Тиски слесарные поворотные – Слесарные тиски в России. Сравнить цены интернет-магазинов и купить на Satom.ru
alexxlab | 12.08.2019 | 0 | Разное
чугунные и стальные, машинные и ручные тиски
В любом домашнем хозяйстве можно встретить купленные или самодельные тиски. Особенно вам не обойтись без этого инструмента, если вы дома постоянно что-то мастерите. Он помогает зафиксировать обрабатываемую деталь в неподвижном состоянии. Оборудование состоит из стальных или чугунных деталей и изготовляется в соответствии с ГОСТом.
Устройство инструмента
Тисы слесарные имеют много разновидностей. Вне зависимости от формы и типа модели каждый инструмент состоит из губок (подвижной и неподвижной), ручки и винтового зажима, пружины, втулки, сменной накладки и механизма крепления к верстаку. При желании специализацию оборудования можно полностью изменить, модернизировав другими деталями:
- Неподвижную часть инструмента (одну из губок) крепят к специальной подставке или к столу. Для крепления используют зажимы или болты.
- К зафиксированной детали приставляют подвижную губку.
- Две части (губки) соединяются винтовым зажимом.
Принцип работы инструмента прост: подвижная губка удаляется или приближается от неподвижной части, когда винт начинает вращаться. Винт получает движение от рукоятки.
Поскольку чугун имеет хрупкую структуру, его используют редко. Иногда тиски применяют в качестве наковальни, поэтому все элементы зажимного устройства изготавливают из стали. Стальной материал хорошо справляется с ударными нагрузками и не разрушается.
Виды тисков
В продаже встречается множество разных тисков. Каждый инструмент имеет свои функциональные возможности и выполняет работу по-разному. Поэтому при выборе оборудования, стоит просмотреть рейтинг лучших тисков и прочитать отзывы потребителей. Самые распространенные виды слесарных тисков: стуловые, параллельные, столярные, трубные, цепные и ручные.
Стуловые
 Стуловые тиски имеют устаревшую конструкцию. В прошлом их устанавливали на основание похожее на форму стула, отсюда и появилось название — стуловые тиски. В настоящее время в качестве основания используют верстаки или столы. Этот тип устройства предназначен для тяжелых работ, когда необходимо согнуть деталь или расклепать. Тиски изготавливают кованым методом из углеродистой стали. Благодаря этому они становятся прочными, не ломаются и не гнуться во время работы.
Стуловые тиски имеют устаревшую конструкцию. В прошлом их устанавливали на основание похожее на форму стула, отсюда и появилось название — стуловые тиски. В настоящее время в качестве основания используют верстаки или столы. Этот тип устройства предназначен для тяжелых работ, когда необходимо согнуть деталь или расклепать. Тиски изготавливают кованым методом из углеродистой стали. Благодаря этому они становятся прочными, не ломаются и не гнуться во время работы.
- Неподвижная губка инструмента крепится в двух местах, именно этим стуловые тиски отличаются от остальных моделей. В одном месте — специальная планка (лапка) закрепляет губку на поверхности верстака. А в другом месте — нижняя сторона детали фиксируется на ножке верстака. При сильных ударных воздействиях, именно такое крепление придает устойчивость инструменту.
- Подвижная губка завинчивается с помощью прижимного винта. На закрепленную деталь нагрузка от тисков становится меньше при отвинчивании губки.
- В верхней части губок установлены пластины с насечками, которые помогают крепко захватить обрабатываемую деталь.
Инструмент не подходит для тонкой работы, что является его единственным недостатком. Поверхность детали, которая изготовлена из мягкого материала, портится во время зажима тисками. На ней появляются вмятины и различные деформации. Это происходит из-за того, что иногда расположение зажимных пластин друг к другу сделано не параллельно. Поэтому толстую часть детали зажимают нижней частью накладок, а тонкую — верхней частью. При этом зажим детали становится меньше, и приходиться затягивать винт. А поверхность детали иногда с такой нагрузкой не справляется.
Устранить недостаток стуловых тисков помог инструмент, созданный по новой конструкции называемый — параллельные тиски. Свое название он получил благодаря губкам, расположенным параллельно, став самым популярным устройством.
Параллельные
Параллельные тиски делятся на два вида: стационарные и слесарные поворотные.
- Стационарный инструмент. Это устройство является неповоротным и работает исключительно в одном положении. Обработать другую сторону детали можно, если открутить зажим, повернуть ее и заново зажать.
- Поворотный инструмент. Тиски с поворотным основанием позволяют обработать деталь под разным углом от 60 до 360 градусов, не откручивая ее. Съемные накладки могут быть точечными или крестовыми. Основание инструмента монтируется к верстаку. В неподвижную часть вставляется подвижная губка с прижимным винтом, и рукояткой. Поворот тисков вокруг вертикальной оси происходит тогда, когда регулировочный винт ослабляют.
Крепость губок у параллельных тисков слабая, поэтому для трудных работ они не подходят.
Столярные
При работе с деревянными изделиями используют столярные тиски. Поэтому по конструктивным особенностям и способу крепления этот инструмент очень сильно отличается от остальных моделей. Губки столярного инструмента изготавливают из дерева, а по размеру они намного шире слесарных. Исключить перекосы
- Монтаж чугунной станины происходит снизу верстака.
 Ходовой винт дополнен несколькими направляющими стержнями.
Ходовой винт дополнен несколькими направляющими стержнями.- Здесь край верстака является неподвижной губкой.
- Деревянная часть монтируется на металлический каркас внешне похожий на губку тисков и становится подвижным. При этом каркас располагается чуть ниже плоскости верстака. При такой сборке столярный инструмент при задевании губок тисков не испортит его режущую часть, а станет задевать деревянный брусок.
- Столярные тиски немного похожи на классическую модель. Но только под ходовым валом находится небольшой рычажок (быстроразъемный механизм).
В некоторых моделях установлен пружинный механизм. С его помощью легче проводить обработку деревянных изделий больших размеров.
Трубные чугунные и стальные
Трубные тиски используют во время ремонта трубопроводов. Основу инструмента изготавливают из чугунного или стального материала. Внешне она напоминает вертикальную раму. Зажимной винт установлен в вертикальном положении. Подвижная губка со сменными накладками перемещается вверх или вниз по раме. Накладки бывают двух видов: зубчатые или гладкие.
- Зубчатые накладки эффективно зажимают обрабатываемую деталь.
- Гладкие накладки нельзя повреждать.
При обработке деталей требуются огромные усилия, поэтому инструмент закрепляют на верстаке стальными болтами. Для цилиндрических заготовок используют откидной трубный инструмент. Сгибание труб происходит под большой нагрузкой, и тиски могут слететь с основания. Чтобы этого не произошло, их крепят к верстаку шестью болтами.
Цепные
Отличительная черта цепных тисков — это способность зажимать трубопроводную арматуру больших диаметров. Подходит для деталей других форм, таких как тройники, фитинги, задвижки. Здесь опора для трубы имеет V-образную форму.
 На верстак монтируют станину с неподвижной нижней губой V-образной формы. Станину закрепляют болтами.
На верстак монтируют станину с неподвижной нижней губой V-образной формы. Станину закрепляют болтами.- В этом устройстве верхнюю губку заменяет цепь. По структуре цепь похожа на ту, которая используется в мотоциклах. Только ширина и прочность намного больше. Трубу кладут на губку V-образной формы, затем наверх накидывают цепь, закручивая ее рукояткой.
Цепные тиски хороши тем, что труба закрепляется эффективнее, а после зажима на ней остается меньше дефектов. Это происходит из-за того, что цепь меньше контактирует с трубой.
Машинные
Машинные или станочные тиски способны работать со сверлильными и фрезерными станками маленьких размеров, поэтому их очень любят использовать мастера. Инструмент устанавливают на стальную станину и закрепляют болтами. Тиски имеют сменные накладки. Чтобы можно было зажимать цилиндрические детали в горизонтальном и вертикальном положении, у накладок сделаны V-образные пазы.
Ручные
Если необходимо обработать маленькие детали, используют ручные тиски. Инструмент имеет компактные размеры, фиксация к столам не требуется. Они бывают двух видов: с рычагами и губками.
- Тиски с рычагами похожи на плоскогубцы, которые имеют дополнительную защелку. Здесь губки зажимаются двумя рычагами.
- Тиски с губками имеют ручку и перемычку с винтом. При вращении ручки губки начинают сжиматься. Между хвостовиками губок находится конус, благодаря которому происходит сжатие губок.
Ручной инструмент изготовлен из углеродистой стали, легко разбирается, обрабатывает плоские детали. Несмотря на все достоинства, тисками нельзя зажать и обработать крупные детали, зубцы на зажиме оставляют на элементах вмятины.
Сверлильный инструмент
Высокоточный инструмент, предназначен только для работы со сверлильными станками. Тиски удерживают и закрепляют деталь в любом положении. Губки оснащены крестообразными пазами, которые позволяют фиксировать детали нестандартных форм.
Советы и рекомендации
Чтобы выбрать качественный инструмент, его необходимо проверить перед покупкой. А после использования разобрать и провести чистку.
- Губки должны двигаться плавно и не должны застревать во время движения.
- Губка не будет падать при откручивании, если устройство имеет в конце ходового винта предохранительную шайбу.
- Высокопрочный ходовой винт имеет большую толщину.
- У некачественного инструмента поверхность ходового винта имеет заусенцы, а у качественного — гладкую.
- В местах соединения станины и основания иногда появляется ржавчина. Для ее удаления используют металлическую щетку.
- Для заточки режущих элементов инструмента используют шабер.
- Абразивные материалы для чистки не подходят. Винт и гайки быстро выйдут из строя, если их микрочастицы впитаются в поверхность деталей.
- Уменьшить шум работающего инструмента поможет приклеенный на нижнее основание резиновый лист.
obinstrumentah.info
100 фото разновидностей и советы как работать с инструментом
Полезным механическим устройством, использующимся мастерами для крепления деталей в процессе их обработки, являются тиски. Они эффективны в тех случаях, когда требуется установка заготовки на безопасном удалении или необходимо жесткое и надежное ее крепление. Какие виды устройств существуют и как их выбирать, будет рассказано в настоящей статье.

