Типы производства: Типы процессов и типы производства
alexxlab | 20.10.2019 | 0 | Разное
Типы процессов и типы производства
Степень разнообразия номенклатуры продукции и объема выпуска, их стабильность и повторяемость в течение определенных периодов времени определяют характер применяемых производственных процессов.
Типы процессов. В отечественной теории и практике организации производства по указанным признакам выделяют три типа производства — массовое, серийное и единичное. В зарубежной теории и практике производственного (операционного) менеджмента выделяются стратегии управления процессами трех типов: стратегии, сфокусированные на продукте; стратегии, сфокусированные на процессе и стратегии управления повторяющимися процессами.
Большой и однородный по номенклатуре объем выпуска, постоянство и малое разнообразие производственных процессов — это характерные черты массового производства. Процессы производства такого типа известны под названием постоянных процессов. Для них характерны стратегии, сфокусированные на продукте. Они позволяют применять специальные высокопроизводительные средства технологического оснащения и поточные методы организации производства, создавать предметные рабочие центры. Им свойственны высокая стандартизация и статистический контроль качества.
Малый и диверсифицированный объем производства, неповторяемость и высокое разнообразие производственных процессов – это характерные черты единичного производства. Процессы производства такого типа известны под названием переменных (изменяющихся) процессов. Для них характерны стратегии, сфокусированные на процессе. Они требуют применения универсальных средств технологического оснащения, создания технологических рабочих центров. Более 75% мирового производства и сервиса приходится на их долю — это «заказы на изготовление» (индивидуальные, штучные, разовые).
Производство разнообразной продукции сериями разного размера через различные интервалы времени, разнообразие, но повторяемость и схожесть в отдельных частях производственных процессов – характерные черты серийного производства.
Типы производства
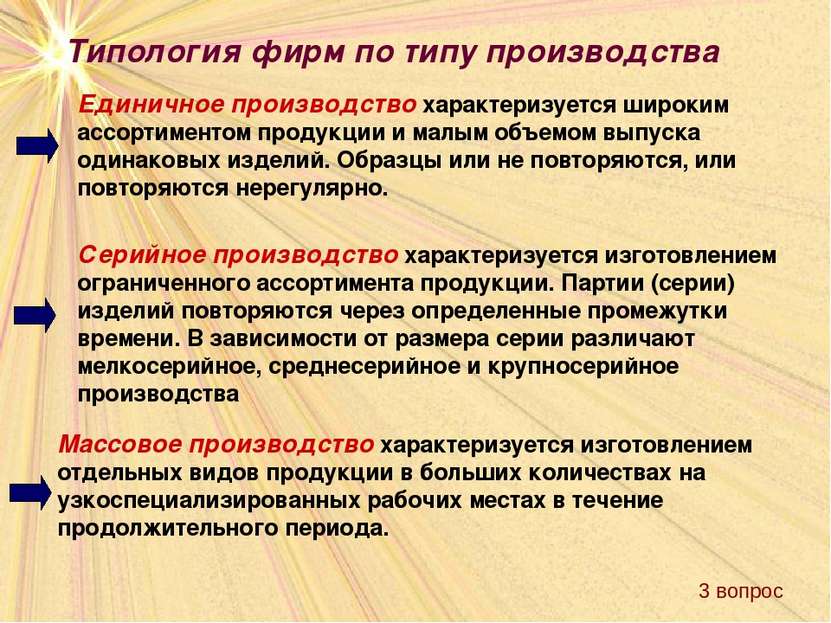
Массовое производство характеризуется непрерывным выпуском в течение длительных периодов узкой и постоянной номенклатуры продукции в крупном объеме (в массовом количестве). Процессы производства массового типа выполняются на рабочих местах с узкой специализацией.
Серийное производство характеризуется периодическим выпуском в крупном объеме широкой постоянной или узкой переменной номенклатуры продукции индивидуальными сериями (партиями) малого объема, повторяющимися через определенные или неопределенные интервалы времени. Процессы производства серийного типа выполняются на рабочих местах с широкой специализацией. В зависимости от размера серий (партий), широты их номенклатуры и периодичности повторения запуска серийное производство подразделяется на крупно-, средне- и мелкосерийное.
Единичное производство характеризуется выпуском широкой номенклатуры продукции в малом объеме (в единичном количестве), повторяющейся через неопределенные интервалы времени или не повторяющейся вообще. Процессы производства единичного Типа выполняются на рабочих местах, не имеющих определенной специализации.
Примерами массового производства могут служить процессы изготовления автомобилей, компьютеров, бытовой электронной техники, шарикоподшипников; массовое обслуживание в сфере сервиса — процессы функционирования метро, универмагов, аэропортов. К единичному производству можно отнести опытное и экспериментальное производство, изготовление уникальных образцов техники и строительство зданий по индивидуальным проектам, ювелирные работы, пошив одежды на заказ, художественное и техническое творчество, гувернерство, частную адвокатскую и врачебную практику.
По типу процесса задается преобладающий тип рабочих мест, используемых для реализации этого процесса. Тип рабочего места — это комплексная технологическая, организационная и экономическая характеристика рабочего места, обусловленная степенью его специализации, широтой и постоянством номенклатуры предметов, над которыми выполняются операции на рабочем месте, а также их трудоемкостью и объемом.
Степень специализации рабочих мест характеризуется коэффициентом серийности. Коэффициент серийности — это число детале-операций, выполняемых на одном рабочем месте. При одинаковом коэффициенте серийности, например равном пяти, на одном рабочем месте могут выполняться операции пяти разных наименований над деталями одного наименования, а на другом рабочем месте – операция одного наименования над предметами пяти разных наименований. Для группы рабочих мест коэффициент серийности определяется как отношение общего числа детале-операций к числу рабочих мест в группе (К).
Для группы рабочих мест коэффициент серийности определяется как отношение общего числа детале-операций к числу рабочих мест в группе (К).Номенклатура предметов, над которыми выполняются операции на рабочих местах, может быть постоянной и переменной. Если в течение года и более номенклатура не изменяется, то она считается постоянной, если номенклатура изменяется, то она считается переменной. При постоянной номенклатуре выполнение операций над предметами может быть непрерывным и периодическим, повторяющимся через определенные интервалы времени. При переменной номенклатуре выполнение операций над предметами может повторяться через неопределенные интервалы времени или не повторяться вообще.
Степень специализации рабочих мест, широта и постоянство номенклатуры, закрепляемой за рабочими местами, зависят от трудоемкости выполнения детале-операций и объема выпуска продукции каждого наименования (типоразмера) за определенный период. При небольшой трудоемкости операций и незначительном объеме продукции каждое рабочее место приходится загружать выполнением нескольких операций над предметами одного или нескольких наименований. На рабочих местах, где выполняются операции нескольких наименований, запуск предметов осуществляется партиями. Партия — это определенное количество одинаковых предметов, над которыми каждая операция выполняется непрерывно, с однократной затратой подготовительно-заключительного времени.
По степени специализации, широте и постоянству номенклатуры продукции, ее трудоемкости и объему выпуска рабочие места делятся на три группы:
- рабочие места массового типа, специализированные на выполнении одной непрерывно повторяющейся детале-операций;
- рабочие места серийного типа, специализированные на выполнении нескольких различных детале-операций, повторяющихся через определенные интервалы времени;
- рабочие места единичного типа, специализированные на выполнении большого числа различных детале-операций, повторяющихся через неопределенные интервалы времени или не повторяющихся вообще.


По преобладающему типу рабочих мест определяется тип каждого рабочего центра последовательно на всех уровнях управления (от нижних к верхним). Участки в цехе могут различаться по типу производства, также как и разные цехи одного предприятия.
Типы производства – их достоинства и недостатки.
Все предприятия в зависимости от того, в каком количестве выпускается продукция, какой ее ассортиментный ряд, а также способность быстро и безболезненно реагировать на изменения в потребностях покупателей можно разделить по типам производств. Типы производства образуют три группы – это единичное, серийное и массовое.
Единичное или малое производство характерно для маленьких предприятий с небольшим штатом рабочих. Часто их изделия делаются по индивидуальным заказам клиентов. Они наиболее гибки в условиях постоянно меняющейся ситуации на рынке продукции. Благодаря своим объемам основных производственных фондов данные производители легко могут переквалифицироваться на выпуск наиболее востребованной продукции и всегда имеют возможность получать максимальный объем прибыли. В машиностроении к данным предприятиям относятся те, что способны в год выпускать до сотни изделий.
Типы производства в своем составе выделяют серийное производство. Предприятия, которые занимаются серийным производством, изготовляют свою продукцию партиями. Можно данное производство разделить на мелко-, средне- и крупносерийное. Номенклатура их изделий ограничена, однако и то же оборудование приспособлена к выпуску нескольких наименований продукции. Квалифицированный рабочий персонал приспособлен к такому чередованию производимых изделий. За счет подобной кооперации труда и оборудования при выпуске нескольких различных видов продукции, появилась возможность эффективно их использовать, снизить производственные площади, уменьшить затраты на покупку нового оборудования. При этом снижаются и расходы на заработную плату по сравнению с единичным производством.
Самое большое и неуклюжее производство – массовое. Типы производства называют его самым крупным из всех. Оно занимается выпуском ограниченного ассортимента продукции. Обычно данная продукция пользуется постоянным спросом у потребителей. При этом рабочие, по большей части, выполняют всего лишь отдельные операции всего производственного цикла. Однако данные предприятия обладают прекрасной материальной основой и совершенным оборудованием для своей деятельности. За счет массовости удельная доля постоянных затрат в себестоимости единицы продукции невелика и позволяет стремиться к получению предприятием хороших прибылей. Недостатком подобных производств является то, что при необходимости переквалификации на новый вид продукции, завод будет вынужден тратить огромные финансовые средства на приобретение нового оборудования, так как старое уже будет непригодно из-за своей ограниченности.
