Точечная сварочная машина – Сварочная машина точечная
alexxlab | 21.06.2020 | 0 | Разное
Сварочная машина точечная
Машины контактной сварки — задачи и разновидности
Очень часто на крупных производствах установлены специальные машины контактной сварки, работа которых основана на принципах самой обыкновенной сварки, но в данном случае рабочий процесс производится под определенным давлением.
Ручной универсальный прибор контактной сварки представляет собой достаточно мобильное устройство, которое используется, в том числе, и в условиях дома.
В свою очередь, машина для выполнения контактной сварки представляет собой достаточно громоздкий станок, который нашел широкое применение в самых разных сферах промышленности.
Данный агрегат используется для сварки своими руками арматуры, различных металлических деталей, а также многих других материалов из металла.

Данные машины выпускаются отдельно для шовной стыковой сварки и точечной. Несмотря на относительную схожесть агрегатов двух типов — стыковой и точечной сварки, между ними есть ряд существенных различий.
Основной принцип работы машины, предназначенной для контактной стыковой сварки арматуры и других металлических заготовок, заключается в выполнении шовной сварки под определенным давлением.
Выполнять сварочные соединения своими руками на сварочных машинах достаточно просто, притом, что ее производительность в несколько раз выше, чем у ручной контактной сварки.
Получаемое сварное соединение имеет аккуратный вид и обладает высоким качеством.
Основные понятия
Машины для сварки используются как для стыковой шовной сварки, так и для точечной по принципу споттер.
Рабочий процесс такой универсальной машины состоит в том, что за счет образуемого давления, непосредственно в месте крепления материалов образуется мост между кристаллическими решетками стыкуемых заготовок.
Существует несколько различных стыковых приемов, которые способны активировать образование данных мостов.
В первую очередь, их сформировать можно за счет ультразвукового воздействия, которое преобразуется в колебания механического типа, после чего производится сильное сжатие скрепляемых деталей.
Кроме этого, формирование такого моста можно добиться за счет трения поверхностей заготовок друг о друга и после того, как они хорошо разогреются с определенным усилием, их сдавливают между собой.
Объединить кристаллические решетки между заготовками можно и при помощи сдавливания, которое вызовет пластическую деформацию рабочих поверхностей.
Видео:
Образование моста происходит и при нагревании заготовок при помощи газовой горелки и последующим их сжатием между собой.
В машинах, предназначенных для контактной сварки, образование моста происходит путем разогрева рабочих зон электрическим током и последующим их сильным сдавливанием, так называемый метод споттер.
Все сварочные машины, которые предназначены для выполнения контактной сварки своими руками методом споттер, для разогрева поверхностей двух различных металлических заготовок используют электрический ток.
После того как детали нагреются до заданной температуры, происходит их опрессовка, вследствие которой и получается сварочный шов высокого качества исполнения.
Данный метод получения сварочного соединения под давлением достаточно широко востребован, так как позволяет выполнять работу с металлическими поверхностями самых разных видов.
Следует отметить и то, что управление процессом шовной сварки на специальной машине производится своими руками со специального пульта.
При этом оператор обязательно должен контролировать весь ход выполняемых работ. По производительности машины для контактной сварки в несколько раз превосходят ручные аппараты.
При этом они имеют более сложное устройство и большие габариты, что исключает их использование в условиях дома.
Разновидности машин
Для выполнения контактной сварки своими руками используются машины различных модификаций, а соответственно, и с разным функциональным набором.
Между тем, все они работают по одному и тому же принципу.
При выполнении шовной стыковой или точечной сварки изначально металлические заготовки разогреваются до необходимой температуры при помощи электрического тока.
Видео:
Так как при этом образуется достаточно высокое сопротивление, металлические поверхности раскаляются практически докрасна, после чего происходит их сильное сжатие.
В момент сжатия давлением в кристаллических решетках обоих металлических деталях образуется одновременно несколько мостов, которые способны эффективно удержать стыкуемые между собой заготовки.
Сварочные машины обладают достаточно высокими показателями по мощности, которые способны обеспечить их высокую производительность и качественный сварной шов в месте стыка металлических заготовок.
Существует несколько различных разновидностей приемов, которые используются в сварных машинах для получения качественного соединении.
Выбор того или иного приема зависит, главным образом, от формы и площади разогреваемой рабочей зоны.
Наиболее распространенным технологическим приемом, который используется в сварных машинах для сварки арматуры и других металлических заготовок, является точечный по методу споттер.
Машина контактной точечной сварки за один свой рабочий проход может формировать одновременно несколько точек, что только увеличивает качество шва.
Есть машины, способные формировать шов рельефного типа.
В этом случае соединение методом споттер производится в некоторых отдельных точках, которые на небольшом расстоянии возвышаются над общей металлической поверхностью.
Можно встретить машины для шовной сварки арматуры и других металлических заготовок методом споттер. В этом случае соединение образуется за счет наплыва друг на друга сразу нескольких точек.
Метод шовной сварки своими руками на сварочной машине напоминает точечный. Различие состоит в используемых для этого электродах, которые имеют форму доскообразных вальцов.
Кроме этого, достаточно часто используют сварочные машины для стыковой сварки методом споттер.
При использовании метода стыковой сварки рабочие плоскости металлических деталей образуют как бы единую точку в месте соединения.
За счет стыковой сварки соединение заготовок производится по всей рабочей площади.
Метод точечной сварки
Используемые машины для точечной сварки своими руками методом споттер могут быть нескольких различных типов, а именно: ручного, стационарного, а также специализированного или подвесного.
Выполнять соединение арматуры или металлических заготовок они могут либо за счет однократного контакта, либо за счет многоточия.
Видео:
Конечно, многоточечная машина контактной сварки имеет более высокий потенциал работы и отличается большим набором самых разных функций, однако и другие станки достаточно производительны.
Аппарат данного типа в обязательном порядке состоит из специального генератора тока, электродов стержневого типа, а также гидравлического привода, который обеспечивает необходимое усилие при соединении разогретых металлических поверхностей.
Многоэлектродная машина может выполнять одновременно несколько соединительных точек на поверхности арматуры и обеспечивать их оптимальное сжатие.
Следует отметить, что наибольшим спросом пользуется многоэлектродная контактная машина, которая способна сформировать одновременно несколько точек на поверхности арматуры или какого-либо другого металла.
При этом для того, чтобы шов получился по-настоящему качественным, необходимо, чтобы она могла генерировать высокую плотность тока.
Такие машины могут выпускаться только стационарного типа, при этом они имеют достаточно высокую производительность при образуемом высокоэффективном сварном соединении.
Станок для стационарной сварки
В некоторых случаях для соединения арматуры, а также многих других материалов из металла своими руками, используют контактные станки стыкового типа.
В этом случае есть определенные ограничения для осуществления стыковки металла, которые заключаются в ограничениях по площади скрепляемых поверхностей, которые не должны превышать двухсот квадратных миллиметров.
Такой аппарат выпускается только в стацион
www.samsvar.ru
Что такое аппарат точечной сварки и чем он отличается?