Краткое содержимое статьи:
Особенности конструкции
Укрупнено данное приспособление состоит из двух губок, одна из которых неподвижно прикреплена к корпусу или станине, а вторая – подвижная, способная перемещаться. Для зажатия заготовки в губках используется фиксирующий механизм. Он состоит из нескольких элементов, что видно на фото тисков:
Стальной ходовой винт с резьбой трапециевидной формы. Управление движением винта осуществляется при помощи рукоятки.

Чугунная плита для опоры или станина. Возможно использование стальной или дюралюминиевой конструкции.

Губки имеют винтовое крепление. Если вращать винт по направлению часовой стрелки, то подвижная губка начинает перемещаться к станине, закрепляя при этом деталь. При вращении винта в обратном направлении губка идет от станины, освобождая заготовку.
Для крепления тисков на опору используется несколько способов:
- стационарно при регулярном использовании на одном месте;
- на струбцине, что обеспечивает меньшую надежность крепления, но возможность использования без постоянного верстака;
- на присосках – применяется при креплении исключительно на ровной и гладкой поверхности.

Разновидности инструмента
Тисковые станки, как правило, классифицируются в зависимости от технологии, используемой при активизации винта. Они могут быть ручными и пневматическими. Исходя из особенностей конструкции, применяют поворотные тиски и неповоротные.

Некоторые ручные модели позволяют осуществлять манипуляции с длинными деталями. Для этих целей предусмотрена широкая наковальня и возможность вертикального крепления заготовки. Также существуют модели для зажима округлых деталей.

Слесарный тип инструмента
Для крепления на верстаке или столе используются специальные болты. Конструкция приспособления цельнометаллическая.

Существует возможность подобрать стационарную или поворотную модель с целью обработки деталей с возможностью смены углов. Ширина губок варьируется в пределах 45-200 мм с возможностью хода губки на 140 мм.
Преимуществом данного типа является износоустойчивость губок, прочность наковален, небольшие размеры и масса, возможность разворота на 360 градусов в поворотных моделях. Однако при этом:
- требуют постоянного выравнивания положения губок;
- оснащены быстроизнашивающимися стопорными шайбами;
- зажим длинных заготовок затруднен;
- имеют в наличии люфт.

Слесарные тиски могут быть параллельными и столовыми. У параллельных смещение губки обеспечивается вращением винта параллельно стационарной части. Они могут быть поворотными и неповоротными.

А вот столовая модель – это устаревший вариант. Хотя это очень простые по конструкции тиски, на них могут зажиматься длинные детали.

Станочная конструкция
Это более точный вариант приспособления для закрепления деталей. У него либо отсутствует люфт вообще, либо величина разбега минимальна. Тиски крепятся на верстаке, отличаются наличием поворотного механизма.

