Типы резцов для токарного станка по металлу: Резцы для токарного станка по металлу – классификация, виды, назначение
alexxlab | 22.05.2023 | 0 | Разное
Виды токарных резцов | Топ Станок
На токарных станках по металлу обработка вращающихся заготовок со стороны суппорта ведется различными видами резцов. Эти режущие инструменты позволяют отрезать и торцевать заготовки, проделывать в них канавки, создавать фасонные контуры, доводить элементы детали до нужного диаметра и придавать им требуемую форму. Всего существует пять основных видов резцов:
- проходной;
- отрезной;
- расточной;
- фасонный;
- резьбовой.
У данной классификации имеются подвиды. Рассмотрим наиболее распространенные и чаще всего используемые в токарном деле.
Проходные резцы, служат для снятия металла при продольном проходе. Они бывают чистовыми и черновыми. Чистовые резцы проходного типа имеют небольшой радиус общего закругления, что позволяет получать относительно гладкую поверхность обработки и доводить диаметр до более высокой точности. При работе чистового проходного резца выполняют небольшие припуски, поскольку прочность такого инструмента несколько снижена.
Проходные резцы бывают следующих форм:
- прямые;
- отогнутые;
- упорные.
Независимо от формы работа таких резцов ведется главной кромкой, которая у разных видов остается прямой либо выносится на изгиб до прямого угла, как у проходного резца.
Отрезной резец, называемый также канавочным, применяется для отрезки и прямой торцовки заготовок подходящего диаметра, а также для выточки канавок, ширина которых не меньше ширины режущей кромки резца.
Расточные резцы, имеют форму, позволяющую обрабатывать внутреннюю поверхность сквозных и глухих отверстий. Данная операция называется расточкой. Их легко отличить от всех прочих наличием конической выносной части и изогнутой головке. По сути, это те же проходные резцы, но имеющие специфическую форму, обеспечивающую доступ режущей кромки в отверстия.
Фасонные резцы, имеют режущую кромку, шаблонно формирующую необходимый профиль. Это может быть внутреннее или наружное закругление, фигурные фаски, галтели и т.д. Это очень разнообразная по виду группа режущего инструмента для обработки на токарных станках. Фасонные резцы облегчают точение радиусных и фигурных профилей. Их применение на универсальных станках безальтернативно.
Резьбовые резцы, служат для нарезки наружной и внутренней резьбы при механической продольной подаче. Форма таких резцов соответствует форме резьбовой канавки. Резьба нарезается с их помощью, как правило, в несколько заходов. Резец для нарезания внутренней резьбы имеет режущую часть, расположенную под прямым углом к оси державки (массивная часть резца).
Для обработки металла на токарном станке резцами, их режущая кромка по твердости должна превосходить материал заготовки. Изготавливать весь резец из цельного куска твердой стали нецелесообразно, поэтому резцы состоят из державки, выполненной из более мягкой стали, и твердой режущей части, напаянной либо механически закрепленной (сменной).
Резцы устанавливаются в резцедержатель и фиксируются там несколькими винтами. Для экономии времени одновременно в резцедержатель можно установить несколько резцов, производя смену инструмента поворотом вокруг вертикальной оси. При серийном выпуске деталей в резцедержатель резцы устанавливаются в порядке использования.
РЕЗЦЫ ТОКАРНЫЕ ПО МЕТАЛЛУ ООО “Арматон” ⋆
РЕЗЦЫ ТОКАРНЫЕ ПО МЕТАЛЛУ
Резец токарный – это основной рабочий элемент оснастки токарных дерево- и металлообрабатывающих станков применяемый для придания заготовке необходимой формы и размеров. От выбора типа токарного резца, его заточки и состояния во многом зависит возможность тех или иных операций, изготовления деталей требуемой конфигурации.
Конструктивные элементы токарного резца – режущая часть или головка и державка, с помощью которой оснастка фиксируется в резцедержателе станка. Резец и державка могут иметь квадратную или прямоугольную форму. Размер резца должен соответствовать стандартному ряду в пределах от 160х100 до 630х500 мм для прямоугольной конфигурации и от 40х40 до 400х400 мм для квадратной.
