Тиски из чего состоят: типы, устройство, производители, как выбрать, какие лучше
alexxlab | 02.05.2023 | 0 | Разное
Тиски – устройство, размеры, как выбрать
Акции
Все акции
Популярные электротовары
Кабельная стяжкa нейлоновая 300 x 3,6 мм белая упаковка 100 штук REXANT
Арт. 07-0300 Код товара: 50610
Отзывы
Лампа светодиодная А60 9,5 Вт 200–240 В E27 855 лм 2700 K теплый свет REXANT
Арт. 604-001 Код товара: 41251
Отзывы
Труба гофрированная ПВХ легкая 16 мм с зондом бухта 100 м цвет серый DKC
Арт. 91916
Код товара: 10322
91916
Код товара: 10322
Отзывы
Крепеж, клипса крепления трубы 20 мм серая 100 шт. ДКС (DKC)
Арт. 51020 Код товара: 10326
Отзывы
Розетка с заземлением 16А механизм белый AtlasDesign Schneider Electric
Арт. ATN000143 Код товара: 20624
Отзывы
LED лента 220В, 13*8 мм, IP67, SMD 5050, 60 LED/m теплый белый (3000 K)
Арт. 142-106 Код товара: 40705
Отзывы
Термоусадка 2,0 / 1,0 мм черная 1 м REXANT
Арт. 20-2006
Код товара: 10724
20-2006
Код товара: 10724
Отзывы
Коробка подрозетник с/у в бетон 68х45 Schneider Electric (200/3600)
Арт. IMT35100 Код товара: 10136
Отзывы
Алкалиновая батарейка AA/LR6 “REXANT” 24 шт
Арт. 30-1024 Код товара: 90205
Отзывы
Самонесущий изолированный провод СИП-4 2×16,0 мм² для воздушных линий электропередач ГОСТ
Арт. 01-8890-2 Код товара: 11161
Отзывы
Кабель греющий саморегулирующийся PROconnect SRL16-2, неэкранированный, 16 Вт/1 м
Арт. 51-0624
Код товара: 30098
51-0624
Код товара: 30098
Отзывы
Силовой кабель ВВГ-Пнг(А)-LS 3×2,5 мм² для ремонта и строительства ГОСТ Брянск-кабель
Арт. 01-8272-99 Код товара: 11154
Отзывы
Наши видео
Все видео
Новости
1 – 4 из 37
Начало | Пред. | 1 2
3
4
5
|
След. |
Конец
Самые популярные товары
Арт. HPh238 Код товара: 80994
Для телевизора
Отзывы
Пульт 2422 549 01833 (RC2143604, 01) для телевизора Philips Huayu
Арт.
Еловые венки
Отзывы
Еловый венок с ягодами и гирляндой диаметр 45 см, 20 LED, 2АА, литой, теплое белое свечение
Арт. 303-579
Шарики
Отзывы
Гирлянда Мультишарики, диаметр 38 мм, 10 м, черный ПВХ, 40 диодов, RGB
Арт. 12-0159 Код товара: 60444
Паяльные станции
Отзывы
Паяльная станция мини 8 Вт REXANT Арт. 13-3013
Код товара: 60661
13-3013
Код товара: 60661
Мультиметры
Отзывы
Мультиметр портативный M838(DT838) Proconnect
Все товары Столярно-слесарный инструмент
конструкции и разновидности. Обзор — Строительный портал ПрофиДОМ
Самые обыкновенные тиски — важнейшее приспособление в любой мастерской: на весу работать в большинстве случаев – невозможно. При этом, многим известны, в основном,слесарные тиски. На самом деле, как выяснила Национальная энциклопедия строительства ProfiDom.com.ua, их великое множество видов, разновидностей и конструкций
Тиски – приспособление на редкость универсальное, способное удержать заготовки из любых материалов. Конечно, универсальность имеет и оборотную сторону — затупленные о сталь столярные инструменты, вывернувшиеся трубы, раздавленные хрупкие предметы…
Со временем, по мере совершенствования мастерства появляются и вторые, а то и третьи тиски, уже специализированные под какую-то конкретную задачу — столярные или гравёрные для художественной обработки металла либо просто ручные (фактически пинцет с фиксацией). Появление сверлильного или сверлильно-фрезерного станка сопровождается и машинными тисками для него и т. д. и т. п.
