Точечная сварка ручная: Точечная контактная сварка – купить аппараты ручные и оборудование: цена ниже, доставка быстрее!
alexxlab | 14.01.1970 | 0 | Разное
Контактная конденсаторная сварка – большой выбор аппаратов и оборудования, подробные описания, характеристики, отзывы покупателей.
Полезная информацияКонтактная конденсаторная сварка применяется для приваривания болтов, заклепок, штифтов при проведении монтажных и кузовных работ. Для этого используют специальное оборудование – аппарат конденсаторной сварки.
Принцип работы аппарата конденсаторной сварки
Аппараты конденсаторной сварки отличаются от традиционных тем, что имеют встроенный конденсатор, накапливающий энергию. При разряде конденсатора выделяется ток, который подается либо на заготовку, либо на электрод. В связи с этим различают два метода конденсаторной сварки:
- Трансформаторная – разряд конденсаторов передается на обмотку сварочного трансформатора и уже после на электроды. Они нагреваются и начинают плавить заготовки в точке сжатия (можно делать швы или сварные точки).
- Бестрансформаторная – конденсатор подключается к заготовкам, а его разряд происходит при ударе одной заготовки о другую.
 Как правило, такая конденсаторная контактная сварка применима при стыковом соединении.
Как правило, такая конденсаторная контактная сварка применима при стыковом соединении.
Благодаря тому, что энергия накапливается в конденсаторе, удается увеличить плотность тока при малом времени его протекания (от 0,001 до 0,01 сек) – для соединения заготовок требуется минимум времени. А значит, конденсаторная сварка позволяет снизить потребление аппаратом электроэнергии.
Конденсаторная сварка является одним из самых экологичных методов, так как для него не требуется использование принудительного охлаждения, поскольку тепловыделение в окружающую среду практически отсутствует. Одним из главных преимуществ этого вида сварки является точность регулирования мощности аппарата за счет изменения емкости конденсаторов, что позволяет сваривать материал с минимальной толщиной в несколько тысячным миллиметра.
Рекомендации по выбору оборудования
Так как точечная конденсаторная сварка сопровождается ударом, обратите внимание на показатель энергии сварки. Чем крупнее заготовки, тем большая сила удара нужна. При значении энергии сварки в 390 Дж, можно приваривать шпильки диаметром не более 4 мм, а при показателе в 1500 Дж – до 8 мм.
Чем крупнее заготовки, тем большая сила удара нужна. При значении энергии сварки в 390 Дж, можно приваривать шпильки диаметром не более 4 мм, а при показателе в 1500 Дж – до 8 мм.
Точечная и дуговая сварка
Точечная сварка
Точечная сварка металла является одним из видов контактной сварки. По принципу действия это один из наиболее простых способов:
– ток требуемой силы подается через металлические поверхности свариваемых частей и одновременно через электроды;
– после такого воздействия происходит разогрев и плавление металла;
– в месте соприкосновения электрода и металла возникает ядро сварной точки;
– благодаря возникновению ядра происходит скрепление деталей, которые свариваются друг с другом за счет атомного приближения металлов и возникновения взаимного атомного притяжения.
Для обеспечения стабильного и качественного процесса точечной сварки, свариваемые части должны быть предварительно зачищены и обезжирены.
Обычно точечная сварка применяется, когда необходимо соединить два металлических элемента толщиной не более 5-6мм. Связано это с тем, что в процессе сварки на каждый из электродов воздействует осадок, образующийся при сварке, что уменьшает его срок службы. Часто прочность сварной точки, а также всего соединения в целом имеет отношение к диаметру ядра сварной точки. Сам же диаметр зависит от толщины металла, силы тока, давления и временного промежутка прохождения тока сквозь металл. Отсюда можно сделать вывод, что повышение промежутка прохождения тока по электродам и металлическим частям одновременно увеличит ядро сварной точки. Повышение размеров ядра ведет к ослабеванию внешней оболочки и уменьшению прочности соединения. Помимо этого, передержание электродов во время сварки становится причиной растрескивания оболочки сварной точки и разлива металла в расплавленном состоянии.
Различают одностороннюю и двустороннюю точечную сварку, что связано с толщиной металла, его составом и сварным соединением.
Дуговая сварка
При дуговой сварке к свариваемым частям и проволочным электродам прикладывается переменный или постоянный ток, образующий дугу. Сварочная дуга начинает гореть между электродом и основным металлом. Тепло дуги плавит основной металл, приводя к появлению сварочной ванны. Сквозь дуговой промежуток капли металла переносятся электродом в ванну. Покрытие электрода также плавится, возникает газовая защита и жидкая ванна из шлака. По траектории дуги металл сварочной ванны начинает затвердевать и появляется сварочный шов с коркой из шлака на поверхности.
Глубина расплавления основного металла представляет собой глубину проплавления, зависящую от метода сварки, расположения в пространстве, скорости движения дуги и соединения. Сварочная ванна может иметь размеры до 7мм в глубине, 8-15мм в ширине и 10-30мм в высоте.
Точечная сварка – технология, аппараты, преимущества
Точечная сварка – достаточно распространенный и востребованный метод соединения металла, являющийся разновидностью контактной сварки. В этой статье мы рассмотрим принцип действия точечной сварки, разновидности машин для точечной сварки, их особенности, а также сам процесс точечной сварки и технику безопасности при ведении точечной сварки.
Что такое точечная сварка?
При точечной сварке металлов свариваемые детали привариваются друг к другу в одной либо нескольких точках – отсюда и название. Прочность соединения зависит от структуры и размеров точки, которые, в свою очередь, определяются свойствами электродов, сварочного тока, времени протекания тока через детали, усилия сжатия и самих поверхностей соединяемых деталей.
Сварка, имеет высокую степень травматизма, поэтому соблюдайте технику безопасности
Точечная контактная сварка – весьма перспективный метод соединения металла.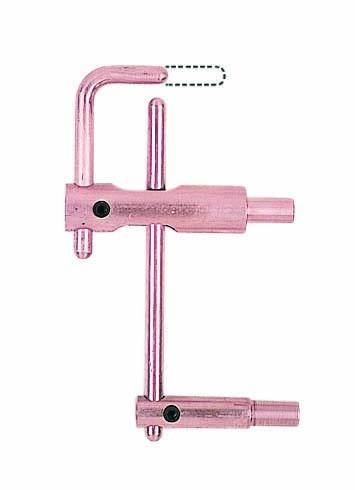 Он отличается высокой производительностью и широкой областью применения – от соединения тонких деталей электронных приборов до разнообразных конструкций из стальных листов толщиной до 20 миллиметров для автомобилестроения, самолетостроения, судостроения, машиностроения и других областей промышленности. Также метод контактной сварки используется для прокладки нефтепроводов и газопроводов.
Он отличается высокой производительностью и широкой областью применения – от соединения тонких деталей электронных приборов до разнообразных конструкций из стальных листов толщиной до 20 миллиметров для автомобилестроения, самолетостроения, судостроения, машиностроения и других областей промышленности. Также метод контактной сварки используется для прокладки нефтепроводов и газопроводов.
За счет легкой автоматизации процесса контактная точечная сварка широко применяется на различных производствах, при серийном массовом производстве каких-либо изделий. Здесь стоит отметить то, что прочность получаемых контактной сваркой соединений мало зависит от квалификации сварки и находится на высоком уровне.
Принцип действия точечной сварки
Как уже говорилось выше, точечная сварка – разновидность контактной. При этом сварное соединение образуется посредством нагревания металла с помощью пропускаемого через него тока и пластической деформации сварной зоны под воздействием сжимающих усилий.
В основе контактной сварочной технологии лежит разогрев металла под воздействием электричества по закону Джоуля-Ленца. При сварке ток идет между электродами, проходя при этом через металл свариваемых деталей. При этом электроды изготавливают из материалов с хорошей электропроводностью, чтобы сопротивление контакта детали и электрода было наименьшим.
За счет наибольшего сопротивления контакта деталей между собой наибольший нагрев происходит именно там. При этом нагрев и плавление металла приводит к появлению литых ядер сварных точек. Как правило, их диаметр составляет 4-12 миллиметров.