Время чтения: 6 минут
Многие домашние сварщики думают, что современный сварочный аппарат — это компактный инвертор, который можно повесить на плечо и перевезти куда угодно. Но на самом деле, разнообразие сварочных аппаратов куда больше, чем может показаться на первый взгляд. В мире существует не только ручная дуговая или полуавтоматическая сварка, но и другие технологии. Например, точечная сварка с применением специальных аппаратов.

В этом небольшом материале мы подробно объясним, что такое точечная сварка, что такое аппарат для точечной сварки и какие у него могут быть достоинства и недостатки. Вы также узнаете, в каких сферах применяется эта технология и можно ли сделать аппарат для точечной сварки своими руками.
Содержание статьи
Пару слов о технологии
Точечная сварка — это сварочная технология, суть которой заключается в применении тока высокой частоты. Является разновидностью контактной сварки. Сварной шов представляет собой множество так называемых сварных точек. Сварная точка формируется в тот момент, когда детали фиксируют между двумя специальными электродами.
Читайте также: Электроды для контактной сварки
Электроды с усилием сжимают металл снизу и сверху. При сжатии одновременно пропуская сварочный ток. Именно он плавит металл, а электроды при этом сжимают детали, подобно прессу, формируя сварную точку. Чтобы выполнить данную технологию, необходимо специальное оборудование для точечной сварки. Это может быть как компактный аппарат контактной точечной сварки, так и стационарный аппарат точечной сварки, предназначенный для промышленного использования. В целом, данная технология успешно применяется во многих сферах. В том числе, в быту.
Разнообразие аппаратов для точечной сварки
Все аппараты можно условно разделить на три категории: промышленные, профессиональные и бытовые. Промышленные аппараты используются исключительно на производстве, где необходимо в больших объемах сваривать детали из различных металлов без ограничений по толщине. Такие модели обычно стационарны и громоздки. Яркий пример — машина контактной точечной сварки МТ модели 1928.

Профессиональные модели используются для контактной точечной сварки на выезде, например. Такие аппараты намного компактнее промышленных, их можно перевозить в авто и оказывать частные услуги. Например, сварить профильные трубы на стройплощадке.
Также возможно применение точечной сваркой в бытовых условиях. Для этого применяются либо маломощные покупные аппараты, либо самодельные. Да, точечная сварка из подручных материалов вполне возможна. И она неплохо справляется с мелким ремонтом.
Достоинства и недостатки
Точечная сварка, как и любая другая технология, обладает своими преимуществами и недостатками. Предлагаем ознакомиться с ними подробнее.
О хорошем
Первое неоспоримое достоинство технологии точечной сварки — это скорость формирования шва. Простейшая стационарная машина сварочная одноточечная способна сформировать несколько сотен сварных точек за одну минуту. Ни один человек не способен так быстро сваривать детали, как аппарат для точечной сварки. Соединение формируется быстро и качественно, даже если толщина металла достигает 20 мм. Это преимущество давно оценили автоконцерны. Так что этот тип сварки широко применяется при автомобильном производстве и ремонте.
Еще одно преимущество — дешевизна сварочного процесса. Да, промышленный (и даже профессиональный) аппарат стоит недешево. Но для его работы достаточно стабильного подключения к электричеству и пары специальных металлических электродов, которые не нуждаются в частой замене. К тому же, контактная сварка не требует от мастера высокой квалификации. Не нужно поджигать дугу, вести шов и следить за расходом комплектующих.

Из-за этой особенности точечная сварка широко применяется в конвейерном производстве. Там она более чем эффективна и позволяет выполнять сварку с минимальными финансовыми затратами. При этом аппарат для точечной сварки не потребляет много электроэнергии, поскольку сама сварка выполняется очень быстро.
Еще один плюс — универсальность и простота технологии. Оборудование для контактной сварки способно варить любой металл (в том числе цветной) толщиной до 2 сантиметров, без потери качества. Все, что необходимо для качественного результата — это правильно настроить аппарат.
О плохом
Теперь о недостатках. А они тоже есть, и могут быть вполне существенными.
Точечная сварка хоть и производительна, но ее мощностей может быть недостаточно для сварки толстых металлов. Большинство аппаратов могут справиться с деталями толщиной до 20 мм, но не более. При сварке более толстых деталей сварная точка получается недостаточно качественной и ее можно легко разрушить.
В некоторых случаях станок точечной сварки может занимать слишком много места. Но в основном это касается промышленных моделей, та же машина контактной сварки МТ модели 1928, которую мы уже упоминали. Но этот недостаток справедлив только по отношению к стационарным аппаратам. Бытовые модели компактны.
Читайте также: Особенности точечной сварки
Также учтите, что соединения, получаемые точечным способом, не самые эстетичные. Они не вряд ли вы когда-нибудь видели художественную сварку, выполненную точечным методом. Эту технологию применяют для деталей, которые будут скрыты от глаза. Те же кузова авто. Зато точечная технология хороша при сварке временных швов.
Последний минус — это потенциальная опасность для сварщика. Многие, наблюдая за точечной сваркой, думают, что эта технология безопаснее, чем ручная дуговая или сварка в среде газов. Но это не так. В процессе работы сварщик имеет дело с большими значениями сварочного тока, и это может быть опасно для здоровья и жизни. Неопытный мастер может легко придавить пальцы точечным аппаратом, получить ожог или потерять зрение. Поэтому не пренебрегайте защитной экипировкой и соблюдайте технику безопасности, чтобы избежать фатальных последствий.
Вместо заключения
Точечная сварка — одна из самых интересных технологий. Она позволяет получить качественные долговечные соединения без применения сварочных плавящихся электродов, проволоки, газа и флюса. Все, что необходимо — это аппарат, способный генерировать ток высокой частоты. Этого достаточно для плавления металла и образования сварного соединения.
При этом точечную сварку можно собрать своими руками из сварочного аппарата типа инвертор (справедливости ради, из старого сварочного инвертора можно в принципе собрать множество разных сварочных аппаратов). Для сборки точечной сварки еще придется докупить некоторые мелочи, например, контроллер точечной сварки. И в итоге вы получите полноценный сварочный аппарат, который может стать помощником в быту.
svarkaed.ru
МАШИНА КОНТАКТНОЙ СВАРКИ [стыковой, точечной]
Очень часто на крупных производствах установлены специальные [машины контактной сварки], работа которых основана на принципах самой обыкновенной сварки, но в данном случае рабочий процесс производится под определенным давлением.
Ручной универсальный прибор контактной сварки представляет собой достаточно мобильное устройство, которое используется, в том числе, и в условиях дома.
В свою очередь, машина для выполнения контактной сварки представляет собой достаточно громоздкий станок, который нашел широкое применение в самых разных сферах промышленности.
Данный агрегат используется для сварки своими руками арматуры, различных металлических деталей, а также многих других материалов из металла.

Данные машины выпускаются отдельно для шовной стыковой сварки и точечной. Несмотря на относительную схожесть агрегатов двух типов — стыковой и точечной сварки, между ними есть ряд существенных различий.