Появление сверлильного или сверлильно-фрезерного станка сопровождается и машинными тисками для него и т. д. и т. п.
Конструкция тисков
Тиски состоят из станины и подвижной губки, соединённых винтом. При этом, на станине обязательно имеются какие-либо элементы крепления к верстаку или станку.
Станина и подвижная губка чаще всего сделаны из чугуна литьём. Реже встречаются кованые стальные, последние обычно закалены примерно до 45 HRC, что даёт необходимый компромисс между твёрдостью и ударной вязкостью (способностью переносить удары без разрушения).
В последнее время, на рынках можно встретить «облегчённые» тиски из дюралюминия и тому подобных лёгких сплавов. Но этот материал, в данном случае, совершенно непригоден — такие тиски могут быть разрушены буквально одним ударом молотка, так что приобретать их не следует.
Ходовой винт любых тисков должен быть стальным и иметь упорную или, хотя бы, трапециевидную резьбу
Метрическая треугольная резьба допустима, только, в ручных тисочках, которые, по сути, скорее являются плоскогубцами с винтовым сжимом. Никогда не удлиняйте вороток ходового винта трубами, газовыми ключами и подобными предметами, чтобы не испортить тиски. Дело в том, что длина воротка не произвольная, а подобрана из соображений прочности винта.
Никогда не удлиняйте вороток ходового винта трубами, газовыми ключами и подобными предметами, чтобы не испортить тиски. Дело в том, что длина воротка не произвольная, а подобрана из соображений прочности винта.
Если усилие зажима недостаточное, следует очистить от опилок ходовой винт и его гайку, а если тиски новые и недорогие, возможным решением может быть шлифовка резьбы пастой для притирки клапанов. Но, несколько раз подумайте, прежде чем браться за неё.
Ещё один важный элемент тисков — губки. Как правило, они сменные, на винтах
Губки могут быть заменены другими, из более мягкого материала (цветной металл, пластики), или просто новыми в случае износа.
Быстрозажимные тиски
Встречаются и «быстрозажимные» тиски. В большинстве случаев, это означает, что ходовой винт проходит через подпружиненную, подвижную в поперечном направлении деталь. В ней нарезана резьба для винта, причём резьба эта наполовину срезана и переходит в паз так, чтобы при нажатии на деталь витки резьбы вышли из зацепления и винт было возможно передвигать без вращения.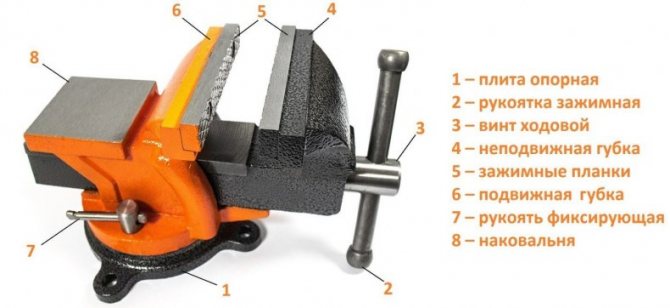
Нетрудно догадаться, что прочность наполовину срезанной резьбы меньше, чем цельной, к тому же в этой конструкции неизбежно возникает перекос винта.
На этой фотографии – быстрозажимные тиски из лёгкого сплава, у которых при приложении небольшого усилия рукой разрушилась пластиковая рукоятка ходового винта.
В целом, перед покупкой быстрозажимных тисков стоит решить, что вам важнее — прочность и надёжность или возможность закрепить деталь на пару секунд быстрее? Ведь, применительно к большинству задач сама обработка, всё равно, длится много дольше, чем закрепление детали. В противном случае, нужны совсем уж промышленные тиски с пневмоприводом…
Крепление тисков
Сами тиски могут крепиться к верстаку или столу станка несколькими способами.
