Точечная сварка металла: Точечная сварка – обзор технологии и оборудования
alexxlab | 03.06.2023 | 0 | Разное
Технология точечной сварки металлов
Точечная сварка является одним из наиболее широко применяемых видов контактной сварки. Она используется при изготовлении кузовов автомобилей и вагонов, в самолетостроении и ряде других отраслей промышленности и транспорта.
Широкое применение технологии точечной сварки объясняется сравнительной простотой способа, сочетающегося со значительной универсальностью его возможностей. Так, точечной сваркой можно соединять листы металла толщиной от 0,1 мм до суммарной толщины, равной 60 мм. При этом по сравнению с клепкой достигается экономия в массе до 20%.
Точечная сварка металлов
Обычно свариваются листы одинаковой толщины из одного и того же металла, причем для сварки конструкционных сталей используется двусторонняя сварка. Точечная сварка применяется в основном при соединении деталей из низкоуглеродистых сталей, однако она применяется и для сталей повышенной прочности, например, хорошо сваривается аустенитная, нержавеющая хромоникелевая сталь марки 
После зажатия свариваемых деталей в электродах контактной точечной машины и включения сварочного тока он проходит от одного электрода к другому через свариваемое изделие. Ток расплавляет металл в зоне сварки, создавая ядро сварной точки, имеющей чечевицеобразную форму.
Точечная сварка, как правило, выполняется с расплавлением слоя металла в месте контакта свариваемых поверхностей изделия между электродами машины. Поскольку скорости нагрева и охлаждения при использовании современных машин и режимов сварки достигают нескольких тысяч градусов в секунду, то и прилегающий к ядру точки участок металла подвергается сложной термической обработке.
Сила давления электродов должна быть такой, чтобы преодолеть жесткость ввариваемого изделия и осуществить пластическую деформацию при сдавливании, необходимую для получения надежной прочности точки.
Обычно диаметр ядра сварной точки равен 4 – 12 мм, однако для прочности точки имеет значение и соотношение ее высоты с толщиной свариваемых изделий. Принято считать, что высота ядра должна составлять
Принято считать, что высота ядра должна составлять 30 – 80% суммарной толщины свариваемых листов и не меньше 30% малой толщины листа в случае сварки изделий с различной толщиной.
Твердость металла непосредственно ядра точки и зоны термического влияния в несколько раз выше, чем основного металла, что способствует повышенной хрупкости сварного соединения. Поэтому в ряде случаев в целях выравнивания твердости производится отпуск сварной точки непосредственно в электродах машины при помощи повторного нагрева. Однако даже после термообработки усталостная прочность сварного соединения уступает прочности исходного материала.
Непосредственно процесс точечной сварки состоит из операций сжатия свариваемых изделий, включения, затем выключения сварочного тока и снятия сжимающего давления.
В основные параметры режима точечной сварки входят: плотность тока (или сила тока), время сварки, величина давления электродов, определяющая пластическую деформацию, и диаметр электродов в месте контакта.
Поскольку сварка длится очень короткое время, то отклонение от оптимальных значений хотя бы одного из приведенных параметров может существенно повлиять на качество сварного соединения. Состояние современной сварочной техники в нашей стране и за рубежом дает возможность широкого программирования режимов точечной сварки, как по величине сварочного тока, так и по изменению давления электродов в процессе сварки.
Программирование может идти по пути прерывистого включения сварочного тока, применения повышенного начального или конечного давления (проковка в горячем состоянии), подачи импульсов тока в начальный или конечный момент сварки.
Например, при сварке незакаливающихся сталей при толщине изделий до 4 – 6 мм в основном применяется точечная одноимпульсная сварка с постоянным давлением. Для сварки изделий из легких сплавов толщиной до 1 – 1,5 мм и из сталей толщиной более 6 мм используется одноимпульсная сварка с «ковочным» давлением, т. е. после выключения сварочного тока усилие сжатия увеличивается.
е. после выключения сварочного тока усилие сжатия увеличивается.
Сварку изделий из закаливающихся углеродистых и легированных сталей толщиной до 4 – 6 мм рекомендуется вести при постоянном давлении с применением дополнительного импульса тока для последующей термообработки сварной точки. Для сварки горячекатаных и высоколегированных сталей используется многоимпульсная точечная сварка, как с постоянным, так и переменным давлением электродов.
В зависимости от материала, его толщины и характера свариваемой детали может применяться тот или иной цикл или составляться специальная программа из приведенных приемов ведения процесса сварки.
Точечная сварка
Сеть профессиональных контактов специалистов сварки
Точечная сварка получила широкое распространение в промышленности, особенно при массовом производстве штампосварных конструкций в автомобиле- и авиастроении, космической технике, сельскохозяйственном и транспортном машиностроении, строительстве, а также в приборостроении при создании миниатюрных и прецизионных узлов и изделий электронной техники , средств связи и управления.
Большое значение и широкое применение контактной точечной сварки обусловлены следующими ее достоинствами:
- высокой производительностью и степенью автоматизации вследствие кратковременности самого процесса сварки и возможностью использования высокопроизводительных многоточечных машин, сборочно-сварочных поточных машин, агрегатов и роботизированных комплексов контактной сварки;
- возможностью получения сварных соединений высокого и стабильного качества для рациональной конструкции соединения при соблюдении оптимальных значений параметров режима и условий выполнения сварки;
- практическим отсутствием необходимости использования присадочных материалов, флюсов и газов;
- относительно высокими санитарногигиеническими условиями труда и культурой производства.
Перечисленные достоинства можно отнести ко всем видам контактной сварки.
Точечной сваркой можно сваривать детали из большинства известных конструкционных материалов: низко- и среднеуглеродистых, а также низколегированных, легированных коррозионно-стойких и жаропрочных сталей, алюминиевых и магниевых сплавов, титана и его сплавов, некоторых медных сплавов и ряда других материалов.
