Точечная сварочная машина: MTV-5001A dc spot welding machine
alexxlab | 28.01.1985 | 0 | Разное
Сварка точечная | Рудетранс
Основной тип соединения свариваемых деталей при точечной сварке – нахлёсточное (рис. 1).
Свариваемые детали 1 (рис. 2) собирают внахлёстку и зажимают усилием FCB между двумя электродами 2, подводящими ток большой силы (до нескольких десятков кА) к месту сварки от источника электрической энергии 3 невысокого напряжения (обычно 3-8 В).
Детали нагреваются кратковременным (0,01-0,5 с) импульсом тока до появления расплавленного металла в зоне контакта 4. Нагрев сопровождается пластической деформацией металла и образованием уплотняющего пояска 5, предохраняющего жидкий металл от выплеска и от взаимодействия с воздухом.
Рис. 1. Схема нахлесточных соединений боковины кузова легкового автомобиля
Теплота, используемая при сварке, зависит от сопротивления между электродами и выделяется при прохождении тока непосредственно в деталях, контактах между ними и контактах деталей с электродами.
Рис. 2. Схема точечной сварки
Рис. 3. Стадии цикла и циклограммы точечной сварки: а – без увеличения давления; б – с увеличением давления при проковке; 1 – сжатие деталей; 2 – включение тока; 3 – проковка; 4 – снятие давления с электродов
Перед сваркой контактные поверхности деталей зачищают металлической щеткой, пескоструйной обработкой или травлением и обезжиривают растворителями. Это необходимо для обеспечения стабильного процесса, который зависит от постоянства контактного сопротивления.
Точечная сварка в зависимости от расположения электродов по отношению к свариваемым заготовкам может быть двусторонней (рисунок 3) и односторонней (рисунок 4). При односторонней сварке ток течет через верхний 3 и нижний 4 листы, но нагрев места контакта происходит только за счет тока, протекающего через нижний лист. Для увеличения этого тока снизу располагают токопроводящую медную подкладку 5. Одновременно происходит образование двух точек.
При односторонней сварке ток течет через верхний 3 и нижний 4 листы, но нагрев места контакта происходит только за счет тока, протекающего через нижний лист. Для увеличения этого тока снизу располагают токопроводящую медную подкладку 5. Одновременно происходит образование двух точек.
Рис. 4. Схема односторонней точечной сварки: 1 – сварочный трансформатор; 2 – электроды; 3 – верхняя заготовка; 4 – нижняя заготовка; 5 – медная подкладка
Режим точечной сварки может быть мягким и жестким.
Мягкий режим характеризуется плавным нагревом заготовок сравнительно небольшим током. Время протекания тока обычно 0,5 – 3 с. Мягкие режимы применяют для сварки сталей, склонных к закалке.
Жесткие режимы осуществляют при малой продолжительности (0,1 – 1,5 с) тока относительно большой силы. Давление электродов также большое. Эти режимы применяют при сварке алюминиевых и медных сплавов, обладающих высокой теплопроводностью, а также высоколегированных сталей с целью сохранения коррозионной стойкости: на мягких режимах возможно обеднение металла хромом за счет образования карбидов хрома.
Точечную сварку широко используют для изготовления штампосварных конструкций. Толщина свариваемых металлов в среднем составляет 0,5-8 мм. Для осуществления точечной сварки все более широкое использование получают сварочные роботы.
В многоточечных сварочных машинах, предназначенных для изготовления специальных сварных конструкций (элементы кузовов автомобилей, вагонов, различных панелей) одновременно сваривается несколько точек (или несколько десятков точек).
Для осуществления процесса точечной сварки применяют специальные машины контактной сварки (рис. 5), которые в процессе работы выполняют две основные функции – сжатие и нагрев соединяемых деталей. В конструкции любой машины условно можно выделить механическое и электрическое устройства.
Рис. 5. Общий вид машины точечной сварки (а) и её основные узлы (б)
Основной частью механического устройства машины для точечной сварки (рис. 3, б) служит корпус 1, на котором закреплены нижний кронштейн 2 с нижней консолью 3 и электрододержателем 4 с электродом и верхний кронштейн 7. Нижний кронштейн 2 обычно выполняют переставным или передвижным (плавно) по высоте, что дает возможность регулировать расстояние между консолями в зависимости от формы и размера свариваемых деталей.
3, б) служит корпус 1, на котором закреплены нижний кронштейн 2 с нижней консолью 3 и электрододержателем 4 с электродом и верхний кронштейн 7. Нижний кронштейн 2 обычно выполняют переставным или передвижным (плавно) по высоте, что дает возможность регулировать расстояние между консолями в зависимости от формы и размера свариваемых деталей.
На верхнем кронштейне установлен пневмопривод усилия сжатия электродов 6, с которым соединена верхняя консоль 5 с электрододержателем 4. Для управления работой пневмопривода на машине установлена соответствующая пневмоаппаратура 8. Привод усилия может быть также пневмогидравлическим, гидравлическим и др. Корпус, верхний и нижний кронштейны и консоли воспринимают усилие, развиваемое пневмоприводом, и поэтому должны иметь высокую жесткость.
Электрическая часть машины состоит из сварочного трансформатора 10 с переключателем ступеней 11, контактора 12 и блока управления 9. Часто аппаратура управления смонтирована в отдельном шкафу управления. Контактор 12 подключает сварочный трансформатор к электрической питающей сети и отключает его.
Контактор 12 подключает сварочный трансформатор к электрической питающей сети и отключает его.
Электрическое устройство машины предназначено для обеспечения необходимого цикла нагрева металла в зоне сварки. К электрическому устройству относится также вторичный контур машины, который образуют токоподводы, идущие от трансформатора к свариваемым деталям. Ток от трансформатора через жесткие и гибкие шины подводится к верхней 5 и нижней 3 консолям с электрододержателями 4. Консоли и электрододержатели с электродами участвуют в передаче сварочного тока и усилия и поэтому одновременно являются частями электрического и механического устройств машины.
Все части вторичного контура изготавливают из меди или медных сплавов, имеющих высокую электропроводность. Большинство элементов вторичного контура, сварочный трансформатор и контактор имеют внутреннее водяное охлаждение.
Машины контактной точечной сварки ( точечные машины )
Темы: Контактная сварка, Сварочное оборудование, Схема сварочного .
Для расширения технологических возможностей в пневмосхему машин контактной точечной сварки введен редукционный пневмоклапан КР2 (см.Рис.4), регулирующий давление сжатого воздуха в нижней камере пневмоцилиндра сжатия, что позволяет изменять в широком диапазоне силу сжатия электродов и устанавливать различные соотношения между значениями ковочной и сварочной сил.
Рис. 4. Принципиальная пневматическая схема контактной машины
Для снижения шума выпуска сжатого воздуха в атмосферу кроме основного глушителя ГЗ из порошкового материала дополнительно установлены глушители Г1 и Г2 на управляющие пневмораспределители Y1K и Y2K.
Рис. 5. Унифицированный пневмопривод усилия сжатия
Для точечных машин общего назначения применяют унифицированные пневмоприводы сжатия на расчетные силы 1900, 2450 и 3100 даН. Пневмоприводы обеспечивают работу машин с переменной силой сжатия по заданной программе, при этом изменение давления может регулироваться в широких пределах во времени и может происходить перед началом сварки, в процессе сварки или после ее окончания.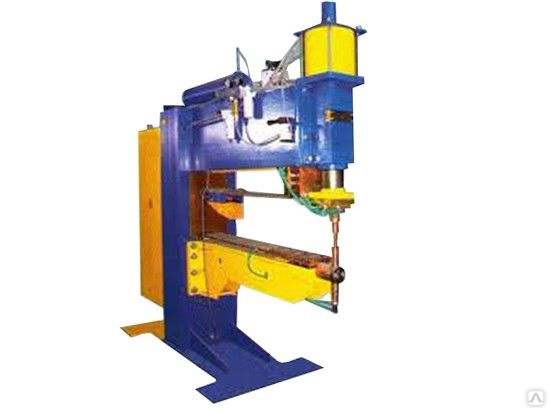
Рис. 6. Унифицированный диафрагменный пневмопривод усилия сжатия
Пневмопривод (рис. 5) состоит из двух основных частей: трехкамерного пневмоцилиндра и направляющего устройства 5. Ползун связан со штоком нижнего поршня 2 через комплект сферических шайб 3. Регулировка хода ползуна 4 и устранение зазоров производятся регулировкой эксцентриковых осей. Игольчатые подшипники 6 опираются на восемь термообработанных планок 7, закрепленных на ползуне, предотвращающих износ корпуса силуминового ползуна. Сила сжатия определяется разностью давлений сжатого воздуха в камерах А и Б. При выборе сжатого воздуха из камеры Б в атмосферу сила сжатия резко возрастает и определяется только площадью поперечного сечения поршня 2. Тем самым создается полное ковочное усилие. Резкое нарастание ковочной силы обеспечивается выхлопным пневмоклапаном КПВМ-15/25, при этом скорость выброса сжатого воздуха, а следовательно, скорость нарастания силы может регулироваться в определенных пределах игольчатым дросселем, встроенным в корпус пневмоклапана КПВМ-15/25 (см.
Для мощных контактных машин (в основном, для конденсаторных и постоянного тока) предназначен диафрагменный пневмопривод усилия сжатия (рис. 6). Привод состоит из двух диафрагменных пневмоцилиндров /, направляющего устройства 4, электродвигателя 2 привода установочных перемещений ползуна с зубчатым зацеплением 5. Ползун установлен с возможностью вертикальных перемещений в роликовых направляющих 3, крайние положения которого регистрируются конечными переключателями 7. Установочные вертикальные перемещения ползуна осуществляются вращением винта 6, связанного зубчатой передачей с валом электродвигателя 2. Рабочие перемещения верхнего сварочного электрода осуществляются при подаче сжатого воздуха в полости пневмоцилиндра над диафрагмами. При этом шток, связанный с ползуном 4, перемещается в бронзовых втулках. Точечная машина переменного тока имеет следующие основные конструктивные особенности (рис. 7). На несущем корпусе установлен пневмопривод 9 усилия сжатия, нижний кронштейн 3, элементы 10 пневматического оборудования, системы охлаждения и электрооборудования. Нижний кронштейн 3 опирается на винтовые домкраты / и 2, обеспечивающие возможность плавной регулировки раствора и необходимую дополнительную жесткость кронштейну. Регулировка вылета (расстояния от оси сварочных электродов до передней стенки корпуса) осуществляется с пульта управления 8 перемещением верхнего 6 и нижнего 4 токоведущего хоботов вдоль их продольных осей при отпущенных болтах крепления контактных зажимов. Регулировка раствора (расстояния между верхней плоскостью нижнего токопровода 5 и нижней плоскостью верхнего токоподвода 7) осуществляется перемещением нижнего кронштейна 3 при отпущенных болтах его крепления к корпусу и болтах крепления жесткой медной шины, обеспечивающей контакт нижнего токопровода с колодками. В зависимости от типа применяемого в машинах регулятора цикла сварки он располагается либо на верхнем кронштейне машины, либо на крыше корпуса.
Нижний кронштейн 3 опирается на винтовые домкраты / и 2, обеспечивающие возможность плавной регулировки раствора и необходимую дополнительную жесткость кронштейну. Регулировка вылета (расстояния от оси сварочных электродов до передней стенки корпуса) осуществляется с пульта управления 8 перемещением верхнего 6 и нижнего 4 токоведущего хоботов вдоль их продольных осей при отпущенных болтах крепления контактных зажимов. Регулировка раствора (расстояния между верхней плоскостью нижнего токопровода 5 и нижней плоскостью верхнего токоподвода 7) осуществляется перемещением нижнего кронштейна 3 при отпущенных болтах его крепления к корпусу и болтах крепления жесткой медной шины, обеспечивающей контакт нижнего токопровода с колодками. В зависимости от типа применяемого в машинах регулятора цикла сварки он располагается либо на верхнем кронштейне машины, либо на крыше корпуса.
Рис. 7. Точечная машина переменного тока
Описанная выше конструкция машины МТ-4021 характерна для всей гаммы машин точечной контактной сварки переменного тока. Точечная машина постоянного тока вследствие необходимости выпрямления переменного тока во вторичном контуре имеет выпрямительные блоки вентилей, крупногабаритный сварочный трансформатор, электрический шкаф управления и др.
Точечная машина постоянного тока вследствие необходимости выпрямления переменного тока во вторичном контуре имеет выпрямительные блоки вентилей, крупногабаритный сварочный трансформатор, электрический шкаф управления и др.