Разновидности и аппараты точечной сварки
Методы точечного соединения металла можно разделить на две группы: мягкие и жесткие.
Мягкие режимы отличаются плавным нагревом деталей с помощью умеренного тока (плотность тока на поверхности электродов обычно не превышает ста ампер на квадратный миллиметр). Разогрев происходит за 0.5-3 секунды. Такие режимы характеризуются меньшей потребляемой мощностью (если их сравнивать с жесткими режимами), меньшими нагрузками на электросеть, меньшими требованиями к мощности и цене сварочных машин, меньшей закалкой сварочной зоны. Такие режимы часто используются для сваривания склонных к закалке сталей.
Разогрев происходит за 0.5-3 секунды. Такие режимы характеризуются меньшей потребляемой мощностью (если их сравнивать с жесткими режимами), меньшими нагрузками на электросеть, меньшими требованиями к мощности и цене сварочных машин, меньшей закалкой сварочной зоны. Такие режимы часто используются для сваривания склонных к закалке сталей.
Жесткие режимы отличаются меньшей продолжительностью процесса, более сильными токами и давлением при сжатии деталей. Плотность тока достигает трехсот ампер на квадратный миллиметр при сваривании стали. Время разогрева длится от 0.1 до 1.5 секунд. Давление электродов обычно составляет от 3 до 8 килограмм на квадратный миллиметр. Недостатками таких режимов являются повышенные требовании к мощности аппаратов контактной точечной сварки, большие нагрузки на сеть. Преимущества – меньшее время процесса и большая производительность. Жесткие режимы контактной сварки часто используют для сварки сплавов меди и алюминия, деталей с высокой теплопроводностью, неравной толщины, а также для сварки высоколегированных сталей, так как такие режимы сохраняют их коррозионную стойкость.
Точечная сварка не только надежна, но и выглядит эстетично
Время приложения усилий сжатия и подачи сварочного тока определяются заданной циклограммой процесса соединения металла.
Таким образом, аппараты точечной сварки разделяются по мощности. Существует достаточно большое количество моделей машин для этого не сложного, но в тоже время серьезного процесса — от мощных станков с высокой производительностью до ручных переносных аппаратов.
Преимущества точечной сварки
Этот процесс соединения металла имеет массу преимуществ. К достоинствам метода соединения различных металлов следует отнести:
- Возможность сварки тонких и очень тонких деталей из металлов различной природы (в том числе и дорогостоящих или легкоплавких сплавов). Во многих случаях такая возможность бывает весьма полезной, а аппарат точечной сварки – незаменимой машиной.
- Хорошие прочностные характеристики сварочного соединения, а также хороший внешний вид соединений. Соединения, полученные контактной сваркой, не подвержены старению, структура металла в зоне сварки практически не меняется, за исключением некоторого увеличения размера зерен.

- Высокую производительность контактной точечной сварки. Существуют машины контактной точечной сварки, позволяющие выполнять до восьмисот сварочных точек в минуту.
- Возможность полной автоматизации процесса точечной сварки. Все большее распространение приобретают автоматизированные машины контактной сварки, сварочные роботы и т.д. Это позволяет существенно сократить затраты труда, снизить себестоимость оборудования и повысить продуктивность работы.
- Экономичное расходование электродов, электрической энергии и других материалов. Себестоимость сварных точек также достаточно низка – хотя аппарат точечной сварки стоит достаточно дорого, за счет экономичного расходования материалов, высокой производительности аппарата и длительного срока службы себестоимость этого бесспорно не заменимого оборудования получается низкой.
- Низкие требования к квалификации персонала – для того, чтобы использовать аппарат точечной контактной сварки, вовсе не обязательно быть высококвалифицированным специалистом.

Техника безопасности при точечной сварке
Как и любой сварочный процесс, этот метод тоже требует беспрекословного соблюдения определенных мер безопасности.
Средства защиты
Основная угроза при работе со сварочным оборудованием – поражение электрическим током и высокой температурой. Для предотвращения поражения электрическим током необходимо соблюдать такие меры безопасности, как заземление тех частей оборудования, которые должны быть заземлены, проверка исправности оборудования перед работой, использование средств защиты. Управляющие элементы аппарата для точечного соединения металлических деталей не должны быть под высоким напряжением. Все провода должны иметь достаточное сечение.
При контактной точечной сварке выделяются брызги и пары металла. Для предотвращения ожогов брызгами металла сварщик должен использовать рукавицы, спецодежду и очки с прозрачными стеклами либо головной щиток. Пары металла могут быть вредны для здоровья, поэтому необходимо использовать вентиляцию, а при необходимости – средства защиты органов дыхания.
Части аппарата для соединения металла, должны быть хорошо зачищены
Меры безопасности
Все блокировочные устройства и устройства быстрого отключения аппарата точечной сварки должны быть исправны, находиться на виду, к ним должен быть легкий доступ.
При проведении таких технических работ, как зачистка или смена электродов, нужно соблюдать меры, исключающие возможность смещения электрода и травмирования рук. При работе аппарата точечной сварки пространство зажимных механизмов нужно закрывать щитком, а при работе на мощных машинах – огораживать ширмами.
Должна быть исключена возможность травмирования сварщика движущимися частями аппарата точечной сварки.
Заключение
Мы рассмотрели технологию контактной точечной сварки, выявили основные ее преимущества, принцип действия, рассмотрели аппараты точечной сварки и технику безопасности при выполнении всего процесса.
Основные виды сварки | Полезная информация | Cписок категорий | Блог
Сварка электротоком делится на 2 принципиальных класса: недуговая и дуговая.
Недуговую сварку чаще называют контактной. В контактной сварке электроды, подающие ток, прикладываются непосредственно к металлу, который сваривают. Сквозь метал, расположенный между поднесенными электродами, подается короткий, но очень мощный разряд тока (тысячи ампер). Сплавление при этом получается только между приложенными электродами. Если электроды расположены прямо друг против друга, то сварное соединение получается точечным. Хотя точечная сварка – не единственный вид контактной сварки, но зато самый распространенный. Поэтому понятия «точечной сварки» и «контактной сварки» часто используют в виде синонимов. Напряжение точечной сварки составляет считанные вольты. Поэтому контактная сварка применяется преимущественно для скрепления тонколистового металла. Например, в автомобилестроении.
В строительстве гораздо большее распространение получила сварка электродуговая. При электродуговой сварке между источником тока (электродом) и свариваемым металлом находится небольшой промежуток, заполняемый электрической дугой. Ошибочно предполагать, что это промежуток воздуха. Это промежуток ионизированного газа, проводящего ток. Дуговая сварка, как мы ее представляем сегодня, без газа невозможна. Просто газ может подаваться из отдельного баллона, а может образовываться в результате горения обмазки электрода.
Ошибочно предполагать, что это промежуток воздуха. Это промежуток ионизированного газа, проводящего ток. Дуговая сварка, как мы ее представляем сегодня, без газа невозможна. Просто газ может подаваться из отдельного баллона, а может образовываться в результате горения обмазки электрода.
Самыми распространенными в строительстве являются следующие технологии:
- ММА (в отечественной классификации – ручная дуговая сварка, или РДС)
- TIG (аргоно-дуговая)
- MIG-MAG (полуавтоматическая, проволокой).
ММА
Популярность данного вида сварки предопределена как раз отсутствием необходимости таскать с собой баллон с газом. Обмазка электрода – и есть «застывшее» газовое облако. Как только электрод коснется металла и полученный ток короткого замыкания расплавит металл электрода, расплавится и обмазка вокруг него. Образовавшееся облако газа обеспечит проводящую ионизированную среду для дуги и защиту расплавляемого металла от доступа кислорода.
Электроды подбираются по типу металла и диаметру. Тип металла важен, так как в процессе работы метал стержня электрода капля по капле перетекает в свариваемый метал и сплавляется с ним. Для крепкого соединения металл стержня электрода и свариваемый метал должны быть идентичны. На упаковке электродов всегда указывается, для каких металлов подходят данные электроды.
