружающей среды с её высоким содержанием кислорода в воздухе. Окислительные процессы негативно сказываются на структуре путем образования межкристаллитной ржавчины. МИГ сварка предполагает использование инертного газа, которые сам не вступает ни в какие химические реакции, но благодаря сравнительно большому весу стремиться вниз, вытесняя воздух. Образуется локальный микроклимат, который показывает хорошие результаты.
MAG сварка же предполагает взаимодействие между естественной и создаваемой средой, сопровождающееся связыванием кислорода.
Скорость сварки и потока защитного газа
Дуговая сварка в среде защитных газов должна выполняться правильно в соответствии с основными принципами
Особое внимание стоит обращать на показатели скорости сварочного процесса, под ними подразумевается скорость, с которой электрическая дуга проходит вдоль места сварки. Она контролируется сварщиком
Она контролируется сварщиком
Скорость движения сварочной горелки должна осуществляться только под строгим контролем специалиста, она должна соответствовать скорости подачи присадочной проволоки и напряжению электрической арки. Проволоку и арку требуется выбирать в зависимости от толщины свариваемого металла и формы сварного соединения.
При проведении электродуговой сварки в среде защитных газов важно добиться правильной скорости. Слишком высокие ее показатели могут привести к чрезмерному разбрызгиванию расплавленного металла
Защитная газовая смесь может попасть в состав быстрозастывающего расплавленного металла и приводит к появлению пор. Медленная скорость сварочного процесса может привести к чрезмерному проникновению дуги в свариваемую металлическую основу.
Важно! Скорость сварки оказывает влияние на качество и форму сварного шва. Многие опытные специалисты определяют, с какой скоростью необходимо двигать горелку при сварочном процессе в зависимости от толщины и ширины шва
На качество ручной дуговой сварки в среде защитных газов оказывает влияние скорость потока защитного газа. Этот показатель должен строго соответствовать скорости подачи проволоки. Слишком медленный поток не сможет обеспечить полноценную защиту от окисления, а чрезмерно высокая подача защитной газовой смеси в результате создаст завихрения, которые могут помещать полноценной защите.
Этот показатель должен строго соответствовать скорости подачи проволоки. Слишком медленный поток не сможет обеспечить полноценную защиту от окисления, а чрезмерно высокая подача защитной газовой смеси в результате создаст завихрения, которые могут помещать полноценной защите.
Всевозможные отклонения в скорости подачи защитного газа вызывают образование пор в структуре шва. По этой причине обязательно нужно создать ровный поток воздуха, без завихрений. На это может оказывать влияние наличие застывших брызг на области насадки.
Какие металлы варят аргоном?
Принцип работы аргонодуговой сварки обуславливает широкий спектр ее применения. Имеется ввиду не только сфера использования, но и обрабатываемые материалы. С ее помощью можно соединять чугун, сталь (включая нержавеющую), титан, алюминий, а также другие черные и цветные металлы.
Работаем с алюминием
Без аргона соединить две алюминиевые заготовки не то что проблематично, а практически невозможно. Распространенный в быту и производственной сфере металл – один из наиболее сложных в этом плане. Трудности обусловлены свойствами алюминия. при малейшем контакте с кислородом на его поверхности моментально образуется защитная пленка, представляющая собой оксид алюминия.
Трудности обусловлены свойствами алюминия. при малейшем контакте с кислородом на его поверхности моментально образуется защитная пленка, представляющая собой оксид алюминия.
Сама по себе она не проблема. Дело в другом: температура плавления оксида намного выше по сравнению с алюминием. Инертный газ тяжелее воздуха и направляясь в рабочую зону, он вытесняет оттуда кислород, препятствуя окислению металла и образованию защитной пленки. При таких условиях сам алюминий и присадочная проволока плавятся при подходящей температуре, а сварочный шов получается достаточно прочным и внешне приятным.
Подразумевается использование переменного тока. Обратная полярность заметно повышает температуру плавления за счет катодной очистки оксида металла. И наоборот. Прямая полярность дает возможность сформировать короткую и стабильную дугу. Тем не менее мощности недостаточно, чтобы разрушить оксидную пленку. Вывод: необходима обратная полярность, поскольку в этом случае повышается качество сварного шва.
Не исключено использование постоянного тока при сваривании алюминиевых заготовок. Но в таком случае необходим другой инертный газ – гелий. А он намного дороже гелия и расходуется куда активнее. Помимо этого, работать постоянным током очень сложно с точки зрения техники исполнения.
При любых технологиях сваривания алюминиевых деталей предварительная обработка поверхности очень важна. Ею нельзя пренебрегать, независимо от уровня мастерства сварщика. Очистка проводится в следующем порядке:
- растворителем обезжириваются предназначенные для сваривания части заготовок;
- механическим или химическим путем удаляется оксидная пленка;
- очищенной поверхности дают возможность высохнуть.
Варим медь
Высокая устойчивость к агрессивной среде и коррозии отличает медь от других цветных металлов с точки зрения химической активности. При работе с ней опытный сварщики используют не чистый аргон, а его смесь с гелием (добавляется в меньших долях). Вольфрамовые электроды используются как плавящиеся, так и неплавящиеся. Ток выбирается постоянный.
Ток выбирается постоянный.
Когда необходимо варить заготовки толщиной от 4 мм и больше, то требуется их предварительный разогрев до температуры 800 градусов Цельсия. Присадочная проволока может быть из чистой меди или медно-никелевого сплава. Нередко она заменяется аналогичного состава прутками. Дуга при работе образуется устойчивая и стабильная.
Из-за высокой теплопроводности свариваемые кромки нужно в обязательном порядке разделывать. Если толщина заготовок не превышает 12 мм, то достаточно разделать одну из двух кромок. При большей толщине желательно обработать обе стороны.
Выбор подходящего аппарата
Нержавейка – это высоколегированная сталь, содержащая в себе много хрома, титана, никеля и молибдена. Металлы предохраняют от коррозии и улучшают общие характеристики изделий. Сваривать материал сложно по причине низкой теплопроводности. Нужно применять пониженное напряжение и ток обратной полярности.
Для домашнего пользования годится любая марка инвертора. Умельцы часто собирают модели, не уступающие заводским аналогам.
Умельцы часто собирают модели, не уступающие заводским аналогам.
Для сварки нержавеющей стали необходимо устройство с функциями:
- «Форсаж», снижающий напряжение дуги и увеличивающий ток;
- ПВ – длительность работы в непрерывном режиме.
Кабель выбирают длиной до 6 м. Электропроводка больших размеров сильно нагревается. При внезапных скачках в сети работоспособность устройства должна сохраняться. Лучше взять инвертор, который работает при пониженных температурах.
Расшифровка аббревиатур
ММА (РДС)
MMA (Manual Metal Arc)-ручная дуговая сварка штучными (покрытыми) электродами с помощью инвертора или трансформатора. Техническая литература советских времен оперировала обозначением РДС. Процесс сварки происходит за счет плавления металлического стержня – электрода, покрытого специальной обмазкой, которые имеют свою классификацию. Основное ее предназначение заключается в защите сварочной ванны от воздуха, предотвращая окисление металла. Расплавленный стержень образует сварочный шов, а использованное покрытие остается в виде шлака.
Процесс сварки происходит за счет плавления металлического стержня – электрода, покрытого специальной обмазкой, которые имеют свою классификацию. Основное ее предназначение заключается в защите сварочной ванны от воздуха, предотвращая окисление металла. Расплавленный стержень образует сварочный шов, а использованное покрытие остается в виде шлака.
Сварка покрытым электродом
РДС возможна как на постоянном, так и на переменном токе. При постоянном токе возможны два варианта подключения зажима массы и держателя электрода, поэтому существует сварка на прямой и обратной полярности. Переменный ток такой особенностью не обладает – как подключать электрод в данном случае не имеет значения. Приведенный рейтинг надежности сварочных инверторов поможет подобрать аппарат, который прослужит долгие годы.
Поскольку метод ММА самый популярный ввиду его простоты и относительно недорого применяемого оборудования, с вопросом как научиться варить электросваркой самостоятельно стоит ознакомиться непременно.
TIG(WIG) или РАДС
TIG (Tungsten Inert Gas) – технология дуговой сварки в среде инертного газа неплавящимся электродом. Вольфрам – (англ.Tungsten) очень тугоплавкий металл с температурой плавления около 3500 С, поэтому он является основой для производства подобного рода электродов. Иногда можно встретить иные вариации этого способа:
- WIG(Wolfram Inert Gas) – название образовано от немецкого написания;
- GTA (Gas Tungsten Arc) – в данной аббревиатуре опущено химическое взаимодействие защитного газа.
Т.к. электрод является неплавящимся, процесс аргонной сварки происходит по другому сценарию:
- электрическая дуга возбуждается между концом электрода и свариваемым металлом;
- заполнение сварочного шва происходит путем подачи в сварочную зону специального присадочного материала – прутка;
- сварочная ванна защищается газовым облаком.
Процесс сварки по методу TIG
Защитным инертным газом, т.е. газом, молекулы которого химически не взаимодействуют в процессе сварки с основным и присадочным материалом, в данном случае выступает аргон. Именно поэтому за ним закрепилось название “ручная аргонно-дуговая сварка” или РАДС.
Именно поэтому за ним закрепилось название “ручная аргонно-дуговая сварка” или РАДС.
Аргон может использоваться при сварке плавящимся электродов – MIG метод, речь о котором пойдет ниже.
В технических характеристиках сварочного оборудования помимо обозначения TIG всегда дополняется упоминанием рода сварочного тока DC (Direct Current) – постоянный ток или AC/DC (Alternating Current/Direct Current) – переменный/постоянный ток
В данном случае это очень важно. К примеру, сварка алюминия аргоном производится на переменном токе
MIG / MAG
MIG/MAG (Metal Inert/Active Gas) – метод дуговой сварки в защитной среде инертного/активного газа с помощью плавящегося электрода в виде стальной или иной проволоки в зависимости от типа соединяемого металла.
Схематичное изображение mig/mag-метода
Под МИГ или МАГ сваркой обычно подразумевают полуавтоматическую. Основной задачей данного способа была идея создания “бесконечного электрода”, чтобы тем самым добиться значительной производительности сварочных работ. Ведь при РДС методе приходится часто менять электрод по мере его расходования, что в некоторых случаях является крайне не удобным. Как и при ТИГ сварке здесь применяются защитные газы.
Ведь при РДС методе приходится часто менять электрод по мере его расходования, что в некоторых случаях является крайне не удобным. Как и при ТИГ сварке здесь применяются защитные газы.
В роли инертного обычно выступает аргон и его смеси, который подходит, к примеру, для сварки алюминия и его сплавов полуавтоматом. Активным газом, т. е. взаимодействующим в процессе со свариваемым металлом, как правило является углекислый газ( углекислота). Вы можете услышать от сварщика словосочетание “сварка полуавтоматом в среде углекислого газа“, подразумевающий способ MAG(МАГ).
Данный способ наиболее распространен ввиду повышенной производительности по сравнению с MMA, и дающий лучший результат в качестве сварного шва.Определиться с выбором сварочного аппарата поможет рейтинг бытовых полуавтоматов на основе отзывов опытных сварщиков.
Надеемся, что данная статья поможет разобраться в классификации основных методов сварки, а также будет полезной при выборе оборудования и материалов с английскими аббревиатурами.
Подготовка материалов перед сваркой нержавеющей стали аргоном
Предварительная подготовка нержавейки является залогом успешного результата. Данный этап является практически основным. Что нужно сделать:
- Изначально стоит обработать места, которые будут свариваться между собой – края затереть абразивным материалом. Чаще всего используется именно наждачная бумага.
- Следующим этапом станет обезжиривание ранее зачищенных участков – протереть края ацетоном или другим растворителем.
- При сваривании тонкого метала нужно совершить предварительный прогрев. Горелкой стоит разогреть нержавейку до 200-300 °С. Это поможет избежать напряжения деталей и предотвратит появление трещин.
- В последнюю очередь стоит определиться с выставлением зазоров.
Такая подготовка проводится непосредственно перед началом сварочных работ. Нельзя зачистить и обезжирить нержавеющую сталь за сутки до проведения манипуляций. Выполняя каждый пункт, можно уберечь металл от деформации, повреждений и продлить время эксплуатации шва.
Настраивание аппаратуры
Для проведения манипуляций такого плана, важно правильно произвести подготовку аппарата. Нижеприведенный пример актуален для соединения пластинок высотой 1 мм:
- Выставить постоянный ток прямой полярности.
- Сила тока должна составлять 30-50 А.
- Напряжения меньше 28 В.
- Скорость 12 см за 1 минуту.
- Расход газа 4 л.
Подача присадки
Устройство подачи присадки находится внутри корпуса инвертора. Привод подает проволоку равномерно без зажевывания, она не проскальзывает и не растягивается. В аппарат можно заправлять катушку весом 15 кг вместе с присадочной проволокой, диаметр которой варьируется от 0,8 до 1,2 мм.
В комплект поставки универсального сварочного аппарата входят:
- источник питания инверторного типа;
- MIG/MAG горелка с 3 м кабелем;
- TIG горелка с 4 м кабелем;
- сетевой кабель;
- шланг, чтобы подавать защитный газ;
- держак с кабелем для ручной работы MMA;
- кабель для подключения «массы» (на нем предусмотрен зажим).

Масса аппарата с функциями MIG, MAG, TIG и MMA составляет 32 кг, имеются колеса для транспортировки. На передней панели отражается вся информация о состоянии прибора в текущий момент.
Расположены разъемы для быстрого разъединения кабелей. Пин разъем обеспечивает подключение SPOOL GUN горелок, что дает возможность использования почти любых видов сварочной проволоки. Это позволяет в свою очередь позволяет сильно расширить перечень свариваемых металлов и их сплавов.
Предусмотрена защита от перегрева и перегрузок.
Такой подбор функций аппарата позволяет ему быть универсальным устройством, что обеспечивает выполнение практически всех видов сварочных работ без приобретения дополнительного оборудования.