Машины типов МТВ-4801 и МТВ-4802 выполнены в традиционных конструкторских решениях, свойственных машинам точечной контактной сварки переменного тока. Радиальная точечная машина постоянного тока типа МТВР-4801 имеет следующие конструктивные особенности (рис. 8). На корпусе в подшипниках 10 установлена качающаяся балка/с закрепленным на ней верхним токоподводом, состоящим из хобота 5, электрододержателя 6 с электродом и токоведущих шин 8. В задней части балка 7 соединена со штоком привода усилия сжатия, состоящего из диафрагменного пневмоцилиндра и направляющего устройства. Нижняя крышка привода усилия сжатия жестко связана с корпусом электродвигательного привода дополнительного хода верхнего сварочного электрода, обеспечивающего вертикальные поступательные перемещения пневмопривода усилия сжатия с балкой 7. Нижняя электродная часть 2 выполнена традиционно. Внутри корпуса расположены сварочный трансформатор, выпрямительный блок вентилей, тиристорный контактор и другие элементы электрооборудования.
Нижняя электродная часть 2 выполнена традиционно. Внутри корпуса расположены сварочный трансформатор, выпрямительный блок вентилей, тиристорный контактор и другие элементы электрооборудования.
Рис. 8. Точечная машина постоянного тока МТВР-4801
Управление машиной осуществляется с пульта управления, расположенного на выдвижной штанге 9. При необходимости производить сварку в труднодоступных местах в хоботах 4 и 5 предусмотрены отверстия для крепления электрододержателей 3 и 6 под углом 25° к вертикали. Эти отверстия расположены на задних концах хоботов, поэтому перед началом работы их необходимо установить должным образом (отверстиями вперед). Машина комплектуется сменным электрододержателем, который используется при сварке обечаек малого диаметра, а также ножной педалью для управления машиной.
Низкочастотные точечные машины имеют ряд преимуществ, особенно важных при сварке легких сплавов: плавное нарастание и спад импульса сварочного тока низкой частоты (1-8 Гц), сравнительно низкую потребляемую мощность.
Машина контактной точечной сварки типа МТН-7501 (рис. 9) имеет пневмопривод 2 и элементы: вторичного контура, 4 электрооборудования, 3 пневматического оборудования и / системы охлаждения, установленные на корпусе. Управление осуществляется с помощью шкафа 5 ШУ-439, который комплектуется специальным блоком запоминания полярности полуволн и блоком гашения тиристоров, обеспечивающих высокую эксплуатационную надежность низкочастотных машин.
Рис. 9. Низкочастотная точечная машина МТН-7501
Точечные машины конденсаторного типа применяются в основном при сварке легких и цветных сплавов. Машина типа МТК-8502 (рис. 10) имеет достаточно массивный корпус 4, размеры которого во многом определяются размерами сварочного трансформатора. На верхней консоли корпуса установлен диафрагменный пневмопривод 3 с электрододержателем 2 и сварочным электродом /, а на нижней — элементы вторичного контура (шины, хобот, электрододержатель, сварочный электрод). Внутри корпуса расположен сварочный трансформатор, автоматический выключатель и другие элементы электрооборудования. Машина комплектуется двумя конденсаторными шкафами ШК-9, шкафом управления типа ШУ-351, подвесным пультом управления 5 и тремя педальными кнопками.
Машина комплектуется двумя конденсаторными шкафами ШК-9, шкафом управления типа ШУ-351, подвесным пультом управления 5 и тремя педальными кнопками.
Подвесные точечные машины предназначены для сварки листовых крупногабаритных изделий в труднодоступных местах, а также пространственных (объемных) конструкций. Машина подвешивается на специальных балансирных коромысловых уравновешивающих устройствах, обеспечивающих необходимую маневренность сварочным клещам.
У подвесных машин типов МТП-1110, 1111 и 1409 сварочный трансформатор и клещи расположены отдельно (рис. 11). Подвесная машина типа МТП-1111 (рис. 12) имеет основной блок, состоящий из сварочного трансформатора 7, закрытого двумя кожухами и листом, пневмоаппаратуры 3, регулятора 4 циклов сварки на интегральных микросхемах, элементов 6 электрооборудования, систему охлаждения, сварочные клещи, токоведущие кабели 2 и др. Шарнирная подвеска 5 позволяет поворачивать машину на 360°, изменять положение сварочных клещей по высоте, отбалансировать массу клещей, кабелей и машины.
Рис. 10. Конденсаторная машина МТК-8502
Сварочные клещи типа КТП-8-7 имеют преимущества по сравнению с ранее выпускавшимися клещами: сила сжатия увеличена от 320 до 350 даН, масса снижена от 16 до 6 кг, размеры электрод оде ржателя уменьшены от 100 до 81 мм, а длина увеличена от 55 до 115 мм. Они проще в сборке и при обслуживании. Особенностью конструкции является несоосное расположение штока 1 (см. рис. 11) относительно поршня пневмоцилиндра, причем шток является одновременно и электрододержателем. Электрододержатель изолирован от корпуса втулкой.
Рис. 11. Сварочные клещи подвесных машин серии МТП: а- КТП-8-1; б- КТП-8-6; в – КТП-8-7; г – КТП-8-8; д – КТГ-8-1;*- КТГ-8-2; ж – КТГ-8-3; з КТГ-8-4; и – КТГ-12-3-1; к – КТГ-12-3-2
Рис. 12. Подвесная точечная машина МТП-1110
Другие материалы относящиеся к темам ”
” :
- Раздел Контактная электрическая сварка
- Споттер видео
- < Устройство машин контактной сварки
- Рельефная машина (машина рельефной сварки): конструкция >
Машина контактной точечной сварки МТ-3201НУХЛ4 — Точечная сварка — ПРОДУКЦИЯ — ООО «ЮГ-Сварка»
Стационарная машина контактной сварки МТ-3201Н предназначена для двухсторонней контактной точечной сварки нахлёсточных соединений сталей, нержавеющих сталей, алюминиевых сплавов, титановых сплавов.
Машина изготовлена в исполнении УХЛ4 для работы в районах умеренного климата при температуре окружающего воздуха от +5°С до +35°С с относительной влажностью не более 80% при температуре +25°С.
Машина предназначена для работы в закрытых помещениях на высоте не 1000м над уровнем моря при температуре охлаждающей воды от +5°С до +25°С.
Окружающий воздух не должен содержать вредных газов, разрушающих металлы, лакокрасочные покрытия и изоляцию.
Технические характеристики
|
Технический параметр |
Ед. изм. |
Значение |
|
Контактная точечная сварка металлов в диапазоне не ниже:
-низкоуглеродистые стали -нержавеющие стали -титановые сплавы -алюминиевые сплавы |
мм |
( 0,5+0,5)÷(8,0+8,0) ( 0,5+0,5)÷(5,0+5,0) ( 0,5+0,5)÷(5,0+5,0) ( 0,3+0,3)÷(2,0+2,0) |
|
Наибольшая потребляемая мощность при коротком замыкании, не более |
кВА |
460 |
|
Номинальная сварочная мощность при ПВ=50%, не менее |
кВА |
150 |
|
Максимальная сварочная мощность, не менее |
кВА |
420 |
|
Ток короткого замыкания, не менее |
кА |
40 |
|
Максимальный длительный вторичный ток, не менее |
кА |
10 |
|
Регулирование величины сварочного тока, не менее указанного |
ступенчатое и фазовое |
|
|
Изменение значения сварочного тока при колебаниях напряжения питающей сети от +5% до -10%, не более |
% |
3 |
|
Пределы фазового регулирования тока сварки в диапазоне, не уже |
% |
30-100 |
|
Номинальный сварочный ток |
кА |
32 |
|
Максимальный сварочный ток для алюминия, не менее |
кА |
34 |
|
Максимальный сварочный ток для стали, не менее |
кА |
30 |
|
Номинальное усилие сжатия, не менее |
даН |
1600 |
|
Наибольшее усилие сжатия (наибольшее ковочное усилие при давлении сжатого воздуха 0,5 МПа), не менее |
даН |
1900 |
|
Наименьшее усилие сжатия (при давлении сжатого воздуха 0,1 МПа), не более |
даН |
100 |
|
Число ступеней регулирования сварочного напряжения, не менее |
|
8 |
|
Минимальный раствор электродов, не более |
мм |
150 |
|
Максимальный раствор электродов, не менее |
мм |
475 |
|
Максимальный вылет электродов, не менее |
мм |
500 |
|
Диапазон регулирования усилия сжатия на электродах при давлении воздуха 5 бар, не уже |
даН |
100-1900 |
|
Максимальный ход верхнего электрода, не менее |
мм |
100 |
|
Наибольшая величина регулируемого двойного хода, не менее |
мм |
60 |
|
Наименьшая величина регулируемого двойного хода, не более |
мм |
3 |
|
Водяное охлаждение |
л/мин |
10 |
|
Уровень шума при работе, не более |
дБ |
72 |
|
Габариты ( ДхШхВ ), не более |
мм |
1550х560х2830 |
|
Масса, не более |
кг |
1120 |
Комплектность
- Стационарная машина для точечной контактной сварки МТ-3201Н 1шт.

- Педальный блок управления (педальная кнопка) 1шт.
- Регулятор контактной сварки 1шт.
- Паспорт и руководство по эксплуатации, монтажу и установке машины МТ-3201Н 1шт.
- Паспорт блока управления 1шт.
|
Машины для точечной контактной сварки Категория: Сварка металлов Машины для точечной контактной сварки Точечная сварка наиболее распространенный вид контактной сварки. Точечные машины обладают наибольшей универсальностью и находят широкое применение для сварки листов, преимущественно небольших толщин, полос, проволок и пр. Точечные машины сваривают листовые металлы толщиной от 0,1 мм и более, имеют электрическую мощность 0,5—1000 ква и более и усилие осадки от нескольких килограммов до нескольких тонн. Машины отличаются высокой производительностью, до 600 сварных точек в минуту. Г1о конструкции привода различают машины педальные, приводимые в действие усилием рабочего, и механизированные — с электрическим, пневматическим или гидравлическим приводом. Машины бывают и специализированные для определенного вида работ. Рассмотрим для примера небольшую стандартную точечную машину типа АТ-10 мощностью 10 ква с педальным приводом (рис. 1). Внутри корпуса машины помещен сварочный трансформатор со вторичным напряжением 1,6—2,75 в, дающий сварочный ток до 6000 а. Вторичная обмотка состоит из одного гибкого витка, концы которого присоединены к верхнему и нижнему плечам, негущим электроды. Рис. 1. Контактная точечная машина Нормальные педальные машины создают усилие на электродах 100—150 кГ, коленчатый рычаг повышает его до 200—400 кГ при том же усилии, прилагаемом к педали. Рис. 2. Диаграммы давление — ток в зависимости от времени: а — выключение тока при нормальном давлении; б — то же при уменьшенном давлении; в — то же при увеличенном давлении; г — включение тока при уменьшенном и выключение при увеличенном давлении Для машины описанной конструкции диаграмма давление — ток показывает изменение давления электродов и сварочного тока во времени и является важной характеристикой точечных машин. Изменение давления и тока в сварочных машинах за время сварки одной точки может происходить различным образом. Наиболее распространенный несколько улучшенный цикл точечной сварки показан на рис. 3, а. Давление и ток остаются приблизительно постоянными весь цикл сварки. Ток включается вскоре по достижении нормальной величины давления, которое снимается несколько позже выключения тока. При слишком быстром снятии давления возможно ослабление горячей точки действием внутренних усилий, возникающих в процессе сварки, стремящихся разъединить листы и разорвать сваренную точку. В этом отношении предпочтителен цикл сварки (рис. 2, в), в котором после выключения тока давление не снимается, а наоборот, значительно возрастает, и точка выдерживается некоторое время под увеличенным давлением без тока. Рис. 3. Контактная точечная машина Рис. 4. Держатель электродов и электрод точечной машины Еще более сложный цикл, применяемый иногда для сварки металла значительной толщины, показан на рис. 185, г. Кривая давления имеет седлообразную форму, с двумя максимумами и уменьшенным значением в средней части. Сначала создается повышенное давление без тока для обеспечения плотного прилегания листов в зоне сварки. Затем давление снижается для увеличения омического сопротивления сварочного контакта и усиления теплового действия сварочного тока. После выключения тока давление снова повышается и точка выдерживается под увеличенным давлением (проковочным) без тока. Педальные машины требуют довольно значительных физических усилий от сварщика и утомляют его, особенно при массовом производстве. Поэтому в настоящее время применяются преимущественно автоматизированные машины, например современная точечная сварочная машина типа МТ-1608 (рис. 186). Машина может сваривать низкоуглеродистую сталь с максимальной толщиной 4 + 4 мм, легированные стали и алюминиевые сплавы. Номинальный сварочный ток 16 000 а; максимальная производительность 600 сварок в минуту; максимальное усилие на электродах 630 кГ; продолжительность сварки 0,02—4 сек. Привод машины пневматический, быстродействующий; ход электрода прямолинейный вертикальный; включение и регулирование сварочного тока осуществляется при помощи тирристоров; машина управляется электронным регулятором времени. В то время как в машинах с педальным приводом перемещение электрода обычно радиальное, в автоматических машинах с механизированным приводом движение электрода прямолинейное вертикальное. На рис. 4 показано устройство держателя электрода с водяным охлаждением и типовых электродов для точечных машин. Электроды охлаждаются проточной водой. По мере износа рабочие поверхности электродов зачищают и обрабатывают специальной оправкой, восстанавливающей нормальную форму конца электрода. Реклама:Читать далее:Процесс точечной сварки
Статьи по теме:
Главная → Справочник → Статьи → Блог → Форум |
 Количество изготовляемых и действующих точечных машин в несколько раз превышает число контактных машин всех остальных типов вместе взятых.
