Точечная сварка инвертором: Точечная сварка из инвертора своими руками
alexxlab | 08.04.2023 | 0 | Разное
Точечная сварка инвертором
Контактная сварка, помимо технологических достоинств применения, обладает еще одним важным преимуществом — несложное оборудование для нее можно изготовить самостоятельно, а его эксплуатация не потребует специфических навыков и первоначального опыта. Контактная сварка, своими руками собранная, может быть использована для решения довольно широкого спектра задач несерийного и непромышленного характера по ремонту и изготовлению изделий, механизмов, оборудования из различных металлов как в домашних условиях, так и в небольших мастерских. Контактная сварка обеспечивает создание сварного соединения деталей за счет нагрева области их соприкосновения проходящим через них электрическим током при одновременном приложении сжимающего усилия к зоне соединения. В зависимости от материала его теплопроводности и геометрических размеров деталей, а также мощности используемого для их сваривания оборудования процесс контактной сварки должен протекать при следующих параметрах:.
Поиск данных по Вашему запросу:
Точечная сварка инвертором
Схемы, справочники, даташиты:
Прайс-листы, цены:
Обсуждения, статьи, мануалы:
Дождитесь окончания поиска во всех базах.
По завершению появится ссылка для доступа к найденным материалам.
ПОСМОТРИТЕ ВИДЕО ПО ТЕМЕ: Сварка кузовщины электродом – Территория сваркиСодержание:
- Точечная сварка инвертором
- Мини точечная сварка своими руками
- Методы и аппараты точечной сварки
- Точечная сварка из инвертора своими руками
- Изготовление точечной сварки из инвертора
- Особенности точечной сварки и аппарат для нее
Точечная сварка инвертором
Их применяют в самолетостроении, производстве вагонов, автомобилестроении и во многих других отраслях. Для того, чтобы правильно выбрать данное устройство необходимо учитывать специфику работ, которые планируется производить, а также характеристики самой техники. При точечной сварке металлов детали привариваются друг к другу в одной либо нескольких точках — отсюда и название.
Прочность соединения зависит от структуры и размеров точки, которые, в свою очередь, определяются свойствами электродов, сварочного тока, времени протекания тока через детали, усилия сжатия и самих поверхностей соединяемых деталей.
Аппарат точечной сварки воздействует на материал нагретым электродом. Между двумя медными электродами протекает ток и зажатые металлические листы, под тепловым воздействием, начинают плавиться.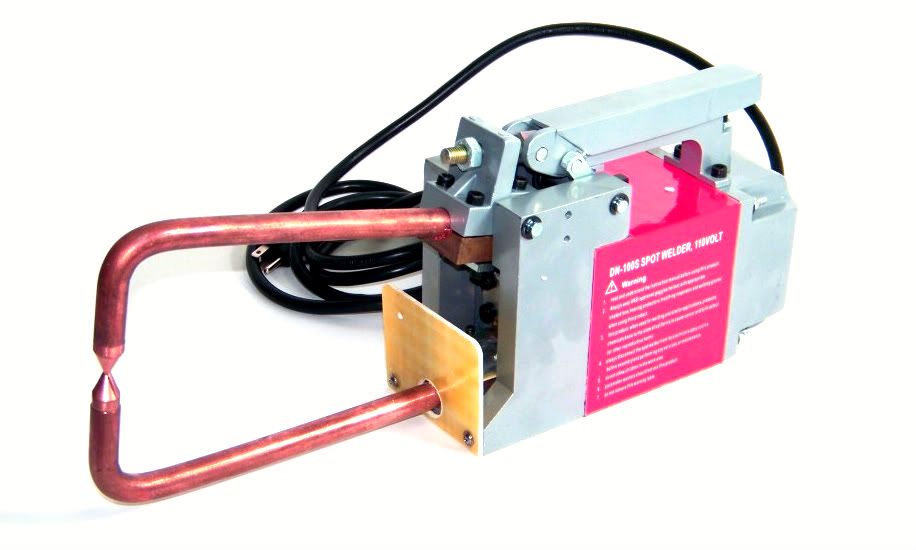 Там, где металлы соединяются, образуется сварная точка, которая зависит от силы протекания тока. Соответственно, чем больше сила тока тем, более толстые листы металла можно сварить. Допустимая толщина свариваемого металла может быть от 0,5 до 8 мм, а при использовании больших промышленных моделей до 30 мм.
Там, где металлы соединяются, образуется сварная точка, которая зависит от силы протекания тока. Соответственно, чем больше сила тока тем, более толстые листы металла можно сварить. Допустимая толщина свариваемого металла может быть от 0,5 до 8 мм, а при использовании больших промышленных моделей до 30 мм.
Перед началом процесса детали необходимо очистить от грязи, пыли и любых других загрязнений, которые могут помещать качественной сварке. Затем необходимо выбрать режим работы. Для того, чтобы понять качество готового шва на производствах берут несколько образцов соединений и разрушают их. Если процесс был проведен качественно, то на одной детали будет кратер, а на другой ядро сварной точки.
Если же этого нет, то сварка проведена не качественно и необходимо увеличить усилие сжатия или время сварки. Размер ядра у качественной сварной работы должен равняться тройной толщине более тонкой детали. Если же оно меньше, то деталь недостаточно проварилась. При выборе аппарата точечной сварки необходимо учитывать его основные характеристики и материалы, с которыми Вы будете работать, поскольку именно от этого зависит то, какая модель Вам подойдет.
Выделяют следующие разновидности:. Перед покупкой сварочного аппарата не стоит забывать и о том с какими изделиями планируется работать. Так, например, существует 2 способа воздействия на металлические детали:. Двухсторонний — свариваются большие элементы, открытые соединения и узлы.
Детали свариваются одновременно с двух сторон. Это осуществляется с помощью щипцов, которые плотно держат металл. Главным преимуществом данного метода является то, что шов получается качественным и крепким. Недостаток заключается в том, что длина щипцов ограничена, что создает определенные требования к размеру узлов, которые можно сварить таким методом. Материалы в этом случае могут быть любых размеров.
