Типы и марки электродов: Не найдено – HostiMan.ru
alexxlab | 19.11.2022 | 0 | Разное
Таблица соответствия типов и марок электродов для сварки| МЭЗ – производство электродов
Тип | Марка |
Электроды для сварки углеродистых и низколегированных сталей | |
Э-46 | МР-3 |
Э-46 | ОЗС-4 |
Э-46 | МР-3 ЛЮКС |
Э-46 | МК-46.00 |
Э-46 | АНО-4 |
Э-46 | АНО-21 |
Э-46 | АНО-21 СТАНДАРТ |
Э-46 | ОЗС-12 |
Э-42А | УОНИ-13/45 |
Э-42А | УОНИИ-13/45 (ОСТ 5.9224-75) |
Э-46А | УОНИ-13/45А |
Э-50А | УОНИ-13/55 |
Э-50А |  9224-75) 9224-75) |
Э-50А | УОНИИ-13/55 |
Э-50А | МЭЗЛБ-52У |
Э-50А | УОНИ-13/55А |
Э-55 | УОНИ-13/55У |
Э-50А | ЦУ-5 |
Э-60 | УОНИ-13/65 |
Э-50А | ТМУ-21У |
Электроды для сварки легированных теплоустойчивых сталей | |
Э-09Х1М | ТМЛ-1У |
Э-09Х1МФ | ТМЛ-3У |
Э-09Х1МФ | ЦЛ-39 |
Электроды для сварки легированных сталей повышенной прочности | |
Э-85 | УОНИ-13/85 |
Электроды для сварки высоколегированных жаростойких сталей | |
Э-08Х19Н10Г2Б | ЦТ-15 |
Э-08Х19Н10Г2Б | МЭЗЦТ-15 |
Э-10Х25Н13Г2 | ОЗЛ-6 |
Э-10Х20Н70Г2М2Б2В | ОЗЛ-25Б |
Э-28Х24Н16Г6 | ОЗЛ-9А |
Электроды для сварки высоколегированных коррозионностойких сталей | |
Э-07Х20Н9 | ОЗЛ-8 |
Э-08Х20Н9Г2Б | ЦЛ-11 |
Э-08Х20Н9Г2Б | МЭЗЦЛ-11 |
Э-04Х20Н9 | ОЗЛ-36 |
Э-07Х19Н11М3Г2Ф | ЭА-400/10Т |
Э-07Х19Н11М3Г2Ф | ЭА-400/10У |
Э-08Х17Н8М2 | НИАТ-1/04Х19Н9 |
Э-12Х13 | УОНИ-13/НЖ/12Х13 |
Э-09Х19Н10Г2М2Б | МЭЗНЖ-13 |
Электроды для сварки высоколегированных и разнородных сталей | |
Э-11Х15Н25М6Г2 | ЭА-395/9 |
Э-10Х20Н9Г6С | НИИ-48Г |
| АНЖР-2 |
Э-11Х15Н25М6АГ2 | НИАТ-5 |
Электроды для наплавки на рабочие поверхности изделий | |
Э-20Х13 | УОНИ-13/НЖ/20Х13 |
Э-320Х25С2ГР | Т-590 |
Э-170Х5С7 | МЭЗТ-590 |
Э-90Х4М4ВФ | ОЗИ-3 |
Э-13Х16Н8М5С5Г4Б | ЦН-12М-67 |
Э-65Х25Г13Н3 | ЦНИИН-4 |
Э-320Х23С2ГТР | Т-620 |
Э-170Х5С7Г2 | МЭЗТ-620 |
Э-08Х17Н8С6Г | ЦН-6Л |
Э-08Х17Н8С6Г | МЭЗЦН-6Л |
Типы покрытых электродов для наплавки поверхностных слоев с особыми свойствами
Согласно ГОСТ 10051-75 электроды для наплавки поверхностных слоев с особыми свойствами подразделяются на 44 типа. При этом типы электродов для наплавки слоев из цветных металлов стандартом не предусмотрены. Типы электродов, химический состав наплавленного металла и его твердость при нормальной температуре должны соответствовать данным, указанным в таблице 1.1. Проверка твердости наплавленного металла производится по ГОСТ 9466-75 и ГОСТ 9013-59. Проверка химического состава наплавленного металла и остальные требования – по ГОСТ 9466-75.
При этом типы электродов для наплавки слоев из цветных металлов стандартом не предусмотрены. Типы электродов, химический состав наплавленного металла и его твердость при нормальной температуре должны соответствовать данным, указанным в таблице 1.1. Проверка твердости наплавленного металла производится по ГОСТ 9466-75 и ГОСТ 9013-59. Проверка химического состава наплавленного металла и остальные требования – по ГОСТ 9466-75.
Таблица 1.1. Химический состав (%) наплавленного металла и его твердость без термообработки (без т.о.) или после неё (после т.о.)