Количество изготовляемых и действующих точечных машин в несколько раз превышает число контактных машин всех остальных типов вместе взятых. Нижнее плечо неподвижно, верхнее закреплено шарнирно и может поворачиваться около оси шарнира; при этом конец верхнего электрода движется по дуге окружности соответствующего радиуса. Лучшим является прямолинейное вертикальное движение верхнего электрода, применяемое в более совершенных машинах. Поворот верхнего плеча и сжатие электродов осуществляется от педали, на которую рабочий при сварке надавливает с усилием 10—20 кГ. При нажатии педали поворачивается до упора педальный рычаг; при увеличении нажатия на педаль давление электродов не увеличивается. Через соединительную штангу, коленчатый рычаг, штангу и регулировочную пружину давление передается на рычаг верхнего плеча машины. Коленчатый рычаг встроен для повышения давления электродов. По мере перемещения штанги вверх Уменьшается угол между осями коленчатого рычага и штанги и быстро возрастает давление на электроды.
Нижнее плечо неподвижно, верхнее закреплено шарнирно и может поворачиваться около оси шарнира; при этом конец верхнего электрода движется по дуге окружности соответствующего радиуса. Лучшим является прямолинейное вертикальное движение верхнего электрода, применяемое в более совершенных машинах. Поворот верхнего плеча и сжатие электродов осуществляется от педали, на которую рабочий при сварке надавливает с усилием 10—20 кГ. При нажатии педали поворачивается до упора педальный рычаг; при увеличении нажатия на педаль давление электродов не увеличивается. Через соединительную штангу, коленчатый рычаг, штангу и регулировочную пружину давление передается на рычаг верхнего плеча машины. Коленчатый рычаг встроен для повышения давления электродов. По мере перемещения штанги вверх Уменьшается угол между осями коленчатого рычага и штанги и быстро возрастает давление на электроды. Затяжку регулировочной пружины можно плавно менять, благодаря чему достаточно точно устанавливают определенную силу давления электродов при дожатии педали до упора. При повторении нажатий педали до упора электроды каждый раз производят одно и то же давление на свариваемый металл благодаря наличию регулировочной пружины в кинематической цепи передачи давления от педали к электроду. При нажатии педали начинает перемещаться кверху соединительная штанга, которая сначала создает небольшое давление электродов на изделие и попутно включает сварочный ток, воздействуя на прерыватель. Благодаря сжатию пружины давление электродов постепенно возрастает вплоть до остановки перемещения штанги вследствие остановки дальнейшего перемещения детали упором. При освобождении педали процесс идет в обратном порядке: снижается давление на электроды, прерывателем выключается ток и электроды расходятся, освобождая изделие. Сварочный ток регулируют переключателем ступеней или регулятором.
Затяжку регулировочной пружины можно плавно менять, благодаря чему достаточно точно устанавливают определенную силу давления электродов при дожатии педали до упора. При повторении нажатий педали до упора электроды каждый раз производят одно и то же давление на свариваемый металл благодаря наличию регулировочной пружины в кинематической цепи передачи давления от педали к электроду. При нажатии педали начинает перемещаться кверху соединительная штанга, которая сначала создает небольшое давление электродов на изделие и попутно включает сварочный ток, воздействуя на прерыватель. Благодаря сжатию пружины давление электродов постепенно возрастает вплоть до остановки перемещения штанги вследствие остановки дальнейшего перемещения детали упором. При освобождении педали процесс идет в обратном порядке: снижается давление на электроды, прерывателем выключается ток и электроды расходятся, освобождая изделие. Сварочный ток регулируют переключателем ступеней или регулятором. В этом случае ток выключается при уменьшенном давлении, что может привести к перегреву точки в последней стадии сварки, ухудшить формирование точки и уменьшить ее прочность вследствие воздействия на горячую точку усилий, стремящихся разъединить сваренные детали после снятия давления электродов.
В этом случае ток выключается при уменьшенном давлении, что может привести к перегреву точки в последней стадии сварки, ухудшить формирование точки и уменьшить ее прочность вследствие воздействия на горячую точку усилий, стремящихся разъединить сваренные детали после снятия давления электродов. Это позволяет точке охладиться и затвердеть под увеличенным давлением. В результате после снятия давления точке уже не опасны напряжения, возникающие в зоне сварки и стремящиеся разъединить сваренные листы. Подобный цикл, иногда называемый точечной сваркой с проковкой, заметно повышает прочность точки и улучшает структуру литого ядра.
Это позволяет точке охладиться и затвердеть под увеличенным давлением. В результате после снятия давления точке уже не опасны напряжения, возникающие в зоне сварки и стремящиеся разъединить сваренные листы. Подобный цикл, иногда называемый точечной сваркой с проковкой, заметно повышает прочность точки и улучшает структуру литого ядра.
 Прямолинейное движение обеспечивает более равномерное распределение давления по рабочей поверхности электрода и не вызывает перекоса электродов.
Прямолинейное движение обеспечивает более равномерное распределение давления по рабочей поверхности электрода и не вызывает перекоса электродов.Что такое аппарат точечной сварки и чем он отличается?
Екатерина
Время чтения: 6 минут
Многие домашние сварщики думают, что современный сварочный аппарат — это компактный инвертор, который можно повесить на плечо и перевезти куда угодно. Но на самом деле, разнообразие сварочных аппаратов куда больше, чем может показаться на первый взгляд. В мире существует не только ручная дуговая или полуавтоматическая сварка, но и другие технологии. Например, точечная сварка с применением специальных аппаратов.
В этом небольшом материале мы подробно объясним, что такое точечная сварка, что такое аппарат для точечной сварки и какие у него могут быть достоинства и недостатки. Вы также узнаете, в каких сферах применяется эта технология и можно ли сделать аппарат для точечной сварки своими руками.
Содержание статьи
- Пару слов о технологии
- Разнообразие аппаратов для точечной сварки
- Достоинства и недостатки
- О хорошем
- О плохом
- Вместо заключения
Пару слов о технологии
Точечная сварка — это сварочная технология, суть которой заключается в применении тока высокой частоты. Является разновидностью контактной сварки. Сварной шов представляет собой множество так называемых сварных точек. Сварная точка формируется в тот момент, когда детали фиксируют между двумя специальными электродами.
Является разновидностью контактной сварки. Сварной шов представляет собой множество так называемых сварных точек. Сварная точка формируется в тот момент, когда детали фиксируют между двумя специальными электродами.
Читайте также: Электроды для контактной сварки
Электроды с усилием сжимают металл снизу и сверху. При сжатии одновременно пропуская сварочный ток. Именно он плавит металл, а электроды при этом сжимают детали, подобно прессу, формируя сварную точку. Чтобы выполнить данную технологию, необходимо специальное оборудование для точечной сварки. Это может быть как компактный аппарат контактной точечной сварки, так и стационарный аппарат точечной сварки, предназначенный для промышленного использования. В целом, данная технология успешно применяется во многих сферах. В том числе, в быту.
Разнообразие аппаратов для точечной сварки
Все аппараты можно условно разделить на три категории: промышленные, профессиональные и бытовые. Промышленные аппараты используются исключительно на производстве, где необходимо в больших объемах сваривать детали из различных металлов без ограничений по толщине. Такие модели обычно стационарны и громоздки. Яркий пример — машина контактной точечной сварки МТ модели 1928.
Такие модели обычно стационарны и громоздки. Яркий пример — машина контактной точечной сварки МТ модели 1928.
Профессиональные модели используются для контактной точечной сварки на выезде, например. Такие аппараты намного компактнее промышленных, их можно перевозить в авто и оказывать частные услуги. Например, сварить профильные трубы на стройплощадке.
Также возможно применение точечной сваркой в бытовых условиях. Для этого применяются либо маломощные покупные аппараты, либо самодельные. Да, точечная сварка из подручных материалов вполне возможна. И она неплохо справляется с мелким ремонтом.
Достоинства и недостатки
Точечная сварка, как и любая другая технология, обладает своими преимуществами и недостатками. Предлагаем ознакомиться с ними подробнее.
О хорошем
Первое неоспоримое достоинство технологии точечной сварки — это скорость формирования шва. Простейшая стационарная машина сварочная одноточечная способна сформировать несколько сотен сварных точек за одну минуту. Ни один человек не способен так быстро сваривать детали, как аппарат для точечной сварки. Соединение формируется быстро и качественно, даже если толщина металла достигает 20 мм. Это преимущество давно оценили автоконцерны. Так что этот тип сварки широко применяется при автомобильном производстве и ремонте.
Ни один человек не способен так быстро сваривать детали, как аппарат для точечной сварки. Соединение формируется быстро и качественно, даже если толщина металла достигает 20 мм. Это преимущество давно оценили автоконцерны. Так что этот тип сварки широко применяется при автомобильном производстве и ремонте.
Еще одно преимущество — дешевизна сварочного процесса. Да, промышленный (и даже профессиональный) аппарат стоит недешево. Но для его работы достаточно стабильного подключения к электричеству и пары специальных металлических электродов, которые не нуждаются в частой замене. К тому же, контактная сварка не требует от мастера высокой квалификации. Не нужно поджигать дугу, вести шов и следить за расходом комплектующих.
Из-за этой особенности точечная сварка широко применяется в конвейерном производстве. Там она более чем эффективна и позволяет выполнять сварку с минимальными финансовыми затратами. При этом аппарат для точечной сварки не потребляет много электроэнергии, поскольку сама сварка выполняется очень быстро.
Еще один плюс — универсальность и простота технологии. Оборудование для контактной сварки способно варить любой металл (в том числе цветной) толщиной до 2 сантиметров, без потери качества. Все, что необходимо для качественного результата — это правильно настроить аппарат.
О плохом
Теперь о недостатках. А они тоже есть, и могут быть вполне существенными.
Точечная сварка хоть и производительна, но ее мощностей может быть недостаточно для сварки толстых металлов. Большинство аппаратов могут справиться с деталями толщиной до 20 мм, но не более. При сварке более толстых деталей сварная точка получается недостаточно качественной и ее можно легко разрушить.
В некоторых случаях станок точечной сварки может занимать слишком много места. Но в основном это касается промышленных моделей, та же машина контактной сварки МТ модели 1928, которую мы уже упоминали. Но этот недостаток справедлив только по отношению к стационарным аппаратам. Бытовые модели компактны.
Читайте также: Особенности точечной сварки
Также учтите, что соединения, получаемые точечным способом, не самые эстетичные. Они не вряд ли вы когда-нибудь видели художественную сварку, выполненную точечным методом. Эту технологию применяют для деталей, которые будут скрыты от глаза. Те же кузова авто. Зато точечная технология хороша при сварке временных швов.
Они не вряд ли вы когда-нибудь видели художественную сварку, выполненную точечным методом. Эту технологию применяют для деталей, которые будут скрыты от глаза. Те же кузова авто. Зато точечная технология хороша при сварке временных швов.
Последний минус — это потенциальная опасность для сварщика. Многие, наблюдая за точечной сваркой, думают, что эта технология безопаснее, чем ручная дуговая или сварка в среде газов. Но это не так. В процессе работы сварщик имеет дело с большими значениями сварочного тока, и это может быть опасно для здоровья и жизни. Неопытный мастер может легко придавить пальцы точечным аппаратом, получить ожог или потерять зрение. Поэтому не пренебрегайте защитной экипировкой и соблюдайте технику безопасности, чтобы избежать фатальных последствий.
Вместо заключения
Точечная сварка — одна из самых интересных технологий. Она позволяет получить качественные долговечные соединения без применения сварочных плавящихся электродов, проволоки, газа и флюса. Все, что необходимо — это аппарат, способный генерировать ток высокой частоты. Этого достаточно для плавления металла и образования сварного соединения.