Чтобы улучшить качество и надежность шва используют медную прокладку. Она повышает параметры тока, и место сварки становится более прочным. Если же детали разной толщины, то ток следует подавать к более толстой детали.
Главное преимущество — повышенная производительность, низкое энергопотребление и снижение деформации деталей. Недостатком же является то, что шов получается более низкого качества, чем при двухсторонней сварке. Выбор аппарата точечной сварки во многом зависит от того, в какой специфике он будет работать.
Недостатком же является то, что шов получается более низкого качества, чем при двухсторонней сварке. Выбор аппарата точечной сварки во многом зависит от того, в какой специфике он будет работать.
Точечная контактная сварка характеризуется высокой производительностью — точек за минуту. При этом возможна работа с деталями толщиной до 2 мм. Все устройства делятся на 2 большие группы:.
Стационарные — это мощные станки, способные выдавать ток более 10 А. Они могут обрабатывать листы толщиной от 2,5 до 5 мм. Чаще всего используются в промышленности. Они удобны, когда необходимо проварить детали большого размера;.
Переносные — эти модели способные работать с материалами толщиной от 0,5 до 6 мм. Данное оборудование предназначено для осуществления работ с небольшими деталями в автомастерских или на стройке.
Рассматриваемые устройства довольно неприхотливы и работать с ними могут даже неподготовленные люди. Такое оборудование дает массу преимуществ, например:.
Помимо самого аппарата для точечной сварки необходимо выбрать и расходные материалы к нему.
Другой немаловажной деталью являются консоли. Это специальные элементы, которые предназначены данные элементы для фиксации электродов и подачи электрического тока. Существует верхняя и нижняя консоли. Верхняя консоль представляет собой короткий стержень ли жесткую шину с отверстием для вставки электрода.
Там она соединяется с трансформатором. Нижняя консоль подводит ток к электродам. В небольших моделях она воспринимает подаваемую нагрузку от усилия сжатия. Эти консоли изготавливаются в виде полой трубки обладающей высокой прочностью и электропроводностью.
На крупном производстве, где сварку необходимо осуществить в труднодоступном месте, невозможно обойтись без сварочных клещей. Данные приспособления соединяются со сварочным инвертором специальными проводами.
Данные приспособления соединяются со сварочным инвертором специальными проводами.
Это позволяет сделать соединение, находясь на большой высоте, при этом не нужно переносить трансформатор. Пистолет для сварки позволяет подключить его к одному концу обмотки сварочного трансформатора, а второй конец подсоединить к детали. Это оборудование полностью заменяет нижнюю консоль и позволяет не подводить электрод к обратной части соединения. Для аппаратов точной сварки существуют специальные шайбы, гвозди и проволока, позволяющие ликвидировать вмятины на различных объектах.
Особенно данное оборудование актуально для автомобилей, где нередки вмятины на кузове. Устройство позволяет приварить токопроводящие, шайбы, гвозди и проволоки к поврежденному месту, а затем вытянуть деформированный участок. Для того, чтобы выбрать оптимальный аппарат точечной сварки необходимо знать в легкодоступных или труднодоступных местах Вы будете проводить сварочные работы, а также из какого материала изготовлены детали.
Ознакомиться с ассортиментом сварочного оборудования можно в каталоге нашего сайта. Наша компания уже не один год занимается поставками различной техники для сварки от зарубежных и отечественных производителей. А наши специалисты всегда помогут Вам определиться с выбором наиболее походящей модели!
Звоните нам по бесплатному телефону: 8 , или пишите на эл. У вас должен быть включен JavaScript для просмотра. Как осуществляется точечная сварка своими руками, какой аппарат при этом используется, можно ли его сделать самому — ниже постараемся ответить на все эти вопросы. В промышленном масштабе выбор падает на такой вид сварки, когда нужно соединить сплавы цветных металлов, стали различных марок, когда листы имеют разную толщину, при создании профильных заготовок, например, уголков и др.
В домашних условиях точечная сварка нашла свое применение в ремонте бытовой техники, аккумуляторов, кабелей. Сам процесс сваривания заключается в нагревании металлического предмета до состояния пластичности, после чего он деформируется, то есть соединяется. Для создания более качественного шва необходимо обеспечить постоянство процесса, то есть постоянно поддерживать одну скорость обработки предмета, следить за давлением.
Для создания более качественного шва необходимо обеспечить постоянство процесса, то есть постоянно поддерживать одну скорость обработки предмета, следить за давлением.
Эти требования больше относятся к ручной сварке, поскольку на предприятиях данный процесс выполняется автоматически. Нагревание металлических предметов происходит за счет пропускания электрического тока, от которого генерируется тепло на поверхности. В том месте, в котором произошел контакт электрода с поверхностью, начинает появляться жидкое ядро, образованное от плавления двух деталей.
Когда ток перестает поступать 0,,1 сек , тогда ядро начинает застывать, позволяя, тем самым, удерживать обе части деталей.
Для осуществления сжатия металлического листа используются клещи, которые подразделяются на ручные и подвесные. Ручные клещи способствуют выработке тока, который в дальнейшем подается на электроды, зажимающие заготовку. Подвесные клещи используются в промышленности, отличаются высокой производительностью. Контактная точечная сварка — процесс несложный: ток проходит через точечное соединение, вырабатывая тепло. При этом состояние контактов влияет на качество сварки, любая шероховатость или окись может сказаться неблагоприятным образом.
Контактная точечная сварка — процесс несложный: ток проходит через точечное соединение, вырабатывая тепло. При этом состояние контактов влияет на качество сварки, любая шероховатость или окись может сказаться неблагоприятным образом.
При сваривании необходимо учитывать такие свойства металлов как теплопроводность, сопротивление и точка плавления, поскольку они различны, например, железо будет плавиться при температуре градусов Цельсия, медь — , алюминий — , цинк — и пр.
Чтобы продлить жизнь электродов, рекомендуется в процессе работы делать охлаждение при помощи воды. Чтобы визуально правильно подобрать диаметр электрода для обрабатываемого листа, необходимо его толщину умножить на два.