| Тип электрода | С | Si | Mn | Cr | Ni | Mo | W | V | Ti | Прочие элементы | S | P | Твердость HRCэ | |
| Не более | Без т. о. о. |
После т. о. | ||||||||||||
| Э-10Г2 | 0.08-0.12 | ≤0.15 | 2.0-3.3 | — | — | — | — | — | — | — | 0.030 | 0.040 | 22.00-30.0 | — |
| Э-11Г3 | 0.08-0.13 | ≤0.15 | 2.8-4.0 | — | — | — | — | — | — | — | 0.030 | 0.040 | 29.5-37.0 | — |
| Э-12Г4 | 0.09-0.14 | ≤0.15 | 3.6-4.5 | — | — | — | — | — | — | — | 0.030 | 0.040 | 36.5-42.0 | — |
| Э-15Г5 | 0.12-0.18 | ≤0. 15 15 |
4.1-5.2 | — | — | — | — | — | — | — | 0.030 | 0.040 | 41.5-45.5 | — |
| Э-16Г2ХМ | 0.12-0.20 | 0.80-1.30 | 1.2-2.0 | 0.9-1.3 | — | 0,7-9,0 | — | — | — | — | 0.030 | 0.035 | 36.5-41.0 | — |
| Э-30Г2ХМ | 0.22-0.38 | ≤0.15 | 1.5-2.0 | 0.5-1.0 | — | 0,3-0,7 | — | — | — | — | 0.030 | 0.040 | 32.5-42.5 | — |
| Э-35Г6 | 0.25-0.45 | ≤0.60 | 5.5-6.5 | — | — | — | — | — | — | — | 0. 030 030 |
0.040 | 51.0-58.5 | — |
| Э-37Х9С2 | 0.25-0.50 | 1.40-2.80 | 0.4-1.0 | 8.0-11.0 | — | — | — | — | — | — | 0.030 | 0.035 | 53.0-59.0 | — |
| Э-70Х3СМТ | 0.50-0.90 | 0.80-1.20 | 0.4-1.0 | 2.3-3.2 | — | 0,3-0,7 | — | — | ≤0.30 | — | 0.030 | 0.035 | 53.0-61.0 | |
| Э-80Х4С | 0.70-0.90 | 1.00-1.50 | 0.5-1.0 | 3.5-4.2 | — | — | — | — | — | — | 0.030 | 0.035 | 57.0-63.0 | — |
| Э-95Х7Г5С | 0. 80-1.10 80-1.10 |
1.20-1.80 | 4.0-5.0 | 6.0-8.0 | — | — | — | — | — | — | 0.030 | 0.040 | 27.0-34.0 | — |
| Э-65Х11Н3 | 0.50-0.80 | ≤0.30 | ≤0.7 | 10.0-12.0 | 2,5-3,5 | — | — | — | — | — | 0.030 | 0.035 | 27.0-35.0 | — |
| Э-24Х12 | 0.18-0.30 | ≤0.30 | 0.4-1.0 | 10.5-13.0 | — | — | — | — | — | — | 0.030 | 0.035 | 41.5-49.5 | — |
| Э-20Х13 | 0.15-0.25 | ≤0.70 | ≤0.8 | 12. 0-14.0 0-14.0 |
≤0,6 | — | — | — | — | — | 0.030 | 0.035 | — | 34.5-49.5 |
| Э-35Х12Г2С2 | 0.25-0.45 | 1.50-2.50 | 1.6-2.4 | 10.5-13.5 | — | — | — | — | — | — | 0.030 | 0.035 | — | 55.0-63.0 |
| Э-35Х12B3СФ | 0.25-0.45 | 1.00-1.60 | ≤0.5 | 10.5-13.5 | — | — | 2.2-3.5 | 0.5-1.0 | — | — | 0.030 | 0.035 | — | 51.0-59.0 |
| Э-100Х12М | 0.85-1.15 | ≤0.50 | ≤0.5 | 11.0-13.0 | — | 0,4-0,6 | — | — | — | — | 0. 030 030 |
0.035 | — | 54.0-61.0 |
| Э-120Х12Г2СФ | 1.00-1.4 | 1.00-1.70 | 1.6-2.4 | 10.5-13.5 | — | — | — | 1.0-5.0 | — | — | 0.030 | 0.035 | — | 55.0-63.0 |
| Э-300Х28Н4С4 | 2.50-3.40 | 2.80-4.20 | ≤1.0 | 25.0-31.0 | 3,0-5,0 | — | — | — | — | — | 0.035 | 0.040 | 49.5-55.5 | — |
| Э-320Х23С2ГТР | 2.90-3.50 | 2.00-2.50 | 1.0-1.5 | 22.0-24.0 | — | — | — | — | 0.5-1.5 | 0.5-1.5B | 0.035 | 0.040 | 56. 0-63.0 0-63.0 |
— |
| Э-320Х25С2ГР | 2.90-3.50 | 2.00-2.50 | 1.0-1.5 | 22.0-27.0 | — | — | — | — | — | 0.5-1.5B | 0.035 | 0.040 | 58.0-64.0 | — |
| Э-350Х26Г2Р2СТ | 3.10-3.90 | 0.60-1.20 | 1.5-2.5 | 23.0-29.0 | — | — | — | — | 0.2-0.4 | 1.8-2.5B | 0.035 | 0.040 | 59.0-64.0 | — |
| Э-225Х10Г10С | 2.00-2.50 | 0.50-1.50 | 8.0-12.0 | 8.0-12.0 | — | — | — | — | — | — | 0.035 | 0.040 | 41.5-51.5 | — |
| Э-08Х17Н8С6Г | 0. 05-0.12 05-0.12 |
4.80-6.40 | 1.0-2.0 | 15.0-18.4 | 7,0-9,0 | — | — | — | — | — | 0.025 | 0.30 | — | 29.5-39.0 |
| Э-09Х16Н9С5Г2М2ФТ | 0.06-0.12 | 4.50-5.30 | 1.6-2.4 | 15.0-16.8 | 8,4-9,2 | 1,8-2,3 | — | 0.5-0.9 | 0.1-0.3 | — | 0.030 | 0.035 | — | 30.5-36.0 |
| Э-09Х31Н8АМ2 | 0.06-0.12 | ≤0.50 | ≤0.5 | 30.0-33.0 | 7,0-9,0 | 1,8-2,4 | — | — | — | 0.3-0.4N | 0.030 | 0.035 | — | 41.5-49.5 |
| Э-13Х16Н8М5С5Г4Б | 0.08-0.18 | 3. 80-5.20 80-5.20 |
3.0-5.0 | 14.0-19.0 | 6,5-10,5 | 3,5-7,0 | — | — | — | 0.5-1.5Nb | 0.025 | 0.030 | — | 39.5-51.5 |
| Э-15Х15Н10С5М3Г | 0.10-0.20 | 4.80-5.80 | 1.0-2.0 | 13.0-17.0 | 9,0-11,0 | 2,3-4,5 | — | — | — | — | 0.030 | 0.035 | 36.5-46.5 | — |
| Э-15Х28Н10С3ГТ | 0.10-0.20 | 2.80-3.80 | 1.0-2.0 | 25.0-30.0 | 9,0-11,0 | — | — | — | 0.1-0.6 | — | 0.030 | 0.035 | — | 36.5-42.0 |
| Э-15Х28Н10С3М2ГТ | 0.10-0.20 | 2. 50-3.50 50-3.50 |