Холодная
Данный метод характерен тем, что не требует нагрева деталей и применения специального оборудования. В качестве скрепляющего материала используется двухкомпонентный клей. Состав сохраняет прочность и целостность после застывания. Место сварки не боится влаги, поэтому технология применяется при заделывании течи в емкостях.
В качестве скрепляющего материала используется двухкомпонентный клей. Состав сохраняет прочность и целостность после застывания. Место сварки не боится влаги, поэтому технология применяется при заделывании течи в емкостях.
Алгоритм работ достаточно прост. Необходимо зачистить и обезжирить поверхности, а затем нанести царапины. Клей отрезается в необходимом количестве. Состав следует размять в руке, слегка разогрев его и перемешав компоненты. После застывания шов можно обрабатывать.
Важная особенность такого способа заключается в том, что клеем можно заделывать отверстия, однако шов не способен выдерживать сильные нагрузки. Не рекомендуется использовать холодную сварку, как способ соединения деталей. Популярность таких работ обусловлена малыми затратами и относительной простотой их проведения.
Угол наклона горелки
Величина угла наклона сварочной горелки относительно продольного направления сварного шва зависит от пространственного положения при сварке. Приблизительно считается, что этот угол не должен превышать 15° относительно перпендикуляра к сварному шву. На этом же рисунке проиллюстрирована разница в положении горелки при сварке углом вперед и углом назад. При сварке углом назад, сварочная горелка наклонена в направлении хвостовой части сварочной ванны. Большая часть тепла при этом вкладывается в расплавленную ванну, при этом глубина проплавления увеличивается. Сварка углов вперед является более часто используемой и среди прочего применяется для сварки тонкостенных деталей и изделий из алюминия.
На этом же рисунке проиллюстрирована разница в положении горелки при сварке углом вперед и углом назад. При сварке углом назад, сварочная горелка наклонена в направлении хвостовой части сварочной ванны. Большая часть тепла при этом вкладывается в расплавленную ванну, при этом глубина проплавления увеличивается. Сварка углов вперед является более часто используемой и среди прочего применяется для сварки тонкостенных деталей и изделий из алюминия.
С другими металлами
При необходимости сопряжения нержавейки с различными инородными структурами обязательно учитываются особенности каждого из этих материалов, а также подбираются соответствующие режимы и тип электродов.
(нержавейки с алюминием или чёрными металлами, например) приводит к эффекту, в результате которого в зоне плавления присутствуют сразу два металла. Причём свойства этих компонентов передаются сварному шву неравномерно, так что в случае выгорания одного из них соединение получается недостаточно надёжным.
https://youtube. com/watch?v=i9Xa0YxhtIc
com/watch?v=i9Xa0YxhtIc
При сварке алюминия и нержавейки, как правило, применяют известный метод, предусматривающий использование неплавящихся электродов в среде аргона. Такое сваривание реализуется с помощью специальной горелки с закреплённым на ней рабочим стержнем из вольфрама и с подаваемым в зону горения защитным газом.
Этот вид сварочных операций относится к категории наиболее сложных и ответственных мероприятий и нуждается в самом современном оборудовании и высоком профессионализме сварщика.
При необходимости приваривания нержавейки к чёрному металлу (стали и её сплавам) также следует воспользоваться вольфрамовыми неплавящимися электродами и работать в защитной газовой среде (аргоне).
Ко всему сказанному следует добавить, что к перечню способов соединения нержавейки при желании можно добавить холодное сплавление под большим давлением и контактную сварку.
Подготовительные работы
Сваривать детали из нержавеющей стали можно как обычным инвертором, так и с помощью аргонно-дугового сварочного аппарата. Какой бы способ сварки ни выбрал мастер, в любом случае необходимо провести подготовительные работы.
Какой бы способ сварки ни выбрал мастер, в любом случае необходимо провести подготовительные работы.
- Первым делом заготовки следует очистить от пыли и грязи. Посторонние частицы на поверхности металла становятся причиной некачественного и неровного шва.
- Если работа ведется с заготовками, имеющими относительно небольшую толщину (до 1,5 мм), то кромки прижимаются друг к другу вплотную. Для этого рекомендуется воспользоваться струбцинами.
- При толщине металла более 4 мм приходится разделывать кромки. Обычно их обтачивают напильником или шлифовальной машиной под углом 45° градусов. Такая своеобразная канавка позволяет добиться проваривания по всей толщине. Чем больше толщина заготовки, тем больший угол следует создать на кромках.
- Если тонкие листы нержавейки скрепляются плотно, то массивные заготовки требуют зазора между кромками. Имеющимися приспособлениями выставляется зазор в 2 мм. Он должен оставаться постоянным в течение всего процесса.
- Когда толщина металла превышает 7 мм, требуется его предварительный прогрев.

Используемое оборудование
Источниками сварочного тока служат автономные генераторы, понижающие трансформаторы, а также появившиеся сравнительно недавно инверторные преобразователи ММА типа.
Сварочный генератор
Генератор для ММА сварки обычно представляет собой синхронную электрическую машину, приводимую двигателем внутреннего сгорания, дизельным или бензиновым. Конструктивно такой генератор очень близок к агрегатам, предназначенным для обеспечения резервного электропитания.
Отличие заключается в уровне выходного напряжения (у сварочных агрегатов оно обычно составляет 70 – 75 Вольт) и наличии выпрямительного блока, обеспечивающего сварку постоянным током.
Идентичность основных узлов сварочных и резервных генераторов обусловливает тот факт, что обычно такие машины конструируются как универсальные. При переключении уровня выходного напряжения и исключении выпрямительного блока, агрегат превращается в обычный генератор резервного питания.
При переключении уровня выходного напряжения и исключении выпрямительного блока, агрегат превращается в обычный генератор резервного питания.
Сварочный трансформатор
Это традиционный источник тока, применяемый в ММА сварке. Представляет собой обычный понижающий трансформатор, имеющий вторичное напряжение холостого хода от 50 до 80 Вольт. По конструкции бывают трехфазными, на напряжение 220/380 Вольт, либо однофазными, на 220 либо 380 Вольт.
Однофазные трансформаторы, как правило, используются для сварки переменным током и не содержат выпрямителей. Трехфазные преобразователи комплектуются диодными мостами и применяются для сварки ММА постоянным током.
Это объясняется тем, что однофазное переменное напряжение, после выпрямления представляет собой последовательность пульсаций с амплитудой от 0 до максимального напряжения, что вызывает неустойчивость горения дуги при сварке электродом для постоянного тока. Поэтому, однофазные выпрямители ММА требуют применения средств, сглаживающих пульсации, в виде мощных дросселей и объемных конденсаторов.
Трехфазные выпрямители ММА выдают напряжение, значительно более приближенное к постоянному, имеющее незначительные пульсации. Такие сварочные аппараты ММА в настоящее время имеют наиболее широкое применение на производственных предприятиях, обеспечивая высокое качество сварных соединений.
Сварочный инвертор
Без преувеличения можно сказать, что этот тип оборудования произвел революцию в сварочном деле. Принцип его работы заключается в следующем: входное напряжение (чаще всего однофазное, 220 Вольт) выпрямляется, затем поступает на инвертирующий генератор высокой (до 100 кГц) частоты, построенный на мощных IGBT – транзисторах.
После этого, переменное напряжение высокой частоты трансформируется до необходимого уровня и выпрямляется. В результате, на выходе аппарата ММА (или другого типа) формируется постоянное напряжение с наложенными на него высокочастотными пульсациями.
В результате, на выходе аппарата ММА (или другого типа) формируется постоянное напряжение с наложенными на него высокочастотными пульсациями.
Это свойство инверторного аппарата позволяет выполнять работу, используя различные типы электродов. С успехом могут применяться сварочные электроды, предназначенные для работы с постоянным током, а также предназначенные для переменного тока сварки mma.
Ну, а самое главное, что принесла инверторная технология – сварочный аппарат значительно уменьшился в размерах и по весу. Это стало возможным благодаря особенностям преобразования напряжения высокой частоты.
Дело в том, что трансформатор, понижающий напряжение частотой в десятки килогерц до необходимого уровня, на порядок меньше и легче работающего с частотой 50 Гц при той же мощности.
То же самое можно сказать о конденсаторах фильтров. В результате, вместо трансформатора, перемещение которого было возможно только с применением грузоподъемной техники, сварщик получил сварочный портативный инвертор mma, переносимый на плечевом ремне и выполняющий те же функции.
Сварочный источник питания
Сварочный источник питания обеспечивает сварочную дугу электрической энергией. В качестве источника питания при сварке ТИГ используются:
– сварочные трансформаторы – при сварке на переменном токе;
– сварочные выпрямители и генераторы – при сварке на постоянном токе;
– универсальные источники питания, обеспечивающие, как сварку переменным, так и постоянным током.
Источники питания для сварки ТИГ должны иметь крутопадающую внешнюю вольт-амперную характеристику (Источники питания для дуговой сварки). Такая характеристика обеспечивает постоянство заданного значения тока сварки при нарушениях длины дуги, например, из-за колебаний руки сварщика.
Сварочная горелка
Основным назначением горелки для дуговой сварки ТИГ является жесткое фиксирование вольфрамового электрода (W-электрода) в требуемом положении, подвода к нему электрического тока и равномерного распределения потока защитного газа вокруг сварочной ванны. Она состоит из корпуса (ручки) и головки покрытой изолирующим материалом. Обычно, в рукоятку горелки встроена кнопка управления для включения и выключения тока сварки и защитного газа. Некоторые современные горелки имеют кнопку управления током в процессе сварки. Цанга позволяет жестко закрепить W-электрод в горелке; для этого необходимо закрутить тыльный колпачок до отказа. Обычно, тыльный колпачок достаточно длинный, чтобы вместить в себя всю длину электрода, как это показано на рисунке. Но для работы в стесненных условиях горелки могут снабжаться и короткими колпачками.
Горелки для сварки ТИГ разработаны самых разных конструкций и размеров в зависимости от максимального требуемого тока, а также от условий ее применения. Размер горелки также влияет на то, как горелка будет нагреваться и охлаждаться при сварке. Конструкция некоторых горелок предполагает их охлаждение потоком защитного газа (это так называемые, горелки воздушного охлаждения). Горелки также отводят тепло в окружающее пространство. Имеются также горелки с водяным охлаждением. Они, обычно, предназначаются для использования на повышенных токах сварки. Горелки ТИГ с водяным охлаждением, как правило, имеют меньшие размеры, чем горелки воздушного охлаждения для тех же токов сварки.
Газовое сопло. Функцией газового сопла является направлять защитный газ в зону сварки с тем, чтобы он замещал окружающий воздух. Газовое сопло крепится к горелке ТИГ на резьбе, что, в случае необходимости, облегчает его замену. Они обычно изготавливаются из керамического материала для того, чтобы противостоять интенсивному нагреву.
Газовые линзы. Другим типом сопел являются сопла со встроенными газовыми линзами, в которых поток газа проходит через металлическую решетку, что придает ему большую ламинарность, обеспечивающую более надежную защиту, так как такой поток более устойчив к воздействиям поперечных воздушных потоков и действует на большее расстояние. Преимуществом сопла, обеспечивающего ламинарный поток газа, заключается в том, что можно устанавливать больший вылет электрода, что дает сварщику лучший обзор сварочной ванны. Газовые линзы также снижают расход газа.
Обычное сопло (слева) и сопло с газовой линзой (справа)
Форма потока защитного газа от обычного сопла
Форма потока защитного газа от сопла с газовой линзой
Движение сварочной горелкой во время сварки
- Прямой шов, без каких-либо движений в сторону можно применять на металлах, имеющих практически любую толщину, но здесь нужен определённый опыт, чтобы удостовериться, что сварочная дуга равномерно действует на оба свариваемых металла.
- При сварке металлических деталей, имеющих толщину меньше 1мм, лучше использовать электродную проволоку меньшего диаметра, уменьшить параметры силы тока, а также скорость подачи проволоки. Нужно варить короткими импульсами, делая перерыв между ними в пределах 1 секунды, чтобы металл успевал охладиться. Короткий перерыв нужен, чтобы следующий сегмент сливался с предыдущим и получался монолитный герметичный шов.

- При сварке длинного сегмента, во избежание перегрева металла и тепловой деформации, можно сваривать небольшими сегментами или точками с интервалами, поочерёдно, то с одного, то с другого конца свариваемого отрезка. Таким образом, можно проварить весь сегмент, без получения тепловой деформации листового металла.
Виды сварки
С помощью mig mag и mma сварки происходит прочное соединение металлических конструкций, отдельных деталей посредством расплавления кромок и образования единого целого. В результате сварки образуется прочный шов, обладающий высокой прочностью, даже при колебательных нагрузках. Что такое TIG и MMA, а также расшифровку аббревиатур MIG и MAG вы узнаете из следующих разделов.
Ручной вариант сварки
MMA сварка что это такое, аббревиатура переводится дословно — дуговая сварка вручную, при этом используется электрод с напыленным или обмазанным флюсом. В качестве источника тока применяют трансформатор или инвертор. При расплавлении покрытие стержня становится жидким и защищает расплавленный металл от окисления воздухом.
После окончания процесса сварки шлак покрывает шовное соединение прочным слоем, который удаляется сварщиком, чтобы визуально проверить качество соединения. Аналогичная сварка производится при подключении постоянного или переменного тока, причем первый вариант использует прямую и обратную полярность. ММА — это наиболее распространенная сварка на любом производстве.
MIG/MAG
Что это такое MIG сварка — полуавтоматический процесс соединения металлов при подаче присадочной проволоки, а защиту выполняет инертный газ. Различие аббревиатур МИГ/МАГ происходит из-за написания на английском или немецком языке. Исполнитель ведет горелку по месту соединения конструкции или заготовок, а тонкая проволока, расплавляясь, образует идеальный по ширине шов.
MIG сварка — это процесс, построенный на использовании инертного газа, который тяжелее воздуха и обволакивает сварочную ванну, препятствуя окислению расплавленного металла. MAG — использует агрессивные газы, в состав которых входят молекулы кислорода, сварка металлов происходит при соединении создаваемой и естественной среды.