Все, что необходимо — это аппарат, способный генерировать ток высокой частоты. Этого достаточно для плавления металла и образования сварного соединения.
Похожие публикации
Стационарные машины контактной точечной сварки Electrex THI 30, THI 50
Стационарная машина контактной точечной сварки переменного тока с радиальным ходом верхнего электрода с механическим и пневматическим приводом Electrex THI 30 и THI 50.
Стационарные машины контактной точечной сварки THI 30 / THI 50 производится на португальском предприятии ELECTREX, сертифицированном по стандарту ISO, в строгом соответствии с Европейскими стандартами. Соответствует требованиям CE (продукт соответствует всем соответствующим законодательствам Европейского Союза и имеет право размещения и продажи на рынке в ЕС), ROHS (отсутствие либо ограниченное содержание вредных веществ при производстве) и ГОСТ-Р (межгосударственный стандарт в СНГ). Предприятие Electrex производит профессиональное сварочное оборудование с 1946 года и уже зарекомендовало себя под множеством других брендов на европейском, африканском, латиноамериканском рынках.
Предприятие Electrex производит профессиональное сварочное оборудование с 1946 года и уже зарекомендовало себя под множеством других брендов на европейском, африканском, латиноамериканском рынках.
В настоящее время в различных областях промышленности широко применяются машины контактной точечной сварки, так как они имеют массу преимуществ. Процесс образования неразъемного сварного соединения происходит путем нагрева металла проходящим через него электрическим током и пластической деформации зоны соединения под действием сжимающего усилия.
Стационарные машины контактной точечной сварки THI 30 / THI 50 предназначены для сварки листов различных групп сталей низкоуглеродистых, легированных и высоколегированных. Аппарат контактной точечной сварки прекрасно сваривает титановые и алюминиевые сплавы. Машины контактной сварки очень выгодно использовать при массовом производстве автомобильного транспорта, различного вида пассажирских вагонов и нестандартного оборудования, а также при монтаже рельсовых путей. Около 90% объема сварочных операций в этих областях выполняются контактной сваркой.
Около 90% объема сварочных операций в этих областях выполняются контактной сваркой.
- Машина оснащена встроенным регулятором – манометром давления. Регулировка усилия на электродах осуществляется при помощи регулятора.
- Машины оборудованы автоматическим распознаванием частоты (50/60 Гц). Мощность аппаратов 30 КВА /50 КВА. Питание 400В или 230В (на заказ).
- Машины контактной сварки оборудованы встроенным микропроцессным блоком управления сварочными параметрами. Удобное расположение блока управления позволяет оператору следить за режимами сварки в процессе работы.
- Система водяного охлаждения плеч, электродов и держателей электродов позволяет увеличить срок службы оборудования.
- Программирование сварочного цикла. Регулирование времени сварки, импульса тока, длительности паузы и времени сжатия.
- Стационарные машины контактной точечной сварки Electrex THI 30, THI 50 оборудованы различными панелями управления.

- Модели позволяют производить непрерывную сварку в автоматическом цикле с максимальной скоростью 172 цикла в минуту. Регулирование времени сжатия (функция «squeeze»).
Панель управления Digit позволяет регулировать следующие настройки:
- Double impulse – двойной импульс отдельными параметрами сварки.
- Cold time – пауза между импульсами.
- Функция сжатия до начала сварки, для регулировки положения электрода перед сваркой.
Панель управления Digimatic позволяет производить автоматическую сварку с дополнительными функциями:
- Squeeze time – программирование времени сжатия, контакта перед сваркой.
- Cold time – пауза между импульсами.
- Hold time – функция постепенного охлаждения для избегания деформаций свариваемой детали.
На сайте указана стоимость модели THI 30 с встроенной панелью управления Digit – стоимость моделей THI 30/THI 50 с выносной панелью управления Digit / Digimatic необходимо уточнять дополнительно по запросу.
| Технические характеристики | THI 30 | THI 50 |
| Толщины углеродистой / нержавеющей стали, мм | 4+4 / 2.5+2.5 | 5+5 / 3+3 |
| Арматура / пруток, мм | 15+15 / 8+8 | 20+20 / 12+12 |
| Номинальное напряжение, В | 1-3.4 | 1-4 |
| Mаксимальная мощность при сварке, кВА | 30 | 50 |
| Входное напряжение, В | 2*400 | 2*400 |
| Предохранители замедленного действия, А | 40 | 50 |
| Дистанция между плечами, мм | 200 | 200 |
| Вылет плеча (мин / макс), мм | 340-480 (200-1000) | 340-480 (200-1000) |
| Диаметр плеча, мм | 45 | 45 |
| Диаметр держателя электрода, мм | 25 | 25 |
| Диаметр электрода, мм | 20 | 20 |
| Раскрытие электродов, мм | 100 | 100 |
| Давление сжатого воздуха, бар | 4-8 | 4-8 |
| Расход водяного охлаждения, л/мин | 4 | 4 |
|
Количество точечных соединений в минуту, ед. /мин.
|
172 | 172 |
| Масса брутто, кг | 164/162 | 178/176 |
| Габаритные размеры, см | 128*45*105 | 128*45*105 |
Машина контактной точечной сварки – 1 шт
Электродержатели 450 мм – 2 шт
Электроды прямые – 2 шт
Инструкция – 1 шт
Дополнительно: Блок водяного охлаждения электродов для машин контактной сварки FRIGOMIX 5 THI – 957 евро
Дополнительно: Подставка для блока охлаждения FRIGOMIX 5 THI – 35 евро
Чтобы приобрести товар в нашем интернет-магазине выберите подходящий товар и добавьте его в корзину, нажав кнопку «Купить». Далее перейдите в Корзину и нажмите на «Оформить заказ» или «Быстрый заказ».
При оформлении быстрого заказа, укажите ФИО, телефон и e-mail. Вам перезвонит или напишет наш менеджер и уточнит условия заказа.
Как оформить свой заказ? Нужно добавить информацию в соответствующие поля: адрес, способ доставки, оплаты, данные о себе. Советуем в комментарии к заказу написать информацию, которая поможет курьеру вас найти. Нажмите кнопку «Оформить заказ».
Для того чтобы оплатить товар как Юридическое лицо, нужно прислать на почту [email protected] реквизиты Вашей организации и указать позиции, которые хотите приобрести.
Для физических лиц предусмотрены следующие способы оплаты:
- Наличными при самовывозе из офиса в г. Санкт-Петербург.
- Оплата по QR-коду, при выставлении счета.
- Банковским переводом по нашим реквизитам.
- Наложенным платежом.
Вы можете выбрать один из следующих вариантов доставки заказанного Вами товара:
- Самовывоз из офиса.
- Доставка курьерскими службами по РФ и СНГ (EMS Почта России).
- Доставка транспортными компаниями: ТК “Деловые линии”, ТК “СДЭК”, ТК “Байкал Сервис”.

Оборудование для контактной сварки | Аппараты точечной сварки
T. J. Snow предлагает полную линейку стандартных и специально разработанных аппаратов для контактной сварки, включая автоматические аппараты с несколькими пистолетами и аппараты для точечной сварки специального назначения. Мы также восстанавливаем или полностью модернизируем и переоснащаем существующие сварочные аппараты клиентов или выбираем один из нашего большого разнообразия бывших в употреблении аппаратов контактной и точечной сварки.
Подержанные сварочные аппараты
Предназначенные для экономии ценной производственной площади, аппараты T. J. Snow SlimLine для точечной и проекционной сварки на пьедестале — это недорогие, надежные машины, которые можно быстро доставить. Идеально подходящие для приварки гаек и шпилек к металлическим штамповкам, SlimLines доступны в виде машины с плоской нижней инструментальной платформой или в форме рога с нижней консолью для точечной сварки и электрододержателем.
Разработанные для получения высоких сварочных усилий без прогиба, прессовые сварочные аппараты T. J. Snow для тяжелых условий эксплуатации доступны в трех различных конфигурациях: точечная (с кронштейнами), проекционная (с плитами), шовная и комбинированная, точечная и проекционная (плечи и плиты). ). Стандартные размеры трансформаторов переменного тока варьируются от 50 до 500 кВА, также доступны специальные опции. Доступны также блоки питания MFDC и трехфазного преобразователя частоты.
Аппараты для точечной сваркиT. J. Snow с коромыслом оснащены прочной рамой и трансформаторами с многослойным сердечником, которые могут создавать ток и усилие сварки, необходимые даже при установленных длинных рычагах. Легкие и тяжелые рамы предлагаются с различной длиной стрелы и конфигурациями.
TECNA предлагает широкий ассортимент аппаратов для точечной и рельефной сварки, а также производит линейку продуктов и аксессуаров для аппаратов для контактной сварки, включая переносные пистолеты, аппараты для точечной сварки с коромыслом, аппараты для точечной сварки с прессованием, аппараты для точечной сварки с прессованием MFDC и балансиры.
T. J. Snow является дистрибьютором Transgun и портативных пистолетов для точечной сварки методом контактной сварки. Пожалуйста, позвоните для получения информации о новых и бывших в употреблении вариантах переносного огнестрельного оружия.
T. J. Snow является дистрибьютором первоклассных ручных или пневматических пистолетов для точечной сварки со встроенными трансформаторами и цифровым управлением сваркой. Доступны в 2-6 кВА.
T. J. Snow является дистрибьютором среднечастотных инверторных сварочных горелок TECNA. Доступны в 50-90 кВА.
T. J. Snow предлагает компактные аппараты для точечной и рельефной сварки настольного типа с прочной механической рамой типа «С». Наши настольные сварочные аппараты спроектированы так, чтобы свести к минимуму прогиб и легко интегрироваться с трансформаторами переменного тока или MFDC и средствами управления сваркой.
Созданные на стандартной раме SlimLine, эти компактные и недорогие машины для контактной шовной сварки оснащены направляющим ползунком и часто используются для шовной сварки гибких металлических сильфонных узлов. Сварочный аппарат SlimLine обеспечивает эффективность и высокое качество для различных областей применения. Машины доступны в продольной или окружной конфигурации.
Сварочный аппарат SlimLine обеспечивает эффективность и высокое качество для различных областей применения. Машины доступны в продольной или окружной конфигурации.
Благодаря приводу с сервоприводом с высокой силой тяги и медленным приближением, верхний электрод сварочного аппарата Servo SlimLine компании T. J. Snow движется быстро, а затем замедляется непосредственно перед контактом со свариваемым металлом.
Универсальный сварочный аппарат SlimLine, настраиваемый для различных применений, эффективен и экономичен.
Машины для контактной сварки T. J. Snow, разработанные по индивидуальному заказу, созданы для удовлетворения требований и производственных квот конечного продукта нашего клиента. Оснащенные дополнительными функциями, такими как автоматизация и инструменты, станки на заказ обеспечивают эффективность и качество.
T. J. Snow производит сверхмощный аппарат для стыковой сварки, рассчитанный на высокую производительность. Благодаря мощному трансформатору двойного напряжения с водяным охлаждением мощностью 55 кВА эти машины могут сваривать встык проволоку CRS диаметром до 3/8″. Система управления ENTRON модели EN1000 является стандартной, но другие марки доступны по запросу.
Система управления ENTRON модели EN1000 является стандартной, но другие марки доступны по запросу.
Восстановленные аппараты для точечной сварки
Наши бывшие в употреблении отремонтированные и восстановленные аппараты для точечной сварки представляют собой большую ценность, поскольку они разработаны в соответствии с самыми высокими отраслевыми стандартами и обеспечивают качественную контактную сварку.
Учить больше
Сотрудничая с ведущими поставщиками решений в области робототехники, T. J. Snow предлагает ценные концепции контактной сварки, которые улучшают производство и обеспечивают лучшее решение для автоматизации, адаптированное к вашим потребностям.
Разработанные для высокоточного массового производства решения для контактной сварки с разрядом конденсатора доступны от T. J. Snow в диапазоне от 1 до 160 кДж. Сварка сопротивлением конденсаторного разряда идеально подходит для выступающих, запрессовываемых и кольцевых выступов диаметром до 4,5 дюймов. Сварные швы с низкой маркировкой могут быть лучше получены благодаря минимальной зоне термического влияния.
Сварные швы с низкой маркировкой могут быть лучше получены благодаря минимальной зоне термического влияния.
С вариантами от 4 унций. до 150 фунтов. силы, микросварщики являются идеальным решением для сварки аккумуляторов, медицинских устройств, электроники, лабораторных, автомобильных и аэрокосмических приложений. Микросварочные аппараты обеспечивают высококачественную прецизионную сварку мелких деталей, необходимую для различных конфигураций и опций.