Основной принцип работы машины, предназначенной для контактной стыковой сварки арматуры и других металлических заготовок, заключается в выполнении шовной сварки под определенным давлением.
Выполнять сварочные соединения своими руками на сварочных машинах достаточно просто, притом, что ее производительность в несколько раз выше, чем у ручной контактной сварки.
Получаемое сварное соединение имеет аккуратный вид и обладает высоким качеством.
Основные понятия
Машины для сварки используются как для стыковой шовной сварки, так и для точечной по принципу споттер.
Рабочий процесс такой универсальной машины состоит в том, что за счет образуемого давления, непосредственно в месте крепления материалов образуется мост между кристаллическими решетками стыкуемых заготовок.
Существует несколько различных стыковых приемов, которые способны активировать образование данных мостов.
В первую очередь, их сформировать можно за счет ультразвукового воздействия, которое преобразуется в колебания механического типа, после чего производится сильное сжатие скрепляемых деталей.
Кроме этого, формирование такого моста можно добиться за счет трения поверхностей заготовок друг о друга и после того, как они хорошо разогреются с определенным усилием, их сдавливают между собой.
Объединить кристаллические решетки между заготовками можно и при помощи сдавливания, которое вызовет пластическую деформацию рабочих поверхностей.
Видео:
Образование моста происходит и при нагревании заготовок при помощи газовой горелки и последующим их сжатием между собой.
В машинах, предназначенных для контактной сварки, образование моста происходит путем разогрева рабочих зон электрическим током и последующим их сильным сдавливанием, так называемый метод споттер.
Все сварочные машины, которые предназначены для выполнения контактной сварки своими руками методом споттер, для разогрева поверхностей двух различных металлических заготовок используют электрический ток.
После того как детали нагреются до заданной температуры, происходит их опрессовка, вследствие которой и получается сварочный шов высокого качества исполнения.
Данный метод получения сварочного соединения под давлением достаточно широко востребован, так как позволяет выполнять работу с металлическими поверхностями самых разных видов.
Следует отметить и то, что управление процессом шовной сварки на специальной машине производится своими руками со специального пульта.
При этом оператор обязательно должен контролировать весь ход выполняемых работ. По производительности машины для контактной сварки в несколько раз превосходят ручные аппараты.
При этом они имеют более сложное устройство и большие габариты, что исключает их использование в условиях дома.
Разновидности машин
Для выполнения контактной сварки своими руками используются машины различных модификаций, а соответственно, и с разным функциональным набором.
Между тем, все они работают по одному и тому же принципу.
При выполнении шовной стыковой или точечной сварки изначально металлические заготовки разогреваются до необходимой температуры при помощи электрического тока.
Видео:
Так как при этом образуется достаточно высокое сопротивление, металлические поверхности раскаляются практически докрасна, после чего происходит их сильное сжатие.
В момент сжатия давлением в кристаллических решетках обоих металлических деталях образуется одновременно несколько мостов, которые способны эффективно удержать стыкуемые между собой заготовки.
Сварочные машины обладают достаточно высокими показателями по мощности, которые способны обеспечить их высокую производительность и качественный сварной шов в месте стыка металлических заготовок.
Существует несколько различных разновидностей приемов, которые используются в сварных машинах для получения качественного соединении.
Выбор того или иного приема зависит, главным образом, от формы и площади разогреваемой рабочей зоны.
Наиболее распространенным технологическим приемом, который используется в сварных машинах для сварки арматуры и других металлических заготовок, является точечный по методу споттер.
Машина контактной точечной сварки за один свой рабочий проход может формировать одновременно несколько точек, что только увеличивает качество шва.
Есть машины, способные формировать шов рельефного типа.
В этом случае соединение методом споттер производится в некоторых отдельных точках, которые на небольшом расстоянии возвышаются над общей металлической поверхностью.
Можно встретить машины для шовной сварки арматуры и других металлических заготовок методом споттер. В этом случае соединение образуется за счет наплыва друг на друга сразу нескольких точек.
Метод шовной сварки своими руками на сварочной машине напоминает точечный. Различие состоит в используемых для этого электродах, которые имеют форму доскообразных вальцов.
Кроме этого, достаточно часто используют сварочные машины для стыковой сварки методом споттер.
При использовании метода стыковой сварки рабочие плоскости металлических деталей образуют как бы единую точку в месте соединения.
За счет стыковой сварки соединение заготовок производится по всей рабочей площади.
Метод точечной сварки
Используемые машины для точечной сварки своими руками методом споттер могут быть нескольких различных типов, а именно: ручного, стационарного, а также специализированного или подвесного.
Выполнять соединение арматуры или металлических заготовок они могут либо за счет однократного контакта, либо за счет многоточия.
Видео:
Конечно, многоточечная машина контактной сварки имеет более высокий потенциал работы и отличается большим набором самых разных функций, однако и другие станки достаточно производительны.
Аппарат данного типа в обязательном порядке состоит из специального генератора тока, электродов стержневого типа, а также гидравлического привода, который обеспечивает необходимое усилие при соединении разогретых металлических поверхностей.
Многоэлектродная машина может выполнять одновременно несколько соединительных точек на поверхности арматуры и обеспечивать их оптимальное сжатие.
Следует отметить, что наибольшим спросом пользуется многоэлектродная контактная машина, которая способна сформировать одновременно несколько точек на поверхности арматуры или какого-либо другого металла.
При этом для того, чтобы шов получился по-настоящему качественным, необходимо, чтобы она могла генерировать высокую плотность тока.
Такие машины могут выпускаться только стационарного типа, при этом они имеют достаточно высокую производительность при образуемом высокоэффективном сварном соединении.
Станок для стационарной сварки
В некоторых случаях для соединения арматуры, а также многих других материалов из металла своими руками, используют контактные станки стыкового типа.
В этом случае есть определенные ограничения для осуществления стыковки металла, которые заключаются в ограничениях по площади скрепляемых поверхностей, которые не должны превышать двухсот квадратных миллиметров.
Такой аппарат выпускается только в стационарном исполнении и обязательно состоит из специальных фиксаторов, блока центрирования, а также генератора тока и гидравлического пресса, способного обеспечить необходимое прижимное усилие рабочих металлических поверхностей.
В аппаратах данного класса должен обязательно использоваться такой трансформатор, который сможет обеспечить огромную силу тока.
Управление станком этого класса осуществляется вручную при помощи специальной панели.
Видео:
Специальные контактные станки в наше время выпускаются в самых разных модификациях и способны обеспечить максимально эффективное соединение металлических поверхностей.
Данные устройства имеют преимущественно стационарное исполнение.
Их основной принцип действия заключается в сильном сжатии нагретых до заданной температуры металлических поверхностей самых разных видов.
Данные станки отличаются высокой производительностью и достаточно простым принципом управления, освоить который сможет каждый.