Тип металла важен, так как в процессе работы метал стержня электрода капля по капле перетекает в свариваемый метал и сплавляется с ним. Для крепкого соединения металл стержня электрода и свариваемый метал должны быть идентичны. На упаковке электродов всегда указывается, для каких металлов подходят данные электроды.
После того, как определились с типом электрода, необходимо определиться с его толщиной. Вопрос новичка: зачем нужны электроды разных диаметров? Все просто. Чем толще электрод, тем больше сила тока, которая его может расплавить. То же и с кромками свариваемого металла. Поэтому толщина электрода подбирается под толщину свариваемого металла. Для черных металлов рекомендуется:
Технология ММА позволяет работать с большинством распространенных металлов, за исключением алюминия и сплавов на его основе. Хотя теоретически и это возможно при наличии помощника, если добиться, чтобы зачищенные алюминиевые поверхности не успевали покрыться пленкой до расплавления. Но правильнее, конечно, просто использовать подходящие для этого сварочные технологии.
Но правильнее, конечно, просто использовать подходящие для этого сварочные технологии.
TIG
Потребители сварки TIG – сплошь профессионалы и продвинутые пользователи, причем почти поголовно не строительного направления. TIG обеспечивает более аккуратные швы, но сильно уступает ММА в производительности и простоте использования.
Например, многие «любители», отточив свое мастерство на аппаратах ММА, испытывают досаду от неудач при первом опыте с TIG. Оказывается, в отличие от ММА, зажечь дугу аппаратом TIG, если только он не оборудован таким устройством, как осциллятор, непросто. (А практически все аппараты «2 в 1» не оборудованы, конечно). Чиркает сварщик вольфрамовым электродом – искра есть, а дугу поднять не получается. Но вот бывалый сварщик подкладывает под электрод кусочек угля – и дуга пошла без проблем. Не случайно, что в продажах розничных магазинов специализированные аппараты TIG редко превышают долю в 1%.
Отдельного упоминания в сварке TIG заслуживают аппараты с возможностью переключения на режим переменного сварочного тока, т. н. AC/DC. Вот эти аппараты и являются основным оборудованием для сварки алюминия. Именно они преимущественно и составляют этот самый 1% TIG в розничных продажах сварочного оборудования.
н. AC/DC. Вот эти аппараты и являются основным оборудованием для сварки алюминия. Именно они преимущественно и составляют этот самый 1% TIG в розничных продажах сварочного оборудования.
MIG-MAG
Полуавтоматическая сварка проволокой применяется в основном для сварки листового металла. Поэтому традиционно ее основная сфера применения – кузовной ремонт, а также строительство конструкций из черного тонколистового металла. Использование проволоки вместо сменных электродов сильно повышает производительность. На бытовых аппаратах используются катушки емкостью 1 и 5 кг, а на профессиональных – 5 или 15 кг.
Проволока может использоваться как обычная (без обмазки), так и с обмазкой (т.н. флюсовая). В первом случае обязательно применение баллона с газом (режим GAS). Во втором баллон не требуется (NO GAS). Несмотря на то, что работать без баллона удобнее, в продажах с большим отрывом лидирует проволока без обмазки. Причина банальна: она гораздо дешевле флюсовой. Кроме того, многие профессионалы считают, что аккуратность швов в среде газа от баллона получается выше.
Несмотря на то, что данный вид сварки тоже относится к электродуговой, принцип устройства у MIG-MAG принципиально отличается от принципов MMA и TIG. В ММА и TIG важно поддерживать стабильность тока, несмотря на колебания электрода, в MIG-MAG важно поддерживать стабильность напряжения дуги. А сила сварочного тока в аппаратах MIG-MAG – показатель условный (хотя по привычке, выработанной в ММА, большинство ориентируется именно на него). Сила сварочного тока в MIG-MAG будет зависеть от выставленного напряжения, диаметра используемой проволоки, применяемого газа и скорости подачи проволоки. Так что сделать из аппарата ММА полуавтомат MIG-MAG путем приделывания блока подачи проволоки и горелки не получится.
Автор текста: Ю.Шкляревский
Метод точечной сварки для кузовов и мелких деталей: технология, применения, приспособления
Самый популярный метод сварки металлов, контактный, имеет некоторые разновидности. Одна из них – точечная сварка. Принцип действия здесь несколько сложнее, чем при других видах сварочного процесса.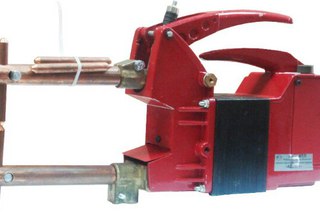
Базируется он на возможности выполнения сварочного шва на соединяемых металлических частях при помощи электродов.
Нужной силы ток (он зависит от толщины металла) дает возможность нагреваться и расплавляться металлу в частях соприкосновения его с электродами, после чего и происходит образование шва.
Точечный способ сварки мелких деталей
В месте соприкосновения электрода с металлом образуется сварное ядро, и именно в нем усилия, прилагаемые к электроду, делают металлические части после нагревания и расплавления соединенными между собой и более крепкими.
Именно это ядро во время точечной контактной сварки является самым важным и чтобы соблюсти при таком методе качество, прочность и нужные размеры, стоит знать:
- Перед началом работ поверхность должна быть очищена от ржавчины, краски, масла и других загрязнений.
- Безошибочно выбранный режим силы тока позволит справиться с работой достойно.
- Усилие, прилагаемое во время сварки, прямо пропорционально диаметру электрода.

Выбираете сварочный аппарат для работы с разными типами металлов? Читайте о видах сварочных аппаратов и сравнение их характеристик.
А если вам нужен простой компактный аппарат для дома, смело выбирайте инвертор. Узнаете здесь подробнее о параметрах и потребляемой мощности сварочного инвертора.
Технология точечной сварки мелких деталей
Технология точечной сварки одна из самых сложных, требующих высокой квалификации специалиста, но она позволяет одновременно заваривать несколько слоев металла.
Когда же электрод будет прикасаться к металлу только с одной стороны, тогда заваривать можно не больше двух частей за один раз.
Односторонняя точечная сварка широко используется, как в приборостроении, так и в машиностроении.
За счет уменьшения значения сварочного тока при шунтировании, но увеличения силы расплавления нижнего листа металла, повышается качество его соединения с верхней деталью. При таком способе используется циклы сварки.
- Номинальное усилие сжатия электродов на процент от 40 до 80 дает первоначальный нагрев верхней детали. При этом происходит ее электрическое сопротивление.
- После нагрева, второй сварочный импульс дает возможность току выполнить в месте сварки соединение нужного размера, опять-таки при номинальном усилии сжатия. Но во время этого цикла значение тока шунтирования, соприкасающегося с верхней деталью, уменьшается.
Когда задействован только один импульс сварочного тока, используется его плавное нарастание в мягком режиме при повышении усилий сжатия электродов. Метод более экономичный, но настолько же не практичный.
Низкое сопротивление при шунтировании не дает возможности качественного проплавления нижней детали, что, в конечном итоге, ухудшает качество соединения.
Для контактного соединения деталей самыми действенными являются аппараты с жидкостным охлаждением, где температура электродов постоянно снижается водой, при этом электроды для точечной сварки обязаны иметь высокую стойкость рабочей поверхности.
Соединение мелких частей точечной сваркой
Специалисты, умеющие запаять мелкие детали, что возможно только методом точечной сварки, – на вес золота. Аппараты для ручной точечной сварки стоят недешево, есть далеко не у всех, да и соблюсти технологию, когда прогревается нижняя деталь до определенной температуры, достаточно сложно.
Те, кто способны справляться с пайкой деталей ноутбука, компьютера, владеют и техникой точечной сварки аккумуляторов. Она нужна тогда, когда в какой-нибудь прибор нужен аккумулятор, возможно, нестандартной формы. Выполнить его можно путем соединения обычных батареек.
Самый простой, но не правильный способ, – это спаивание банок обычным паяльником. Такая конструкция не прослужит долго, а еще, скорее всего, выведет из строя устройство, так как сильный нагрев аккумулятора обеспечен.
Правильный способ – это сверхточное точечное заваривание. Именно так можно обеспечить надежный контакт между своеобразными банками батареи. Провод должен быть присоединен к батарее лепестками, которые затем будут припаяны к аккумулятору.