Можно выбрать один из следующих вариантов:
- стационарный с креплением перпендикулярно к положению инструмента;
- синусный с установкой детали под углом;
- многоосевой с возможностью поворота по нескольким осевым точкам.

Станочные тиски гарантируют прочный зажим, что особенно важно при обработке металлических деталей. Оснащены они прочным корпусом и защитным антикоррозийным покрытием. Жесткая фиксация обеспечивает высокую точность работ.

Однако при искривленном зажиме заготовки на ней могут оставаться следы. Поэтому требуется использование прокладки из фольги или фиксирование детали только верхней частью губок.
Ручные тиски
Это переносной компактный инструмент, не требующий стационарного крепления. Тиски используются для обработки мелких деталей. Различают два конструктивных варианта:
- с наличием губок вместе с винтом и ручками;
- рычажные тиски, напоминающие плоскогубцы с замыкающим механизмом.

Используются они для точных работ, характеризуются минимальным уровнем люфта. Конструкция приспособлена для манипуляций с алюминиевым профилем и металлочерепицей. С их помощью можно зажимать плоские заготовки.

В то же время они не приспособлены для работы с большими заготовками, требуются дополнительные элементы при манипуляциях под углом. Во время работы с мягкими металлами остаются следы на заготовке.

Столярная конструкция
Эти тиски применяются в операциях с деревянными или пластиковыми деталями. На губках установлены накладки из дерева, что исключает появление следов от зажима. Если крепление агрегата производится фронтально, то появляется возможность работы с вертикально зафиксированными заготовками. В некоторых моделях предусмотрен быстрозажимный механизм.

При всех преимуществах других видов настольных тисков столярная модель позволяет качественно обрабатывать изделия из мягких материалов. Крупные детали обрабатываются в одной плоскости.

Раствор губок достаточно большой, существует несколько вариантов крепежной системы. Однако с жесткими деталями работать у вас не получится, поскольку захват недостаточно прочен.

Особенности выбора приспособления
Выбирать подходящую вам конструкцию необходимо исходя из параметров рабочих элементов:
- размер губок, их ширина, возможность использования накладок – это факторы, обеспечивающие более прочный зажим детали и качество обработки;
- глубокий ход зажимного механизма обеспечивает большую универсальность и функциональность;
- положительно оценивается и наличие запаса сверх высоты заготовки на ввод самой детали;
- рукоятка должна быть удобной и эргономичной – металлическая конструкция большого диаметра обеспечивает комфорт оператора.
Как работать с тисками
Используя тиски в работе, не следует увеличивать или наращивать иным способом рукоятку. Также не следует зажимать горячие изделия из стали. Загибание деталей может привести к порче самого зажимного приспособления.

Если вы ставите перед собой вопрос, как пользоваться тисками правильно, то не следует забывать и о необходимости регулярного ухода за инструментом.

После каждого применения тиски нужно протирать растворителем, нанесенным на мягкую ткань. Все узлы надо регулярно смазывать машинным маслом для их сохранности и недопущения коррозии.

Среди популярных и надежных производителей выделяются Dexx, IRWIN, KRAFTOOL, Sturm, Wolfcraft, Zubr. Выбрав подходящую модель, не забывайте интересоваться гарантийными обязательствами и условиями сервисного обслуживания.

Фото тисков







































Также рекомендуем посетить:
zdesinstrument.ru
в разрезе, схема, параллельных поворотных, советских, механизм, подвижной части, неповоротных
Устройство тисков слесарных, как и всех остальных видов зажимного инструмента, выглядит просто. Следует начать с того, что тиски — это специальный, как правило, неподвижный инструмент для прочной фиксации различного рода деталей из твердых материалов с целью их последующей обработки. Он закрепляется на специальном рабочем столе, а именно на верстаке, который должен иметь прочную основу.

Слесарные тиски необходимы для прочной фиксации различных деталей во время их обработки.
Нередко в тисках зажимают довольно крупные детали и прилагают к ним достаточно большую (часто ударную) силу. Это происходит при рубке, клепке, ковке или изгибании заготовок. Тиски слесарные изготавливают из хорошей стали с незначительными примесями, которые способствуют уменьшению износа тисков в процессе эксплуатации. Кроме стали, их отливают из чугуна. Однако следует знать, что чугунный зажимной инструмент не так надежен. Чугун при длительных и сильных физических воздействиях может раскрошиться или потрескаться.
Тиски слесарные бывают разных размеров. Есть миниатюрные модели, которые используются для закрепления небольших заготовок и весят несколько десятков граммов, и поистине гигантские образцы, применяемые чаще всего на производстве в крупных цехах.
Читайте также:
Направляющая для циркулярной пилы.
Методы нарезания резьбы.
О ленточной пилораме своими руками читайте тут.
Из чего состоят механические слесарные тиски?
Элементы конструкции тисков.
Детали, из которых состоят тиски:
- подвижная и неподвижная губки;
- винтовой зажим;
- механизм крепления к верстаку;
- пружина;
- втулка;
- ручка для вращения винтового зажима;
- сменные накладки.
Слесарные тиски представляют собой цельнометаллическое устройство, устанавливаемое на рабочей поверхности верстака при помощи болтов, которые крепятся в основании неподвижной губки. Также существуют разновидности, имеющие особый винт, который позволяет закреплять их наподобие струбцины. Вращение винтового механизма изменяет положение подвижной губки относительно всей конструкции, заставляя ее выдвигаться внутрь или наружу. Тем самым создается зазор между сменными накладками, в которые и закрепляется заготовка для последующей обработки. Зажимной инструмент нередко дополнен наковальней, которая располагается на задней части неподвижной губки.
Виды слесарных тисков.
Слесарные тиски делятся на поворотные и неповоротные. Неповоротные жестко фиксируются на верстаке и позволяют работать с деталями только в одном положении. Поворотные слесарные тиски могут вращаться параллельно верстаку на 60° и более вокруг своей оси. Некоторые из них, кроме горизонтального вращения, могут также поворачиваться и по вертикали, тем самым обеспечивая работу с заготовкой в большем диапазоне позиций, нежели их «неподвижные» собратья. Однако слабым местом подобных моделей является именно поворотный механизм. Это следует учитывать, применяя к ним избыточную силу.
Сменные накладки чаще всего изготовляют из более мягкого металла, нежели губки. Накладки бывают гладкими, это позволяет не оставлять следов на обрабатываемой заготовке и весьма точно фиксировать ее в тисках. Также накладки покрывают насечкой для более твердого и надежного закрепления заготовки. Помимо этого, существуют специальные упругие накладки, которые позволяют зафиксировать заготовку максимально плотно, полностью распределяя силу давления губок по всей поверхности детали.
Вернуться к оглавлению
Особенности эксплуатации
Нужно помнить о том, что тиски рассчитаны на определенное силовое воздействие.
Экземпляры из чугуна менее прочны по сравнению с изделиями из особых сортов эластичной стали. Перед началом работы лучше понять, что у вас за модель и из какого материала она сделана. Помимо этого, на обычных слесарных тисках недопустимо обрабатывать нагретые стальные детали. Изменение объема заготовки при остывании вызовет ослабление фиксации губок. Это может быть опасно для жизни и здоровья человека, работающего за верстаком.
При работе с зажимным инструментом не пытайтесь увеличить рукоятку, используя для этого кусок трубы или стальной прут, который длиннее, чем оригинальная рукоятка. Рукоятки рассчитываются именно для такого типа механизма, увеличение ее длины вызовет увеличение силы нагрузки на механизм тисков. А это может привести к выходу инструмента из строя. Рассчитывайте вес и размеры деталей, которые вы зажимаете. Ни в коем случае не превышайте допустимых значений. И тогда тиски прослужат вам очень долго.
moiinstrumenty.ru
Слесарные тиски
ДОМАШНИЙ СЛЕСАРЬ
Слесарные тиски представляют собой зажимные приспособления для удержания обрабатываемой детали в нужном положении. В зависимости от характера работы применяют стуловые, параллельные и ручные тиски.
Стуловые тиски получили свое название от способа крепления их на деревянном основании в виде стула, но их можно закрепить и на верстаке.
Применяются стуловые тиски в основном для выполнения грубых тяжелых работ, связанных с применением ударной нагрузки, — при рубке, клепке, гибке и пр.
Они состоят из неподвижной 3 и подвижной 4 губок (рис. 2, а). При вращении зажимного винта 5
Рис. 2. Стуловые тиски: а — общий вид; б — схемы закрепления заготовок |