Самый прочный — это болты и винты, а для маленьких настольных применяется струбцинка, ювелирный шрабкугель стоит на столе только под своим весом, а некоторые машинные тиски вовсе не имеют креплений, так как их плоское стальное основание примагничивается к плите станка перед обработкой детали.
Слесарные тиски
Слесарные тиски применяются для обработки металла. Накладки на губках сменные, из подкалённой примерно до 45 HRC стали, но для работ с мягкими металлами и пластиками их можно отвинтить и привинтить другие, из мягкого металла. На основании таких тисков обычно есть площадка-наковальня.
Часто, станина состоит из основания и поворотного диска с «ушками» для крепления к верстаку. Они соединены между собой в простейшем случае винтом по центру, а в более надёжном варианте снизу расположен второй диск (или кольцо), скреплённый винтами со станиной. При ослаблении винты отпускают кольцо, и станину становится возможно повернуть. А при затяжке поворотный диск зажимается между кольцом и станиной, и тиски крепко фиксируются от поворота. Такие тиски способны поворачиваться вокруг вертикальной оси — ниже будем называть их поворотными.
Встречаются поворотные слесарные тиски с двумя подвижными губками, т. е. обе губки могут вращаться в станине вокруг горизонтальной оси. Более того, подобные приспособления иногда имеют две пары губок
Более того, подобные приспособления иногда имеют две пары губок
Вторая пара предназначена для захвата круглых предметов, она направлена в противоположную сторону и, чтобы её задействовать, нужно повернуть цилиндр на 180 градусов. Но ничего не мешает зафиксировать губки и деталь в них в неком промежуточном положении для пущего удобства обработки. Тиски с совместным вращением губок вокруг горизонтальной оси будем называть цилиндрическими поворотными, так как ближняя к станине пара губок переходит в цилиндр, который вставлен в отверстие станины.
В принципе, возможна конструкция, при которой губки поворачиваются вокруг горизонтальной оси, но не поворачиваются вокруг вертикальной.
Рассмотрев вышеупомянутые фотографии, легко заметить отличия таких тисков от «просто» поворотных (т. е. поворотных вокруг только вертикальной оси). Тем не менее, в продаже и те и другие могут называться «поворотными», что может ввести в заблуждение при дистанционной покупке — будьте внимательны при заказе в интернет-магазине!
Для слесарных тисков важно большое усилие зажима, и если вы увидели на рынке экземпляр с треугольной метрической резьбой на ходовом винте, его лучше не покупать — он быстро износится, к тому же усилие зажима будет недостаточное..jpg)
Тиски привинчивают к краю стола (его теперь можно смело называть верстаком прямо над ножкой, иначе при ударах по ним, пилении или опиловке верстак будет резонировать, а то и подпрыгивать.
Для опиловки оптимальная высота расположения определяется очень просто — нужно встать прямо, согнутую в локте руку держать вертикально, кулак — под подбородком. Тогда направленный вниз локоть должен касаться тисков. Высоту самих тисков изменить невозможно, поэтому нужно менять высоту верстака или ставить под тиски прокладки из твёрдой фанеры. Высота верстака определяется тоже по росту — стоя прямо, работающий должен опираться на поверхность стола ладонью.
Обычно, соблюсти оба правила эргономики не удаётся, и выбирают что-то одно. Для слесаря-сборщика и ремонтника приоритетом будет высота крышки верстака, для слесаря-лекальщика — высота тисков.
Домашнему мастеру тоже, наверное, стоит ориентироваться на высоту крышки верстака.
На неподвижной части (станине) часто бывает плоский выступ в виде наковальни для нетяжёлых работ. Она будет полезна, к тому же разница в цене с тисками без наковальни довольно мала (если есть вообще).
Она будет полезна, к тому же разница в цене с тисками без наковальни довольно мала (если есть вообще).
Самыми важными количественными характеристиками слесарных тисков считаются ширина и максимальное расхождение губок, а также вес приспособления, который косвенно характеризует его размеры и прочность.