1.0-2.0 | 25.0-30.0 | 9,0-11,0 | 1,0-2,5 | — | — | 0.1-0.3 | — | 0.030 | 0.035 | — | 41.5-46.5 |
| Э-200Х29Н6Г2 | 1.60-2.40 | 0.30-0.60 | 1.5-3.0 | 26.0-32.0 | 5,0-8,0 | — | — | — | — | — | 0.035 | 0.040 | 41.5-51.5 | — |
| Э-30В8Х3 | 0.20-0.40 | ≤0.30 | ≤0.4 | 2.0-3.5 | — | — | 7.0-9.0 | — | — | — | 0.035 | 0.040 | — | 41.5-51.5 |
| Э-80В18Х4Ф | 0.70-0.90 | ≤0.50 | ≤0.8 | 3. 8-4.5 8-4.5 |
— | — | 17.0-19.5 | 1.0-1.4 | — | — | 0.035 | 0.040 | — | 58.0-63.0 |
| Э-90В10Х5Ф2 | 0.80-1.00 | ≤0.40 | ≤0.4 | 4.0-5.0 | — | — | 8.5-10.5 | 2.0-2.6 | — | — | 0.035 | 0.040 | — | 58.0-63.0 |
| Э-30Х5В2Г2СМ | 0.20-0.40 | 1.00-1.50 | 1.3-1.8 | 4.5-5.5 | — | 0,4-0,6 | 1.5-2.5 | — | — | — | 0.030 | 0.035 | 51.0-61.0 | — |
| Э-65Х25Г13Н3 | 0.50-0.80 | ≤0.80 | 11.0-14.0 | 22.0-28.5 | 2,0-3,5 | — | — | — | — | — | 0. 035 035 |
0.040 | 25.0-37.0 | — |
| Э-105В6Х5М3Ф3 | 0.90-1.20 | ≤0.40 | ≤0.5 | 4.0-5.5 | — | 2,5-4,0 | 5.0-6.5 | 2.0-3.0 | — | — | 0.035 | 0.040 | — | 61.0-65.0 |
| Э-90Х4М4ВФ | 0.60-1.20 | ≤0.80 | ≤0.7 | 2.8-4.3 | — | 2,4-4,6 | 0.9-1.7 | 0.6-1.3 | — | — | 0.030 | 0.035 | — | 59.0-64.0 |
| Э-10М9Н8К8Х2СФ | 0.08-0.12 | 1.20-1.80 | 0.6-1.2 | 2.0-2.6 | 6,5-9,5 | 7,0-11,0 | 0.3-0.7 | — | 6.5-9.5 Co | 0.030 | 0. 035 035 |
— | 56.0-61.0 | |
| Э-10К15В7М5Х3СФ | 0.08-0.12 | 0.80-1.60 | 0.3-0.7 | 2.0-4.2 | — | 3,8-6,2 | 5.0-8.0 | 0.5-1.1 | — | 12.7-16.3 Co | 0.030 | 0.035 | — | 53.0-59.0 |
| Э-10К18В11М10Х3СФ | 0.08-0.12 | 0.80-1.60 | 0.3-0.7 | 1.8-3.2 | — | 7,8-11,2 | 8.8-12.2 | 0.4-0.8 | — | 15.7-19.3 Co | 0.030 | 0.035 | — | 63.0-67.0 |
| Э-110Х14В13Ф2 | 0.90-1.30 | 0.30-0.60 | 0.5-0.8 | 12.0-16.0 | — | — | 11.0-15.0 | 1.4-2.0 | — | — | 0.035 | 0. 040 |
51.0-56.5 | — |
| Э-175Б8Х6СТ | 1.60-1.90 | 0.70-1.50 | 0.6-1.2 | 5.0-6.0 | — | — | — | — | — | 7.0-8.0 Nb | 0.030 | 0.035 | 53.0-58.5 | — |
| Э-190К62Х29В5С2 | 1.60-2.20 | 1.50-2.60 | — | 25.0-32.0 | — | — | 4.0-5.0 | — | — | 59.0-65.0 Co | 0.035 | 0.040 | 41.5-51.5 | — |
Условное обозначение электродов -по ГОСТ 9466-75. При этом группа индексов, указывающих характеристики наплавленного металла, должна состоять из двух индексов. Первый индекс указывает среднюю твердость наплавленного металла (таблица 1.2) Второй индекс указывает, что твердость наплавленного металла обеспечивается без термообработки после наплавки – 1 или после термообработки – 2. Если стандарт или технические условия на электроды конкретной марки устанавливают твердость наплавленного металла как без термообработки после наплавки, так и после термообработки, или после термообработки по различным режимам, то группа индексов дополняется соответствующими парами индексов, указываемыми в скобках.
Если стандарт или технические условия на электроды конкретной марки устанавливают твердость наплавленного металла как без термообработки после наплавки, так и после термообработки, или после термообработки по различным режимам, то группа индексов дополняется соответствующими парами индексов, указываемыми в скобках.
Таблица 1.2. Твердость наплавленного металла
| HV | HRCэ | Индекс* | HV | HRCэ | Индекс* |
| 175-224 | До 23.0 | 200/20 | 675-724 | 59.0 | 700/59 |
| 225-274 | 24.0-30.0 | 250/27 | 725-774 | 60.0-61.0 | 750/61 |
| 275-324 | 30.5-37.0 | 300/33 | 775-824 | 62.0 | 800/62 |
| 325-374 | 37.5-40.0 | 350/39 | 825-874 | 63. 0-64.0 0-64.0 |
850/64 |
| 375-424 | 40.5-44.5 | 400/42 | 875-924 | 65.0 | 900/65 |
| 425-474 | 45.5-48.5 | 450/47 | 925-974 | 66.0 | 950/66 |
| 475-524 | 49.0 | 500/49 | 975-1024 | 66.5-68.0 | 1000/68 |
| 525-574 | 50.0-52.5 | 550/51 | 1025-1074 | 69.0 | 1050/69 |
| 575-624 | 53.0-55.5 | 600/54 | 1175-1124 | 70.0 | 1100/70 |
| 625-674 | 56.0-58.5 | 650/57 | 1125-1174 | 71.0-72.0 | 1150/72 |
* В Индексе первое значение – средняя твердость наплавленного металла по Викерсу, второе значение – по Роквеллу.