Резец и державка могут иметь квадратную или прямоугольную форму. Размер резца должен соответствовать стандартному ряду в пределах от 160х100 до 630х500 мм для прямоугольной конфигурации и от 40х40 до 400х400 мм для квадратной.
Главной рабочей частью резца является головка, режущие свойства которой определяют углы кромок. Именно углы токарного резца определяют характер съёма металла с заготовки. Основные углы:
- Главный задний — находится между плоскостями резания и задней поверхностью резца. От него зависит параметр силы трения, качество обработки и скорость изнашивания инструмента. Подбирается в соответствии с плотностью обрабатываемого материала.
- Главный передний – определяет уровень деформации материала при срезе, усилие реза и эффективность отвода тепла. Должен быть обратно пропорционален твердости обрабатываемого материала — чем она выше, тем меньше угол.
- Резания. Расположен между передней и задней поверхностями головки.
- Заострения. Расположен между передней и задней поверхностями.
 От него зависит прочность и острота оснастки.
От него зависит прочность и острота оснастки. - Основной в плане. От него зависит количество снимаемого материала.
- Вторичный в плане. От него зависит шероховатость. Чем он ниже, тем выше качество поверхности.
- Вершина между задней вспомогательной поверхностью и кромкой реза. Имеет прямое соотношение с показателем прочности.
- Наклона режущей кромки – определяет геометрию пятна контакта резца и поверхности детали.
- Задний вспомогательный – определяет трение между задней плоскостью и заготовкой.
Все элементы конструкции токарного резца выполняются из одной марки стали. Рекомендуются металлокерамические твердые сплавы Т5К10 или сходные с ним.
Классификация резцов
Существует несколько характеристик для классификации резцов. В первую очередь это конструктивные особенности:
- Монолитное исполнение – единая головка и державка.
- Сборная конструкция – головка с напайкой из твердой марки стали.
- Сборная с механическим креплением.
 Данные типы токарных резцов оснащены пластинами из металлокерамики, которые крепятся болтовым соединением.
Данные типы токарных резцов оснащены пластинами из металлокерамики, которые крепятся болтовым соединением. - Регулируемые резцы.
В зависимости от назначения резцов они подразделяются на черновые и чистовые, соответственно, для снятия большей или меньшей толщины металла при увеличенных или уменьшенных оборотах. Также инструмент подразделяется и по направлению подачи на правый и левый.
В основном виды резцов для токарного станка определяются по их функциональному назначению и подразделяются на:
- отрезные;
- проходные;
- канавочные;
- расточные;
- фасонные и резьбовые.
Познакомьтесь с 10 типами режущих инструментов для токарных станков
9 апреля 2023 г. / Шейн / 4 минуты чтения
- Классификация по назначению
- Классификация по материалу токарного инструмента
Классификация по назначению
Канавочный станок с ЧПУ Artizono V 150…
Пожалуйста, включите JavaScript
Существует множество видов токарных инструментов, которые можно разделить на:
Цилиндрический токарный инструмент:
По основному углу отклонения бывают 95 градусов (для получистовой и чистовой обработки наружного круга и торца), 45 градусов (для наружного круга и торца, в основном для чернового точения), 75 градусов (в основном для черновое точение внешнего круга), 93 градуса (в основном для профилирования) и 90 градусов (для чернового и чистового точения внешнего круга).
Инструмент для нарезания канавок:
Токарный инструмент для нарезания наружных канавок в основном используется для нарезания и нарезания канавок по внешней окружности, а токарный инструмент для нарезания внутренних канавок в основном используется для обработки внутренних канавок
Инструмент для точения резьбы:
Инструмент для точения резьбы подразделяется на два типа: инструмент для точения наружной резьбы и инструмент для точения внутренней резьбы. Инструменты для точения наружной резьбы используются для обработки наружной резьбы, а инструменты для токарной обработки внутренней резьбы используются для обработки внутренней резьбы.
Инструмент для точения наружной резьбы
Инструмент для точения внутренней резьбы
Инструмент для точения внутренней резьбы:
В основном используется для обработки внутренних отверстий
В соответствии со структурой он делится на:
Цельный тип: Основной корпус инструмента цельного типа состоит из одной детали и не делится.
