Типы фрезерных станков и их назначение: Основные типы фрезерных станков и их компоновка
alexxlab | 25.07.2020 | 0 | Разное
Фрезерные станки: общие сведения, классификация, обозначение
Фрезерные станки: общие сведения, классификация, обозначение
Фрезерные станки предназначены для обработки наружных и внутренних плоских, фасонных поверхностей, уступов, пазов, прямых и винтовых канавок, шлицев на валах, нарезание зубчатых колес и т. д.
Конструкции фрезерных станков многообразны. В общем случае фрезерные станки можно подразделить на две основные группы:
- общего назначения или универсальные фрезерные станки (вертикально-фрезерные, горизонтально-фрезерные, продольно-фрезерные
- специализированные и специальные фрезерные станки (шлицефрезерные, шпоночно-фрезерные, карусельно-фрезерные, копировально-фрезерные и др.)
Основными формообразующими движениями фрезерных станков являются вращение фрезы (главное движение) и движение подачи, которое сообщают заготовке или фрезе.
Приводы главного движения и подачи выполняют раздельно. Вспомогательные движения, связанные с подводом и отводом заготовки к инструменту, механизированы и осуществляются от привода ускоренных перемещений.
Основные элементы механизмов станков унифицированы.
Основным параметром, характеризующим фрезерные станки общего назначения, является размер рабочей поверхности стола.
По конструктивным особенностям эти станки подразделяют:
- станки консольные (стол расположен на подъемном кронштейне-консоли)
- станки бесконсольные (стол перемешается на неподвижной станине в продольном и поперечном направлениях)
- станки непрерывного действия (карусельные и барабанные)
- а — станок универсальный консольный горизонтально-фрезерный
- б — станок широкоуниверсальный консольный горизонтально-фрезерный
- в — станок широкоуниверсальный бесконсольно-фрезерный
- г — станок консольный вертикально-фрезерный
- д — станок бесконсольный вертикально-фрезерный
- е — станок бесконсольный горизонтально-фрезерный
- ж — станок продольно-фрезерный
- з — станок карусельно-фрезерный
- и — станок барабанно-фрезерный
Консольные фрезерные станки наиболее распространены в единичном, мелко- и среднесерийном производстве рис. 119, а, б, в, г). Консольно-фрезерные станки горизонтальные и вертикальные – это наиболее распространенный тип станков, применяемых для фрезерных работ. Название консольно-фрезерные станки получили от консольного кронштейна (консоли), который перемещается по вертикальным направляющим станины станка и служит опорой для горизонтальных перемещений стола.
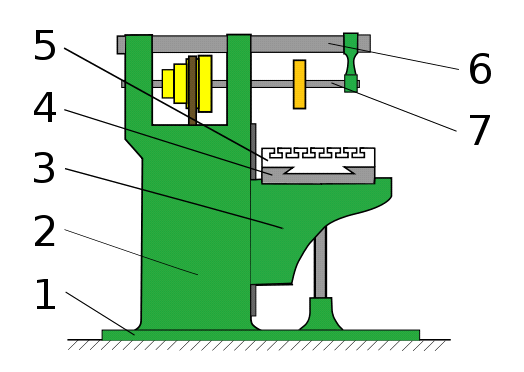
Универсальный консольно-фрезерный станок (рис. 119, а) имеет горизонтальный шпиндель 2 и выдвижной хобот 1, на который устанавливают серьгу 3, поддерживающую оправку с фрезой, консоль 4 перемещается вертикально по направляющей стойки 5. На консоли расположены салазки 6 и поворотный стол 7.
Горизонтальный консольно-фрезерные станки
ШирокоУниверсальный консольно-фрезерный станок (рис. 119; б, в) помимо горизонтального шпинделя имеет шпиндельную головку 1, которая может поворачиваться на хоботе в двух взаимно перпендикулярных направлениях, благодаря чему шпиндель с фрезой можно устанавливать под любым углом к плоскости стола и к обрабатываемой заготовке. На головке 1 монтируют накладную головку 2, предназначенную для сверления, рассверливания, зенкерования, растачивания и фрезерования.
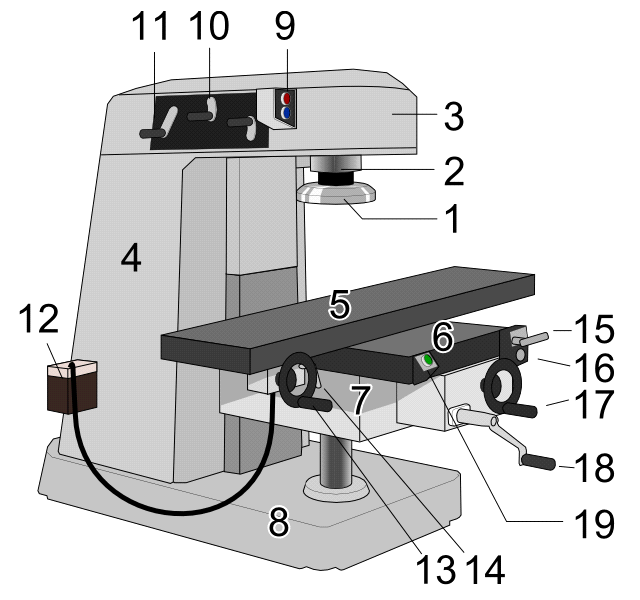
Вертикальный консольно-фрезерный станок (рис. 119, г) имеет вертикальный шпиндель 3, который размещен в поворотной шпиндельной головке 2, установленной на стойке 1.
Бесконсольные вертикально-фрезерные станки (рис. 119, д), служащие для обработки заготовок крупногабаритных деталей, имеют салазки 2 и стол 3, которые перемещаются по направляющим станины 1. Шпиндельная головка 5 перемещается вертикально по направляющим стойки 6. Шпиндель 4 имеет вертикальные осевые перемещения при установке фрезы. Стол перемещается только в продольном и поперечном направлениях.Бесконсольные горизонтально-фрезерные станки (рис. 119, е), служащие для обработки заготовок крупногабаритных деталей, имеют салазки 2 и стол 3, которые перемещаются по направляющим станины 1. Шпиндельная головка 5 перемещается вертикально по направляющим стойки 6. Шпиндель 4 имеет осевые перемещения при установке фрезы.
Продольно-фрезерные станки (рис. 119, ж) предназначены для обработки заготовок крупногабаритных деталей. На станине 1 установлены две вертикальные стойки 6, соединенные поперечиной 7. На направляющих стойках смонтированы фрезерные головки 3 с горизонтальными шпинделями и траверса (поперечина) 4. На последней установлены фрезерные головки 5с вертикальными шпинделями. Стол 2 перемещается по направляющим стоек 4.
Карусельно-фрезерные станки (рис. 119, з), предназначенные для обработки поверхностей торцовыми фрезами, имеют один или несколько шпинделей 3 для чистовой и черновой обработки. По направляющим стойки 1 перемещается шпиндельная головка 2. Стол 4, вращаясь непрерывно, сообщает установленным на нем заготовкам вращение подачи. Стол с салазками 5имеет установочное перемещение по направляющим станины 6.
Барабанно-фрезерные станки (рис. 119, и) используются в крупносерийном и массовом производстве. Заготовки устанавливают на вращающемся барабане 2, имеющем движение подачи. Фрезерные головки 3 (для черновой обработки) и 1 (для чистовой обработки) перемещаются по направляющим стоек 4.
Станки консольно-фрезерные
Консольно-фрезерные станки – это наиболее распространенный тип станков, применяемых для фрезерных работ. Название консольно-фрезерные станки получили от консольного кронштейна (консоли), который перемещается по вертикальным направляющим станины станка и служит опорой для горизонтальных перемещений стола.
Наличие консоли, сообщая консольно-фрезерным станкам ряд удобств при обслуживании, несколько понижает жесткость при стыке со станиной, поэтому в конструкциях современных станков значительно увеличена длина направляющих консоли, созданы устройства для закрепления подвижных частей станка, повышена жесткость корпусных деталей.
Так как большей частью детали, применяемые в машиностроении, по размерам вписываются в габариты консольно-фрезерных станков общего назначения, парк фрезерных станков в механических цехах в основном укомплектован горизонтально- и вертикально-фрезерными станками консольного типа, а парк инструментальных и ремонтно-механических цехов, кроме того, еще и универсально-фрезерными и широкоуниверсально-фрезерными.
Кроме того, на базе некоторых основных моделей выпускаются модификации. Например, на базе вертикально-фрезерных станков 6М12П и 6М13П выпускаются быстроходные консольные вертикально-фрезерные станки 6М12Г1Б и 6М13ПБ. На базе горизонтально-фрезерного станка 6М82Г выпускается более быстроходная модель станка 6М82ГБ. На базе универсально-фрезерных станков 6Н81 и 6Н82 выпускаются широкоуниверсальные фрезерные станки 6Н81А и 6М82Ш. Широкоуниверсальные фрезерные станки в настоящее время находят широкое применение в единичном и мелкосерийном производствах для выполнения разнообразных фрезерных, расточных и сверлильных работ. На этих станках можно изготовлять металлические модели, штампы-формы, шаблоны, кулачки и т. п.
Широкоуниверсальный станок 6Н81А имеет шпиндельную головку, расположенную на хоботе и поворачивающуюся вокруг горизонтальной оси от 0 до 115°. В горизонтальном положении головки станок работает, как горизонтально-фрезерный, а в вертикальном положении, как вертикально-фрезерный.
Широкоуниверсальный станок 6М82Ш и аналогичный по конструкции станок большего размера 6М83Ш имеют два шпинделя: один — горизонтальный, как у обычного горизонтально-фрезерного станка, второй расположен на хоботе и может быть установлен под любым требуемым углом. Применение делительной головки и круглого поворотного стола значительно расширяет области применения этих станков. Для обработки различного рода поверхностей, а также крупногабаритных заготовок, превышающих по размерам площадь стола, вертикальная шпиндельная бабка смонтирована на выдвижном хоботе и может поворачиваться под любым углом в двух взаимно перпендикулярных плоскостях. При этом возможна одновременная работа горизонтального и вертикального шпинделей
Типоразмеры консольно-фрезерных станков принято характеризовать по величине рабочей (крепежной) поверхности стола. Консольно-фрезерные станки могут иметь горизонтальное
В СССР было освоено производство консольно-фрезерных станков пяти типоразмеров:
№ 0; № 1; № 2; № 3 и № 4, причем по каждому размеру выпускалась полная гамма станков — горизонтальные, универсальные и вертикальные. Каждый станок одной размерной гаммы имел в шифре одинаковое обозначение, соответствующее размеру рабочей поверхности стола.
В зависимости от размера рабочей поверхности стола различают следующие размеры консольно-фрезерных станков:
| Размер | Гамма станков | Размер стола, мм |
|---|---|---|
| 0 | 6Р10, 6Р80, 6Р80Г, 6Р80Ш | 200 х 800 |
| 1 | 6Н11, 6Н81, 6Н81Г; 6Р11, 6Р81, 6Р81Г, 6Р81Ш | 250 х 1000 |
| 2 | 6М12П, 6М82, 6М82Г; 6Р12, 6Р82, 6Р82Ш; 6Т12, 6Т82, 6Т82Г, 6Т82Ш | 320 х 1250 |
| 3 | 6М13П, 6М83, 6М83Г; 6Р13, 6Р83; 6Т13, 6Т83, 6Т83Г | 400 х 1600 |
| 4 | 6М14П, 6М84, 6М84Г | 500 х 2000 |
В соответствии с размерами стола меняются габаритные размеры самого станка и его основных узлов (станины, стола, салазок, консоли, хобота), мощность электродвигателя и величина наибольшего перемещения (хода) стола в продольном, салазок в поперечном и консоли в вертикальном направлениях.
Консольно-фрезерные станки, выпускаемые в СССР и СНГ
| Серия | Размер | Изготовитель | Год | Модель |
|---|---|---|---|---|
| 6 | 2 | ГЗФС | 1932 | 682 |
| 6Б | 0 | |||
| 1 | ||||
| 2 | ГЗФС | 1937 | 6Б12, 6Б82, 6Б82Г | |
| 3 | ||||
| 6К | 0 | |||
| 1 | ДЗФС | 6К11, 6К81, 6К81Г, 6К81Ш | ||
| 2 | ГЗФС | 6К12, 6К82, 6К82Г, 6К82Ш | ||
| 3 | ГЗФС | 6К13П, 6К83, 6К83Г, 6К83Ш | ||
| 6Н | 0 | Жальгирис | 1969 | 6Н10, 6Н80, 6Н80Г, 6Н80Ш |
| 1 | ДЗФС | 1970 | 6Н11, 6Н81, 6Н81Г, 6Н81А, 6Н81Д | |
| 2 | ГЗФС | 1951 | 6Н12, 6Н82, 6Н82Г | |
| 3 | ГЗФС, ВМЗ | 1951 | 6Н13, 6Н13Ф3, 6Н83, 6Н83Г, 6Н13ГА | |
| 6М | 0 | Жальгирис | 6М10, 6М80, 6М80Г, 6М80Ш | |
| 1 | ДЗФС | 1971 | 6М11, 6М11К, 6М81, 6М81Г, 6М81Ш, 6М81Ш-1, 6М81Ш-1Ф1, 6М81ШФ2 | |
| 2 | ГЗФС | 1961 | 6М12П, 6М12ПБ, 6М82, 6М82Г, 6М82ГБ, 6М82Ш | |
| 3 | ГЗФС | 1961 | 6М13П, 6М13ПБ, 6М83, 6М83Г, 6М83Ш | |
| 6Р | 0 | Жальгирис | 1973 | 6Р10, 6Р80, 6Р80Г, 6Р80Ш |
| 1 | ДЗФС | 6Р11, 6Р11К, 6Р11Ф3, 6Р81, 6Р81Г, 6Р81Ш | ||
| 2 | ГЗФС | 1972 | 6Р12, 6Р12К, 6Р82, 6Р82Г, 6Р82Ш | |
| 3 | ГЗФС, ВМЗ | 1972 | 6Р13, 6Р13Б, 6Р13Ф3, 6Р13Ф3-3, 6Р83, 6Р83Г, 6Р83Ш | |
| 6Т | 0 | Жальгирис | 1986 | 6Т10, 6Т80, 6Т80Ш |
| 1 | ||||
| 2 | ГЗФС | 1985 | 6Т12, 6Т82, 6Т82Г, 6Т82Ш | |
| 3 | ГЗФС | 1985 | 6Т13, 6Т83, 6Т83Г, 6Т83Ш | |
| 6Д | 0 | ДЗФС | 1987 | 6Д10, 6ДМ80Ш |
| 1 | ДЗФС | 1990 | 6Д81, 6Д81, 6Д81Г, 6Д81Ш | |
| 2 | ДЗФС | 6Д12, 6Д12Ф20, 6Д12Ф3, 6Д82, 6Д82Г, 6Д82Ш | ||
| 3 | ДЗФС | 6ДМ83Ш |
Основные производители фрезерных станков в СССР и России:
ВМЗ – Воткинский машиностроительный завод. В настоящее время – Воткинский Завод, ОАО
ГЗФС – Горьковский завод фрезерных станков. В настоящее время – Завод Фрезерных Станков ЗФС, ООО
ДЗФС – Дмитровский завод фрезерных станков. В настоящее время – Дмитровский завод фрезерных станков ДЗФС, ООО
УЗТС – Ульяновский завод тяжелых и уникальных станков УЗТС. В настоящее время – Ульяновский завод тяжелых и уникальных станков УЗТС, ООО
ВСЗ – Воронежский станкостроительный завод.
Жальгирис – Вильнюсский станкостроительный завод “Жальгирис”
Обозначение фрезерных станков
6 – фрезерный станок (номер группы по классификации ЭНИМС)
Д – серия (поколение) станка (Б, К, Н, М, Р, Т), например, 682, 6Б82Ш, 6К82Ш, 6Н82Ш, 6Д81Ш, 6Р82Ш, 6Т82Ш
8 – номер подгруппы (1, 2, 3, 4, 5, 6, 7, 8, 9) по классификации ЭНИМС (8 – горизонтально-фрезерный)
1 – исполнение станка – типоразмер (0, 1, 2, 3, 4) (1 – размер рабочего стола – 250 х 1000)
Буквы в конце обозначения модели:
Г – станок горизонтальный консольно-фрезерный с неповоротным столом
К – станок с копировальным устройством для обработки криволинейной поверхности
Б – станок с повышенной производительностью (повышенный диапазон чисел оборотов шпинделя, повышенная мощность двигателя главного движения).
П – повышенная точность станка – (н, п, в, а, с) по ГОСТ 8-82
Ш – станок широкоуниверсальный
Ф1 – станок с устройством цифровой индикации УЦИ и преднабором координат
Ф2 – станок с позиционной системой числового управления ЧПУ
Ф3 – станок с контурной (непрерывной) системой ЧПУ
Ф4 – станок многоцелевой с контурной системой ЧПУ и магазином инструментов
Полезные ссылки по теме
Паспорта и схемы к вертикальным фрезерным станкам и оборудованию
Каталог справочник вертикальных фрезерных станков и их аналогов
Рубикон, ООО
Типы фрезерных станков – LaserCut
Фрезерный станок — агрегат, который предназначен для работы с различными поверхностями из металла, дерева, пластика, органического стекла. С их помощью происходит фрезерная обработка заготовок, вращающихся тел, зубчатых колес. Значительное место среди этих станков занимает сверлильный вариант.
Шпиндель – важнейшая деталь фрезерных станков. Этот элемент фрезерных станков представляет собой вал, закрепляющий фрезерно обрабатываемую деталь, а также сверлильные, фрезерные, расточные, режущие инструменты станков. Длина шпинделя регулируется вручную или автоматически.
Все фрезерные станки отличаются по:
- степени автоматизации;
- конструкции;
- назначению.
Фрезерные агрегаты в зависимости от управления можно разделить на следующие группы станков:
- автоматические станки с числовым программным управлением, которые обеспечивают полностью автоматизированный фрезерный процесс;
- полуавтоматические станки, требующие частичного участия работающего с ними человека;
- ручные фрезерные станки нуждающиеся в полном контроле со стороны оператора.
Соответственно, цена на эти виды станков будет отличаться. Это вызвано тем, что автоматический фрезерный станок с ЧПУ будет иметь большую производительность.Фрезерные станки делятся на консольные и бесконсольные модели. Наиболее часто встречаются именно консольные станки. Такие станки могут быть следующих типов:
- вертикально фрезерный станок с вертикальным шпинделем;
- универсально фрезерный станок;
- широкоуниверсальный фрезерный станок с богатейшим дополнительным оснащением: разного вида тисками, круглыми и угловыми столами, дополнительными шпиндельными головками, наборами режущих, а также сверлильных инструментов;
- горизонтальный фрезерный станок с неповоротным столом;
- маленький фрезерный станок, который хорошо справляется с задачами обработки разных небольших металлических деталей при работах в небольших мастерских.
Вертикальный фрезерный станок
Вертикально фрезерные станки бывают с крестовым столом, а также бесконсольного типа. Вертикальные агрегаты универсальные, поскольку они позволяют фрезерно обрабатывать как небольшие детали из разных материалов, так и большие по размеру тяжелые заготовки в вертикальной плоскости.
Для обработки поверхностей под наклоном и вертикально, а также для изготовления сверлильных пазов внутри деталей крупных габаритов используется вертикально фрезерный станок по металлу, который представляет собой бесконсольный станок. Именно такой вертикальный фрезерный станок гарантирует более высокую точность, жесткость при работе с большими тяжелыми деталями.
Фрезерный станок такого типа имеет шпиндель, который можно вертикально перемещать по направляющим стойки, а также сдвигать его в осевом направлении. Заказать и купить вертикально фрезерный станок по выгодной цене лучше всего через интернет на сайте компании ООО «Лазеркат».
Наши менеджеры с инженерным образованием помогут выбрать наиболее подходящий вертикальный фрезерный станок в соответствии с конкретными потребностями заказчика. Интернет-магазин фирмы ООО «Лазеркат» предлагает вертикально фрезерные станки разных типов, назначения, цен и конструкций: вертикальный, сверлильный станок фрезерный, универсальные фрезерные вертикальные станки.
Универсальный фрезерный станок по металлу
Для обработки разнообразных поверхностей в условиях небольшого производства наиболее подойдут универсальные фрезерные станки. При их использовании можно решать разнообразные задачи с помощью, применяя сверлильные, угловые, торцовые, фасонные, дисковые фрезы.
Универсально фрезерный станок позволяет работать вертикально, горизонтально, а также обрабатывать углы, пазы, винтовые поверхности. Универсальный фрезерный станок работает эффективно в разных плоскостях.
Купить универсально мини фрезерный станок легко через интернет на сайте компании «Лазеркат». Наши специалисты подробно опишут возможности того или другого агрегата, наглядно демонстрируя преимущества определенных станков. Цена порадует самого притязательного клиента, поскольку в цену входит гарантийное обслуживание специалистов, а также возможная доставка.
Многоцелевые фрезерные станки
Многоцелевой универсально фрезерный станок отличается дополнительной шпиндельной головкой, которая может поворачиваться вертикально, а также горизонтально под любым углом. При этом возможна раздельная или одновременная работа двумя шпенделями.
Универсально фрезерный станок эффективно выполняет сверлильные, фрезеровальные работы, а также растачивание и зенкерование. Фрезерный многоцелевой агрегат универсальный применяется в инструментальных и экспериментальных цехах для изготовления широкого перечня разнообразных деталей.
Получить исчерпывающую информацию об оборудовании от менеджеров с инженерным образованием лучше на сайте компании ООО «Лазеркат». Заказать и приобрести станки фрезерные различных конфигураций легко в нашем интернет-магазине. При этом цена будет доступной для разных категорий клиентов, которые нуждаются в подобном оборудовании.
Сверлильно фрезерные станки по металлу
Сверлильный фрезерный станок необходим для продуктивной работы в ремонтных мастерских, а также на предприятиях разного уровня по обработке металла. Сверлильные работы занимают значительное место среди разных фрезерных способов обработки металла.
Поэтому именно сверлильный фрезерный станок представляет наиболее универсальный вариант для любой фирмы и предприятия независимо от его масштаба. С другой стороны, при покупке такого сверлильного оборудования можно выбрать более выгодную стоимость среди широкого перечня цен.
С одной стороны, универсальный фрезерный станок, вертикальный фрезерный станок стоят дороже, чем сверлильно фрезерный станок. С другой стороны, наиболее приятную обоснованную цену предложат на сайте компании ООО «Лазеркат». Именно здесь на основе всесторонней информации о фрезерных возможностях станков любой конкретный клиент сделает правильный выбор и необходимое именно ему приобретение.
Классификация, назначение и устройство фрезерных станков.
⇐ ПредыдущаяСтр 5 из 10Следующая ⇒Фре́зерные станки́ — группа металлорежущих станков в классификации по виду обработки. Фрезерные станки предназначены для обработки с помощью фрезы плоских и фасонных поверхностей, тел вращения, зубчатых колёс и т. п. металлических и других заготовок. При этом фреза, закрепленная в шпинделе фрезерного станка, совершает вращательное (главное) движение, а заготовка, закреплённая на столе, совершает движение подачи прямолинейное или криволинейное (иногда осуществляется одновременно вращающимся инструментом). Управление может быть ручным, автоматизированным или осуществляться с помощью системы ЧПУ (CNC).
Металлорежущий инструмент фрезерной группы станков. Концевые фрезы.
Во фрезерных станках главным движением является вращение фрезы, а движение подачи — относительное перемещение заготовки и фрезы.
Вспомогательные движения необходимы в станке для подготовки процесса резания. К вспомогательным движениям относятся движения, связанные с настройкой и наладкой станка, его управлением, закреплением и освобождением детали и инструмента, подводом инструмента к обрабатываемым поверхностям и его отводом; движения приборов для автоматического контроля размеров и т. д. Вспомогательные движения можно выполнять на станках как автоматически, так и вручную. На станках-автоматах все вспомогательные движения в определенной последовательности выполняются автоматически.
Универсально-фрезерный станок
Имеет горизонтально расположенный шпиндель и предназначен для обработки фрезерованием разнообразных поверхностей на небольших и не тяжелых деталях в условиях единичного и серийного производства. Обработку ведут цилиндрическими, дисковыми, угловыми, концевыми, фасонными, торцовыми фрезами. На этом станке можно обрабатывать вертикальные и горизонтальные фасонные и винтовые поверхности, пазы и углы. Фрезерование деталей, требующих периодического деления или винтового движения, выполняют с использованием специальных делительных приспособлений.
На станине смонтированы все основные узлы станка. Внутри станины размещены шпиндельный узел и коробка скоростей. Для поддержания оправки с фрезой служит хобот с серьгами (подвесками). По вертикальным направляющим станины перемещается консоль, несущая коробку подач. По направляющим консоли в поперечном направлении движутся салазки с поворотным устройством, которое несет продольный стол и позволяет поворачивать стол вокруг вертикальной оси на 45° в обе стороны, благодаря чему стол может перемещаться в горизонтальной плоскости под разными углами к оси шпинделя. Крутящий момент от двигателя посредством коробки передач передаётся на шпиндель – полый вал в верхней части станины. В передний торец шпинделя вставляется оправка и закрепляется штревелем – стержнем, закреплённым в шпинделе. Оправка обычно стержень имеющий коническое посадочное место-конус Морзе, воспринимающий вращение от шпинделя; на оправку одеваются фреза и фиксирующие её кольца, зажимаются гайкой. Жёсткость оправки поддерживается подвеской.
Горизонтально-фрезерный станок
Горизонтально-фрезерный станок (1 — фундаментная плита, 2 — станина, 3 — консоль, 4 — салазки, 5 — стол, 6 — хобот, 7 — оправка со фрезой)
Отличается от универсально-фрезерного станка отсутствием поворотного устройства, то есть стол станка может перемещаться только перпендикулярно или вместе с салазками параллельно оси шпинделя.
Широкоуниверсальный фрезерный станок
В отличие от горизонтально-фрезерного станка имеет ещё одну шпиндельную головку, смонтированную на выдвижном хоботе, которую можно поворачивать под любым углом в двух взаимно перпендикулярных плоскостях. Возможна раздельная и одновременная работа обоими шпинделями. Для большей универсальности станка на поворотной головке монтируют накладную фрезерную головку, которая позволяет обработать на станке детали сложной формы не только фрезерованием, но и сверлением, зенкерованием, растачиванием и т. д.
В некоторых станках этого типа отсутствует консоль, а вместо неё по вертикальным направляющим станины, перемещается каретка. Каретка имеет горизонтальные направляющие для салазок с вертикальной рабочей поверхностью и Т-образными пазами, на которых крепят стол, делительные и другие приспособления. Широкая универсальность станка позволяет использовать его в экспериментальных и инструментальных цехах для производства кондукторов, зажимных приспособлений всех типов, инструментов, штампов, пресс-форм и других деталей.
Вертикальный консольно-фрезерный станок
Вертикально-фрезерный станок (1 — фреза, 2 — шпиндель, 3 — хобот, 4 — станина, 5 — стол, 6 — салазки, 7 — консоль, 8 — фундаментная плита)
В отличие от горизонтально-фрезерного имеет вертикально расположенный шпиндель, который в некоторых моделях станков допускает смещение вдоль своей оси и поворот вокруг горизонтальной оси, расширяя тем самым технологические возможности станка. В отличие от горизонтально-фрезерных станков оправка для вертикальных станков представляет собой фланец с конусом Морзе с одной стороны и коническим отверстием с другой (тоже конус Морзе), куда и вставляется концевая фреза. Если требуется установить дисковую фрезу применяется оправка как на горизонтально-фрезерном станке, но много короче; так же и на горизонтальных станках возможно применяются оправки вертикальных станков для крепления концевых фрез. Вертикальное движение подачи, как правило, возможно осуществлять и инструментом.
Вертикально- и горизонтально-фрезерные бесконсольные станки
Предназначены для обработки вертикальных, горизонтальных, наклонных поверхностей, пазов в крупногабаритных деталях. В отличие от консольно-фрезерных станков, в этих станках отсутствует консоль, а салазки и стол перемещаются по направляющим станины, установленной на фундамент. Такая конструкция станка обеспечивает более высокую его жесткость и точность обработки по сравнению со станками консольного типа, позволяет обрабатывать детали большой массы и размеров. Шпиндельная головка, являющаяся и коробкой скоростей, имеет установочное перемещение по вертикальным направляющим стойки. Кроме того, шпиндель вместе с гильзой можно сдвигать в осевом направлении при точной установке фрезы на требуемый размер.
Продольно-фрезерные станки
Используют для обработки крупногабаритных деталей, главным образом, торцовым; а также цилиндрическими, концевыми, дисковыми и фасонными фрезами. Станки делятся на одностоечные и двухстоечные. В четырёхшпиндельном двухстоечном продольно-фрезерном станке станина имеет стол и портал, состоящий из двух стоек и балки. По направляющим стоек перемещается траверса и две горизонтальные поворотные фрезерные головки. Две другие фрезерные головки перемещаются по направляющим траверсы. Обработку деталей можно производить при движущемся столе и неподвижных фрезерных головках, при неподвижном столе и подаче головок или при одновременно движущихся столе и фрезерных головках.
Все о фрезерных станках — виды, классификация, применение — ООО «СТК»
Фрезерные станки по металлу — одни из самых распространенных агрегатов, работающих в сфере обработки металлических заготовок. В настоящее время их производится большое количество. И хотя общая конструкция аппаратов является стандартной, но использование в моделях дополнительных элементов увеличивает их функции и делает универсальными, многофункциональными или, наоборот, узкоспециализированными.
Что такое фрезерные станки?
Фрезерные станки представляют собой группу оборудования, назначением которого является обработка заготовок с помощью фрезы. В свою очередь, под фрезой понимается инструмент, имеющий несколько вращающихся резцов, которые погружаются в твердый материал и снимают с него определенный слой, производя в заготовке необходимые изменения.
Фрезерные станки могут быть как металлорежущими, так и деревообрабатывающими. Модели широко используются на крупных, средних и малых предприятиях. Их активно применяют в производственных цехах и ремонтах мастерских. Они отличаются высокой производительностью и четким выполнением поставленных перед ними задач.
Как работают фрезерные станки?
При работе фрезерных станков различают основные и вспомогательные операции. К основным действиям агрегата относятся:
- вращательное движение закрепленной в шпинделе фрезы,
- прямолинейная или криволинейная подача закрепленной на столе заготовки.
Суть данного процесса заключается в том, что в результате взаимодействия фрезы и заготовки при резании с изделия снимается заранее обозначенный слой материала в точно указанном технологической картой месте, что и позволяет получить в итоге деталь с нужными техническими характеристиками.
Причем при выполнении операций с крупными заготовками фреза также может перемещаться. А управлять агрегатом во всех случаях можно вручную, автоматически или с помощью системы числового программного управления.
Вспомогательные операции при функционировании фрезерных станков также очень важны. В их перечень входят работы:
- по настройке и наладке аппарата,
- по управлению процессом,
- по закреплению и освобождению деталей,
- по фиксации и снятию инструмента,
- по подводу и отводу резца к обрабатываемым плоскостям,
- по контролю за выполняемыми операциями,
- и так далее.
Для чего используются фрезерные станки?
Фрезерные станки используются для обработки твердых поверхностей, чаще всего это металл или дерево, а определенные виды оборудования могут работать и с металлическими заготовками повышенной степени прочности.
Агрегаты себя прекрасно зарекомендовали на металлообрабатывающих и деревообрабатывающих предприятиях. Также сегодня различают профессиональные и бытовые фрезерные аппараты.
С помощью фрезерного оборудования можно обрабатывать:
- наружные и внутренние плоскости,
- плоские и фасонные поверхности,
- зубчатые колеса,
- уступы и пазы,
- прямые и винтовые канавки,
- шлицы на валах,
- и так далее.
Большой перечень операций, производимых на фрезерных станках, связан с использованием в процессе самых различных видов фрез. Так, устройства могут работать с фрезами:
- торцовочными,
- цилиндрическими,
- дисковыми,
- угловыми,
- шпоночными,
- фасонными,
- и другими.
Также определенные модели способы выполнять операции, применяя:
- расточные резцы,
- сверла,
- развертки,
- зенкера,
- резьбонарезные приспособления.
То есть современные фрезерные станки могут выполнять не только фрезерные операции, но также и сверлильно-расточные действия. Также многофункциональным обрабатывающим центрам подвластно выполнение и токарных функций, что делает их универсальными, позволяет выполнять большой перечень задач и быстро окупаться.
Классификация фрезерных станков
Основными видами фрезерных станков являются следующие модели:
- Горизонтально-фрезерные станки. В агрегатах присутствуют горизонтальный шпиндель и консольный рабочий стол. Назначением выступает обработка небольших и нетяжелых изделий.
- Вертикально-фрезерные станки. Ось инструмента в конструкциях проходит по вертикали. Есть рабочая консоль. В работу принимаются заготовки с небольшим весом и компактными размерами.
- Универсальные фрезерные станки. В конструкцию включены поворотный стол и дополнительные устройства, что позволяет существенно расширить список выполняемых фрезерных процессов.