(Окончание следует)
Из чего сделаны пороки?
Металлообрабатывающие, деревообрабатывающие и машинные тиски обычно изготавливаются из двух материалов. Губки, основной корпус и салазки тисков обычно отливают из высококачественного железа, а поверхности губок, рукоятку и винт отливают из стали.
Основной корпус и направляющие слесарных тисков для тяжелых условий эксплуатации, таких как инженерные тиски, обычно отливают из серого или ковкого чугуна, поскольку ожидается, что тиски выдержат тяжелые рабочие нагрузки и частое использование. Тип используемого утюга зависит от каждой модели и производителя.
Оба типа железа имеют свои преимущества. Ковкий чугун часто считается усовершенствованием серого чугуна, поскольку для улучшения его свойств могут быть добавлены дополнительные элементы. Несмотря на это, ковкий чугун не смог заменить серый чугун, поскольку последний по-прежнему обладает многими качествами и часто предпочтительнее при производстве многих инструментов.
Серый чугун
Серый чугун также может называться «серым чугуном» или просто «чугун». Это сплав железа с микроструктурой графита, состоящий из 95% железа, 3% кремния и 2% углерода.
Кремний в сером чугуне заставляет углерод превращаться в чешуйчатый графит, благодаря чему материал приобретает темно-серый цвет.
Серый чугун — это материал, известный своей прочностью под давлением и высокими характеристиками (также известными как демпфирование). Это означает, что утюг предотвращает появление любых нежелательных вибраций во время зажима, поглощая энергию материала, тем самым облегчая задачу пользователю.
Он также обладает высокой износостойкостью, что означает, что его трудно повредить. Это идеальный материал для такого инструмента, как тиски, которые требуют многократного зажима.
Ковкий чугун
Ковкий чугун — это тип чугуна, состоящий из различных материалов, включая углерод, кремний и магний.
Другие элементы, такие как медь, могут быть добавлены в железо для улучшения определенных свойств, таких как коррозионная стойкость и прочность на растяжение. Это идеально подходит для тисков, которые будут использоваться снаружи, так как инструмент меньше подвержен ржавчине.
Общей определяющей характеристикой ковкого чугуна является форма его графита. В отличие от серого чугуна, его графит имеет форму конкреций, а не чешуек.
Округлая форма этих конкреций означает, что железо менее хрупкое и, следовательно, меньше вероятность появления трещин, что обеспечивает повышенную пластичность материала и поэтому дало название железу.
представляет собой сплав железа и углерода. Этот материал широко используется в строительстве из-за его прочности на растяжение и высокой коррозионной стойкости.
Поверхности губок, ручка и винт тисков обычно изготавливаются из закаленной стали.
Термин «закаленная сталь» означает, что она имеет среднее или высокое содержание углерода и подвергалась термообработке закалкой и отпуском.
Закалка – это быстрое охлаждение стального объекта, целью которого является повышение его долговечности за счет получения свойств материала. Затем следует отпуск — процесс термической обработки, повышающий прочность металла.
Этот процесс означает, что губки, ручка и винт настольных тисков прочны и долговечны.
Цельнометаллические тиски
Хотя большинство тисков отлиты из чугуна, некоторые металлообрабатывающие тиски имеют полностью стальную конструкцию.
Это может вызвать трудности у пользователя при попытке выполнить такие задачи, как долбление или резка, когда важно, чтобы заготовка удерживалась неподвижно.
Несмотря на это, у цельнометаллических тисков есть и преимущество. Поскольку сталь более податлива и менее хрупка, чем железо, эти тиски могут выдерживать высокое растягивающее напряжение без риска поломки или растрескивания. Это означает, что тиски можно растянуть до предела и удерживать более широкие предметы в челюстях.
Другие тиски полностью из стали — это ручные тиски, так как стальной корпус позволяет губкам тисков растягиваться шире при зажиме предметов.