Подходит для небольших токарных инструментов и инструментов для токарной обработки цветных металлов.
Связанное чтение: Черные и цветные металлы
Тип сварки: соединен методом сварки и разделен на головку инструмента и стержень инструмента.
Имеет компактную структуру и удобное изготовление.
Подходит для всех видов токарных инструментов, особенно для небольших инструментов.
Тип станочного зажима: лезвие фиксируется на инструментальной балке с помощью механического держателя. Лезвие можно заменить после затупления.
Широко используемый инструмент для токарных станков с ЧПУ. Панель инструментов используется повторно.
Специальный тип: , например, комбинированная фреза, демпфирующая фреза и т. д.
Инструмент из быстрорежущей стали:
Изготовлен из быстрорежущей стали и может непрерывно полироваться, что делает его универсальным инструментом для черновой и получистовой обработки.
Режущий инструмент из твердого сплава:
Лезвие из твердого сплава подходит для резки различных материалов, включая чугун, цветные металлы, пластик, химическое волокно, графит, стекло, камень и обычную сталь. Он также способен резать сложные материалы, такие как огнеупорная сталь, нержавеющая сталь, высокопрочная сталь и инструментальная сталь.
Алмаз:
Лезвие покрыто алмазом, который обладает такими преимуществами, как высокая твердость и износостойкость, низкий коэффициент трения, высокий модуль упругости, высокая теплопроводность, низкий коэффициент теплового расширения и низкое сродство с не- металлические материалы. Он подходит для прецизионной обработки хрупких и твердых неметаллических материалов, таких как графит, материалы с высокой износостойкостью, композиты, алюминиевый сплав с высоким содержанием кремния и другие пластичные материалы из цветных металлов.
Прочие материалы :
Такие режущие инструменты, как кубический нитрид бора и керамика, разрабатываются для черновой и прерывистой обработки высокотвердого легированного чугуна.
Требования к монтажу четырехстанционного упора для инструмента
1. Вершина токарного резца должна находиться на той же высоте, что и центр вращения заготовки.
Распространенные методы установки кончика инструмента на высоту центра:
2. Длина токарного инструмента, выступающего из держателя инструмента, должна быть соответствующей.
Токарный резец крепится на резцедержателе. Как правило, длина от держателя инструмента в 1-1,5 раза больше толщины инструментальной планки, и она не должна быть слишком большой. Если удлинение чрезмерно, жесткость инструментальной балки ухудшится, что сделает ее склонной к вибрации во время резания.
3. Калибровочный блок токарного инструмента токарного станка с ЧПУ должен быть плоским, и чем меньше число, тем лучше. Размерный блок также должен быть выровнен с держателем инструмента, чтобы предотвратить вибрацию.
Размерный блок также должен быть выровнен с держателем инструмента, чтобы предотвратить вибрацию.
4. Токарный инструмент токарного станка с ЧПУ должен быть закреплен на держателе инструмента минимум двумя винтами, которые следует затягивать последовательно один за другим. Сила затяжки должна быть соответствующей.
5. Осевая линия токарного бруса токарного станка с ЧПУ должна быть перпендикулярна направлению подачи, иначе значения основного и вспомогательного углов отклонения изменятся. Если станок с ЧПУ отличается, метод загрузки и разгрузки также будет другим.
0 акции
СВЯЖИТЕСЬ С МАТЕРИАЛОМ
Оптимизируйте свои металлоконструкции — выбирайте лучшее! Добейтесь эффективности металлообработки с помощью наших высокопроизводительных станков. Доверьтесь нашим специалистам, которые помогут вам найти идеальное решение для ваших нужд. Не ждите, свяжитесь с нами сегодня и раскройте весь свой потенциал!
Не ждите, свяжитесь с нами сегодня и раскройте весь свой потенциал!
Узнать цену
Режущие инструменты для токарных станков: графическое руководство
Токарные станки — это универсальные машины, которые можно использовать для выполнения различных операций механической обработки.
Для выполнения операций на токарном станке требуются специальные режущие инструменты, специально предназначенные для каждой операции.