Преимущества метода
Основные достоинства этих прогрессивных методов соединения металлов:
- Простата технологии сварки, доступная начинающим сварщикам.
- Высокое качество шовного соединения и аналогичная производительность, т. к. нет затрат времени на смену электродов.
- Сварка производится во всех пространственных положениях, при низком тепловом вложении, что подходит для соединения тонколистового металла.
- Не надо производить последующую обработку шва.
- Длинные швы выполняются без остановки и повторной активации дуги, что намного упрощает весь процесс.
Именно из-за таких преимуществ МИГ/МАГ применяется на автоматических линиях сборки автомобилей, где используются роботы для сварочных работ.
Выпрямитель или инвертор?
Опытные сварщики для каждодневной работы выбирают инвертор, потому что дополнительные режимы и встроенные функции упрощают технологию, особенно это актуально при соединении деталей и конструкций из алюминия, нержавеющей стали и сложных тугоплавких сплавов. Имеет значение и вес аппарата, возможность подключения к любой электрической сети. Трансформатор отличается исключительной надежностью в работе и низкой стоимостью, но потребляет гораздо больше электроэнергии. Его масса значительна, поэтому мобильностью он не отличается, да и используют его для простейших видов сварки.
TIG
Точная расшифровка аббревиатуры означает вольфрам в инертном газе, в качестве электрода применяется тонкий стержень из аналогичного металла, который затачивается определенным способом. При сварке используют присадочную проволоку, которая, расплавляясь, заполняет углубление между заготовками.
Особое значение имеет конструкция горелки, где неплавящийся электрод расположен в центре, а вокруг него подается защитный газ, состоящий из чистого аргона или его смесей. Эта методика требует основательной подготовки исполнителя и качественного оборудования, нагрев здесь минимальный, поэтому перегрев металла не происходит.
Применяется для сплавки алюминия и тонкой листовой нержавейки.
3 Технология ММА – электроды для сварки нержавеющей стали
Самой распространенной считается сварка покрытыми электродами (ММА). Такой метод очень часто применяется домашними мастерами. Он подходит для тех случаев, когда к качеству сварки не предъявляется очень жестких требований
Важно только грамотно подобрать электроды для нержавеющей стали, которые делятся на два типа:
- из двуокиси титана с рутиловым покрытием: ими можно осуществлять сварку на постоянном (полярность – обратная) и переменном токе, подобные электроды характеризуются малым разбрызгиванием при использовании и стабильной дугой, обеспечивающей постоянное горение;
- с основным покрытием (как правило, оно создается карбонатами магния и кальция): годятся для применения на постоянном токе (полярность – обратная).
Безопасная работа
Прежде чем начать сварку, надо принять меры по безопасности. Сварщику необходимо иметь защитные средства:
- краги из искростойких материалов;
- маска – тип „Хамелион“ или обычная со светофильтром;
- роба;
- обувь из кожи и войлока;
- очки для защиты глаз от металлических частиц при ошкуривании.
Маска „Хамелион“ с автоматической регулировкой – затемняется только при зажигании дуги. Степень затемнения можно настроить самостоятельно.
При работе следует соблюдать пожарную и электробезопасность. В рабочем помещении необходимо установить вентиляцию, а в гараже или домашней мастерской работать при открытых дверях и окнах.
Сварка нержавейки TIG в Комсомольске-на-Амуре: 500-товаров: бесплатная доставка, скидка-36% [перейти]
Партнерская программаПомощь
Комсомольск-на-Амуре
Каталог
Каталог Товаров
Одежда и обувь
Одежда и обувь
Стройматериалы
Стройматериалы
Текстиль и кожа
Текстиль и кожа
Здоровье и красота
Здоровье и красота
Детские товары
Детские товары
Продукты и напитки
Продукты и напитки
Электротехника
Электротехника
Дом и сад
Дом и сад
Сельское хозяйство
Сельское хозяйство
Промышленность
Промышленность
Мебель и интерьер
Мебель и интерьер
Все категории
ВходИзбранное
Сварка нержавейки TIG
1 330
1910
Пруток TIG ER-308LSi д. 1.2мм для аргоновой сварки нержавейки (1кг) Тип: Пруток присадочный для
В МАГАЗИНЕще цены и похожие товары
1 240
1550
Пруток нержавейка для аргонодуговой сварки TIG ER-308LSi 1,6мм Тип: Пруток присадочный для сварки,
В МАГАЗИНЕще цены и похожие товары
28 350
Сварочный аппарат инверторного типа Solaris MULTIMIG-227, TIG, MMA, MIG/MAG типы сварки: ручная дуговая сварка (MMA), макс. сварочный ток: 200 А (MMA), электрод: 1.6-4 мм
ПОДРОБНЕЕЕще цены и похожие товары
1 300
1600
Пруток нержавейка для аргонодуговой сварки TIG ER-308LSi 3,2мм Тип: Пруток присадочный для сварки,
В МАГАЗИНЕще цены и похожие товары
1 330
1800
Пруток TIG ER-308LSi д. 1.0мм для аргоновой сварки нержавейки (1кг) Тип: Пруток присадочный для
В МАГАЗИНЕще цены и похожие товары
780
1220
Пруток TIG ER-308LSi д.1.6мм для аргоновой сварки нержавейки (0,5кг) Тип: Пруток присадочный для
В МАГАЗИНЕще цены и похожие товары
1 400
2200
Пруток нержавейка для аргонодуговой сварки TIG ER-308LSi 1,0мм Тип: Пруток присадочный для сварки,
В МАГАЗИНЕще цены и похожие товары
780
1280
Пруток TIG ER-308LSi д.2.0мм для аргоновой сварки нержавейки (0,5кг) Тип: Пруток присадочный для
В МАГАЗИНЕще цены и похожие товары
1 240
1440
Пруток нержавейка для аргонодуговой сварки TIG ER-308LSi 2,0мм Тип: Сменный нагреватель к
В МАГАЗИНЕще цены и похожие товары
1 230
1780
Пруток TIG ER-308LSi д.2.0мм для аргоновой сварки нержавейки (1кг) Тип: Пруток присадочный для
В МАГАЗИНЕще цены и похожие товары
1 240
1650
Пруток нержавейка для аргонодуговой сварки TIG ER-308LSi 1,2мм Тип: Пруток присадочный для сварки,
В МАГАЗИНЕще цены и похожие товары
1 270
1540
Пруток нержавейка для аргонодуговой сварки TIG ER-308LSi 2,4мм Тип: Пруток присадочный для сварки,
В МАГАЗИНЕще цены и похожие товары
85 589
Аргоновая сварка инвертор TIG 300 P “PRO” (W232) SPOT + MMA Сварог
В МАГАЗИНЕще цены и похожие товары
54 300
Аппарат аргоннодуговой сварки АВРОРА СИСТЕМА 200 AC/DC ПУЛЬС 2 ПОКОЛЕНИЕ (MMA/TIG) – ОПЛАТА ПРИ ПОЛУЧЕНИИ!
В МАГАЗИНЕще цены и похожие товары
Аппарат электродной сварки, инвертор Quattro Elementi B 165 (165 А, ПВ 80%, до 4.0 мм, 4.8 кг, дисплей, TIG-Lift, от 160 В, кейс) {772-401}
В МАГАЗИНЕще цены и похожие товары
11 979
Аппарат электродной сварки, инвертор Quattro Elementi B 255 (255 А, ПВ 80%, до 5.5 мм, 5.6 кг, дисплей, TIG-Lift, от 160 В, кейс) {911-499}
В МАГАЗИНЕще цены и похожие товары
21 376
Аппарат аргонодуговой сварки МАСТЕР TIG 200 PULSE D91
В МАГАЗИНЕще цены и похожие товары
Аппарат электродной сварки, инвертор Quattro Elementi B 185 (185 А, ПВ 80%, до 4.0 мм, 5.0 кг, дисплей, TIG-Lift, от 160 В, кейс) {772-418}
В МАГАЗИНЕще цены и похожие товары
22 280
Аппарат аргонодуговой сварки ПТК RILON TIG 200 CT
В МАГАЗИНЕще цены и похожие товары
43 810
64226
Аппарат аргоннодуговой сварки Foxweld UNO TIG 200 AC/DC (MMA/TIG) – ОПЛАТА ПРИ ПОЛУЧЕНИИ! Мощность
В МАГАЗИНЕще цены и похожие товары
10 329
Аппарат электродной сварки, инвертор Quattro Elementi B 205 (205 А, ПВ 80%, до 5.0 мм, 5.3 кг, дисплей, TIG-Lift, от 160 В, кейс) {772-425}
В МАГАЗИНЕще цены и похожие товары
Горелки аргонодуговой сварки ПТК Горелка TIG TP 9F (M12x1) 4м TBW0903-04 072. 094.122
ПОДРОБНЕЕЕще цены и похожие товары
Горелки аргонодуговой сварки ПТК Горелка TIG TP 9 (M12x1) 8м TBW0901-08 072.098.120
ПОДРОБНЕЕЕще цены и похожие товары
Горелки аргонодуговой сварки ПТК Горелка TIG TP 9F (M12x1) 8м TBW0903-08 072.098.122
ПОДРОБНЕЕЕще цены и похожие товары
Горелки аргонодуговой сварки ПТК Горелка TIG TP 20 (ОКС 35-50, б/р, 2PIN) 4м TBW2002-04 072.204.100
ПОДРОБНЕЕЕще цены и похожие товары
Горелки аргонодуговой сварки ПТК Горелка TIG TP 25 (M12x1, 1/4G, 3/8G, 2PIN) 4м TBW2501-04 072. 254.120
ПОДРОБНЕЕЕще цены и похожие товары
Горелки аргонодуговой сварки ПТК Горелка TIG TP 20 (ОКС 35-50, б/р, 2PIN) 8м TBW2002-08 072.208.100
ПОДРОБНЕЕЕще цены и похожие товары
Горелки аргонодуговой сварки ПТК Горелка TIG TP 9 (M12x1) 4м TBW0901-04 072.094.120
ПОДРОБНЕЕЕще цены и похожие товары
Горелки аргонодуговой сварки ПТК Горелка TIG TP 9V (M12x1) 8м TBW0902-08 072.098.121
ПОДРОБНЕЕЕще цены и похожие товары
Горелки аргонодуговой сварки ПТК Горелка TIG TP 26 (M16х1,5; 2pin) 8м TBW2608-06 072.268.160
ПОДРОБНЕЕЕще цены и похожие товары
Горелки аргонодуговой сварки ПТК Горелка TIG TP 26 (М12×1) 8м TBW2608-02 072.268.120
ПОДРОБНЕЕЕще цены и похожие товары
Горелки аргонодуговой сварки ПТК Горелка TIG TP 17 (M12×1) 4м TBW1704-01 072.174.120
ПОДРОБНЕЕЕще цены и похожие товары
Горелки аргонодуговой сварки ПТК Горелка TIG TP 17F (M12×1) 4м TBW1704-02 072.174.122
ПОДРОБНЕЕЕще цены и похожие товары
Горелки аргонодуговой сварки ПТК Горелка TIG TP 9V (M12x1) 4м TBW0902-04 072.094.121
ПОДРОБНЕЕЕще цены и похожие товары
Горелки аргонодуговой сварки ПТК Горелка TIG TP 17F (M12×1) 8м TBW1708-03 072.178.120
ПОДРОБНЕЕЕще цены и похожие товары
Горелки аргонодуговой сварки ПТК Горелка TIG TP 25 (M12x1, 1/4G, 3/8G, 2PIN) 8м TBW2501-08 072.258.120
ПОДРОБНЕЕЕще цены и похожие товары
Горелки аргонодуговой сварки ПТК Горелка TIG TP 26V (М12×1) 8м TBW2608-08 072.268.121
ПОДРОБНЕЕЕще цены и похожие товары
Горелки аргонодуговой сварки ПТК Горелка TIG TP 26S (ОКС 35-50, б/р, 2PIN) 4м TBW2604-12 072.265.104
ПОДРОБНЕЕЕще цены и похожие товары
Горелки аргонодуговой сварки ПТК Горелка TIG TP 20 (M12x1, 1/4G, 3/8G, 2PIN) 4м TBW2001-04 072.204.120
ПОДРОБНЕЕЕще цены и похожие товары
11 570
Горелки аргонодуговой сварки ПТК Горелка TIG TP 26S (ОКС 35-50, б/р, 2PIN) 8м TBW2608-12 072.265.108
ПОДРОБНЕЕЕще цены и похожие товары
2 страница из 18
Искусство сварки ВИГ нержавеющей стали
В этой статье мы рассмотрим некоторые основы сварки ВИГ нержавеющей стали, наиболее часто используемые наполнители, используемые для различных марок нержавеющей стали. Далее следуют несколько практических советов по получению качественной сварки TIG на нержавеющей стали. Далее следует небольшое обсуждение того, как избежать деформации и растрескивания нержавеющей стали.
Введение
Основы сварки TIG нержавеющей стали
Выбор наполнителя
О чем следует помнить при сварке TIG нержавеющей стали
Хорошая посадка
Выберите правильный присадочный металл
Выберите правильный размер вольфрама
Используйте правильную геометрию вольфрама
Используйте управление кончиками пальцев или ногой
Начните с низкой силы тока
Поддерживайте правильный размер лужи
Использовать пульсацию
Импульсов в секунду (PPS)
Завершение сварки
Сварка TIG нержавеющей стали: газовое покрытие
Предотвращение деформации и растрескивания при сварке TIG нержавеющей стали
Смотрите также:
Введение Аустенитные нержавеющие стали, известные как серия 300, чаще всего свариваются. Эти хромоникелевые стали, в отличие от более дешевых нержавеющих, содержат больше сплавов и являются «немагнитными» (исключение, типы 310 – 330). Аустенитные сорта нержавеющей стали обычно содержат минимум 16-26% хрома и 6-22% никеля. 9Например, нержавеющая сталь марки 0003
308 также называется нержавеющей сталью 18-8 и содержит около 18% хрома и 8% никеля.