Чтобы в домашних условиях не приходилось использовать громоздкое оборудование, производители выпустили компактное устройство, пригодное для небольшого ремонта, например, бытовой техники, аккумуляторов либо автомобиля. Устройство называется споттером. Он имеет два вывода, один из которых крепится непосредственно к предмету, а второй — к электроду.
Клещи в данном случае не нужны. Для обеспечения лучшего рабочего процесса, желательно источник тока выбирать таким образом, чтобы он находился как можно ближе к месту сварки. Самые простые приборы, использующие однофазный ток, отличаются надежностью и простотой, но металлические листы толщиной более 0,8 мм соединить уже не получится.
Более сложные и мощные модели идут с использованием трансформатора, надо отметить, что они являются более дорогими. Но самым дорогим споттером является инверторный. Точечная сварка характеризуется крепостью шва, который иногда приходится убирать путем высверливания. Сверло применяется обычно в случае ремонта автомобиля. Нужно отметить, что существует специальное сверло для высверливания точечной сварки.
Мини точечная сварка своими руками
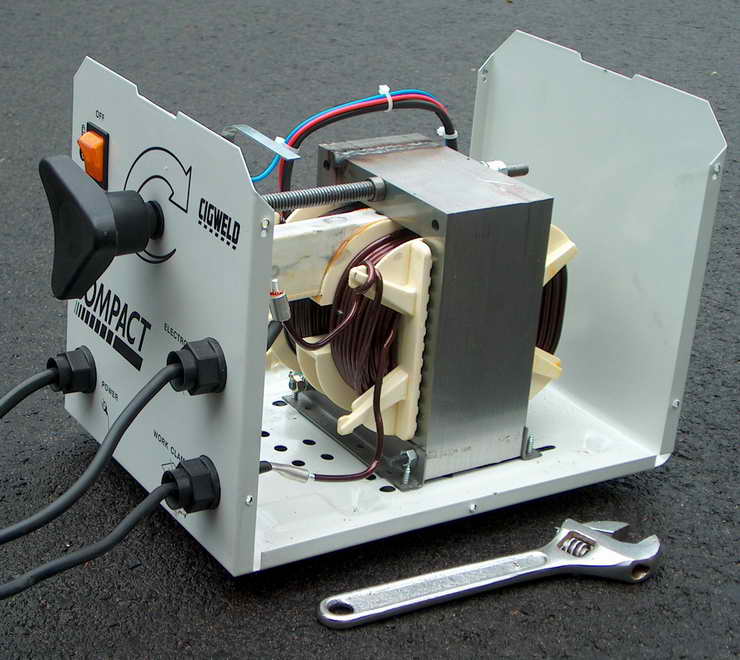
В некоторых случаях при ремонте в домашних условиях требуется соединение двух тонкостенных металлических деталей. Для этого можно использовать точечную сварку. Промышленность выпускает большое количество различных аппаратов для точечной сварки. Но эти устройства, как правило, довольно громоздкие и дорогие. Поэтому домашние мастера часто пытаются сделать аппарат для точечной сварки своими руками. Содержание 1 Варианты точечной сварки 2 Инверторный аппарат для точечной сварки 3 Схема и необходимые элементы 4 Достоинства и недостатки конструкции Варианты точечной сварки Основными элементами при создании аппарата для точечной сварки обычно являются трансформатор довольно большой мощности не менее 1 кВт и самодельного устройства прижима, состоящее из двух рычагов с электродами. В качестве первого элемента могут быть выбраны, например, трансформатор от микроволновой печи или сварочный трансформатор.
Но эти устройства, как правило, довольно громоздкие и дорогие. Поэтому домашние мастера часто пытаются сделать аппарат для точечной сварки своими руками. Содержание 1 Варианты точечной сварки 2 Инверторный аппарат для точечной сварки 3 Схема и необходимые элементы 4 Достоинства и недостатки конструкции Варианты точечной сварки Основными элементами при создании аппарата для точечной сварки обычно являются трансформатор довольно большой мощности не менее 1 кВт и самодельного устройства прижима, состоящее из двух рычагов с электродами. В качестве первого элемента могут быть выбраны, например, трансформатор от микроволновой печи или сварочный трансформатор.
Аппарат точечной сварки представляет собой своеобразный сварочный станок, который оснащен инвертором, в его состав обязательно входит.
Методы и аппараты точечной сварки
В магазинах аппараты точечной сварки стоят не дешево, а этот инструмент пригодиться в хозяйстве каждого настоящего мужчины. Поэтому многие решают изготовить это оборудование самостоятельно, используя подручные материалы. Готовый аппарат позволит быстро и надежно соединить различные металлические элементы. Таким образом, ремонт разных конструкций можно будет провести дома, сэкономив на услугах профессионала. Главное преимущество изготовления своими руками — значительная экономия средств на приобретении. Его можно использовать как для ремонта старых конструкций из металла, так и для создания новых. Такой аппарат позволит с легкостью справиться с изготовлением ворот, лестниц, конструктивных элементов из металла. Работа устройства напрямую зависит от электрического тока, который нагревает до определенной температуры некоторые участки стальных деталей, соприкасающихся между собой. В данный момент образуется сварное соединение, которое специалисты называют швом.
Готовый аппарат позволит быстро и надежно соединить различные металлические элементы. Таким образом, ремонт разных конструкций можно будет провести дома, сэкономив на услугах профессионала. Главное преимущество изготовления своими руками — значительная экономия средств на приобретении. Его можно использовать как для ремонта старых конструкций из металла, так и для создания новых. Такой аппарат позволит с легкостью справиться с изготовлением ворот, лестниц, конструктивных элементов из металла. Работа устройства напрямую зависит от электрического тока, который нагревает до определенной температуры некоторые участки стальных деталей, соприкасающихся между собой. В данный момент образуется сварное соединение, которое специалисты называют швом.