Подвижная губка 4 перемещается и зажимает деталь; при вывинчивании винта 5 под действием пружины 6 подвижная губка отходит и освобождает деталь. Крепление стуловых тисков к верстаку производят планкой (лапками) 2, а для большей их устойчивости неподвижная губка 3 имеет удлиненный стержень 7, который прикрепляется к ножке верстака.
Стуловые тиски отковывают из конструкционной углеродистой стали.
Ширина губок в зависимости от типа и размера стуловых тисков имеет размеры 100, 130, 150, 180 мм, наибольшее раскрытие губок — 90, 130, 150 и 180 мм.
На рабочие части губок наваривается накладка из инструментальной стали или укрепляются на винтах специальные пластины 8 (накладные губки, рис. 2, б). Рабочие поверхности этих пластин насекаются крестообразной насечкой и закаливаются.
Преимуществами стуловых тисков являются простота конструкции и высокая прочность. Недостатком стуловых тисков является то, что рабочие поверхности губок не во всех положениях параллельны друг другу, вследствие чего при зажиме узкие обрабатываемые предметы захватываются только верхними краями губок, а широкие — только нижними (рис. 2, б), что не обеспечивает прочности закрепления. Кроме того, губки тисков при зажиме врезаются в деталь, образуя на ее поверхности вмятины.
Параллельные слесарные тиски разделяются на поворотные и неповоротные. В этих тисках подвижная губка при вращении винта перемещается, оставаясь параллельной неподвижной губке, отчего тиски и получили название параллельных.
Поворотные параллельные тиски (рис. 3) могут поворачиваться на произвольный угол. Эти тиски в корпусе неподвижной губки 9 имеют сквозной прямоугольный вырез, в который помещена гайка 10 зажимного винта. В вырез входит прямоугольный со сквозным отверстием призматический хвостовик подвижной губки 7. Зажимной винт 11, пропущенный через отверстие корпуса подвижной губки, закреплен стопорной планкой 6. При вращении зажимного винта в ту или другую сторону при помощи рычага 5 винт будет ввинчиваться в гайку 10 или вывинчиваться из нее и соответственно перемещать подвижную губку 7, которая, приближаясь к неподвижной губке 9, будет зажимать обрабатываемый предмет, а удаляясь, освобождать.
Рис. 3. Поворотные параллельные тиски:
1 — болт; 2 — рукоятка; 3 — основание; 4 — поворотная часть;
5 — рычаг; 6 — стопорная планка; 7 — подвижная губка;
8 — пластинки; 9 — неподвижная губка; 10 — гайка;
II — винт
Неподвижная губка тисков соединена с основанием 3 центровым болтом, вокруг которого и осуществляется необходимый поворот тисков. Поворотную часть 4 тисков закрепляют в требуемом положении при помощи рукоятки 2 болтом 1.
Корпус параллельных слесарных тисков изготовляют из серого чугуна. Для увеличения срока службы тисков к рабочим частям губок прикрепляют винтами стальные (из инструментальной стали) призматические губки 8 с крестообразной насечкой. При зажиме в тисках на обрабатываемых предметах могут появляться вмятины от насечки закаленных пластин
губок. Поэтому для зажима обработанной чистовой поверхности детали (изделия) рабочие части губок тисков закрывают накладными пластинками («нагубниками»), изготовленными из мягкой стали, латуни или алюминия.
Рис. 4. Неповоротные параллельные тиски: 1 — рычаг; 2 — подвижная губка; 3 — пластинки; 4 — неподвижная губка; 5 — винт; |
Размеры слесарных тисков определяются шириной их губок, которая
6 — основание; 7 — гайка; 8 — составляет ДЛЯ поворот – стопорная планка ных тисков 80, 100, 120
И 140 мм и раскрытием (разводом) их на 65, 100, 140 и 180 мм.
Неповоротные параллельные тиски (рис. 4) имеют основание 6, с помощью которого они крепятся болтами к крышке верстака, неподвижную губку 4 и подвижную 2. Для увеличения срока службы рабочие части губок 4 и 2 делают сменными в виде призматических пластинок 3 с крестообразной насечкой из инструментальной стали и прикрепляют к губкам винтами. Подвижная губка 2 перемещается своим хвостовиком в прямоугольном вырезе неподвижной губки 4 вращением винта 5 в гайке 7 при помощи рычага 1. От осевого перемещения в подвижной губке зажимный винт 5 удерживается стопорной планкой 8. Ширина губок неповоротных параллельных тисков составляет 60, 80, 100, 120 и 140 мм, наибольшее раскрытие губок — 45, 65, 100, 140 и 180 мм.
Несмотря на достоинство параллельных тисков, заключающееся в прочном креплении к верстаку, они имеют недостаток: малая прочность губок. Поэтому для тяжелых работ эти тиски непригодны.
Слесарные тиски со свободным ходом. Особенность таких тисков (рис. 5) — удобство и быстрота установки деталей. Тиски к верстаку прижимает плита 7. Под внутренней неподвижной губкой 2 — подвижная 3. А между ней и плитой две пиловидные рейки 4. С ними в зацеплении — зубчатая гайка 6, зафиксированная на винте 5.
Рис. 4. Слесарные тиски со свободным ходом: 1 — сменные щечки; 2 — неподвижная губка; 3 — подвижная губка; 4 — пиловидная рейка; 5 — винт; 6 — зубчатая гайка; 7 — плита |
Слесарь, поворачивая рукоятку влево, выводит гайку из зацепления с рейками, а потянув рычаг на себя, освобождает подвижную губку. Так легко и просто устанавливается необходимый зазор между сменными щечками 1.
Чтобы зажать деталь, нужно проделать эту несложную операцию в обратном порядке.
Ручные тиски (их часто называют тисочки) применяются для крепления мелких деталей, требующих частого поворачивания и процессе опиливания (рис. 5), или при сверлении, когда размер детали очень мал и ее неудобно держать в руке.
По своему устройству они напоминают стуловые тиски, только без приспособления для крепления к верстаку.
Ручные тиски бывают трех типов: 1 — шарнирные, 2 — с коническим креплением, 3 — пружинные.
Ручные тиски (рис. 5, а) изготавливаются с шириной губок: 36, 40, 50 и 56 мм и раскрытием губок 28, 30, 40, 50 и 55 мм; тип 2 для мелких работ (рис. 5, б)
Рис. 5. Закрепление деталей в ручных тисках и струбцинах: а, б — ручные слесарные тиски; в — использование косогубых тисков; г — применение струбцины |
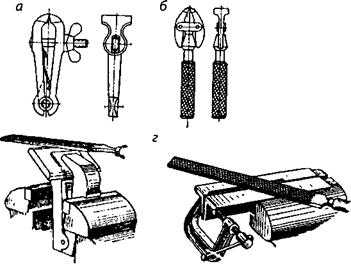
С шириной губок 6, 10 и 16 мм и раскрытием губок 5,5 и 6,5 мм. Иногда форма детали не дает возможности зажать ее в нужном положении, так например, в случае, когда требуется опилить фаску под некоторым углом. В таких случаях применяют косогубые тисочки (рис. 5, в), в которые захватывают деталь и зажимают в губки параллельных тисков. Для удобства одновременной обработки нескольких одинаковых деталей или тонких длинных заготовок применяют специальные струбцины (рис. 5, г).
Ручные тиски изготовляются из качественной конструкционной углеродистой стали марки 45—50; для пружин используют инструментальную углеродистую сталь марки У7 или сталь марки 65Г. Допускается изготовление пружин и из стали марки 60-70.
Пневматические тиски обеспечивают быстрый и надежный зажим деталей с постоянным усилием без применения физической силы. Время зажима — 2—3 с, усилие зажима — 3000 кГ
Пневматические тиски с диафрагменным зажимом (рис. 6) состоят из основания 1, поворотной части 2, закрепленной в нужном положении болтами 3, подвижной губки 4, помещенной в пазу поворотной части 2, и неподвижной губки 5, скрепленной с этой поворотной частью. Внутри поворотной части 2 перемещается каретка 6, соединенная ходовым винтом
7 с подвижной губкой 4. Ходовой винт позволяет менять расстояние между обеими губками тисков. В
Рис. 6. Пневматические тиски: 1 — основание; 2 — поворотная часть; 3 — болт; 4 — подвижная губка; 5 — неподвижная губка; 6 — каретка; 7 — винт; 8 — пружина; 9 — шток; 10 — рычаг; 11 — толкатель; 12 — резиновая диафрагма; 13 — кольцо |