Сделать аппарат контактной сварки своими руками достаточно просто. Об этом вы сможете прочитать на нашем сайте.
rezhemmetall.ru
аппарат контактной сварки своими руками из микроволновки
Точечная сварка является одной из самых распространённых в быту. Она позволяет осуществлять соединение металлических деталей быстро и надежно, и для этого нет необходимости во владении какими-либо особыми навыками сварщика.
Еще одним ее важным преимуществом является несложное оборудование, которое вполне реально сделать самостоятельно. Учитывая достаточно высокую стоимость подобных агрегатов, вопрос самостоятельного изготовления данного прибора становится весьма актуальным.
Суть технологии
Принцип работы контактной сварки основан на нагреве металла до температуры плавления посредством пропускания через него кратковременного импульса тока достаточно высокой силы. Длительность такого импульса составляет от сотой до десятой секунды, время выбирается на основе параметров металла.
Под действием тока детали нагреваются и расплавляются. Между ними формируется жидкое ядро. До того момента, пока оно не застынет, поверхности заготовок следует удерживать под давлением. В результате кристаллизации ядра происходит локальное соединение двух изделий.
Давление необходимо прикладывать, чтобы во время протекания тока по периметру области локального расплавления металла сформировался уплотняющий пояс, не позволяющий расплаву вытечь за пределы свариваемой области.

Аппарат для точечной сварки.
Получить качественное и надежное соединение заготовок возможно только после правильной предварительной обработки деталей. Важно удалить с поверхности окислы и области, подвергшиеся коррозии.
В задачах, требующих качественного соединение деталей толщиной от одного до полутора миллиметров, применяется конденсаторное оборудование для контактной сварки.
Принцип работы подобных аппаратов основывается на следующем: блок конденсаторов заряжается током небольшой силы. Затем осуществляется разряд конденсаторов. Полученной силы импульса оказывается достаточно для обеспечения требуемого режима сварки.
Сварочный аппарат для сварки подобного типа широко используется в задачах, требующих соединения миниатюрных изделий, например, в радиотехнике и электронике.
Стоит отметить также такое преимущество данного устройства, как простота изготовления. Сделать споттер из сварочного трансформатора под силу любому человеку. А достать необходимые детали проще простого. Например, сварка может быть сделана своими руками из микроволновки.
Даже если данного предмета кухонного оборудования нет в наличии, то приобрести указанную технику на вторичном рынке не составит труда. В нашем случае в микроволновке ценность представляет только трансформатор, поэтому необходимо рассматривать неработающие варианты техники. Она обойдется существенно дешевле.
Конструкции устройства
Ранее уже было сказано о том, что точечная сварка своими руками может быть собрана любым мастером. На данный момент в интернете существует большое количество примеров, посвященных изготовлению подобного оборудования.
Сварка, сделанная своими руками, позволит решить большое количество задач, связанных с ремонтом и изготовлением различных изделий и механизмов. Данное устройство будет незаменимым практически в любой мастерской или в гараже.
Самым важным является такой факт: сделать агрегат своими руками из сварочного устройства не составит труда. В результате, при наличии этого прибора создание качественных и надежных соединений разнообразных металлических изделий станет обычным делом.
В зависимости от особенностей характеристик свариваемых заготовок, таких как их размеры, теплопроводность и т.д., процесс сварки должен осуществляться со следующими параметрами:
- напряжение силовой цепи составляет от одного до десяти вольт;
- время процесса должно длиться от 0.01 до нескольких секунд;
- ток сварочного импульса превышает тысячу ампер;
- зона расплавления поверхности деталей минимальна;
- давление, прикладываемое к месту сварки, должно достигать десятков, а иногда и сотен килограмм.
Достаточно соблюдать все вышеперечисленные параметры, и тогда качество соединения не вызовет никаких сомнений. Сделать контактную сварку своими руками можно в соответствии с одной из схем, представленной в интернете.

Электрическая схема сварочного аппарата.
Самым распространенным вариантом является сварка из микроволновки. Это связано с тем, что достать данный прибор в наше время не составит труда. А сам процесс сборки достаточно прост и потребует лишь тщательного следования инструкции.
Также распространенными являются устройства на основе лабораторных автотрансформаторов, инверторов и т.п.
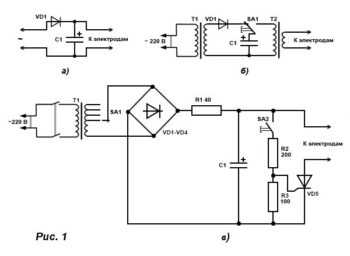
Давайте рассмотрим на одном из вариантов, как сделать точечную сварку.
В этих целях нам понадобятся:
- элемент переменного сопротивления, номиналом 100 Ом;
- конденсатор емкостью тысяча микрофарад, рассчитанный на напряжение не меньше 25 В;
- тиристор;
- диоды;
- плавкий предохранитель на пять ампер.
Чертежи
Cварка контактного типа своими руками может изготавливаться только в случае правильного выбора чертежа. Тут следует отдавать предпочтение наиболее простым схемам с наименьшим количеством узлов и деталей.
Стоит иметь в виду: сварка, изготовленная своими руками, не обладает слишком высокой мощностью. Однако ее вполне достаточно в выполнении практически всех бытовых задач, возникающих при работе на даче, в мастерской или в гараже.
Перед тем, как разбираться со сборкой подобного устройства, следует вспомнить школьный курс физики, а именно закон Джоуля-Ленца. Суть закона заключается в следующем: ток, проходящий по проводнику, создает тепловую энергию. Ее величина пропорциональна сопротивлению, времени и квадрату тока.
Вывод из приведенного выше закона заключается в следующем: если ток большой, например, порядка тысячи ампер, то в случае плохого контакта и использования тонких проводов расход энергии станет слишком большим и в несколько тысяч раз превысит расход, соответствующий току в десять ампер.
В связи с этим качество собранной электрической цепи является очень важным.
Необходимые детали
Чтобы собрать аппарат для точечной сварки своими руками, следует позаботиться о наличии определенных деталей. Подобный прибор, сделанный в бытовых условиях, может иметь любую форму и габариты. Существует два основных типа реализации агрегата: в виде переносной конструкции или в виде крупногабаритного стационарного варианта.
Наиболее практичной является настольная контактная точечная сварка. Она прекрасно справится с простейшими задачами соединения тонколистового металла. Также ее можно без труда транспортировать или же просто перемещать по мастерской.

Процессы во время точечной сварки.
Итак, нам понадобятся:
- трансформатор, который можно сделать своими руками из запчастей микроволновки, также отличным вариантом является ЛАТр или трансформатор из телевизора;
- кабель сечением от десяти миллиметров;
- медные электроды;
- таймер;
- наконечники;
- болты;
- разнообразные подручные материалы для изготовления корпуса, массы и т.д.
Точечная сварка споттером делается как с использованием готовой схемы, так и на основе чертежей, разработанных самостоятельно. Все необходимые детали покупаются в соответствующих магазинах или же берутся из «донорской техники».
Изготавливая данный аппарат, важно правильно подобрать комплектующие на основе параметров и характеристик трансформатора.