Предприятия любого типа выполняют свою функцию в области предоставления требуемой продукции потребителю. За счет этого они востребованы и продолжают существовать на благо обществу.
Метки: производство
Типы производства и их характерные признаки. — Студопедия
Тип производства – классификационная категория организации производства, характеризующая ширину номенклатуры продукции, регулярность, стабильность выпуска и объем, производства.
Различают: массовое, серийное и единичное производство
Массовое производство характеризуется изготовлением отдельных видов продукции в больших количествах на узкоспециализированных рабочих местах в течение продолжительного периода. Механизация и автоматизация массового производства позволяют значительно снизить долю ручного труда. Для массового производства характерны неизменная номенклатура изготовляемых изделий, специализация рабочих мест на выполнении одной постоянно закрепленной операции, применение специального оборудования, небольшая трудоемкость и длительность производственного процесса, высокая автоматизация и механизация.
Себестоимость продукции массового производства по сравнению с продукцией единичного и серийного производства минимальна. Этот тип производства экономически целесообразен при достаточно большом объеме выпуска продукции. Необходимым условием массового производства является наличие устойчивого и значительного спроса на продукцию. В условиях экономического кризиса массовое производство становится наиболее уязвимым.
Серийным называется производство, в котором изготавливается более широкая номенклатура изделий, причем изделия каждого наименования выпускаются периодически повторяющимися сериями.
В зависимости от размера серии различают мелкосерийное, среднесерийное и крупносерийное производства.
В серийном производстве удается специализировать отдельные рабочие места для выполнения подобных технологических операций. Уровень себестоимости продукции снижается за счет специализации рабочих мест, широкого применения труда рабочих средней квалификации, эффективного использования оборудования и производственных площадей, уменьшения, по сравнению с единичным производством, расходов на заработную плату.
Продукцией серийного производства является стандартная продукция, например машины установившегося типа, выпускаемые обычно в более значительных количествах (металлорежущие станки, насосы, компрессоры, оборудование химической и пищевой промышленности).
Единичным называется производство, в котором изготавливается очень широкая номенклатура продукции в небольших количествах, причем отдельные виды продукции не повторяются в производстве или повторяются через неопределенные промежутки времени.
Рабочие места не имеют глубокой специализации. Единичное производство характеризуется наличием значительного незавершенного производства, отсутствием закрепления операций за рабочими местами, применением уникального оборудования, частой переналадкой оборудования, высокой квалификацией рабочих, значительным удельным весом ручных операций, общей высокой трудоемкостью изделий. Разнообразная номенклатура делает единичное производство более мобильным и приспособленным к условиям колебания спроса на готовую продукцию. Единичное производство характерно для станкостроения, судостроения, производства крупных гидротурбин, прокатных станов и другого уникального оборудования.
Разнообразная номенклатура делает единичное производство более мобильным и приспособленным к условиям колебания спроса на готовую продукцию. Единичное производство характерно для станкостроения, судостроения, производства крупных гидротурбин, прокатных станов и другого уникального оборудования.
Сравнительная характеристика типов производства
| Технико-экономические показатели | массовый | серийный | единичный |
| Номенклатура продукции | очень узкая | ограниченная | широкая |
| Закрепление операции, за одним рабочим местом | одна | периодически повторяющаяся | не закрепляются |
| характер производственного процесса | устойчивый, неизменный | периодически изменяющийся | постоянно изменяющийся |
| Вид движения предметов труда в ПП | параллельный | параллельно-последовательный | последовательный |
| Доля ручного труда | низкая | средняя | высокая |
| Производительность труда | высокая | средняя | низкая |
| себестоимость единицы продукции | низкая | средняя | высокая |
| Длительность ПЦ | малая | средняя | большая |
| Соответствие запросам потребителя | низкое | среднее | высокое |
В зависимости от типа производства по-разному строятся внутризаводское планирование, учет производства и его организация.
26. Методы организации промышленного производства и факторы, влияющие на их выбор.
Метод организации производства – способ осуществления производственного процесса, характеризующийся рядом признаков, главным из которых является взаимосвязь последовательности выполнения операций технологического процесса с порядком размещения оборудования.
Таким образом, метод характеризует: порядок расположения оборудования, последовательность выполнения производственных операций, их продолжительность.
Различают три метода организации производства:
1. Поточный метод.
2. Партионный метод.
3. Единичный метод.
Поточный метод организации производства – метод, основанный на ритмичной повторяемости согласованных во времени основных и вспомогательных операций, выполняемых на специализированных рабочих местах, расположенных пo ходу технологического процесса
Партионный метод организации производства – метод, при котором периодически изготовляется относительно ограниченная номенклатура изделий в количествах определяемых партиями выпуска.
Партионный метод организации ПП целесообразен на предприятии с обширной номенклатурой изделий и поэтому применяется на предприятиях серийного и на отдельных участках массового производства. (Серия – все конструктивно и технологически подобные изделия. Партия – количество одновременно запускаемых в производство деталей).
Эффективность партионного метода организации ПП в целом уступает поточному. При партионном методе организации ПП увеличивается доля затрат на оплату труда, увеличиваются условно-постоянные расходы на единицу продукции. Однако нужно отметить одно важное преимущество партионного метода перед поточным – сравнительная легкость перехода с производства одного на выпуск другого вида продукции.
Наконец, в случае изготовления уникальной или мелкосерийной продукции широкой номенклатуры с длительным производственным циклом, необходимостью частой смены оборудования, большой долей ручных работ, продолжительными межоперационными перерывами и нерегулярным выходом готовых изделий применяется единичный метод организации производства, максимально индивидуализированный по отношению к каждому конкретному экземпляру.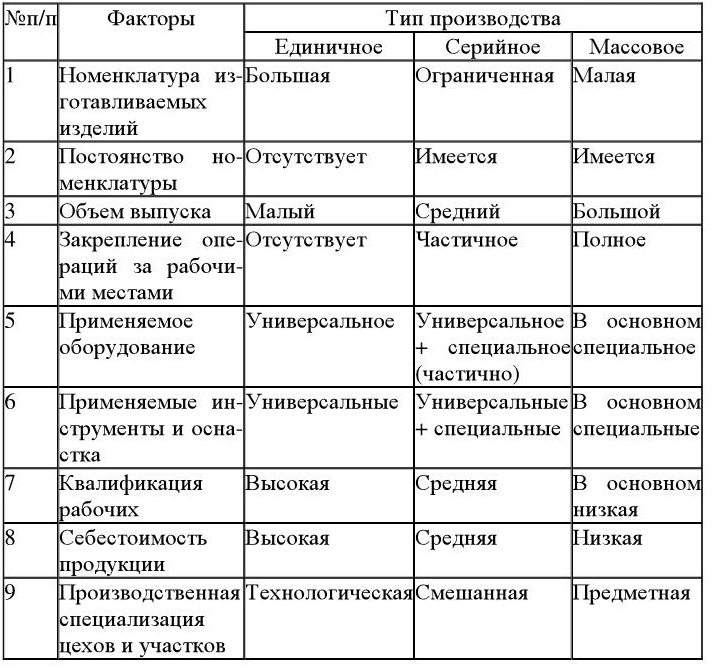 Если продукция габаритна, тяжела или пространственно фиксирована, ее обработка осуществляется путем перемещения самих рабочих мест, например, при сооружении корабля на стапеле.
Если продукция габаритна, тяжела или пространственно фиксирована, ее обработка осуществляется путем перемещения самих рабочих мест, например, при сооружении корабля на стапеле.
Факторы, влияющие па выбор методов организации производства:
– номенклатура выпускаемой продукции;
– объем производства;
– периодичность выпуска продукции;
– трудоемкость продукции;
– характер технологических процессов.
Типы производства в машиностроении
Определение 1
Машиностроение представляет собой сферу промышленности, занимающуюся производством оборудования, машин, различных приборов и т.д. Уровень развития машиностроения отображает экономическую и военную мощь страны. Помимо того, оно обеспечивает оборудованием все сферы деятельности людей.
Виды производства
Производству машиностроения присущи три основных типа – массовое, единичное и серийное, и две методики работы – поточная и непоточная. Каждому виду производства отвечают свои собственные методы его организации и планирования. Отличаются они и по части организации работы, уровня детализации при исследовании технологических процессов, системы ремонта и т. д.
Единичный или индивидуальный вид производства, при котором продукцию выпускают в одном или нескольких образцах, зачастую, повторно эти изделия не изготовляют никогда. Подобное производство присутствует в судостроении, химическом и тяжелом машиностроении и т. д. Продукцией единичного производства являются уникальные станки, тяжелые прессы, опытные образцы, т.п.
В единичном производстве используются многофункциональные станки, универсальное оборудование и обычные инструменты, которые обеспечивают отделку различных деталей. Особенные инструменты и специализированные приспособления практически не применяются, так как на их изготовление необходимы крупные затраты. Монтаж и проверка заготовок на станках выполняются при помощи разметки и многоцелевых измерительных средств. Надежность производства детали контролируют опять же универсальными замерными инструментами – штангенциркулями, индикаторами микрометрами, и т. п. В единичном производстве квалификация рабочих обычно очень высокая, но производительность труда существенно ниже. А первоначальная стоимость детали гораздо выше, чем при массовом или серийном производстве.
Надежность производства детали контролируют опять же универсальными замерными инструментами – штангенциркулями, индикаторами микрометрами, и т. п. В единичном производстве квалификация рабочих обычно очень высокая, но производительность труда существенно ниже. А первоначальная стоимость детали гораздо выше, чем при массовом или серийном производстве.