Точечная сварка из инвертора своими руками
В качестве разновидности контактного метода соединения металлов односторонняя точечная сварка достаточно востребована в современном производстве и широко применяется при сборке самых различных листовых изделий. Для тех, кто интересуется методом, интересно будет узнать о принципах организации точечной сварки, а также о том, как собрать аппарат точечной сварки своими руками. Формируемое по методу точечной сварки соединение образуется за счёт нагревания металла в зоне контакта и последующем сжатии. Нагревание происходит от воздействия электрического тока. Для того чтобы варить заготовки точечной сваркой было удобнее, их плотно обжимают посредством специальных приспособлений, а при сваривании крепят между собой сразу в нескольких в точках.
Для тех, кто интересуется методом, интересно будет узнать о принципах организации точечной сварки, а также о том, как собрать аппарат точечной сварки своими руками. Формируемое по методу точечной сварки соединение образуется за счёт нагревания металла в зоне контакта и последующем сжатии. Нагревание происходит от воздействия электрического тока. Для того чтобы варить заготовки точечной сваркой было удобнее, их плотно обжимают посредством специальных приспособлений, а при сваривании крепят между собой сразу в нескольких в точках.
Слово споттер пришло к нам из английского языка.
Изготовление точечной сварки из инвертора
Как осуществляется [точечная сварка своими руками] , какой аппарат при этом используется, можно ли его сделать самому — ниже постараемся ответить на все эти вопросы. В промышленном масштабе выбор падает на такой вид сварки, когда нужно соединить сплавы цветных металлов, стали различных марок, когда листы имеют разную толщину, при создании профильных заготовок, например, уголков и др. В домашних условиях точечная сварка нашла свое применение в ремонте бытовой техники, аккумуляторов, кабелей. Сам процесс сваривания заключается в нагревании металлического предмета до состояния пластичности, после чего он деформируется, то есть соединяется. Для создания более качественного шва необходимо обеспечить постоянство процесса, то есть постоянно поддерживать одну скорость обработки предмета, следить за давлением.
В домашних условиях точечная сварка нашла свое применение в ремонте бытовой техники, аккумуляторов, кабелей. Сам процесс сваривания заключается в нагревании металлического предмета до состояния пластичности, после чего он деформируется, то есть соединяется. Для создания более качественного шва необходимо обеспечить постоянство процесса, то есть постоянно поддерживать одну скорость обработки предмета, следить за давлением.
Особенности точечной сварки и аппарат для нее
Последние двадцать лет подиум сварочного оборудования для домашних мастеров занимают инверторы. Одни модели позволяют ремонтировать автомобиль точечной сваркой, другие обладают аргонно-дуговой функцией для соединения двух деталей без проволоки электрода. Есть также полуавтоматы для серьезных монтажных работ. Какой инвертор купить? Такие устройства оснащены инверторными схемами управления, которые повышают частоту тока, передаваемую от электросети, с 50 Гц частота переменного тока сети до нескольких тысяч герц. Затем ток повышенной частоты подается на обмотку понижающего трансформатора. Наиболее простой тип сварки, который выполняется с помощью электрической дуги и металлического электрода с покрытием. Во время работы проволока электрода плавится, ложится слоем на свариваемые детали, превращаясь в шов.
Затем ток повышенной частоты подается на обмотку понижающего трансформатора. Наиболее простой тип сварки, который выполняется с помощью электрической дуги и металлического электрода с покрытием. Во время работы проволока электрода плавится, ложится слоем на свариваемые детали, превращаясь в шов.
Многие ошибочно полагают, что изготовление аппарата для точечной сварки из инвертора своими руками — очень сложный технологический процесс.
Введите электронную почту и получайте письма с новыми самоделками. Не более одного письма в день. Войти Чужой компьютер.
Здравствуйте, гость Вход Регистрация. Правила Форума “Электрик”. Файловый архив форумов. Искать только в этом форуме? Дополнительные параметры.
В настоящее время [точечная сварка] получила широкое распространение, как в промышленной сфере, так и быту, так как позволяет решать даже самые сложные задачи по своему прямому назначению.
На рынке инвертор представлен в большом ассортименте, где любой желающий сможет подобрать для сварочных работ дома необходимое оборудование. Альтернативным вариантом является его изготовление своими руками. Следует ознакомиться с конструкцией и особенностями инвертора, нюансами контактной сварки, детальной инструкцией о самостоятельном проведении сварочных работ. Также мы узнаем о выполнении самодельного сварочного устройства из автомобильных батарей и микроволновки. Не только для автолюбителей и владельцев домов требуются сварочные работы.
Альтернативным вариантом является его изготовление своими руками. Следует ознакомиться с конструкцией и особенностями инвертора, нюансами контактной сварки, детальной инструкцией о самостоятельном проведении сварочных работ. Также мы узнаем о выполнении самодельного сварочного устройства из автомобильных батарей и микроволновки. Не только для автолюбителей и владельцев домов требуются сварочные работы.
Самодельная точечная сварка Самыми простыми в изготовлении являются сварочные аппараты контактной точечной сварки переменного тока с нерегулируемой силой тока. Управление процессом сварки осуществляется изменением продолжительности электрического импульса – с использованием реле времени или вручную с помощью выключателя. Самодельный аппарат точечной сварки. Это значит, что при токе А на плохо выполненных соединениях и тонких проводах теряется примерно в раз больше энергии, чем при токе 10А.
Контактная сварка и стыковая из инвертора своими руками: ГОСТ и электроды
Контактной сваркой называют метод соединения металлических изделий, крепко прижатых друг к другу, путем нагрева места их контакта электрическим током большой величины.
Технология реализуется с помощью сварочного аппарата и активно используется на предприятиях массового производства однотипных изделий, в микроэлектронике, машиностроение и т. п.
Наличие большого числа достоинств позволило контактному методу сваривания металлоконструкций найти широкое применение в промышленности и быту.
Содержание
- Применение технологии на практике
- Технология контактной сварки
- Особенности сварного процесса
- Режимы осуществления технологии
- Оборудование для контактной сварки
- Итоги
Применение технологии на практике
Электрическая точечная сварка позволяет создать образование неразъемного соединения кромок металлических деталей при помощи высокой температуры от проходящего электрического тока из инвертора и пластической деформации зоны их контакта при сжатии.