Порошковые покрытия
Тиски обычно покрываются порошковым покрытием, которое представляет собой процесс сухой отделки, который, наряду с приданием декоративного вида, также увеличивает долговечность и создает защитный слой на железе и стали.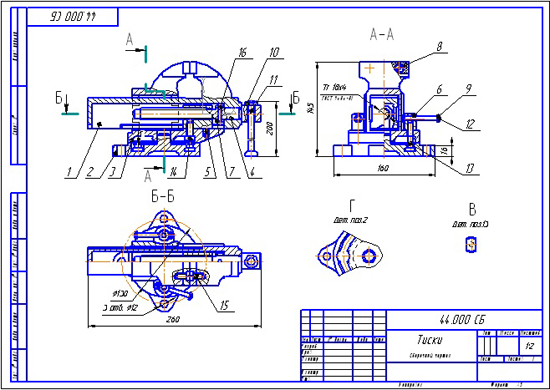 Он направлен на защиту оборудования при выполнении сложных задач.
Он направлен на защиту оборудования при выполнении сложных задач.
Порошковое покрытие обычно напыляют на тиски, а затем оставляют при нагревании, чтобы оно растекалось и образовывало «кожу».
Какой материал выбрать?
Выбор тисков зависит от типа выполняемой работы. Как указывалось ранее, тиски из серого чугуна — лучший выбор для выполнения таких задач, как забивание молотком, резка или напильник, где вероятны вибрации.
Если вам нужно удерживать более широкую заготовку, например, металлический блок или кирпич, который будет растягивать тиски до предела, тогда идеально подойдут стальные тиски, поскольку их высокая прочность на растяжение означает меньший риск поломки.
Посмотреть последние цены
Детальный осмотр – Интернет-магазин Grey Tools
Слесарные тиски являются неотъемлемой частью любой рабочей станции, стационарной или мобильной. Основная функция любых тисков — безопасно и надежно удерживать объект, чтобы с ним можно было работать. Настольные тиски облегчают такие работы, как шлифование, чистовая обработка, резка, распиловка и сварка, освобождая руки оператора для выполнения необходимой задачи. Их простота и универсальность означает, что пользователи любого уровня квалификации или опыта могут извлечь выгоду из их использования.
Основная функция любых тисков — безопасно и надежно удерживать объект, чтобы с ним можно было работать. Настольные тиски облегчают такие работы, как шлифование, чистовая обработка, резка, распиловка и сварка, освобождая руки оператора для выполнения необходимой задачи. Их простота и универсальность означает, что пользователи любого уровня квалификации или опыта могут извлечь выгоду из их использования.
В следующем руководстве более подробно рассматриваются стили, компоненты, производство и основные факторы выбора при покупке настольных тисков.
Типы настольных тисков
В этой статье мы сосредоточимся на металлообрабатывающих тисках, которые часто называют инженерными, механическими, комбинированными или торговыми тисками. Металлообрабатывающие тиски предназначены для крепления к прочному столу с помощью проушин, расположенных по бокам и сзади тисков. Динамическая челюсть (описанная ниже) спроектирована так, чтобы свисать с края стола. Хотя тиски в первую очередь предназначены для горизонтального удержания заготовок, выступающая передняя губка позволяет удерживать объекты вертикально.
Металлообрабатывающие тиски могут различаться по форме и конструкции, как показано ниже:
Несмотря на множество различных типов, форм и размеров, большинство тисков состоят из следующих основных компонентов.
Анатомия настольных тисков
- Скользящая или динамическая губка — ближайшая к оператору губка, через которую выступает ручка. Ее называют динамической челюстью, поскольку она открывается и закрывается. Динамический кулачок прикладывает или ослабляет зажимное усилие.
- Неподвижный корпус или статическая челюсть — статическая челюсть обычно является более тяжелой из двух челюстей и, как следует из ее названия, остается неподвижной во время работы. Статическая челюсть обычно крепится к столу или скамье прямо или косвенно с помощью дополнительного присоединяемого поворотного основания.
- Основной или ходовой винт — компонент, который вращает и перемещает динамическую челюсть в открытое или закрытое положение.