Аустенитная нержавеющая сталь может быть закалена холодной обработкой, но не термической обработкой. В отожженном состоянии все они немагнитны, хотя некоторые из них могут стать слегка магнитными при холодной обработке. При комнатной температуре нержавеющие стали серии 300 сохраняют аустенитную микроструктуру.
Хотя коррозионная стойкость является их основным свойством, они также выбираются за превосходные прочностные характеристики при высоких или экстремально низких температурах. Они считаются наиболее свариваемыми из высоколегированных сталей. Сравнительно небольшие проблемы возникают при выполнении удовлетворительных сварных соединений, если должным образом учитывать присущие им физические характеристики и механические свойства.
Основным критерием выбора нержавеющей стали обычно является устойчивость к коррозии, и хотя основное внимание уделяется коррозионной стойкости основного металла, дополнительное внимание следует уделять присадочному материалу и основному металлу, непосредственно прилегающему к зоне сварки. .
Сварка естественным образом создает температурный градиент в свариваемом металле в диапазоне от температуры плавления расплавленного металла шва до температуры окружающей среды на некотором расстоянии от сварного шва.
Из-за долгосрочной рентабельности и присущей нержавеющей стали коррозионной стойкости она стала основным материалом во многих отраслях промышленности. Сварка TIG нержавеющей стали создает ряд определенных проблем, самыми серьезными из которых являются осаждение карбида и деформация. Ключом к предотвращению этих проблем является хороший контроль нагрева, правильная скорость движения и адекватное газовое покрытие.
Основы сварки ВИГ нержавеющей стали По сравнению со сваркой низкоуглеродистой стали, например, аустенитные нержавеющие стали имеют несколько характеристик, которые требуют некоторого пересмотра процедур сварки, которые считаются стандартными для низкоуглеродистой стали. Температура плавления аустенитных нержавеющих сталей ниже, поэтому для плавления требуется меньше тепла.
Электрическое сопротивление нержавеющей стали серии 300 выше, чем у низкоуглеродистой стали, поэтому для сварки требуется меньший электрический ток (более низкие настройки нагрева). Эти нержавеющие стали также имеют более низкий коэффициент теплопроводности, что приводит к концентрации тепла в небольшой зоне, прилегающей к сварному шву.
Аустенитные нержавеющие стали также имеют коэффициент теплового расширения примерно на 50 % выше, чем у низкоуглеродистой стали, что требует большего внимания к контролю коробления и деформации в зоне термического влияния.
Во время сварки ВИГ нержавеющих сталей температуры основного металла, прилегающего к сварному шву, достигают уровней, при которых происходят микроструктурные превращения. Степень, в которой происходят эти изменения, и их влияние на готовую сварку с точки зрения сопротивления коррозии и механических свойств зависят от содержания сплава, толщины, присадочного металла, конструкции соединения, метода сварки и навыков сварщика.
Независимо от происходящих изменений, основной целью сварки ВИГ нержавеющих сталей является получение прочного соединения с качествами, равными или лучшими, чем у основного металла.
Чтобы обеспечить успех при сварке TIG нержавеющей стали, важно иметь хороший контроль нагрева, покрытие газа и скорость перемещения. Обычно для сварки TIG нержавеющей стали требуется источник питания постоянного тока и заостренный вольфрам (любого типа, кроме чистого).
Как и алюминий или любой другой металл, подлежащий сварке, перед сваркой он должен быть очищен от масла, краски и/или грязи для достижения оптимальных результатов. Нержавеющая сталь должна очищаться проволочной щеткой между проходами сварки с помощью специальной проволочной щетки из нержавеющей стали, которая не контактировала с мягкой сталью, чтобы помочь удалить потенциальные межпроходные оксиды.
Присадочный стержень рекомендуется для применений с базовым материалом толще, чем калибр 18, и будет зависеть от конструкции соединения. Например, для внешних углов может не потребоваться наполнительный стержень, но для внутреннего стыка потребуется. В большинстве случаев сварки TIG требуется подгонка присадочного стержня. То есть следует использовать присадочный пруток с более высокими прочностными характеристиками.
Например, для аустенитной нержавеющей стали серии 304 следует использовать стержень ER308. Как правило, присадочные прутки из аустенитной нержавеющей стали доступны в диаметрах от 0,035 до 5/32 (0,9-до 4,0 мм) и выбираются в соответствии с конструкцией соединения, параметрами сварки и областью применения.
Выбор присадочного стержняСледующие присадочные стержни используются, как показано, для различных марок нержавеющей стали.
| Stainless steel | Filler Rod |
|---|---|
| 301 | 308 |
| 302 | 308 |
| 302S | 308 |
| 304 | 308 |
| 304L | 308 |
| 305 | 308, 310 |
| 308 | 308 |
| 309 | 309 |
| 309S | 309 |
| 310 | 310 |
| 310S | 310 |
| 314 | 310, 312 |
| 316 | 316 |
| 316L | 316 |
| 317 | 347 |
| 321 | 347 |
| 330 | 347 |
| 347 | 347 |
| 348 | 347, 348 |
О чем следует помнить при сварке TIG нержавеющей стали При сварке TIG нержавеющей стали есть несколько моментов, которые необходимо учитывать для получения эстетически привлекательного и надежного сварного шва. Поскольку нержавеющая сталь не рассеивает тепло должным образом, поддержание надлежащего тепловложения при сварке имеет решающее значение. Слишком сильный нагрев может привести к деформации, охрупчиванию или ржавчине. Всего пять ампер слишком сильно могут повредить свойства нержавеющей стали. Однако существует несколько способов контроля тепловложения:
Хорошая подгонка
Добавление присадочного металла для заполнения зазоров приводит к большему нагреву детали, поэтому очень важна хорошая подгонка. Невозможно добавить много присадочного металла и не допустить попадания энергии в деталь.
Выберите правильный присадочный металл
Диаметр присадочного металла должен быть тоньше основного металла. Если он толще основного металла, для плавления присадочного металла требуется слишком много тепла. Присадочный металл также должен соответствовать сплаву основного металла, чтобы поддерживать постоянные механические и коррозионные свойства.
Выберите правильный размер вольфрама
Вы не сможете точно приварить 1/16 дюйма. материал с 1/8-in. вольфрам. Используйте правильный диаметр вольфрама в зависимости от силы тока.
Используйте правильную геометрию вольфрама
Форма вольфрама влияет на ширину сварного шва и провар. При сварке нержавеющей стали TIG чем острее вольфрам, тем шире и менее проникающий валик. На более остром конце (отшлифованном до длины конуса, которая более чем в 2,5 раза превышает диаметр электрода) дуга имеет тенденцию расходиться веером, создавая более широкую зону термического влияния.
С более тупым острием (менее чем в 2,5 раза больше диаметра электрода) дуга идет прямо вниз с меньшим расширением для более глубокого, более тонкого валика и более тонкой зоны термического влияния.
Управление кончиками пальцев или ногой
Вы должны уметь зажигать дугу и регулировать силу тока от начала до конца сварки. Установите сварочный аппарат на желаемую силу тока, которая должна быть немного больше, чем вам нужно. Если ваш сварочный аппарат достаточно точен, вам нужно будет лишь немного отрегулировать управление кончиком пальца или ногой, чтобы отрегулировать мощность сварки.
Запуск с низкой силой тока
Запуск с низкой силой тока и дайте образоваться луже. Затем отпустите два или три ампера и добавьте наполнитель.
Поддержание правильного размера сварочной ванны
Толщина сварочной ванны должна быть равна толщине основного металла. Если лужа становится слишком большой, убавьте огонь. Устраните кратеры, ослабив ток в конце сварного шва и добавляя присадочный металл, пока лужа не затвердеет. Используйте управление кончиком пальца или педалью горелки или секвенсором вашего сварочного аппарата.
Продолжайте подавать газ и направляйте его на лужу, пока оранжевый цвет не исчезнет. Постпоток также охлаждает ванну и вольфрам. Слишком быстрое перемещение горелки может сдуть газ с вольфрама, сделать его черным и затруднить запуск в следующий раз.
Использовать импульсный режим
Для контроля тепловложения используйте сварочный аппарат с импульсным режимом постоянного тока. В импульсном режиме ток переходит между высокой пиковой силой тока и низкой фоновой силой тока, что поддерживает дугу, но позволяет сварочной ванне остыть. Пиковый ток обеспечивает хорошее проплавление, а фоновый ток позволяет сварочной ванне немного остыть, предотвращая коробление, охрупчивание и выделение карбида.
Импульсов в секунду (PPS)
Это просто то, сколько раз машина завершит один импульсный цикл за промежуток времени в одну секунду. Увеличение количества импульсов в секунду приводит к более плавному эффекту волнистости в сварном шве, сужает сварной шов. Уменьшение количества импульсов в секунду увеличивает ширину сварного шва.
Пульсация также помогает перемешивать сварочную ванну и высвобождать любую пористость или газ, оставшиеся в сварном шве. Для сварки TIG нержавеющей стали используйте частоту импульсов от 100 до 500 импульсов в секунду. Начните со 100 и работайте вверх. Более высокая пульсация (обычно более 100 импульсов в секунду) увеличивает перемешивание ванны, что, в свою очередь, приводит к улучшению молекулярной структуры зерен в сварном шве.
Высокоскоростная пульсация также сужает и фокусирует дугу. Это увеличивает стабильность дуги, проплавление и скорость перемещения, а также уменьшает зону термического влияния.
Отделка сварных швов
Нержавеющие стали, в частности, 304 и аналогичные материалы, широко используются в пищевой, молочной, фармацевтической и технологической промышленности. Чтобы предотвратить рост бактерий, все трещины, трещины и щели в сварном шве должны быть удалены, а открытые поверхности отшлифованы и отполированы до соответствия основному металлу. Если сварные швы выполняются из предварительно обработанной нержавеющей стали, сварные швы должны иметь минимальный размер, чтобы избежать чрезмерных и дорогостоящих затрат на отделку.
Хромоникелевые сплавы труднее шлифовать, чем прямые хромовые сплавы, поэтому наплавленный металл должен быть как можно более плоским. Тепло от шлифования также должно быть сведено к минимуму, чтобы избежать деформации тонких материалов. Если шлифовальные круги или ленты ранее использовались для обработки углеродистой стали, следует провести химическую очистку для удаления любых частиц железа, которые могли застрять на поверхности нержавеющей стали.
Успешно зарекомендовал себя метод стыковой сварки полированных листов с обратной или неполированной стороны. Листы сначала обрезаются с обратной стороны, так что любое «сопротивление сдвигу» приходится на полированную сторону. Полное проплавление соединения достигается при минимальном проникновении сварочного сплава на полированную сторону. Затем можно использовать относительно легкую шлифовку для подготовки сварного шва на полированной стороне к окончательной полировке и смешиванию с окружающей областью.
Вот хороший сварочный аппарат TIG для нержавеющей стали —
Сварка ВИГ нержавеющей стали: покрытие газом Использование соответствующего типа и количества защитного газа является важным способом предотвращения выделения карбида при сварке ВИГ нержавеющей стали. Как правило, чистый аргон обеспечивает наилучшие результаты при сварке более тонкой аустенитной нержавеющей стали, но добавление небольшого количества гелия не редкость, когда требуется лучшее проплавление и более высокая скорость перемещения, особенно при сварке более толстых деталей.
Требуемый средний расход составляет от 15 до 20 фунтов на квадратный дюйм, любое большее давление вызовет турбулентность потока газа и сварочную ванну, что приведет к некачественному сварному шву. Использование газовой линзы действительно рекомендуется при сварке TIG нержавеющей стали. Газовая линза – это компонент из меди и латуни с многослойными сетчатыми экранами из нержавеющей стали, который заменяет корпус цангового патрона в стандартной горелке TIG.
Газовая линза помогает более равномерно распределить газ вокруг вольфрамовой, дуговой и сварочной ванны и обеспечивает хорошее охлаждение. Сварные швы с полным проплавлением требуют обратной продувки. Покрытие обратной стороны сварного шва защитным газом гарантирует, что нижняя сторона сварного шва защищена от атмосферных воздействий, и может быть выполнено с помощью коммерческих аппаратов или индивидуально изготовленных методов.
Использование охлаждающих баров . Успешная сварка нержавеющей стали различными методами сварки в значительной степени зависит от типа используемого опорного стержня или пластины. Опыт показал, что чистая медь является наиболее подходящим материалом для резервирования сварного шва. Высокая теплопроводность такого опорного стержня или пластины предотвратит его прилипание к металлу шва, а эффект кокиля обеспечит чистую гладкую поверхность металла шва. Медные опорные стержни можно изготовить, вырезав куски из медной пластины или листа. Охлаждающие стержни лучше всего служат для контроля искажений на тонком материале, а также помогают предотвратить чрезмерное прожигание или плавление основного металла.
Наконец, не забудьте поддерживать адекватный постпоток . Наилучшей практикой является поддерживать одну секунду продувки после каждых 10 ампер сварочного тока, используемых во время сварки.
Предотвращение деформации и растрескивания при сварке TIG нержавеющей стали Поскольку нержавеющая сталь подвержена большему тепловому расширению, чем другие материалы, она легко деформируется. Этой проблеме способствуют слишком высокие текущие настройки и/или слишком низкая скорость движения. Термическое расширение происходит из-за того, что ЗТВ (зона термического влияния) на аустенитной нержавеющей стали более локализована, чем на других материалах.
Когда сварной шов остывает, происходит медленная передача тепла окружающему материалу, что может привести к короблению. Зажимая, используя приспособление или прихваточные швы на достаточном расстоянии друг от друга, особенно на тонком материале, вы можете уменьшить вероятность коробления. Наряду с искажением возникает вероятность растрескивания.
При использовании конструкции соединения, состоящей из V-образной канавки, модифицированной V-образной канавки, U-образной канавки или J-образной канавки, которая ограничивает количество проходов сварки и количество применяемого тепла, вероятность образования трещин будет снижена. Трещины также будут возникать в зоне начала сварки и кратера. Одним из способов предотвращения растрескивания в этой области является использование язычков для стекания и стекания.