Она предоставляет сварщику уникальную возможность работать с широким диапазоном свариваемых толщин: от 1-2 микрометров до 30 миллиметров.
Архиважная роль при данном методе выполнения сварных операций отведена электрическому сопротивлению зоны соединения, поэтому его также называют электрической сваркой сопротивлением. Правила проведения сварочной операции контактным методом описаны государственными стандартами 15878-79.
Технология контактной сварки.Достоинства применения точечной технологии сваривания очень широки.
Опишем наиболее значимые из них:
- на выполнение соединений металлических деталей требуется крайне малый промежуток времени;
- технология позволяет проводить операции с потреблением большой мощности;
- сварной процесс может быть автоматизирован, что позволяет интегрировать сварочные агрегаты для в производственные линии на крупных предприятиях;
- сварные швы, созданные таким методом, отличаются высокими эксплуатационными параметрами, вне зависимости от уровня квалификации мастера;
- при работе не требуются специальные материалы, особенные комплектующие: присадочная сварочная проволока, флюс, защитный газ и т.
 п.;
п.; - электроды для точечной технологии доступны по стоимости и встречаются во многих специализированных магазинах.
Помимо точечной, большим перечнем достоинств характеризуются иные виды разновидности контактной сварки: стыковая, шовная и пр. Но именно точечная сварка наиболее распространена сегодня.
Она актуальна при изготовлении крупногабаритных строительных конструкций, космических агрегатов, миниатюрных полупроводниковых устройств, микросхем. Такое положение дел объясняется универсальностью контактного метода сваривания деталей из металла.
Практически все известные человечеству конструкционные материалы могут соединяться с помощью данной технологии в единое изделие: разнообразные виды низкоуглеродистой, легированной стали, жаропрочные, коррозионно-устойчивые сплавы, сплавы алюминия с иными металлами, магния и , т.п.
Также точечная сварка своими руками актуальная для выполнения ремонтных операций в небольших мастерских, СТО и т. п. С ее помощью собирают автомобили, железнодорожные вагоны, самолеты, возводят железобетонные конструкции, создают радиоэлектронные агрегаты.
п. С ее помощью собирают автомобили, железнодорожные вагоны, самолеты, возводят железобетонные конструкции, создают радиоэлектронные агрегаты.
Технология контактной сварки
Технология контактной сварки подразумевает нагрев металлических поверхностей до температуры плавления металла за счет тепла, образующегося в процессе прохождении мощного электрического тока от одной детали к другой сквозь точку их контакта.
В то же время, соединяемые детали сжимаются друг с другом, что приводит к взаимному проникновению и сплавлению нагретых участков металла. В итоге, создается ядро сварной точки в форме чечевицы, имеющие диаметр 4-12 мм.
Особенности точечной контактной сварки инвертором заключаются в:
- незначительной продолжительности сваривания: 0,1-2 секунды;
- мощном сварном токе: более 1000А;
- низком напряжении в сварочной цепи: 1-10В, обычно 2-3В;
- значительном усилии сжимающего места соединения: 20-200 кг;
- небольшой зоне расплавления.

На заметку! Изделия из низкоуглеродистой стали могут свариваться без расплавления ядра, но такие соединения не будут надежными, поэтому данный вид сварочных работ применяется крайне редко.
Согласно общей классификации, технологию контактной сварки относят к классу термомеханических процессов.
Разновидности контактной сварки.Все операции в процессе работы можно разделить на несколько последовательных этапов:
- детали из металла совмещают в нужном положении, размещают между парой и крепко сжимают друг к другу;
- детали нагревают с помощью электрического тока, приводящего их в состояние актуальной пластичности, деформируют, добиваясь плотного соединения металлических кромок.
В условиях промышленного предприятия частота сваривания достигает сварных 600 точек в минуту, самодельная сварка точечным методом в домашних условиях осуществляется медленнее.
При осуществлении точечной сварки своими силами в домашней мастерской важно придерживаться постоянства следующих параметров:
- скорости перемещения сварочных электродов;
- уровня величины давления на детали до достижения полной контактности свариваемых деталей.

Не менее важно соблюдать технику безопасности при выполнении сварочных работ точечным методом:
- все электрические и соединительные провода должны быть надежно изолированы;
- сварщик обязательно должен носить специальные защитные рукавицы, предохраняющие руки от возможных ожогов;
- лицо мастера должно быть защищено от попадания искр или брызг металла при помощи маски;
- сварные работы должны проводиться на площади без легковоспламеняющихся либо огнеопасных предметов, материалов, расположенных поблизости;
- если в помещении присутствуют деревянные полы, их стоит защитить от риска возгорания при помощи изоляционного материала в рулонах;
- стоит подготовить средства для тушения возгораний перед началом сварки своими силами, дабы при возгорании максимально быстро устранить проблему;
- комнату, где проводится работа, потребуется хорошенько проветривать время от времени во избежание отравления мастера вредными газами, выделяемыми в процессе проведения операции.

Особенности сварного процесса
При точечном сваривании к месту соединения металлических деталей применяется кратковременный импульс электрического тока, длительность которого меняется в пределах 0,01-0,1 секунды.
При этом в зоне наложения электродов изделий расплавляются, приобретают общее ядро. После подачи тока детали остывают под давлением для кристаллизации этого ядра, а также его полного остывания.
Технические данные машин контактной сварки.Основные способы контактной сварки:
- точечный метод;
- шовный или роликовый способ;
- стыковая контактная сварка.
Особенности такого вида сварки заключаются в том, что он не требует повышенных мер безопасности. Прижатие деталей друг к другу приводит к образованию уплотняющего пояска между ними без выплеска расплавленного металла.
Прижатие деталей друг к другу приводит к образованию уплотняющего пояска между ними без выплеска расплавленного металла.
Но давление с деталей стоит снимать с некоторой отсрочкой, чтобы обеспечить им лучшую кристаллизацию, проковывание и добиться устранения неоднородностей.