Лучше всего свариваются между собой однородные металлы и сплавы, построенные на одной основе или имеющие разную основу, но образующие между собой ряд твердых растворов.
Например, аустенитные стали хорошо свариваются с конструкционными , коррозионно-стойкие стали – с жаропрочными. Никель сваривают с низколегированными и коррозионно-стойкими сталями. Однако в ряде случаев контактная точечная сварка деталей из разнородных металлов и сплавов затруднена или невозможна, что обусловлено следующими основными факторами:
- различием теплофизических и механических свойств свариваемых пар металлов и зависимостью их от термического цикла сварки , что вызывает смещение электротеплового поля относительно плоскости свариваемого стыка;
- существенной химической и структурной неоднородностью металла литого ядра вследствие несимметричного проплавления деталей и незавершенности процессов перемешивания металла в ядре;
- образованием интерметаллических фаз и механических смесей, обладающих большой твердостью и хрупкостью, что приводит к низким механическим свойствам соединения.

Все чаще точечной сваркой соединяют металлы с антикоррозионными и декоративными покрытиями. Свариваемость таких металлов зависит от свойств покрытия и его толщины. Удовлетворительно свариваются металлы с электропроводными металлическими покрытиями толщиной 7… 30 мкм. В машиностроении используют стали, покрытые цинком, свинцом, алюминием, никелем и хромом, в приборостроении детали покрывают также оловом, оловянно-висмутовым сплавом, кадмием, золотом, серебром и никелем . Наибольшие трудности возникают при сварке металлов c неэлектропроводными фосфатными и оксидными покрытиями из-зa таких дефектов кaк выплески и непровары. Точечной сваркой обычно соединяют детали, собранные внахлестку, однако возможны и другие типы соединений.
Наиболее широко этим способом соединяют детали и заготовки, выштампованные из листового и вырезанные из профильного проката, а также детали, изготовленные резанием. Точечную сварку можно использовать для создания комбинированных конструкций, в которых заготовки из листового проката необходимо сваривать с деталями, изготовленными методами литья, ковки и высадки.
Как правило , точечной сваркой соединяют детали толшиной 0,5 . . .6,0 мм. На специальных машинах возможна сварка стали толщиной до 30,0 мм, при микросварке толщина привариваемых элементов составляет 20 … 50 мкм. Обычно в машиностроении сваривают детали равных толщин или с соотношением толщин не более 1 : 6 (при толщине тонкой детали 0,5 . . .1,5 мм) , в приборостроении соотношение толщин соединяемых элементов может быть более чем 1 : 100.
Точечная сварка может быть двусторонней и односторонней. Пpи сварке компактных деталей или узлов открытого типа c отбортовкой применяется двусторонняя сварка, а для крупногабаритных узлов и при ограниченном доступe к зоне сварки – односторонняя. Пpи сварке в массовом производствe для повышения производительности используется многоточечная сварка .
При проектировании сварной конструкции, выполняемой точечной сваркой на универсальном оборудовании с использованием простейших сборочных приспособлений, желательно обеспечить :
- минимальную и неизменную массу деталей из ферромагнитного материала, вводимую в контур сварочной машины, так как наличие магнитной стали в сварочном контуре ведет к увеличению его сопротивления и снижению силы сварочного тока; конструкция а на рис.

- необходимые жесткость и прочность электродов и хоботов из сплавов с твердостью ≥120 НВ, передающих требуемую силу сжатия при сварке внутри узлов коробчатой формы, обечаек и труб (см . рис. 1, в), при этом размеры отверстия (в мм) свариваемых узлов прямоугольного или круглого сечения должны отвечать следующим зависимостям :
где Fсж – сила сжатия электродов, даН , определяемая толщиной и материалом , подлежащим сварке; L – длина детали (или вылет электрода), мм; при не возможности введения электрода внутрь полого тонкостенного профиля целесообразно использовать медные раздвижные вставки (см. рис. 1, г) или удаляемый после сварки легкоплавкий материал;
- свободный доступ электродов к месту сварки с тем, чтобы использовать прямые электроды с внутренним охлаждением, поэтому конструкция узла на рис. 1, д предпочтительнее узла, показанного на рис. 1, е;
- свободную деформацию деталей в зоне сварки, узел ж на рис.
 1 полностью отвечает этому требованию, узел з на этом рисунке – частично;
1 полностью отвечает этому требованию, узел з на этом рисунке – частично; - минимально возможные зазоры между деталями за счет повышения точности заготовок, фиксируюших приспособлений и качества сборки деталей в местах их сопряжения под сварку.
Рис. 1. Примеры узлов, соединяемых точечной (шовной) сваркой.
Точечная сварка чаще всего применяется для нахлесточных соединений c обязательным получением литого ядра. Прочность сварной точки определяется качествoм металла литого ядра, зoны термического влияния и размерами сечения ядра. Основной геометрический параметр точечного соединения – это диаметр литого ядра. ГОСТ 15878-79 регламентирует основные размеры конструктивных элементов сварных соединений для групп А и Б (см. таблицы в ГОСТ 15878-79 и рис. 2). Соединения группы А имеют большие диаметры литого ядра и обладают более высокой прочностью по сравнению с соединениями группы Б.
Фактический диаметр сварной точки должен быть не менее указанного в таблицах ГОСТа. При отработке технологии сварки выбранные параметры режима должны обеспечивать диаметр ядра dном на 15.. .25 % больше табличного для компенсации технологических возмущений при сварке .
При отработке технологии сварки выбранные параметры режима должны обеспечивать диаметр ядра dном на 15.. .25 % больше табличного для компенсации технологических возмущений при сварке .
Величина проплавления h мало влияет на прочность точки и может изменяться в пределах 20 .. .80 % толщины каждой детали. При проплавлении <20 % не удается обеспечить стабильные размеры литого ядра и отсутствие в нем дефектов, при проплавлении >80 % наблюдается перегрев металла в околошовной зоне и в контакте электрод – деталь, что снижает коррозионную стойкость соединения, повышает изнашивание электродов и вероятность образования выплесков.