Для достижения наилучших результатов эти вкладки должны соответствовать основному материалу. Выступы обеспечивают область для «стекания» или «стекания» сварного шва, что исключает возникновение дуги и образование кратеров на фактическом сварном соединении, и их можно легко отшлифовать или отрезать после того, как сварной шов остынет.
Помните: даже при правильном типе и количестве газа, хорошей подводимой теплоты и правильной скорости движения обучение и практика по-прежнему являются лучшей защитой от ошибок при сварке нержавеющей стали TIG.
См. также:
- Как эффективно сваривать нержавеющую сталь методом TIG: предотвращение осаждения карбида
Стартовый набор TIG для нержавеющей стали
Наведите курсор на изображение, чтобы увеличить Нажмите на изображение, чтобы увеличить
Скидка $-75,00
Поделитесь этим продуктом
Готовы освоить сварку TIG нержавеющей стали по отличной цене? В нашем стартовом наборе из нержавеющей стали есть все, что вам нужно, чтобы начать прямо из коробки! Это лучшее предложение, если вы хотите приступить к сварке нержавеющей стали с обычными размерами наполнителя и толщиной металла!
Комплект из нержавеющей стали включает в себя:
(20) SS-125-4 Купоны
(20) SS-065-4 Купоны
(25) . 035 “. мм) Наполнитель ER308L
(25) .045″ (1,1 мм) Наполнитель ER308L
(25) 1/16″ (1,6 мм) Наполнитель ER308L
2 90 ” Tungsten American ExpressApple PayDiners ClubDiscoverMeta PayGoogle PayMastercardPayPalShop PayVenmoVisaВаша платежная информация защищена. Мы не храним данные кредитной карты и не имеем доступа к информации о вашей кредитной карте.
Country
—AfghanistanÅland IslandsAlbaniaAlgeriaAndorraAngolaAnguillaAntigua & BarbudaArgentinaArmeniaArubaAscension IslandAustraliaAustriaAzerbaijanBahamasBahrainBangladeshBarbadosBelarusBelgiumBelizeBeninBermudaBhutanBoliviaBosnia & HerzegovinaBotswanaBrazilBritish Indian Ocean TerritoryBritish Virgin IslandsBruneiBulgariaBurkina FasoBurundiCambodiaCameroonCanadaCape VerdeCaribbean NetherlandsCayman IslandsCentral African RepublicChadChileChinaChristmas IslandCocos (Keeling) IslandsColombiaComorosCongo – BrazzavilleCongo – KinshasaCosta RicaCroatiaCuraçaoCyprusCzechiaCôte d’IvoireDenmarkDjiboutiDominicaDominican RepublicEcuadorEgyptEl SalvadorEquatorial GuineaEritreaEstoniaEswatiniEthiopiaFalkland IslandsFaroe IslandsFinlandFranceFrench GuianaGabonGambiaGeorgiaGermanyGhanaGibraltarGreeceGreenlandGrenadaGuadeloupeGuatemalaGuernseyGuineaGuinea-BissauGuyanaHaitiHondurasHong Kong SARHungaryIcelandIndiaIndonesiaIraqIrelandIsle of человекИзраильИталияЯмайкаЯпонияДжерси JordanKazakhstanKenyaKosovoKuwaitKyrgyzstanLaosLatviaLebanonLesothoLiberiaLibyaLiechtensteinLithuaniaLuxembourgMacao SARMadagascarMalawiMalaysiaMaldivesMaliMaltaMartiniqueMauritaniaMauritiusMayotteMexicoMoldovaMonacoMongoliaMontenegroMontserratMoroccoMozambiqueMyanmar (Burma)NamibiaNepalNetherlandsNew ZealandNicaraguaNigerNigeriaNorth MacedoniaNorwayOmanPakistanPalestinian TerritoriesPanamaParaguayPeruPhilippinesPolandPortugalQatarRéunionRomaniaRussiaRwandaSan MarinoSão Tomé & PríncipeSaudi ArabiaSenegalSerbiaSeychellesSierra LeoneSingaporeSint MaartenSlovakiaSloveniaSomaliaSouth AfricaSouth KoreaSouth SudanSpainSri LankaSt. Бартелеми Св. ЕленаСв. Китс и НевисСент. Люсия Св. МартинСт. Пьер и МикелонСв. Винсент и ГренадиныСуданСуринамШпицберген и Ян-МайенШвецияШвейцарияТайваньТаджикистанТанзанияТаиландТогоТринидад и ТобагоТристан-да-КуньяТунисТурцияТуркменистанОстрова Теркс и КайкосУгандаУкраинаОбъединенные Арабские ЭмиратыСоединенное КоролевствоСоединенные ШтатыУругвайУзбекистанВатиканВенесуэлаВьетнамЗападная СахараЙеменЗамбияЗамбия
Почтовый индекс
Возврат
Наш полис действует 14 дней. Если с момента покупки прошло 14 дней, к сожалению, мы не можем предложить вам возврат или обмен.
Чтобы иметь право на возврат, ваш товар должен быть неиспользованным и находиться в том же состоянии, в котором вы его получили. Он также должен быть в оригинальной упаковке. очевидные разрывы или порезы в оригинальной упаковке не допускаются.
Некоторые виды товаров не подлежат возврату.
Подарочные карты
Загружаемые программные продукты
Любой продукт, который был извлечен из упаковки
Любой продукт, в котором отсутствуют детали
Любой металл с признаками ржавчины или коррозии
Для оформления возврата нам требуется квитанция или подтверждение покупки.
Пожалуйста, не отправляйте нам свою покупку, предварительно не связавшись с нами.
Существуют определенные ситуации, когда предоставляется только частичное возмещение (если применимо)
Любой товар, не в своем первоначальном состоянии, поврежден или отсутствует по причинам, не связанным с нашей ошибкой
Любой товар, возвращенный более чем через 14 дней после доставки
Любой товар с отсутствующими деталями
Поврежденный, грязный, ржавый или корродированный металл
Упаковка, которая была повторно запечатана
Возврат средств (если применимо)
После получения и проверки возврата , мы отправим вам электронное письмо, чтобы уведомить вас о том, что мы получили ваш возвращенный товар. Мы также уведомим вас об одобрении или отклонении вашего возмещения.
Если вы одобрены, ваш возврат будет обработан, и кредит будет автоматически применен к вашей кредитной карте или исходному способу оплаты в течение определенного количества дней.
Задержка или отсутствие возмещения (если применимо)
Если вы еще не получили возмещение, сначала проверьте свой банковский счет еще раз.
Затем свяжитесь с компанией, выпустившей вашу кредитную карту, может пройти некоторое время, прежде чем ваш возврат будет официально отправлен.
Далее обратитесь в свой банк. Часто перед отправкой возмещения требуется некоторое время на обработку.
Если вы сделали все это, но до сих пор не получили возмещение, свяжитесь с нами по адресу [email protected].
Товары для продажи (если применимо)
Возврат возможен только за товары по обычной цене, к сожалению, за товары со скидкой возврат невозможен.
Обмен (если применимо)
Мы заменяем товары только в случае их дефекта или повреждения. Если вам нужно обменять его на такой же товар, отправьте нам электронное письмо по адресу [email protected] и отправьте свой товар по адресу: Weld Metals Online, 3125 W. Ali Baba Ln, Ste. 707, Лас-Вегас, штат Невада, 89118, США.
Подарки
Если товар был помечен как подарок при покупке и доставке непосредственно вам, вы получите подарочный кредит на сумму вашего возврата. После получения возвращенного товара вам будет отправлен подарочный сертификат.
Если товар не был помечен как подарок при покупке, или даритель отправил заказ себе, чтобы передать вам позже, мы отправим возврат дарителю, и он узнает о вашем возврате.
Доставка
Чтобы вернуть товар, отправьте его по почте по адресу: Weld Metals Online, 3125 W. Ali Baba Ln, Ste. 707, Las Vegas NV 89118, United States
Вы будете нести ответственность за оплату транспортных расходов при возврате товара. Стоимость доставки не возвращается. Если вы получите возмещение, первоначальная стоимость доставки будет вычтена из вашего возмещения.
В зависимости от того, где вы живете, время, которое может потребоваться для доставки товара по обмену, может различаться.
Если вы отправляете товар стоимостью более 75 долларов США, вам следует рассмотреть возможность использования службы доставки с возможностью отслеживания или приобретения страховки доставки. Мы не гарантируем, что получим ваш возвращенный товар.
Краткое руководство по сварке нержавеющей стали
Сварка нержавеющей стали существенно отличается от сварки других материалов. Отличие начинается с уникального химического состава нержавеющей стали.
Что такое нержавеющая сталь?
Как и другие стали, нержавеющая сталь представляет собой сплав железа и углерода. Что отличает нержавеющую сталь, так это то, что она содержит не менее 10,5% хрома, элемента, который делает полученный сплав устойчивым к коррозии. Kloeckner Metals поставляет нержавеющую сталь различных форматов, включая листовую нержавеющую сталь, листовую нержавеющую сталь, трубы из нержавеющей стали и пруток из нержавеющей стали.
Нержавеющая сталь бывает пяти типов, но в производственных цехах обычно встречаются только три из них: аустенитная нержавеющая сталь, мартенситная нержавеющая сталь и ферритная нержавеющая сталь. Наиболее распространен аустенитный. Мартенситная нержавеющая сталь используется для наплавки. А ферритная сталь, самый дешевый вариант, чаще всего используется в потребительских товарах.
Kloeckner Metals является поставщиком и сервисным центром полного ассортимента нержавеющей стали. Загрузите нашу спецификацию нержавеющей стали и узнайте, что Kloeckner Metals регулярно поставляет на склад.
Спецификация нержавеющей стали
Каждый из этих типов стали классифицируется на основе ее микроструктуры, которая влияет на ее пластичность и прочность. Микроструктура стали зависит от ее химического состава. Например, аустенитная сталь содержит 16-26% хрома (Cr) и 8-22% никеля (Ni). Мартенситная сталь имеет содержание Cr в пределах 11-28%. Ферритная сталь содержит 12-18% Cr. В результате материал, привариваемый к каждому типу стали, должен соответствовать составу этой стали.
В чем сложность сварки нержавеющей стали?
Сварка нержавеющей стали сложнее, чем сварка углеродистой стали.
Во-первых, нержавеющая сталь эффективно удерживает тепло, вызывая ее деформацию под воздействием высоких температур, создаваемых сваркой. Нержавеющая сталь также может деформироваться или растрескиваться в процессе охлаждения после того, как она была нагрета сварщиком. Даже если кусок нержавеющей стали не трескается и не деформируется после неудачной сварки, на нем почти всегда остаются царапины и пятна.
Каждый вид нержавеющей стали представляет собой сложную задачу для сварщиков. Аустенитная сталь может растрескиваться при высокой подводимой температуре или при выполнении вогнутого или плоского сварного шва. Мартенситная сталь может треснуть, если ее не подогреть должным образом. А с низкой максимальной межпроходной температурой 300°С ферритная сталь будет терять прочность, если ее не нагреть с низким погонным теплом.
Ключом к успешной сварке нержавеющей стали является выбор правильного присадочного материала. Марка присадочного материала должна соответствовать марке основного материала, чтобы получить хороший сварной шов.
Материалы и оборудование, необходимые для сварки нержавеющей стали
Почему для сварки нержавеющей стали требуется специальное оборудование и какие инструменты и материалы необходимы для сварки нержавеющей стали?
Нержавеющая сталь может подвергаться сварке электродуговой сваркой с защитным металлом (MIG) или дуговой сваркой вольфрамовым электродом в среде защитного газа (TIG). Лучший выбор зависит от того, чего вы пытаетесь достичь, поскольку каждый процесс приводит к разным результатам.
Нержавеющую сталь можно сваривать палкой, но не стоит. Есть другие, лучшие варианты.
Сварочный аппарат MIG обеспечивает самые прочные и надежные сварные швы с нержавеющей сталью. Это особенно хороший выбор, если вы свариваете что-то толстое. Сварочные аппараты TIG могут быть правильным выбором для более тонких материалов и для сварки, требующей красоты и точности. Тем не менее, TIG — это сложная сварка, если у вас нет опыта и времени, чтобы сделать это правильно. Неопытный сварщик TIG может оставить неприятные следы или пятна на нержавеющей стали.
Несмотря на менее тонкий сварной шов, установка MIG, как правило, является лучшим вариантом для сварки нержавеющей стали. Выберите аппарат, который поставляется со сварочным пистолетом и образцом сварочной проволоки. У большинства машин есть пистолет, но вы можете модернизировать свой, если вам нужно что-то, что обеспечит более точный сварной шов. Вы также захотите приобрести несколько насадок для сварочных пистолетов, чтобы заменить их, когда они изнашиваются.
Для защиты сварочного пистолета вы можете приобрести чехол. Это отличное дополнение, поскольку оно позволяет быстро и эффективно переключаться между различными типами металлической проволоки. Вам не нужен механизм подачи сварочной проволоки, если вы не профессиональный сварщик или не планируете много сваривать. Что касается самой проволоки, вы должны использовать подходящую сварочную проволоку из нержавеющей стали, которая обычно имеет диаметр 0,030 дюйма, но для более толстых деталей может подойти проволока от 0,035 до 0,045 дюйма.
Поскольку при сварке нержавеющей стали необходимо контролировать температуру, чтобы избежать проблем с производительностью, необходимо иметь под рукой устройство для отслеживания температуры. Вы можете использовать традиционную палку, но помните, что ее диапазон ограничен. Другие опции включают электронный инфракрасный термометр и электронный датчик температуры поверхности.
Вам также понадобится защитный газ. Инертные газы не рекомендуются, поэтому вам, вероятно, понадобится смесь из 7,5% аргона, 90% гелия и 2,5% углекислого газа. Наконец, вам нужно будет добавить щетку для соскабливания и очистки металла. Этот инструмент может помочь вам подготовить рабочее место и, в конечном итоге, добиться более прочного сварного шва.
Подготовка к сварке
На что следует обратить внимание при подготовке к сварке? Чем он отличается для разных марок стали?