Достоинства точечной сварки ‒ экономичность, высокая механическая прочность швов, возможность автоматизировать рабочие процессы. Недостатки контактной сварки заключаются в отсутствии герметичности созданных сварочных швов.
Обеспечить сварные швы высоким качеством позволит предварительная подготовка. Детали очищаются от всех видов загрязнений при помощи специальных щеточек, методом опескоструивания, травления в кислотах, а также иными способами.
Сборку перед сваркой важно выполнить таким образом, чтобы она обеспечила точное и плотное прилегание металлических изделий друг к другу.
В противном случае, зазор между деталями уменьшит и поглотит часть давления на них, осадочное давление снизится, появится разброс прочности сварных точек. В целом, это снизит прочностные характеристики сварного шва, сделает его уязвимым для негативных факторов извне.
В целом, это снизит прочностные характеристики сварного шва, сделает его уязвимым для негативных факторов извне.
Режимы осуществления технологии
В зависимости от особенностей изготавливаемой металлоконструкции, подбирается актуальный способ контактной сварки.
Каждый конкретный случай необходимо рассматривать отдельно:
- для соединения двух деталей в одно изделие по всей площади поверхности подойдет стыковая сварка сопротивлением;
- для сваривания металлических изделий в отдельных точках применяется точечный способ;
- для соединения деталей из металла по заранее имеющемуся рельефу шва подойдет шовный способ.
Также важное задание для сварщика ‒ сварочного оборудования при работе с металлоконструкциями. Крайне важно анализировать соответствие выбранных параметров агрегата требованиям к выполнению данной операции.
Крайне важно анализировать соответствие выбранных параметров агрегата требованиям к выполнению данной операции.
Важно подобрать правильный режим сварки:
- Мягкий режим.
Применяется при умеренной силе тока и плотности на электрод до 100 а/мм2. Характеризуется более продолжительным сварным процессом, плавным нагревом металлических поверхностей, низкой мощностью. Но при этом сварщик может уменьшить мощность сварного агрегата, потребляемую от электросети, что позволит в целом снизить нагрузку на сеть. - Жесткий режим.
Используется для сталей высокой прочности при большом давлении при плотности до 300 а/мм2 и отличается повышенным уровнем мощности, высокой загрузкой электросети, повышенной стоимостью. К достоинствам жесткого режима относят незначительную продолжительность сварочных работ и высокую производительность труда.
Мягкий режим актуален для сталей с высоким содержанием углерода, а также легированных сталей.
Важно! При выполнении контактной точечной сварки необходимо соблюдать технологию, выбранный режим и обеспечить мастера актуальными условиями, иначе сварные швы могут получиться низкокачественными. Могут возникнуть различные дефекты, наиболее опасный из которых ‒ непровар точки с полным отсутствием литого ядра или крохотными его размерами.
Важно не только знать, как сделать точечную сварку, но и понимать, как повысить прочностные характеристики изготовленной конструкции после окончания работы. Для этого требуется осуществить термообработку металлического изделия.
Нагрев металла при контактном методе соединения деталей из металла с применением высокого опуска или пропускания электротока непосредственно после окончания работы позволит устранить внутреннее напряжение, образующееся в процессе работы.
Также качественно выполненная термообработка созданного сварного шва поможет улучшить структуру соединения и уничтожить опасный мартенсит, что в целом увеличит срок службы металлоконструкции в несколько раз.
Оборудование для контактной сварки
Все агрегаты для сварки контактным методом условно классифицируются по следующим признакам:
- назначение;
- источник питания;
- расположение электродов;
- способ перемещения;
- способ автоматизации.
По назначению сварное оборудование делят на модели общего назначения и специализированные агрегаты, применяемые для конкретных работ.
Прецизионное оборудование для точечной сварки широкого назначения подойдет для сваривания разного рода микроэлектронных устройств, металлических изделий, в зависимости от особенностей их конструкции и актуальных требований.
Сварочный аппарат для точечной сварки.Но в случае большинства металлических изделий и сплавов нужно применить специализированные агрегаты для контактной точечной сварки:
- установки, функционирующие по принципу одностороннего контактного сваривания;
- агрегаты для сварки проводников в изоляционном материале.

В оборудовании для контактной стыковой сварки на производстве применяются разные виды источников питания
- конденсаторы, в т. ч. с поддержанием напряжения и регулированием режима работы в процессе сварки автоматически;
- источники питания с переменным током, в т. ч. повышенной частоты с возможностью автоматического регулирования тока или напряжения.
Схема стыковой сварки оплавлением должна описывать вид применяемого оборудования, что упростит сварщику задачу и позволит добиться максимально высокого качества сварных соединений.
Электроды для контактной сварки могут располагаться по-разному:
- друг напротив друга;
- параллельно.
В первом варианте электроды одновременно сжимают детали с двух сторон. Во втором – сварная проволока опирается на детали с одной стороны.
Контактная стыковая сварка оплавлением подразумевает использование разных видов сварочных головок:
- для двустороннего точечного сваривания;
- для сварки и пайки разрезными и V-образными электродами;
- головки для односторонней сварки и с возможностью раздельного регулирования усилия на каждом электроде.

По способу передвижения сварочные агрегаты для контактного метода соединения металлических изделий в единую конструкцию могут быть:
- стационарными;
- подвесными;
- мобильными.
В первом случае сварные детали перемещают под конкретный агрегат, а во втором и третьем ‒ осуществляется монтаж аппарата в положение сваривания.
По способу автоматизации сварочные агрегаты бывают:
- ручными;
- автоматическими.
Ручные агрегаты более доступны по стоимости, однако, требуют большего мастерства со стороны сварщика: абсолютно все операции должны осуществляться вручную под четким контролем человека.
Автоматизированное оборудование для точечной сварки лишает мастера необходимости осуществлять ряд процессов, поэтому облегчает работу для малоопытного сварщика.
Основные параметры при выборе сварной машины ‒ сила сварочного тока, а также длина рычагов со сварными электродами. Они определят возможную толщину деталей для сваривания, вид металла и габариты конструкций, с которыми можно работать.