Наиболее широкое распространение в машиностроении приобрело серийное производство, при котором изделия выпускаются сериями или партиями разной величины. В зависимости от объема партий и периодичности их выпуска на протяжении года, производство разделяют на мелкосерийное, массовое и крупносерийное. Главным отличием массового производства от индивидуального считается менее разнообразный перечень изделий и периодически повторяемые партии продукции. Изделия серийного производства – это компрессоры, станки, судовые двигатели и т.п., которые выполняются время от времени повторяющимися группами.
В серийном производстве снижается доля универсальных станков, однако возрастает удельный вес специальных и специализированных станков. Обширно используются такие станки, как токарные многорезцовые, револьверные, а в крупносерийном предприятии, токарные автоматы и полуавтоматы. Типизация станков дает возможность использовать специальные и специализированные режущие инструменты и приспособления, которые обеспечивают снижение себестоимости изделий и повышают производительность труда. С целью контроля точности обработки элементов часто используются ограничивающие калибры.
В серийном производстве характерен разграниченный технологический ход производства деталей. Он разделен на небольшие по размеру операции, выполняемые на различных станках. Действия, требующие более одной конструкции, в серийном изготовлении, как правило, обычно не встречаются. Квалификация работников существенно ниже, чем в единичном, зато производительность труда значительно выше. Серийное производство популярно абсолютно во всех сферах промышленности.
Массовый тип производства характеризуется высоким числом изготовляемой продукции изделий, а это приводит к тому, что на каждом рабочем участке можно осуществлять только одно, регулярно повторяющееся действие. Продукцией массового производства являются часы, автомобили, телевизоры, холодильники, и т. п.
В массовом производстве масштабно используются механические станки узкоспециализированные, специальные устройства и режущие инструменты. За размерами изготовляемого элемента осуществляют контроль с помощью особых приспособлений, причем нередко в процессе работы. В зависимости от применяемого оборудования, процесс механической обработки разбивают на несколько мелких действий, исполняемых на единичных специальных машинах. Массовое изготовление обеспечивает наиболее экономичную обработку. Данный вид производства широко популярен в тракторной и автомобильной промышленности, на предприятиях, выпускающих мотоциклы, оборудование для сельского хозяйства и ряд другой продукции.
Методики работы
В соответствии с организацией, производственные процессы разделяют на две методики: поточная и непоточная.
При поточном изготовлении операции машинной обработки зафиксированы за конкретными рабочими зонами, которые размещены согласно распорядку, предусмотренному технологическим процессом, а обрабатываемый элемент переходит с одной процедуры на другую без значительных задержек. Поточный тип имеет свойство непрерывности и равномерности. Деталь и монтаж находятся в непрерывном движении с быстротой, подвластной такту выпуска. Все нужное спецоборудование расставляется согласно ходу технологического движения.
Непоточным производством называют такое, при котором выпускаемые детали в ходе обработки двигаются с интервалами разной продолжительности, т.е. процедура обработки проводится с изменяющейся величиной такта. При непоточном виде передвижение заготовок на различных стадиях выпуска останавливается пролеживанием на рабочих участках или на складе. Не придерживаются такта выпуска.
В массовом типе производства применяется поточный вид организации. Непоточный – в отдельном и мелкосерийном типах производства.
Как правило, поточный метод применяется в крупносерийном производстве при выпуске изделий подобных по-своему служебному предназначению, объединяющиеся в группы. Производство ведут поточным способом в пределах одного изделия, после смены детали меняется поток и такт выпуска. Этот тип системы именуется переменно-поточным.
Методика производствава оказывает значимое воздействие на развитие структуры компании, требования, условия и аспекты рациональной системы производства. К примеру, при единичном производстве в составе предприятия отсутствуют литейный и кузнечный цеха, заготовительная зона, независимые цеха по производству нестандартного оснащения и технологического оборудования.
В серийном же производстве иначе, практически всегда на предприятии находятся:
- лаборатории – химическая, измерительная, термическая;
- централизованное проектирование;
- диспетчерская служба;
- литейный и кузнечные цехи;
- цеха по раскрою металла и изготовлению технологической оснастки;
- другие подразделения.
Массовому производству присущи обширная специализация цехов ключевого и дополнительного производства, обслуживающих хозяйств и отраслей. Детали изготовляют из оптимальных заготовок, выпуск которых налажен централизованно.
В организацию отделений компаний входят независимые службы главного технолога и конструктора, главного металлурга, отделы унификации и стандартизации изделий, главного энергетика и др.
единичное, серийное и массовое. Их основные характеристики
Типы производства
Определение 1Тип производства – это комплексная характеристика особенностей организации, техники и экономики производства.
На тип производства влияют несколько факторов: широта номенклатуры и уровень специализации, масштабность производства, стабильность выпускаемой продукции и т. п.
п.
Существует три типа производства:
- Единичное производство.
- Серийное производство.
- Массовое производство.
Основная характеристика единичного производства – штучный объём выпуска разнообразной и непостоянной номенклатуры продукции ограниченного потребления.
Замечание 1Повторное производство данной продукции, а также ремонт выпускаемой продукции, не предусматривается.
Серийному производству свойственно одновременное изготовление сериями широкой номенклатуры однородной продукции, выпуск такой продукции повторяется на протяжении длительного периода. Одновременно с тем серия представляет собой выпуск ряда конструктивно одинаковых изделий, запускаемых в производство партиями, последовательно, непрерывно на протяжении заранее установленного периода времени.
Массовому производству характерна непрерывность и относительно длительный период изготовления ограничений номенклатуры однородной продукции в больших количествах.
Нужна помощь преподавателя?
Опиши задание — и наши эксперты тебе помогут!
Описать заданиеСравнить все три типа производства можно в таблице ниже. Из неё становится понятно, что единичное и мелкосерийное производство основано на производстве деталей и изделий неограниченной, широкой номенклатуры. Для этого типа производство свойственна определённая гибкость, здесь нет повторяемости выпуска, а также предусмотрена последовательная передача предметов труда с операции на операцию.
Сравниваемый признак | Тип производства | ||
| Единичный | Серийный | Массовый | |
| Номенклатура и объем выпуска | Неограниченная номенклатура деталей, изготовляемых по заказу | Широкая номенклатура деталей, изготовляемых партиями | Ограниченная номенклатура деталей, изготовляемых в большом объеме |
| Повторяемость выпуска | Отсутствует | Периодически повторяется | Постоянно повторяется |
Применяемое оборудование | Универсальное | Универсальное, частично специальное | В основном специальное |
| Закрепление операций за станками | Отсутствует | Закрепляется ограниченное число деталеопераций | Закрепляются одна-две операции |
Расположение оборудования | По группам однородных станков | По группам для обработки конструктивно и технологически однородных деталей | По ходу технологического процесса обработки деталей |
| Передача предметов труда с операции на операцию | Последовательная | Параллельно последовательная | Параллельная |
| Форма организации производственного процесса | Технологическая | Предметная, групповая, гибкая предметная | Прямолинейная |
Единичное производство
Оборудование и оснастка в данном типе применяются универсальные, что позволяет изготавливать детали широкой номенклатуры. К операциям причастны рабочие высокой квалификации, поскольку их круг работ достаточно широк. Выстраивание производственных участков здесь происходит по технологическому принципу, а расстановка оборудование происходит по однородным группам. В условиях единичного и мелкосерийного производства ужесточены требования к оперативно-производственному планированию. В таком типе производства особое значение занимает контроль за выпуском продукции. Кроме всего прочего существует проблема загруженности рабочих мест.Единичное производство
К операциям причастны рабочие высокой квалификации, поскольку их круг работ достаточно широк. Выстраивание производственных участков здесь происходит по технологическому принципу, а расстановка оборудование происходит по однородным группам. В условиях единичного и мелкосерийного производства ужесточены требования к оперативно-производственному планированию. В таком типе производства особое значение занимает контроль за выпуском продукции. Кроме всего прочего существует проблема загруженности рабочих мест.Единичное производство
Единичное или мелкосерийное производство подразумевает высокую себестоимость изготовления деталей и изделий в целом. Это прежде всего происходит по причине высокой трудоёмкости, из чего вытекает высокий удельный вес затрат на заработную плату рабочих в структуре себестоимости. В силу этих обстоятельств ключевая задача перед производством заключается в создании возможности использования серийных методов организации производства и труда, что возможно только благодаря применению конструктивной тождественности комплектующих деталей, узлов и изделий в целом.
Серийное производство
Ключевая особенность серийного производства состоит в том, что ему свойственна широкая номенклатура деталей, производство которых происходит партиями, сериями. Примечательно, что в отличие от единичного производства, выпуск таких деталей или товаров повторяется с определённой периодичностью. Это даёт возможность использования универсального и специального, более высокотехнологического оборудования.
При таком производстве передача предметов производство происходит параллельно последовательно. Такой метод имеет более производственный вид, а за станками закрепляется конкретное количество деталеопераций. Оборудование при таком типе производства расположено по группам для обработки конструктивно и технологически однородных деталей. Таким образом, при серийном производстве по сравнению с единичным, уменьшается трудоёмкость изготовления, что естественно, оказывает влияние на формирование конечной себестоимости товара или изделия.
Ускорение обработки деталей даёт возможность сократить объём незавершённого производства.
Серийный тип производства максимально приближен к поточному, массовому.
Массовое производство
Главная характеристика массового производства заключается в эффективности и высокой производительности. Его самое важное преимущество состоит в больших объёмах и перманентности производственного процесса. Логично предположить, что при массовом производстве используется высокопроизводительное оборудование, специально созданное для этого. Его расположение происходит по ходу технологического процесса обработки деталей. Это предоставляет возможность максимально механизировать и автоматизировать процессы производства, а также, что немаловажно, использовать автоматические поточные линии. На каждый станок предусмотрено по одной или две операции. На таких станках можно использовать рабочих со средней квалификацией. При массовом производстве широко используется параллельная передача предметов труда с операции на операцию.