Независимо от мощности вашего станка конечные результаты ваших операций обработки зависят от выбора правильного инструмента для операции.
Но что отличает эти инструменты и как выбрать правильный инструмент для вашего приложения?
Каждый инструмент имеет определенную геометрию, что делает его идеальным для конкретной операции обработки.
В этой статье я подробно рассмотрел режущие инструменты токарного станка и классифицировал их на основе работы, конструкции, материала и направления подачи.
Что в этой статье?
- Что такое режущий инструмент для токарных станков?
- Различные типы режущих инструментов для токарных станков
- Часто задаваемые вопросы (FAQ)
Что такое режущий инструмент для токарных станков?
Как правило, режущие инструменты токарных станков состоят из острой кромки, которая прижимается к поверхности вращающейся заготовки для удаления материала на желаемой глубине. Режущий инструмент устанавливается либо на стойке (токарные станки по металлу), либо на подручнике (токарные станки по дереву).
Режущий инструмент устанавливается либо на стойке (токарные станки по металлу), либо на подручнике (токарные станки по дереву).
Режущий инструмент на токарном станке можно перемещать вручную (токарные станки по дереву), с помощью маховиков (токарные станки по металлу) или автоматически с помощью числового программного управления (токарные станки с ЧПУ).
Эти инструменты можно перемещать вокруг системы осей токарного станка, и траектория движения режущего инструмента по поверхности заготовки определяет ее окончательную форму.
В отличие от других операций механической обработки, токарные станки состоят из вращающейся заготовки, установленной на патроне, обычно 3-х или 4-х кулачковом патроне, и стационарного режущего инструмента, известного как токарный режущий инструмент.
В результате режущие инструменты, используемые в токарных станках, значительно отличаются от инструментов, используемых в других станках, таких как фрезерные станки, фрезы, сверла и т. д. могут быть классифицированы как токарные станки, токарные станки с револьверной головкой, токарные станки с токарным станком, швейцарские токарные станки, настольные токарные станки, многошпиндельные токарные станки, токарные станки и т. д.
д. могут быть классифицированы как токарные станки, токарные станки с револьверной головкой, токарные станки с токарным станком, швейцарские токарные станки, настольные токарные станки, многошпиндельные токарные станки, токарные станки и т. д.
Кроме того, в зависимости от управления движением режущего инструмента, токарные станки могут быть либо ручными или автоматические станки с ЧПУ.
Однако инструменты, используемые на всех этих токарных станках, имеют схожую номенклатуру и геометрию.
Геометрия одноточечного режущего инструмента
Одноточечный режущий инструментХвостовик
Хвостовик режущего инструмента — это часть, которая зажимается в держателе инструмента/резцедержателе.
Это самая толстая часть режущего инструмента, обычно имеющая прямоугольное сечение.
Боковая поверхность
Боковая поверхность – это сторона режущего инструмента, которая вместе с торцом образует режущую кромку.![]()
Однолезвийный режущий инструмент обычно состоит из двух боковых сторон: большой и вспомогательной.
Торец
Торец — это поверхность, по которой скользит стружка при выполнении операции резания.
Режущая кромка
Режущая кромка лежит на поверхности режущего инструмента. Это край, который выполняет действие удаления материала, когда инструмент скользит по заготовке.
Как правило, одноточечный режущий инструмент имеет две режущие кромки: боковую режущую кромку и концевую режущую кромку.
В результате режущий инструмент выполняет режущее действие на двух поверхностях, расположенных под прямым углом друг к другу.
Носик
Носик — это угол режущего инструмента, где встречаются две режущие кромки (боковая и торцевая режущая кромка).
Слегка изогнутый, чтобы обеспечить большую прочность, увеличить срок службы инструмента и обеспечить более гладкий срез.
Боковой передний угол
Это угол между торцом инструмента и линией, перпендикулярной корпусу инструмента.
Боковой передний угол определяет направление схода стружки, а увеличение бокового переднего угла токарного инструмента уменьшает толщину стружки.
Боковой задний угол
При взгляде спереди боковой задний угол представляет собой угол, образованный главной боковой поверхностью с поверхностью хвостовика, перпендикулярной основанию режущего инструмента.