Обычно минимальное значение проплавления (20 %) достигается в тонкой детали при сварке деталей неравной толщины , максимальное проплавление (до 95 %) характерно для титановых сплавов ввиду их низкой теплопроводности.
Бесследная сварка , когда отсутствует заметная вмятина на поверхности одной из деталей, достигается при односторонней сварке на медной подкладке (см . п. 2 в таблице на странице Схема точечной сварки) или при сварке с холостым плоским электродом большого диаметра (см. п. 5 таблицы на той же странице).
п. 2 в таблице на странице Схема точечной сварки) или при сварке с холостым плоским электродом большого диаметра (см. п. 5 таблицы на той же странице).
При сварке деталей неодинаковой толщины (см. рис. 2, в) конструктивные элементы соединения выбирают по более тонкой детали. Если соотношение толщин свариваемых деталей S / S1 > 2, величины В, t и с увеличивают на 20.. .30 %. При двусторонней сварке трех деталей (в исключительных случаях четырех) диаметр литого ядра, измеренный в плоскости сопряжений каждой пары деталей, должен соответствовать государственному стандарту (при односторонней сварке число одновременно свариваемых деталей не может быть более двух). Если при сварке пакета из трех деталей образуются два литых ядра (см. рис. 3, а) , то величина нахлестки В устанавливается по тонкой детали l, l‘. В случае образования обшей литой зоны (см . рис. 3, б) нахлестка со стороны края средней детали должна быть увеличена на 20 .. .30 % с тем , чтобы предотвратить возможное раздавливание края детали 2.
Рисунок 2. Конструктивные элементы, графическое изображение и условное обозначение сварных соединений, выполненных точечной сваркой из однотолщинных и одноименных металлов (а), плакированного (6) и разноименного металла (г), деталей неравной толщины (в).
Минимальный шаг точек при сварке пакета из трех стальных деталей увеличивают в – 1,5 раза по сравнению с шагом для пакета из двух деталей. Желательно, чтобы отношение толшин деталей в пакете не превышало трех.
Рис. 3. Точечная сварка трех деталей : а – раздельное формирование ядер; б – сквозное проплавление средней детали; 1, 1′ – тонкие детали; 2 – толстая деталь.
Copyright. При любом цитировании материалов Cайта, включая сообщения из форумов, прямая активная ссылка на портал weldzone.info обязательна.
Точечная сварка Техническая информация – Tite-Spot Welders
Точечная сварка сопротивлением – это соединение перекрывающихся частей металла с применением давления и электрического тока. Эти соединения, созданные контактной точечной сваркой, образуют «кнопку» или «сплавленный самородок». Точечная сварка сопротивлением обычно встречается на фланцах, расположенных в шахматном порядке в один ряд последовательных сварных швов. Производители транспортных средств используют контактную точечную сварку на заводе, потому что они могут производить высококачественные сварные швы при очень низких затратах.
Эти соединения, созданные контактной точечной сваркой, образуют «кнопку» или «сплавленный самородок». Точечная сварка сопротивлением обычно встречается на фланцах, расположенных в шахматном порядке в один ряд последовательных сварных швов. Производители транспортных средств используют контактную точечную сварку на заводе, потому что они могут производить высококачественные сварные швы при очень низких затратах.
Как формируется точечный сварной шов. Точечные сварные швы образуются, когда через панели пропускают большой ток в течение нужного времени и с правильным давлением. В типичном применении точечной сварки есть два электрода, расположенных друг напротив друга, которые сжимают металлические детали. Это сжимающее давление контролируется. Свариваемые детали нагреваются за счет пропускания через них сварочного тока. Несколько тысяч ампер сварочного тока применяются в течение определенного периода времени. При повышении температуры металл нагревается до пластического состояния. Сила сварочного наконечника деформирует металл и образует небольшую вмятину, когда металл нагревается. По мере накопления тепла в металле на границе раздела образуется небольшая лужица жидкого металла. Эта ванна обычно имеет тот же размер, что и поверхность сварочного наконечника. Когда температура сварки будет достигнута, таймер должен истечь. Зона сварки остывает очень быстро, потому что медные сварочные наконечники отводят тепло из зоны сварки. Тепло также уходит, когда оно течет в окружающий металл. Сварочные клещи TITE-SPOT следует держать сомкнутыми не менее одной секунды, чтобы охладить сварной шов. ПРЕДУПРЕЖДЕНИЕ: Следует соблюдать осторожность при работе с аппаратом закрытого типа, который мгновенно отключается после образования сварного шва.
Сила сварочного наконечника деформирует металл и образует небольшую вмятину, когда металл нагревается. По мере накопления тепла в металле на границе раздела образуется небольшая лужица жидкого металла. Эта ванна обычно имеет тот же размер, что и поверхность сварочного наконечника. Когда температура сварки будет достигнута, таймер должен истечь. Зона сварки остывает очень быстро, потому что медные сварочные наконечники отводят тепло из зоны сварки. Тепло также уходит, когда оно течет в окружающий металл. Сварочные клещи TITE-SPOT следует держать сомкнутыми не менее одной секунды, чтобы охладить сварной шов. ПРЕДУПРЕЖДЕНИЕ: Следует соблюдать осторожность при работе с аппаратом закрытого типа, который мгновенно отключается после образования сварного шва.
При контактной точечной сварке необходимо учитывать 4 переменные ;
Давление , Время сварки , Ток и Диаметр наконечника .
Давление : важно, какое давление прикладывается к сварному шву. Если прикладывать слишком мало давления, область соединения будет маленькой и слабой. Если приложено слишком большое давление, то в сварном шве может произойти растрескивание из-за закалочного эффекта сварочных наконечников. Кроме того, высокое давление может привести к истончению металла и стать причиной слабости. Глубина вмятин на поверхности листа, вызванных сварочными электродами, никогда не должна превышать 25 процентов толщины листового металла.