Самостоятельная точечная сварка в домашних условиях может быть выполнена при помощи самодельного аппарата. На промышленных предприятиях мощные профессиональные аппараты способны выполнять по 600 точек в минуту.
Умельцы изготавливают качественные аппараты из трансформатора микроволновой печи. Из него удаляют вторичную высоковольтную обмотку, магнитные шунты. Затем несколько новых деталей, прочное соединение их с основой – и аппарат готов.
Для скрепления небольших металлических изделий отлично подойдет холодная сварка. Читайте про применение холодной сварки в быту.
Соединение полипропиленовых труб осуществляется их нагревом и сплавлением. По этому адресу описаны методы применения аппарата для сварки полипропилена.
При проведении сварочных работ с использованием сварочной проволоки нужно удостовериться, что такой расходный материал соответствует обрабатываемому металлу. В этой статье приведены рекомендации по работе со сварочной проволокой нержавейкой.

Точечная сварка алюминия
Проще всего соединить алюминиевые детали шовным способом или точечной сваркой. Но высокая электрическая проводимость этого металла влечет за собой его сильный перегрев, поэтому во время работы очень часто используются теплоизолирующие стальные прокладки.
Точечная сварка алюминия предполагает, что эти прокладки не будут привариваться к деталям.
Перед началом работ, алюминиевые детали зажимают прессом точечной машины и обеспечивают постоянное, но небольшое, электрическое сопротивление той пленки оксидов, что образуется при нагревании алюминия. Его средняя величина – до 300 мкОм.
При этом точечная сварка алюминия и его сплавов нуждается в токе большой мощности. Когда необходимо заварить алюминиевые детали толщиной до 3 миллиметров, диаметр точечного ядра будет от 8 до 11 миллиметров.
Схемы точечной сварки, в том числе и алюминия, предполагает протекание тока без шунтирования от верхней детали к нижней.
Точечная сварка по кузову
Мастера знают, как тяжело сделать точечную сварку на кузове, когда к нужному участку не подобраться с обратной стороны. В этом случае процесс проходит без присадочного материала, в качестве источника тепла выступает нагрев током большой силы.
В этом случае процесс проходит без присадочного материала, в качестве источника тепла выступает нагрев током большой силы.
Металл нагревается до плавления, ток сразу же отключается, а расплавленный металл, сжимаясь, образует стержень. Сварочное ядро при соблюдении технологии и после шлифовки не оставляет следа.
Точечная сварка для кузовных работ проводится споттером. Для одностороннего соединения, работы выполняются в такой последовательности:
- Выделение тепла в точке контакта.
- Поступление тока.
- Выравнивание локальной части поверхности.
- Повторение этапа с выделением большого тепла и так далее.
Работая со сварочным аппаратом нужно обязательно пользоваться защитным щитком. Сварочный щиток хамелеон обеспечит удобство использования и полную защиту глазам.
Современные сварочные аппараты могут подключаться даже к комнатной розетке. На этой странице можно прочитать рекомендации о том, как использовать сварочный аппарат в домашних условиях.
Работая со сварочным оборудованием важно понимать его внутреннее устройство. Читайте тут про устройство сварочного полуавтомата.

Медленное выравнивание вмятины, буквально по миллиметрам, не разрушает целостности металла. Можно проводить заваривание кузова и другим способом.
В этом случае принцип работы точечной сварки следующий:
- Стыкование деталей, их зажим между двумя электродами.
- Пронизывание толщины всех деталей электрическим током на протяжении нужного времени.
- Прессование во время выключения подачи тока, в этот момент продолжается усилие по сжатию, что дает возможность равномерному затвердеванию металла.
Во время таких работ очень важно правильно определить режим точечной сварки, при котором не произойдет перегрев нижней детали и не образуется дыра в поверхности.
Сварка конденсаторная
Конденсаторная точечная сварка – осуществляется за счёт использования ранее запасенной энергии. Данная энергия накапливалась в конденсаторах во время их зарядки от выпрямителя. Когда в нужный момент будет происходить разрядка, энергия преобразуется в теплоту.
Когда в нужный момент будет происходить разрядка, энергия преобразуется в теплоту.
Разновидности:
Без трансформаторная. В процессе конденсатор подключен непосредственно к деталям. Его разряд начинается в то время, когда происходит удар по верхней детали.
Начинается оплавление торцов, в результате чего они соединяются. Используется такой вид при стыковом методе.
Трансформаторная. Здесь конденсаторы разряжаются на первичную обмотку трансформатора, а детали зажаты между электродами вторичной цепи. Трансформаторная разновидность применяется при точечном и шовном методе заваривания деталей.
Из других методов можем посоветовать плазменную сварку, которая способна работать с металлом больше толщины. А также более функциональную и универсальную сварку полуавтомат.
Точечная сварка – это высокотехнологический метод заваривания деталей, доступен он, в основном профессионалам. Но при неукоснительном соблюдении технологии, результат должен быть весьма достойным и, что немаловажно, места таких соединений будут абсолютно незаметны.
Читайте также:
- Особенности аргонодуговой сварки Аргонодуговая сварка получила такое название из-за специфики своего действия: в среде инертного газа-аргона возникает дуговой разряд, который ведет […]
- Лазерная сварка При сваривании металлической поверхности с помощью лазерной сварки весь процесс осуществляется лазерным лучом, который генерируется квантовым […]
Информация о методе точечная сварка
Точечная сварка являются разновидностью контактной сварки. Особенность точечной сварки – сварка по одной или нескольким определенным точкам, что дает возможность простого сваривания тонких металлов. Прочность сварки напрямую зависит от размера и структуры точки сваривания. Это определяется несколькими факторами, включая состояние свариваемых поверхностей, форму и размер используемого электрода, параметры сварочного тока, прикладываемые усилия и другие. От других контактных методов точечную сварку отличают ряд особенностей:
- получение аккуратных и ровных соединений с высокой прочностью,
- экономия времени и расходов за счет меньшего числа расходных материалов,
- возможность работы с деталями различной толщины: от ультратонких деталей до очень толстых,
- высокий уровень автоматизации процесса,
- высокая экологичность и почти полное отсутствие отходов в процессе,
- универсальное применение,
- незначительная деформация свариваемых материалов,
- высокая скорость работы.
Сварные соединения, получаемые методом точечной сварки, сложно диагностировать. Соответственно проверка качества соединений может вызвать некоторые затруднения. На качество также влияет чистота металла. Свариваемые материалы должны быть тщательно очищены. Этот момент может иметь критическое значение в работе.
Автоматизация точечной сварки значительно повысила скорость работы и расширила возможности применения метода в промышленности. Современные сварочные аппараты позволяют сваривания до 600 точек за 1 минуту. В результате метод точечной сварки может применяться в авиастроении, кораблестроении, машиностроении, при производстве техники и оборудования для промышленности и сельского хозяйства, бытовой техники, в строительстве и многих других отраслях.
Техника проведения
Точечная сварка имеет в основе простой принцип получения соединения методом сжатия деталей после теплового воздействия электрического тока. В первую очередь необходимо тщательно очистить свариваемые детали от любых возможных загрязнений. После подготовки детали помещаются между контактными электродами.
В процессе электрический ток проходит через металл деталей от одного электрода к другому. За счет высокой электропроводности сплава, используемого для электродов, обеспечивается минимальное сопротивление тока в месте контакта электрода и детали, в то время как сопротивление между двумя деталями достигает максимального значения.
За счет теплового воздействия силы тока по закону Джоуля-Ленца происходит разогрев и расплавление металла деталей. После этого детали сжимаются с огромным усилием. Место соединения в результате образует сварную точку, диаметр которой может составлять от 4 до 12мм в зависимости от силы воздействующего тока.
Различают мягкий и жесткий режимы точечной сварки. При мягком режиме используется ток небольшой величины при продолжительном сжатии. Жесткий метод напротив предусматривает более высокую силу тока при коротком, но более сильном сжатии. Жесткий режим имеет более высокую производительность и скорость работы по сравнению с мягким. Мягкий режим позволяет работать в сетях с меньшей мощностью и меньше нагружает сеть.