Обеспечивает зазор для предотвращения трения основной стороны о заготовку при продольной подаче.
Задний задний угол
Вид сбоку на одноточечный режущий инструментПри взгляде на инструмент сбоку задний задний угол представляет собой угол, образованный передней кромкой боковой поверхности с линией, перпендикулярной основанию инструмент.
Этот угол обеспечивает зазор для предотвращения истирания вспомогательной боковой поверхности заготовки.
Передний угол
Передний угол определяет угол наклона передней поверхности режущего инструмента.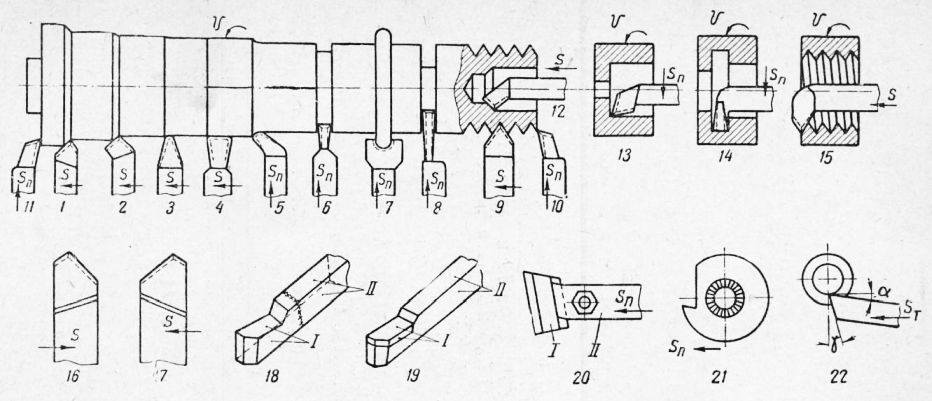
Это угол, образуемый гранью с плоскостью, параллельной основанию, проходящей через вершину грани.
Режущие инструменты с положительным, отрицательным и нулевым передним угломКак правило, положительный передний угол увеличивает остроту инструмента, но снижает его прочность, и поэтому используется для резки мягких материалов.
В то время как отрицательный передний угол повышает прочность и облегчает сход стружки, что делает его идеальным для обработки твердых материалов.
Однако при этом увеличивается сила резания, что делает процесс подверженным вибрациям и сильному выделению тепла из-за трения.
С другой стороны, режущие инструменты с нулевым передним углом обладают нейтральной режущей способностью, имеют простую конструкцию и более просты в изготовлении.
Угол концевой режущей кромки
Вид сверху одноточечного режущего инструмента Это угол, образованный концевой режущей кромкой с линией, идущей перпендикулярно корпусу и касательной к носу.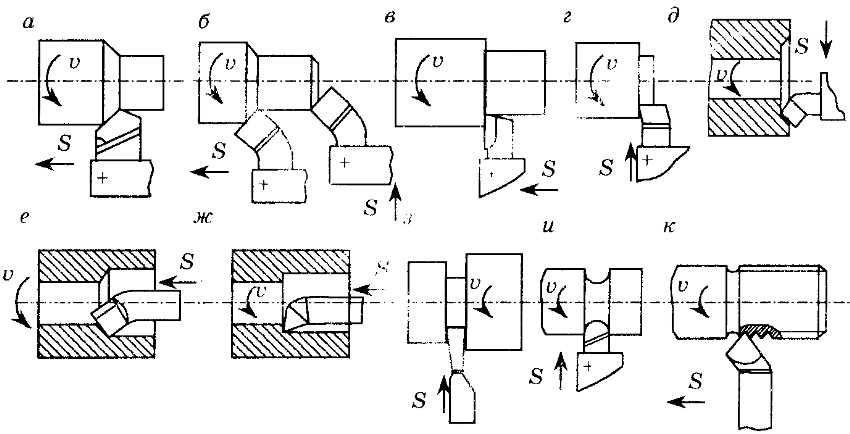
Подобно затылочным уголкам, концевая режущая кромка предотвращает контакт инструмента с обрабатываемой поверхностью заготовки.