Как правило, кузовной цех сваривает сталь калибром от 16 до 24. Если у аппарата для точечной сварки есть клещи регулируемой длины, для правильной установки давления следует использовать манометр. Давление важно, и о нем не следует угадывать. ( ПРИМЕЧАНИЕ : Давление плоскогубцев TITE-SPOT установлено в середине этого диапазона и не регулируется.)
Три типа таймеров точечной сварки :
время прохождения тока в сварочный трансформатор. Неотъемлемая проблема заключается в том, что, если сварка не происходит, таймер продолжает тикать. Следовательно, если сварочный ток подается только в течение части цикла, сварной шов может не образоваться до истечения времени таймера. Что обычно происходит, так это то, что техник увеличивает продолжительность работы таймера. Это может привести к перегреву сварочных инструментов и трансформатора! Двойной цикл в зоне сварки также используется, но он также вызывает перегрев.
Неотъемлемая проблема заключается в том, что, если сварка не происходит, таймер продолжает тикать. Следовательно, если сварочный ток подается только в течение части цикла, сварной шов может не образоваться до истечения времени таймера. Что обычно происходит, так это то, что техник увеличивает продолжительность работы таймера. Это может привести к перегреву сварочных инструментов и трансформатора! Двойной цикл в зоне сварки также используется, но он также вызывает перегрев.
Ручное управление : Иногда оператор обходит таймер и отсчитывает время сварки вручную. Таким образом, хорошие сварные швы могут быть выполнены за время от 1/2 до 1 3/4 секунды. Это, вероятно, создает меньшую тепловую нагрузку на сварочные инструменты и трансформатор, чем «стандартный таймер сварки».
Цифровой таймер контролирует процесс сварки. Этот тип таймера проверяет все циклы из 60 циклов в секунду и не увеличивает значение таймера, пока не подается сварочный ток! Цифровой таймер имеет точный интерфейс для выбора и регулировки мощности и настроек таймера. Цифровое управление, контролирующее сварку, оказывает минимальное термическое воздействие на сварочные инструменты и трансформатор.
Цифровое управление, контролирующее сварку, оказывает минимальное термическое воздействие на сварочные инструменты и трансформатор.
Сварочный ток и время сварки обратно пропорциональны. Сварочный ток и время используются для доведения металла до температуры сварки (2550 градусов по Фаренгейту).
Температура сварки = i 2 x t x R.
Сварочный ток в кузовных цехах имеет диапазон от 3000 до 5000 ампер. Сварочный ток (i) и время сварки (t) должны контролироваться техником. Сопротивление (R) определяется калибром свариваемых деталей. Поскольку сварочный ток квадратичен, изменения сварочного тока гораздо более значительны, чем изменения времени сварки.
Параметры сварочного тока очень важны при сварке современных автомобилей. Если сварочный ток находится на нижней границе диапазона, время сварки необходимо увеличить. (ПРИМЕЧАНИЕ 1: Использование слабого тока при сварке может привести к перегреву сварочных инструментов и сварочного трансформатора. ) И наоборот, при высоком токе сварки время сварки уменьшается. (ПРИМЕЧАНИЕ 2. Использование высокого сварочного тока увеличивает проблему выталкивания. Выталкивание — это брызги расплавленного металла между слоями стали. Гальванизированное покрытие, используемое в современной автомобильной стали, усугубляет проблему выталкивания.) Итак, мы видим, что сварщики, которые этого не делают, управление сварочным током будет более сложным в использовании.
) И наоборот, при высоком токе сварки время сварки уменьшается. (ПРИМЕЧАНИЕ 2. Использование высокого сварочного тока увеличивает проблему выталкивания. Выталкивание — это брызги расплавленного металла между слоями стали. Гальванизированное покрытие, используемое в современной автомобильной стали, усугубляет проблему выталкивания.) Итак, мы видим, что сварщики, которые этого не делают, управление сварочным током будет более сложным в использовании.
Существует два типа регуляторов сварочного тока, Аналоговый : использует ручку и настраивается как радиоручка. Цифровой : использует светодиодный дисплей, который сообщает техническому специалисту точную настройку мощности. Обычный интерфейс — кнопка.
Цифровой контроллер Ideal Welding Controller с таймером предварительного нагрева и проверкой сварочного тока .
Цифровой интерфейс настолько точен, что оператор может легко настроить машину. Очень небольшие изменения в мощности или времени могут быть сделаны быстро, чтобы сделать идеальные сварные швы, исключая выталкивание. Проверка таймера позволяет таймеру «тикать» только в том случае, если на сварочный трансформатор подается правильный ток.
Очень небольшие изменения в мощности или времени могут быть сделаны быстро, чтобы сделать идеальные сварные швы, исключая выталкивание. Проверка таймера позволяет таймеру «тикать» только в том случае, если на сварочный трансформатор подается правильный ток.
Проверенный таймер предварительного нагрева — лучший способ свести к минимуму изгнание. Предварительный нагрев позволяет капсюлям, которые мы хотим оставить между слоями стали, медленно выгорать. Оцинкованные покрытия можно испарять при температуре 1350 градусов по Фаренгейту, удаляя их из зоны сварки до начала сварки. Температура определяется продолжительностью предварительного нагрева зоны сварки. Предварительный нагрев также позволяет стали немного сгибаться и идеально подходить перед включением сварочного тока. Все это может произойти, только если у нас есть предварительная текущая проверка!
Проверка это магия, которая ускоряет работу. Идеальный сварочный контроллер проверяет сварочный ток, устраняя проблему переварки. Техник может каждый раз выполнять качественные сварные швы без пересварки и снижать тепловую нагрузку на сварочные инструменты и трансформатор.
Техник может каждый раз выполнять качественные сварные швы без пересварки и снижать тепловую нагрузку на сварочные инструменты и трансформатор.