T. J. Snow предлагает полную линейку оборудования для приварки шпилек, включая ручной ручной пистолет, ручной пистолет с автоподатчиком, пистолет, установленный на подставке, или полностью автоматический пистолет на многоосевом столе с ЧПУ, который может подавать несколько типов шпилек и разместить несколько пистолетов. Мы предлагаем решения для всех этих вариантов. Приварка шпилек — это простое крепление шпильки к металлической поверхности без добавления или удаления какого-либо материала в процессе.
Специальная оснастка, будь то переоснащение существующей машины или новая концепция стандартной или специально разработанной машины, может быть разработана собственными силами в соответствии с вашими деталями и спецификациями. Наш полностью оборудованный механический цех может быстро воплотить идеи в реальность. Благодаря современному манипулятору CMM Faro и обрабатывающим центрам с ЧПУ мы можем делать это быстро и с более жесткими допусками.
Наш полностью оборудованный механический цех может быстро воплотить идеи в реальность. Благодаря современному манипулятору CMM Faro и обрабатывающим центрам с ЧПУ мы можем делать это быстро и с более жесткими допусками.
T. J. SNOW COMPANY
Наша компания была основана в 1963 году Т. Дж. «Джимом» Сноу-старшим, чьи ценности продолжают способствовать нашему росту и успеху. Он считал, что производители металла заслуживают обслуживания, опыта и справедливых цен на оборудование и расходные материалы для контактной сварки.
Благодаря этой философии и прочному фундаменту мы создали глобальную клиентскую базу, которая опирается на преданность делу и последовательность T. J. Snow Company. За последние 50 лет компания T. J. Snow увеличила мощности, и в 2010 году компания переехала в новый объект площадью 52 000 квадратных футов на территории более 12 акров, прилегающей к аэропорту Чаттануга, штат Теннесси, Ловелл Филд.
У нас самый разнообразный ассортимент оборудования и расходных материалов для контактной сварки в стране. Это означает внезапное обслуживание при размещении заказа!
Это означает внезапное обслуживание при размещении заказа!
U.S. Аппарат для точечной сварки на твердой батарее – 11,6 кВт конденсаторный аппарат для точечной сварки с аккумулятором для литиевых аккумуляторов 18650, 14500 импульсная сварка. По сравнению с традиционным аппаратом для точечной сварки на переменном токе, он не мешает работе электрической цепи, что означает отсутствие проблем с отключением. Импульсная технология сверхмощного накопления энергии в сочетании с максимальной мощностью сварки 11,6 кВт обеспечивает надежный сварочный эффект.
Небольшой размер и малый вес сварочного аппарата делают его более портативным по сравнению с громоздким традиционным аппаратом для точечной сварки. Корпус из алюминиевого сплава также обеспечивает более мощную и надежную машину.
Оснащенный ручкой для точечной сварки раздельного типа на 70 А и автоматическим режимом сварки «AT», этот аппарат позволяет вам работать легко и эффективно. Технология низкого энергопотребления позволяет эффективно использовать машину в течение 12 часов без проблем с нагревом.
Импульсная мощность сварки отображается на светодиодном экране и регулируется двумя регулировочными кнопками (0–9).9 диапазон). Никелированный 0,3 мм и чистый никель 0,25 мм можно легко сваривать с максимальной энергией 60 Дж.
Параметры продукта:
Модель | USS-BSW00004 | Максимальная энергия сварки | 60 Дж |
Вход адаптера питания | 100–240 В переменного тока, 50/60 Гц | Время импульса | 0,05-5 мс |
Выход адаптера питания | 15 В 1,3 А | Диапазон регулировки мощности сварки | 0-99 т |
Машинный ввод | 15 В пост. | Режим сварки | АТ (автоматический режим сварки) |
Время зарядки машины | 20-30 минут | Время задержки импульса | 20-50 мс |
Выходное сварочное напряжение | 5-5,8 В | Толщина сварки никеля | 0,05-0,3 мм |
Выходной сварочный ток | 500-2000 А (импульсный) | Размер упаковки | 8,9×7,5×6,7 дюйма |
Максимальная мощность сварки | 11,6 кВт | Вес упаковки | 4,4 фунта |
 тока 1,3 А
тока 1,3 А
Упаковочный лист:
- Главная машина x 1
- Адаптер питания x 1
- 70A Сварочная ручка раздельного типа x 1
- Головка для стыковой сварки квадратной формы для 70A x 1
- Замена сварочных штифтов для 70A x 1 пара
- Маленький гаечный ключ x 1
- Зажим для шестиэлементной батареи x 1
- Никелевые полоски x 100 шт.

Сравнительная таблица:
| Модель | БСВ04 | БСВ05 | BSW06 |
| Сварочная ручка, тип | 70A Сварочная ручка раздельного типа | 70B Интегрированный сварочный карандаш | Интеллектуальная сварочная ручка 73B |
| 73S Ручной сварочный кронштейн | х | ✓ | ✓ |
| Максимальная мощность сварки | 11,6 кВт | 11,6 кВт | 12 кВт |
| Максимальная энергия сварки | 60 Дж | 119 Дж | 238 Дж |
| Выходное сварочное напряжение | 5–5,8 В | 5–5,8 В | 5-6 В |
| Время импульса | 0,05–5 мс | 0,1–10 мс | 0,2–20 мс |
| Кнопки управления | 2 | 2 | 3 |
| Отображение фактического сварочного тока | х | ✓ | ✓ |
| Индикатор напряжения конденсатора | х | ✓ | ✓ |
| Режим MT — педальный переключатель | х | ✓ | ✓ |
Руководство по эксплуатации
Пользовательское поле
Категория продукта Google Оборудование > Инструменты
Что это? И как это работает?
Точечная сварка обычно используется для сварки листового металла. Это простой процесс, но есть много причин, по которым что-то может пойти не так, если у вас нет опыта точечной сварки.
Это простой процесс, но есть много причин, по которым что-то может пойти не так, если у вас нет опыта точечной сварки.
Эта статья расскажет вам об основах процесса точечной сварки и о том, как он работает, о типичных применениях, подходящих материалах и типичных проблемах, с которыми вы можете столкнуться.
Что такое точечная сварка?
Медные электроды для машины для точечной сваркиТочечная сварка — это процесс сварки сопротивлением, используемый в основном для сварки двух или более металлических листов вместе. Это достигается приложением давления и электрического тока к зоне точечной сварки. Необходимое тепло вырабатывается внутренним сопротивлением металла электрическому току.
Электрический ток и давление подаются электродами из медного сплава, наконечники которых расположены на противоположных сторонах металлических деталей. Вырабатываемое тепло плавит металл, в то время как давление электродов сжимает расплавленный металл, образуя сварной шов.
Это называется точечной сваркой, потому что этот метод сварки создает крошечный точечный сварной шов, который выглядит как точка. Сварной шов, созданный между медными электродами, также иногда называют самородком.
Для чего используется точечная сварка?
Роботизированная точечная сварка для сборки каркаса кузова автомобильной деталиТочечная сварка используется для соединения электропроводящих металлических листов и проволочных сеток. Обычно он используется для сварки тонких металлов, но толщина более 1 дюйма возможна только при использовании специального оборудования для тяжелых условий эксплуатации.
В основном используется для производства автомобилей. У одного автомобиля обычно более 1000 точечных сварных швов на панелях кузова. С помощью роботов для точечной сварки это делается за считанные секунды. Но мастерские по обработке листового металла используют менее изощренные методы при работе с кузовом автомобиля.
Точечная сварка сопротивлением также используется в таких отраслях, как аэрокосмическая, железнодорожная, обрабатывающая, электронная, строительная, аккумуляторная и других. Почти повсеместно роботы для точечной сварки завершают этот процесс сварки в промышленных условиях.
Почти повсеместно роботы для точечной сварки завершают этот процесс сварки в промышленных условиях.
Ручной аппарат для точечной сварки является полезным дополнением к любому сварочному цеху. Хотя он не автоматизирован, он может помочь вам создавать сложные формы с меньшими усилиями по сравнению со сваркой TIG или MIG. Кроме того, большинство работ, требующих контактной точечной сварки, трудно выполнить без нее.
Pros
- Точечная сварка сопротивлением позволяет за короткое время передать высокую энергию в сосредоточенное место
- Сваривает любой проводящий металл
- Относительно прост в исполнении – снижает требуемые навыки оператора
- Экономит время и усилия по сравнению с другими сварочными процессами
- Лучший метод достижения надлежащей прочности сварного шва с тонким металлом без прожога
- Многие типы электродов для точечной сварки доступны для сварки различных металлических сплавов
- Обеспечивает быструю и эффективную сварку
- Электроды решают проблему теплопроводности, отводя тепло от места сварки
- Сварка сопротивлением создает контролируемые, воспроизводимые сварные швы
- Это проверенный временем сварочный процесс, для которого доступно множество литературы
- Высокоэффективное использование сварочного тока
Минусы
- Вы не можете точечно сваривать металл, если одна сторона недоступна
- Точечная сварка сопротивлением может упрочнить самородок и материал вокруг него, что приведет к трещинам
- Может повлиять на химические и физические свойства металла заготовки.
 Коррозионная стойкость может быть нарушена при использовании нержавеющей стали, алюминия и других металлов
Коррозионная стойкость может быть нарушена при использовании нержавеющей стали, алюминия и других металлов - Выдает крошечные напряжения (1-20В). Таким образом, любое колебание может повлиять на качество точечной сварки
- В зависимости от типа и толщины металла может потребоваться частый ремонт
Как работает точечная сварка?
Давайте рассмотрим процесс точечной сварки, начав с обзора типичного аппарата ручной точечной сварки. Это простой трехэтапный процесс, но он также имеет много переменных, о которых я расскажу ниже.
Основы аппарата для точечной сварки
Основой всех аппаратов для точечной сварки является блок питания и сварочные электроды. Трансформатор увеличивает выходную силу тока примерно до 10-12 000 А, но снижает напряжение где-то между 1-20 В. Цифры будут различаться в зависимости от типа, марки и модели аппарата для точечной сварки.
Типичный переносной аппарат для точечной сварки, который вы, вероятно, будете использовать, также будет включать в себя трансформатор, электрододержатели, электроды, рычаг и баллон давления.
Эти ручные машины имеют меньшую мощность, чем промышленное оборудование для точечной сварки сопротивлением.
Выравнивание заготовок и металлических листов
Перед выполнением первой контактной точечной сварки необходимо выровнять заготовки. Имейте в виду, что возможны деформации и искажения.
Первые несколько точечных сварных швов должны быть расположены стратегически. Если возможно, расположите их так, чтобы одна мешала другой деформировать металл.
Повторное использование листового металла затруднено, если сварной шов смещен. Лучше начинать со свежих металлических кусочков, чтобы заготовка покоробилась.
Применение давления электрода
Далее вы должны выбрать тип электрода и приложить давление к точке, где вы хотите сделать точечную сварку. В большинстве случаев вы можете использовать стандартные медные электроды. Но в зависимости от свариваемого металла может потребоваться использование вольфрамово-медных, вольфрамовых или молибденовых электродов.
Существуют также медно-хромовые и медно-хромо-циркониевые электроды, применяемые при сварке высоко- и низкоуглеродистых сталей. Стандарт ISO 5182 подробно описывает все электроды для контактной сварки.
После того, как вы точно поместите кончики электродов на металл, вам нужно применить давление. Вы достигаете этого, используя рычаг при работе с переносным аппаратом для точечной сварки.
Пропускание тока через электроды
Щелчок переключателя позволяет току проходить через электроды в металлические детали. Внутреннее сопротивление плавит металл, а давление электродов затвердевает.
Количество тепла, выделяемого металлом, зависит от электрического сопротивления металла, теплопроводности и продолжительности подачи тока. Теплота выражается следующим уравнением:
Q = I2Rt
«Q» — тепло, «I» — ток, «R» — электрическое сопротивление, а буква «t» обозначает продолжительность приложенного тока.
Переменные для точечной сварки
Весь процесс точечной сварки можно изменить, применяя различное давление, потребляемую мощность и длительность тока.![]() Эти модификации позволяют сваривать разные виды металла, толщину и добиваться разных результатов точечной сварки.
Эти модификации позволяют сваривать разные виды металла, толщину и добиваться разных результатов точечной сварки.
Сила электрода
Сила электрода сжимает металлические листы вместе, и вам придется приложить значительное усилие, чтобы получить качественный сварной шов. Чем сильнее приложенная сила, тем ниже сопротивление из-за лучшего контакта и меньшего выделения тепла. Поэтому, если проект требует более высокого усилия на электроде, вам необходимо увеличить ток, чтобы компенсировать более низкое сопротивление металла.