Данные, необходимые для составления указанных групп индексов, должны быть взяты из таблицы 1.3 и стандартов или технических условий на электроды конкретных марок. Ниже приведен пример составления группы индексов, указывающих в обозначении электродов характеристики наплавленного металла.
Электроды марки ОЗН-300У типа Э-11Г3, обеспечивающие среднюю твердость наплавленного металла HB 300 (HRCэ 33; HV ≈300) без термообработки после наплавки:
300/33-1
ГОСТ 10051-75 имеет справочное приложение, в котором указаны наиболее распространенные марки электродов для наплавки и основные области их применения.
Таблица 1.3. Электроды для наплавки
| Типы электродов | Марки электродов | Наплавка |
| Э-10Г2 Э-11Г3 Э-12Г4 Э-15Г5 Э-30Г2ХМ | ОЗН-250У ОЗН-300У ОЗН-350У ОЗН-400У НР-70 | Деталей, работающих в условиях интенсивных ударных нагрузок (осей, валов, автосцепок, железнодорожных крестовин, рельсов и др. ) ) |
| Э-16Г2ХМ Э-35Г6 Э-30В8Х3 Э-35Х12В3СФ Э-90Х4М4ВФ | ОЗШ-1 ЦН-4 ЦШ-1 Ш-16 ОЗИ-3 | Штампов для горячей штамповки |
| Э-37Х9С2 Э-70Х3СМТ Э-24Х12 Э-20Х13 Э-35Х12Г2С2 Э-100Х12М Э-120Х12Г2СФ Э-10М9Н8К8Х2СФ | ОЗШ-3 ЭН-60М ЦН-5 48Ж-1 НЖ-3 ЭН-Х12М Ш-1 ОЗШ-4 | Штампов для холодной штамповки |
| Э-65Х11Н3 Э-65Х25Г13Н3 | ОМГ-Н ЦНИИН-4 | Изношенных деталей из высокомарганцовистых сталей марок 110Г13 и 110Г13Л |
| Э-80В18Х4Ф Э-90В10Х5Ф2 Э-105В6Х5М3Ф3 Э-10К15В7М5Х3СФ Э-10К18В11М10Х3СФ | ЦИ-1М ЦИ-2У И-1 ОЗИ-4 ОЗИ-5 | Металлорежущего инструмента, а также штампов для горячей штамповки в тяжелых условиях (осадка, вытяжка, прошивка) |
| Э-95Х7Г5С Э-30Х5В2Г2СМ | 12АН/ЛИВТ ТКЗ-Н | Деталей, работающих в условиях интенсивных ударных нагрузок с абразивным изнашиванием |
| Э-80Х4С Э-320Х23С2ГТР Э-320Х25С2ГР Э-350Х26Г2Р2СТ | 13КН/ЛИВТ Т-620 Т-590 Х-5 | Деталей, работающих в условиях преимущественно абразивного изнашивания |
| Э-300Х28Н4С4 Э-225Х10Г10С Э-110Х14В13Ф2 Э-175Б8Х6СТ | ЦС-1 ЦН-11 ВСН-6 ЦН-16 | Деталей, работающих в условиях интенсивного абразивного изнашивания с ударными нагрузками |
| Э-08Х17Н8С6Г Э-09Х16Н9С5Г2М2ФТ Э-09Х31Н8АМ2 Э-13Х16Н8М5С5Г4Б Э-15Х15Н10С5М3Г Э-15Х28Н10С3ГТ Э-15Х28Н10С3М2ГТ Э-200Х29Н6Г2 Э-190К62Х29В5С2 | ЦН-6М, ЦН-6Л ВПИ-1 УОНИ-13/Н1-БК ЦН-12М, ЦН-12Л ЦН-18 ЦН-19 ЦН-20 ЦН-3 ЦН-2 | Уплотнительных поверхностей арматуры для котлов, трубопроводов и нефтеаппаратуры |
По материалам справочника “Сварочные материалы для дуговой сварки” под редакцией Н. Н. Потапова (1993 г.)
Н. Потапова (1993 г.)
Различные виды сварочных электродов — Baker’s Gas & Welding Supplies, Inc.
Делиться:Ed
Если вы начинающий сварщик, вас может ошеломить огромное количество сварочных электродов. Существует много различных типов сварочных электродов, и они различаются в зависимости от того, какую задачу необходимо выполнить и как электрод повлияет на процесс сварки.
Электроды предназначены для использования с определенным диапазоном и видом электрического тока. Вы обнаружите, что все сварочные электроды бывают разных размеров и с разным покрытием, так что сварщик сможет найти тот, который удовлетворит любые его требования.
Электрод вырабатывает ток, необходимый сварщику для дуговой сварки. Как правило, электроды имеют форму прочной проволоки или длинных стержней и имеют контактную точку на конце, которая направляет мощный электрический ток в металл. Когда вы подносите кончик электрода к металлу, с которым собираетесь работать, электрический ток проникает в металл. Это создает дугу, от которой дуговая сварка получила свое название. Он также создает тепло, которое плавит металл, чтобы им можно было манипулировать.
Это создает дугу, от которой дуговая сварка получила свое название. Он также создает тепло, которое плавит металл, чтобы им можно было манипулировать.