 Ходовой винт проходит через гайку и крепится к рукоятке. Корпус основного винта имеет резьбу. Acme – наиболее распространенная резьба, поскольку ее форма легко обрабатывается и собирается. Плохо изготовленный ходовой винт поставит под угрозу удержание и безопасность любых тисков.
Ходовой винт проходит через гайку и крепится к рукоятке. Корпус основного винта имеет резьбу. Acme – наиболее распространенная резьба, поскольку ее форма легко обрабатывается и собирается. Плохо изготовленный ходовой винт поставит под угрозу удержание и безопасность любых тисков. - Рукоятка – находится в передней части тисков. Он действует как рычаг, который поворачивает ходовой винт, который, в свою очередь, перемещает динамическую челюсть. Рукоятка сконструирована таким образом, чтобы соответствовать максимальной силе зажима, которую могут выдержать тиски. Правильно спроектированная и изготовленная рукоятка согнется при приложении слишком большого усилия. Это служит индикатором безопасности, предотвращающим превышение крутящего момента. Никогда не рекомендуется добавлять на рукоятку читерский стержень, так как это сильно поставит под угрозу личную безопасность.
- Губки – расположены в верхней части как статических, так и динамических кулачков, кулачки в основном обеспечивают точки контакта между тисками и заготовкой.
 Челюсти обычно изготавливаются из закаленной стали и имеют зубчатый рисунок. Шаблон обеспечивает прикус, необходимый для удержания заготовки. Для предотвращения повреждения обрабатываемой детали мягкие губки, которые устанавливаются поверх губок, доступны в качестве дополнительных приспособлений. Тиски высшего качества имеют сменные губки.
Челюсти обычно изготавливаются из закаленной стали и имеют зубчатый рисунок. Шаблон обеспечивает прикус, необходимый для удержания заготовки. Для предотвращения повреждения обрабатываемой детали мягкие губки, которые устанавливаются поверх губок, доступны в качестве дополнительных приспособлений. Тиски высшего качества имеют сменные губки.
| 1 | 2 | 3 | 4 | 5 | 6 | 7 |
| Ручка и главный винт | Штифт | Зазубренные губки | Пружина | Шайба | Гайка | Стопорный штифт |
Различия в производстве и материалах
Настольные тиски обычно изготавливаются двумя разными способами: литьем и ковкой.
Литье является наиболее распространенным и экономичным производственным процессом. Он заключается в заливке горячего жидкого металла в формы. После заливки в форму жидкой стали дают остыть. После охлаждения и затвердевания формы удаляются, оставляя готовую форму. Этот процесс используется для изготовления статических и динамических кулачков. Несмотря на рентабельность, у этого метода производства есть несколько недостатков, включая грубую окончательную отделку поверхности и возможность нечистого литья и, следовательно, более слабую, скомпрометированную деталь.
После охлаждения и затвердевания формы удаляются, оставляя готовую форму. Этот процесс используется для изготовления статических и динамических кулачков. Несмотря на рентабельность, у этого метода производства есть несколько недостатков, включая грубую окончательную отделку поверхности и возможность нечистого литья и, следовательно, более слабую, скомпрометированную деталь.
Ковка более затратна. Однако в результате получается продукт высшего качества с большей прочностью на растяжение, обычно выражаемой в фунтах на квадратный дюйм (PSI). В отличие от литья, в процессе ковки используются цельные стальные блоки, которые нагреваются, а затем растираются до нужной формы. Этот метод производства распространен в инструментальной промышленности при производстве гаечных ключей и плоскогубцев. Высококачественные кованые тиски могут иметь прочность на растяжение более 90 000 фунтов на квадратный дюйм по сравнению с 19 000–60 000 фунтов на квадратный дюйм для литых тисков.