Используйте металлическую щетку для удаления пыли, грязи, масла, жира или воды с рабочей станции. Вы также можете помочь предотвратить деформацию и растрескивание, зажав кусок латуни или меди за сварочным швом. Этот трюк может помочь поглотить тепло и сохранить вашу нержавеющую сталь достаточно прохладной.
Держите отдельный набор инструментов для сварки нержавеющей стали. Как только ваши инструменты коснутся углеродистой стали, на них останется нагар. Этот остаток перейдет на нержавеющую сталь во время сварки, что в конечном итоге может привести к ржавчине изделия.
Другие советы, которые следует учитывать при сварке нержавеющей стали
Как обеспечить наилучшие результаты сварки?
- При сварке TIG используйте отрицательную настройку электрода DCEN или постоянного тока и силу тока 1 ампер на каждые 1/1000 дюйма толщины металла.
- При сварке MIG используйте метод проталкивания. Этот подход позволяет вам более четко видеть, что вы делаете, и создает меньше бусинок. Используйте технику натяжения только тогда, когда вам нужно более глубокое проникновение.
- Держите сварочный пистолет под углом 90 градусов с углом перемещения 5–15 градусов. Для Т-образных соединений и соединений внахлестку попробуйте увеличить угол примерно на 45-70 градусов.
- Поддерживайте рабочее место в чистоте, безопасности и хорошей вентиляции.
Хотя сварка нержавеющей стали немного сложнее, чем другие сварные швы, ее можно сделать. Вы даже можете сваривать нержавеющую сталь с мягкой сталью. Используя правильное оборудование, регулируя температуру и используя правильный присадочный материал, можно получить прочный и долговечный сварной шов.
Kloeckner Metals является поставщиком и сервисным центром полного ассортимента нержавеющей стали. Kloeckner Metals сочетает в себе национальное присутствие с новейшими технологиями производства и обработки и самыми инновационными решениями для обслуживания клиентов.
Свяжитесь с нами сейчас
Как сварить нержавеющую сталь TIG
перейти к содержанию Сварка нержавеющей сталиTIG во многих отношениях проще, чем сварка низкоуглеродистой стали, если вы будете следовать правильным шагам. Лужа немного более заметна и управляема, плюс этот материал обеспечивает приятную обратную связь по цветокоррекции, чтобы вы знали, хорошо ли вы поработали.
В этой статье вы узнаете весь процесс сварки нержавеющей стали методом TIG. Вы узнаете о проблемах, типах нержавеющей стали, о том, как настроить все, от газа до вашего аппарата TIG, и, наконец, как применить все на практике для получения высококачественных сварных швов TIG на этом прекрасном металле.
Что сложного в сварке нержавеющей стали
Нержавеющая сталь представляет собой сплав железа, углерода, никеля и хрома. Так, в отличие от мягкой стали (сплав железа и углерода), нержавеющая сталь не подвержена коррозии благодаря содержанию хрома.
Но эта разница в химической структуре создает определенные проблемы со свариваемостью.
Во-первых, нержавеющая сталь удерживает тепло. Расплавленный шов и зона термического влияния («ЗТВ») не рассеивают тепло в остальную часть свариваемой детали и воздух так же эффективно, как мягкая сталь.
Но вот здесь все принимает худший оборот. Если нержавеющая сталь нагреется достаточно, чтобы пройти процесс осаждения карбида, она потеряет коррозионную стойкость. Это делает материал бесполезным и серьезно влияет на его несущую способность.
Источник изображения: https://www.ssina.com/education/corrosion/intergranular-corrosion/ Выпадение карбида выглядит следующим образом: хром и углерод имеют сильное сродство друг к другу, но расположены равномерно в материале при нормальных условиях. Однако хром и углерод образуют карбид хрома при хранении нержавеющей стали при температурах от 800 до 1400°F (от 426 до 760°C).
В результате хром (предотвращающий коррозию) обедняется в определенных зонах, потому что он мигрировал, чтобы соединиться с углеродом. Обычно это происходит между двумя границами зерен, создавая идеальное место для межкристаллитной коррозии. Поскольку на границах зерен отсутствует хром, легко возникает коррозия, создавая слабое место в структуре материала.
Межкристаллитная коррозия, разрушение границ зерен и выпадение зерен. Источник изображения: TMR Consulting
Считывание сварных швов из нержавеющей стали и предотвращение осаждения карбида
К счастью для нас, сварщиков, нержавеющая сталь обеспечивает столь необходимую обратную связь. Судя по цвету сварного шва, вы можете быстро определить, подверглись ли сварной шов и ЗТВ осаждению карбида.
- Ярко-желтые сварные швы соломенного цвета безопасны и высокого качества
- Сварные швы голубого цвета, скорее всего, безопасны
- Темно-синие и фиолетовые сварные швы имеют более высокую вероятность выделения карбида
- Черные сварные швы и ЗТВ подверглись выделению карбида и должны быть обработаны заново
Чтобы предотвратить осаждение карбида, вам «просто» нужно поддерживать температуру соединения нержавеющей стали при экстремальных температурах, выполнять сварку быстро и обеспечивать соответствующее покрытие защитным газом. Это легче сказать, чем сделать, и мы объясним необходимые стратегии в оставшейся части статьи, но давайте сначала быстро коснемся типов нержавеющей стали.
Различные типы нержавеющей стали
В нашей статье рассматриваются наиболее распространенные и свариваемые нержавеющие стали серии 300 аустенитного типа.
Нержавеющая сталь серии 300 немагнитна. Так вы всегда можете определить, является ли материал аустенитной нержавеющей сталью. Только будьте осторожны, не перепутайте его с алюминием, который тоже немагнитен. Алюминий намного легче, но если вы не уверены, немного отшлифуйте его. Нержавеющая сталь создаст поток искр, а алюминий искр не создаст.
Что касается магнитного испытания, вы также должны знать, что некоторые аустенитные нержавеющие стали, такие как марка 304, могут стать магнитными после холодной обработки давлением, в то время как марки 310 и 316 с большей вероятностью останутся немагнитными даже после холодной обработки давлением (прессование, резка, гибка). , так далее.).
Типы из нержавеющей стали:
- Аустенитная сталь – серия 300, в основном 304 и 316. Обладает отличной свариваемостью и является наиболее широко используемым типом нержавеющей стали.
- Ферритный – серия 400, в основном 430 и 434. Он магнитный и имеет более низкое содержание никеля. Ферритная нержавеющая сталь сваривается немного сложнее, чем аустенитная.
- Мартенситный – Тоже 400-й серии, в основном 420. Обладает высокой прочностью на растяжение, но используется реже.
- Дуплекс — семейство нержавеющих сталей, изготовленных путем смешивания аустенитной и ферритной нержавеющей стали. Он часто используется в трубопроводах, потому что он очень прочен и устойчив к коррозии.
давайте объясним, как настроить все для сварки TIG этого материала.Защитный газ
Использование 100% аргона в качестве защитного газа лучше всего подходит практически во всех ситуациях. Однако иногда требуется добавление гелия к аргону для улучшения проплавления сварного шва и текучести ванны. Чем больше гелия вы добавляете, тем выше тепловложение. Так что, если вы точно не знаете, что делаете, лучше всего придерживаться прямого аргона для сварки нержавеющей стали TIG.
Полярность
Для сварки TIG нержавеющей стали используйте аппарат постоянного тока с отрицательной полярностью электрода (DCEN). Это означает, что вы должны подключить горелку TIG к отрицательной полярности сварочного аппарата, а заземляющий зажим — к положительной полярности.
Источник изображения: https://www.britannica.com/technology/stainless-steelВольфрамовый электрод
Вы можете использовать любой тип вольфрама для нержавеющей стали, кроме чистого вольфрама, который предназначен для алюминия. Красный торированный вольфрам — очень популярный выбор, но он радиоактивен. Если вы предпочитаете большую безопасность, обратите внимание на синие вольфрамовые электроды с лантановым покрытием.
Подготовка вольфрамового наконечника
Не делайте конус более чем в 2,5 раза больше диаметра электрода. Вы добьетесь хорошего проникновения, тонкого валика и узкой ЗТВ, оставаясь ниже этого конуса.
Источник изображения: https://yeswelder.com/products/tungsten-electrode-wl20Присадочный металл
В таблице ниже показано, какую присадочную проволоку TIG можно купить для сплавов из нержавеющей стали. Наиболее распространенной присадочной проволокой TIG является E308/E308L, но вы всегда должны стремиться использовать соответствующий присадочный материал в качестве свариваемого нержавеющего сплава.
Присадочная проволока TIG, тип | Сварные сплавы нержавеющей стали |
Э308 | 301, 302, 304л, 321 |
Э309 | 304, 304L, 309, 309L, также используется для сварки нержавеющей стали с углеродистой |
Э316 | 316, 316л |
Присадочная проволока должна быть тоньше свариваемого материала. Если он толще, вам потребуется больше тепла, чтобы расплавить проволоку, чем основной металл. В результате вы перегреете нержавеющую сталь до расплавления присадочного материала.
Выходная сила тока
Поскольку нержавеющая сталь хорошо удерживает тепло, для нее требуется на 10–20 % меньше тепла, чем для мягкой стали. Общее эмпирическое правило для низкоуглеродистой стали заключается в том, что мощность в 1 ампер сваривает сталь толщиной около 0,001 дюйма. Таким образом, 200 А может сваривать от 3/16” до 1/4”. Но эти правила недооценивают большинство сварочных аппаратов; тем не менее, это хорошая отправная точка. Какой бы ни была толщина соединения из нержавеющей стали, преобразуйте ее в ампер и снизьте выходную силу тока. примерно на 10-20%.
Это может потребовать проб и ошибок в зависимости от вашей скорости движения, техники и возможностей машины.
Предварительная очистка Нержавеющая сталь
Нержавеющая сталь должна быть абсолютно чистой. Поэтому, если вы возьмете что-то из этого руководства и примените его, убедитесь, что это именно оно.
Перед сваркой сварочное соединение должно быть очищено от масел, жиров, красок, грязи или чего-либо еще. Нержавеющая сталь не прощающий металл. Вы должны тщательно очистить соединение, если хотите получить качественный сварной шов.
Использование напильника для подготовки и очистки трубы из нержавеющей стали для сварки TIG Источник изображения: соединенияЕсли вы покупаете новый лист из нержавеющей стали, он может поставляться с пластиковым кожухом. Это гарантирует, что материал готов к сварке, как только вы снимите слой и очистите его салфеткой с растворителем.
Вам также следует очистить присадочную проволоку, которую вы планируете использовать. На всякий случай очистите несколько дополнительных проводов, если только вы не можете точно оценить, сколько проводов вам понадобится для заполнения соединения.
Кроме того, следите за чистотой рабочей среды от частиц пыли из углеродистой стали и никогда не допускайте перекрестного загрязнения нержавеющей стали мягкой сталью. Используйте проволочную щетку из нержавеющей стали и шлифовальные круги только для нержавеющей стали. В противном случае углерод из мягкой стали загрязнит нержавеющую сталь.
Механическая очистка сварных швов обеспечивает низкие затраты на приобретение, но требует много времени и усилий. Источник изображения: https://blog.perfectwelding.fronius.com/en/cleaning-stainless-steel-welds/Методы сварки TIG нержавеющей стали
Теперь, когда ваше оборудование для сварки TIG подготовлено и вы очистили материал, пришло время обсудить, как на самом деле сваривать соединение. Есть много аспектов, которые нужно учитывать, поэтому давайте разберем все по одному.
Продувка газом
Вы, должно быть, уже слышали о продувке газом. Но вопрос в том, нужно ли продувать газом соединение из нержавейки?
Если вы свариваете трубы из нержавеющей стали и вам требуется отличное качество сварки изнутри трубы, вы должны продуть трубу. В большинстве случаев при сварке нержавеющих труб требуется продувка. Но часто также необходимо очистить заднюю сторону соединения при сварке двух пластин из нержавеющей стали рядом друг с другом с конфигурацией сварки встык.
Если не продуть трубы, кислород изнутри ослабит сварной шов. Сварной шов защищен от защитного газа аргона, поступающего из чаши горелки TIG, но нижняя сторона сварного шва не защищена от кислорода, находящегося внутри трубы.
Таким образом, удаление кислорода путем выпуска газообразного аргона внутри трубы вытесняет кислород наружу и оставляет внутри трубы защитную атмосферу аргона. Таким образом, вы защищаете сварной шов снаружи и изнутри.
Чтобы продуть трубу, все, что вам нужно сделать, это заклеить оба конца трубы лентой, проткнуть отверстие на одном конце и воткнуть внутрь аргоновый шланг с диффузором, ткнуть в другое место на противоположном конце для удаления кислорода и отпустить. газ аргон. Это элементарный метод очистки своими руками. Существуют более совершенные системы продувки газа, которые не рассматриваются в этой статье.
Важное примечание. Для закрытия концов труб используйте термостойкую алюминиевую ленту, не содержащую галогенов! Большинство обычных лент содержат галогены, такие как хлор. Если эти соединения нагреваются, они могут впитаться в сварной шов и вызвать слабые, ломкие сварные швы.
Медно-алюминиевая подложка
Если вы не хотите добиться максимального качества сварного шва из нержавеющей стали, но хотите создать прочное, достаточно хорошее соединение, вы можете заменить продувку подложкой. Это особенно полезно при сварке пластин из нержавеющей стали.
Иногда просто не нужно добиваться идеального сварного шва снизу стыка. Продувка шва снизу требует времени, усилий и защитного газа, который стоит дорого.
Вместо этого вы можете поместить медную или алюминиевую подложку под линию стыка и надежно зажать ее так, чтобы между подложкой и соединением из нержавеющей стали оставался минимальный зазор. Это не идеально, поэтому вы не получите чистый серебристый шов из-под стыка. Но, в большинстве случаев, этого будет достаточно.
Источник изображения: http://weldingstudentofsliet.weebly.com/tig-welding/tig-weldingМедь и алюминий не расплавятся при сварке, поскольку они быстро отводят тепло, в отличие от нержавеющей стали. стали. В результате эти материалы требуют большей силы тока для плавления, чем нержавеющая сталь. Но, чтобы быть уверенным, используйте более толстые опорные детали, чем приваренная нержавеющая сталь.