- Широкоуниверсальные фрезерные станки. Аппараты оборудованы поворотной шпиндельной головкой и дополнительными приспособлениями, позволяющими максимально охватить весь перечень фрезеровочных действий.
- Бесконсольные фрезерные станки. Производятся с вертикально перемещающимся шпинделем, перемещения стола — продольно-попереченые, что по траектории напоминает крест. Консоли нет, деталь крепится на жесткое основание. Выполняют работу с крупногабаритными и тяжелыми заготовками.
- Продольно-фрезерные станки. В конструкцию входит совершающий продольное движение стол, а движения шпиндельной бабки являются поперечными, вертикальными или под углом.
- Карусельные фрезерные станки. Относятся к агрегатам с непрерывным действием, функционируют по принципу многопозиционного процесса. Оборудованы одним или несколькими вертикальными шпинделями.
Использование фрезерных станков
При выполнении операций на фрезерных станках основополагающими являются следующие параметры оборудования:
- Положение шпинделя. Шпиндель может осуществлять движение по вертикали, горизонтали или под углом к изделию.
- Число шпиндельных головок. В конструкцию станка могут входить одна, две или большее число шпиндельных головок, а также дополнительная съемная головка.
- Конструкция рабочего стола. Непосредственно влияет на перемещения стола: продольно или поперечно он будет двигаться, будет ли подниматься и опускаться, а также поворачиваться в разные стороны.
- Число осей. В станках осей может быть от 2 до 5 штук. Определяют возможности сложной конфигурации обработки поверхностей деталей, а также производительность агрегата.
- Точность обработки. Операции могут выполняться с нормальной, высокой или повышенной степенью точности.
- Использование различных режущих инструментов. На некоторых агрегатах можно применять только небольшое количество разных фрез, а определенные станки допускают использование и нескольких десятков режущих инструментов.
- Мощность агрегатов. Мощность непосредственно влияет на выбор заготовок с соответствующим уровнем твердости, определение скорости работы и глубину резания.
- Частота вращения шпинделя. Позволяет определять виды материалов, допускаемых к работе, а также качество обработки поверхностей.
- Размеры рабочей зоны. По ним определяются допустимые габариты принимаемых в обработку изделий.
Где купить фрезерные станки?
Мы предлагаем широкий выбор фрезерных станков. Купить их у нас вы можете на одних из самых выгодных условий на рынке. Ассортимент моделей позволит вам быстро определиться с нужным оборудованием. При этом качество, цена и условия доставки тоже обязательно оставят у вас только самые положительные впечатления.
Заказывайте фрезерные станки в группе компаний «Станкор». Мы работаем на высоком профессиональном уровне, и о своем выборе вы не пожалеете.
Назначение и классификация фрезерных станков
Выбрать станок самостоятельно — довольно непростая задача, которая, к тому же отнимет большое количество времени. В данной статье представлена классификация фрезерных станков по нескольким признакам, что поможет сделать выбор станка более быстрым и простым.
Виды выполняемых работ
Фрезерный станок работает за счет вращательного (главного) движения фрезы, установленной в шпинделе, и поступательного (движения подачи) заготовки, которая крепится к столу. Используя его, вы можете подправить размеры или изменить форму металлических, деревянных или пластмассовых заготовок. Фрезеровка необходима при изготовлении многих изделий в различных сферах: от моделирования и производства деталей машин до изготовления стильной мебели и элементов рекламной продукции.
Также возможно использование различных типов фрез, вспомогательного оборудования. Подобрав соответствующий режущий инструмент, вы сможете обработать различные заготовки: поверхности деталей и их криволинейные контуры и скосы, пазы и уступы, резьбу и многое другое.
Станки по металлу
Фрезерные станки по металлу можно классифицировать по нескольким признакам. Их можно разделить на группы в зависимости от количества шпинделей, конструкции рабочего стола или области применения. Далее рассмотрим каждую группу подробней.
По числу шпинделей
Фрезерные станки могут быть как с одним шпинделем (вертикально-фрезерные), так и с двумя (универсальные).
В вертикально-фрезерных станках шпиндель вмонтирован в фрезерную головку, которая располагается вертикально относительно рабочего стола. На станках такого типа можно обрабатывать и плоские поверхности, и поверхности сложной формы, а также осуществлять растачивание и зенковку, сверлить отверстия и делать пазы и канавки на заготовках. Возможно использование режущих инструментов различной формы.
Подходящий вертикально-фрезерный станок можно подобрать по мощности двигателя, размеру рабочего стола или наличию дополнительных функций. Среди таких особенностей стоит отметить:
- модели с автоматической подачей пиноли шпинделя — сверление больших отверстий выполнять легче и быстрей;
- с редуктором, шестерни которого расположены в масляной ванне — качество фрезеровки выше, благодаря плавному ходу и передаче крутящего момента без проскальзывания.
Отдельно стоит отметить оборудование Jet серии JTM для интенсивной работы. Такие станки имеют несколько преимуществ: автоматическая подача рабочего стола поможет повысить производительность, а устройство подвода смазочно-охлаждающих жидкостей увеличивает срок службы и уменьшает износ деталей.
В универсальных фрезерных станках два шпинделя расположены вертикально и горизонтально. На них возможно использование всех видов фрез (в том числе дисковых). Вы сможете работать с деталями, изготовленными из различного металла, будь то: сталь, чугун или цветной металл. А с помощью дисковой фрезы вы сможете разрезать заготовки или изготавливать открытые шпоночные канавки.
Для такого типа характерно наличие большого рабочего стола (длиной от полутора метров) что позволяет обрабатывать крупные заготовки. А механизированная подача стола облегчит работу фрезеровщика, так как сам стол будет перемещаться автоматически. Рабочему же необходимо лишь нажать на кнопку пневматического устройства для остановки движения.
Еще одним неоспоримым преимуществом универсальных моделей является способность вертикальной фрезерной головки поворачиваться под различными углами, что позволяет обрабатывать скосы без переустановки детали. Это сокращает время работы и увеличивает производительность. Однако такие станки имеют более высокую стоимость по сравнению с вертикально-фрезерными. Такая стоимость оправдана при серийном производстве, благодаря большим функциональным возможностям.
По конструкции рабочего стола
Рабочий стол консольных станков способен перемещаться по салазкам, смонтированным на консоли, в продольном направлении. При этом салазки перемещаются по направляющим консоли в поперечном направлении. Сама консоль, закрепленная на станине, перемещается вертикально по направляющим. Благодаря этому, появляется возможность использования горизонтального шпинделя.
Бесконсольные станки оснащены лишь салазками, закрепленными на станине. Перемещение стола возможно только в горизонтальном направлении (продольном и поперечном). Поэтому выполнить сложные фасонные поверхности на таких станках затруднительно. Однако они обеспечивают высокую жесткость, что позволяет работать с тяжелыми заготовками. На бесконсольных станках можно выполнять пазы, а также горизонтальные, вертикальные и наклонные поверхности.
В станках непрерывного действия (карусельные, барабанные) рабочий стол поворачивается вокруг своей оси. Установка и закрепление детали на таких моделях осуществляется без остановки движения. Они отличаются высокой производительностью и применяются на производстве.
По применению
Профессиональные станки используются в мастерских и на производстве, для них характерна длительная ежедневная работа. У двигателей высокая мощность (так, мощность промышленных станков Jet от 1300 Вт). Такие типы требуют трехфазного подключения к сети. Вертикально-фрезерные станки, весом от 165 кг, и все универсальные установки относятся к профессиональному оборудованию.
Бытовые станки имеют небольшой вес (40-165 кг). Для них характерна простая конструкция, перемещение стола маховиками и ручная подача пиноли. Компактные размеры и низкая цена — также неоспоримые плюсы данного типа. Бытовые станки подключают к однофазной сети 220 В. Также большинство моделей такого типа выполняют настольными.
Станки для деревообработки
Для обработки древесины применяют станки с вертикально расположенным шпинделем, который может иметь верхнее или нижнее расположение. Машины с верхним расположением шпинделя широко распространены на предприятиях, осуществляющих производство мебели или дверей. Стоит отметить, что особенно активно применяются фрезерно-копировальные установки. С помощью таких машин можно вырезать орнаменты и филенки, а также получать криволинейный контур.
Изготовление пазов, шипов и профилирование деталей выполняют на моделях с нижним расположением шпинделя.
Модели, предназначенные для деревообработки, также подразделяются на профессиональные и бытовые. Если вам не нужна профессиональная модель, даже при ограниченном бюджете можно подобрать оборудование для изготовления деталей и профилирования кромок. Так, под фрезерным столом можно закрепить ручной фрезер. Можно также подобрать компактный стол, который устанавливается на верстак. Преимущество такого решения — экономия пространства, а также возможность убрать оборудование после завершения работы на хранение.
Если же в вашем распоряжении есть просторная мастерская, вам подойдет стационарный стол. Основное преимущество такого стола перед переносным — большой размер крышки. На таких моделях удобно обрабатывать крупные заготовки.
Выбор станка
Мы рассмотрели несколько классификаций фрезерных станков. Подводя итоги, можно выделить критерии, на которые стоит обратить внимание при покупке такого оборудования:
- положение и количество шпинделей;
- конструкция рабочего стола;
- количество осей или степеней свободы (от двух до пяти) — зависит от того, насколько сложная конфигурация будет у обрабатываемой детали, а также от количества ее переустановок;
- точность обработки детали — на этот показатель влияют жесткость узлов конструкции, точное позиционирование детали и др.;
- мощность — на мощных моделях возможна обработка высокопрочных сталей и сплавов;
- частота вращения шпинделя — зависит от материала обрабатываемой детали и от желаемого качества получаемой поверхности;
- размер рабочей зоны — подбирается в зависимости от габаритов заготовок.
С помощью приведенной классификации и обозначенных критериев сделать выбор фрезерного станка намного проще. В каталоге на нашем сайте с помощью фильтров вы сможете отобрать варианты с подходящими параметрами. Также вы можете обратиться за консультацией к нашим специалистам, которые ответят на интересующие вопросы.
Фрезерные станки: общие сведения, классификация, обозначение
Фрезерные станки: общие сведения, классификация, обозначение
Фрезерные станки предназначены для обработки наружных и внутренних плоских, фасонных поверхностей, уступов, пазов, прямых и винтовых канавок, шлицев на валах, нарезание зубчатых колес и т. д.
Конструкции фрезерных станков многообразны. В общем случае фрезерные станки можно подразделить на две основные группы:
- общего назначения или универсальные фрезерные станки (вертикально-фрезерные, горизонтально-фрезерные, продольно-фрезерные
- специализированные и специальные фрезерные станки (шлицефрезерные, шпоночно-фрезерные, карусельно-фрезерные, копировально-фрезерные и др.)
Основными формообразующими движениями фрезерных станков являются вращение фрезы (главное движение) и движение подачи, которое сообщают заготовке или фрезе.
Приводы главного движения и подачи выполняют раздельно. Вспомогательные движения, связанные с подводом и отводом заготовки к инструменту, механизированы и осуществляются от привода ускоренных перемещений.
Основные элементы механизмов станков унифицированы.
Основным параметром, характеризующим фрезерные станки общего назначения, является размер рабочей поверхности стола.
По конструктивным особенностям эти станки подразделяют:
- станки консольные (стол расположен на подъемном кронштейне-консоли)
- станки бесконсольные (стол перемешается на неподвижной станине в продольном и поперечном направлениях)
- станки непрерывного действия (карусельные и барабанные)
- а — станок универсальный консольный горизонтально-фрезерный
- б — станок широкоуниверсальный консольный горизонтально-фрезерный
- в — станок широкоуниверсальный бесконсольно-фрезерный
- г — станок консольный вертикально-фрезерный
- д — станок бесконсольный вертикально-фрезерный
- е — станок бесконсольный горизонтально-фрезерный
- ж — станок продольно-фрезерный
- з — станок карусельно-фрезерный
- и — станок барабанно-фрезерный
Консольные фрезерные станки наиболее распространены в единичном, мелко- и среднесерийном производстве рис. 119, а, б, в, г). Консольно-фрезерные станки горизонтальные и вертикальные – это наиболее распространенный тип станков, применяемых для фрезерных работ. Название консольно-фрезерные станки получили от консольного кронштейна (консоли), который перемещается по вертикальным направляющим станины станка и служит опорой для горизонтальных перемещений стола.
Универсальный консольно-фрезерный станок (рис. 119, а) имеет горизонтальный шпиндель 2 и выдвижной хобот 1, на который устанавливают серьгу 3, поддерживающую оправку с фрезой, консоль 4 перемещается вертикально по направляющей стойки 5. На консоли расположены салазки 6 и поворотный стол 7.
Горизонтальный консольно-фрезерные станки (рис. 119, а) имеют горизонтально расположенный, не меняющий своего места шпиндель 2. Стол может перемещаться перпендикулярно к оси шпинделя в горизонтальном и вертикальном направлениях. В отличие от Универсального консольного фрезерного станка рабочий стол не поворачивается вокруг вертикальной оси.
ШирокоУниверсальный консольно-фрезерный станок (рис. 119; б, в) помимо горизонтального шпинделя имеет шпиндельную головку 1, которая может поворачиваться на хоботе в двух взаимно перпендикулярных направлениях, благодаря чему шпиндель с фрезой можно устанавливать под любым углом к плоскости стола и к обрабатываемой заготовке. На головке 1 монтируют накладную головку 2, предназначенную для сверления, рассверливания, зенкерования, растачивания и фрезерования.
Вертикальный консольно-фрезерный станок (рис. 119, г) имеет вертикальный шпиндель 3, который размещен в поворотной шпиндельной головке 2, установленной на стойке 1.
Бесконсольные вертикально-фрезерные станки (рис. 119, д), служащие для обработки заготовок крупногабаритных деталей, имеют салазки 2 и стол 3, которые перемещаются по направляющим станины 1. Шпиндельная головка 5 перемещается вертикально по направляющим стойки 6. Шпиндель 4 имеет вертикальные осевые перемещения при установке фрезы. Стол перемещается только в продольном и поперечном направлениях.
Бесконсольные горизонтально-фрезерные станки (рис. 119, е), служащие для обработки заготовок крупногабаритных деталей, имеют салазки 2 и стол 3, которые перемещаются по направляющим станины 1. Шпиндельная головка 5 перемещается вертикально по направляющим стойки 6. Шпиндель 4 имеет осевые перемещения при установке фрезы.
Продольно-фрезерные станки (рис. 119, ж) предназначены для обработки заготовок крупногабаритных деталей. На станине 1 установлены две вертикальные стойки 6, соединенные поперечиной 7. На направляющих стойках смонтированы фрезерные головки 3 с горизонтальными шпинделями и траверса (поперечина) 4. На последней установлены фрезерные головки 5с вертикальными шпинделями. Стол 2 перемещается по направляющим стоек 4.
Карусельно-фрезерные станки (рис. 119, з), предназначенные для обработки поверхностей торцовыми фрезами, имеют один или несколько шпинделей 3 для чистовой и черновой обработки. По направляющим стойки 1 перемещается шпиндельная головка 2. Стол 4, вращаясь непрерывно, сообщает установленным на нем заготовкам вращение подачи. Стол с салазками 5имеет установочное перемещение по направляющим станины 6.
Барабанно-фрезерные станки (рис. 119, и) используются в крупносерийном и массовом производстве. Заготовки устанавливают на вращающемся барабане 2, имеющем движение подачи. Фрезерные головки 3 (для черновой обработки) и 1 (для чистовой обработки) перемещаются по направляющим стоек 4.
Станки консольно-фрезерные
Консольно-фрезерные станки – это наиболее распространенный тип станков, применяемых для фрезерных работ. Название консольно-фрезерные станки получили от консольного кронштейна (консоли), который перемещается по вертикальным направляющим станины станка и служит опорой для горизонтальных перемещений стола.
Наличие консоли, сообщая консольно-фрезерным станкам ряд удобств при обслуживании, несколько понижает жесткость при стыке со станиной, поэтому в конструкциях современных станков значительно увеличена длина направляющих консоли, созданы устройства для закрепления подвижных частей станка, повышена жесткость корпусных деталей.
Так как большей частью детали, применяемые в машиностроении, по размерам вписываются в габариты консольно-фрезерных станков общего назначения, парк фрезерных станков в механических цехах в основном укомплектован горизонтально- и вертикально-фрезерными станками консольного типа, а парк инструментальных и ремонтно-механических цехов, кроме того, еще и универсально-фрезерными и широкоуниверсально-фрезерными.
Кроме того, на базе некоторых основных моделей выпускаются модификации. Например, на базе вертикально-фрезерных станков 6М12П и 6М13П выпускаются быстроходные консольные вертикально-фрезерные станки 6М12Г1Б и 6М13ПБ. На базе горизонтально-фрезерного станка 6М82Г выпускается более быстроходная модель станка 6М82ГБ. На базе универсально-фрезерных станков 6Н81 и 6Н82 выпускаются широкоуниверсальные фрезерные станки 6Н81А и 6М82Ш. Широкоуниверсальные фрезерные станки в настоящее время находят широкое применение в единичном и мелкосерийном производствах для выполнения разнообразных фрезерных, расточных и сверлильных работ. На этих станках можно изготовлять металлические модели, штампы-формы, шаблоны, кулачки и т. п.
Широкоуниверсальный станок 6Н81А имеет шпиндельную головку, расположенную на хоботе и поворачивающуюся вокруг горизонтальной оси от 0 до 115°. В горизонтальном положении головки станок работает, как горизонтально-фрезерный, а в вертикальном положении, как вертикально-фрезерный.
Широкоуниверсальный станок 6М82Ш и аналогичный по конструкции станок большего размера 6М83Ш имеют два шпинделя: один — горизонтальный, как у обычного горизонтально-фрезерного станка, второй расположен на хоботе и может быть установлен под любым требуемым углом. Применение делительной головки и круглого поворотного стола значительно расширяет области применения этих станков. Для обработки различного рода поверхностей, а также крупногабаритных заготовок, превышающих по размерам площадь стола, вертикальная шпиндельная бабка смонтирована на выдвижном хоботе и может поворачиваться под любым углом в двух взаимно перпендикулярных плоскостях. При этом возможна одновременная работа горизонтального и вертикального шпинделей
Типоразмеры консольно-фрезерных станков принято характеризовать по величине рабочей (крепежной) поверхности стола. Консольно-фрезерные станки могут иметь горизонтальное, универсальное (широкоуниверсальные) и вертикальное исполнение при одной и той же величине рабочей поверхности стола. Сочетание разных исполнений станка при одинаковой основной размерной характеристике стола называют размерной гаммой станков.
В СССР было освоено производство консольно-фрезерных станков пяти типоразмеров:
№ 0; № 1; № 2; № 3 и № 4, причем по каждому размеру выпускалась полная гамма станков — горизонтальные, универсальные и вертикальные. Каждый станок одной размерной гаммы имел в шифре одинаковое обозначение, соответствующее размеру рабочей поверхности стола.
В зависимости от размера рабочей поверхности стола различают следующие размеры консольно-фрезерных станков:
| Размер | Гамма станков | Размер стола, мм |
|---|---|---|
| 0 | 6Р10, 6Р80, 6Р80Г, 6Р80Ш | 200 х 800 |
| 1 | 6Н11, 6Н81, 6Н81Г; 6Р11, 6Р81, 6Р81Г, 6Р81Ш | 250 х 1000 |
| 2 | 6М12П, 6М82, 6М82Г; 6Р12, 6Р82, 6Р82Ш; 6Т12, 6Т82, 6Т82Г, 6Т82Ш | 320 х 1250 |
| 3 | 6М13П, 6М83, 6М83Г; 6Р13, 6Р83; 6Т13, 6Т83, 6Т83Г | 400 х 1600 |
| 4 | 6М14П, 6М84, 6М84Г | 500 х 2000 |
В соответствии с размерами стола меняются габаритные размеры самого станка и его основных узлов (станины, стола, салазок, консоли, хобота), мощность электродвигателя и величина наибольшего перемещения (хода) стола в продольном, салазок в поперечном и консоли в вертикальном направлениях.
Консольно-фрезерные станки, выпускаемые в СССР и СНГ
| Серия | Размер | Изготовитель | Год | Модель |
|---|---|---|---|---|
| 6 | 2 | ГЗФС | 1932 | 682 |
| 6Б | 0 | |||
| 1 | ||||
| 2 | ГЗФС | 1937 | 6Б12, 6Б82, 6Б82Г | |
| 3 | ||||
| 6К | 0 | |||
| 1 | ДЗФС | 6К11, 6К81, 6К81Г, 6К81Ш | ||
| 2 | ГЗФС | 6К12, 6К82, 6К82Г, 6К82Ш | ||
| 3 | ГЗФС | 6К13П, 6К83, 6К83Г, 6К83Ш | ||
| 6Н | 0 | Жальгирис | 1969 | 6Н10, 6Н80, 6Н80Г, 6Н80Ш |
| 1 | ДЗФС | 1970 | 6Н11, 6Н81, 6Н81Г, 6Н81А, 6Н81Д | |
| 2 | ГЗФС | 1951 | 6Н12, 6Н82, 6Н82Г | |
| 3 | ГЗФС, ВМЗ | 1951 | 6Н13, 6Н13Ф3, 6Н83, 6Н83Г, 6Н13ГА | |
| 6М | 0 | Жальгирис | 6М10, 6М80, 6М80Г, 6М80Ш | |
| 1 | ДЗФС | 1971 | 6М11, 6М11К, 6М81, 6М81Г, 6М81Ш, 6М81Ш-1, 6М81Ш-1Ф1, 6М81ШФ2 | |
| 2 | ГЗФС | 1961 | 6М12П, 6М12ПБ, 6М82, 6М82Г, 6М82ГБ, 6М82Ш | |
| 3 | ГЗФС | 1961 | 6М13П, 6М13ПБ, 6М83, 6М83Г, 6М83Ш | |
| 6Р | 0 | Жальгирис | 1973 | 6Р10, 6Р80, 6Р80Г, 6Р80Ш |
| 1 | ДЗФС | 6Р11, 6Р11К, 6Р11Ф3, 6Р81, 6Р81Г, 6Р81Ш | ||
| 2 | ГЗФС | 1972 | 6Р12, 6Р12К, 6Р82, 6Р82Г, 6Р82Ш | |
| 3 | ГЗФС, ВМЗ | 1972 | 6Р13, 6Р13Б, 6Р13Ф3, 6Р13Ф3-3, 6Р83, 6Р83Г, 6Р83Ш | |
| 6Т | 0 | Жальгирис | 1986 | 6Т10, 6Т80, 6Т80Ш |
| 1 | ||||
| 2 | ГЗФС | 1985 | 6Т12, 6Т82, 6Т82Г, 6Т82Ш | |
| 3 | ГЗФС | 1985 | 6Т13, 6Т83, 6Т83Г, 6Т83Ш | |
| 6Д | 0 | ДЗФС | 1987 | 6Д10, 6ДМ80Ш |
| 1 | ДЗФС | 1990 | 6Д81, 6Д81, 6Д81Г, 6Д81Ш | |
| 2 | ДЗФС | 6Д12, 6Д12Ф20, 6Д12Ф3, 6Д82, 6Д82Г, 6Д82Ш | ||
| 3 | ДЗФС | 6ДМ83Ш |
Основные производители фрезерных станков в СССР и России:
ВМЗ – Воткинский машиностроительный завод. В настоящее время – Воткинский Завод, ОАО
ГЗФС – Горьковский завод фрезерных станков. В настоящее время – Завод Фрезерных Станков ЗФС, ООО
ДЗФС – Дмитровский завод фрезерных станков. В настоящее время – Дмитровский завод фрезерных станков ДЗФС, ООО
УЗТС – Ульяновский завод тяжелых и уникальных станков УЗТС. В настоящее время – Ульяновский завод тяжелых и уникальных станков УЗТС, ООО
ВСЗ – Воронежский станкостроительный завод.
Жальгирис – Вильнюсский станкостроительный завод “Жальгирис”
Обозначение фрезерных станков
Более подробно – Условные обозначения серийно выпускаемых металлорежущих станков.
6 – фрезерный станок (номер группы по классификации ЭНИМС)
Д – серия (поколение) станка (Б, К, Н, М, Р, Т), например, 682, 6Б82Ш, 6К82Ш, 6Н82Ш, 6Д81Ш, 6Р82Ш, 6Т82Ш
8 – номер подгруппы (1, 2, 3, 4, 5, 6, 7, 8, 9) по классификации ЭНИМС (8 – горизонтально-фрезерный)
1 – исполнение станка – типоразмер (0, 1, 2, 3, 4) (1 – размер рабочего стола – 250 х 1000)
Буквы в конце обозначения модели:
Г – станок горизонтальный консольно-фрезерный с неповоротным столом
К – станок с копировальным устройством для обработки криволинейной поверхности
Б – станок с повышенной производительностью (повышенный диапазон чисел оборотов шпинделя, повышенная мощность двигателя главного движения).
П – повышенная точность станка – (н, п, в, а, с) по ГОСТ 8-82
Ш – станок широкоуниверсальный
Ф1 – станок с устройством цифровой индикации УЦИ и преднабором координат
Ф2 – станок с позиционной системой числового управления ЧПУ
Ф3 – станок с контурной (непрерывной) системой ЧПУ
Ф4 – станок многоцелевой с контурной системой ЧПУ и магазином инструментов
Рубикон, ООО
Назначение и классификация станков фрезерной группы — Студопедия
Фрезерные станки предназначены для обработки плоских и фасонных, в том числе и винтовых поверхностей, с помощью фрез – многолезвийных инструментов с режущими кромками, расположенными на поверхности тела вращения или на его торце.
Фрезы могут быть самых различных конструкций, из которых наиболее распространенными являются цилиндрические, дисковые, концевые, торцовые, фасонные.
Главным движением во фрезерных станках является вращение фрезы, а движением подачи – относительное перемещение фрезы и заготовки.
Согласно классификации фрезерные станки относятся к 6-й группе.
В зависимости от расположения узлов станка (компоновки), различают консольные и бесконсольные фрезерные станки. Основным конструктивным отличием консольно-фрезерных станков
является наличие консоли, перемещающейся в вертикальном направлении по направляющим станины.
Классификация:
1. Консольно-фрезерные станки.
На консольно-фрезерных станках обрабатывают детали малых и средних габаритов и веса.
Из-за наличия зазоров между консолью и направляющей станины, станки имеют ограниченную жесткость.
В зависимости от расположения шпинделя фрезерные станки подразделяются:
А. Горизонтальные
Б. Вертикальные
В. Универсальные (стол может поворачиваться в горизонтальной плоскости, что необходимо при фрезеровании спирали.
Г.Широкоуниверсальные (имеют поворотную шпиндельную головку, которая позволяет поворачивать шпиндель под различными углами к горизонтали).
2. Вертикально-фрезерные бесконсольные станки.
Обладают повышенной жесткостью, служат для обработки крупных и тяжелых деталей.
Заготовка получает два движения подачи – продольное и поперечное.
Настройка по высоте осуществляется с помощью перемещения шпинделя.
3. Продольно-фрезерные станки.
Существуют одно и двух стоечные. Имеют только одну продольную подачу стола.
Обрабатываются корпусные детали. Имеют несколько фрезерных головок.
4. Фрезерные станки непрерывного действия.
Применяют в серийном и массовом производстве.
Бывают:
-Карусельного типа – стол вращается вокруг вертикальной оси.
-Барабанного типа – стол вращается вокруг горизонтальной оси.
Установка и съем детали совмещаются с процессом резания.
5. Копировально-фрезерные станки.
Служат для фрезерования сложных поверхностей (плоские кулачки, штампы).
6. Специальные фрезерные станки:
-резьбофрезерные.
-шлице – фрезерные.
-зубофрезерные.
Станки имеют сложную кинематику и поэтому по классификации выделены в особую группу.
Описание фрезерного станка, процесс и типы
Фрезерные станки, процесс фрезерования, горизонтальные и вертикальные фрезерные станки
Определение
Фрезерование – это процесс, выполняемый на станке, в котором фрезы вращаются для удаления материала с заготовки, находящейся в направлении угла с осью инструмента. С помощью фрезерных станков можно выполнять множество операций и функций, от небольших объектов до крупных.
Фрезерная обработка – один из наиболее распространенных производственных процессов, используемых в машиностроительных цехах и в промышленности для производства высокоточных изделий и деталей различных форм и размеров.
Фрезерный станок
Фрезерные станки также известны как многоцелевые станки (MTM), которые представляют собой многоцелевые станки, способные также фрезеровать и токарно обрабатывать материалы. На фрезерном станке установлена фреза, которая помогает удалять материал с поверхности заготовки.Когда материал остынет, его вынимают из фрезерного станка.
Процесс фрезерования
Фрезерный станок включает следующие процессы или фазы резки:
Фрезы
В процессе фрезерования используется множество режущих инструментов. Фрезы, называемые концевыми фрезами, имеют специальные режущие поверхности на торцевых поверхностях, так что их можно установить на заготовку путем сверления.Они также имеют удлиненные режущие поверхности с каждой стороны для периферийного фрезерования. Фрезы имеют маленькие фрезы на концах углов. Фрезы изготовлены из высокопрочных материалов, которые обладают меньшим трением.
Поверхность
Любой материал, проходящий через зону резания фрезерного станка, проходит через равные промежутки времени. На боковых резцах есть правильные выступы. Расстояние между гребнями зависит от скорости подачи, диаметра фрезы и количества режущих поверхностей.Это могут быть значительные различия в высоте поверхностей.
Фрезерный станок
Это означает, что в такой установке, как горизонтальное фрезерование, задействовано более двух фрез. Все резаки выполняют единообразную операцию, или возможно, что резак может выполнять отдельные операции. Это важная операция для изготовления дубликатов деталей.
Типы фрезерных станков
Двумя основными конфигурациями операций фрезерной обработки являются типы фрезерных станков.Это вертикальная мельница и горизонтальная мельница. Более подробно они обсуждаются ниже:
Вертикальные фрезерные станки
Вертикальная фреза имеет вертикально расположенную ось шпинделя и вращается, оставаясь на одной оси. Шпиндель также может быть удлинен и выполнять такие функции, как сверление и резка. Вертикальные мельницы также делятся на две категории: револьверные и стальные.
Револьверная фреза имеет стол, который перемещается перпендикулярно и параллельно оси шпинделя для резки материала.Однако шпиндель неподвижен. С ним можно выполнять два метода резки: перемещая колено и опуская или поднимая перо.
Другой – станина, в которой стол движется перпендикулярно оси шпинделя, а шпиндель движется параллельно его оси.
Горизонтально-фрезерные станки
Горизонтальная фреза также является аналогичной фрезой, но ее фрезы размещены на горизонтальной оправке. Многие горизонтальные фрезы имеют поворотные столы, которые помогают при фрезеровании под разными углами.Эти таблицы называются универсальными. Помимо этого, все инструменты, которые используются в вертикальной фрезере, также могут быть использованы в горизонтальной фрезере.
.Различные типы операций обработки и процесс обработки