Однако стоит отметить, что при массовом производстве серьёзно возрастает значение оперативно-производственного планирования, а также необходимость обеспечения ритмичного производства. Это позволяет говорить о том, что именно массовое производство является наиболее производительным, в данном случае себестоимость выпускаемой продукции достаточно низкая.
В качестве вывода, надо сказать, что применение любого из типов производства продиктовано особенностями номенклатуры, а также напрямую зависит от объёма изготавливаемой продукции. Более того, необходимо стремиться к тому, чтобы применять элементы серийного производства в единичном, а в серийном – элементы массового.
Типы производства | Судостроительное производство и управление им
В зависимости от постоянства загрузки рабочих мест, масштаба и трудоемкости производства различают три его типа – единичное, серийное и массовое. Тип (классификационная категория) производства выделяется по признакам широты номенклатуры, регулярности, стабильности, объема выпуска изделий, а также по коэффициенту закрепления операций К3.0 , который характеризуется отношением числа различных технологических операций, выполняемых в течение месяца, к числу рабочих мест (ГОСТ 14.004 – 83).
Тип (классификационная категория) производства выделяется по признакам широты номенклатуры, регулярности, стабильности, объема выпуска изделий, а также по коэффициенту закрепления операций К3.0 , который характеризуется отношением числа различных технологических операций, выполняемых в течение месяца, к числу рабочих мест (ГОСТ 14.004 – 83).
Единичное производство характеризуется малым объемом выпуска одинаковых изделий, повторное изготовление и ремонт которых, как правило, не предусматриваются. В единичном производстве преобладает универсальное оборудование, рабочие имеют высокий уровень квалификации.
Серийное производство – изготовление или ремонт изделий периодически повторяющимися партиями. В зависимости от количества изделий в партии или серии и К3.0 различают мелкосерийное, среднесерийное и крупносерийное производства. Для мелкосерийного производства К3.0 равен от 20 до 40, для среднесерийного – от 10 до 20 и для крупносерийного – от 1 до 10 включительно. Преимущества серийного производства перед единичным – более глубокое разделение труда и более рациональное использование квалификации рабочих и оборудования, меньшие трудоемкость выполняемых работ и себестоимость деталей и узлов.
Массовое производство характеризуется узкой номенклатурой и большим объемом выпуска изделий, изготовляемых в течение длительного времени. Для данного типа производства К3.0 близок к единице. При выполнении однородных операций применяют специальное и специализированное оборудование. Оно располагается последовательно по операциям технологического процесса.
Если в целом в машиностроении удельный вес единичного и мелкосерийного типов производства составляет около 40 %, а крупносерийного и массового примерно 29 %, то в судостроении первая цифра преобладает еще более значительно, а вторая – существенно меньше, что усложняет управление производством. Поэтому в судостроении руководителям участков и бригад предприятий отводится особая роль.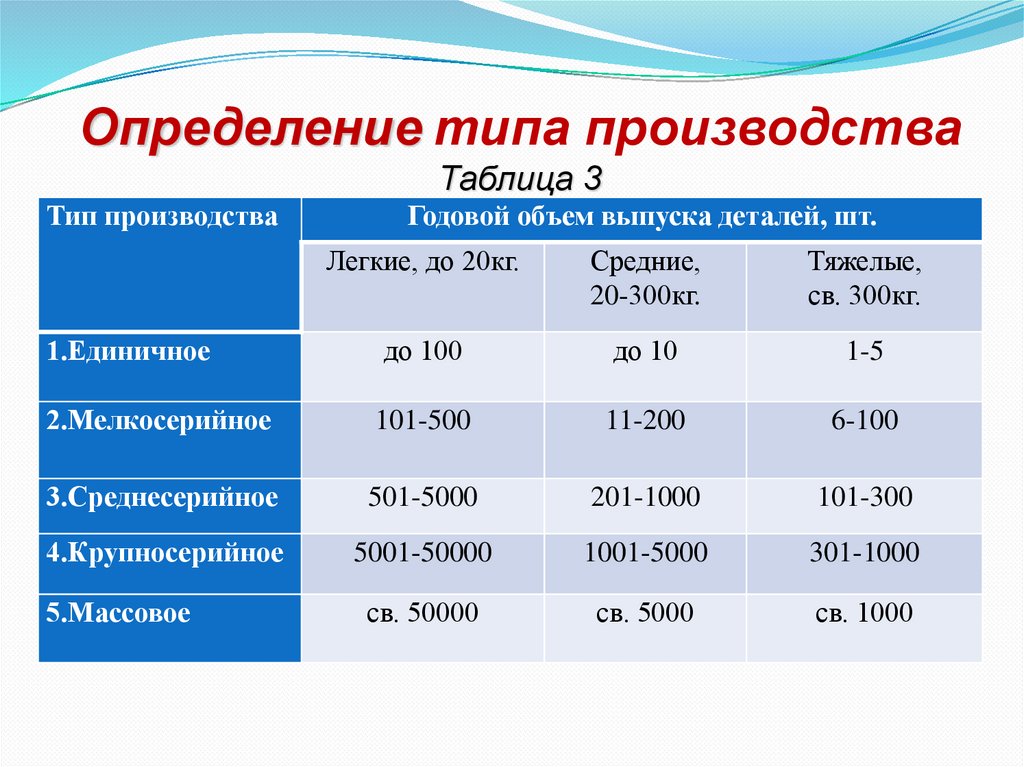
Типы производств | planzavoda
Типы производства классифицируются согласно ГОСТ 14.004-83 в зависимости от широты номенклатуры, регулярности, стабильности и объема выпуска продукции. Кроме того, в соответствии с ГОСТ 3.1108-83 одной из основных характеристик типа производства является коэффициент закрепления операций за оборудованием.
Единичное производство характеризуется малым объемом выпуска одинаковых изделий, повторное изготовление и ремонт которых, как правило, не предусматривается.
Производство комплектуется универсальным оборудованием, позволяющим выполнять все виды обработки по изготовлению заданной номенклатуры единично выпускаемых изделий, технические характеристики оборудования должны соответствовать габаритам и типоразмерам обрабатываемых деталей. Станки, используемые в единичном производстве, выпускаются станкозаводами серийно и могут быть закуплены в процессе подготовки производства. Оборудование в специальном исполнении, длительного срока изготовления, применяется в исключительных случаях.
Технологическая подготовка производства заключается в изготовлении минимального объема оснастки и инструмента, так как используются стандартные зажимные приспособления и устройства, расширяющие технологические возможности оборудования, поставляемые комплектно с оборудованием; режущий инструмент – нормализованный, измерительный инструмент универсальный, покупной.
Серийное производство характеризуется изготовлением или ремонтом изделий периодически повторяющимися партиями.
В зависимости от количества изделий в партии или серии и значения коэффициента закрепления операций различают мелкосерийное, среднесерийное и крупносерийное производство.
Коэффициент закрепления операций за оборудованием в соответствии с ГОСТ 3.1108-74 принимают равным:
для мелкосерийного производства – от 20 до 40 включительно;
для среднесерийного производства – св.
10 до 20 включительно;для крупносерийного производства – св. 1 до 10 включительно.
 10 до 20 включительно;
10 до 20 включительно;
Серийное производство, в частности крупносерийное, является наиболее распространенным в автомобильной промышленности и имеет некоторые характерные особенности в организации, составе оборудования и оснащении. В зависимости от номенклатуры, величины партий запуска деталей, повторяемости изделий в обработке производство может комплектоваться:
автоматическими линиями;
поточными линиями, состоящими из специализированных и универсальных станков;
многошпиндельными автоматами, полуавтоматами, агрегатными станками, обеспечивающими высокую производительность обработки за счет концентрации операций;
станки с ЧПУ, гибкими производственными модулями и гибкими производственными системами;
универсальными станками, оснащенными комплектами быстропереналаживаемой технологической оснастки.
Экономическая эффективность серийного производства достигается при рациональном сочетании перечисленных групп оборудования, максимальном использовании технологических возможностей и полной загрузке оборудования.
Технологическая подготовка серийного производства – это сложный и длительный процесс, обусловленный необходимостью проектирования, изготовления и наладки специального оборудования, приспособлений, режущего и вспомогательного инструмента, специальных средств контроля качества продукции.
Производственный персонал серийного производства состоит из операторов, обслуживающих автоматическое и полуавтоматическое оборудование, операторов станков с ЧПУ, ГПМ и ГПС, станочников-универсалов. Важным звеном в структуре производственных кадров является контингент наладчиков автоматизированного оборудования, станков с ЧПУ, ГПМ, ГПС, в том числе наладчиков электронных систем ЧПУ. Квалифицированная наладка сложных технологических комплексов и отдельных станков обеспечивает стабильную и ритмичную работу производства и высокое качество выпускаемой продукции.
Массовое производство характеризуется большим объемом выпуска изделий, непрерывно изготовляемых или ремонтируемых продолжительное время, в течение которого на большинстве рабочих мест выполняется одна рабочая операция, коэффициент закрепления операций принимается равным 1.
Принципы массового производства осуществляются на крупных заводах легковых и грузовых автомобилей, двигателей, на специализированных заводах по производству автомобильных агрегатов и комплектующих изделий. В производстве реализуются самые передовые достижения научно-технического прогресса в станкостроении, новые методы и принципы различных видов обработки деталей, эффективные инструментальные материалы и инструменты из них, средства автоматизации и механизации вспомогательных операций, средства автоматического контроля и регулирования технологического процесса и качества продукции.
В составе оборудования преобладают автоматические линии, создаваемые специально для обработки определенной детали или группы подобных деталей.