Том случае, когда воздух не поступает в тиски, их губки находятся в крайнем раздвинутом положении под действием пружины 8. Когда же сжатый воздух под давлением 5—6 атмосфер поступает в камеру тисков, шток 9 опускается и поворачивает находящийся в каретке рычаг 10, который нажимает на каретку своим коротким плечом через толкатель 11 и тянет подвижную губку, зажимающую деталь. Воздушная камера этих тисков образуется стенками основания 1 и резиновой диафрагмой 12. Воздух через диафрагму давит на опорное кольцо 13 штока и создает рабочее усилие. В таких тисках зажимают детали размером не свыше 80 мм.
На рис. 7 приведена другая конструкция пневматических тисков с клиновым зажимом. Эти тиски установлены на корпусе 10 пневматической подставки, в ней профрезерован кольцевой Т-образный паз 6, в который головками входят болты, закрепляющие тиски в нужном положении.
Тиски состоят из подвижной 1 и неподвижной 2 губок, пневматической камеры с резиновой мембраной 9 и нажимным диском 7, подающего штока 8 и клиновой передачи, в которую входит клин 3 и фигурная гайка 4.
Губки тисков раздвигаются вручную винтом 11 на расстояние от 0 до 120 мм, а также при помощи пневматического крана, включаемого от руки или ноги; пневматический привод раздвигает губки на 6 мм.
При зажиме детали винтом 11 устанавливают расстояние между губками по размеру детали, после этого подают воздух в пневматическую камеру под мембрану 9. Воздействуя на мембрану, воздух поднимает вверх нажимной диск 7 с подающим штоком 8 и клином 3 своим скосом клин перемещает фигурную гайку 4 и зажимный винт 77 с подвиж
ной губкой 7 на 6 мм и закрепляет деталь.. Давление в пневматической сети 14 ат, зажимное усилие достигает 2000 кГ.
0-120 мм 9 8 7 Рис. 7. Пневматические тиски с клиновым зажимом: 1 — подвижная губка; 2 — неподвижная губка; 3 — клин; 4 — фигурная гайка; 5 — пружина; 6 — Т-образный паз; 7 — нажимной диск; 8 — подающий шток; 9 — резиновая мембрана; 10 — корпус; 11 — толкатель; 12 — резиновая диафрагма; 13 — винт |
 Для освобождения детали поворачивают ручку ручного крана или отпускают ножную педаль, в результате сжатый воздух из пневматической камеры выходит в атмосферу. Пружина 5 отодвигает фигурную гайку 4 и через винт 77, переместив подвижную губку 7, освобождает деталь.
Для освобождения детали поворачивают ручку ручного крана или отпускают ножную педаль, в результате сжатый воздух из пневматической камеры выходит в атмосферу. Пружина 5 отодвигает фигурную гайку 4 и через винт 77, переместив подвижную губку 7, освобождает деталь.
При работе на тисках следует соблюдать следующие правила:
Перед началом работы осматривать тиски, обращая особое внимание на прочность их крепления к верстаку;
Не выполнять на тисках грубых работ (рубки, правки или гибки) тяжелыми молотками, так как это приводит к быстрому разрушению тисков;
При креплении деталей в тисках не допускать ударов по рычагу, что может привести к срыву резьбы ходового винта или гайки;
По окончании работы очищать тиски волосяной щеткой от стружки, грязи и пыли, а направляющие и резьбовые соединения смазывать маслом;
После окончания работ разводить губки тисков, так как в сжатом состоянии возникают излишние напряжения в соединении винта и гайки.
Итак, вы приобрели массивную доску для покрытия пола, теперь следует ознакомиться с способами ее укладки на пол. Ведь правильно уложенная массивная доска обеспечит вам красивый и надежный пол на долгое …
Какой должна быть ванная комната для ребенка? В первую очередь, безопасной, интересной и оригинальной. На это следует ориентироваться, выбирая не только мебель и аксессуары, но и сантехнику для детского санузла. …
На что обратить внимание при оформлении кухни? Привычная обстановка кухни может надоедать. Тогда появляется желание изменить ее. Для этого приобретаются кухни Киев, но мебели недостаточно. Необходимо правильно оформить окно, подобрать …
msd.com.ua
Тиски слесарные поворотные с трубоприжимом. Паспорт
Назначение.
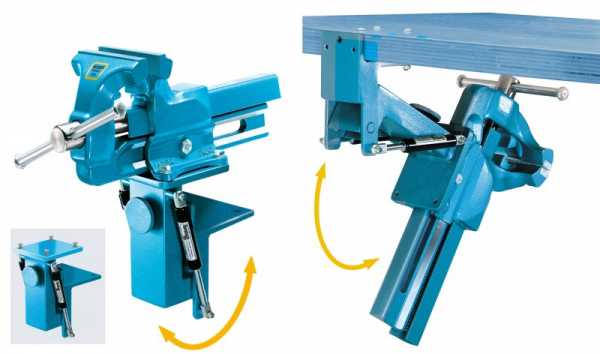
Тиски слесарные поворотные в двух плоскостях с наковальней и трубоприжимом предназначены для закрепления деталей при их слесарной (ручной) обработке при проведении ремонтно-наладочных и различного рода слесарных работ. Наличие призм со ступенчатым профилем на нижней стороне, противоположной плоским губкам, позволяет зажимать круглые заготовки (например, трубы).
Технические характеристики.
2.1. Тиски изготавливаются в соответствии с ISO 9001. Корпусные детали изготавливаются из чугуна марки СЧ25.
Установка и крепление тисков на верстаке осуществляется с помощью болтов.
2.2. Основные параметры и размеры тисков:
Ширина губок – 140мм
Высота губок – 22 мм
Ход губок – 5¼’ (130мм)
Дискретность шкалы линейки хода губок – 1/16’ (1,25 мм)
Крепление – 4 болта
Размер зажимаемой трубы – ½’ — 3½’
Диапазон поворота тисков:
- по вертикали -90˚ – +90˚
- по горизонтали 0 — 360˚
Дискретность шкалы поворота закрепленной детали в вертикальной плоскости — 1˚.
Габаритные размеры:
Длина – 410 мм
Ширина – 150 мм
Высота – 240 мм
Масса – 18 кг.
Условия эксплуатации.
3.1. Перед установкой тисков на верстак, их необходимо расконсервировать.
3.2. Установить тиски на верстак, тиски закрепить четырьмя болтами Ø10мм по ГОСТ 13152.
Рис.1 — Схема крепления тисков
3.3. Закрепить заготовку в тисках, перемещая подвижную губку с помощью ходового винта.
3.4. Смазку направляющих винтовой пары и других трущихся поверх-ностей производить раз в смену с предварительной очисткой этих мест от стружки, пыли, грязи.
3.5. Осевой люфт ходового винта устраняется регулировочным вин-том.