Использовать следует только провода с правильным сечением, соответствующим току, протекающему по ним. Когда контакты выполнены плохо, на них будут большие потери энергии. В результате соединения будут искрить и нагреваться, а процесс сварки станет попросту невозможным.
Процесс сборки трансформатора
Многих интересует вопрос: как правильно сделать сварку из микроволновки?
Итак, чтобы собрать самодельный аппарат точечной сварки, необходим трансформатор. Данный элемент является сердцем устройства и именно от его характеристик будут зависеть параметры прибора в целом. Взять трансформатор для точечной сварки, как уже отмечалось выше, следует из СВЧ.
Любая микроволновая печь оснащается магнетроном, обеспечивающим нужное электромагнитное излучение, необходимое при подогреве еды. Этот узел требует достаточно высокого напряжения.
Трансформатор от микроволновки, подключенный к магнетрону, является повышающим. На его первичной обмотке количество витков меньше, чем на вторичной. Благодаря этому на ней формируется напряжение величиной до двух киловольт. За счет удвоителя эта величина потом умножается в 2 раза.
Необходимо аккуратно и осторожно доставать трансформатор из СВЧ печи. Микроволновку следует разобрать, сняв с нее основу и убрав крепления. В случае изготовления точечной сварки из трансформатора от печи понадобятся только две его составляющие.
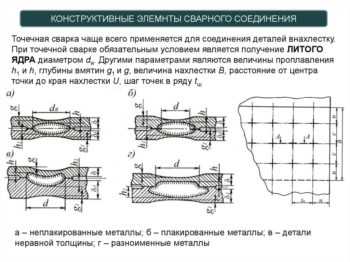
Конструктивные элементы сварного соединения.
Первая – это первичная обмотка, на нее подается напряжение сети, вторая – магнитопровод. Его необходимо усовершенствовать так, чтобы он смог обеспечить необходимые параметры трансформатора.
Вторичная обмотка не понадобится, поэтому ее демонтируют с применением молотка, стамески или зубила. Главное – не повредить первичную намотку. Если при демонтаже будут обнаружены шунты, предназначенные ограничивать ток, то их следует удалить.
В печи СВЧ возможны два варианта реализации магнитопровода: клеевой и сварной. В первом случае удалять обмотку лучше всего с помощью ножовки или стамески. А вот во втором случае ее необходимо высверлить. Выполнять подобные операции следует с максимальной осторожностью и не разрушить магнитопровод.
После того как трансформатор извлечен из микроволновки, нужно намотать вторичную обмотку. В этих целях отлично подойдет провод диаметром не менее одного сантиметра. В случае когда в хозяйстве такого не имеется, его придется приобрести.
Покупать цельный одножильный провод не обязательно, можно обойтись и пучком из нескольких отдельных проводов, общим диаметром соответствующим необходимому. После того, как вторичная обмотка будет готова, получившийся модернизированный трансформатор обеспечит ток до тысячи ампер.
Этой величины вполне достаточно, чтобы аппарат, сделанный своими руками позволил без проблем осуществлять соединение мелких деталей, ремонт кузовных работ и многое другое.
При необходимости изготовить более мощное устройство параметров одного трансформатора может и не хватить. В таком случае можно использовать два таких элемента.
В подобном типе сварки на выходе необходимо получить 2 В, что позволит обеспечить ток более восьмисот ампер. Достичь такого результата возможно, если намотать на сердечник вторичной обмотки два-три витка.
Формирование необходимого количества витков может вызвать определённые трудности, если изоляция у провода слишком толстая. Решается эта проблема достаточно просто: изоляция с провода снимается и вместо нее делается другая с помощью тканевой изоленты.
Важным является наименьшая длина провода, используемого во вторичной намотке. Это необходимо для максимального уменьшения электросопротивления.
В случае необходимости сваривания металлических заготовок толщиной более пяти миллиметров понадобится устройство, обладающее большой мощностью. В изготовлении подобного прибора следует использовать два трансформатора, соединенных в одну электрическую цепь.
В данном вопросе важно соблюдать все правила такого соединения. Ошибка в подключении и неправильная сборка приведут не только к неработоспособности аппарата, но и к короткому замыканию.
После соединения одноименных выводов, замеряется ток, формируемый обмотками. Обычно подобные устройства способны обеспечивать силу тока на уровне двух тысяч ампер. Если данную величину превысить, тогда могут произойти сбои в электрической цепи не только вашего дома, но и у соседей.
Итак, каких результатов можно достичь, в случае соединения между собой двух трансформаторов, одинаковых по мощности и параметрам?
Допустим имеется два идентичных устройства мощностью полкиловатта, величина входного напряжения соответствует значению сети и составляет 220 В, а на выходе трансформатор выдает два вольта и обеспечивает ток в 250 ампер.
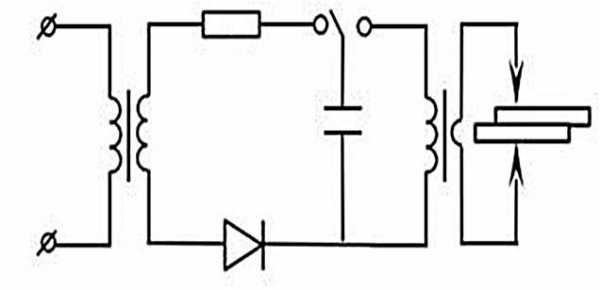
Схема конденсаторной точечной сварки.
Если два таких устройства последовательно соединить между собой, тогда они смогут обеспечить силу номинального тока в пятьсот ампер. Тем не менее при его формировании будут происходить существенные потери, обусловленные значительным электросопротивлением цепи.
К обоим концам обмотки в последствии подключаются самодельные клещи для контактной сварки.
Если имеется в наличии 2 трансформатора с достаточно высокой мощностью, однако их выходного напряжения все же не хватает, тогда их вторичные намотки последовательно соединяются друг с другом.
В данном случае существенным моментом является количество витков, намотанных на обе обмотки. Подобный способ оказывается особенно полезным, когда домотать витки просто невозможно в следствие недостаточного размера магнитопровода.
Осуществляя подобное соединение, важно внимательно проследить за согласованным направлением витков на обмотках, соединенных между собой. В противном случае выходное напряжение с двух намоток будет находиться в противоположных фазах. После суммирования оно будет равняться нулю.
Если выводы трансформаторов не промаркированы, тогда следует определить, какие из них являются одноименными и соединить их между собой. Решается данная проблема следующим образом: вторичные и первичные обмотки трансформаторов соединяются последовательно и на вход подается напряжение, а к выходу подключается вольтметр.
В зависимости от подключения устройств, вольтметр либо покажет какое-нибудь число, либо не будет показывать ничего. Первый случай реализуется, когда в цепи соединения есть разные выводы.
Данное соединение является неправильным. В подобном случае в обмотках будут происходить следующие процессы: поступающее на вход устройства напряжение уменьшится в два раза на каждой из первичных обмоток, так как они обладают одинаковым коэффициентом трансформации.
В результате вольтметр, установленный на выходе, покажет удвоенное значение входного напряжения.