На передовых зарубежных фирмах широко практируется использование переналаживаемых автоматических линий в связи с необходимостью обработки различных деталей для выпуска нескольких модификаций автомобилей или агрегатов, а также для обеспечения возможности быстрого перехода на выпуск новых моделей автомобилей для удовлетворения покупательских запросов. Возможность переналадки или “гибкость” линии обеспечивается за счет устройств ЧПУ оборудования, транспортных, накопительных и контрольных систем, работающих синхронно (при этом коэффициент закрепления операций за оборудованием больше 1).
Станки, применяемые в массовом производстве для выполнения отдельных операций, как правило, специализированы и оснащены устройствами автоматической загрузки, выгрузки деталей, специальными наладками с целью достижения максимальной производительности за счет многоинструментальной, многошпиндельной обработки.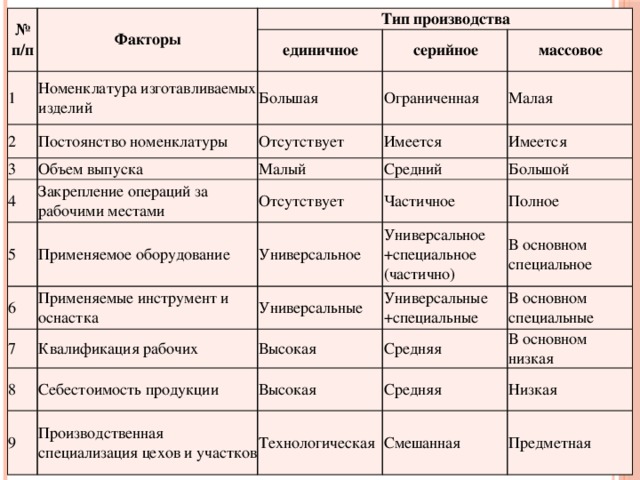
В цехах массового производства используются системы автоматизированного межоперационного и межцехового транспорта, системы механизированного удаления стружки от рабочей зоны оборудования, циркуляционные и централизованные системы снабжения смазочно-охлаждающими жидкостями.
Ориентировочные данные для предварительного определения типа производства представлены ниже:
Пять типов производственных процессов
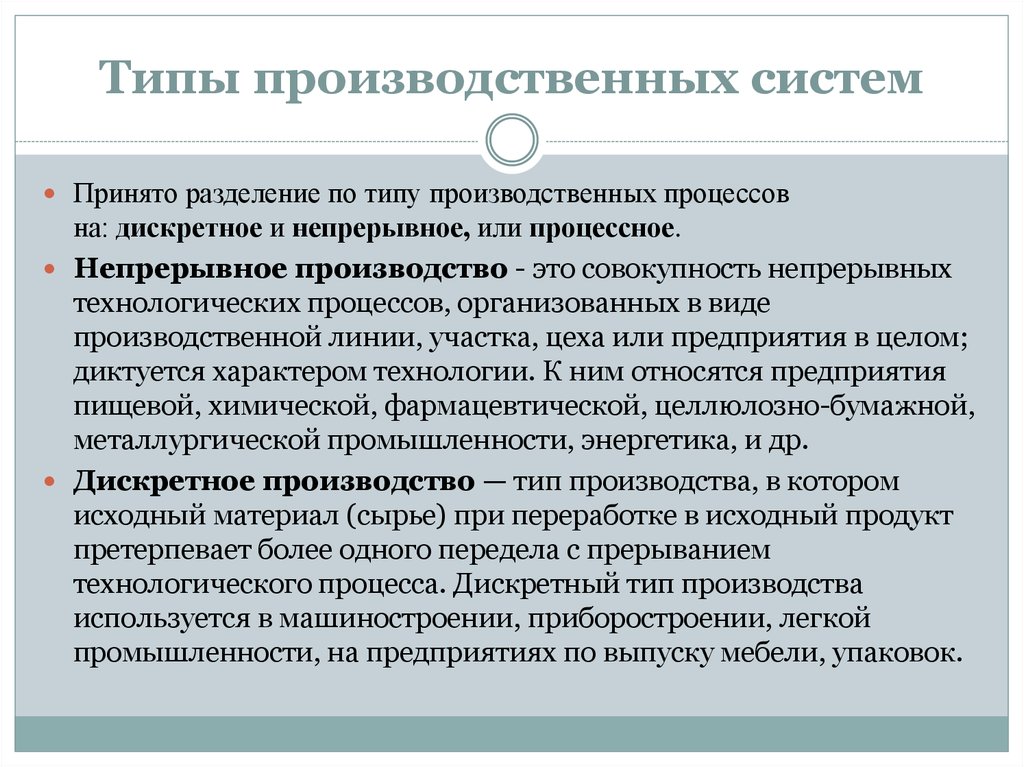
4. Непрерывное производство (непрерывное)Непрерывное производство (также называемое непрерывным производством) похоже на серийное производство, поскольку оно также работает круглосуточно и без выходных. Однако разница в том, что в этом производственном процессе сырьем являются газы, жидкости, порошки или суспензии. Но в таких областях, как горнодобывающая промышленность, продукты могут быть гранулированными.
Проекты продуктов похожи, если только дисциплины создания конечного продукта или производственного процесса не более разнообразны.
5. Непрерывное производство (серийное производство)Непрерывное производство (также называемое серийным производством) имеет общие черты с дискретными процессами и производственными процессами. В зависимости от потребительского спроса одной партии может хватить для удовлетворения этого спроса. После завершения партии оборудование очищается, чтобы при необходимости произвести следующую партию. Периодические процессы носят непрерывный характер.
Непрерывные периодические процессы достижимы, когда ингредиенты или сырье не могут быть изготовлены в соответствии со строгими стандартами.Так же, как непрерывное производство, ингредиенты продукта схожи, а производственный процесс более разнообразен.
Бонус за шестой производственный процесс Технологические достижения означают, что теперь технически существует шестой производственный процесс, для которого есть законные основания. И нет, это не парапроизводственная концепция.
И нет, это не парапроизводственная концепция.
3D-печать, впервые задуманная в 1980-х годах, означает, что продукты можно производить из различных композитов и материалов вместо традиционных методов физического труда или автоматизации.
За последние пять лет рост составил 875%, и, хотя он все еще находится в зачаточном состоянии, 3D-печать обещает стать потенциальным средством производства в будущем. С возможностью даже приготовить еду!
Мы надеемся, что вы нашли этот блог полезным для лучшего понимания обрабатывающей промышленности в целом и типов производственных процессов, готовых к внедрению таким производителем, как вы.
После того, как вы обдумали типы производственных процессов и решили, какой из них наиболее выгоден для вашей компании с точки зрения удовлетворения потребительского спроса и минимизации отходов, вы можете продолжить и включить Katana в свой бизнес.Наше программное обеспечение для интеллектуального производства позаботится о том, чтобы ваши производственные мощности были максимально эффективными.
Виды продукции – Logistiikan Maailma
Промышленное производство можно условно разделить на два основных типа производства: непрерывное и дискретное. Это разделение можно дополнительно уточнить, изучив объем производства и разнообразие производимой продукции. На следующем рисунке представлены различные типы производственных процессов в соответствии с этими размерами с некоторыми примерами.
Эта модель, первоначально представленная Хейсом и Уилрайтом, отображает различные типы производства на диагональной оси в зависимости от количества вариантов и объема производства:
В производстве проекта на практике существует бесконечное количество различных вариантов, которые могут быть произведены, поскольку каждый произведенный продукт может быть отдельным проектом, но производимые объемы небольшие. С другой стороны, непрерывный процесс характеризуется большими объемами производства, но небольшим количеством различных вариантов продукции.
Три типа в середине: цех, серийное производство и серийное производство (или массовое производство) на практике обычно представляют собой разные формы дискретного производства.
Job shop обычно основан на гибких ресурсах, которые могут производить самые разные варианты продукта. Эти ресурсы часто организуются в соответствии с производственной задачей (так называемая функциональная схема, где схожие задачи группируются вместе, например, сварка или сборка). Часто для разных вариантов продукта может потребоваться проектирование продукта, связанное с заказом.Тем не менее, существует определенная повторяемость, которая отличает мастерскую от проекта.
При серийном производстве продукция выпускается партиями. Товар производится более одного раза, но не непрерывно. Производство может быть организовано, например, в производственных ячейках или в поточном производстве.
В серийном производстве продукта обычно производятся на производственных линиях, где каждая рабочая станция выполняет точно определенные задачи. При серийном производстве точная организация работы обеспечивает рентабельность.Продукты могут иметь множество вариантов, как на современном автомобильном заводе, но варианты спланированы таким образом, чтобы их влияние на производство было минимальным. Разница в производстве невелика в том смысле, что при линейном производстве совершенно другой продукт, скорее всего, потребует новой производственной линии.