Во время изготовления детали требуется множество операций и процессов обработки для удаления излишков материала. Эти операции обычно являются механическими и включают в себя режущие инструменты, абразивные круги, диски и т. Д. Операции механической обработки могут выполняться на фасонных прокатных станах, таких как стержни и плоские поверхности, или они могут выполняться на деталях, изготовленных с помощью предыдущих методов производства, таких как литье или сварка. С недавним развитием аддитивного производства, обработка в последнее время была названа «субтрактивным» процессом, описывающим отбор материала для изготовления готовой детали.
Различные типы операций обработки
Два основных процесса обработки – токарная и фрезерная – описаны ниже. Другие процессы иногда совпадают с этими процессами или выполняются с помощью автономного оборудования. Например, сверло может быть установлено на токарном станке, используемом для токарной обработки, или закреплено в сверлильном станке. Когда-то можно было различать токарную обработку, при которой деталь вращается, и фрезерование, при которой вращается инструмент. Это несколько размылось с появлением обрабатывающих центров и токарных центров, которые способны выполнять все операции отдельных станков на одном станке.
Токарный
Токарная обработка – это процесс обработки на токарном станке; токарный станок раскручивает заготовку, когда режущие инструменты перемещаются по ней. Режущие инструменты работают по двум осям движения, создавая пропилы с точной глубиной и шириной. Токарные станки бывают двух типов: традиционные ручные и автоматические с числовым программным управлением (ЧПУ).
Токарная обработка может выполняться как на внешней, так и на внутренней стороне материала. Когда выполняется изнутри, он известен как «растачивание» – этот метод (который может быть горизонтальным или вертикальным в зависимости от ориентации шпинделя) чаще всего применяется для создания трубчатых компонентов.Другая часть процесса токарной обработки называется «торцеванием» и происходит, когда режущий инструмент перемещается через конец заготовки – обычно это выполняется на первом и последнем этапах токарной обработки. Торцевание может применяться только в том случае, если токарный станок имеет приспособленный поперечный суппорт. Используется для создания базы на лицевой поверхности отливки или заготовки, которая перпендикулярна оси вращения.
Токарные станки обычно относятся к одному из трех различных подтипов: токарно-револьверные станки, токарные станки для двигателей и токарные станки специального назначения.Токарные станки для двигателей являются наиболее распространенным типом, который используют обычные машинисты или любители. Токарные станки с револьверной головкой и токарные станки специального назначения чаще используются в тех случаях, когда требуется многократное изготовление деталей. Токарно-револьверный станок оснащен держателем инструмента, который позволяет станку последовательно выполнять ряд операций резания без вмешательства оператора. К специальным токарным станкам относятся, например, токарные станки для дисков и барабанов, которые в автомобильном гараже можно использовать для шлифовки поверхностей компонентов тормозов.
Фрезерно-токарные центрыс ЧПУ объединяют головную и заднюю бабки традиционных токарных станков с дополнительными осями шпинделя, чтобы обеспечить эффективную обработку деталей с симметрией вращения (например, крыльчатки насоса) в сочетании со способностью фрезерного станка создавать сложные детали. Сложные кривые можно создавать, вращая заготовку по дуге, когда фреза движется по отдельной траектории. Этот процесс известен как 5-осевая обработка.
Сверление / растачивание / развёртывание
Сверление позволяет получать цилиндрические отверстия в твердых материалах с использованием сверл – это один из наиболее важных процессов обработки, поскольку создаваемые отверстия часто предназначены для облегчения сборки.Часто используется сверлильный станок, но биты также можно вставлять в токарные станки. В большинстве производственных операций сверление является предварительным этапом изготовления готовых отверстий, отверстий, в которых впоследствии нарезают резьбу, расширяют, растачивают и т. Д. Для создания отверстий с резьбой или для приведения размеров отверстий в допустимые допуски. Сверла обычно прорезают отверстия больше их номинального размера и отверстия, которые не обязательно прямые или круглые из-за гибкости сверла и его тенденции идти по пути наименьшего сопротивления.По этой причине сверление обычно выполняется с меньшим размером, а за ним следует другая операция обработки, которая доводит отверстие до его окончательного размера.
Используемые сверла имеют два спиральных канала, которые проходят вверх по валу сверла. Известный как «рифление», он выносит стружку или стружку из отверстия по мере продвижения сверла в материал. Для каждого типа материала есть рекомендованная скорость сверления и подача.
Хотя сверление и растачивание часто путают, растачивание используется для уточнения размеров и точности просверленного отверстия.Сверлильные станки бывают нескольких разновидностей в зависимости от объема работы. Вертикально-расточной станок используется для обработки очень больших и тяжелых отливок, когда деталь вращается, а расточная оправка остается неподвижной. Горизонтально-расточные станки и координатно-расточные станки удерживают рабочую поверхность в неподвижном состоянии и вращают режущий инструмент. Растачивание также производится на токарном станке или в обрабатывающем центре. Расточная фреза обычно использует одну точку для обработки стороны отверстия, что позволяет инструменту действовать более жестко, чем сверло. Отверстия в отливках обычно завершаются растачиванием.
Машинные и ручные развертки также используются для чистовой обработки отверстий, часто с более высокой шероховатостью поверхности, чем можно получить только путем растачивания. Стандартные развертки доступны с шагом 1/64 дюйма. Развертки имеют прямую или спиральную канавку и режут по периферии, удаляя только 0,004–0,008 дюйма отверстия. Развертка выполняется на тех же станках, что и расточка, а иногда и на сверлильном станке.
Фрезерный
При фрезеровании для удаления материала используются вращающиеся фрезы, в отличие от токарных операций, когда инструмент не вращается.Традиционные фрезерные станки оснащены подвижными столами, на которых устанавливаются детали. На этих машинах режущие инструменты неподвижны, а стол перемещает материал так, чтобы можно было делать желаемые разрезы. Другие типы фрезерных станков имеют стол и режущий инструмент в качестве подвижных инструментов.
Двумя основными операциями фрезерования являются фрезерование слябов и торцевое фрезерование. При фрезеровании слябов периферийные кромки фрезы используются для выполнения плоских надрезов по поверхности заготовки.Шпоночные пазы в валах можно вырезать с помощью аналогичной фрезы, но более узкой, чем обычная фреза для плит. Торцевые фрезы вместо этого используют конец фрезы. Доступны специальные фрезы для множества задач, например фрезы со сферическим концом, которые можно использовать для фрезерования карманов с изогнутыми стенками.
Некоторые операции, которые может выполнять фрезерный станок, включают строгание, резку, шлифование, фрезерование, вырубку и т. Д., Что делает фрезерный станок одним из наиболее гибких единиц оборудования в механическом цехе.
Существует четыре типа фрезерных станков – ручные фрезерные станки, плоские фрезерные станки, универсальные фрезерные станки и универсальные фрезерные станки – и они имеют либо горизонтальные фрезы, либо фрезы, установленные на вертикальной оси. Как и ожидалось, универсальный фрезерный станок позволяет устанавливать режущие инструменты как в вертикальном, так и в горизонтальном положении, что делает его одним из самых сложных и гибких фрезерных станков на рынке.
Как и токарные центры, фрезерные станки, способные производить серию операций на детали без вмешательства оператора, являются обычным явлением и часто называются просто вертикальными или горизонтальными обрабатывающими центрами.Они неизменно основаны на ЧПУ.
Шлифовальный
Шлифование используется для удаления небольшого количества материала как с плоских поверхностей, так и с цилиндрических форм. Плоскошлифовальный станок совершает возвратно-поступательное движение на столе, подавая его в шлифовальный круг. Глубина, на которую режет круг, обычно составляет от 0,00025 до 0,001 дюйма. Цилиндрические шлифовальные машины устанавливают заготовку по центрам и вращают ее, одновременно применяя к ней периферию вращающегося абразивного круга. Бесцентровое шлифование используется для производства мелких деталей в больших объемах, где шлифованная поверхность не имеет отношения к какой-либо другой поверхности, кроме как в целом.Шлифованные поверхности 200-500 мин. среднеквадратичное значение обычно считается приемлемым для многих приложений и является отправной точкой для дальнейших чистовых операций, включая притирку, хонингование и суперфиниширование.
Строгание
Строгание используется, прежде всего, для обработки больших плоских поверхностей, особенно тех, которые будут обработаны скребком, например направляющих станков. Мелкие детали, собранные вместе в приспособление, также экономично обрабатываются.
Пиление
Распиловка металлов обычно выполняется на отрезных станках для получения более коротких отрезков из прутков, экструдированных профилей и т. Д.Распространены вертикальные и горизонтальные ленточные пилы, в которых используются непрерывные петли из зубчатых лент для долбления материала. Скорость ленты меняется в зависимости от материала с некоторыми жаропрочными сплавами, требующими медленных 30 футов в минуту, в то время как более мягкие материалы, такие как резка алюминия со скоростью 1000 футов в минуту или более. К другим отрезным станкам относятся механические ножовки, пилы с абразивным кругом и дисковые пилы.
Протяжка
Протяжка используется для изготовления квадратных отверстий, шпоночных пазов, шлицевых отверстий и т. Д.Протяжка состоит из множества зубцов, расположенных последовательно, почти как напильник, но каждый последующий зуб немного больше, чем каждый предыдущий зуб. Протяжка протягивается или проталкивается через подготовленное направляющее отверстие (или выходит за пределы поверхности) и выполняет серию все более глубоких надрезов. Протяжка с выталкиванием часто выполняется на станках с вертикальным прессом. Протяжка с вытягиванием часто выполняется с помощью вертикальных или горизонтальных машин, которые во многих случаях имеют гидравлический привод. Скорость резания варьируется от 5 футов в минуту для высокопрочных металлов до 50 футов в минуту для более мягких металлов.
ECM / EDM
Это немеханические формы удаления материала с использованием эрозионных искр или химикатов. Электроразрядная обработка использует искру, передаваемую через диэлектрическую жидкость от электрода к поверхности токопроводящей детали. Этим методом можно обрабатывать очень мелкие детали, включая отверстия малого диаметра, полости штампа и т. Д. На скорость разряда обычно влияет не твердость, а тепловые свойства и проводимость металла.
Электрохимическая обработка – это процесс обратного гальванического покрытия, позволяющий получать отверстия без заусенцев с высоким качеством поверхности.Это процесс холодной обработки, который не вызывает термических напряжений в заготовке.
Сводка
В этой статье представлен краткий обзор операций и процессов обработки. Для получения дополнительной информации о сопутствующих продуктах обратитесь к другим нашим руководствам или посетите платформу Thomas Supplier Discovery Platform, чтобы найти потенциальные источники поставок или просмотреть подробную информацию о конкретных продуктах.
Прочие изделия для обработки
Больше от Custom Manufacturing & Изготовления
.Новое фрезерование 101: что такое фрезерование тогда и сейчас (плюс глоссарий терминов фрезерования)
Документально подтверждено, что термин «измельчение» вошел в английский язык в 1511 году, но он, несомненно, восходит к столетиям раньше и относится к древней практике измельчения пшеницы или других зерен в муку или муку между двумя камнями. Намного позже это стало ссылкой на процесс резки и формовки металла с помощью вращающегося резака или другого вращающегося режущего инструмента.
История фрезерных инструментов – это история инновационных продуктов, ведущих к постоянному совершенствованию процессов.Лучшее понимание фрезерных инструментов, их возможностей и оптимальных условий их использования всегда ценно. Постоянное совершенствование фрезерного инструмента перед лицом меняющихся требований клиентов, использование современных материалов для заготовок и постоянная потребность в повышении производительности при одновременном снижении затрат делают это сегодня еще более важным.
Все эти темы будут рассмотрены в этой серии тематических статей, вместе составляющих A New Milling 101.Цели этой серии статей заключаются в дальнейшем продвижении базового понимания фрезерования как процесса, а также инструментов и инструментальных систем для выполнения этого процесса; подчеркивая последние достижения в обоих направлениях.
Основы
Фрезерование – это операция удаления материала. Любая ответственная производственная компания уделяет много времени оптимальным инвестициям в современные станки с ЧПУ для выполнения этих работ и предстоящих работ. Равное количество времени и внимания необходимо уделять выбору правильных режущих инструментов, которые позволят максимально повысить производительность процесса.Подобно тому, как нестандартные шины на высококлассном спортивном автомобиле обеспечивают максимальное удовольствие от вождения, режущий инструмент является основным связующим звеном между вашей машиной и рабочим материалом. Определение максимальной эффективности удаления металла обрабатывающим центром в значительной степени зависит от выбранного режущего инструмента и используемых параметров обработки.
По своей сути фрезерование – это встреча вращающегося инструмента с зажатой и неподвижной заготовкой, в отличие от токарной обработки, когда инструмент неподвижен, а обрабатываемый материал вращается.Фактически, заготовке передается движение подачи от станка. Встреча вращательного движения фрезы и режущей кромки инструментов вызывает колебания сил резания: вибрацию, тепло и. если все будет хорошо, фишки.
Исторически умение выбрать все параметры, необходимые для успешного фрезерования, считалось искусством. Машинисты были мастерами по изготовлению инструментов. Им давали спецификации для изготовления детали, и часто им приходилось создавать или модифицировать свои собственные инструменты для этого.Для этого потребовались знания в области металлургии и большой опыт работы с различными типами материалов. Чтобы усовершенствовать свое мастерство, машинисты обучались ручному труду, а затем годами методом проб и ошибок изучали обрабатываемость. Такое обучение часто принимало форму племенных знаний, которые жестко охранялись как «наш образ действий» и нелегко передать другим.
Сегодня производители оснастки изобилуют обширными высокотехнологичными линейками продукции для постоянно расширяющихся приложений и задач.Машинистам по-прежнему необходимо научиться выбирать правильные параметры для обеспечения успешного фрезерования, но поставщики инструментальных средств гораздо более ценны как партнеры в расширении своих знаний.
Категории фрезерования
Фрезерные станки могут иметь вертикальную или горизонтальную ориентацию шпинделя, и обычно торцевое фрезерование обрабатывает плоские поверхности, но многоосевые станки с ЧПУ позволяют выполнять трехмерные движения. При этом существует четыре основных категории фрезерования: торцевое фрезерование , периферийное фрезерование , фрезерование пазов и специальные приложения.
Торцевое фрезерование используется для создания плоской поверхности (торца) на заготовке. Плоскость резания обычно перпендикулярна оси вращения, и фрезы чаще всего имеют один ряд пластин, спроектированных с широким диапазоном геометрии резания, пластин, углов подъема и монтажных приспособлений. Требования к чистоте поверхности – важный фактор для определения наилучшего типа инструмента. Как правило, торцевое фрезерование выполняется инструментами, обеспечивающими большой угол в плане для увеличения срока службы инструмента и снижения вероятности поломки при выходе из заготовки.
Фрезерование периферии создает первичную поверхность, параллельную вращению шпинделя. Иногда создается вторичная поверхность. Плоскость среза обычно параллельна оси вращения. Периферийные фрезы могут изготавливаться из быстрорежущей стали, твердого сплава или со сменными пластинами. Фрезы на основе пластин могут включать один или несколько рядов пластин и могут производить одновременную операцию торцевого фрезерования.
Фрезерование паза используется для изготовления паза или канала в заготовке.Существует два основных типа фрез для пазов: дисковые и концевые. Дисковые фрезы могут быть изготовлены из быстрорежущей стали, твердосплавных припоев и со сменными пластинами. Обычно они используются в операциях, перпендикулярных вращению шпинделя.
Концевые фрезы, используемые для фрезерования пазов, аналогичны инструментам, используемым при фрезеровании периферии. Создаваемый паз параллелен вращению шпинделя. Однако из-за полного зацепления на периферии, плохого стружкообразования и удаления стружки концевые фрезы не являются первым выбором для операций по фрезерованию пазов.
Несмотря на свою универсальность, концевые фрезы являются наименее стабильными из всех фрез из-за меньшего диаметра инструмента и большей длины. Диаметр – самая слабая часть инструмента из-за больших касательных усилий, направленных поперек него.
Специальные приложения включают копировальное фрезерование, врезное фрезерование, врезание, спиральную и круговую интерполяцию, трохоидальную форму и другие.
· Врезное фрезерование по оси Z обычно используется для удаления большого количества материала заготовки.Силы резания направляются на фрезу в осевом направлении, что обеспечивает более высокую производительность съема металла и большую дальность действия. Плоскость среза перпендикулярна оси вращения.
· Наклон создает наклонную поверхность на заготовке или используется в точке входа для создания кармана (карманов). По сравнению с погружением, фрезерование на рампе может быть менее производительным в зависимости от условий. Это также обычное требование для фрезерования карманов цельной заготовки.
· Спиральная и круговая интерполяция обычно используется для создания цилиндрической поверхности на заготовке или для создания точек входа для более поздних приложений. Это приложение не обязательно требует существующего отверстия, в зависимости от типа выбранного инструмента.
· Копировальные фрезы , такие как круглые пластины и инструменты с высокой подачей, являются обычным выбором для этих приложений. Поверхность обычно параллельна оси вращения.
· Трохоидальное фрезерование – это применение, которое обычно позволяет получить паз в труднообрабатываемых материалах. Он использует комбинацию периферийного фрезерования и круговой интерполяции в плоскостях X и Y.
С помощью одного и того же инструмента часто можно выполнить несколько операций, чтобы сократить количество требуемых инструментов, а также время смены инструмента, но также могут потребоваться жертвы в отношении общей производительности специального типа инструмента, поэтому понимание всех необходимых приложений позволит вам сделать осознанный выбор .
Основные соображения
Выбор фрезы намного сложнее по сравнению с другими процессами металлообработки. Здесь задействовано много переменных. Основными из них являются рабочий материал, размер и мощность станка, крепление и жесткость заготовки, конструктивные особенности деталей и общие технологические требования.
Все эти переменные являются входными данными, которые влияют на конструкцию резака, который будет использоваться, и соответствующие методы нанесения, более подробно обсуждаемые в следующей статье.
Глоссарий терминов по фрезерованию
Фрезерование оправки Тип операции фрезерования, при которой используется фреза, установленная на горизонтальной оправке.
дуга реза Площадь контакта пластины с заготовкой.
осевая сила резания Основная сила резания, которая возникает параллельно оси вращающегося инструмента.И радиальные, и осевые силы составляют примерно 10 процентов от общих сил резания.
осевой передний угол Угол, образованный осью инструмента и наклоном торца пластины.
Нагрузка стружки Толщина стружки. Загрузка чипа часто путают с IPT, но это две разные переменные.
Задний угол Угловой зарез за режущей кромкой, который устраняет столкновение между режущим инструментом и заготовкой.
Фрезерование с подъемом Применение фрезерования, при котором вращение фрезы совпадает с направлением подачи в точке контакта. При фрезеровании с подъемом заготовка втягивается в фрезу, что снижает усилия подачи и потребление энергии.
Фреза с крупным шагом Фреза с небольшим количеством пластин.
обычное фрезерование Применение фрезерования, при котором вращение фрезы происходит в направлении, противоположном направлению подачи в точке контакта.Обычное фрезерование давит на заготовку, что увеличивает усилия подачи и потребление энергии.
копировальные фрезы Фрезы, используемые для торцевого трехмерного фрезерования, с конструктивными характеристиками, допускающими осевую глубину резания, превышающую длину пластины.
копировальное фрезерование Приложение для торцевого фрезерования, предназначенное для создания фигурных или нелинейных поверхностей или элементов в заготовке.
Диаметр фрезы Общий диаметр корпуса фрезы.Подходящий диаметр зависит от удлинения детали и крепления.
Двойной отрицательный передний угол Геометрия с отрицательным передним углом, которая обеспечивает хороший радиальный отвод стружки, но может быть ограничен.
Двойной положительный передний угол Геометрия с положительным передним углом, обеспечивающая хороший отвод стружки. Однако на высоких скоростях стружка может захватываться и повторно порезаться пластиной.
эффективный диаметр Максимальная плоская ширина торца, которую может обрабатывать резак.Эффективный диаметр измеряется в точках внешней режущей кромки пластины.
концевое фрезерование Тип фрезерования, при котором узкая фреза используется для обработки поверхностей как параллельно, так и перпендикулярно оси шпинделя.
торцевой зазор Угловой зазор за режущей кромкой, исключающий столкновение между режущим инструментом и заготовкой.
Адаптер для торцевой фрезы Тип адаптера для крепления шпинделя, который используется для установки и привода торцевых фрез на обрабатывающих центрах.
Фреза торцевая Фрезы, используемые для общего торцевого фрезерования, предназначены для 2D-обработки плоских поверхностей, перпендикулярных ориентации шпинделя.
торцевое фрезерование Тип фрезерования, при котором поверхность заготовки перпендикулярна оси шпинделя.
подача на зуб Линейное расстояние, проходимое фрезой во время зацепления единственного режущего зуба.Подача на зуб (fpt) – это величина подачи для нескольких режущих инструментов.
Фреза с мелким шагом Фреза с большим количеством пластин.
Плоский задний привод Тип приспособления для монтажа шпинделя, который устанавливается непосредственно на шпиндель с помощью центрирующей пробки для радиального расположения. Плоский задний привод обычно используется для торцевых фрез диаметром более 8 дюймов и больших специальных фрезерных станков.
Общее торцевое фрезерование Тип фрезерования, при котором поверхность заготовки перпендикулярна оси шпинделя.
рука пропила Направление пропила. Левосторонние фрезы режут против часовой стрелки, а правые – против часовой стрелки.
пятка пластины Край площадки напротив режущей кромки.
винтовая интерполяция Фреза, которая вместе вращается вокруг своей оси в орбитальном движении по окружности заготовки с внутренним или внешним диаметром.
Фреза высокой плотности Фреза, содержащая большое количество пластин на дюйм диаметра.
Плотность пластин Количество пластин или режущих кромок на дюйм диаметра в фрезе. Также называется плотностью режущей кромки.
Фацетная пластина Устройство, используемое во фрезерных пластинах для уменьшения или устранения проблем с чистотой поверхности, вызванных осевым отклонением торцевых фрез.
Шаг пластин Количество пластин в фрезе. Шаг – это расстояние между соответствующими позициями на одной пластине и одной и той же позицией на последующей пластине.
IPT дюймов на зуб. Приращение подачи, которое одна пластина делает за один оборот фрезы. Чаще всего обозначается как «fz».
Угол подъема Угол въезда режущей кромки при входе в заготовку.Угол опережения определяет направление радиальных и осевых сил резания.
Фреза низкой плотности Фреза, содержащая небольшое количество пластин на дюйм диаметра.
фрезерование Процесс резки металла с использованием вращающегося многоточечного режущего инструмента для обработки плоских поверхностей, пазов или внутренних углублений в заготовке.
монтажное приспособление Специальная конструкция инструментов и компонентов, используемых для крепления фрезы к станку.
отрицательный осевой передний угол Геометрия граблей указывает на то, что режущая кромка расположена на осевой центральной линии фрезы, в то время как верхняя поверхность режущей кромки наклонена вперед и от осевой осевой линии.
Отрицательная радиальная передняя кромка Геометрия граблей, указывающая на то, что режущая кромка расположена на радиальной средней линии фрезы. Верхняя поверхность режущей кромки наклонена вперед и от средней линии резца.
нейтральная осевая грабля Геометрия граблей, указывающая на то, что режущая кромка расположена на осевой центральной линии фрезы, а верхняя поверхность режущей кромки наклонена назад и в сторону от осевой осевой линии.
нейтральная радиальная стойка Геометрия граблей указывает на то, что поверхность пластины лежит на радиальной центральной линии фрезы.
радиус при вершине Радиус на инструменте между торцевой и боковой режущими кромками.
Фрезерование по периферии Тип фрезерования, при котором поверхность заготовки перпендикулярна шпинделю станка, а фреза установлена на оправке.
положительный осевой передний угол Геометрия граблей указывает на то, что режущая кромка расположена на осевой центральной линии фрезы, при этом верхняя поверхность режущей кромки наклонена назад и в сторону от осевой осевой линии.
положительный радиальный передний угол Геометрия граблей указывает на то, что режущая кромка расположена на радиальной центральной линии фрезы.Верхняя поверхность режущей кромки отклоняется назад и от радиальной средней линии.
положительный / отрицательный передний угол Геометрия переднего угла, которая приобретает преимущества как двойного положительного, так и двойного отрицательного переднего угла без проблемных особенностей ни того, ни другого.
радиальная сила резания Сила, стремящаяся оттолкнуть инструмент от заготовки в радиальном направлении. И радиальные, и осевые силы составляют примерно 10% от общих сил резания.
радиальный передний угол Угол, образованный наклоном торца пластины и радиальной линией, проходящей через режущую кромку в плоскости, перпендикулярной оси резца.
Фрезерование рампы Комбинация одновременного перемещения по оси Z с перемещением по осям X, Y или комбинированным перемещением.
передний угол Наклон верхней поверхности режущей кромки, которая контактирует со стружкой.Грабли контролируют силу резания и прочность режущей кромки.
Наращивание передней поверхности Сварка давлением и накопление материала заготовки на передней поверхности инструмента.
Фрезерование рампы Усовершенствованная форма трехмерного торцевого фрезерования.
Приспособление для плоской фрезы Тип приспособления для крепления шпинделя, предназначенное для торцевых фрез от 1.Диаметр от 5 до 6 дюймов. Адаптеры для фрезерных станков содержат центральную направляющую, радиальные шпонки и центральный болт для крепления фрезы к адаптеру.
Боковое фрезерование Тип фрезерования, при котором поверхность заготовки перпендикулярна шпинделю станка, а фреза установлена на оправке.
Фрезерование паза Тип фрезерования, используемый для изготовления паза или канала.
Фреза для обработки квадратных уступов Фрезы для фрезерования квадратных уступов с углом в упоре 90 градусов.Силы подачи для торцевых фрез с квадратным уступом возникают в радиальном направлении.
Торцевое фрезерование уступа с квадратным уступом Тип фрезерования, предназначенный для выполнения операций как торцевой, так и концевой фрезы.
Образец отделки поверхности Измеренные характеристики профиля поверхности заготовки. Самым важным параметром качества поверхности является шероховатость.
тангенциальная сила Сила, действующая на переднюю поверхность инструмента в направлении скорости резания.Тангенциальные силы резания представляют собой сопротивление вращению инструмента и составляют примерно 70 процентов от общих сил резания.
трохоидальное фрезерование Усовершенствованная форма трехмерного торцевого фрезерования с использованием технологий высокоскоростной обработки. Трохоидальное фрезерование сводит к минимуму изменения в нагрузке на стружку и обеспечивает высокую и постоянную подачу и чаще всего использует небольшую радиальную глубину резания с большой осевой глубиной резания.
истинный передний угол Накопление передних углов для данной операции резки металла.Также обозначается как TRA.
Фреза с переменным шагом Фреза с неравномерно расположенными пластинами, которая используется для уменьшения вибрации или вибрации.
Примечание редактора: вы можете прочитать следующую часть, нажав здесь. .Секретное оружие с ЧПУ [Полное руководство 2018]
Что такое врезное фрезерование?
У вас впереди тяжелая работа, потому что ваш станок слишком легкий или из-за сложной геометрии детали (например, глубоких карманов)? Если да, то, возможно, ответом является врезное фрезерование (также называемое черновой врезкой).
Плунжерное фрезерование – это тип траектории CAM, хотя, как мы увидим, его можно запрограммировать вручную. Идея состоит в том, чтобы выполнить черновую обработку кармана, профиля или трехмерной поверхности путем погружения спирального сверла, концевой фрезы или специального инструмента прямо в материал.Вот типичный пример:

Погружное фрезерование кармана – Изображение предоставлено BobCAD…
На графике показана типичная операция врезного фрезерования квадратного кармана, любезно предоставленная BobCAD. Как видите, инструмент проделывает цепочку отверстий вертикально, чтобы обработать большую часть области кармана. Последующий финишный проход заполнит карман.
Хорошее видео по врезному фрезерованию здесь:
Какие преимущества врезного фрезерования?
Выше я назвал погружное измельчение «секретным оружием», потому что оно действительно может спасти ваш бекон в некоторых ситуациях.Он разработан с учетом двух важных свойств:
- Спиральные сверла часто имеют гораздо более высокую производительность съема материала, чем концевые фрезы.
- Большинство станков с ЧПУ имеют Z как самую жесткую ось. Изменяя силы с боковых (плоскость XY) на осевые (Z) силы вверх и вниз, мы получаем гораздо более жесткое резание.
Взятые вместе, довольно легко увидеть, где врезное фрезерование может превратиться в ваше секретное оружие.
Возможно, у вас относительно легкая или менее жесткая машина.Воспользовавшись большей жесткостью, которую ваша машина будет иметь в направлении Z, вы сможете получить более высокую скорость съема материала. Или вы можете решить проблему с болтовней из-за недостаточной жесткости.
Старые (или более дешевые) фрезерные станки с ЧПУ, которые имеют больший уклон по осям XY, менее точную интерполяцию или более низкие скорости шпинделя, также могут выиграть от большей тренировки оси Z с помощью врезного фрезерования. Плунжерное фрезерование кажется специально разработанным для ограниченной жесткости и производительности станков с ЧПУ Hobby, например.
И, говоря о недостаточной жесткости, врезное фрезерование может быть идеальным для тех действительно глубоких карманов, где боковые силы вызывают такое сильное отклонение инструмента, что невозможно добиться прогресса. Sandvik говорит, что врезное фрезерование выгодно, когда общий вылет инструмента превышает 4 диаметра инструмента.
Как насчет ситуации с токарно-фрезерной обработкой, когда ваш рабочий инструмент не такой жесткий, как на чистом фрезерном станке? И здесь снова вы можете обнаружить, что Plunge Milling – это просто билет.
По словам Sandvik, врезное фрезерованиетакже может оказаться незаменимым помощником, когда мощность шпинделя вашего станка ограничена.