Во втором случае, когда вольтметр показывает 0, реализуется следующая ситуация: напряжения, выходящие с обмоток каждого подключенного в цепь трансформатора, равны по величине между собой. Однако знаки напряжений будут различны, а значит, они компенсируют друг друга.
Электроды
Сварка споттером оснащается медными клещами. Они, в последствии, будут использоваться в соединении металлических заготовок между собой.
Электроды для точечной сварки могут иметь несколько вариантов конструкции. Они устанавливаются непосредственно в сам корпус аппарата, или же реализуется выносное приспособление в виде ножниц.
Более простым вариантом в случае самостоятельного изготовления аппарата контактной сварки являются вмонтированные в корпус электроды. Недостатком конструкции является незначительное прижимное давление, соответствующее усилию сварщика, в случае если не будет наращено расстояние от прибора до конца клещей.
Выносные электроды более просты в использовании. Ими можно воспользоваться даже на некотором удалении от точечного сварочного устройства. Давление создаваемое с помощью указанной конструкции зависит от длины рычага между подвижным соединением и концами клещей.
Очень важно подвижное соединение хорошо заизолировать. В этих целях используются текстолитовые втулки и шайбы.
Вопрос, связанный с длинной рычага, следует продумать заранее, еще на этапе изготовления клещей. Аппараты сварки, как уже отмечалось выше, во время сваривания требуют, чтобы к металлическим заготовкам прикладывались значительные сжимающие усилия.
Устройство аппарата точечной сварки.
Еще одним важным моментом является длина ручек. Она определяет максимальное расстояние от края свариваемых деталей до места соединения.
Обычно самым распространенным материалом, из которого делаются электроды, является медь, однако возможно использование и бериллиевой бронзу. В качестве простого и уже готового варианта отлично подойдут жала паяльника. Важным является диаметр клещей, величиной не менее диаметра проводов, подводимых к ним.
В то же время кончики электродов делаются маленькими, практически острыми. Это позволит получать ядра достаточно высокого качества.
Стоит также не забывать и о процессах деградации. Со временем электроды могут изнашиваться. В данном случае их придется иногда подтачивать. Тем не менее рано или поздно электроды придется все же заменить.
Если использовать в качестве материала электродов медные прутки, тогда их замена не вызовет особых трудностей. С другой стороны более качественный результат сварки достигается в случае применения жал от профессиональных паяльников, но их цена более высока, чем у простых прутков.
Какой вариант исполнения выбрать, каждый решает самостоятельно. Все зависит от того, какие задачи предстоит решать с помощью данного устройства, а также от финансовых возможностей человека.
Не стоит забывать, в проводах, в любом случае, будут происходить потери электроэнергии на нагрев, ведь любой проводник имеет сопротивление.
Выше уже упоминалось о принципе работы сварочного прибора и было рассказано о законе Джоуля-Ленца. Он применим и в случае простых проводников, так как их сопротивление не равно нулю. Это значит, что при протекании тока по медным проводам будет происходить нагрев.
Из выше сказанного следует: длина проводов, соединяющих между собой электроды и устройство, должна быть минимальной. Только в таком случае удастся реализовать потенциал агрегата в полной мере.
Управление
Чтобы сделать из сварочного аппарата удобное в работе приспособление, необходимо позаботиться об управлении. Его выполнение не отличается слишком высокой сложностью. В этих целях понадобятся всего два основных элемента: рычаг и выключатель.
Как видите, схема управления в обычной самодельной точечной сварке не требует наличия каких-либо сложных деталей или их покупки. Ведь с большой долей вероятности они и так есть в хозяйстве практически любого мастера.
Роль рычага заключается в обеспечении надежного контакта между свариваемыми деталями. Увеличить сжимающую силу данного узла, возможно посредством использования винтовых элементов. Конечно же, данная деталь должна обладать высокой надежностью, иначе самодельная точечная сварка не прослужит долго.
На крупных и ответственных производствах сила сжатия между собой двух соединяемых деталей достигает тысячи килограмм. Точечная сварка в домашних условиях, предназначенная для выполнения нерегулярных работ, не требует промышленных нагрузок.
Обычно в быту оказывается достаточным и давление в тридцать килограмм. Его способен обеспечить сварщик и самостоятельно, однако увеличение длины рычага существенно упростит данную задачу.
Чертеж точечной сварки металлических изделий.
Если говорить более конкретно, то длины рукояти в 60 сантиметров вполне достаточно. Подобный рычаг способен увеличивать прикладываемую к его плечу силу приблизительно в десять раз. В результате, чтобы достичь усилия в 30 килограмм, достаточно давить на плечо с силой эквивалентной в 3 кг.
Выключатель споттера контактной сварки подключается непосредственно к трансформатору. Соединение необходимо осуществлять с первичной обмоткой, где сила тока незначительно.
Если соединить его с вторичной намоткой, то он не только увеличит потери за счет создания дополнительного сопротивления, но и намертво сварится с выводами сварочного трансформатора.
Очень удобной является конструкция с расположением выключателя непосредственно на рукояти рычага. Подобный вариант позволяет оставить одну руку свободной, что упростит задачу поддержания свариваемых деталей.
Стоит учитывать также нагрев, которому подвергается самодельный споттер из сварочного трансформатора. В связи с этим необходимо предусмотреть систему охлаждения. Для ее реализации подойдет простой вентилятор.
Кроме того, следует делать небольшие перерывы в работе, чтобы аппарат контактной сварки не перегревался. Следить за продолжительностью сваривания изделий следует визуально, или же использовать в этих целях контроллер.
В случае кратковременных операций, например, сваривании проволоки, о нагреве не стоит беспокоиться. А вот в более длительных процессах данный момент является крайне важным и о нем нельзя забывать.
Самодельное устройство для сварки
Аппарат для контактной сварки относится к незаменимым устройствам. Подобные агрегаты должны находиться на «вооружении» у каждого мастера. В гараже, на даче, в мастерской и даже дома подобным агрегатам всегда найдется применение.
Аппарат контактной сварки стоит достаточно дорого, поэтому его изготовление выглядит весьма привлекательно. Во-первых, данным устройством в будущем можно гордиться и хвастаться. Во-вторых, самодельная ручная контактная сварка стоит значительно дешевле.
Важным также является тот факт, что собрать самостоятельно подобное устройство вполне реально из подручных материалов, что еще больше удешевит стоимость агрегата. Кроме того, сборка не отличается высокой сложностью и с ней справится практически любой человек. В этом деле важно строго следовать инструкции.

Принципиальная схема аппарата точечной сварки.
Стоит отметить следующее: задача изготовления значительно упрощается, если делать споттер из сварочного аппарата, вышедшего из стоя. В данном случае будут практически все необходимые детали. В результате сборка нового агрегата не вызовет никаких затруднений.
Еще одним распространенным способом является создание аппарата на основе СВЧ печи. В этом случае главное правильно соблюдать подсоединение трансформаторов, особенно если их несколько.