Типичное усилие составляет около 90 Н на мм2. Однако благодаря «грибовидному» наконечнику электрода на аппарате для точечной сварки площадь поверхности контакта между электродом и листовым металлом увеличивается по мере сварки. Это связано с тем, что поверхность металла будет трансформироваться, чтобы соответствовать форме наконечника электрода, и тогда стороны наконечника также будут соприкасаться с металлом. Таким образом, чтобы сохранить одинаковое усилие электрода на детали во время процесса сварки, вам необходимо постепенно увеличивать приложенное усилие.
Время сжатия
Время сжатия — это интервал между моментом, когда вы прикладываете усилие к электроду, и началом протекания тока. Задержка сварочного тока необходима, потому что она позволяет достичь надлежащего усилия на электроде. Это также помогает при износе электродов, искрении и межфазном вытеснении.
Хотя увеличение времени обжатия улучшает качество точечной сварки, оно увеличивает стоимость точечной сварки. В основном это связано с тем, что это занимает больше времени и приводит к уменьшению количества сварных швов в единицу времени.
Время сварки
Время сварки – это период, в течение которого через металлические детали протекает активный электрический ток. Он рассчитывается с использованием циклов линейного напряжения. Время сварки трудно определить, поскольку оно зависит от реакции точки сварки.
Факторы, которые необходимо учитывать при определении времени сварки:
- Время сварки должно быть как можно короче.
 Это предотвращает проплавление, коробление и защищает электроды
Это предотвращает проплавление, коробление и защищает электроды - При сварке толстого листа должна получиться крупка большого диаметра
- Если ваше оборудование не может обеспечить необходимый сварочный ток и усилие электрода, вы можете компенсировать это увеличением времени сварки до точки .
- При сварке листового металла толщиной более 2 мм может потребоваться разделить время сварки на несколько импульсов, чтобы избежать перегрева
Время выдержки
Время выдержки необходимо для затвердевания сварного шва. Этот период начинается после окончания времени сварки, а электроды еще приложены к металлу.
Электроды охлаждают сварной шов, отводя тепло от пятна. Не следует перебарщивать со временем выдержки, поскольку слишком большой приток тепла к электродам может ускорить их износ. Кроме того, если свариваемый металл имеет высокое содержание углерода, длительное время выдержки может привести к хрупкости сварных швов.
Точечная сварка различных материалов
Возможна точечная сварка ряда металлов и сплавов. Но для достижения качественных контактных сварных швов требуется особый подход для каждого типа металла.
Углеродистая сталь
Низкоуглеродистая сталь используется во всех процессах сварки, включая контактную точечную сварку. Благодаря высокому электрическому сопротивлению и низкой теплопроводности мягкая сталь идеально подходит для точечной сварки.
Стали с повышенным содержанием углерода (>0,4%) плохо поддаются точечной сварке. Они имеют тенденцию образовывать твердые и хрупкие микроструктуры при сильном тепловом воздействии. Поэтому требуется специальная термообработка после сварки, чтобы уменьшить вероятность растрескивания. Это делает высокоуглеродистую сталь непригодной для точечной сварки.
Оцинкованная сталь покрыта цинком и требует более высокого электрического тока, чем сталь без покрытия. Это сложная задача для точечных сварщиков, потому что медные электроды быстро разрушаются при контакте с цинковыми сплавами. Электроды приходится часто заменять или «заправлять» резаком. С помощью резака удаляются загрязненные поверхности и изменяется форма электрода.
Электроды приходится часто заменять или «заправлять» резаком. С помощью резака удаляются загрязненные поверхности и изменяется форма электрода.
Нержавеющая сталь
Нержавеющая сталь чувствительна к высоким концентрированным источникам тепла. Но можно точечной сваркой. Существует множество методов и переменных, которые необходимо правильно настроить в зависимости от типа нержавеющей стали, толщины и требований к отделке. При работе с этим металлом всегда полезно получить спецификацию производителя и проверить предлагаемые требования к сварке.
Медно-кобальт-бериллиевые электроды часто используются для точечной сварки нержавеющей стали. Они обеспечивают оптимальную прочность на растяжение и электропроводность.
Алюминий
Алюминий является наиболее сложным металлом для точечной сварки. Это потому, что это отличный проводник тепла и электричества. Электричество проходит через него без особого сопротивления, и выделяется меньше тепла. Кроме того, тепло быстро рассеивается от сварного шва и затрудняет формирование жидкой лужи.
Единственный способ точечной сварки алюминия — использовать сварочный ток в два-три раза больше, чем при сварке стали. Вот почему для этого требуется аппарат для точечной сварки с трехфазным входом. Кроме того, аппарат точечной сварки должен иметь конденсаторную систему. Это позволяет ему «заряжаться» и накапливать электричество, а затем мгновенно разряжать значительное количество энергии. В результате генерируемая мощность будет выше, чем может проводить алюминий, и листы будут сплавляться друг с другом.
Точечная сварка сопротивлением любого алюминиевого сплава значительно ухудшает качество электродов уже после нескольких сварок. Поэтому точечная сварка алюминия в больших объемах не является приемлемым вариантом.
Медь
Медь можно сваривать точечной сваркой. Но неудивительно, что стандартные медные электроды для точечной сварки не работают. Молибденовые и вольфрамовые электроды являются основным выбором для точечной сварки меди. Эти металлы имеют высокое электрическое сопротивление и температуру плавления.
Распространенные проблемы при точечной сварке
Некоторые из наиболее заметных проблем при точечной сварке:
- Брызги ухудшают внешний вид
- Стоимость электродов может быстро возрасти
- Снижение качества сварки из-за смещения электрода
- Холодные сварные швы исключительно слабые
- Вмятина электрода на металлической поверхности
- Сварка слишком близко к краю может ухудшить качество сварки
Завершение сварки
Точечная сварка — это специализированный процесс, используемый в основном для листового металла, который хорошо подходит для определенных применений. Но в отличие от сварки MIG или TIG, она не подходит для широкого спектра применений.
Шовная сварка представляет собой аналогичный процесс, основанный на тех же принципах, но обеспечивающий линейный сварной шов. Область контактной сварки шире и использует дисковые или «роликовые» электроды. Таким образом, точечная сварка — не единственный метод, основанный на внутреннем сопротивлении металла для выделения тепла.
Таким образом, точечная сварка — не единственный метод, основанный на внутреннем сопротивлении металла для выделения тепла.
Другие методы сварки
Холодная сварка
Каков принцип точечной сварки и машины для точечной сварки?
Точечная сварка — это тип сварки, используемый для сварки листов металла вместе путем зажима листов в одной точке и пропускания электрического тока через точку для расплавления листов.
Что такое процесс точечной сварки?
Аппарат для точечной сварки использует два электрода для прижатия заготовки таким образом, что два слоя металла образуют контактное сопротивление под давлением двух электродов. Когда электричество проходит через заготовку, от одного электрода к другому, в точке контакта пластин выделяется большое количество резистивного тепла, и металл в самой горячей области в центре быстро нагревается до высокопластичного или расплавленного состояния. государство. Продолжая поддерживать давление на контактную площадку, ток был отключен. По мере остывания металла образуется термический шов.
По мере остывания металла образуется термический шов.
Точечная сварка сопротивлением характеризуется низким потреблением энергии, низкой стоимостью, высоким качеством, высокой эффективностью, простотой автоматизации и удобством использования. Не требуются расходные материалы, сварочные прутки, проволока или флюсы. Процесс сварки потребляет меньше тепла, не образуются вредные вещества, такие как дым и пыль, нет ослепляющего светового загрязнения, а рабочее напряжение низкое. Это безопасный, экономичный, эффективный, надежный и экологически чистый метод сварки.
Точечная сварка в основном используется для соединения тонких листов, таких как обшивка самолетов, дымовые трубы авиационных двигателей, обшивки кабин автомобилей и т. д.
Принцип работы машины для точечной сварки
Точечная сварка в основном используется для соединения тонких пластин, таких как обшивка самолетов, дымовые трубы авиационных двигателей, обшивки кабин автомобилей и т. д.
Конструкция машины для точечной сварки Проще говоря, это мощный трансформатор, который преобразует источник электроэнергии с более высоким напряжением, например, 220 В переменного тока, в низковольтный и сильноточный источник питания. Это может быть либо постоянный ток, либо переменный ток. Этот более высокий ток, наряду с сопротивлением заготовки, создаст тепло, которое расплавит сварной шов.
Это может быть либо постоянный ток, либо переменный ток. Этот более высокий ток, наряду с сопротивлением заготовки, создаст тепло, которое расплавит сварной шов.
Когда ток начинает течь через электроды, напряжение падает. Затем сварочный аппарат будет регулировать рабочее напряжение в процессе сварки. Сварочный ток и напряжение на сварочном аппарате можно регулировать в соответствии с требуемым током для различных свариваемых материалов. Многие сварочные аппараты имеют систему охлаждения, в которой вода циркулирует через трансформатор, электроды и другие детали, чтобы избежать выделения тепла.
Качество электродов напрямую влияет на процесс сварки, качество сварки и производительность. Обычно используемые электродные материалы: красная медь, кадмиевая бронза, хромистая бронза и т. д.
Фазы цикла сварки:
- Стадия предварительного сжатия: Заготовка помещается между двумя электродами, и электроды прижимаются друг к другу, зажимая заготовку на месте.

- Время сварки: Сварочный ток проходит через заготовку и выделяет тепло, образуя пятно расплавленного металла.
- Время обслуживания: Сварочный ток отключается, а давление на стык сохраняется до тех пор, пока расплавленный металл не затвердеет до достаточной прочности.
- Время отдыха: Электрод отделяют от заготовки, и сварочному аппарату дают остыть в течение короткого периода времени, пока не начнется следующий цикл сварки.
Как пользоваться аппаратом для точечной сварки?
- Перед сваркой положение стержня электрода следует отрегулировать так, чтобы при прижатии электрода к заготовке плечи электрода были параллельны друг другу.
- При сварке сначала очистите поверхность сварного соединения. Вся грязь, масло, оксидная окалина и ржавчина должны быть удалены перед сваркой стальных сварных конструкций, чтобы обеспечить хороший контакт.
- Регулировку тока можно выбрать в зависимости от толщины и материала заготовки.
 Пружинную прижимную гайку на электродах можно отрегулировать для получения предпочтительной степени сжатия.
Пружинную прижимную гайку на электродах можно отрегулировать для получения предпочтительной степени сжатия. - Если сварочный аппарат оснащен системой охлаждения, сначала включите охлаждающую воду, а затем включите питание, чтобы подготовиться к сварке. После включения питания должен загореться индикатор питания.
- Поместите свариваемые листы между двумя электродами и выполните точечную сварку. Некоторые сварочные аппараты будут иметь автоматическое управление, а другие могут иметь ручное управление, такое как ножная педаль, которую можно нажать, чтобы привести электроды в контакт со сварным изделием и сжать заготовку.
Условия, на которые следует обратить внимание при сварке:
- Для горячекатаной стали лучше всего использовать пескоструйную обработку или использовать шлифовальный круг для удаления оксидной окалины. Заготовку также можно протравить кислотой для удаления оксидов металлов. Хотя неочищенные сварные детали можно сваривать точечной сваркой, они могут серьезно сократить срок службы электрода и снизить эффективность производства и качество сварного шва.

- Для горячекатаной стали лучше всего использовать пескоструйную обработку или использовать шлифовальный круг для удаления оксидной окалины. Заготовку также можно протравить кислотой для удаления оксидов металлов. Хотя неочищенные сварные детали можно сваривать точечной сваркой, они могут серьезно сократить срок службы электрода и снизить эффективность производства и качество сварного шва.
- Время сварки: при сварке среднеуглеродистой и низкоуглеродистой стали сварочный аппарат может использовать либо сильную, либо слабую настройку сварки. Сильная настройка может использоваться в массовом производстве для повышения эффективности производства, снижения энергопотребления и уменьшения деформации заготовки.
- Формы электродов различаются и выбираются в зависимости от формы сварного шва. При установке электродов обратите внимание на параллельность верхней и нижней поверхностей электродов. Плоскости электродов следует содержать в чистоте и зачищать наждачной шкуркой или напильником.

Каковы классификации машин для точечной сварки?
Аппараты для точечной сварки можно классифицировать по следующим признакам:
- Назначение: Различают универсальные и специальные типы.
- Проводка: Есть односторонние и двусторонние сварочные аппараты.
- Режим трансмиссии нагнетательного механизма: Существуют педальные, мотор-кулачковые, пневматические, гидравлические и составные типы.
- По особенностям работы бывают неавтоматизированные и автоматизированные.