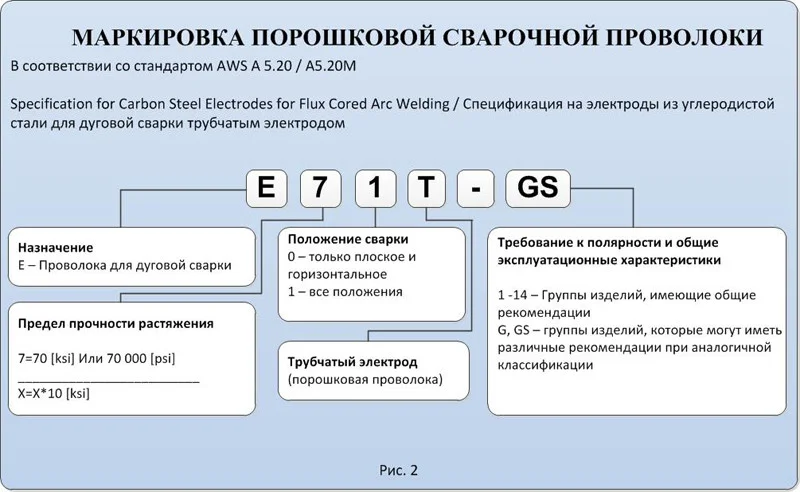
Начинающие сварщики должны знать характеристики электродов. Сварочные электроды оцениваются по системе, разработанной Американским обществом сварщиков. За буквой, например Е, следуют четыре или пять цифр. Диаметр обычно выражается в дюймах перед идентификацией, поэтому код будет выглядеть примерно как 1/12-дюймовый E5101. Это означает, что электрод имеет диаметр 1/12 дюйма и используется для дуговой сварки (в соответствии с E). Цифры показывают, какой предел прочности на растяжение имеет электрод, первые два числа, а последние два показывают покрытие электрода и токи, с которыми вы можете его использовать. Иногда добавляются другие числа, чтобы показать еще больше информации.
Есть три вида сварочных электродов. Расходуемые электроды медленно сгорают во время их использования. Вам придется заменять их через регулярные промежутки времени. Вы покупаете этот тип электродов оптом, и они дешевле, чем постоянные, и их проще использовать, но они не имеют большого коммерческого применения. Вам не всегда нужно использовать газ с ними из-за газов, образующихся в процессе горения.
Вы покупаете этот тип электродов оптом, и они дешевле, чем постоянные, и их проще использовать, но они не имеют большого коммерческого применения. Вам не всегда нужно использовать газ с ними из-за газов, образующихся в процессе горения.
Другой вид — флюс. Это расходуемые электроды, покрытые химическими веществами (флюсом). Покрытия создают более гладкий и защищенный сварной шов. Когда флюс сгорает, образуется небольшое облако газа, которое защищает зону сварки от кислорода и загрязнений, обеспечивая более чистый шов и более плавный процесс охлаждения. Металл также будет гореть и добавляться к сварному шву, что способствует стабильности. Вы можете выбрать из множества различных видов флюсовых покрытий. Каждый из них имеет немного разные эффекты.
Нерасходуемые электроды направляют электрический ток и служат в течение длительного времени. Вольфрамовые стержни являются одним из видов неплавящихся электродов. Электроды, которые не расходуются, считаются более сложными в использовании, и вы должны помнить, что вам необходимо использовать защитный газ, когда вы используете этот тип электрода. Газ может представлять собой любое из нескольких различных соединений, и газ распространяется вокруг места сварки. Он выполняет ту же защиту, что и флюс. Вы можете использовать неплавящиеся сварочные электроды для самых разных металлов, включая тяжелые металлы, и они имеют более широкое применение, чем плавящиеся электроды.
Газ может представлять собой любое из нескольких различных соединений, и газ распространяется вокруг места сварки. Он выполняет ту же защиту, что и флюс. Вы можете использовать неплавящиеся сварочные электроды для самых разных металлов, включая тяжелые металлы, и они имеют более широкое применение, чем плавящиеся электроды.
Начинающим сварщикам нужно усвоить много информации, а знание различных типов сварочных электродов очень поможет любому сварщику в его карьере.
Пост «Разные виды сварочных электродов» впервые появился на Weld My World.
Поданный в: сплавы, американское сварочное общество, дуговая сварка, расходуемые электроды, электроды с флюсовым покрытием, неплавящиеся электроды, номиналы электродов, Советы, вольфрамовые стержни, сварочные электроды, Сварочные стержни
Делиться: Предыдущая статья Ограниченная серия ESAB “United Weld” Sentinel A50Лучшие электроды для сварки электродами в 2022 году
Отказ от ответственности: Workshop Insider является участником партнерской программы Amazon Services LLC. Как партнер Amazon мы зарабатываем на соответствующих покупках. Workshop Insider также является участником других партнерских программ, где мы можем рекомендовать продукт или услугу, не влияя на наши рекомендации.
Как партнер Amazon мы зарабатываем на соответствующих покупках. Workshop Insider также является участником других партнерских программ, где мы можем рекомендовать продукт или услугу, не влияя на наши рекомендации.
На рынке представлены сварочные электроды превосходных брендов, поставляющие сварочные прутки, которые доставляют удовольствие любителям сварки и удовлетворяют их желания.
Многие новички или даже профессиональные сварщики задаются вопросом, какая сварочная проволока лучше? Какая марка сварочных электродов лучше? Какой сварочный пруток подходит для этой цели? Все зависит от материала, который вы собираетесь сваривать, и требований вашего проекта.
При выборе сварочной проволоки необходимо учитывать различные параметры; сварочный пруток должен соответствовать механическим свойствам и химическому составу основного металла. Кроме того, в процессе выбора учитываются геометрия шва, положение сварки, стоимость и условия эксплуатации.
Несмотря на то, что существуют тысячи электродов для стержневой сварки, наиболее распространенными являются электроды E6010, E6011, E6013, E76014, E7018 и E7018AC.
При поиске сварочных электродов в Интернете вы можете быть ошеломлены разнообразием, марками и диапазоном доступных цен. Доступны различные типы сварочных электродов в зависимости от требований и условий сварочных работ.
Для вас как сварщика очень важно выбрать сварочную проволоку, наиболее подходящую для вашего конкретного проекта, чтобы получить наилучший результат сварки. Итак, давайте взглянем на наши следующие лучшие сварочные электроды на рынке. Мы постараемся помочь вам принять мудрое решение при покупке сварочных электродов для вашего следующего проекта.
Лучшие сварочные стержни для мягкой стали в 2022 году- Forne E6010 Сварка (Лучший сварка для света/средней грязи, или краска)
- FOREN сварочный стержень для ржавого металла)
- Сварочный стержень Forney E6013 (лучший сварочный стержень для тонкого металла)
- сварочный стержень Forney E7014 (лучший сварочный стержень постоянного тока)
1 Forney E7018 Сварка (Лучший сварочный стержень для начинающих)
- Forney E7018ac.