Угол боковой режущей кромки
Это угол, образованный боковой режущей кромкой с линией, идущей параллельно корпусу режущего инструмента.
Этот угол влияет на силы резания и толщину стружки, улучшая производительность инструмента за счет снижения ударной нагрузки.
Радиус при вершине
Радиус при вершине — это радиус кривизны кончика инструмента.
Улучшает качество поверхности и увеличивает срок службы инструмента, предотвращая внезапную поломку при ударной нагрузке.
Различные типы режущих инструментов для токарных станков
Режущие инструменты для токарных станков можно классифицировать не только в ручном исполнении или на держателе, но и на основе их действия, конструкции, материала и направления подачи.
Принцип действия
Токарный инструмент
Токарный инструмент Токарный инструмент используется для удаления материала по длине заготовки.
Этот инструмент уменьшает диаметр заготовки для получения желаемой формы и размера. Процесс известен как токарная обработка.
Эти инструменты можно разделить на два типа: черновое точение и чистовое точение.
Операции, выполняемые токарным инструментомИнструменты для чернового точения имеют идеальную геометрию для удаления максимального объема материала с минимальным временем цикла.
В то время как чистовые токарные инструменты имеют сравнительно меньшую режущую кромку и используются для получения гладкой поверхности с точными размерами.
Эти инструменты могут использоваться для выполнения различных операций, таких как ступенчатая токарная обработка, конусная токарная обработка, формовка и т. д. под углом к вертикальной оси.
Как правило, для снятия фаски используется токарный инструмент, режущая кромка которого расположена под углом к поверхности заготовки.
Однако, если угол наклона большой или требуется большое количество снятия фаски, используется специально разработанный инструмент для снятия фаски со скошенной режущей кромкой.
Резьбонарезной инструмент
Резьбонарезной инструментРезьбонарезной инструмент используется для нарезания спиральной резьбы на цилиндрической заготовке.
Эти инструменты имеют специальную режущую кромку, заточенную в соответствии с шириной и формой желаемой резьбы.
Как правило, угол наклона резьбонарезного инструмента зависит от угла нарезаемой резьбы. Он составляет около 60° для метрической резьбы и 55° для резьбы B.S.W.
Нарезание резьбы на токарном станкеАналогичным образом сечение режущей кромки инструмента влияет на шаг резьбы.
Как правило, при проектировании инструмента для нарезания резьбы рекомендуется формировать его таким образом, чтобы его ширина составляла примерно половину значения шага резьбы.
Ширина режущей кромки должна быть равна половине шага резьбы.
Помимо шага и размера, выбор инструмента для нарезания резьбы также зависит от формы резьбы.
Квадратную резьбу можно нарезать с помощью специального инструмента, подходящего для вашего применения.
При настройке инструмента для нарезания квадратной резьбы следует помнить, что передний боковой задний угол инструмента должен быть на 5° больше, чем угол наклона спирали требуемой квадратной резьбы.
Принимая во внимание, что задний угол на заднем конце боковой поверхности должен быть на 5° меньше, чем угол винтовой линии квадратной резьбы.
Поэтому важно выбрать инструмент для нарезания резьбы в зависимости от формы, размера и шага, необходимых для нарезания резьбы.
Инструмент для нарезания внутренней резьбы
Инструмент для нарезания внутренней резьбы подобен расточной штанге с кромкой для нарезания резьбы на конце.
Этот инструмент используется для нарезания внутренней резьбы на таких деталях, как гайки, колпачки и т.д. инструмента для удаления материала.
Облицовка обычно выполняется для удаления тонкого слоя материала и получения гладкой поверхности.
Операция торцевания на токарном станке Таким образом, торцовочный инструмент аналогичен чистовому токарному инструменту, используемому на торцевой поверхности заготовки.
Инструмент для нарезки канавок
Инструмент для нарезки канавокИнструмент для нарезки канавок, как следует из названия, используется для создания канавок на цилиндрической поверхности заготовки.
Форма паза определяется формой режущего инструмента. Эти инструменты могут иметь V-образную, квадратную или любую другую форму, необходимую для применения.