Диаметр сварочного наконечника очень важен. Новые клещи TITE-SPOT имеют заточенные сварочные наконечники до диаметра 3/16″. Наконечникам можно позволить утолщаться до диаметра 1/4 дюйма, прежде чем их нужно будет заточить. Новые сварочные наконечники имеют плоскую поверхность. Это лицо быстро венчается при использовании, и этот эффект венчания следует поощрять. Радиус коронки должен составлять от 1,5 до 2 дюймов. Инструмент для заточки поставляется вместе с плоскогубцами TITE-SPOT. (ПРИМЕЧАНИЕ: Высота новых сварочных наконечников в закрытом состоянии составляет 1 1/2 дюйма.) Выбросьте сварочные наконечники, если высота в закрытом состоянии составляет 1 3/8 дюйма. НЕ ПРОКЛАДЫВАЙТЕ НАКОНЕЧНИКИ ДЛЯ СВАРКИ.
ПРОВЕРКА СВАРНЫХ ПРОВОДОВ:
Существует три формы проверки сварных швов. Сначала проводится визуальный осмотр; сварные швы должны выглядеть однородными, иметь небольшую вмятину от сварочного наконечника и иметь очень небольшое выталкивание при формировании сварного шва. Два других контроля называются методами разрушающего контроля для оценки точечных сварных швов; это тест на отслаивание или тест на долото. Очевидно, что разрушающие испытания должны проводиться на стальном ломе до начала процесса сварки на транспортном средстве.
Два других контроля называются методами разрушающего контроля для оценки точечных сварных швов; это тест на отслаивание или тест на долото. Очевидно, что разрушающие испытания должны проводиться на стальном ломе до начала процесса сварки на транспортном средстве.
Испытание на отслаивание состоит в отслаивании точечного сварного шва. Пуговицу следует измерить и рассчитать средний диаметр. (см. Таблицу 1)
Испытание долотом состоит во вдавливании конического долота в зазор на каждой стороне проверяемого сварного шва до разрушения сварного шва или основного металла. Края долота не должны касаться проверяемого сварного шва. Этот тип испытания следует использовать, когда испытание на отслаивание невозможно. Размер пуговицы определяют тем же способом, который описан для теста на отслаивание.
ГАЛЬВАНИЗАЦИЯ
Цинкование – это покрытие металлическим цинком, которое наносится на сталь при ее изготовлении либо горячим погружением, либо гальванопокрытием. Цинк представляет собой голубоватый белый металл, температура его плавления составляет 950 градусов по Фаренгейту, а температура кипения или испарения составляет 1350 градусов по Фаренгейту. Цинк при использовании в качестве гальванического покрытия защищает сталь от ржавчины. Кроме того, цинк можно найти в автомастерской в литом или металлическом виде.
Цинк представляет собой голубоватый белый металл, температура его плавления составляет 950 градусов по Фаренгейту, а температура кипения или испарения составляет 1350 градусов по Фаренгейту. Цинк при использовании в качестве гальванического покрытия защищает сталь от ржавчины. Кроме того, цинк можно найти в автомастерской в литом или металлическом виде.
При щипковой сварке гальваническое покрытие следует оставлять между слоями стали, поскольку оно обеспечивает защиту от ржавчины. При сварке внахлест с использованием двух пистолетов цинк часто удаляется в процессе очистки при подготовке к сварке. Причина, по которой мы удаляем цинк при сварке двумя горелками, заключается в том, что нам не хватает значительного давления в зоне сварки, а также потому, что мы свариваем только с одной стороны.
Гальванизация может «загрязнить» сварочные наконечники, что называется латунированием. Латунь может привести к тому, что электрод не сможет соединиться со свариваемым материалом. Если электрод окрашивается в золотой или латунный цвет на лицевой стороне электрода, поверхность сварочного наконечника следует очистить.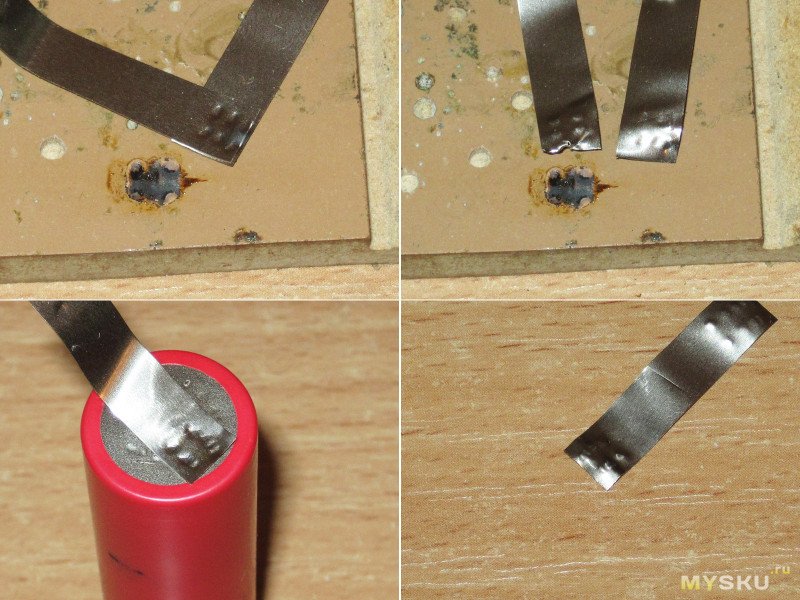 При очистке сварочных наконечников необходимо следить за тем, чтобы диаметр лицевой стороны электрода оставался правильным. Оцинкованная сталь требует примерно на 25% больше мощности, чем неоцинкованная сталь. Для точечной сварки оцинкованной стали необходимо увеличить время сварки и/или мощность сварки. Сварка стали выполняется при температуре 2550 градусов по Фаренгейту. При сварке MIG оцинкованной стали температура сварочной ванны составляет 2550 градусов по Фаренгейту. Даже наблюдателю должно быть очевидно, что если вы нанесете жидкую сталь с температурой 2550 градусов на оцинкованное покрытие, которое кипит при 1350 градусов по Фаренгейту, что произойдет большое количество брызг.