- Характеристика эксплуатации: Бывают неавтоматизированные и автоматизированные.
- Способ установки; Существуют фиксированные типы, мобильные типы или переносные типы (типы подвески).
- Направление движения электрода: Различают электроды с вертикальным ходом (электрод движется по прямой) и электроды с дуговым ходом.
- Электрический ток: Существуют сварочные аппараты переменного и постоянного тока, импульсные сварочные аппараты, сварочные аппараты с накоплением энергии и сварочные аппараты с переменной частотой.

Применение машин для контактной точечной сварки:
Поскольку машины для контактной точечной сварки отличаются высокой производительностью, низкой стоимостью, хорошей экономией материала и простотой автоматизации, они часто используются для мелкоточной сварки, авиации, аэрокосмической промышленности, энергетики, электроники, автомобилестроение, легкая промышленность и другие отрасли.
Емкостный аппарат для точечной сварки:
Емкостный аппарат для точечной сварки (также известный как аппарат для точечной сварки с емкостным накоплением энергии) пропускает переменный ток через выпрямитель для преобразования его в постоянный, а затем поступает на конденсатор для зарядки конденсатора. . Затем электричество высвобождается в виде импульса через точки контакта заготовки для сварки металла.
Каковы характеристики аппарата емкостной точечной сварки?
- Энергосбережение и высокая эффективность.

- Энергия, потребляемая из сети, низкая, поэтому влияние на сеть незначительно.
- Выходное напряжение стабильно.
- Сварка прочная, паяные соединения не обесцвечены.
- Сохраняет процесс измельчения и имеет высокую эффективность.
Емкостный аппарат для точечной сварки Сопутствующие товары:
- Управление работой микросхемы микрокомпьютера, погрешность установки значения тока зарядки и разрядки поддерживается на уровне менее 2%.
- В большинстве аппаратов для точечной сварки постоянным током используется светодиодный дисплей для установки мощности, что позволяет наблюдать за изменением мощности при зарядке и разрядке. Высокоэффективные конденсаторы быстрой зарядки и разрядки
- японского производства имеют длительный срок службы, стабильный и точный выходной ток.
- Максимальное напряжение рабочего конца аппарата для точечной сварки составляет 12 В постоянного тока.
 Низкое напряжение означает высокую безопасность сварки.
Низкое напряжение означает высокую безопасность сварки. - Скорость разряда всего 10 микросекунд, а скорость нагрева высокая. Емкостный аппарат для точечной сварки может легко точечно сваривать алюминий, медь, золото, серебро и другие материалы с высокой теплопроводностью. Время зарядки составляет 0,25 секунды, поэтому каждый цикл занимает всего около 0,26 секунды. Выходной ток
- DC SPOT является точным, обеспечивая высокое качество, прочность и чистоту паяных соединений без потемнения или обесцвечивания.
- Прецизионные емкостные машины для точечной сварки, разработанные с использованием высококачественных деталей из Европы, Америки и Японии, могут обеспечить высокоэффективную точечную сварку с низким уровнем отказов. Они используются не только для цветных металлов, таких как золото, серебро и луженые детали для пайки, но и для точной сварки черных металлов, таких как железо и нержавеющая сталь. Их преимущества заключаются в эффективности, точности, энергосбережении и экономии материалов.
 Они обладают высокой скоростью сварки и стабильным качеством сварки, что позволяет исключить необходимость в техническом персонале для их эксплуатации.
Они обладают высокой скоростью сварки и стабильным качеством сварки, что позволяет исключить необходимость в техническом персонале для их эксплуатации.
10 лучших идей и вдохновения для машин для точечной сварки
Подробнее
Откройте для себя 10 лучших идей и вдохновения Pinterest для машин для точечной сварки. Вдохновляйтесь и пробуйте новое. Аппарат для точечной сварки своими руками0003
Welding Gear
Diy Welding
Metal Welding
Arduino Projects Diy
Electronic Circuit Projects
Electronics Mini Projects
Electronics Basics
Do It Yourself Videos
Spot Welding Machine
More information…
goldrake сохранено, чтобы знать как
Сохранено из Загружено пользователем
Автомат для точечной сварки
Аппарат для точечной сварки
Дренаж Ярта
Spot Welder
Сварка Art
Промышленность
Metal Working
Производство
Процесс
Инструменты
Подробнее . ..
..
James M. Piercej
James M. Piere Saved Word на дворе. дренаж
Сохранено с youtube.com
Как сделать аппарат для точечной сварки с использованием аккумулятора 12 В
Купить компоненты по более низким ценам на LCSC.COM https://bit.ly/2VEJ5ZtКак сделать аппарат для точечной сварки с использованием аккумулятора 12 ВRelated Видео1. Как сделать двигатель постоянного тока на ч…
Electronic Circuit Projects
Electrical Projects
Electrical Wiring
Pvc Pipe Projects
Welding Projects
Diy Electronics
Electronics Projects
Home Automation Project
Spot Welding Machine
More information…
Norma Cox сохранена в Литье, плавке, кузнечном деле и сварке
Мистри MakeTool
Форма контактной сварки, процесс точечной сварки является одним из старейших методов сварки, при котором два или более металлических листа свариваются вместе без
Сварка меди
Сварочный кабель
Материал меди
Материал стали
Дисковая пила
Машина для точечной сварки
Ремонт кузова автомобиля
Гибка металла
Дополнительная информация. ..
..
Мануэль Батиста сохранен в Biblioteca de electricidad y electronica
Сохранено с youtube.com
Как сделать аппарат для точечной сварки || DIY Spot Welder
Медная сварка
Сварка
Процесс сварки
Сварные инструменты
Домашние инструменты
DIY Tools
Маленькая сварка
Свадебная сказка
Spot
Дополнительная информация …
Spot
Дополнительная информация …
Spot
Дополнительная информация …
Spot
. Bud4886 сохранен в ИНСТРУМЕНТЫ…
Сохранено с сайта mistrymaketool.com
Как сделать аппарат для точечной сварки | Мистри MakeTool
Форма контактной сварки, процесс точечной сварки является одним из старейших методов сварки, при котором два или более металлических листа свариваются вместе без
Сварка меди
Сварочный кабель
Сварка своими руками
Материал меди
Материал стали
Аппарат для точечной сварки
Аппарат для точечной сварки
Ремонт кузова автомобиля
Дополнительная информация. ..Стоковая векторная графика «0003
..Стоковая векторная графика «0003
Сохранено с Shutterstock.com
Машина для контактной сварки. Shutterstock
Найти схему точечной сварки сварочным аппаратом сопротивления: стоковые изображения в HD и миллионы других стоковых фотографий, иллюстраций и векторных изображений без лицензионных платежей в коллекции Shutterstock. Ежедневно добавляются тысячи новых высококачественных изображений.
Основы электротехники
Инженерные инструменты
Электрические проекты
MINI Projects Electronics
Основы электроники
Spot Welding Machine
Arduino CNC
DIY Amplifier
Индукционный нагрев
Дополнительная информация …
Paweł KempKAP
. Сохранено с instructables.com
Сборка аппарата для точечной сварки из трансформатора для микроволновой печи
Сборка аппарата для точечной сварки из трансформатора для микроволновой печи: В этом проекте я делаю аппарат для точечной сварки своими руками, который будет использоваться для сборки батареи. пакеты с литий-ионными элементами 18650. У меня также есть профессиональный аппарат для точечной сварки, модель Sunkko 737G, который стоит около 100 долларов, но я могу с радостью сказать, что мой аппарат для точечной сварки своими руками…
пакеты с литий-ионными элементами 18650. У меня также есть профессиональный аппарат для точечной сварки, модель Sunkko 737G, который стоит около 100 долларов, но я могу с радостью сказать, что мой аппарат для точечной сварки своими руками…
Классы сварки
СВОДА. сохранено в The Masters Workshop
Сохранено с m.youtube.com
Изготовление аппарата для точечной сварки с использованием трансформатора для микроволновой печи
#creativethink #spot_welding сварка #transformerthis Видео изготовление аппарата для точечной сварки с использованием трансформатора для микроволновой печи. этот трансформатор удалить вторичную обмотку
Spot Welding Machine
Металлические рабочие инструменты
Микроволновая печь
Prepper
Трансформеры
Идеи сварки
Metallairking
Проекты
YouTube
Подробнее …
TED Millard.
Сохранено с сайта superdamc.com
Аппарат для сварки электронных шкафов
Автоматический сварочный аппарат для изготовления корпусов электронных шкафов
DIY Сварка
Сварка Таблица
Металлические рабочие инструменты
Металлические инструменты
Сточечная сварочная машина
Металлические бункеры
Инструменты изготовления металлов
Декор из кованого железа
Metal Lathe
Дополнительная информация . ..
..
Metal Lathe
Pepicek KuceruP
Pepicek Kuceru сохранено в NÁŘADÍ
Аппарат для контактной сварки и принадлежности
ПРЕДОСТАВЛЯЕМ ВАМ ОБОРУДОВАНИЕ ДЛЯ ТОЧЕЧНОЙ СВАРКИ, АРЕНДУ, ЭЛЕКТРОДЫ И ПОДДЕРЖКУ В ВАШЕМ ПРОЕКТЕ ТОЧЕЧНОЙ СВАРКИ.
Advanced Integrated Technologies ( AIT ) является поставщиком оборудования для контактной сварки и технической поддержки для устройств контактной точечной сварки и аксессуаров марки Nippon Avionics ( Avio ), а также для устройств точечной сварки марки Sunstone. Мы можем оценить образцы вашей продукции, предоставить бесплатные пробные сварные швы и точно указать, какое оборудование лучше всего подходит для вашего применения. Затем мы можем предоставить необходимое вам оборудование по экономичной цене и помочь с любыми техническими проблемами, с которыми вы столкнетесь при настройке сварочного процесса. Отправьте контактную форму или позвоните нам сегодня, чтобы запросить помощь в вашем следующем проекте.
Высокоточные аппараты для контактной сварки и электроды
Более низкие цены на оборудование и электроды по сравнению с другими производителями
Более короткое время изготовления электродов
Индивидуальные решения для сварки и беспрецедентная поддержка клиентов
Точечная сварка в противофазе
Точечная сварка с параллельным зазором
| Иллюстрация противоположной сварочной головки | Параллельная/серийная сварочная головка Иллюстрация |
Power Supplies
Opposed Heads
Parallel Heads
Monolithic Heads
Hand Piece Welders
Weld Head Drive Units
Electrode Holders
Stages
Accessories
Welding Monitors
Digital Force Gauges
Другие блоки
Инверторные сварочные аппараты
В инверторном сварочном аппарате входной переменный ток выпрямляется в выходной постоянный ток. Благодаря высокой частоте и хорошей тепловой эффективности этот тип сварочного аппарата подходит для точной сварки электронных компонентов. Инверторный сварочный аппарат предлагает три режима управления: постоянное напряжение, постоянный ток или постоянная мощность. Функция обратной связи по напряжению позволяет сварщику приспосабливаться к изменениям состояния сварки в режиме реального времени, обеспечивая стабильное и качественное сварное соединение. Благодаря высокоскоростной повторяющейся сварке этот сварочный аппарат хорошо подходит для автоматизированных систем.
Благодаря высокой частоте и хорошей тепловой эффективности этот тип сварочного аппарата подходит для точной сварки электронных компонентов. Инверторный сварочный аппарат предлагает три режима управления: постоянное напряжение, постоянный ток или постоянная мощность. Функция обратной связи по напряжению позволяет сварщику приспосабливаться к изменениям состояния сварки в режиме реального времени, обеспечивая стабильное и качественное сварное соединение. Благодаря высокоскоростной повторяющейся сварке этот сварочный аппарат хорошо подходит для автоматизированных систем.
Линейные сварочные аппараты постоянного тока
В линейных сварочных аппаратах постоянного тока электрический ток напрямую контролируется транзистором. Это обеспечивает высокую скорость управления и контролируемую форму волны. Этот сварочный аппарат с высокоскоростным линейным контроллером подходит для сварки очень маленьких компонентов или очень тонкой проволоки. Сварочный аппарат на транзисторах предлагает три режима управления: постоянное напряжение, постоянный ток или постоянная мощность. Режимы управления делают возможным очень надежные и стабильные сварные швы.
Режимы управления делают возможным очень надежные и стабильные сварные швы.
Аккумуляторные точечные сварочные аппараты
Аккумуляторный точечный сварочный аппарат гибридного типа обладает высокоскоростными свойствами источника постоянного тока и функцией переключения полярности источника переменного тока. Полярность сильного тока переключается с высокой скоростью силовым транзистором. Этот тип сварочного аппарата очень хорош для сварки выводов аккумуляторных батарей, когда необходимо последовательно сваривать различные типы металлов.