Нарезание канавок на токарном станкеИнструмент для нарезки квадратных канавок также можно использовать в качестве отрезного инструмента, когда инструмент постепенно вдавливается в толщину заготовки до тех пор, пока деталь не отрежется и не упадет на станину токарного станка.
Формовочный инструмент
Формовочный инструментФормовочный инструмент представляет собой комбинацию токарного инструмента и инструмента для обработки канавок. Эти инструменты используются для изготовления относительно сложных форм за один раз.
Токарный инструмент также можно использовать для выполнения операций формовки, но точно спроектированный формовочный инструмент сокращает время цикла и повышает точность.
Расточной инструмент
Расточный инструментРасточный инструмент используется для обработки внутренней поверхности отверстия и увеличения его диаметра.
Как правило, расточный инструмент состоит из расточной оправки с режущим инструментом, установленным на ее конце под прямым углом к длине оправки.
Растачивание на токарном станкеБрусок состоит из пазов для зажима режущего инструмента и затягивания его шестигранным ключом.
Окончательный диаметр отверстия определяется длиной режущего инструмента от центра борштанги.
Расточная оправка может удерживать несколько инструментов разной длины для выполнения отверстий разного диаметра.
В зависимости от типа используемого расточной инструмента он может быть установлен на задней бабке (для длинных заготовок) или на резцедержателе (для очень малой глубины растачивания).
Отрезной инструмент
Отрезной инструмент Отрезной инструмент аналогичен инструменту для нарезания канавок, но имеет узкую ширину (3 мм – 12 мм), чтобы свести к минимуму удаление материала во время резки заготовки.
Эти инструменты обычно кованые и имеют длину, превышающую радиус заготовки.
Отрезной инструмент — это концевой режущий инструмент, в котором только одна кромка выполняет действие по удалению материала.
У этих инструментов нет бокового переднего угла, но небольшой задний передний угол облегчает удаление стружки.
Кроме того, отрезные инструменты должны иметь зазоры со всех сторон, чтобы предотвратить легкое удаление материала со сторон режущей кромки.
Инструмент для накатки
Накатка на токарном станкеНакатка — это процесс создания узоров с углублениями на поверхности заготовки для улучшения ее захвата.
Обычно выполняется при завинчивании объектов, которые требуют крепкого захвата для приложения силы во время завинчивания и отвинчивания.
Накатной инструмент состоит из двух или более металлических накатных колес с тиснением на них желаемого рисунка.
Накатной инструмент Этот инструмент зажимается в стойке инструмента и прижимается к вращающейся заготовке для удаления материала и создания желаемого рисунка по окружности заготовки.
На основе конструкции
Режущие инструменты также можно разделить на категории на основе их конструкции, которая влияет на их способность создавать большую силу резания.
Однокорпусные инструменты
Однокорпусные инструментыОднокорпусные инструменты являются одним из наиболее часто используемых инструментов в промышленности.
Эти инструменты выкованы из цельного куска металла и отшлифованы, чтобы иметь острую режущую кромку желаемой формы, размера и геометрии.
Благодаря тому, что они выкованы из цельного куска металла, они обеспечивают высокую силу резания без риска поломки.
Как правило, эти инструменты изготавливаются из высокоскоростных инструментов и имеют небольшую длину.
Сварные инструменты
Сварные инструменты изготавливаются путем соединения корпуса/хвостовика и головки/боковой части инструмента с помощью сварного соединения.
Как правило, этот тип инструмента состоит из боковой поверхности, изготовленной из специального металла, такого как карбид, и корпуса, изготовленного из сравнительно более дешевого металла.
Твердосплавные головки отличаются прочностью и обеспечивают долгий срок службы инструмента при отличном съеме материала.
Однако, по сравнению с цельным твердосплавным инструментом, сварной твердосплавный инструмент может обеспечивать меньшее усилие резания и поэтому идеально подходит для обработки с малой глубиной резания.
Зажимные инструменты
Зажимные инструменты для токарных станковЗажимные инструменты состоят из длинной рукоятки или стержня с прорезями для зажима режущего инструмента.