При очистке сварочных наконечников необходимо следить за тем, чтобы диаметр лицевой стороны электрода оставался правильным. Оцинкованная сталь требует примерно на 25% больше мощности, чем неоцинкованная сталь. Для точечной сварки оцинкованной стали необходимо увеличить время сварки и/или мощность сварки. Сварка стали выполняется при температуре 2550 градусов по Фаренгейту. При сварке MIG оцинкованной стали температура сварочной ванны составляет 2550 градусов по Фаренгейту. Даже наблюдателю должно быть очевидно, что если вы нанесете жидкую сталь с температурой 2550 градусов на оцинкованное покрытие, которое кипит при 1350 градусов по Фаренгейту, что произойдет большое количество брызг.
Точечная сварка оцинкованной стали дает очень мало брызг. Это особенно верно, когда сварочный контроллер имеет предварительный нагрев, такой как DiGi S.W.A.T. Сварщик.
Защита от ржавчины : При использовании плоскогубцев TITE-SPOT черное покрытие «E» должно оставаться на внутренней стороне новой детали. Кроме того, на старую деталь можно нанести грунтовку для сварки или другую грунтовку, препятствующую ржавчине. А для плотного, сухого уплотнения между этими слоями стали можно нанести тонкий слой антикоррозийного покрытия на основе воска. Эти материалы будут сожжены при температуре от 400 до 500 градусов по Фаренгейту, когда сталь нагревается до температуры сварки. После формирования сварного шва и охлаждения зоны сварки антикоррозийный состав на основе парафина будет вытягиваться обратно вокруг очага сварки за счет капиллярного действия.
Кроме того, на старую деталь можно нанести грунтовку для сварки или другую грунтовку, препятствующую ржавчине. А для плотного, сухого уплотнения между этими слоями стали можно нанести тонкий слой антикоррозийного покрытия на основе воска. Эти материалы будут сожжены при температуре от 400 до 500 градусов по Фаренгейту, когда сталь нагревается до температуры сварки. После формирования сварного шва и охлаждения зоны сварки антикоррозийный состав на основе парафина будет вытягиваться обратно вокруг очага сварки за счет капиллярного действия.
Общее правило при сварке двумя горелками – три чистые стороны. Между деталями нельзя использовать грунтовку для сварки. Черный слой «Е» может быть оставлен на внутренней стороне новой детали внахлест, если цикл предварительного нагрева с низкой мощностью предшествует сварке. Из-за большого количества сварных швов и размера зоны теплового эффекта при сварке с двумя пистолетами после сварки необходимо применять хорошую защиту от ржавчины.
ПРЕДУПРЕЖДЕНИЕ : Газы, образующиеся в процессе сварки, могут быть вредными, поэтому сварку следует проводить в хорошо проветриваемом помещении. Особенно это касается сварки оцинкованной стали. Поскольку TITE-SPOT использует сжатый воздух для охлаждения плоскогубцев TITE-SPOT и охлаждающих шнуров, автоматически создается хорошо вентилируемая среда.
Особенно это касается сварки оцинкованной стали. Поскольку TITE-SPOT использует сжатый воздух для охлаждения плоскогубцев TITE-SPOT и охлаждающих шнуров, автоматически создается хорошо вентилируемая среда.
ИСТОРИЯ : Точечная сварка была изобретена и запатентована в 1885 году американцем по имени Элиху Томпсон. Открытие было сделано во время лекции и демонстрации захватывающей новой области электричества в 1884 году. В ответ на вопрос аудитории Томпсон провел эксперимент и произвел первую точечную сварку. Чтобы представить дату в перспективе, лампочка накаливания была запатентована в 1880 году Томасом Эдисоном. Двое мужчин, Эдисон и Томпсон, объединили свои компании, то есть Эдисон Электрик и Томпсон Электрик, в одну компанию в 189 году.5. Они назвали ее General Electric, компания, о которой вы, возможно, слышали сегодня. Томпсон был плодовитым изобретателем, на его счету более 700 патентов, Эдисон так и не сделал 700 патентов. Для сноски дуговая сварка была изобретена русским в 1885 году и основывалась на методе угольной дуги.
ШУТКА О СВАРКЕ
Какие две вещи нельзя сварить точечной сваркой?
ОТВЕТ: Разбитое сердце и Рассвет.
Точечная сварка 101: процесс, области применения, основные преимущества
Нынешний индустриальный век требует инноваций и эффективности в каждом процессе. Производственный сектор находится в авангарде всего, и одним из наиболее важных процессов обработки металлов является сварка. Существует несколько способов сварки двух металлических деталей, и точечная сварка является одним из наиболее эффективных вариантов, несмотря на то, что она относительно старая.
Итак, как именно работает точечная работа и в чем ее преимущества? В следующем тексте будет кратко рассмотрен этот эффективный метод производства и его широкое промышленное применение.
Что такое точечная сварка
Точечная сварка — это метод электросварки, в котором для соединения двух металлических деталей используется сочетание давления и тепла с помощью электрического тока. Этот метод является лучшим выбором только для листового металла, так как концентрированный ток устраняет сопротивление на месте и облегчает процесс сплавления.
Этот метод является лучшим выбором только для листового металла, так как концентрированный ток устраняет сопротивление на месте и облегчает процесс сплавления.
Когда дело доходит до наиболее распространенных применений процесса точечной сварки, автомобильная конструкция занимает наибольшую долю, поскольку она требует большей гибкости и долговечности сварного шва. Медные электроды являются наиболее распространенным выбором для сварочного процесса, поскольку они обладают лучшей теплопроводностью и электрическим сопротивлением.
Сегодня промышленность продолжает внедрять инновации в процесс сварки, добавляя роботов на сборочную линию. Это приводит к еще более значительному увеличению общей эффективности и скорости процесса сварки, что еще больше увеличивает широкую популярность и применение контактной точечной сварки.