Аппараты для сварки с конденсаторным разрядом (CD)
В аппарате для сварки с конденсаторным разрядом электрическая энергия накапливается в конденсаторе и разряжается сразу. Поскольку одновременно может быть разряжен большой ток, этот тип подходит для сварки материалов с высокой проводимостью, таких как алюминий и медь. Кроме того, из-за короткой продолжительности сварки тепловое воздействие на окружающий материал сводится к минимуму, что делает его пригодным для сварки небольших чувствительных компонентов.
Однофазные сварочные аппараты переменного тока
В однофазных сварочных аппаратах переменного тока ток регулируется тиристором и работает при относительно низком пиковом токе. Этот тип сварочного тока менее подвержен влиянию грязи или загрязнения на сварном шве. Поскольку время сварки можно регулировать в более широком диапазоне, этот тип сварочного аппарата подходит для толстых листов и медной проволоки.
| Характеристики | Противоположный тип |
| NA-121 | |
| Диапазон давления (Н) | 0,7 – 5 |
| Размер (мм) | 74x48x285 |
| Вес (кг) | 0,6 |
| Способ привода | двигатель, воздух, ручной |
| Характеристики | Противоположный тип |
| NA-122 | |
| Диапазон давления (Н) | 6 – 65 |
| Размер (мм) | 82x50x301 |
| Вес (кг) | 0,8 |
| Способ привода | двигатель, воздух, ручной |
| Особенности | Противоположный тип |
| NA-123 | |
| Диапазон давления (Н) | 20 – 150 |
| Размер (мм) | 82x50x301 |
| Вес (кг) | 0,8 |
| Способ привода | двигатель, воздух, ручной |
| Характеристики | Противоположный тип |
| NA-124 | |
| Диапазон давления (Н) | 40 – 300 |
| Размер (мм) | 98x56x326 |
| Вес (кг) | 1,5 |
| Способ привода | воздух |
| Характеристики | Противоположный тип |
| NA-125 | |
| Диапазон давления (Н) | 100 – 600 |
| Размер (мм) | 212x204x75 |
| Вес (кг) | 21,5 |
| Способ привода | EH-F-02 Показан |
NA-131 3 Тип с параллельным зазором Особенности NA-131 Диапазон давления (Н) 0,7 – 5 Размер (мм) 76x51x299 Вес (кг) 0,7 Способ привода мотор,пневмо, ручной
NA-132
| Тип с параллельным зазором | ||
| Особенности | NA-132 | |
| Диапазон давления (Н) | 5 – 65 | |
| Размер (мм) | 76x51x299 | |
| Вес (кг) | 0,7 | |
| Способ привода | мотор,пневмо, ручной | |
NA-142
| Серия Тип | |||
| Особенности | NA-141 | NA-142 | |
| Диапазон давления (Н) | 0,5 – 5 | 5 – 65 | |
| Размер (мм) | 136x50x268 | 153x50x268 | |
| Вес (кг) | 1,3 | 1,6 | |
| Способ привода | мотор,пневмо, ручной | мотор,пневмо, ручной | |
NA-143
| Серия Тип | |||
| Особенности | NA-143 | ||
| Диапазон давления (Н) | 40 – 150 | ||
| Размер (мм) | 175x62x302 | ||
| Вес (кг) | 2,7 | ||
| Способ привода | мотор,пневмо, ручной | ||
NA-60A
NA-60A представляет собой сварочную головку общего назначения с широким применением для многих видов электрических деталей, требующих точности, релейных контактов, таких как переключатели, часы , компоненты камеры и другие различные механические детали.
Тип общего назначения
| Особенности | НА-60А |
| Диапазон давления (Н) | 9,8-132,3 |
| Размер (мм) | 72x175x285 |
| Вес (кг) | 2,8 |
| Способ вождения | фут, воздух |
| Диаметр электрода (мм) | 6,4/3,2 |
| Размер глубины кармана | 98 мм |
| Ход электрода | Макс. 12 мм |
NA-72
NA-72 подходит для сварки различных механических деталей или толстых многожильных электродов, которым требуется более прочная проволока.
Тип высокого давления
| Особенности | NA-72 |
| Диапазон давления (Н) | 98-588 |
| Размер (мм) | 107x240x615 |
| Вес (кг) | 19 |
| Способ вождения | воздух |
| Диаметр электрода (мм) | 10 |
| Размер глубины кармана | 160 мм |
| Ход электрода | Макс. 30 мм 30 мм |
НА-43
НА-43 используется для автоматизированных машин из-за использования плавающей системы, которая редко вызывает дислокацию, а также стандартного пневматического привода.
Горизонтальный напорный тип
| Особенности | NA-43 |
| Диапазон давления (Н) | 88.2-294 |
| Размер (мм) | 248x240x319 |
| Вес (кг) | 11 |
| Способ вождения | воздух |
| Диаметр электрода (мм) | 6,4 |
| Размер глубины кармана | – |
| Ход электрода | Макс. 12 мм |
Серия сварочных аппаратов с ручным управлением предназначена для сварки сложных объектов, которые не могут быть сварены сварочной головкой фиксированного типа, например, в зоне заклинивания. Нет раскачивания электродов из стороны в сторону. Работают с низким энергопотреблением из-за их компактного и легкого размера.
Нет раскачивания электродов из стороны в сторону. Работают с низким энергопотреблением из-за их компактного и легкого размера.
НА-54А
| Характеристики | NA-54A |
| Диапазон давления (Н) | 7,8-44,1 |
| Ход электрода | Макс. 10 мм |
| Глубина кармана | 50 мм |
| Способ вождения | Руководство |
| Применимый электрод | Серия EL-125 |
| Размеры (мм) | 30 x 195 x 47 |
| Сварочный кабель | 1500 мм |
NA-54LA
| Характеристики | НА-54ЛА |
| Диапазон давления (Н) | 7,8–44,1 |
| Ход электрода | – |
| Глубина кармана | – |
| Способ вождения | Руководство |
| Применимый электрод | ЭЛ-54Л |
| Размеры (мм) | 30x195x47 |
| Сварочный кабель | 1500 мм |
NA-57A
| Характеристики | NA-57A |
| Диапазон давления (Н) | 9. 8-49 8-49 |
| Ход электрода | – |
| Глубина кармана | – |
| Способ вождения | Руководство |
| Применимый электрод | Специально для NA-57A |
| Размеры (мм) | 36 Φ x Г207 мм |
| Сварочный кабель | 1500 мм |
NA-58A
| Характеристики | NA-58A |
| Диапазон давления (Н) | Руководство |
| Ход электрода | Макс. 1 мм |
| Глубина кармана | 75 мм |
| Способ вождения | Руководство |
| Применимый электрод | Специально для NA-58A |
| Размеры (мм) | 24 x 16 x 157 |
| Сварочный кабель | 1100 мм |
- Оборудован функцией мягкой посадки и обучения.

- 5 рабочих скоростей.
- Рабочее положение можно установить по 4 точкам.
- Время сварки подтверждается светодиодом
NA-201
CNT-310
NA-201+CNT-310
| Features | NA-201+CNT-310 |
| Размеры NA-201 (мм) | 50×82,5×320 |
| Размеры CNT-310 (мм) | 80x211x188 |
| Вес | NA-201: 2 кг; CNT-310: 2 кг |
| Способ привода | Импульсный двигатель |
| Ход | Макс. 50 мм, 10 мкм Шаг |
| Источник питания | 24 В пост. тока ± 10 % 2 А, дополнительно: адаптер переменного тока 100–240 В переменного тока |
Air Drive
NA-221,222
| Характеристики | NA-221 | NA-222 |
| Размеры (мм) | 78x63x280 | 86x85x289 |
| Вес | 1,3 кг | 2,2 кг |
| Способ привода | Воздух | Воздух |
| Ход | Макс. 50 мм 50 мм | Макс. 50 мм |
| Регулятор скорости | с регулятором скорости – ( Φ трубка 4 мм) | с регулятором скорости – ( Φ трубка 6 мм) |
| Давление воздуха | 0,05-0,6 МПа | 0,4-0,6 МПа |
Ручной привод
NA-231
| Особенности | NA-231 |
| Размеры (мм) | Деталь привода: 51x79x192; Ножная педаль: 124x268x125 |
| Вес | Деталь привода: 1 кг; Ножная педаль: 2,2 кг |
| Способ привода | Руководство с помощью педали |
| Ход | Макс. 10 мм |
| Регулятор высоты | Диапазон 40 мм |
Прямой тип
Тип смены
Сдвиг
0003 Принадлежность для верхнего электрода Головка Диаметр зажима электрода Тип Держатель/рупор Зажим NA-121
0,0625 дюйма / 1,6 мм Прямая С121-16ТХД – Смена S121-16РУГ S121-CLMP .  125″ / 3,2 мм
125″ / 3,2 мм Прямой С121-32ТХД – Смена S121-32РУГ S121-CLMP NA-122
0,125 дюйма / 3,2 мм Прямой S122-32THD – Смена S122-32РУГ S122-CLMP 0,250 дюйма / 6,4 мм Прямой S122-64THD – Смена S122-64РУГ S122-CLMP NA-124
0,250 дюйма / 6,4 мм Прямой S124-64THD – 8 мм Прямой S124-80THD –
| Дополнительный нижний электрод | ||||
| Головка | ; Диаметр зажима электрода | Тип | Держатель/рупор | Основание держателя/зажим |
| NA-121 | 0,0625 дюйма / 1,6 мм | Прямой | S12X-16BHD | 12X-B-F |
| Смена | S12X-16BHORN | 12X-BS | ||
| 0,125 дюйма / 3,2 мм | Прямой | S12X-32BHD | 12X-B-F | |
| Смена | S12X-32BHORN | 12X-BS | ||
| NA-122 | 0,125 дюйма / 3,2 мм | Прямой | С12С-32БХД | 12X-B-F |
| Смена | S12X-32BHORN | 12X-BS | ||
. 250″ / 6,4 мм 250″ / 6,4 мм | Прямой | С12С-64БХД | 12X-B-F | |
| Смена | S12X-64BHORN | 12X-BS | ||
| NA-124 | 0,250 дюйма / 6,4 мм | Прямой | S12X-64BHD | 124-B-F |
| 8 мм | Прямой | S12X-80BHD | 124-B-F | |
| Дополнительный нижний держатель |
| Нижний держатель и основание нижнего держателя |
| S12X-16BHD и 12X-B-F |
Нижний этап электрода
143-BS
Стадия
11x-BS
Стадия уровня
11x-BS-F
9002 xy xyz 9000 9000 9000 90002. xyz. -MM
xyz. -MM
Базовый
NA-301, 302
Поддон
S-MP
Набор микроскопов
Microsocope, монтажная подставка, светодиод и подставка
S302-MP, S-SMS, S-SMS-MS, S-SMS-LED
Сварочный кабель
Кабель
Двухпозиционный поворотный индексатор
ИНД-2-Р1
Высокая надежность для контроля качества
Force Monitor
QC-100
| Характеристики | QC-100 | |
| Диапазон измерений | 0-1000Н | |
| Точность | ±3%(полная шкала) | |
| Время выборки | 0,5 мс (2000 раз/сек) | |
| Сжатие, время удержания | 0–0,9 с | |
| Интерфейс | RS-232C, ввод/вывод, аналоговый выход | |
| Источник питания | 24 В пост. тока ± 10 % 2 А тока ± 10 % 2 А | |
| Размер (мм) | 170x210x150 | |
| Вес | 3 кг | |
Монитор смещения
QC-200
| Особенности | QC-200 | |
| Диапазон измерений | 0-7,5 мм Разрешение: 1 мкм м | |
| Точность | ±1% (полная шкала) | |
| Время выборки | 0,5 мс (2000 раз/сек) | |
| Сжатие, время удержания | 0–0,9 с | |
| Интерфейс | RS-232C, ввод/вывод, аналоговый выход | |
| Источник питания | 24 В пост. тока ± 10 % 2 А | |
| Размер (мм) | 170x210x150 | |
| Вес | 3,4 кг | |
| Характеристики | Сомони-1Р | Сомони-20Р | Сомони-100Р | |
| Диапазон измерения (Н) | 0-10 | 0-196 | 0-980 | |
| Критическая нагрузка (Н) | 20 | 294 | 1470 | |
| Точность | ±3%(полной шкалы) | |||
Monitoring of Welding Current
Welding Monitor QC-440
Welding Wave Form
Toroidal-Coil
Setting Example
| Features | Технические характеристики |
| Тип | КК-440 |
| Форма волны | Одиночный тип переменного тока, конденсаторный тип, инверторный тип, транзисторный тип |
| Текущий | 0. |