Они определят возможную толщину деталей для сваривания, вид металла и габариты конструкций, с которыми можно работать.
Зачастую производители указывают их в паспорте конкретной модели аппарата. Простой сварочный аппарат своими руками для точеной технологии можно изготовить своими руками.
Итоги
Применение контактной сварки из инвертора своими руками позволяет соединять металлы и сплавы разных марок с помощью высокой температуры электрического тока, провоцирующей пластическую деформацию зоны контакта деталей при их сжатии.
Технология контактной сварки имеет широкую область применения: активно применяется в быту и промышленных масштабах при изготовлении больших партий однотипных изделий из металла.
Важно соблюдать технологию, нанести на схему обозначение контактной сварки, применить рекомендуемые производителем электроды, правильно выбрать режимы работы агрегата, тогда сварные швы приобретут высокое качество и долговечность.
Inverters (MFDC) – Spot Weld, Inc.
Инвертор имеет много преимуществ по сравнению с традиционной однофазной сваркой переменным током. Некоторыми преимуществами являются более высокая точность сварки, более эффективное использование электроэнергии, меньший размер корпуса и меньшие электрические потери из-за импеданса.
Как и любая технология сварки, инвертор (также часто называемый среднечастотным постоянным током [MFDC]) имеет свое место. Многие заводы по всему миру узнали, что инвертор обладает многими превосходными свойствами, которые оправдывают дополнительные первоначальные затраты. Автомобильные заводы почти полностью перешли на инверторы из-за их легкого веса, качественной обратной связи, экономии электроэнергии и универсальной поддержки.
Многие заводы по всему миру узнали, что инвертор обладает многими превосходными свойствами, которые оправдывают дополнительные первоначальные затраты. Автомобильные заводы почти полностью перешли на инверторы из-за их легкого веса, качественной обратной связи, экономии электроэнергии и универсальной поддержки.
Любое OEM-оборудование Spot Weld, Inc. может быть оснащено инвертором; от коромысла до прессов, столешниц и сварочных аппаратов, а также специального оборудования. Мы также являемся дистрибьютором некоторых импортных машин, оснащенных инверторами.
SWI разработала три стандартных инвертора для контрактных производителей и ремонтных мастерских; особенно те, кто ищет NADCAP или другие аэрокосмические квалификации. Эти машины предназначены для того, чтобы избавить вас от угадывания при совершении покупок и предоставить все, что вам когда-либо понадобится, когда вы еще не знаете, что это такое.
PMF160 с пневмоцилиндром диаметром 8 дюймов
PMF160
- 160 кВА 1000 Гц инвертор MFDC
- Доступно первичное напряжение 230–600 В, 50/60 Гц, 3 фазы
- Глубина горловины 24″ (610 мм)
- 2000lbsf (890 даН), пневмоцилиндр диаметром 5 дюймов (127 мм)
- 30 кА макс.
 вторичный ток на электродах
вторичный ток на электродах - Система защиты от защемления SoftTouch
- MFDC 3-фазный инвертор с замкнутой обратной связью
- Выбор графика сварки через встроенный ПЛК
- Встроенный автоматический выключатель на 150 А
- Фиксированный выдвижной пневмоцилиндр
- Готовая плита, для специальной оснастки
- Регулируемая нижняя часть колена
- Регулируемый узел верхнего домкрата
- Разработано и произведено в США
Аппарат PMF160 может выполнять точечную сварку по стандартам Mil-spec 6858D и AWS 17.2 класса B и C двух толщин алюминия толщиной до 0,080 дюйма (2 мм).
PMF170 с регулируемым выдвижным пневмоцилиндром
PMF170
- 170 кВА 1000 Гц инвертор MFDC
- Доступно первичное напряжение 230–600 В, 50/60 Гц, 3 фазы
- Глубина горловины 24″ (610 мм)
- 2000lbsf (890 даН), пневмоцилиндр диаметром 5 дюймов (127 мм)
- 44 кА макс.
 вторичный ток на электродах
вторичный ток на электродах - Система защиты от защемления SoftTouch
- MFDC 3-фазный инвертор с замкнутой обратной связью
- Выбор графика сварки с помощью встроенного ПЛК
- Встроенный автоматический выключатель на 250 А
- Фиксированный выдвижной пневмоцилиндр
- Готовая плита, для специальной оснастки
- Регулируемая нижняя часть колена
- Регулируемый узел верхнего домкрата
- Разработано и произведено в США
Аппарат PMF170 может выполнять точечную сварку по требованиям стандартов Mil-spec 6858D и AWS 17.2 класса B и C на двух толщинах алюминия толщиной до 0,125 дюйма (3 мм).
PMF320
- 320 кВА 1000 Гц инвертор MFDC
- Первичное напряжение 230–600 В, 50/60 Гц, 3 фазы
- Глубина горловины 18″ (460 мм)
- 8000lbsf (3560 даН), 10″ (254 мм) диафрагменная воздушная система Fast Follow Up
- 55 кА макс.
 вторичный ток на электродах
вторичный ток на электродах - Система защиты от защемления SoftTouch
- MFDC 3-фазный инвертор с замкнутой обратной связью
- Выбор графика сварки с помощью встроенного ПЛК
- Встроенный автоматический выключатель на 400 А
- Фиксированный выдвижной пневмоцилиндр
- Готовая плита, для специальной оснастки
- Регулируемая нижняя часть колена
- Регулируемый узел верхнего домкрата
- Разработано и произведено в США
Аппарат PMF320 имеет мембранную воздушную систему и может выполнять промышленные сварные швы, а также сварку по стандартам Mil-spec 6858D и AWS 17.2 класса A, B и C. Пожалуйста, запросите более подробную информацию.
Инверторные машины для точечной сварки | ATS ELGI
Инверторные машины для точечной сварки | АТС ЭЛГИ До сих пор мы использовали традиционную технологию машин для точечной сварки трансформаторного типа, но с появлением высокопрочной стали нового поколения сварка стала трудной, поскольку точечная сварка трансформаторного типа не имеет достаточной мощности сварки, а рабочий цикл также низок. что приводит к перегреву и влияет на качество сварного шва.