Как работает точечная сварка?
Процесс точечной сварки прост. Он работает за счет подачи тока высокого напряжения, сосредоточенного на небольшом участке, находящемся под давлением. Электрический ток достаточно мощный, чтобы мгновенно расплавить металл и начать процесс плавления. В этом случае крайне важно, чтобы заготовки были правильно выровнены. Несоблюдение этого требования может привести к выходу изделия из строя и потере материала.
Электрический ток достаточно мощный, чтобы мгновенно расплавить металл и начать процесс плавления. В этом случае крайне важно, чтобы заготовки были правильно выровнены. Несоблюдение этого требования может привести к выходу изделия из строя и потере материала.
Другим важным элементом, определяющим качество сварного шва, является давление. Оно должно быть идеальным, так как слишком малое давление приведет к ухудшению качества сварного шва, а слишком большое может повредить основной материал.
По сути, процесс для этих продуктов требует трех основных этапов. Все остальное, распространенное сегодня в отрасли, является дополнительным шагом к поддержанию постоянного качества и стандартов в процессе. Вот три основных этапа точечной сварки.
Шаг 1: Выравнивание заготовок
Повторим еще раз, после завершения процесса сварки вернуться к предыдущему состоянию невозможно. Поэтому крайне важно максимально точно выровнять заготовки между собой. Это сэкономит время и ресурсы и обеспечит согласованность результатов.
Шаг 2: Приложение давления
Второй этап – приложение давления. Точечная сварка работает за счет сочетания давления и тепла от электрического тока. Как правило, электроды из чистой тугоплавкой меди являются идеальным выбором для этого, потому что они устойчивы к нагреву и не окисляются даже под огромным давлением. Таким образом гарантируется отсутствие дефектов материала, таких как нежелательная реакция или расслоение в заготовке.
Шаг 3. Дайте течь течению
Последним шагом после выбора давления и положения электродов является запуск тока. Как правило, ножная педаль инициирует цепь и позволяет течь току, который концентрируется в одной точке и вызывает ее плавление.
Время и сила тока зависят от общей толщины двух заготовок. После сплавления ток прекращается, но давление остается прежним, чтобы заготовки могли правильно соединяться.
Советы по обеспечению высокого качества точечной сварки
Качество и стабильность любого изделия для контактной точечной сварки зависит от множества факторов, начиная со следующих, но не ограничиваясь ими. Приведенные ниже параметры являются самыми основными, которые являются общими для любой ситуации. Однако настоящие важные факторы определяются тонкостями и требованиями конкретного проекта.
Приведенные ниже параметры являются самыми основными, которые являются общими для любой ситуации. Однако настоящие важные факторы определяются тонкостями и требованиями конкретного проекта.
1 – Подходящие силы электродов
Силы электродов – это энергетические потребности конкретного металлического сплава для сплавления друг с другом. Чем сильнее сила, тем больше тока и тепловой энергии она рассеет. Слишком большая тепловая энергия может оказать существенное негативное влияние на качество сварного шва, поэтому важно соблюдать осторожность.
Другим важным моментом, касающимся электродных сил, является образование брызг. Поскольку ток является наиболее важным фактором этих сил и в первую очередь отвечает за образование брызг, важно обеспечить использование правильной комбинации тока и давления , которые непосредственно влияют на силы электрода. Обратите внимание, что правильная комбинация зависит от инженера или людей, работающих на сварке. В некоторых случаях, когда вам нужны быстрые результаты без учета качества, идеальной комбинацией будет высокий ток и низкое давление. Точно так же для приложений, где вам нужно очень высокое качество, вы можете попытаться уменьшить ток и увеличить давление/время удержания.
Точно так же для приложений, где вам нужно очень высокое качество, вы можете попытаться уменьшить ток и увеличить давление/время удержания.
2 – Увеличить время сжатия
Время удержания или сжатия относится к общему времени, в течение которого заготовка остается под давлением до подачи тока. Увеличение этого времени может значительно повысить общее качество сварного шва, так как у заготовки будет больше времени для стабилизации. Кроме того, начальное давление также вызывает постоянную деформацию кончиков заготовок без нагрева, что является наиболее эффективным способом обеспечения качества и прочности.
Время сжатия, несомненно, может улучшить качество сварки. Однако есть загвоздка! Увеличение времени сжатия может привести к резкому увеличению затрат, поскольку операционная настройка приведет к созданию меньшего количества деталей в заданный период времени. Как и любой другой параметр, время сжатия должно идеально соответствовать общим требованиям проекта и обеспечивать идеальное сочетание качества и эффективности производства.
3 — Краткая продолжительность сварки
Время сварки — это общее время, в течение которого заготовка остается под действием тока. В процессе точечной сварки существует только одно правило. Время сварки должно быть как можно меньше и это обеспечит наилучшее качество.
Однако обратите внимание, что слишком сильное сокращение продолжительности приведет к преждевременному сварному шву, который не проплавится должным образом и впоследствии вызовет проблемы. Несмотря на то, что не существует общепринятой минимальной продолжительности, согласно общему соглашению Руководящих принципов AHSS, типичное время составляет около 1/5 секунды.0055-й -й секунды. Тем не менее, это не высечено на камне, поскольку другие факторы, такие как расстояние между сварными швами, требуемая прочность и свойства материала, могут изменить подходящее время.
4 – Правое время удержания
Время удержания – это общая продолжительность, в течение которой заготовка остается под давлением посредством контакта с электродами. Сюда входит время после подачи тока, необходимое для затвердевания зоны сварки. Увеличение этого времени удержания позволяет давлению удерживать заготовку стабильной, что может повысить общее качество соединения.
Сюда входит время после подачи тока, необходимое для затвердевания зоны сварки. Увеличение этого времени удержания позволяет давлению удерживать заготовку стабильной, что может повысить общее качество соединения.