3.6. Условия эксплуатации тисков – ГОСТ 15150 в закрытом помещении при отсутствии паров агрессивных веществ, вызывающих коррозию тисков.
3.7. Конструкция основания позволяет поворачивать тиски в горизонтальной плоскости диапазоне 0 — 360˚. Имеется возможность зафиксировать тиски, повернув их на требуемый угол, с помощью двух винтов. Также, зафиксированную деталь можно повернуть в вертикальной плоскости с точностью до 1˚, также зафиксировав с помощью двух винтов.
3.8. Для закрепления в тисках круглых заготовок применяются призмы со ступенчатым профилем.
Комплектность.
В комплект входят:
- тиски в сборе;
- паспорт.
Требования безопасности.
5.1. Рукоятка тисков и накладные губки не должны иметь забоин и заусенцев.
5.2. Тиски должны иметь устройство, предотвращающее полное вывинчивание ходового винта из гайки.
5.3. Отверстие головки винта должно иметь с двух сторон фаски для предохранения рук рабочего от защемления.
5.4. Крепление тисков должно быть надежным, исключающим самопроизвольное ослабление в процессе работы.
5.5. Запрещается применять ударную нагрузку на рукоятку тисков при зажиме и удлинении рукоятки.
5.6. Тиски должны выдерживать проверку на прочность с превышением усилия зажима на 25%.
Сведения о консервации.
6.1. Тиски подвергнуты консервации в соответствии с требованиями
ГОСТ 9014-76. Наименование и марка консерванта – масло консервационное К-17.
6.2. Срок хранения тисков без переконсервации – 2 года, при условии
хранения в условиях по ГОСТ 15150-69.
Гарантийные обязательства.
Гарантийный срок эксплуатации изделия – 1 год, со дня продажи (получения покупателем) тисков, при условии соблюдения потребителем правил хранения и эксплуатации прибора.
Скачать технический паспорт бесплатно можно по ссылке ниже.
Формат: Doc.
pro-techinfo.ru
Слесарные тиски. Домашний слесарь
Слесарные тиски
Слесарные тиски представляют собой зажимные приспособления для удержания обрабатываемой детали в нужном положении. В зависимости от характера работы применяют стуловые, параллельные и ручные тиски.
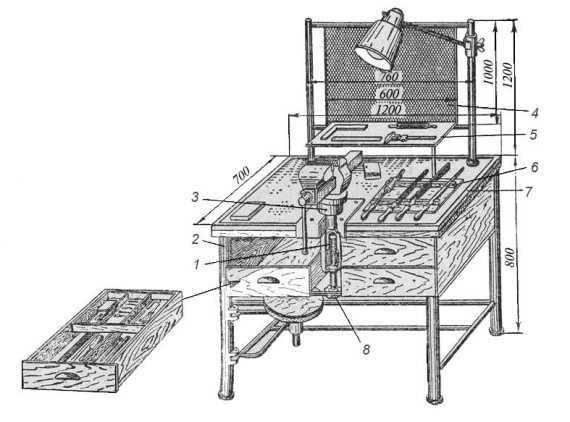
Рис. 1. Слесарный верстак с регулируемыми по высоте тисками:
1 – винт подъема; 2 – каркас; 3 – труба;
4 – сетка; 5 – полочка; 6 – планшет;
7—рамка; 8 – маховичок
Стуловые тиски получили свое название от способа крепления их на деревянном основании в виде стула, но их можно закрепить и на верстаке. Применяются стуловые тиски в основном для выполнения грубых тяжелых работ, связанных с применением ударной нагрузки, – при рубке, клепке, гибке и пр.
Они состоят из неподвижной 3 и подвижной 4 губок (рис. 2, а). При вращении зажимного винта 5 подвижная губка 4 перемещается и зажимает деталь; при вывинчивании винта 5 под действием пружины 6 подвижная губка отходит и освобождает деталь. Крепление стуловых тисков к верстаку производят планкой (лапками) 2, а для большей их устойчивости неподвижная губка 3 имеет удлиненный стержень 7, который прикрепляется к ножке верстака.
Стуловые тиски отковывают из конструкционной углеродистой стали.
Ширина губок в зависимости от типа и размера стуловых тисков имеет размеры 100, 130, 150, 180 мм, наибольшее раскрытие губок – 90, 130, 150 и 180 мм.
На рабочие части губок наваривается накладка из инструментальной стали или укрепляются на винтах специальные пластины 8 (накладные губки, рис. 2, б). Рабочие поверхности этих пластин насекаются крестообразной насечкой и закаливаются.
Преимуществами стуловых тисков являются простота конструкции и высокая прочность. Недостатком стуловых тисков является то, что рабочие поверхности губок не во всех положениях параллельны друг другу, вследствие чего при зажиме узкие обрабатываемые предметы захватываются только верхними краями губок, а широкие – только нижними (рис. 2, б), что не обеспечивает прочности закрепления. Кроме того, губки тисков при зажиме врезаются в деталь, образуя на ее поверхности вмятины.
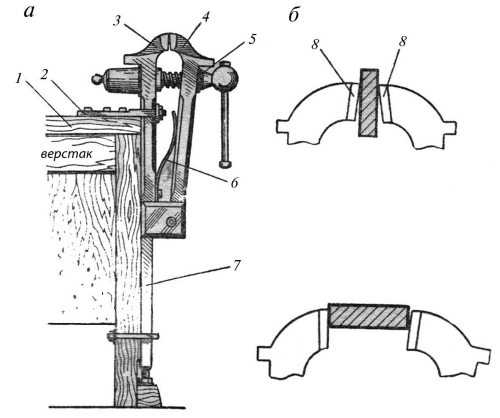
Рис. 2. Стуловые тиски: а – общий вид, б – схемы закрепления заготовок
Параллельные слесарные тиски разделяются на поворотные и неповоротные. В этих тисках подвижная губка при вращении винта перемещается, оставаясь параллельной неподвижной губке, отчего тиски и получили название параллельных.
Поворотные параллельные тиски (рис. 3) могут поворачиваться на произвольный угол. Эти тиски в корпусе неподвижной губки 9 имеют сквозной прямоугольный вырез, в который помещена гайка 10 зажимного винта. В вырез входит прямоугольный со сквозным отверстием призматический хвостовик подвижной губки 7. Зажимной винт 11, пропущенный через отверстие корпуса подвижной губки, закреплен стопорной планкой 6. При вращении зажимного винта в ту или другую сторону при помощи рычага 5 винт будет ввинчиваться в гайку 10 или вывинчиваться из нее и соответственно перемещать подвижную губку 7, которая, приближаясь к неподвижной губке 9, будет зажимать обрабатываемый предмет, а удаляясь, освобождать.
Неподвижная губка тисков соединена с основанием 3 центровым болтом, вокруг которого и осуществляется необходимый поворот тисков. Поворотную часть 4 тисков закрепляют в требуемом положении при помощи рукоятки 2 болтом 1.
Корпус параллельных слесарных тисков изготовляют из серого чугуна. Для увеличения срока службы тисков к рабочим частям губок прикрепляют винтами стальные (из инструментальной стали) призматические губки 8 с крестообразной насечкой. При зажиме в тисках на обрабатываемых предметах могут появляться вмятины от насечки закаленных пластин губок. Поэтому для зажима обработанной чистовой поверхности детали (изделия) рабочие части губок тисков закрывают накладными пластинками («нагубниками»), изготовленными из мягкой стали, латуни или алюминия.