Поток защитного газа до и после сварки
Рекомендуется обеспечить подачу защитного газа перед сваркой, чтобы тщательно пропитать соединение до того, как дуга начнет плавить основной металл. Предварительный поток предотвращает загрязнение, выталкивая атмосферные загрязняющие вещества из соединения, и создает безопасную среду с высоким содержанием аргона. Около одной секунды должно быть достаточно для большинства работ по сварке нержавеющей стали. Просто убедитесь, что чашка TIG находится прямо над соединением.
Расход защитного газа после сварки еще более важен. Он предотвращает повреждение сварного шва кислородом на заключительном этапе. Вы не можете просто завершить сварку и убрать горелку TIG. Сверхгорячая нержавеющая сталь будет окисляться при контакте с воздухом. Необходимо удерживать защитный газ над конечной точкой сварного шва в течение примерно одной секунды на каждые 10 А сварочного тока.
На этом изображении показано увеличение расхода газа (слева направо). По мере увеличения расхода защитного газа столб ламинарного потока становится более турбулентным, что повышает вероятность загрязнения сварного шва и/или вольфрама. По мере уменьшения расхода столб защитного газа становится более ламинарным и менее турбулентным. Источник изображения: https://www.
canadianmetalworking.com/canadianfabricatingandwelding/article/welding/cover-me-proper-shielding-gas-coverage-is-key-to-gtaw-success Управление теплом
Управление теплом при сварке нержавеющей стали имеет решающее значение. Итак, давайте обсудим все методы, которые вы можете использовать, чтобы предотвратить перегрев нержавеющей стали от осаждения карбида.
Пусковой ток
Пусковой ток с малым током полезен при сварке нержавеющей стали, поскольку вы даете материалу больше времени для медленного нагрева. Если вы подадите слишком много тепла сразу после зажигания дуги, высока вероятность того, что вы деформируете материал. Кроме того, поскольку нержавеющая сталь слишком хорошо удерживает тепло, вы можете избежать концентрации тепла в течение первых двух секунд, пока вы не начнете двигаться по линии стыка.
Высокий коэффициент теплового расширения нержавеющей стали и низкая теплопроводность делают ее легко деформируемой при сварке. Источник изображения: http://weldingstudentofsliet.weebly.com/tig-welding/tig-welding Начальный ток следует устанавливать в зависимости от толщины материала. Но где-то между 5А и 20А это хорошая отправная точка. Вы быстро научитесь устанавливать этот параметр, имея некоторый опыт. Так что потренироваться на куске нержавеющей стали — хорошая идея.
Ножная педаль управления
Ножная педаль TIG станет вашим лучшим другом при сварке нержавеющей стали. Поскольку этот материал сохраняет тепло, он будет нагреваться во время сварки. Это означает, что вам, возможно, придется снизить силу тока по мере прохождения соединения.
Ножная педаль позволяет установить минимальную и максимальную выходную силу тока. Самая высокая сила тока – это когда вы нажимаете педаль до упора, как будто даете машине полный газ. Но когда вы отпустите педаль, сварочный аппарат TIG будет выдавать меньшую силу тока. В результате вы можете изменять подачу тепла в режиме реального времени по мере необходимости.
Но управление с помощью ножной педали усложняет сварку TIG в целом. При выполнении этого метода сварки вы будете управлять горелкой TIG одной рукой, а присадочной проволокой — другой. Таким образом, управление педалью одновременно усложняет задачу.
Импульсная сварка TIG
Импульсная сварка TIG — еще один отличный способ контроля подводимого тепла. Импульсную сварку можно использовать как с ножной педалью, так и без нее. Таким образом, вы можете удвоить контроль нагрева или просто использовать импульсную сварку TIG отдельно, если ваш сварочный аппарат поддерживает эту функцию.
Эта функция также имеет низкий и высокий выходной ток, как и при использовании ножной педали. Но машина автоматически переключается между высокой и низкой силой тока много раз в секунду. Вы можете пульсировать с частотой от 1 импульса в секунду («PPS») до 200 PPS.
Импульсный режим также позволяет настроить глубину провара, ширину сварного шва и внешний вид валика.
Источник изображения: @stainless_brosYesWelder предлагает следующие аппараты с поддержкой импульсной сварки TIG:
- YesWelder TIG 250P AC/DC
- YesWelder TIG-225P TIG постоянного тока и TIG холодной точки
- YesWelder CT2050 — сварочный аппарат «7 в 1»
- YesWelder TIG 250P DC Только
Размер ванны
Старайтесь, чтобы размер ванны был равен толщине основного металла. Если лужа становится больше, вы без необходимости плавите материал и подводите слишком много тепла. Отпустите педаль и увеличьте скорость движения, чтобы решить эту проблему.
В конце сварки вам нужно будет отпустить педаль TIG и добавить присадочный металл, чтобы охладить сварочную ванну и избежать растрескивания кратера. После выключения дуги не забудьте оставить активным пост-поток, поэтому не удаляйте присадку TIG подальше от сварного шва.
Скорость перемещения
При сварке нержавеющей стали методом TIG необходимо двигаться быстро. В противном случае вы сконцентрируете слишком много тепла. В результате сварной шов и ЗТВ будут подвергаться выделению карбидов, что приведет к межкристаллитной коррозии и растрескиванию.
Если вас не устраивают высокие скорости движения, вы можете использовать подкладные охлаждающие стержни из алюминия или меди, как мы обсуждали ранее. Эти два металла быстро отводят тепло, поэтому они возьмут на себя часть тепла, которое вы вводите в нержавеющую сталь. Тем не менее, это только поможет вам так много. Вы должны быстро перемещать горелку для сварки нержавеющей стали методом TIG.
Источник изображения: https://www.researchgate.net/figure/e-Effect-of-travel-speed-on-welding-formation-of-the-butt-joint-a-125-mm- s-b-15_fig4_346872535Угол горелки
Держите горелку под углом примерно 70 градусов к сварному соединению, а присадочный металл – под углом примерно от 10 до 25 градусов к соединению. Это типичная установка. Но вам, возможно, придется отрегулировать углы в зависимости от типа соединения и доступности.
Заключение
Сварка ВИГ нержавеющей стали относительно проста, если вы освоите все, что обсуждается в этой статье. Очень важно предварительно очистить материал, избежать чрезмерного накопления тепла и обеспечить достаточное покрытие защитным газом.
Чтобы научиться сваривать нержавеющую сталь, может потребоваться некоторое количество проб и ошибок. Этот материал легко сгорает, деформируется и разрушает его коррозионную стойкость. Поэтому мы советуем собрать как можно больше кусков металлолома и практиковать всю настройку, пока не обретете уверенность в сварке ценных элементов, таких как выхлопные трубы из нержавеющей стали, вентиляционные отверстия, рамы, крылья или детали интерьера.
Крупный план сварочной дуги TIG и защитного зонта аргонового сварочного газа Источник изображения:5 комментариев
Назад к YesWelder
Сварка MIG и MAG – есть ли разница?
Сколько зарабатывают сварщики? – Обзор сварочных работ
{{ tier_title }}
“,”reward_you_get_popup”:”Вы получаете”,”reward_they_get_popup”:”Они получают”,”reward_free_shipping_popup”:”Вы получаете скидку на бесплатную доставку\r\n Они получают скидку на бесплатную доставку”,”reward_you_get_free_popup “:”Бесплатная доставка”,”popup_item_tier_benefits_title”:”Преимущества”,”popup_item_tier_benefits_next_tier”:”Следующий уровень”,”popup_item_tier_benefits_list_of_tiers”:”Список уровней”,”reward_tier_achieved_on”:”Достигнуто {{ month }} {{ day } }, {{ year }}”,”reward_tier_multiply”:”Множитель”,”reward_tier_multiply_points”:”{{multiply_points }}x”,”earn_tier_more_points”:”Заработано {{ more_points }}/{{ next_tier_points }} {{ points_name }}”,”reward_as_discount”:”{{ сумма }} скидка”,”reward_as_points”:”{{ сумма }} {{ points_name }}”,”reward_as_gift_card”:”{{ сумма }} подарочная карта”,”flexible_discount “:”Скидка”,”flexible_discount_price”:”Цена со скидкой”,” available_discount_title”:”В данный момент у вас нет доступных наград”,”reward_your_tier”:”Ваш уровень:”,”reward_next_tier”:”Нет уровень xt:”,”reward_page_confirm”:”Подтвердить обмен”,”reward_redeem_cancel”:”Отменить”,”reward_redeem_confirm”:”Подтвердить”,”reward_page_earn_points”:”Заработать баллы”,”reward_not_enough_points”:”Недостаточно баллов”,” select_rewards”:”Выберите награду”,”reward_birthday”:”День рождения”,”reward_enter_birthday”:”Введите день рождения”,”reward_please_enter_birthday”:”Пожалуйста, укажите день рождения”,”reward_enter_valid_birthday”:”Введите правильную дату дня рождения”,” warning_title_for_reward”:”К сожалению, похоже, что программа лояльности и вознаграждений недоступна для этой учетной записи. “,”warning_title_for_reward_requirelogin”:”Чтобы принять участие в нашей программе лояльности и вознаграждений, вы должны сначала подтвердить свою учетную запись. Пожалуйста, войдите в систему, чтобы проверить свое право на участие.”,”reward_notifications_earned_points”:”Вы заработали {{ points_name }}!”,”reward_notifications_spend_your_points”:”Потратьте свои баллы! У вас есть {{ point_balance }} {{ points_name }}”,”reward_activity_reset_points”:”Сбросить баллы”,”reward_activity_reset_tiers”:”Сбросить уровни”,”reward_activity_reset_tiers_description”:””,”reward_notifications_you_have”:”У вас есть {{ points_name }}”,”reward_notifications_discount_check”:”Используйте скидку на странице оформления заказа”,”reward_notifications_add_discount_to_your_cart”:”У вас есть доступная скидка. Добавьте скидку в корзину!”,”reward_discount_unavailable”:”Скидка недоступна”,”reward_program_emails”:”Письма по бонусной программе”,”reward_title_earn_for_place_order”:”Купите этот товар и заработайте {{ points_count }} {{ points_name }}”,” награда_title_earn_for_place_order_on_cart_or_checkout”:”Вы зарабатываете {{points_count}} {{points_name}} за эту покупку”,”reward_save_btn”:”Сохранить”,”reward_delay_points_pending_status_rule”:”В ожидании”,”referral_page_inviting_text”:”Пригласив друга”,” referral_page_your_benefit”:”Ваша выгода”,”referral_page_your_friends_benefit”:”Привилегия вашего друга”,”referral_page_get”:”Получите”,”referral_page_no_reward_text”:”похвалите, пригласив своих друзей!”,”referral_link”:”Реферальная ссылка”,”copy_link “:”Копировать ссылку”,”referral_page_share_title”:”Поделиться в социальных сетях”,”referral_page_active_discounts”:”Активные скидки”,”claim_referral”:”Claim”,”referral_notification_label”:”Пожалуйста, введите адрес электронной почты, чтобы получить подарок”, “email_sent_successfully”:”Ваше письмо успешно отправлено полностью!”,”referral_page_share_link_not_log_in”:”Войдите, чтобы начать делиться ссылкой”,”reward_activities_order_refund”:”Возврат заказа”,”reward_activities_order_updated”:”{{rule_title}} (Заказ обновлен)”,”activity_refund_earn_point”:”-{ { points_count }} {{ points_name }}”,”activity_refund_earn_points”:”-{{ points_count }} {{ points_name }}”,”activity_order_tier_lowered”:”Уровень понижен ({{ tier_title }})”,”order_refunded_activity_spend”:” +{{ points_count }} {{ points_name }}”,”reward_activity_discount_refund”:”Возврат скидки”,”reward_activity_gift_card_refund”:”Возврат подарочной карты”,”refund_tier_activity_discount_refund”:”Возврат скидки ({{ Discount_code }})”,”referrer_guest_notify_message “:”Зарегистрируйтесь, чтобы получить скидку”,”reward_sender_block_list_in_referral_program”:”К сожалению, эта реферальная ссылка больше не активна”,”referral_title_history”:”История”,”referral_not_allowed_to_use_referral_program”:”Вам не разрешено использовать реферальную программу”, “referral_no_activity”:”Нет активности”,”referral_history_c ustomer_name”:”Имя”,”referral_history_customer_email”:”Электронная почта”,”referral_history_status”:”Статус”,”referral_history_date”:”Дата”,”order_redeem_discount_name”:”Скидка на заказ ({{ name_order }})”, “discount_expire_in_day”:”Скидка действует через {{ days_count }} день”,”discount_expire_in_days”:”Скидка действует через {{ days_count }} дней”,”activity_discount_expired_code”:”Скидка истекает {{ code }}”,”activity_discount_expired”: “Срок действия скидки истек”,”current_balance”:”Текущий баланс”,”birthday_gift_multiply_message”:”Баллы за каждый заказ, сделанный в день вашего рождения, будут умножены на {{multiply_points }}!”,”your_discount_code”:”Ваш код скидки:”, “verify_account_message”:”Чтобы получить вознаграждение за создание учетной записи, подтвердите свой адрес электронной почты.
“,”verify_account_email_is_send_massage”:”Письмо с подтверждением отправлено, , пожалуйста, проверьте свой почтовый ящик.”,”verify_account_button”:”Подтвердить аккаунт”,”spending_card”:”Карта правил расходов”,”minimum_purchase”:”Требуется минимальная покупка {{ Discount_amount }}”,”tier_info”:”Информация об уровне” ,”completed_rule”:”Выполненное правило”,”earning_rule”:”Правило заработка”,”reward_popup”:”Всплывающее окно вознаграждения”,”birthday_field”:”Поле дня рождения”,”shop_it”:”КУПИТЬ”,”назад”: “Назад”,”click_for_sound_on”:”Нажмите, чтобы включить звук”,”click_for_sound_off”:”Нажмите, чтобы отключить звук”,”view_on_instagram”:”Посмотреть в Instagram”,”view_on_tiktok”:”Посмотреть в Tiktok”,”instagram_gallery”: “Галерея Инстаграм”}
TIG сварка нержавеющей стали | Fractory
Примечание. Это гостевой пост Грегори Сандерса с сайта Cromweld.com. Он энтузиаст сварки, который делится своими взглядами на мир сварки на своем веб-сайте.