Точечная сварка своими руками из инвертора
Точечную сварку можно встретить не только на производстве, но и в бытовых условиях. Преимущества выбора такого вида сварки заключается в ее надежности. Данным способом крепления легко соединить разноуглеродные стали, цветной металл. При этом, можно строить практически любые конфигурации и совмещения с металлами.
Позволяет создавать изделие под любые фантазии и потребности.
Спектр применения
Чаще всего, точечная сварка получила широкое применение в ремонте кабелей и бытовой техники. Точечная сварка позволяет производить ремонт аккумуляторов и других мобильных переносных устройств.
Технология сварки
Технология сварки аккумуляторов достаточно проста, пример можно посмотреть по видео ниже.
Весь процесс сварки заключается в нагреве рабочей металлической поверхности до пластичного состояния. В таком состоянии изделия легко деформируются и соединяются.
Для обеспечения качества требуется постоянное проведение процесса плавления. Непрерывность и определенная скорость рабочего темпа, сила нажатия являются ключевыми в работе. В дальнейшем эти параметры характеризуют качество изделий.
Основой принципа работы данной сварки служит преобразование электрической энергии в тепловую. Под воздействием тепла металлическая поверхность подвергаются плавлению.
Контакт электродов следует помещать в местах соединения 2 рабочих поверхностей деталей, необходимых для закрепления.
Застывание расплавленной массы происходит в момент отключения тока. Тем самым, исключается эффект растекания поверхности швов. Поэтому, данный вид сварки носит название точечный.
Клещи
Присоединение частей деталей осуществляется за счёт закрепления поверхности при помощи специальных клещей. Которые, подразделяются на подвесные и ручные.
- Подвесные. Получили широкое применение в условиях завода и промышленных предприятий, подлежат многократному использованию.
- Ручные. Основной функцией служит передача электротока на электроды.
Ряд преимуществ
- Высокая скорость работы;
- Наивысшая степень электробезопасности;
- Обеспечение качественного соединения;
- Изготовить устройство для сварки можно в ручную.
Технический процесс
Вся система построена на элементарной передаче тепла в целях плавления металла в местах закрепления. На качество сварки может повлиять плохая очистка поверхности, видимые окислы.
Ознакомиться с техпроцессом можно по ссылке на видео.
Пользуясь законом теплопроводности, следовало бы учитывать этот параметр для большинства распространенных металлов. Параметры теплопроводности для некоторых из них представлены ниже в таблице.
Наименование металла | Температура плавления, Сᵒ |
Железо (низкоуглеродистая сталь) | ~1400 |
Медь | ~690 |
Алюминий | ~430 |
Цинк | ~1120 |
Электроды должны тоже соответствовать некоторым параметрам:
- Теплопроводность;
- Электропроводимость;
- Механическая прочность;
- Скорость обработки.
Электроды недолговечны и требуют бережного отношения. При постоянном воздействии температурного режима, необходимо прерываться. Данная возможность позволяет остыть электродам и свариваемой поверхности. Таким образом, продлевается ресурс электродов.
Диаметр электродов влияет на характеристику силы тока, а соответственно и на качество шва. Диаметр сечения электрода подбирается исходя из толщины рабочей поверхности. Электрод должен быть приблизительно в два раза толще закрепляемых изделий.
Контактная сварка
Контактная сварка позволяет проводить работы в обычных домашних условиях. Но, чаще всего, этот способ широко применяется в промышленности.
Видео по теме контактная сварка своими руками.
Заводы-изготовители позаботились о том, чтобы домашних условиях не присутствовали громоздкие аппараты по точечной сварке. Уже давно придуманы компактные мобильные устройства. Их предназначение заключается в ремонте домашней бытовой техники.
Такое устройство получило название споттер. Устройство оснащено двумя выводами, предназначенными для закрепления одного из них к рабочей поверхности изделия. Второй же вывод подводится к электроду.
В данной конфигурации в клещах нет необходимости. Источник тока должен располагаться на достаточно близком расстоянии от места проведения работ.
Не стоит обращать на малогабаритное устройство, она достаточно функционально для своего размера.
Наиболее простые устройства используют однофазный ток. Но надеяться на то, чтобы закрепить деталь более одного миллиметра не стоит. Закрепление более сложных деталей производится с привлечением дополнительного трансформатора.
Стоимость
Стоимость споттеров достаточно невелика. В самой дорогой категории находятся инверторные.
Как правило, бытовые устройства не требует больших мощностей. Поэтому, можно обойтись и самодельным аппаратом.
Точечная сварка отличается своим качеством шва. В большинстве случаев, чтобы его разрушить требуется применение серьезных механических воздействий. Чаще всего, для этого используются сверла.
Схема аппарата
Если существует такая потребность, есть желание сделать устройство самому, то собрать его вполне возможно в домашних условиях.
Размеры аппарата по точечной сварке зависит, прежде всего, от потребностей. Наиболее удобными выступают устройства со средними габаритами.
Рисунок. Схема сварочного аппарата по точечной сварке.
Работа устройства заключается на принципе Ленца-Джоуля. Требования физического закона гласит, что проводник должен вырабатывать тепло в количестве равным пропорции с сопротивлением проводника, а также квадратом тока и затраченного времени.
К такому схемному решению обязательна установка выпрямительного моста. Через тиристорный мост происходит заряд конденсатора. Первый тиристор выступает в качестве катода.
Конденсаторный блок является своеобразной защитой и служит в качестве высвободителя тока. Создается принцип качели, постоянная зарядка и разрядка конденсаторов. Данный принцип позволяет создавать эффект точечной пайки. Шов равномерно и своевременно остывает, не позволяя расплываться металлу.
Для увеличения мощности в схему, также добавляются дополнительный тиристор с реле выключения.
Самодельный аппарат
Важной деталью сварочного аппарата служит трансформатор. Минимальное значение по мощности должно составлять 750 Вт.
Видео по созданию собственноручного устройства.
Создать устройство можно при помощи инвертора. Прежде чем, приступать к цели, необходимо обладать некоторыми навыками в области электротехники.
Более простой считается схема с использованием трансформатора взамен инвертора. Но такие устройства недостаточно мощные, чтобы производить работы с металлами достаточной толщины более 1 мм.
Шаги создания устройства
- Извлечь трансформатор из ненужной микроволновки;
- Избавиться от вторичной обмотки, креплений, шунтов;
- Произвести вторичную обмотку более толстым проводом, чем в первичной;
- Проверить собранное устройство на утечку тока;
- Утечки устранять изоляцией при помощи ленты;
- Проверить силу тока. Значение должно быть не более 2 кА.
В качестве наконечников или электродов более всего подходит медный провод значительной толщины. Наконечники затачиваются и закрепляются.
Далее необходимо установить тумблер выключателя. Трансформатор следует закрепить к основанию. Для защиты устанавливается заземление. Соединения должны быть изолированы.
ТЕХНИЧЕСКАЯ ИНФОРМАЦИЯ ПО ТОЧЕЧНОЙ СВАРКЕ – Установки для точечной сварки
Точечная сварка сопротивлением – это соединение перекрывающихся частей металла путем приложения давления и электрического тока. Эти соединения, созданные точечной контактной сваркой, образуют «пуговицу» или «сплавленный самородок». Точечная сварка сопротивлением обычно выполняется на фланцах, расположенных в шахматном порядке в одном ряду последовательных сварных швов. Производители автомобилей используют контактную точечную сварку на заводе, потому что они могут производить высококачественные сварные швы при очень низких затратах.