Помимо различий в методах производства, материалы, используемые для изготовления тисков, также различаются.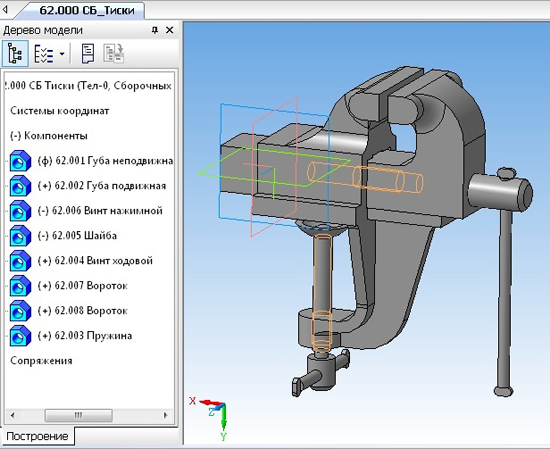 Двумя наиболее распространенными материалами являются серый (или серый) и ковкий чугун. Основное различие между серым и ковким чугуном заключается в типе и структуре присутствующего в них углерода. Тип и структура углерода обеспечивают различные характеристики продукта, которые мы рассмотрим ниже.
Двумя наиболее распространенными материалами являются серый (или серый) и ковкий чугун. Основное различие между серым и ковким чугуном заключается в типе и структуре присутствующего в них углерода. Тип и структура углерода обеспечивают различные характеристики продукта, которые мы рассмотрим ниже.
- Пластичность — добавление магния в ковкий чугун означает, что графит имеет узловатую/сферическую форму, что обеспечивает более высокую прочность и пластичность по сравнению с серым чугуном, имеющим форму чешуек.
- Ударопрочность – ковкий чугун обладает большей устойчивостью к ударам. Он способен выдерживать минимум 7-футовых ударов по сравнению с 2 фунтами для серого чугуна. Это может иметь решающее значение, если тиски имеют наковальню или пользователь часто наносит неточные удары, попадающие в тиски.
- Предел прочности при растяжении и текучести – ковкий чугун имеет минимальный предел прочности при растяжении 60 000 фунтов на квадратный дюйм и минимальный предел текучести 40 000 фунтов на квадратный дюйм.
 Для сравнения, серый чугун не имеет измеримого предела текучести и предела прочности на разрыв 20 000–60 000 фунтов на квадратный дюйм.
Для сравнения, серый чугун не имеет измеримого предела текучести и предела прочности на разрыв 20 000–60 000 фунтов на квадратный дюйм.
Что следует учитывать при покупке настольных тисков
Как и при покупке любого инструмента, первостепенное значение имеет тщательное рассмотрение того, как инструмент будет использоваться. Прежде чем принять окончательное решение, рассмотрите приведенный ниже контрольный список:
Будете ли вы регулярно держать в руках трубы или другие цилиндрические предметы? | Ищите слесарные тиски со встроенными губками для труб. Эти дополнительные захваты расположены в горловине динамического и статического захватов и имеют зазубрины и изогнутые формы специально для удерживания труб. Определение максимального диаметра трубы важно для определения размера тисков, которые вам понадобятся. |
Насколько велики объекты, которые вы будете держать? | Тиски обычно доступны в размерах 4, 5, 6 и 8 дюймов. |
Будете ли вы держать в руках предметы необычной формы и размера? | В некоторых случаях для размещения нестандартной заготовки требуется поворотное основание 360 o . Если вы считаете, что вам нужно будет отрегулировать положение тисков на верстаке, поищите тиски с дополнительным поворотным основанием. В противном случае рассмотрите специальные тиски, такие как офсетные или вращающиеся модели. |
Будешь каждый день интенсивно использовать тиски? | Несмотря на то, что хорошо изготовленные тиски должны надежно служить долгие годы, некоторые детали, такие как губки, могут просто изнашиваться. Если вы знаете, что будете интенсивно использовать свои тиски, планируйте заранее и ищите марку со сменными зубчатыми губками и комплексной программой поддержки запасных частей. |
 Эти размеры относятся к ширине губок. Чем больше и тяжелее удерживаемый объект, тем больше требуются тиски. глубина зева обычно пропорциональна ширине челюсти
Эти размеры относятся к ширине губок. Чем больше и тяжелее удерживаемый объект, тем больше требуются тиски. глубина зева обычно пропорциональна ширине челюсти.jpg)