 Ржавчина или краска
Ржавчина или краска Сварочный стержень E6010 образует расплавленный металл, который быстро затвердевает; поэтому электрод относится к категории быстрозамерзающих электродов. Поскольку сварные швы имеют тенденцию к быстрому затвердеванию, электрод требует квалифицированного сварщика для получения качественного сварного шва.
Электрод E6010 представляет собой электрод общего назначения, который эффективно выполняет сварку во всех положениях в вертикальном и потолочном положениях; однако скорость осаждения электродов невысока. Электродная дуга легко контролируется и образует плоский сварочный валик с образованием легкого шлака.
Преимущество электрода E6010 заключается в том, что он обеспечивает сварку с глубоким проплавлением и может использоваться на окрашенных, оцинкованных и грязных поверхностях.
Основные характеристики сварочной проволоки Forney E6010- Рекомендуемая полярность: DCEP (обратная полярность).

- Доступные диаметры: 1/8″.
- Прочность на растяжение: 60 000 фунтов на квадратный дюйм.
- Всепозиционный сварочный стержень с копающей дугой, предназначен для сварки грязных, ржавых и окрашенных металлов.
- Стержень идеально подходит для соединений, требующих глубокого проникновения.
- Пруток обеспечивает хорошие сварные швы при вертикальной и потолочной сварке с легким шлаком.
- Требуется минимальная подготовка поверхности.
- Отлично подходит для сварки оцинкованной и загрязненной стали.
- Идеально подходит для работ по техническому обслуживанию или капитальному ремонту, а также для корневого прохода сварки труб.
Проверьте последнюю цену сварочного электрода Forney E6010
Лучший сварочный электрод для ржавого металлаЭлектрод E6011 также относится к категории быстрозамерзающих электродов. Электрод E6011 — электрод общего назначения, который эффективно выполняет сварку во всех положениях в вертикальном и потолочном положениях; он используется в основном для сварки листового металла и применения с низким содержанием кремния.
Электродная дуга проста в управлении и обеспечивает плоский сварочный валик с легким образованием шлака.
E6011 может использоваться как с переменным, так и с постоянным током. Электрод обеспечивает сварку с глубоким проплавлением и может использоваться на окрашенных, оцинкованных и грязных поверхностях.
Основные характеристики сварочной проволоки Forney E6011- Рекомендуемая полярность: AC или DCEP (обратная полярность).
- Доступные диаметры: 3/32″, 1/8″, 5/32″.
- Прочность на растяжение: 60 000 фунтов на квадратный дюйм.
- Электрод прост в использовании.
- Обеспечивает высокую скорость перемещения.
- Сварка во всех положениях, универсальный стержень для глубокого проплавления и быстрой заморозки.
- Стержень предназначен для сварки грязных, ржавых и окрашенных материалов.
- Плавное смачивание дуги и нанесение с низким уровнем разбрызгивания.
- Стержень обеспечивает быструю наплавку и более плоские контурные скругления.
- Требуется минимальная подготовка поверхности.
- Отлично подходит для сварки оцинкованной и загрязненной стали.
- Идеально подходит для технического обслуживания или общего ремонта.
Сварочный электрод Check Forney E6011 Последняя цена
Лучший сварочный электрод для тонкого металлаСварочный электрод E6013 обеспечивает быстрое замораживание и быстрое заполнение; поэтому электрод классифицируется как заполняющий-замораживающий электрод.
Электрод универсальный, для сварки во всех положениях со средней скоростью наплавки и средним проплавлением. 9Электрод 0003
E6013 используется для сварки листового металла и других слаботочных применений. Электрод удобен в использовании и обеспечивает хороший внешний вид сварных швов с минимальным разбрызгиванием.
Основные характеристики сварочной проволоки Forney E6013- Рекомендуемая полярность: AC, DCEP или DCEN.

- Доступные диаметры: 5/64″, 3/32″, 1/8″, 5/32″.
- Прочность на растяжение: 60 000 фунтов на квадратный дюйм.
- Электрод прост в использовании.
- Сварка во всех положениях, универсальный стержень для неглубокого проплавления, идеально подходит для сварки в вертикальном положении. 9№ 0052
- Идеально подходит для соединений с плохой посадкой.
- Стержень обладает отличным смачивающим действием, обеспечивая гладкие и плоские швы.
- Низкое разбрызгивание и отличное удаление шлака.
- Используется для всех типов низкоуглеродистой стали, где требуется хороший внешний вид.
Check Forney E6013 Сварочный стержень Последняя цена
Лучший сварочный стержень постоянного токаE7014 представляет собой высокоскоростной электрод типа железного порошка; электрод классифицируется как заполняющий-замораживающий электрод. Простота использования и отличные сварочные характеристики делают этот электрод одним из самых популярных стержней на рынке.

Стержень имеет плавные и стабильные характеристики дуги, может использоваться во всех положениях, обеспечивает низкий уровень разбрызгивания и проплавление от среднего до низкого.
E7014 обеспечивает ровный внешний вид валиков и обеспечивает превосходный густой, легко удаляемый шлак. Этот электрод подходит для высокого наплавления и быстрой сварки.
Основные характеристики сварочной проволоки Forney E7014- Рекомендуемая полярность: AC, DCEP или DCEN.
- Доступные диаметры: 3/32″, 1/8″, 5/32″.
- Прочность на растяжение: 70 000 фунтов на квадратный дюйм.
- Сварочный стержень для сварки во всех положениях с копающей дугой для глубокого провара.
- Стержень предназначен для сварки грязных, ржавых и окрашенных материалов.
- Стержень идеально подходит для соединений, требующих глубокого проникновения.
- Пруток обеспечивает хорошие сварные швы при вертикальной и потолочной сварке с легким шлаком.

- Требуется минимальная подготовка поверхности.
- Отлично подходит для сварки оцинкованной и загрязненной стали.
- Идеально подходит для технического обслуживания или общего ремонта, а также для сварки труб.