Различия между видами продукции
Типы производства отличаются друг от друга по нескольким параметрам. Грубо говоря, в верхнем левом углу диагонали основное внимание уделяется гибкости и способности реагировать, а в нижнем правом углу – экономической эффективности.Это можно увидеть, например, в машинах и оборудовании: в проектных и рабочих цехах оборудование, как правило, является оборудованием общего назначения с высокими требованиями к гибкости, тогда как в повторяющихся и непрерывных процессах оборудование часто является оборудованием специального назначения, предназначенным для производства одного типа.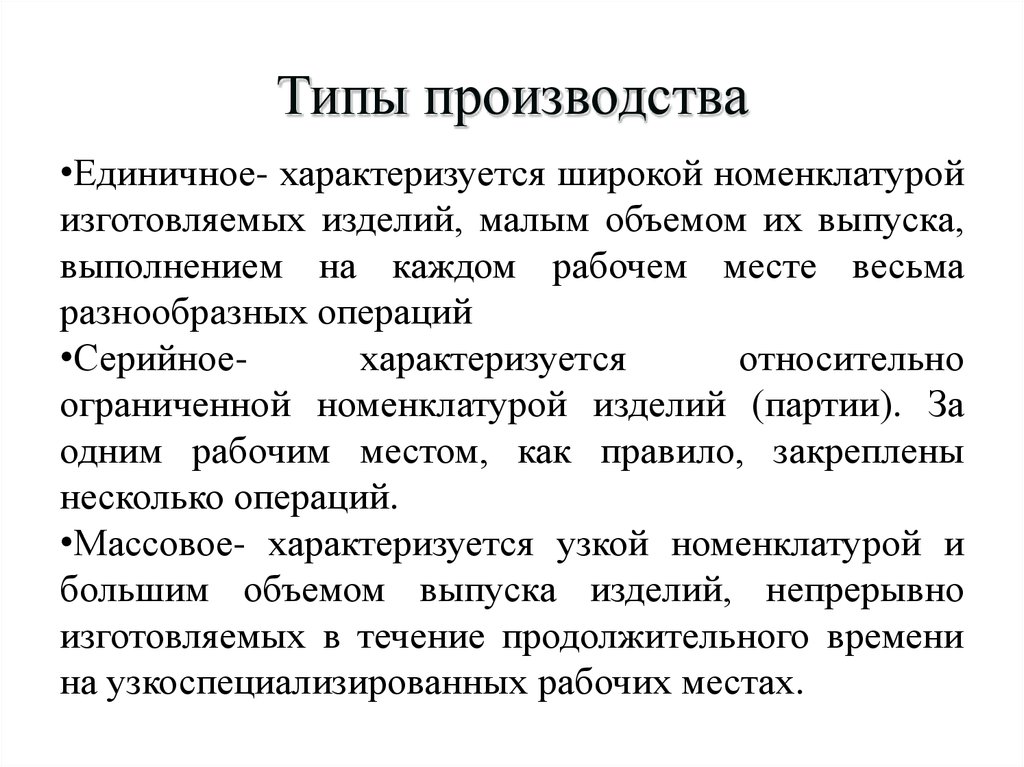 продукта, а гибкость при внесении изменений в продукт, как правило, ниже.
продукта, а гибкость при внесении изменений в продукт, как правило, ниже.
Типы производства также влияют на планирование и контроль производства. В то время как, например, при производстве проекта основное внимание уделяется графику проекта и его критическому пути, при серийном производстве ключевым вопросом является оптимальная последовательность производства продуктов и соответствующая координация потока материалов.Также, какой вид компоновки (т.е. физическое расположение ресурсов) подходит, зависит от типа производства. Могут быть различия в потребностях операторов в навыках: в проекте или в мастерской более вероятно, что операторы должны иметь возможность выполнять множество различных задач, тогда как при серийном производстве работа делится на более мелкие задачи, которые требуют быть освоенным быстро и точно.
На практике разделение между различными типами продукции не является абсолютным и точным, типы следует рассматривать скорее как архетипы.Один и тот же продукт может производиться в разных типах: например, производитель оборудования может иметь производственную линию для больших объемов продукции и цех для производства небольших партий индивидуальных продуктов. Или разные этапы общего производственного процесса могут включать разные типы производства: например, производство деталей – это серийное производство, а окончательная сборка – повторяющийся процесс.
В дополнение к разбивке по объему и дисперсии различные типы производства могут быть изображены в соответствии с формой потока материала: сколько различных элементов присутствует в процессе производства.Таким образом, производство может быть дивергентным / V-образного типа (например, сырая медь втягивается в трубы разных размеров) или конвергентным / A-типом (одна машина собирается из нескольких различных компонентов). Существуют и другие формы. Например, производство модульных продуктов будет дивергентно-конвергентным: из большого количества сырья и компонентов производится ограниченное количество модулей, и, комбинируя эти модули в различных комбинациях, можно создать большое количество различных вариантов.
Типы производства можно классифицировать также в зависимости от способа управления производством, особенно в соответствии с OPP (точка проникновения заказа). Эти различные формы обсуждаются на отдельных страницах.
Типы производственных процессов – Kickoffall Info Hub
Главный вызов для руководитель производства при проектировании производственного процесса должен выбрать наиболее подходящий производственный метод для его организации. Абсолютное решение о любой метод производства определяется характером продукта и количество, которое будет произведено.Методы производства в широком смысле можно разделить на непрерывные. и прерывистые методы производства. Методы непрерывного производства включают массовые и методы непрерывного производства и прерывистого производства включают работу Производство и серийное производство.
Серийное производство
Массовое производство
Массовое производство – это метод производственного процесса, который используется максимально экономично создавать стандартизированные продукты в больших количествах для удовлетворения высокого рыночного спроса. Массовое производство требует больших вложений в механизмы и оборудование; рабочие обычно нужны менее квалифицированные и в основном им нужно собрать составные части, чтобы сделать готовое изделие.Примеры массового производства – газетное производство. технологический процесс и процесс производства безалкогольных напитков.Потоковое или непрерывное производство
Поточный производственный процесс – это производственный метод, в котором производственный процесс идет без перерывов; следовательно, этот производственный процесс также известный как непрерывный производственный процесс. Компании, продукция которых однородна, принять потоковое производство, чтобы снизить затраты на остановку и запуск, а также увеличить тяжелые рыночный спрос.Потоковое производство в высокой степени автоматизировано, и рабочие в основном контролируют процесс вместо того, чтобы активно участвовать в процессе. Некоторыми примерами отрасли поточного производства являются нефтегазовая промышленность и горнодобывающая промышленность. Производство рабочих мест
Некоторыми примерами отрасли поточного производства являются нефтегазовая промышленность и горнодобывающая промышленность. Производство рабочих мест Производство заданий – это процесс, в котором производится только одна единица вовремя. В основном используется производство рабочих мест для крупных проектов или для изготовления изделий по индивидуальному заказу; следовательно, он также известен как производственный процесс, основанный на проектах. Работники этого производственного процесса высококвалифицированный специалист в своей области благодаря индивидуальному подходу и индивидуальному подходу клиента. потребности и предпочтения играют решающую роль в выходе.Некоторые из примеров производства на основе рабочих мест – это проекты. например, метро и железные дороги, и индивидуальное производство, например, строительство домов и стрижки.
Серийное производство – это метод производственного процесса, в котором аналогичные изделия в группах, поэтапно производятся и продукт проходит через каждую этап производственного процесса вместе, прежде чем перейти к следующему этапу. Некоторые из примеров серийного производства – это изготовление производство мебели, пекарен и текстиля.
Типы производственных систем | Управление производством
Типы производственной системы: Типы производственной системы сгруппированы в две категории, а именно:
1.Система прерывистого производства
2. Система непрерывного производства
Прерывистая система означает то, что запускается и останавливается через нерегулярные интервалы (временные интервалы). В системе прерывистого производства товары производятся по заказам клиентов. Эти продукты производятся в небольших масштабах. Производственный поток прерывистый (нерегулярный). Другими словами, производственные потоки не непрерывны.
В этой производственной системе производится большое количество разнообразных продуктов. Эти изделия бывают разных размеров. Дизайн этих продуктов постоянно меняется. Он постоянно меняется в зависимости от дизайна и размера продукта. Поэтому эта система очень гибкая.
Эти изделия бывают разных размеров. Дизайн этих продуктов постоянно меняется. Он постоянно меняется в зависимости от дизайна и размера продукта. Поэтому эта система очень гибкая.
Ниже приведены примеры периодической производственной системы:
(i) Работа ювелира основана исключительно на частоте заказов клиентов. Ювелир изготавливает мелкие изделия (украшения) по желанию клиента. Здесь украшения не делаются непрерывно.
(ii) Точно так же работа портного также зависит от количества заказов, которые он получает от своих клиентов. Портной шьет одежду для каждого клиента независимо по мерке и размеру. Продукция (пошив одежды) производится в ограниченном количестве и пропорциональна количеству заказов, полученных от покупателей. Здесь шитье не выполняется непрерывно.
Характеристики прерывистой производственной системы перечислены ниже: (i) Производственный поток не является непрерывным.Это прерывисто.
(ii) Выпускается широкий ассортимент продукции.
(iii) Объем производства невелик.
(iv) Машины общего назначения используются. С помощью этих машин можно производить различные виды продукции.
(v) Последовательность операций продолжает меняться в зависимости от дизайна продукта.
(vi) Количество, размер, форма, дизайн и т. Д. Продукт зависит от заказов клиентов.
- Производственные потоки проекта,
- Рабочие потоки рабочих мест и
- Серийные производственные потоки.
Здесь, в производственных потоках проекта, компания принимает один сложный заказ или контракт. Заказ должен быть выполнен в течение определенного периода времени и по ориентировочной стоимости. Подумайте о том, чтобы сделать лодку. Такие изделия никогда не производятся в больших количествах. Трудовые ресурсы, оборудование и другие ресурсы сосредоточены на этих продуктах.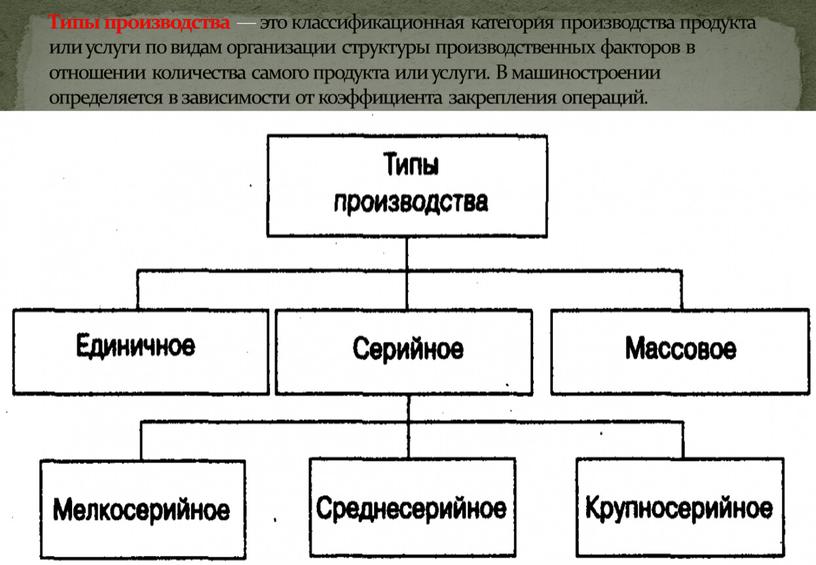 Таким образом, каждый продукт можно рассматривать как проект, который требует последовательного выполнения определенных действий либо последовательно, либо одновременно.PERT / CPM или сетевой анализ – полезный метод для планирования и контроля таких проектов.