Как формируется точечная сварка. Точечные сварные швы образуются, когда через панели проходит большой ток в течение нужного времени и с правильным давлением. Обычно при точечной сварке используются два электрода, расположенных напротив друг друга, которые сжимают металлические детали вместе. Это давление сжатия контролируется. Свариваемые детали нагреваются путем пропускания через них сварочного тока. Сварочный ток в несколько тысяч ампер подается в течение определенного периода времени.При повышении температуры металл нагревается до пластичного состояния. Сила сварочного наконечника деформирует металл и образует небольшую вмятину, когда металл нагревается. По мере того, как тепло накапливается в металле, на границе раздела образуется небольшая жидкая лужа металла. Размер этой ванны обычно равен лицевой поверхности сварочного наконечника. Когда температура сварки достигнута, таймер должен истечь. Зона сварки охлаждается очень быстро, поскольку медные сварочные наконечники отводят тепло из зоны сварки. Тепло также уходит, когда оно проникает в окружающий металл.Сварочные клещи TITE-SPOT следует держать закрытыми не менее одной секунды для охлаждения сварного шва. ПРЕДУПРЕЖДЕНИЕ: Следует проявлять осторожность с устройством с воздушным закрытием, которое немедленно отключается после образования сварного шва.
Есть 4 переменных , которые следует учитывать при контактной точечной сварке;
Давление , Время сварки , Текущее и Диаметр наконечника .
Давление : большое значение имеет давление, прилагаемое к сварному шву.Если приложить слишком мало давления, зона соединения будет маленькой и слабой. Если приложить слишком большое давление, в сварном шве могут возникнуть трещины из-за закаливающего действия сварочных наконечников. Также высокое давление может вызвать истончение металла и ослабление. Глубина вдавления на поверхности листа, вызванного сварочными электродами, никогда не должна превышать 25 процентов толщины листового металла.
Обычно кузовной цех сваривает сталь толщиной от 16 до 24. Если у сварочного аппарата есть клещи с регулируемой длиной, для правильной установки давления следует использовать манометр.Давление важно, и о нем не следует догадываться. ( ПРИМЕЧАНИЕ : давление плоскогубцев TITE-SPOT установлено на середину этого диапазона и не регулируется.)
Три типа таймеров для точечной сварки :
Стандартный сварочный таймер регулирует время, в течение которого ток течет в сварочный трансформатор. Присущая проблема заключается в том, что если сварка не происходит, таймер все еще тикает. Следовательно, если сварочный ток протекает только часть цикла, сварной шов может не образоваться до истечения таймера.Как правило, технический специалист увеличивает время работы таймера. Это может вызвать перегрев сварочного инструмента и трансформатора! Двойной цикл в зоне сварного шва также используется, но он также вызывает перегрев.
Ручное управление : Иногда оператор обходит таймер и время сварки вручную. Таким образом, хорошие сварные швы можно получить за 1/2 – 1 3/4 секунды. Это, вероятно, снижает тепловую нагрузку на сварочные инструменты и трансформатор, чем «стандартный сварочный таймер».
Цифровой таймер проверяет, идет ли сварка. Этот тип таймера проверяет все циклы продолжительностью 60 циклов в секунду и не будет увеличивать значение таймера, если не течет сварочный ток! Цифровой таймер имеет точный интерфейс для выбора и регулировки параметров мощности и таймера. Цифровое управление, контролирующее сварку, снижает тепловую нагрузку на сварочные инструменты и трансформатор.
Сварочный ток и время сварки обратно пропорциональны.Сварочный ток и время используются для доведения металла до температуры сварки (2550 градусов по Фаренгейту).
Температура сварки = i 2 x t x R.
Сварочный ток в кузовных цехах находится в диапазоне от 3000 до 5000 ампер. Сварочный ток (i) и время сварки (t) должны контролироваться техником. Сопротивление (R) определяется толщиной свариваемых деталей. Поскольку сварочный ток возведен в квадрат, изменения сварочного тока намного более значительны, чем изменения времени сварки.
Сварочный ток Настройки очень важны при сварке современных автомобилей. Если сварочный ток находится на нижнем пределе диапазона, время сварки необходимо увеличить. (ПРИМЕЧАНИЕ 1. Использование слабого тока на сварных швах может вызвать перегрев сварочных инструментов и трансформатора сварщика.) И наоборот, если сварочный ток высокий, время сварки сокращается. (ПРИМЕЧАНИЕ 2: Использование высокого сварочного тока увеличивает проблему вытеснения. Вытеснение – это брызги расплавленного металла между слоями стали. Оцинкованные покрытия, обнаруженные на современной автомобильной стали, усугубляют проблему вытеснения.Итак, мы видим, что сварщиками, не контролирующими сварочный ток, будет труднее работать.
Существует два типа регуляторов сварочного тока, Аналоговый : использует ручку и настраивается как ручка радио. Digital : использует светодиодный дисплей, который сообщает механику точную настройку мощности. Обычный интерфейс – это кнопка.
Ideal Welding Controller – цифровой с таймером предварительного нагрева и проверкой сварочного тока .
Цифровой интерфейс настолько точен, что оператор может легко настроить машину.Можно быстро произвести очень небольшие изменения мощности или времени, чтобы получить идеальные сварные швы, исключив выброс. Проверка таймера позволяет таймеру «тикать» только в том случае, если в сварочный трансформатор течет правильное количество тока.
Проверенный таймер предварительного нагрева – лучший способ минимизировать выброс. Предварительный нагрев позволяет грунтовкам, которые мы хотим оставить между слоями стали, медленно выгорать. Оцинкованные покрытия могут испаряться (@ 1350 градусов F), удаляя их из зоны сварки до того, как начнется сварка.Температура определяется продолжительностью предварительного нагрева зоны сварного шва. Предварительный нагрев также позволяет стали немного согнуться и идеально подогнаться перед включением сварочного тока. Все это может произойти только в том случае, если у нас есть предварительная проверка тока!
Проверка – это волшебство, которое ускоряет выполнение работы. Идеальный сварочный контроллер проверяет сварочный ток, устраняя проблему чрезмерной сварки. Техник может каждый раз выполнять качественные сварные швы без чрезмерной сварки и снизить тепловую нагрузку на сварочные инструменты и трансформатор.
Диаметр сварочного наконечника очень важен. Сварочные наконечники новых клещей TITE-SPOT заточены до диаметра 3/16 дюйма. Наконечники можно дать увеличиться до диаметра 1/4 дюйма, прежде чем их нужно будет затачивать. Новые насадки для сварки имеют плоскую поверхность. Это лицо быстро коронируется при использовании, и этот эффект коронки следует поощрять. Радиус венчика должен составлять от 1,5 до 2 дюймов. Инструмент для заточки прилагается к плоскогубцам TITE-SPOT. (ПРИМЕЧАНИЕ: закрытая высота сварочных наконечников составляет 1 1/2 дюйма, когда они новые.) Выбросьте сварочные наконечники, если закрытая высота составляет 1 3/8 ″. НЕ ПОДКЛЮЧАЙТЕ СОВЕТЫ ДЛЯ СВАРКИ.
ТАБЛИЦА 1
| МАНОМЕТРЫ СТАЛЬНЫЕ | шаг шва | диаметр сварного шва | |||
| 2 штуки | 3 штуки | ||||
| МАНОМЕТР | ИН | ММ | в | дюйм | дюйм |
| 16 | 0.060 | 1,524 | 1,06 | 1,31 | 0,22 |
| 18 | 0,048 | 1,219 | 0,94 | 1,18 | 0,2 |
| 20 | 0,036 | 0,914 | 0,72 | 1,06 | 0,17 |
| 22 | 0,030 | 0,762 | 0,62 | 0,88 | 0,16 |
| 24 | 0.024 | 0,610 | 0,38 | 0,62 | 0,15 |
Расстояние между точечными сварными швами должно быть равно минимальным стандартам, указанным в таблице, или превышать их.
ПРОВЕРКА СВАРКИ:
Существует три формы контроля сварных швов. Сначала идет визуальный осмотр; сварные швы должны выглядеть однородными, иметь небольшую вмятину от сварочного наконечника и иметь очень небольшой выброс при формировании сварного шва. Два других контроля называются методами разрушающего контроля для оценки точечных сварных швов; это тест на «отслаивание» или «долото».Очевидно, что разрушающие испытания должны проводиться на стальном ломе до начала процесса сварки на автомобиле.
Испытание на отслаивание состоит из отслаивания точечного сварного шва. Следует измерить пуговицу и рассчитать средний диаметр. (см. таблицу 1)
Испытание на долото заключается в вдавливании конического долота в зазор с каждой стороны проверяемого сварного шва до тех пор, пока сварной шов или основной металл не разрушатся. Края долота не должны касаться проверяемого сварного шва.Этот тип теста следует использовать, когда тест на отслаивание невозможен. Размер пуговицы определяется так же, как описано для теста на отслаивание.