Сварочный электрод Check Forney E7014 Последняя цена
Лучший сварочный электрод для начинающихE7018 — электрод с низким содержанием водорода; электрод используется с металлом, склонным к растрескиванию и толстыми участками. Электрод обеспечивает сварку с превосходной ударной вязкостью и высокой пластичностью, а также снижает риск растрескивания из-за водородного охрупчивания при сварке толстых профилей.
E7018 обеспечивает превосходное качество сварных швов со сталью, требующей прочности 70 000 фунтов на квадратный дюйм и выше; электрод можно использовать со среднеуглеродистой, высокоуглеродистой и низколегированной сталью.
Одним из основных моментов, которые следует учитывать при использовании E7018, является процедура хранения и сушки; электрод должен оставаться в среде с низкой влажностью, чтобы свести к минимуму влажность покрытия электрода, снизить уровень водорода и избежать водородного растрескивания.
Основные характеристики сварочной проволоки Forney E7018
- Рекомендуемая полярность: AC или DCEP (обратная полярность).
- Доступные диаметры: 3/32″, 1/8″, 5/32″.
- Прочность на растяжение: 70 000 фунтов на квадратный дюйм.
- Электрод прост в использовании.
- Сварка во всех положениях, стержень с низким содержанием водорода общего назначения.
- Идеально подходит для сварки трудносвариваемых сталей, включая толстые секции и защемленные соединения с проблемами растрескивания.
- Отлично подходит для прихватки и сварки вне положения.
- Идеально подходит для общего изготовления холоднокатаной стали.
Проверьте последнюю цену сварочного электрода Forney E7018
Лучший сварочный электрод для закаленной сталиE7018AC представляет собой электрод с низким содержанием водорода на основе железного порошка; электрод используется для сварки закаливаемых сталей без предварительного подогрева и для холоднокатаных сталей, проявляющих чрезмерную пористость при сварке обычными электродами.

Электрод предназначен для сварки во всех положениях; электрод представляет собой версию E7018, специально разработанную для обеспечения оптимальных характеристик при использовании с источником питания переменного тока.
E7018AC гораздо легче зажечь, имеет очень стабильную дугу и работает более плавно, чем обычные электроды 7018, которые плохо работают на старых машинах на 180 и 225 ампер. E7018AC исключительно хорошо сваривает на малогабаритных сварочных аппаратах с низким напряжением холостого хода (OCV).
Основные характеристики сварочной проволоки Forney E7018AC- Рекомендуемая полярность: AC или DCEP (обратная полярность).
- Доступные диаметры: 3/32″, 1/8″, 5/32″.
- Прочность на растяжение: 70 000 фунтов на квадратный дюйм.
- Электрод прост в использовании.
- Сварка во всех положениях, стержень с низким содержанием водорода общего назначения.
- Электрод легко перезаряжается.

- Отличный контур борта, легкое разбрызгивание и шлак часто самоочищаются.
- Хорошая производительность с источниками питания с низким напряжением холостого хода (OCV).
- Отлично подходит для прихваточных швов, сварных швов с пропусками и сварки в нерабочем положении.
- Идеально подходит для магазинов, ферм, любителей и сварщиков-любителей.
Check Forney E7018AC Welding Rod Последняя цена
Сварочные электроды Руководство по покупкеСварочные электроды могут работать от источников переменного или постоянного тока, и все электроды переменного тока могут использоваться от источников переменного или постоянного тока; однако все электроды, предназначенные для постоянного тока, могут не подходить для переменного тока.
Выбор электрода для сварки электродом в основном зависит от материала заготовки, требуемых свойств сварного шва и положения при сварке (плоское, наклонное, вертикальное, потолочное и т.
 д.).
д.).Металлический электрод имеет флюсовое покрытие, которое сгорает вместе с электродом и выделяет газы для защиты дуги и расплавленной сварочной ванны от окисления и загрязнения. Кроме того, флюсовое покрытие очищает сварной шов, улучшает качество сварного шва за счет добавления легирующих элементов и создает защитный шлак на сварном шве, который впоследствии можно отколоть.
Как выбрать лучший сварочный электрод?Сила превыше всего; при выборе подходящего электрода механические свойства и химический состав электрода должны соответствовать основному металлу.
Конструкция и положение соединения имеют важное значение при выборе стержня. Доступность источника питания — еще один фактор, который следует учитывать; некоторые электроды могут использоваться с переменным или постоянным током, а другие – с переменным или постоянным током.
Если для корневого прохода требуется глубокий провар, будет выбран E6010 или E6011, чтобы обеспечить сварку с достаточным проплавлением.
 Однако, когда соединение представляет собой широкое корневое отверстие или тонкий материал, вариант будет E6013.
Однако, когда соединение представляет собой широкое корневое отверстие или тонкий материал, вариант будет E6013.Для сварки толстых профилей или для применения там, где требуется ударная вязкость и высокая пластичность соединения или где существует проблема развития охрупчивающего растрескивания, E7018 обычно является правильным выбором.
При сварке закаленных сталей без предварительного нагрева и для холоднокатаных сталей с чрезмерной пористостью электроды E7018AC обеспечивают более легкий зажигание, чрезвычайно стабильную дугу и более плавный ход по сравнению с обычными электродами E7018.
Какой ток и полярность использовать со сварочным электродом?Рабочий уровень тока зависит от размера электродов, и обычно рекомендуемый рабочий диапазон тока указывается на коробке электродов.
Общее эмпирическое правило: 40 А на мм диаметра, и, следовательно, ток для сварочного электрода диаметром 3 мм может составлять 120 А.
 Тем не менее, производители электродов могут указать диапазон от 100 до 140 ампер.
Тем не менее, производители электродов могут указать диапазон от 100 до 140 ампер.Метод отрицательного электрода постоянного тока (DCEN) вызывает накопление тепла в электроде, более высокую скорость плавления электрода и меньшую глубину сварного шва. Метод положительного электрода постоянного тока (DCEP) вызывает увеличение проплавления сварного шва. Когда используется переменный ток (AC), он дает распределение тепла, которое уравновешивает скорость плавления и проникновение электрода.