Таким образом, каждый продукт можно рассматривать как проект, который требует последовательного выполнения определенных действий либо последовательно, либо одновременно.PERT / CPM или сетевой анализ – полезный метод для планирования и контроля таких проектов.
Примеры производственных потоков проекта в основном включают строительство аэропортов, дорог, зданий, судостроения, плотин и т. Д.
Характеристики производственных потоков проекта:
1. Потребность в ресурсах зависит от этапов производства.
2. Участвуют многие агентства, и их работа взаимосвязана.
3. В общем. Задержки происходят в конце проекта.
4. При изменении маршрутизации и программирования требуется осмотр.
В рабочих потоках компания принимает контракт на производство одной или нескольких единиц продукта строго в соответствии со спецификациями, предоставленными заказчиком. Товар производится в течение определенного периода и по фиксированной стоимости. Эта стоимость фиксируется при подписании контракта.
Примеры таких производственных потоков рабочих мест включают услуги, предоставляемые швейными мастерскими, ремонтными мастерскими, производителями специальных станков и т. Д.
Характеристики рабочих потоков:
1. Производство изделий осуществляется небольшими партиями.
2. Изделия изготавливаются по спецификации заказчика.
3. Для выполнения специализированных работ необходима высококвалифицированная рабочая сила.
4. Продолжительность производственного цикла непропорциональна.
В потоках серийного производства график производства определяется в соответствии с конкретными заказами или основан на прогнозах спроса.Здесь производство предметов происходит партиями или партиями. Продукт делится на разные рабочие места. Все задания в производственной партии должны быть выполнены перед запуском следующей производственной партии.
Примеры потоков серийного производства включают производство лекарств и фармацевтических препаратов, среднего и тяжелого машиностроения и т. Д.
Характеристики потоков серийного производства Инструкция по партиям:
1. Продукция производится и хранится до тех пор, пока не возникнет потребность.
2. Установлены универсальные машины и оборудование.
3. Возможно, ведутся серьезные работы.
4. Вам необходимо детальное планирование и контроль производства.
Непрерывное означает то, что работает постоянно, без сбоев или частых остановок. В системе непрерывного производства товары постоянно производятся в соответствии с прогнозом спроса. Товар производится в больших объемах для хранения и продажи. Они не производятся по заказу заказчика. Здесь входы и выходы стандартизированы вместе с производственным процессом и последовательностью.
Ниже приведены примеры системы непрерывного производства.
(i) Производственная система пищевой промышленности основана исключительно на прогнозе спроса. Здесь происходит крупномасштабное производство продуктов питания. Это также непрерывное производство.
(ii) Аналогичным образом, система производства и переработки в топливной промышленности также основана исключительно на прогнозе спроса. Сырая нефть и другие сырьевые ресурсы непрерывно перерабатываются в больших масштабах для получения годного к употреблению топлива, и
компенсируют мировой спрос на энергию.
Характеристики непрерывной производственной системы перечислены ниже:
(i) Производственный поток является непрерывным. Это не прерывисто.
(ii) Продукция стандартизирована.
(ii) Продукция производится в соответствии с установленными стандартами качества.
(iv) Продукция производится с учетом спроса.
(v) Подготовлены стандартные дорожные карты и графики.
Типы систем непрерывного производства включают:
1. Потоки массового производства
Потоки массового производства
2.Технологические производственные потоки.
1. Потоки массового производства:
Здесь компания производит различные виды крупнотоннажной продукции и хранит их на складах до тех пор, пока они не будут востребованы на рынке. Продукция производится с помощью одной операции или серии операций.
Например. Массовое производство – это производство зубной пасты, мыла, ручек и т. Д.
Характеристики потоков массового производства:
1. Непрерывный производственный поток, зависит от рыночного спроса.
2. Здесь ведется ограниченная работа.
3. Наблюдение просто: требуется несколько инструкций.
4. Обработка материала в основном осуществляется машинами.
5. Поток материалов непрерывный, с небольшим количеством клея или без него.
2. Производственные процессы:
Здесь производится единичный продукт, который хранится на складах до тех пор, пока он не будет востребован на рынке. Гибкость этих заводов практически равна нулю, потому что можно производить только один продукт.
Примеры потоков производственных процессов включают сталь, цемент, бумагу, сахар и т. Д.
Характеристики технологических потоков:
1. Высокомеханизированная система для погрузочно-разгрузочных работ.
2. Требуются низкоквалифицированная рабочая сила и квалифицированный технический персонал.
3. Работы ведутся очень мало, так как поток материала непрерывный.
4. Планирование производства и программирование можно решить заранее.
5. Полная производственная система предназначена для производства одного изделия.
Операции: методы производства (обзор)
Различные методы производства не связаны с конкретным объемом производства.Точно так же несколько методов могут использоваться на разных этапах всего производственного процесса.
Метод задания
При производстве задания полная задача обрабатывается одним рабочим или группой рабочих .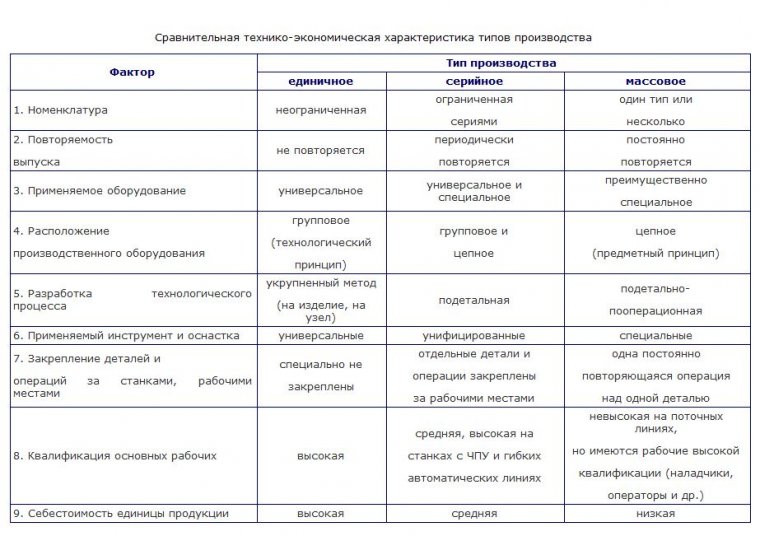 Работа может быть мелкой / низкотехнологичной , а также сложной / высокотехнологичной .
Работа может быть мелкой / низкотехнологичной , а также сложной / высокотехнологичной .
Низкотехнологичные рабочие места : здесь организация производства чрезвычайно проста, требуемые навыки и оборудование легко доступны. Этот метод позволяет учитывать особые требования заказчика, часто по мере выполнения работы. Примеры включают: парикмахеры; индивидуальный подход
Высокотехнологичные рабочие места : высокотехнологичные рабочие места требуют гораздо большей сложности и, следовательно, представляют собой более сложную управленческую задачу.Важным элементом высокотехнологичного производства работ является управление проектами , или контроль проектов. Существенными характеристиками хорошего управления проектом для работы являются:
– Четкое определение целей – как должно продвигаться работа (вехи, даты, этапы)
– Процесс принятия решений – как принимаются решения о потребностях каждого процесса в работа, рабочая сила и другие ресурсы
Примеры высокотехнологичных / сложных работ: производство фильмов; крупные строительные проекты (например,грамм. the Millennium Dome)
Пакетный метод
По мере роста бизнеса и увеличения объемов производства нет ничего необычного в том, что производственный процесс организован таким образом, что можно использовать « Пакетные методы ».
Пакетные методы требуют, чтобы работа над любой задачей была разделена на части или операции. Каждая операция завершается через весь пакет перед выполнением следующей операции. Используя пакетный метод, можно добиться специализации труда.Капитальные затраты также могут быть ниже, хотя требуется тщательное планирование, чтобы производственное оборудование не простаивало. Таким образом, основными целями пакетного метода являются:
– Концентрация навыков (специализация)
– Достижение высокой степени использования оборудования
Этот метод, вероятно, является наиболее часто используемым методом организации производства. Хороший пример – производство электронных инструментов.
Хороший пример – производство электронных инструментов.
Пакетные методы не лишены проблем. Существует высокая вероятность плохого рабочего процесса, особенно если партии не оптимального размера или если существует значительная разница в производительности каждой операции в процессе.Пакетные методы часто приводят к накоплению значительных «незавершенных работ» или запасов (т. Е. Завершенных партий, ожидающих своей очереди для обработки в следующей операции).
Методы потока
Методы потока аналогичны пакетным методам, за исключением того, что устранена проблема ожидания / простоя производства / пакетной очереди.
Поток был определен как «метод организации производства, при котором задача выполняется непрерывно или где обработка материала является непрерывной и прогрессивной».