ЦИНКОВКА
Гальваника – это покрытие металлического цинка, которое наносится на сталь при ее производстве горячим способом или путем гальваники. Цинк – голубоватый белый металл, его температура плавления составляет 950 градусов по Фаренгейту, а температура кипения или испарения составляет 1350 градусов по Фаренгейту. Цинк, когда он используется в качестве гальванического покрытия, защищает сталь от ржавчины.Кроме того, цинк можно найти в кузовных цехах в виде литого под давлением или металлического сплава.
При сварке зажимом гальваническое покрытие должно оставаться между слоями стали, поскольку оно обеспечивает защиту от ржавчины. При сварке внахлест двумя пистолетами цинк часто удаляется в процессе очистки при подготовке к сварке. Причина, по которой мы удаляем цинк при сварке двумя пистолетами, заключается в том, что у нас отсутствует значительное давление в зоне сварного шва, и потому, что мы свариваем только с одной стороны.
Цинкование может «испортить» сварочные наконечники, это состояние называется латунным покрытием.Латунь может вызвать проблемы с соединением электрода со свариваемым материалом. Если электрод окрашивает поверхность электрода в золотой или латунный цвет, то поверхность сварочного наконечника следует очистить. При очистке сварочных наконечников необходимо следить за тем, чтобы диаметр поверхности электрода оставался правильным. Для оцинкованной стали требуется примерно на 25% больше лошадиных сил, чем для неоцинкованной стали. Для точечной сварки оцинкованной стали необходимо увеличить время сварки и / или мощность сварки.Сварка стали выполняется при температуре 2550 градусов по Фаренгейту. При сварке MIG оцинкованной стали температура сварочной ванны составляет 2550 градусов по Фаренгейту. Даже для наблюдателя должно быть очевидно, что если вы нанесете жидкую сталь 2550 градусов по оцинкованному покрытию, которое закипит при температуре 1350 градусов по Фаренгейту, что произойдет большое количество брызг.
Точечная сварка оцинкованной стали вызывает очень мало брызг. Это особенно верно, когда сварочный контроллер имеет предварительный нагрев, такой как DiGi S.W.A.T. Сварщик.
Предотвращение коррозии : При использовании плоскогубцев TITE-SPOT на внутренней стороне новой детали следует оставить черное покрытие «E».Также на старую деталь можно нанести пропитку или другую антикоррозионную грунтовку. А для плотного и сухого уплотнения между этими слоями стали можно нанести легкий слой антикоррозийного покрытия на основе воска. Эти материалы будут выгорать при температуре от 400 до 500 градусов по Фаренгейту, поскольку сталь нагревается до температуры сварки. После того, как сварной шов сформирован и зона сварного шва остынет, антикоррозийное средство на основе воска будет оттягиваться вокруг сварного шва за счет капиллярного действия.
При сварке двумя пистолетами три чистые стороны являются общим правилом.Между деталями нельзя использовать грунтовку для сквозной сварки. Черный слой «E» можно оставить на внутренней стороне новой перекрывающейся части, если цикл предварительного нагрева малой мощности предшествует мощности сварки. Из-за количества сварных швов и размера зоны теплового эффекта при сварке двумя пистолетами после сварки необходимо обеспечить хорошую защиту от ржавчины.
ПРЕДУПРЕЖДЕНИЕ : Газы, образующиеся в процессе сварки, могут быть опасными, поэтому сварку следует проводить в хорошо вентилируемом помещении. Это особенно актуально при сварке оцинкованной стали.Поскольку TITE-SPOT использует сжатый воздух для охлаждения как плоскогубцев TITE-SPOT, так и охлаждающих шнуров, автоматически создается хорошо вентилируемая среда.
ИСТОРИЯ : Точечная сварка была изобретена и запатентована в 1885 году американцем по имени Элиху Томпсон. Открытие было сделано во время лекции и демонстрации новой захватывающей области электричества в 1884 году. В ответ на вопрос аудитории Томпсон провел эксперимент и произвел первую точечную сварку. Чтобы представить дату в перспективе, лампа накаливания была запатентована в 1880 году Томасом Эдисоном.Эти два человека, Эдисон и Томпсон, объединили свои компании, то есть Edison Electric и Tompson Electric, в одну компанию в 1895 году. Они назвали ее General Electric, компанию, о которой вы, возможно, слышали сегодня. Томпсон был плодовитым изобретателем, на его счету более 700 патентов, Эдисон так и не получил 700 патентов. В качестве примечания: дуговая сварка была изобретена одним русским в 1885 году и основывалась на методе угольной дуги.
ПРИШУМ ПО СВАРКЕ
Какие две вещи нельзя сварить точечной сваркой?
ОТВЕТ: Разбитое сердце и Рассвет.
Ручной аппарат для точечной сварки с педальным шарниром PROFAB
Описание продукта
Модель BSM226RF – 220 В, однофазный
S1 Control
Простые элементы управления диском для удобства использования.
Spotwelder Характеристики:
- Сварочный аппарат сопротивления коромысла с ножным приводом (ручной)
- Плечи регулируются с 15 ″ до 29 ″
- Использует стандартные конические наконечники Морзе # 1
- Трансформатор с водяным охлаждением, рычаги и держатели наконечников
- 220 1PH электрика
- Размеры: 40 ″ Д x 12 ″ Ш x 50 ″ В
- Вес: 300 фунтов.(425 фунтов в ящике)
- 25 кВА Мощность: 2 шт. Калибра 14
- Специальная конструкция нижнего рычага позволяет приваривать трубы диаметром до 2 дюймов, при этом шланги не соприкасаются с деталями.
- Доступен дополнительный рециркулятор охлаждающей жидкости ProCool II (показан ниже)
Краткое руководство по установке для точечной сварки PROFAB PX1600 (до 2020 г.)
Краткое руководство по установке для точечной сварки PROFAB PX1700 (2020 г.)
Руководство по установке для точечной сварки PROFAB
Рециркулятор охлаждающей жидкости ProCool II Характеристики:
- Пластиковый резервуар для воды исключает загрязнение охлаждающей жидкости из-за электролиза или химических реакций
- Все агрегаты подключены к медным трубкам и армированным шлангам.
- Новый насос с увеличенным сроком службы оснащен системой электропитания с прямым приводом, снижающей техническое обслуживание и вибрацию.
- Из-за замкнутой системы водоснабжения не требуется внешний водопровод
- Самовсасывающий насос
- Насос для быстрой замены
- Прочная жесткая конструкция, предназначенная для поддержки силового агрегата
- Компактная конструкция
- Заводская установка на 50 фунтов на кв. Дюйм, настройка на 80 фунтов на кв. Дюйм
- Резервуар на 3 галлона
- Вес нетто: 37 фунтов / 17 кг
Аппарат для точечной сварки теперь полностью запущен и работает, работает отлично.Электрики подключают кулер, чтобы он включился, когда я включаю сварочный аппарат. Спасибо за помощь с этим оборудованием. Я уверен, что скоро мы будем заказывать больше игрушек в магазине.
П. Стерджес-
Ищете отличную альтернативу аппарату для точечной сварки Pei Point? Это оно!
Финансирование теперь доступно для квалифицированных покупателей!
Нажмите ниже, чтобы подать заявку!
Ручная установка для точечной сварки, установка для точечной сварки, वेल्डिंग मशीन в секторе 48, Фаридабад, Автоматизация бытовой сварки
Ручная установка для точечной сварки, установка для точечной сварки, वेल्डिंग मशीन в секторе 48, Фаридабад, Автоматизация бытовой сварки | ID: 11372096591Описание продукта
Мы – известная организация, которая с энтузиазмом занимается производством и поставкой широкого разнообразия Аппаратов для ручной точечной сварки .Применение:
- Используется для сварки, клепки и многого другого.