Эти инструменты обычно изготавливаются из двух разных материалов и используются для сверления и отрезки, где требуются длинные инструменты.
После того, как режущий инструмент затупится, вы можете заменить режущую головку и повторно использовать рукоятку/планку.
На основе материала
Режущие инструменты также можно классифицировать на основе их материала, и в зависимости от обрабатываемой детали выбор соответствующего материала инструмента может помочь вам достичь оптимальных результатов.
Инструменты из быстрорежущей стали (HSS)
Токарные инструменты из быстрорежущей сталиИнструменты из быстрорежущей стали являются одними из наиболее часто используемых токарных инструментов, которые сравнительно дешевле и дают отличные результаты при черновой обработке.
Эти прочные инструменты могут использоваться для токарной обработки различных металлических заготовок.
Кроме того, эти режущие инструменты можно затачивать для заточки режущей кромки и повторного использования инструмента для механической обработки.
Твердосплавный инструмент
Токарный инструмент с твердосплавным наконечникомТвердый сплав — это прочный материал, идеально подходящий для обработки твердых металлов, таких как нержавеющая сталь, углеродистая сталь, быстрорежущая сталь, инструментальная сталь, камень и т. д.
Эти инструменты известны своей способностью обеспечивать высокое усилие резания и сохранять остроту в течение длительного времени обработки.
Инструменты с алмазными наконечниками
Инструменты с алмазными наконечниками обладают высокой износостойкостью и теплостойкостью, что делает их идеальными для обработки хрупких и прочных материалов, таких как графит, алюминий, пластмассы и другие цветные металлы.
В отличие от других режущих инструментов, склонных к деформационному упрочнению в условиях высоких температур, инструменты с алмазными наконечниками обеспечивают высокую теплопроводность и низкое тепловое расширение.
Это позволяет использовать инструменты с алмазными наконечниками в течение длительного времени без ущерба для остроты инструмента.
Инструменты со специальным покрытием
Инструмент с покрытием из карбида вольфрама с инструментом из чистого металла Инструменты со специальным покрытием, как следует из названия, обычно представляют собой инструменты из быстрорежущей стали, покрытые специальными материалами, такими как керамика, кубический нитрид бора (CBN), карбид вольфрама, и т. д.
Эти материалы увеличивают срок службы инструмента за счет повышения прочности резания и облегчения удаления стружки.
Кроме того, эти покрытия также могут улучшить термический коэффициент инструмента, что благоприятно для сухой обработки.
На основе направления подачи
Геометрия инструмента играет важную роль в определении оптимального направления подачи.
Правосторонние инструменты
Правосторонние инструментыПравосторонние инструменты идеально подходят для операций, в которых направление подачи устанавливается справа налево, т. е. от задней бабки к передней бабке.
Когда эти инструменты установлены на инструментальной ложе и обращены в сторону от оператора, эти инструменты имеют угол наклона боковой режущей кромки вправо, что означает, что поверхность инструмента имеет наклон вправо.
Левосторонние инструменты
Левосторонние инструменты Точно так же левосторонние инструменты используются для операций обработки, где направление подачи устанавливается слева (передняя бабка) вправо (задняя бабка).
Когда эти инструменты установлены на инструментальной ложе и обращены в сторону от оператора, эти инструменты имеют угол наклона боковой режущей кромки влево, что означает, что поверхность инструмента имеет наклон влево.
Инструменты с круглым концом
Инструменты с круглым концомИнструменты с круглым концом имеют особую геометрию без переднего и заднего переднего углов, что позволяет использовать их для операций обработки слева направо или справа налево.
Эти инструменты идеально подходят для чистовых операций, когда требуется гладкая поверхность.
Часто задаваемые вопросы (FAQ)
Можем ли мы использовать токарный инструмент для торцевых операций?
Да, токарный инструмент можно использовать для обработки торца, при условии, что вы наклоните инструмент под соответствующим углом, чтобы поддерживать надлежащий контакт между режущей кромкой инструмента и поверхностью заготовки.
Можно ли использовать сверление на токарном станке?
Да, вы можете выполнять операции сверления на токарном станке, установив сверло на заднюю бабку и подав его к заготовке.