Как сварщик, вы будете ежедневно открывать для себя новый материал. Важно, чтобы, имея дело с различными типами материалов, вы понимали все их функции. Сварка TIG — это стабильный сварочный процесс, который поможет вам начать работу.
Хотя новички чаще всего начинают со сварочных аппаратов MIG, они часто заканчивают сварочными аппаратами TIG. Кривая обучения этому процессу немного сложнее из-за множества настраиваемых функций, но сварка TIG является чрезвычайно универсальным процессом, обеспечивающим непревзойденное качество.
Что такое сварка TIG?
Сварка ВИГ – это альтернативное название дуговой сварки вольфрамовым электродом в среде защитного газа. Авиастроители создали его для сварки магния в первой половине 20 века.
Процесс обычно выглядит следующим образом:
- Сварщик создает дугу, соединяющую основной металл и неплавящийся вольфрамовый электрод, который не плавится.
- Когда дуга попадает на основной металл, образуется расплавленная сварочная ванна. Тонкая проволока присадочного металла постепенно подается в сварочную ванну, заставляя ее плавиться.
- Одновременно инертный защитный газ защищает вольфрамовый электрод и сварочную ванну от загрязнения кислородом. Важно, чтобы не использовались флюсы.
- Готовый продукт представляет собой прочный сварной шов, обладающий такими же свойствами коррозионной стойкости, как и основной металл.
Для чего используется сварка TIG?
Сварка ВИГ используется для многих типов металлов и является одним из самых популярных методов сварки. Различные отрасли промышленности в значительной степени полагаются на сварку TIG, и она используется в процессе строительства в различных отраслях, включая аэрокосмическую отрасль.
Производители автомобилей используют сварку TIG, например, для крыльев из-за ее антикоррозионных свойств. Сварка TIG также обычно используется в мастерских по ремонту кузовов автомобилей.
Кроме того, сварка ВИГ очень распространена среди художников, которые создают скульптуры с использованием методов сварки из-за отличного качества отделки. В последнее время Интернет завоевал популярность так называемый метод холодной сварки TIG. В действительности этот метод не имеет ничего общего с собственно процессом холодной сварки. Он получил свое название из-за значительно меньшей тепловложения, но, к сожалению, эти эстетически приятные сварные швы не провариваются, и поэтому этот метод не очень эффективен для создания прочных сварных швов.
Сварка ВИГ из нержавеющей стали
Сварка ВИГ очень популярна для сварки нержавеющей стали. В основном используется для пайки нержавеющей стали. Самое замечательное то, что его можно использовать для различных развертываний в различных сварочных работах.
Сварка нержавеющей стали известна как сложная задача, поскольку она очень хорошо сохраняет тепло. Это может привести к деформации металла. Однако сварка TIG отлично подходит для нержавеющей стали, а также для других металлов, таких как алюминий, никелевые сплавы, латунь, медь и хромомолибден.
Подготовка к сварке нержавеющей стали TIG
Подготовка начинается, когда вы запускаете сварку TIG с источником питания, который можно зажечь через горелку. Вы должны принять столько мер предосторожности, сколько необходимо для поддержания температуры.
Еще один совет по подготовке — использовать адаптер, который уже входит в комплект принадлежностей. Таким образом, у вас не будет путаницы, требующей отдельного подключения.
Убедитесь, что у вас есть педаль, чтобы вы могли подключить ее и контролировать процесс сварки. Ножная педаль даст вам полный контроль над окончательным сварочным проектом.
Как работает сварка TIG нержавеющей стали?
Первый шаг
На начальных этапах сварки TIG вам потребуется сосредоточиться на трех вещах: нагреве, покрытии и присадочном металле. Тепло является важным аспектом процесса сварки, потому что без него вы не сможете создать электричество, проходящее через вольфрамовый электрод.
Выбор присадочного стержня
Способ установки присадочного стержня фактически изменит весь процесс сварки. Вы хотите использовать обе руки, когда прикрепляете наполнительный стержень. Защитный газ необходимо использовать для предотвращения любых форм загрязнения.
ER или присадочная проволока будет использоваться в качестве механизма подачи проволоки для сварки TIG. Правильный выбор влияет на конечное качество сварки.
Процесс сварки нержавеющей стали
Отличительной чертой сварки нержавеющей стали является ее способность к сварке. Большинство начинающих сварщиков будут обеспокоены процессом сварки, однако при сварке нержавеющей стали вы сможете добиться желаемого результата.
Процесс сварки нержавеющей стали начинается с различных типов процессов, таких как сварка трением, пайка твердым припоем и электронная сварка. Вам понадобится проводимость гелия, чтобы склеить частицы вместе.
Зачем использовать вольфрам для сварки нержавеющей стали
Вольфрам — это редкий, но полезный металлический элемент, который в основном используется в производстве. Процесс во многом зависит от твердости и термостойкости.
Для проведения тока вам нужна особая дуга с высокой температурой плавления. Вольфрам является отличной альтернативой торию, который может работать при сварке с низкой силой тока. Рекомендуемые варианты – цериированные и лантанированные вольфрамы, поскольку они обладают сильной удерживающей способностью.
Процесс в основном зависит от характеристик вольфрама, таких как его вес и то, как он обрабатывает тепло. Известно, что лучшими из них являются чистый вольфрам. Ассортимент огромен, поэтому убедитесь, что вы выбрали именно то, что подходит именно вам!
Источники питания для сварочных аппаратов TIG для сварки нержавеющей стали
Основные источники питания могут различаться в зависимости от проекта. Вы хотите передавать всю эту энергетическую работу по частям. Таким образом, вы сосредоточите свое внимание и электрод, на котором хотите сосредоточиться.
Основным источником энергии является огнеупорный электрод, который будет медленно передавать энергию для формирования хорошей дуги. Основным оборудованием, обеспечивающим выполнение процесса, являются электрододержатель, присадочный металлический стержень и средства индивидуальной защиты.
В целом, сварка TIG — это важнейший сварочный процесс, без которого многие отрасли промышленности не могут жить. Независимо от того, являетесь ли вы профессиональным сварщиком или любителем, всегда обязательно принимайте необходимые меры предосторожности, чтобы обезопасить себя и все свои рабочие материалы.
Сварка ВИГ нержавеющей стали? Инвестиции в три области могут помочь
Инвестиции в инверторные источники питания, импульсную технологию и даже в смеси аргон/водород в качестве защитного газа могут обеспечить сварщикам TIG и владельцам цехов, работающих с нержавеющей сталью, краткосрочные и долгосрочные преимущества. Getty Images
Сварка нержавеющей стали с помощью газовой вольфрамовой дуговой сварки (GTAW), также известной как TIG, часто становится делом деликатным.
Вы не хотите слишком сильно нагревать нержавеющую сталь, которая обычно является более чувствительным материалом для работы. В связи с этим очень важны расчеты подводимой теплоты и отопления.
Здесь играет роль скорость перемещения сварного шва. Чем быстрее вы можете двигаться во время сварки нержавеющей стали TIG, тем меньше времени вы тратите на сварку детали, что приводит к меньшему поглощению тепла окружающим материалом.
Инвестиции в меньшие и портативные инверторные источники питания, пульсирующие и даже аргонно-водородные смеси защитных газов могут помочь вам оптимизировать тепловложение, скорость перемещения и глубину провара, что принесет пользу как сварщикам TIG, так и владельцам цехов.
Инверторные источники питания и портативность
Для многих работа с нержавеющей сталью означает работу с трубами и трубопроводами на таких объектах, как птицеперерабатывающие заводы, водочные заводы, микропивоваренные заводы, фармацевтические предприятия и другие.
Большая часть работы теперь может выполняться на месте, часто с использованием более крупного сварочного оборудования. В конечном счете, однако, в большинстве приложений вам потребуется отправиться на место работы, где большие трансформаторные машины неудобны из-за требований к входной мощности и логистики мобильности.
«Во-первых, они очень тяжелые, — сказал Эндрю Пфаллер, руководитель сегмента Miller Electric. «Но тогда, если вы найдете власть, у вас есть нужные связи? Нужно ли повторно связывать продукт? Это часто создает проблемы».
Портативные инверторные источники питания обычно весят менее 50 фунтов — значительно меньше, чем трансформаторная машина. — Размером с коробку для завтрака, — сказал Пфаллер. Большинство из них будут на 150, 160 или 200 ампер, потому что полевые работы обычно можно выполнять с 200 амперами или меньше.
«Как правило, вы можете, как частное лицо, переносить инверторную машину на рабочую площадку самостоятельно, не используя вилочный погрузчик или без помощи кого-либо, чтобы поднять ее … если вы можете сделать это с одним человеком вместо двух, это будет значительно повлияет на вашу производительность и рентабельность», — сказал он.
Импульсный режим обеспечивает контроль и уменьшает задержку дуги
Наряду с портативностью инверторная технология позволяет использовать импульсы на более высоких частотах. Источник питания на основе трансформатора обычно получает от 10 до 20 импульсов в секунду. Источник питания на основе инвертора может достигать 500 импульсов в секунду; некоторые даже могут достигать 5000 импульсов в секунду.
Наряду с портативностью инверторный источник питания позволяет пульсировать на более высоких частотах, что в конечном итоге может дать вам лучший контроль направления и уменьшить задержку дуги. Miller Electric
Пфаллер сказал, что все, что выше 100 импульсов в секунду, даст вам лучший контроль направления.
«Если вы пытаетесь выполнить угловой шов, внутренний угловой шов или соединение T-K-Y, например, в трубах, это позволяет вам направить дугу и сварить там, где вы хотите», — сказал он.
«В санитарно-технических трубопроводах, которые широко используются в пищевой промышленности и производстве напитков, а также в производстве молочных продуктов, все они изготовлены из тонкостенной нержавеющей стали с относительно низким током; у вас не так много силы в дуге от силы тока. Вы должны дополнить это стабильностью дуги, которую обеспечивает пульсация».
Использование генератора импульсов помогает уменьшить «запаздывание дуги», когда сварочная дуга отстает в любом месте, куда направлен электрод и где фактически образуется сварочная ванна.
«Возможно, это плохое описание, но это почти как опьянение. Ваш мозг думает об одном, но ваше тело отстает в своей реакции», — сказал Пфаллер. «Материал в этих никелевых сплавах ведет себя одинаково в том смысле, что он медленно реагирует на ваши входные данные.
«Использование генератора импульсов может привести к взбалтыванию лужи, что уменьшает задержку и задержку лужи. Итак, что это значит для кого-то? Это может означать лучшее качество сварки, потому что теперь сварка идет туда, куда они хотят. У них может быть более высокая скорость движения, потому что теперь они не ждут, пока эта лужа нагонит их».
Импульсный режим снижает тепловложение сварного шва, что может уменьшить степень деформации. По словам Пфаллера, как правило, стали усаживаются примерно на 10% при затвердевании.
«Если у вас есть сварочное соединение, и вы делаете сварочную ванну намного большего размера, чем необходимо, эта ванна сжимается, а когда она затвердевает, это вызывает чрезмерную деформацию», — сказал он. «Это искажение часто приводит к той или иной форме переделки или процесса выпрямления, которые не учитывались. Компании тратят много времени на исправление или выравнивание деталей после сварки и до того, как они смогут выполнять последующие операции».
Стоит ли попробовать смесь аргона и водорода?
Исторически сварщики TIG использовали аргон в качестве защитного газа при работе с нержавеющей сталью. Однако в некоторых случаях, таких как сварка тонкостенных труб, некоторые производители перешли на смесь водорода с низким процентным содержанием. В этом сценарии от 1% до 2% водорода смешивается с аргоном.
Пфаллер сказал, что он видел растущее использование смеси защитного газа аргона и водорода. Эта смесь создает больше тепла для изменения профиля провара.
«Люди, занимающиеся сантехническими трубами или тонкостенными трубами, будут использовать квадратное стыковое соединение, а не делать на трубе скос. Затем они используют защитный газ, смешанный с водородом, и получают дополнительное проникновение, чтобы практически исключить эту подготовку соединения», — сказал он.
Эта смесь должна использоваться только со сплавами из нержавеющей стали, добавил он.
В отличие от гелия, который в настоящее время сталкивается с нехваткой запасов, запасы водорода и аргона не вызывают беспокойства, учитывая их относительное изобилие в атмосфере.
Некоторые предприятия решили смешивать его самостоятельно, сказал Пфаллер. Он предупредил магазины, чтобы они тщательно обдумали это, учитывая воспламеняемость смеси при более высоких концентрациях.
«Те, кто исследует его смешивание, должны принять необходимые меры предосторожности, чтобы убедиться, что они поддерживают очень низкий процент в смеси защитного газа», — сказал он. «Это может создать проблемы с безопасностью и меры предосторожности, которые необходимо соблюдать при самостоятельном смешивании вместо того, чтобы приносить предварительно смешанную смесь от поставщика газа. Это то, в чем их поставщик защитного газа может дать некоторые рекомендации и управление».
Долгосрочная экономия на эксплуатации
В конечном счете, внесение изменений в эти области принесет больше финансовых выгод, чем стремление сэкономить на расходных материалах или замене чашек горелки TIG, сказал Пфаллер.
Многие люди, с которыми разговаривает Пфаллер, не вносят изменений, потому что на сварку приходится около 10 % операций их мастерских. Если скорость сварки улучшится на 10 %, это составит около 1 % экономии в общем объеме операций.
Преимущества, возникающие при переходе на инверторные источники питания и импульсный режим, включают устранение операций, не добавляющих ценности, использование более агрессивного профиля соединения, устранение скосов на трубах и достижение полного проплавления квадратного стыкового соединения.