Однако слишком большое увеличение времени удержания также может создать множество проблем. Тепло может отводиться к электродам, что может привести к их износу. Точно так же материал также играет роль. Хрупкий выбор, такой как некоторые углеродистые стали , также может привести к образованию трещин, которые могут снизить качество сварного шва.
Стандартные материалы для точечной сварки
Существует множество типов материалов, которые отлично подходят для точечной сварки . Материал не ограничивается только чистыми металлами. Сплавы также отлично подходят для этого. На самом деле 9Сталь 0203 имеет самый широкий уровень использования точечной сварки из-за ее использования в автомобильном секторе. Как правило, отличным выбором может быть любой металлический сплав с высоким электрическим сопротивлением.
Когда дело доходит до материалов, которые плохо работают в процессе, наиболее заметными являются Алюминий и оцинкованная сталь . Оба материала требуют значительной силы токов, что может затруднить формирование сварного шва.
Помимо типа материала, также важно обеспечить соответствующий толщина листа металл . Как правило, наиболее подходящая толщина составляет около 3 мм, что обеспечивает наилучшее качество сварного шва. Кроме того, два сплавляемых листа должны быть одинакового размера или иметь соотношение размеров 3:1 для достижения наилучших результатов.
Точечная сварка для различных отраслей промышленности
Процесс точечной сварки имеет множество применений в различных отраслях промышленности. Тем не менее, следующие 4 промышленные области больше всего полагаются на эту технику для получения продукции самого высокого качества.
1 — Электронная промышленность
Печатные платы, газовые датчики и солнечные панели являются одними из наиболее распространенных компонентов, для обеспечения качества и эффективности производства которых используется точечная сварка. Кроме того, этот процесс сварки также идеально подходит для самых сложных электрических компонентов со сложными деталями, поскольку сварка остается сосредоточенной в одной точке и оставляет достаточно места для других возможностей и процессов.
Кроме того, этот процесс сварки также идеально подходит для самых сложных электрических компонентов со сложными деталями, поскольку сварка остается сосредоточенной в одной точке и оставляет достаточно места для других возможностей и процессов.
2 – Автомобильная промышленность
Естественно, в автомобильном секторе наиболее распространена точечная сварка, потому что основная часть кузова любого автомобиля состоит из листового металла. Этот процесс сварки является экономичным, эффективным и не требует сложной настройки. В результате его можно интегрировать в любую сборочную линию, что делает его одним из наиболее подходящих процессов для автоматизации.
3 — Соедините рулоны гвоздей
Точечная сварка отлично подходит для создания гвоздей. Процесс сварки создает более быстрые гвозди с автоматизацией по сравнению с пневматическим пистолетом для гвоздей.
4 — Производство аккумуляторов
Как уже говорилось ранее, точечная сварка — идеальный выбор для производства аккумуляторов. Аккумуляторы имеют несколько соединенных между собой клемм, которые используют листовой металл для разделения.
Аккумуляторы имеют несколько соединенных между собой клемм, которые используют листовой металл для разделения.
Преимущества точечной сварки
Точечная сварка является распространенным выбором для автомобильной промышленности, где чрезвычайно важны как функциональность, так и эстетика. Этот баланс является одним из наиболее важных преимуществ процесса сварки, которое отличает его от других процессов, таких как TIG и MIG сварка.
Вот несколько преимуществ решения о соединении листового металла с помощью точечной сварки:
- Быстрый, чистый и эффективный процесс практически без требований к последующей обработке.
- Простой и понятный процесс, не требующий особой подготовки.
- Работает без открытого огня, при этом опасен и неэффективен.
- Роботы на сборочной линии могут выполнять точечную сварку, поскольку этот процесс относительно прост.
- Можно одновременно соединять несколько металлических листов.
- Не требует наполнителя.

- Экономичный и несложный, поскольку не требует инертных газов или присадочных металлов.
Недостатки точечной сварки
Несмотря на то, что точечная сварка имеет ряд преимуществ, есть и некоторые недостатки. Вот несколько недостатков, которые противоречат процессу точечной сварки.
- Даже малейшее смещение заготовок может привести к серьезным проблемам.
- Процесс может вызвать необратимую деформацию основного металла, что повлияет на эстетику.
- Этот процесс не работает с более толстыми металлическими деталями толщиной более 3 мм.
- Точечные сварные швы локализованы и могут быть менее прочными, чем другие сварные соединения.
- Окончательное качество зависит от давления. Любая изменчивость давления может значительно снизить качество.
- Через некоторое время может потребоваться замена электродов из-за термического растрескивания.
Получите правильный вид производственных услуг в RapidDirect
Точечная сварка является одним из наиболее эффективных способов сплавления листового металла, но важно использовать их правильно, чтобы обеспечить максимальную согласованность и качество. Ищете идеального партнера для решения вопросов, связанных со сваркой или изготовлением листового металла? Тогда RapidDirect — ваш идеальный выбор благодаря нашему многостороннему опыту и преданной команде.
Ищете идеального партнера для решения вопросов, связанных со сваркой или изготовлением листового металла? Тогда RapidDirect — ваш идеальный выбор благодаря нашему многостороннему опыту и преданной команде.
Компания RapidDirect имеет опыт работы в сфере сварочных услуг и многочисленные Производство листового металла процессы с клиентами по всему миру. Мощные возможности позволяют нам создавать наиболее эффективные решения общих производственных задач. Более того, доступ к этому качеству и опыту даже не требует больших капиталовложений, поскольку наши услуги являются одними из самых конкурентоспособных на рынке с точки зрения стоимости.
Кроме того, RapidDirect выделяется быстрыми сроками выполнения заказов и полностью онлайн-опытом. Наша производственная онлайн-платформа — это все, что вам когда-либо понадобится для выполнения требований вашего проекта и получения коммерческого предложения. Просто загрузите свои проекты, требования к материалам, ожидаемое время выполнения заказа и другие связанные параметры, и подождите, пока наш представитель свяжется с вами и предложит индивидуальный план, разработанный в соответствии с вашими потребностями.