что приводит к перегреву и влияет на качество сварного шва.
Мировой рынок послепродажного обслуживания автомобилей Кузовные мастерские теперь перешли на точечную сварку следующего поколения инверторного типа, которая необходима для эффективной сварки стали нового поколения, поскольку эти машины точечной сварки инверторного типа обладают высокой мощностью сварки при низком энергопотреблении.
Эти машины для точечной сварки инверторного типа также могут эффективно сваривать обычные стали.
Модель: Inverter Spot 13500
ПрименениеОсобенности и преимуществаТехнические характеристикиКаталогЗапросить цену
- Подходит для всех моделей легковых автомобилей, внедорожников и минивэнов
- Поддерживает стали нового поколения, такие как бор, AHSS, HSS, TRIP
- Высокое давление сжатия 420 даН
- Автоматическая настройка параметров сварки
- Отображает подаваемый ток после каждой точки
- Цилиндрические пистолеты двойного действия с широкими электродами
- Легкие удлинители С-образных клещей для сварки труднодоступных мест
- Настройка двойного тока для легкой сварки высокопрочных сталей с низким сварочным током
- Высокая мощность сварки
- Низкое энергопотребление – экономия средств
- Высокий рабочий цикл: улучшает качество и повышает производительность
- Пистолеты Spot с водяным охлаждением – повышение производительности
- Самоустанавливающиеся электроды, легко заменяемые C-дуги
- Различные удлинители – легкий доступ к рабочим местам
- Предупреждает оператора о качестве каждого пятна (одобрено или отклонено) — обеспечивает качество
- Функция журнала данных: может управлять и отслеживать историю сварки
- Большой ЖК-дисплей – удобный доступ
| Серийный номер | Технические характеристики | Точечный инвертор 13500 |
|---|---|---|
| 1 | Технические характеристики питания400 В, 50-60 Гц | |
| 2 | Максимальный ток | 12000 А |
| 3 | Толщина сварного листа | 3 + 3 + 3 мм |
| 4 | Максимальная потребляемая мощность | 41 кВт |
| 5 | Давление пневматического пистолета | 400 дАН |
| 6 | Сетевой предохранитель | 16 А |
| 7 | Размеры | 790 х 450 х 900 мм |
| 8 | Вес | 81 кг |
Щелкните здесь, чтобы загрузить брошюру
- Имя*
- Телефон*
- Электронная почта*
- City*
- How did you hear about us?*
— Select –FacebookLinkedInInstagramTwitterPintrestYouTubeReferralPressMagazineIndiaMartOthers
- State*
— Select –TamilnaduAndaman and Nicobar IslandsAndhra PradeshArunachal PradeshAssamBiharChandigarhChhattisgarhDadra and Nagar HaveliDaman and DiuDelhiGoaGujaratHaryanaHimachal PradeshJammu and KashmirJharkhandKarnatakaKeralaLakshadweepMadhya PradeshMaharashtraManipurMeghalayaMizoramNagalandOdishaPuducherryPunjabRajasthanSikkimTelenganaTripuraUttar PradeshUttarakhandWest Bengal
- Country*
IndiaAfghanistanAlbaniaAlgeriaAmerican SamoaAndorraAngolaAntigua and BarbudaArgentinaArmeniaAustraliaAustriaAzerbaijanBahamasBahrainBangladeshBarbadosBelarusBelgiumBelizeBeninBermudaBhutanBoliviaBosnia and HerzegovinaBotswanaBrazilBruneiBulgariaBurkina FasoBurundiCambodiaCameroonCanadaCape VerdeCayman IslandsCentral African RepublicChadChileChinaColombiaComorosCongo, Democratic Republic of theCongo, Republic of theCosta RicaCôte d’IvoireCroatiaCubaCuraçaoCyprusCzech RepublicDenmarkDjiboutiDominicaDominican RepublicEast TimorEcuadorEgyptEl SalvadorEquatorial GuineaEritreaEstoniaEthiopiaFaroe IslandsFijiFinlandFranceFrench PolynesiaGabonGambiaGeorgiaGermanyGhanaGreeceGreenlandGrenadaGuamGuatemalaGuineaGuinea-BissauGuyanaHaitiHondurasHong KongHungaryIcelandIndonesiaIranIraqIrelandIsraelItalyJamaicaJapanJordanKazakhstanKenyaKiribatiNorth KoreaSouth KoreaKosovoKuwaitKyrgyzstanLaosLatviaLebanonLesothoLiberiaLibyaLiechtensteinLithuaniaLuxembourgMacedoniaMadag ascarMalawiMalaysiaMaldivesMaliMaltaMarshall IslandsMauritaniaMauritiusMexicoMicronesiaMoldovaMonacoMongoliaMontenegroMoroccoMozambiqueMyanmarNamibiaNauruNepalNetherlandsNew ZealandNicaraguaNigerNigeriaNorthern Mariana IslandsNorwayOmanPakistanPalauPalestine, State ofPanamaPapua New GuineaParaguayPeruPhilippinesPolandPortugalPuerto RicoQatarRomaniaRussiaRwandaSaint Kitts and NevisSaint LuciaSaint Vincent and the GrenadinesSamoaSan MarinoSao Tome and PrincipeSaudi ArabiaSenegalSerbiaSeychellesSierra LeoneSingaporeSint MaartenSlovakiaSloveniaSolomon IslandsSomaliaSouth AfricaSpainSri LankaSudanSudan, SouthSurinameSwazilandSwedenSwitzerlandSyriaTaiwanTajikistanTanzaniaThailandTogoTongaTrinidad and TobagoTunisiaTurkeyTurkmenistanTuvaluUgandaUkraineUnited Arab EmiratesUnited KingdomUnited StatesUruguayUzbekistanVanuatuVatican CityVenezuelaVietnamVirgin Islands, BritishVirgin Islands, U.