Характеристики:
- Длительный срок службы
- Превосходная функциональность
- Низкие эксплуатационные расходы
Заинтересовал этот товар? Получите актуальную цену у продавца
Связаться с продавцом
Изображение продукта
О компании
Год основания 2005
Юридический статус Фирмы Физическое лицо – Собственник
Характер бизнеса Производитель
Количество сотрудников До 10 человек
Годовой оборот R.50 лакх – 1 крор
Участник IndiaMART с февраля 2015 г.
GST06AHUPh5759E1Z0
Мы «Welfare Welding Automation» , основанная в 2005 году, связаны с производством и , поставляя надежный ассортимент сварочного вращателя , сварочного позиционера, сварочного аппарата TIG, аппарата точечной сварки и т. Д. We – это хорошо известная организация индивидуальных предпринимателей, которая расположена по адресу Faridabad (Харьяна, Индия) и предоставляет нашим престижным покровителям замечательную коллекцию машин в соответствии с отраслевыми стандартами.Мы продаем нашу продукцию под торговой маркой «Welfare». Под отличным руководством нашего Владельца “Mr. Muzammil Husain », , мы достигли динамичной позиции в этом высококонкурентном секторе. Вернуться к началу 1 Есть потребность?
Получите лучшую цену
Есть потребность?
Получите лучшую цену
Errore dettagliato IIS 8.5 – 404,11
Ошибка HTTP 404.11 – не найдено
Фильтр по модулю богатства и конфигурируется для негатива, содержащего богатое содержимое, последовательное избегание доппии.
Причина более вероятна:
- Богатая последовательность содержит последовательность выхода из доппинга и для веб-сервера и конфигурирует фильтр богатой последовательности для выхода из двойного режима.
Возможные операции:
- Проверка импостации конфигурации / системы.webServer / security / requestFiltering @ allowDoubleEscaping файл applicationhost.config или web.confg.
Подробная информация о судне:
| Modulo | RequestFilteringModule | |||||||
|---|---|---|---|---|---|---|---|---|
| Notifica | BeginRequest | |||||||
| Gestore | StaticFile | |||||||
Codice errore
Альтернативный адрес:Funzionalità di sicurezza. Немодифицированная сказка, функционирующая без изменений, является сертификатом амбита измененной.È Необходимо использовать уна traccia di rete prima di modificare il valore per accertarsi che la richiesta non sia Potenzialmente dannosa. Se nel server – это согласие на использование последовательности escape doppie, изменение импостационной конфигурации/system.webServer/security/requestFiltering@allowDoubleEscaping. Проблема может быть вызвана недействительным URL-адресом на сервере, который не был нарушен.Визуализация другой информации » Ручные пистолеты для точечной сварки для автомобилестроения, промышленности и торговлиКогда дело доходит до точной ручной точечной сварки, ручные сварочные пистолеты NIMAK являются идеальным выбором.Надежные в исполнении, простые в эксплуатации и с выбором типа и модуля, который последовательно ориентирован на различные требования клиентов, они десятилетиями убеждают клиентов из самых разных секторов и рынков. Они используются везде, где автоматизированные решения не окупаются: для спорадических работ по точечной сварке или гибко развертываемых ремонтных и ремонтных станций, когда требуется производство небольших партий или когда разработчики и испытатели работают над выпуском новых продуктов на рынок.При крупносерийном производстве ручной трансформаторный пистолет NIMAK также убеждает и обеспечивает точки сварки, которые соответствуют качеству, требуемому высокими стандартами автоматических систем. Стандартные пистолеты и индивидуальные решения высочайшего качестваСварка стали или алюминия в больших цехах или на минимальном пространстве, в условиях сильной жары или регионов Земли с высокой влажностью – мы производим именно тот ручной сварочный пистолет для каждое требование. В конце концов, у нас есть подходящий ассортимент продукции и необходимая инженерная компетенция, чтобы справиться с этим.Давайте просто поговорим о том, что могут и должны делать ваши ручные сварочные пистолеты. Мы изготовим необходимый Вам пистолет на основе нашей высококачественной стандартной линейки продуктов. При желании мы также можем индивидуально разработать и изготовить именно для вас. И мы сможем это сделать в кратчайшие сроки. Таким образом, на вашем производстве вы можете быстро и надолго получить прибыль от высокой производительности нашей продукции. Ручные сварочные пистолеты, аксессуары и рабочие станции в сбореВсе из одних рук, из одних рук – это часть миссии NIMAK.И когда мы говорим это, мы имеем в виду не только то, что мы сами производим все компоненты наших ручных пистолетов для точечной сварки с высочайшей точностью. Мы также предлагаем вам ряд дополнительных продуктов, услуг и, если хотите, даже комплектные рабочие места для наших ручных сварочных пистолетов. От блока управления сваркой и блока обслуживания сжатого воздуха / монтажной плиты магазина, а также охлаждающей воды через колонну, пружины растяжения и соединительных кабелей – в ручных рабочих станциях от NIMAK все включено и доставляется готовым к подключению. Инновационный ручной аппарат для точечной сварки For Welding EfficacyПовысьте производительность ваших сварочных процессов с помощью безупречного качества. ручной точечный сварочный аппарат доступен на Alibaba.com. Эти. Аппарат для ручной точечной сварки представлен в широком ассортименте, который включает в себя множество моделей, форм и размеров. Соответственно, покупатели из разных слоев общества всегда найдут для себя наиболее подходящий. ручной точечный сварочный аппарат применим к своим ситуациям на объекте. Изучая сайт Alibaba.com, вы наверняка столкнетесь с ним. ручной точечный сварочный аппарат , изготовленный из прочных и инновационных материалов. Это делает их очень надежными и способными служить пользователям в течение долгого срока службы. Файл. Аппарат для ручной точечной сварки основан на передовых технологиях, которые делают его впечатляюще энергоэффективным. Они потребляют незначительное количество электроэнергии, что гарантирует, что вы меньше тратите на свои счета за электроэнергию. Простота установки и использования.Аппарат для ручной точечной сварки делает их идеальным выбором для всех. . Аппарат для ручной точечной сварки Производители внедрили удивительные средства безопасности, чтобы защитить операторов от сильной жары и света. Их легко обслуживать в звездных условиях, а аксессуары, защищающие их. машина для ручной точечной сварки оператора всегда доступны. Благодаря изобретениям по предотвращению тепловых потерь они обладают высокой эффективностью и непревзойденными характеристиками.Качество этих. Аппарат для ручной точечной сварки примечателен тем, что он представлен ведущими дистрибьюторами и розничными торговцами. Они соответствуют всем требованиям стандартов качества для обеспечения стабильной оптимальной производительности. Получите лучшее соотношение цены и качества сегодня. Просмотрите Alibaba.com и откройте для себя невероятные вещи. Аппарат для ручной точечной сварки Ассортимент соответствует вашим целям. Предоставляемые ими услуги и безупречная производительность могут продемонстрировать, почему они стоят каждого доллара.Наслаждайтесь удобными онлайн-покупками на сайте, что экономит ваше время и деньги. Spotwelding Consultants, Inc. Руководство по контактной сварке, 4-е издание Ассоциация производителей контактной сварки (RWMA) установила стандарты контактной сварки во всем мире. Самый авторитетный текст RWMA об индустрии контактной сварки абсолютно необходим для всех, кто хочет расширить производственные возможности, повысить качество продукции и максимально использовать производственные ресурсы.Руководство по контактной сварке, 4-е издание описывает весь процесс контактной сварки, включая теорию, методы, материалы, оборудование и принадлежности. В главах описаны различные процессы – точечная, проекционная, шовная, оплавленная, сварка с высадкой и многое другое. Опубликовано в 1989 году Ассоциацией производителей контактной сварки. 460 страниц в твердом переплете размером 8-1 / 2 “x 11”. Бюллетень № 5 – Сопротивление
Стандарты контроля сварки Бюллетень № 14 – Руководство по техническому обслуживанию аппаратов для контактной сварки Бюллетень № 16 – Сопротивление
Стандарты сварочного оборудования Бюллетень № 34 – Перекрестные ссылки производителей стандартных номеров электродов для контактной сварки и сплавов Введение в сопротивление
Видео о сварке (VHS) 1999 |