Рис. 3. Поворотные параллельные тиски:
1 – болт; 2 – рукоятка; 3 – основание;
4 – поворотная часть; 5 – рычаг; 6 – стопорная планка;
7 – подвижная губка; 8 – пластинки;
9 – неподвижная губка; 10 – гайка; 11 – винт
Размеры слесарных тисков определяются шириной их губок, которая составляет для поворотных тисков 80, 100, 120 и 140 мм и раскрытием (разводом) их на 65, 100, 140 и 180 мм.
Неповоротные параллельные тиски (рис. 4) имеют основание 6, с помощью которого они крепятся болтами к крышке верстака, неподвижную 4 и подвижную 2. Для увеличения срока службы рабочие части губок 4 и 2 делают сменными в виде призматических пластинок 3 с крестообразной насечкой из инструментальной стали и прикрепляют к губкам винтами. Подвижная губка 2 перемещается своим хвостовиком в прямоугольном вырезе неподвижной губки 4 вращением винта 5 в гайке 7 при помощи рычага 1. От осевого перемещения в подвижной губке зажимный винт 5 удерживается стопорной планкой 8. Ширина губок неповоротных параллельных тисков составляет 60, 80, 100, 120 и 140 мм, наибольшее раскрытие губок – 45, 65, 100, 140 и 180 мм.