Обсуждение недостатка жесткости – большой вылет и тонкие стенки делают врезное фрезерование естественным для этой 5-осевой турбины. Изображение любезно предоставлено Hypermill.
Другой способ врезного фрезерования может помочь преодолеть ограничения станка – это ограничение скорости шпинделя. Подача и скорость врезания могут быть немного медленнее, чем прямая высокоскоростная обработка. Но если частота вращения вашего шпинделя является ограничивающим фактором, возможно, вы не сможете в полной мере воспользоваться преимуществами HSM. В таком случае плунжерное фрезерование с большей вероятностью даст вам наилучшие показатели съема материала.
Как насчет обработки высокой тонкой стены? Это общеизвестно, что эта ситуация подвержена дребезжанию, и ее можно частично разрешить с помощью погружного фрезерования. Это не полное излечение, потому что вам все равно придется управлять чистовым проходом, который удаляет гребешки, но он может позволить более высокий уровень съема материала без дребезга для чернового прохода.
На самом деле, подумайте о врезном фрезеровании в любое время, когда болтовня становится большой проблемой на работе.
Последний особый случай для врезного фрезерования – очистка углов.Когда глубина угла превышает примерно 4-кратный диаметр фрезы, которая подходит к углу, возникают проблемы с жесткостью.
Помимо особых случаев, некоторые цеха сообщают, что врезное фрезерование позволяет им выполнять черновую обработку на старых станках в цехе, которые в противном случае могли бы остаться неиспользованными. Они загружают свои новые станочные центры работой, которую не могут выполнять старые станки, и повышается коэффициент использования шпинделей в цехах. Это означает больше прибыли.
Мне тоже нравится идея врезного фрезерования для обработки Lights Out.По сути, он кажется более консервативным и менее подверженным проблемам, например, правильно ли направлена охлаждающая жидкость.
Плунжерное фрезерование может применяться для сохранения жесткости в этих сложных случаях:

Погружные фрезерные уголки. Изображение любезно предоставлено Sandvik.
Можно представить себе выполнение большей части черновой обработки с использованием траектории HSM и концевой фрезы, которая слишком большого диаметра, чтобы попасть в углы. В зависимости от формы кармана он может очистить большую часть материала, не оставляя много зубцов.
Как часть окончательной чистовой обработки или промежуточного прохода полуфабриката, мы используем концевую фрезу гораздо меньшего диаметра, чтобы очистить область угла, а затем мы можем выполнить общий чистовой проход всей стенки кармана или профиля.
Недостатки врезного фрезерования

Плунжерное фрезерование оставляет зубчатые края, которые могут потребовать значительного объема зачистки или получистового прохода, прежде чем можно будет применить настоящий чистовой проход. Изображение любезно предоставлено Sandvik-Coromant.
- Зубчатые края : при врезании остается зубчатый край (см. Диаграмму выше), который необходимо очистить чистовым проходом. В зависимости от количества шагов по X и Y количество гребешка, которое нужно удалить, может быть значительным. Если можно удалить более одного чистового прохода, потребуется дополнительный полу-черновой проход для очистки гребешков перед тем, как можно будет применить окончательный чистовой проход.
- Center Cut : Используемый инструмент должен быть либо центрирующим (без учета многих типов индексируемых концевых фрез), либо траектория инструмента должна допускать вход по наклонной плоскости или спирали, чтобы создать достаточно места для начала частичного врезания.Если инструмент не режет по центру, он также не может резать на спуске, где элемент в некоторых местах становится глубже.
- 2D и 3D врезное фрезерование : Некоторые траектории врезного фрезерования поддерживают только 2D-элементы, где пол находится на той же оси Z, в то время как другие могут выполнять полное 3D-профилирование с помощью врезного фрезерования.