Достаточно разобраться с принципиальной схемой контактной сварки, а также понять принципы ее работы, чтобы суметь изготовить прибор не только по готовым чертежам, но и по собственным. В последнем случае появляется возможность создания оборудования, полностью удовлетворяющего все требования мастера.
При должном подходе получится сделать сварку лучше моделей, продаваемых в магазинах. Это связано с тем, что в собственном изделии будут учтены многие параметры, важные мастеру. Речь идет и о конструкции клещей, и о размерах корпуса, а также о мощности и массе аппарата.
В домашних условиях контактная сварка применяется для сварки авто, металлических листов, проводов, мелкой бытовой техники и многого другого.
Итог
Сварка, сделанная своими руками из инвертора сварочного аппарата – отличная альтернатива приобретению дорогостоящих устройств. Ее может сделать каждый по одной из готовых схем, доступных в интернете. Кроме того, не потребуется покупка дорогостоящих деталей, ведь большинство из них можно взять из «донорской» техники.
tutsvarka.ru
что это такое? Статья для новичков
Время чтения: 6 минут
На данный момент существует множество сварочных технологий, каждая из которых хороша по-своему. В каких-то ситуациях вам будет достаточно ручной дуговой сварки, а в каких-то понадобится помощью полуавтомата. Однако, все это относится к ручному труду, который малоприменим в условиях конвейера. Крупным заводам необходимо масштабное производство. И в таких ситуациях спасают машины для контактной сварки.

Современные станки контактной сварки способны формировать до нескольких сотен сварных точек в минуту. Такого результата просто невозможно добиться при ручном труде. Благодаря этой особенности, машины прижились на крупных предприятиях, где изготавливается большое количество продукции. Мастерам так же стоит задуматься, ведь чем больше таких заводов, тем чаще на работу требуется сварщик на машинах контактной сварки.
В этой статье мы напомним, что такое контактная сварка и чем она хороша, а также расскажем, что собой представляет машина контактной стыковой сварки.
Содержание статьи
Общая информация
Начнем с определения. Контактная сварка — это технология соединения металлов, которая основа на формировании сварной точки путем одновременного нагрева и деформации металлических деталей. Детали помещаются между двумя металлическими электродами, которые с усилием сжимают заготовки и при этом подогревают площадь соприкосновения с металлом. Формируется сварная точка. Чем больше точек и чем больше их диаметр, тем прочнее соединение.
В начале 2019 года стало известно, что инженеры из немецкого института создали сварочные машины, способные сваривать металл с пластиком. Ранее эта технология была недоступна. Суть сварки заключается в нагреве только металлической детали, которая в свою очередь начинает плавить пластмассовую заготовку. При этом обе детали так же сжимаются, по аналогии с классической контактной сваркой.
Контактная сварка с применением специальных машин применяется в промышленности. Она имеет множество преимуществ при массовом или серийном производстве, поскольку позволяет выпускать большой объем продукции с достойным качеством швов.
Читайте также: Электроды для контактной сварки
Промышленный аппарат контактной сварки (или просто машина) может быть стационарным, передвижным или подвесным. Но чаще всего используются стационарные модели.
Подробнее о сварочных машинах
На сегодняшний день машина контактной сварки — это высококачественное и надежное сварочное оборудование. Оно предназначено для бесперебойной работы и выполнения сварки в больших объемах. Такие аппараты редко выходят из строя, поскольку имеют простой конструктив и сделаны из долговечных материалов. Машины для сварки производят на многих заводах. Отметим заводы СНГ:«Оливер», «Искра» и «КЗЭСО».

Контактный сварочный аппарат способен выполнять любой тип контактной сварки, в том числе точечную сварку и шовную сварку. Также машины контактной сварки без проблем соединяют любые типы металлов, без потери производительности или снижения качества соединений. Лучше всего подобные аппараты справляются с листовым металлом. Большинство сварочных машин автоматизированы, так что сварщику необходимо лишь правильно настроить аппарат и направлять деталь.
Промышленные машины стыковой сварки способны сформировать как прерывистые, так и непрерывные соединения из множества сварных точек. Это очень важно при массовом производстве. Станок контактной сварки прост и понятен в применении. Контактную сварку сможет выполнить даже мастер без опыта. Тем не менее, вакансия сварщика на машине контактной сварки очень востребована. Многие заводы ищут специалистов, которые смогут выполнять большой объем работ быстро и качественно.
Особенности применения
Многие новички ошибочно полагают, что раз при контактной сварке машина сама формирует сварную точку, значит и качество швов всегда будет беспрекословно идеальным. Это не совсем так. Если машина исправна, то она действительно будет выполнять свою работу достойно. Но не только от машины зависит конечный результат.

Чтобы добиться качественного прочного соединения, необходимо правильно подготовить металл под сварку и настроить сам аппарат. С подготовкой все более-менее ясно. Нужно очистить поверхность от коррозии, загрязнений, следов краски и т.д., а также тщательно зачистить металл. А вот с настройкой у многих возникают проблемы.
В этой статье мы не будет подробно рассказывать, как настраивать сварочную машину для контактной сварки, поскольку это тема для отдельной статьи. Скажем лишь, что нужно обращать особое внимание на диаметр сварной точки и глубину проплавления. Эти параметры самые важные. Если вы хотите больше узнать о том, как выбрать параметры для настройки машины, прочтите ГОСТ 15878-79.
Там вы найдете актуальную информацию по данной теме, со всеми формулами и схемами, которые могут понадобиться при расчетах. ГОСТ содержит множество удобных таблиц и дает рекомендации по выбору параметров сварки для всех типов металлов.
Контроль качества
Поскольку сварка машиной не так идеальна, как кажется на первый взгляд, сваренные детали должны подвергаться контролю качества. При контроле чаще всего пользуются неразрушающими методами и визуальным осмотром. Но порой выбранные для контроля образцы приходится разрушать или деформировать, чтобы обнаружить непровары.
Этот дефект слабо выявляется с помощью других методов, в том числе ультразвукового. В целом, непровар — это самый опасный дефект для любой заготовки, сваренной методом контактной сварки.
Вместо заключения
Аппарат для контактной сварки — незаменимый помощник на любом крупном заводе, изготавливающем массовую продукцию. Оборудование для контактной сварки позволяет выполнять большой объем работ без потери качества. При этом предприятие экономит на сотрудниках, расходных материалах и т.д. Не смотря на высокую стоимость самой сварочной машины, она очень быстро окупается.
Также учтите, что сварщик на машинах контактной прессовой сварки необходим многим заводам. Контактная сварка в принципе более безопасная и простая, по сравнению с другими технологиями. При этом подобные специалисты очень ценятся и получают достойную оплату. Задумайтесь об этом.
Мы постарались вкратце рассказать вам о сварочных машинах для контактной сварки. Конечно, мы не затронули многие аспекты (как использовать машину, как ее обслуживать, как соблюдать технику безопасности). Но это темы для отдельного материала. Мы же рассказали об основах, которые могут понадобиться новичку или практикующему мастеру, решившему сменить сферу деятельности. Желаем удачи в работе!
svarkaed.ru
Машины контактной точечной сварки ( точечные машины )
Темы: Контактная сварка, Сварочное оборудование, Схема сварочного …, Точечная сварка.