Рис. 4. Неповоротные параллельные тиски:
1 – рычаг; 2 – подвижная губка; 3 – пластинки;
4 – неподвижная губка;
5 – винт; 6 – основание;
7 – гайка; 8 – стопорная планка

Рис. 5. Закрепление деталей в ручных тисках и струбцинах:
а, б – ручные слесарные тиски, в – использование косогубых тисков, г – применение струбцины
Ручные тиски (рис. 5, а) изготавливаются с шириной губок: 36, 40, 50 и 56 мм и раскрытием губок 28, 30, 40, 50 и 55 мм; тип 2 для мелких работ (рис. 5, б) с шириной губок 6, 10 и 16 мм и раскрытием губок 5,5 и 6,5 мм. Иногда форма детали не дает возможности зажать ее в нужном положении, так например, в случае, когда требуется опилить фаску под некоторым углом. В таких случаях применяют косогубые тисочки (рис. 5, в), в которые захватывают деталь и зажимают в губки параллельных тисков. Для удобства одновременной обработки нескольких одинаковых деталей или тонких длинных заготовок применяют специальные струбцины (рис. 5, г).
Ручные тиски изготовляются из качественной конструкционной углеродистой стали марки 45–50; для пружин используют инструментальную углеродистую сталь марки У7 или сталь марки 65Г. Допускается изготовление пружин и из стали марки 60–70.
При работе на тисках следует соблюдать следующие правила:
– перед началом работы осматривать тиски, обращая особое внимание на прочность их крепления к верстаку;
– не выполнять на тисках грубых работ (рубки, правки или гибки) тяжелыми молотками, так как это приводит к быстрому разрушению тисков;
– при креплении деталей в тисках не допускать ударов по рычагу, что может привести к срыву резьбы ходового винта или гайки;
– по окончании работы очищать тиски волосяной щеткой от стружки, грязи и пыли, а направляющие и резьбовые соединения смазывать маслом;
– после окончания работ разводить губки тисков, так как в сжатом состоянии возникают излишние напряжения в соединении винта и гайки.
Поделитесь на страничкеСледующая глава >
diy.wikireading.ru
Тиски слесарные поворотные. Паспорт | PRO-TechInfo
Назначение.
Тиски слесарные стальные поворотные предназначены для закрепления деталей при выполнении различного вида слесарных работ. Конструкция тисков позволяет осуществить поворот закрепляемой детали в горизонтальной плоскости.
Пример обозначения для тисков слесарных стальных поворотных с шириной губок 100мм – Тиски ТСС-100.
Технические характеристики.
2.1. Тиски изготавливаются в соответствии с ISO 9001. Материал корпусных деталей – сталь 45Л.
2.2. Основные параметры и размеры тисков приведены в таблице 1.
Таблица 1
| Наименование параметров | Значение | ||||
| ТСС-100 | ТСС-125 | ТСС-150 | ТСС-200 | ТСС-250 | |
| Ширина губок, мм | 100 | 125 | 150 | 200 | 250 |
| Ход подвижной губки, мм | 80 | 125 | 160 | 160 | 250 |
| Высота зажима, мм не менее | 50 | 70 | 90 | 90 | 125 |
| Усилие зажима, Н, | 20000 | 25000 | 35000 | 52000 | 55000 |
| при крутящем моменте, Н∙м, не более | 110 | 150 | 200 | 340 | 380 |
| Габаритные размеры | |||||
| Длина,мм | 245 | 380 | 415 | 460 | 660 |
| Ширина, мм | 170 | 190 | 200 | 230 | 280 |
| Высота, мм | 165 | 15 | 190 | 230 | 305 |
| Масса, кг | 11 | 13 | 17 | 25 | 60 |
2.5. Нормы точности приведены в таблице 2.
Таблица 2
| Наименование проверки | Допуск, мм | ||||
| ТСС-100 | ТСС-125 | ТСС-150 | ТСС-200 | ТСС-250 | |
| При закрытых тисках зазор между рабочими поверхностями смен-ных планок на всей их длине не должен превышать | 0,2 | 0,2 | 0,3 | 0,3 | 0,3 |
| При раскрытых тисках допуск параллельности рабочих поверх-ностей сменных планок на всей длине не должен превышать | 0,4 | 0,5 | 0,5 | 0,6 | 0,6 |
| При закрытых тисках относитель-ное смещение верхних и боковых граней сменных планок соответ-ственно не должно быть более | 0,3 и 0,5 | 0,4 и 0,8 | 0,4 и 0,8 | 0,5 и 1,0 | 0,5 и 1,0 |
Условия эксплуатации.
3.1. Перед установкой тисков на верстак необходимо их расконсервировать.
3.2. Смазку направляющих винтовой пары и других трущихся поверхностей производить раз в смену с предварительной очисткой этих мест от стружки, пыли, грязи.
Рис. 1. — Тиски слесарные стальные поворотные
Требования безопасности.
4.1. Рукоятка тисков и накладные губки не должны иметь забоин и заусенцев.
4.2. Тиски должны иметь устройство, предотвращающее полное вывинчивание ходового винта из гайки.
4.3. Отверстие головки винта должно иметь с двух сторон фаски для предохранения рук рабочего от защемления.
4.4. Крепление тисков должно быть надежным, исключающим самопроизвольное ослабление в процессе работы.
4.5. Запрещается применять ударную нагрузку на рукоятку тисков при зажиме и удлинении рукоятки.
4.6. Тиски должны выдерживать проверку на прочность с превышением усилия зажима на 25%.
Сведения о консервации.
5.1. Тиски подвергнуты консервации в соответствии с требованиями
ГОСТ 9014-76. Наименование и марка консерванта – масло консервационное К-17.
5.2. Срок хранения тисков без переконсервации – 2 года, при условии
хранения в условиях по ГОСТ 15150-69.
Гарантийные обязательства.
Гарантийный срок эксплуатации изделия – 1 год, со дня продажи (получения покупателем) тисков, при условии соблюдения потребителем правил хранения и эксплуатации.
Скачать технический паспорт бесплатно можно по ссылке ниже.
Формат: Doc.
pro-techinfo.ru