Плунжерное фрезерование 3D. Изображение любезно предоставлено SprutCAM.
- Обычные спиральные сверла : Угол при вершине обычных спиральных сверл заставляет их смещаться при черновой врезке, если отверстия слишком сильно перекрываются.Вы также получаете зубчатый пол, что менее желательно. Для этого может потребоваться инструмент с плоским дном, такой как концевые фрезы или спиральные сверла, специально предназначенные для врезного фрезерования.
- Не лучшее при благоприятных условиях : Плунжерное фрезерование не является универсальной стратегией, заменяющей все другие стратегии. Лучше всего использовать, когда вам нужны преимущества врезного фрезерования: большая жесткость и меньшая потребляемая мощность. Если вам не нужно решать эти проблемы, то врезное фрезерование, вероятно, менее оптимально, чем другие стратегии черновой обработки, такие как траектория высокоскоростной обработки (HSM).
Подача и скорость врезного фрезерования
Наша первая задача – определиться с шагами по X и Y.
Sandvik рекомендует начинать с шага (ширина реза в G-Wizard) 80% диаметра фрезы для бокового движения за один проход.
Шаг для более глубокого проникновения в материал для следующего прохода ограничен диаметром пластины или максимальной шириной резания любого нецентрового режущего инструмента. 80% от этой стоимости – тоже хороший выбор. Следите за тем, чтобы в углах между отверстиями не торчали тощие стебли.Если вы видите стебли, вам нужно меньше шагов в одном или другом измерении.
Теперь нам нужны каналы и скорости. Наш калькулятор подачи и скорости G-Wizard имеет специальные функции, помогающие при врезном фрезеровании.
Давайте рассмотрим пример, демонстрирующий сильные стороны врезного фрезерования. Предположим, нам поручили черновую обработку кармана с угловым радиусом 1/8 дюйма, что определяет диаметр концевой фрезы не более 1/4 дюйма. Затем предположим, что глубина кармана составляет 1 1/2 дюйма.
Я уже слышу стоны в аудитории – такой глубокий карман с такой маленькой концевой фрезой может оказаться медведем!
Для простоты я выберу шаг X и Y равным 0.0625 ″ для этой работы. Давайте проверим подачи и скорости с помощью G-Wizard и предположим, что мы хотим использовать стратегию черновой обработки HSM, такую как Adaptive Clearing или Volumill:

MRR неплох – 3 кубических дюйма / мин, но прогиб слишком велик…
MRR неплох – 3 кубических дюйма / мин, но отклонение слишком велико. При таком подходе инструменты очень быстро проглатываются с отклонением почти в 3 тысячных.
Мы можем использовать оптимизатор обрезки G-Wizard, чтобы узнать, сколько шагов можно сделать, чтобы предметы оставались в пределах допусков на прогиб:

Резка практически невозможна без слишком большого прогиба…
Быстрый щелчок по ярлыку «Ширина обрезки» заставляет оптимизатор обрезки полностью снизить ширину обрезки до 1.4 тысячных, а прогиб все еще слишком велик. Мы, вероятно, могли бы жить с этим, но MRR упал до ужасных 1,1 кубических дюймов в минуту.
Мы потеряем наши рубашки на этой работе, если не найдем другой способ. Что насчет врезной черновой обработки?
Нажмите кнопку «Погружение», чтобы открыть мини-расчет врезного фрезерования:

Калькулятор погружного фрезерования G-Wizard…
Калькулятор погружного фрезерованияG-Wizard позволяет нам ввести Step Up (количество, которое нужно переместить в материал в начале каждого прохода) и Step Over (количество, которое нужно переместить вбок от предыдущего отверстия за один проход) и регулирует скорость подачи на основе этих параметров .
Вот результат:

Вот пример, когда блестит врезное фрезерование…
Вот случай, когда фрезерование погружением светит: наш MRR вернулся на территорию 3 куба в минуту исходного сценария HSM, и хотя ошибка отклонения все еще красная, мы можем игнорировать ее, потому что мы погружаемся, и не будет никаких значительных отклонение при этом.
Проблема решена!
Какие пакеты CAM имеют врезное фрезерование?
Вот список наиболее популярного программного обеспечения из нашего последнего обзора пакетов CAM, который показывает, есть ли в каждом пакете фрезерование врезки или нет:

Что касается различий в качестве траектории врезного фрезерования, стоит проверить, поддерживает ли ваш пакет CAM две возможности.
Во-первых, выполняет ли он настоящее 3D или только 2D врезное фрезерование? Очевидно, что 3D является гораздо более общим, в то время как 2D будет работать только для объектов с плоским дном.
Секунда отводится ли цикл погружения от стены во время полного отвода? Это снижает вибрацию и увеличивает срок службы инструмента при обработке твердых материалов. Вот стиль втягивания с черновым погружением, разработанный совместно WorkNC и Ingersoll:

Слегка отстраняется от стены во время грубого погружения…
Слегка отодвигаясь от стены во время каждого грубого хода погружения, можно увеличить срок службы инструмента на 10–15 процентов, по словам разработчиков методики.
Что я могу сделать, если мое программное обеспечение CAM не выполняет погружение?
Обычно, если ваше программное обеспечение CAM не поддерживает определенный тип траектории, вам просто не повезло. Но Plunge Milling может быть другим, в зависимости от того, насколько вы азартны. Основная стратегия создания собственной траектории врезного фрезерования работает следующим образом:
- Используйте программное обеспечение САПР для создания сетки отверстий (кругов или чего угодно) внутри контуров кармана или контура другого элемента.Обязательно оставьте некоторый припуск на чистовую обработку, поэтому вам может потребоваться вставить контур рядом с припуском на чистовую обработку. В зависимости от того, насколько легко держать круги полностью внутри контура, вам, возможно, придется сделать дополнительную вставку, чтобы оставить достаточно припуска. Программное обеспечение САПР выполняет большую часть работы, поэтому вы полагаетесь на его сложность, чтобы создать сетку отверстий. Даже если пакет немного слаб в этой области, большинство из них должно иметь возможность размещать сетку в прямоугольной области или, возможно, в линию, чтобы вы могли погрузить фрезерование в слот.
- Учитывая сетку кругов, вы создаете программу G-кода, чтобы врезать резак в координаты каждого круга. Это может быть так же просто, как взять постоянный цикл сверления и передать ему список круговых координат.
Конечно, есть украшения. Например, вы можете сделать причудливое движение втягивания стены с немного большим ручным кодированием. Возможно, вам также придется иметь дело с входом в карман, хотя вы можете просто попросить ваш CAM-пакет сгенерировать свою запись, а затем вырезать и вставить этот gcode, чтобы создать отправную точку для вашей процедуры фрезерования врезания.
При небольшом знакомстве с программированием gcode и приличном опыте работы с вашим программным обеспечением CAD, это несложно и не требует много времени.
Вот пример, который я частично проработал в Rhino3D:
- Начните с контура вашего кармана. Вставьте этот контур с припуском на чистовую обработку. Вот контур со вставкой:

Контур стенки кармана с врезкой под припуск на чистовую обработку…
2.Опустите окружность диаметра концевой фрезы вниз и сделайте ее касательной к удобному месту на контуре вставки:

3. Создайте массив кругов с шагом X и Y, который вы хотите использовать:

Я не получил достаточно большую сетку!
4. Обрежьте лишние круги, выходящие слишком далеко за пределы:

5. Отрегулируйте оставшиеся круги по краям так, чтобы они касались любых ребер контура вставки, которые они пересекают:

Вот и все.Теперь у вас есть чертеж САПР, который показывает, где должны быть отверстия для врезания.
Импортируйте его в свой CAM-пакет и относитесь к нему так же, как если бы пытались просверлить все эти отверстия. Он сгенерирует gcode, который вы затем сможете настроить по мере необходимости.
Я не закончил работу с САПР, но работа с САПР заняла всего 10 минут, и я не использовал никаких ярлыков. Это несложно сделать, если вы хотите немного поиграть с погружным фрезерованием. Запрограммировать что-то подобное, чтобы очистить угол или два, было бы еще проще.
Плунжерные фрезы
У вас есть несколько вариантов фрезы для врезного фрезерования:
- Обычные концевые фрезы и сменные инструменты
- Спиральные сверла
- Специальные фрезы для врезного фрезерования
G-Wizard позволяет легко оценить, какой из них лучше всего подходит для вашей работы, с учетом всех переменных, которые используются.
В одном магазине было обнаружено, что ножницы для пуговиц (инструмент со сменными пластинами с круглыми пластинами) особенно хорошо подходят для их нужд.Обычно в специальных фрезах для врезного фрезерования используются пластины с плоским дном, но круглые пластины гораздо менее подвержены вибрации, чем пластины с плоским дном.
При врезном фрезеровании следует остерегаться резания вблизи центра инструмента. Многие индексируемые инструменты не могут резать по центру, и многие концевые фрезы также не работают по центру. Это означает, что вам нужно будет спланировать обходы так, чтобы не требовалось срезания по центру. Возможно, вам потребуется создать начальное отверстие с помощью сверла (индексируемого или иного), чтобы избежать проблем с центральным резанием.
Плунжерное фрезерование спиральными сверлами: Цепное сверление
Во времена ручной обработки цепное сверление было обычным делом при обработке твердых материалов:

Изображение любезно предоставлено Home Shop Machinist…
Эта техника сработала и позволила Бриджпорту быстро раскрыть много материала. Но есть и недостатки. Спиральные сверла не любят слишком частое перекрытие отверстий и прерывистое резание, поэтому учитывайте шаговые движения соответственно. Не допускается перекрытие более 40%, если сверло имеет коническое острие, и даже это может привести к гораздо большему износу.Это может привести или не привести к хорошему уровню удаления материала, поэтому это еще один случай, когда эксперименты с несколькими сценариями в G-Wizard действительно могут помочь улучшить ваш подход. Также твердосплавные спиральные сверла не любят ударов, связанных с слишком большим врезанием. HSS или индексируемые инструменты могут быть лучшим выбором.
Еще одна проблема спиральных сверл – отверстия не имеют плоского дна. Доступны версии с плоским дном, индексируемые и сплошные, так что рассмотрите их. В противном случае вам либо нужна сквозная ситуация (отверстие, а не карман), либо вам придется проделать довольно много отделочной работы на зубчатом дне кармана.
Хочу узнать больше!
Как я уже сказал, врезное фрезерование может быть мощным секретным оружием в вашем арсенале ЧПУ. Он все еще не широко используется, поэтому у ваших конкурентов может не быть этого секретного оружия. Мы увидели его преимущества наглядно с помощью G-Wizard в случае слишком глубокого кармана по сравнению с диаметром инструмента.
Воспользуйтесь нашей бесплатной 30-дневной пробной версией G-Wizard, чтобы вы могли работать и над своими собственными сценариями!
Чтобы узнать больше о врезном фрезеровании, ознакомьтесь с этими статьями:
Используете ли вы врезное фрезерование? Расскажите нам о своем опыте и мыслях о врезном фрезеровании в комментариях.
Присоединяйтесь к 100 000+ ЧПУ! Получайте наши последние сообщения в блоге бесплатно раз в неделю прямо на ваш почтовый ящик. Кроме того, мы предоставим вам доступ к отличным справочным материалам по ЧПУ, включая:
.