Цели потоковых методов:
– Улучшение рабочего и материального потока
– Сниженная потребность в трудовых навыках
– Добавленная стоимость / быстрее выполненная работа
Методы потока означают, что, когда работа над задачей на определенном этапе завершена, ее необходимо передать непосредственно на следующий этап для обработки, не дожидаясь завершения оставшихся задач в «партия».Когда дело доходит до следующего этапа, работа должна немедленно начинаться над следующим процессом. Чтобы поток был плавным, время, которое требуется каждой задаче на каждом этапе, должно быть одинаковым, и не должно быть движения за пределы поточной производственной линии. Теоретически, поэтому, любая неисправность или ошибка на определенной стадии
Для того, чтобы методы потока могли работать хорошо, должны быть выполнены несколько требований:
(1) Должен быть практически постоянный спрос
Если спрос непредсказуем или нерегулярно, тогда поточная производственная линия может привести к значительному накоплению запасов и, возможно, сложностям с хранением.Многие предприятия, использующие поточные методы, обходят эту проблему за счет «строительства на склад», т. Е. Поддерживая работоспособность поточной линии в периоды отсутствия спроса, чтобы выпуск продукции мог производиться эффективно.
(2) Продукт и / или производственные задачи должны быть стандартизованы
Поточные методы негибкие – они не могут эффективно справляться с вариациями в продукте (хотя некоторое «разнообразие» может быть достигнуто путем применения различных отделок, украшений и т. Д. конец производственной линии).
(3) Материалы, используемые в производстве, должны соответствовать спецификациям и поставляться вовремя.
Поскольку поточная производственная линия работает непрерывно, не рекомендуется использовать материалы, которые различаются по стилю, форме или качеству. Точно так же, если требуемые материалы недоступны, вся производственная линия будет закрыта – с потенциально серьезными финансовыми последствиями.
(4) Каждая операция в производственном потоке должна быть тщательно определена – и подробно зарегистрирована
(5) Выход на каждом этапе потока должен соответствовать стандартам качества
Поскольку выход на каждом этапе постоянно продвигается вперед, нет места для нестандартной продукции, которую можно «переработать» (сравните это с работой или серийным производством, где можно компенсировать недостаток качества, выполнив некоторую дополнительную работу над работой или партией до его завершения).
Создание успешной производственной линии требует тщательного планирования, особенно для обеспечения своевременной доставки нужных производственных материалов и обеспечения равной продолжительности операций в потоке.
Распространенными примерами использования поточных методов являются производство автомобилей, шоколадных конфет и телевизоров.
типов производственных систем • MASS Group
11 Apr Типы производственных систем
В мире производства существует множество систем на выбор, каждая со своим идеальным вариантом использования и набором преимуществ и недостатков.Наличие соответствующей производственной системы для вашего продукта может дать множество преимуществ, включая возможность поддерживать высокое качество ваших товаров, быть более эффективными в ваших производственных процессах и экономить деньги по всем направлениям. Правильная система также может помочь вам производить большие объемы, тем самым достигая ваших плановых объемов производства. Согласно книге Handbook of Design, Manufacturing and Automation Ричарда Дорфа и Эндрю Кусиака, существует четыре типа производственных систем: изготовление по индивидуальному заказу, прерывистое производство, непрерывное производство и гибкое производство.
Системы производства на заказ
Изготовление по индивидуальному заказу – это, безусловно, самый старый и самый популярный тип производственной системы из существующих. Это также связано как с продукцией высочайшего качества, так и с минимальной производительностью.
В системе производства по индивидуальному заказу каждое изделие изготавливается одним мастером, который работает исключительно вручную или с помощью станка. Когда используются машины, они имеют тенденцию быть узкоспециализированными для выполнения своих задач и не могут производить более одного предмета за раз.
Эта система будет иметь самую высокую удельную стоимость произведенного продукта. В результате изделия, изготавливаемые по индивидуальному заказу, отличаются высочайшим качеством, но при этом являются самыми дорогими изделиями на рынке.
Системы прерывистого производства
Система прерывистого производства позволяет компаниям изготавливать различные типы товаров с использованием одной и той же производственной линии. Таким образом, производственные мощности предназначены для обработки продуктов разных размеров и требований.Как правило, для выполнения заказов товары обрабатываются партиями.
Эту систему обычно называют «магазином вакансий» из-за ее популярности в странах с относительно дешевой рабочей силой, производящей продукцию для транснациональных корпораций, находящихся за тысячи миль от них. Товары, изготовленные с использованием этого метода производства, производятся в небольших количествах, поэтому могут не подходить для складских запасов. Настройка обычно выполняется после покупки.
Этот тип системы разработан для периодических производственных циклов, отсюда и название, или продуктов, не требующих больших объемов.Здесь используются машины общего назначения и требуется высококвалифицированный персонал.
Системы непрерывного производства
Системы непрерывного производства предназначены для массового производства одного продукта. Продукт проходит сборочную линию с различными станциями, где детали добавляются или обрабатываются немного дальше. Этот метод впервые возник во время промышленной революции и наиболее тесно связан с компанией Ford, которая использовала эту систему для производства Model Ts в 1920-х годах.
Этот тип производственной системы идеален, когда компания ставит перед собой очень большие объемы производства, поскольку снижает себестоимость продукта. Однако при запуске требуется крупное вливание капитала из-за необходимых инвестиций в оборудование и рабочую силу.
Гибкие производственные системы
Гибкое производство – это современная производственная система, которая стала очень популярной. Это требует значительных инвестиций в оборудование, хотя снижает затраты на рабочую силу за счет внедрения роботов, полностью избегающих человеческого труда.Эти машины можно легко перенастроить для производства различных продуктов в разных количествах, и весь процесс является автоматическим.
Этот метод называется гибким производством из-за гибкости, которую он может производить в большом количестве товаров. Благодаря автоматизированному процессу контроль качества намного проще, а затраты на единицу продукции низкие.
Первоисточник
5 типов производственных процессов
Загрузите PDF-файл этой статьи.
Чуть больше года назад MD опубликовал мою статью о патентах и бизнес-стратегиях для изобретателей. В этой колонке я описал, как изобретатели, пытающиеся сэкономить на идее, которая может не иметь широкого или международного признания, могли бы рассмотреть возможность подачи заявки Pro Se , то есть без использования патентного поверенного или патентного поверенного. Я также упомянул, что нахожусь в середине такого процесса и не могу описать ничего, кроме первоначальной подачи.
Ну, сегодня (5 апреля) все изменилось.Около полудня я спустился в почтовое отделение и отправил письмо на имя Уполномоченного по патентам с вложенным чеком на плату за выдачу. Я ожидаю, что патент будет выдан в течение нескольких недель.
Оглядываясь назад, можно сказать, что процесс иногда был напряженным и запутанным, но с небольшими усилиями, чтобы прочитать и понять различные предоставленные документы, некоторые бесплатные советы коллеги и очень полезный патентный эксперт, все проблемы были довольно быстро решены. Хронология выглядела так:
8 марта 2015 г .: Непредварительная подача патента на коммунальные услуги через электронную систему подачи заявок (EFS) ВПТЗ США.Чертежи были подготовлены из 3D-моделей SolidWorks и отформатированы в соответствии с рекомендациями USPTO. Все спецификации и формула изобретения были составлены в MS Word с использованием других патентных документов и стилей форматирования, взятых из патентных заявок, которые я помог подать для своего работодателя. (Для хранения все должно быть преобразовано в формат Adobe PDF.) Плата за регистрацию малого юридического лица составляла 730 долларов.
8 сентября 2016 г .: Через 18 месяцев после подачи заявка была опубликована и стала доступной для публичного рассмотрения.
28 ноября 2016 г .: Получено решение от Первого ведомства с указанием причин широкого отклонения заявлений в том виде, в каком они были написаны, и утверждением о том, что в заявке задокументирована не одна, а четыре отдельные патентоспособные идеи. По совету коллеги (как отмечалось выше) был подготовлен проект ответа, в котором утверждалось, что, хотя могут быть две отдельные патентоспособные идеи, четырех нет. Претензии также были переработаны с учетом опасений эксперта и некоторых дополнительных ограничений.Также по совету коллеги я назначил телефонное собеседование с экзаменатором. Это оказалось полезным для прояснения вопросов и создания основы для более официального письменного ответа, который будет отправлен позже по почте. Эксперт, узнав, что я записываю Pro Se , оказался очень терпеливым и услужливым, молчаливо выражая искреннюю поддержку процессу.
23 декабря 2016 г .: Был подан официальный ответ на действие офиса, опять же с использованием системы EFS. Никаких дополнительных сборов не требовалось.
8–10 марта 2017 г .: В ходе краткого неформального обмена электронной почтой с патентным экспертом было рассмотрено несколько дополнительных возражений, и формула изобретения была переписана во второй раз. Экзаменатор снова оказал большую поддержку процессу Pro Se и согласился сам позаботиться о нескольких незначительных проблемах форматирования.
28 марта 2017 г .: ВПТЗ США отправило мне по почте документ «Уведомление о разрешении».
5 апреля 2017 г .: Письмо, отправленное обратно в ВПТЗ США с вложенным чеком на 480 долларов (пошлина за выпуск для малых предприятий) и формой передачи.
В руководстве, предлагаемом ВПТЗ США в отношении заявок на регистрацию Pro Se , они настоятельно призывают изобретателей использовать зарегистрированного патентного агента или поверенного, когда это возможно, и по уважительной причине. Правильная формулировка и поддержка патентных притязаний – это приобретенный навык, который необходимо делать хорошо, чтобы обеспечить наилучшую защиту вашей интеллектуальной собственности. Они также признают, что в некоторых случаях высокая стоимость этих услуг может быть недоступна для индивидуальных изобретателей или малых предприятий.