Что означает скорость наплавки сварочной проволоки?Скорость наплавки сварочных электродов — это скорость, с которой расплавленный металл из сварного шва может наноситься, выраженная в граммах, килограммах или фунтах в час.
Расчет основан на непрерывной работе, без учета времени простоя при установке нового электрода, очистки шлака или других внешних причин.
Какой размер сварочной проволоки?Диаметр и длина электрода должны соответствовать требованиям заказа, обычно длина 350–450 мм и диаметр электрода 2,5–6 мм; однако доступны другие длины и диаметры.

Какова цель покрытия сварочных стержней флюсом?Флюсовое покрытие содержит металлические и неметаллические компоненты, добавляемые для улучшения специфических свойств сварного соединения. Флюсовое покрытие играет жизненно важную роль в стабилизации дуги и обеспечивает следующие преимущества:
- Создает защитный газ, который защищает сварочную дугу и расплавленный металл от загрязнения воздухом.
- Производят шлак, защищающий металл шва.
- Контроль содержания водорода.
- Улучшение металла сварного шва.
- Добавьте необходимые легирующие элементы в соответствии с требованиями сварочного применения.
- Помогает в зажигании дуги.
Например, марганец добавляется во флюсовое покрытие для повышения ударной вязкости и прочности металла шва; кроме того, в качестве раскислителя добавляется кремний, который взаимодействует с расплавленным металлом и образует оксид кремнезема, удаляющий кислород из металла шва.

Металлический порошок добавляется в сварочные электроды, производя то, что мы называем электродами из металлического порошка. Металлические порошковые электроды могут работать с более высокими уровнями сварочного тока. Поэтому он дает более высокую скорость осаждения металла (до 140 %) по сравнению с электродом, не содержащим порошка железа.
Идентификация (классификация) сварочных электродов Что означает номер на сварочных электродах?Стандарты AWS A5.1 и A5.5 классифицируют электроды из углеродистой стали и электроды из низколегированной стали для дуговой сварки защищенным металлом. Обозначение электрода разделено на обязательный и дополнительный ; как обязательные, так и дополнительные обозначения должны быть напечатаны на каждом электроде в соответствии с требованиями системы классификации.
Каждая цифра обозначения электрода используется для обозначения конкретного требования стандарта следующего:
E – Электрод
Тенсиль наплавленный металл
- E60xx – Прочность на растяжение 60 000 фунтов на кв.
 дюйм
дюйм - E70xx – Прочность на растяжение 70 000 фунтов на кв. дюйм
- E80xx – Прочность на растяжение 80 000 фунтов на кв. дюйм
- E90xx – Прочность на растяжение 90 000 фунтов на кв. дюйм
- E100xx – Прочность на растяжение 100 000 фунтов на кв. дюйм
- E110xx – Прочность на растяжение 110 000 фунтов на кв. дюйм
- E120xx – Прочность на растяжение 120 000 фунтов на кв. дюйм
Положения сварки
- Exx1x Плоское, Горизонтальное, Вертикальное (вверху), Над головой.
- Exx2x Плоский, горизонтальный.
- Exx3x Плоский.
- Exx4x Плоский, горизонтальный, верхний, вертикальный (вниз).
Покрытие электрода
- Exxx0 – Целлюлоза, натрий
- Exxx1 – Целлюлоза, калий
- Exxx2 – Рутил, натрий
- Exxx3 – Рутил, калий
- Exxx4 – Рутил, железный порошок
- Exxx5 – Низкое содержание водорода, натрий
- Exxx6 – Низководородный, калийный
- Exxx7 – Железный порошок, оксид железа
- Exxx8 – Низководородный, железный порошок
- Exxx9 – Оксид железа, рутил, калий
Электродный ток и проникновение
- Exxx0 – DC+ (глубокое проникновение)
- Exxx1 – AC/DC+ (глубокое проникновение)
- Exxx2 – AC/DC- (среднее проникновение)
- Exxx3 – AC/DC+/DC- (светопроницаемость)
- Exxx4 – AC/DC+/DC- (среднее проникновение)
- Exxx5 – DC+ (среднее проникновение)
- Exxx6 – AC/DC+ (среднее проникновение)
- Exxx7 – AC/DC- (среднее проникновение)
- Exxx8 – AC/DC+ (среднее проникновение)
- Exxx9 – AC/DC+/DC- (среднее проникновение)
Дополнительные требования согласно AWS A5.
 1
1 - (1) – Означает повышенную ударную вязкость для электродов E7018 или повышенную пластичность для электродов E7024.
- (M) – Электрод соответствует большинству военных требований; военные требования обычно включают большую ударную вязкость, более низкое содержание влаги и определенные пределы диффузионного водорода для металла сварного шва.
- (h5), (H8) или (h26) – Указывает максимальный предел диффузионного водорода, измеренный в миллиметрах на 100 граммов (мл/100 г).
- h5 означает 4 мл на 100 грамм.
- H8 означает 8 мл на 100 грамм.
- h26 означает 16 мл на 100 грамм.
Дополнительные требования согласно AWS A5.5
- (A1) – Тип стального сплава: углерод-молибден.
- (B1) / (B2) / (B2L) / (B3) / (B3L) / (B4L) / (B5) / (B6) / (B8) — Тип стального сплава: хромомолибден с различным процентным содержанием.

- (C1) / (C1L) / (C2) / (C2L) / (C3) — Тип стального сплава: никелевая сталь с различным процентным содержанием.
- (NM) – Тип стального сплава: никель-молибден.
- (D1) / (D2) / (D3) – Тип стального сплава: марганцево-молибденовый.
- (Ш) – Атмосферостойкая сталь.
- (G) – Химия не требуется.
- (M) – Военный класс.
Наш окончательный вердиктВ этой статье мы попытались дать полный обзор лучших электродов для сварки мягкой стали для различных целей и областей применения, чтобы помочь вам сделать лучший выбор при покупке.
При выборе сварочных электродов необходимо учитывать их высокое качество и производительность. Кроме того, вы также должны быть уверены, что стержень совместим с вашим основным металлом, конфигурацией соединения и другими требованиями проекта.

- Рекомендуемая полярность: DCEP (обратная полярность).