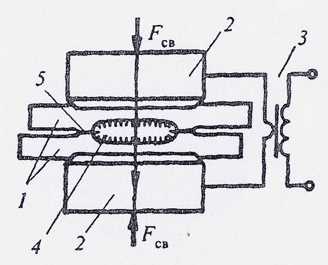
Для расширения технологических возможностей в пневмосхему машин контактной точечной сварки введен редукционный пневмоклапан КР2 (см.Рис.4), регулирующий давление сжатого воздуха в нижней камере пневмоцилиндра сжатия, что позволяет изменять в широком диапазоне силу сжатия электродов и устанавливать различные соотношения между значениями ковочной и сварочной сил.
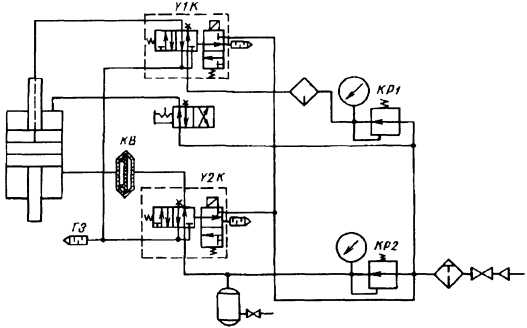
Рис. 4. Принципиальная пневматическая схема контактной машины
Для снижения шума выпуска сжатого воздуха в атмосферу кроме основного глушителя ГЗ из порошкового материала дополнительно установлены глушители Г1 и Г2 на управляющие пневмораспределители Y1K и Y2K.
Рис. 5. Унифицированный пневмопривод усилия сжатия
Для точечных машин общего назначения применяют унифицированные пневмоприводы сжатия на расчетные силы 1900, 2450 и 3100 даН. Пневмоприводы обеспечивают работу машин с переменной силой сжатия по заданной программе, при этом изменение давления может регулироваться в широких пределах во времени и может происходить перед началом сварки, в процессе сварки или после ее окончания.
Рис. 6. Унифицированный диафрагменный пневмопривод усилия сжатия

Пневмопривод (рис. 5) состоит из двух основных частей: трехкамерного пневмоцилиндра и направляющего устройства 5. Ползун связан со штоком нижнего поршня 2 через комплект сферических шайб 3. Регулировка хода ползуна 4 и устранение зазоров производятся регулировкой эксцентриковых осей. Игольчатые подшипники 6 опираются на восемь термообработанных планок 7, закрепленных на ползуне, предотвращающих износ корпуса силуминового ползуна. Сила сжатия определяется разностью давлений сжатого воздуха в камерах А и Б. При выборе сжатого воздуха из камеры Б в атмосферу сила сжатия резко возрастает и определяется только площадью поперечного сечения поршня 2. Тем самым создается полное ковочное усилие. Резкое нарастание ковочной силы обеспечивается выхлопным пневмоклапаном КПВМ-15/25, при этом скорость выброса сжатого воздуха, а следовательно, скорость нарастания силы может регулироваться в определенных пределах игольчатым дросселем, встроенным в корпус пневмоклапана КПВМ-15/25 (см. рис. 4, клапан КВ).
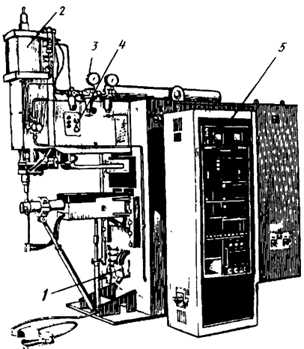
Для мощных контактных машин (в основном, для конденсаторных и постоянного тока) предназначен диафрагменный пневмопривод усилия сжатия (рис. 6). Привод состоит из двух диафрагменных пневмоцилиндров /, направляющего устройства 4, электродвигателя 2 привода установочных перемещений ползуна с зубчатым зацеплением 5. Ползун установлен с возможностью вертикальных перемещений в роликовых направляющих 3, крайние положения которого регистрируются конечными переключателями 7. Установочные вертикальные перемещения ползуна осуществляются вращением винта 6, связанного зубчатой передачей с валом электродвигателя 2. Рабочие перемещения верхнего сварочного электрода осуществляются при подаче сжатого воздуха в полости пневмоцилиндра над диафрагмами. При этом шток, связанный с ползуном 4, перемещается в бронзовых втулках. Точечная машина переменного тока имеет следующие основные конструктивные особенности (рис. 7). На несущем корпусе установлен пневмопривод 9 усилия сжатия, нижний кронштейн 3, элементы 10 пневматического оборудования, системы охлаждения и электрооборудования. Нижний кронштейн 3 опирается на винтовые домкраты / и 2, обеспечивающие возможность плавной регулировки раствора и необходимую дополнительную жесткость кронштейну. Регулировка вылета (расстояния от оси сварочных электродов до передней стенки корпуса) осуществляется с пульта управления 8 перемещением верхнего 6 и нижнего 4 токоведущего хоботов вдоль их продольных осей при отпущенных болтах крепления контактных зажимов. Регулировка раствора (расстояния между верхней плоскостью нижнего токопровода 5 и нижней плоскостью верхнего токоподвода 7) осуществляется перемещением нижнего кронштейна 3 при отпущенных болтах его крепления к корпусу и болтах крепления жесткой медной шины, обеспечивающей контакт нижнего токопровода с колодками. В зависимости от типа применяемого в машинах регулятора цикла сварки он располагается либо на верхнем кронштейне машины, либо на крыше корпуса.
Рис. 7. Точечная машина переменного тока

Описанная выше конструкция машины МТ-4021 характерна для всей гаммы машин точечной контактной сварки переменного тока. Точечная машина постоянного тока вследствие необходимости выпрямления переменного тока во вторичном контуре имеет выпрямительные блоки вентилей, крупногабаритный сварочный трансформатор, электрический шкаф управления и др.
Машины типов МТВ-4801 и МТВ-4802 выполнены в традиционных конструкторских решениях, свойственных машинам точечной контактной сварки переменного тока. Радиальная точечная машина постоянного тока типа МТВР-4801 имеет следующие конструктивные особенности (рис. 8). На корпусе в подшипниках 10 установлена качающаяся балка/с закрепленным на ней верхним токоподводом, состоящим из хобота 5, электрододержателя 6 с электродом и токоведущих шин 8. В задней части балка 7 соединена со штоком привода усилия сжатия, состоящего из диафрагменного пневмоцилиндра и направляющего устройства. Нижняя крышка привода усилия сжатия жестко связана с корпусом электродвигательного привода дополнительного хода верхнего сварочного электрода, обеспечивающего вертикальные поступательные перемещения пневмопривода усилия сжатия с балкой 7. Нижняя электродная часть 2 выполнена традиционно. Внутри корпуса расположены сварочный трансформатор, выпрямительный блок вентилей, тиристорный контактор и другие элементы электрооборудования.
Рис. 8. Точечная машина постоянного тока МТВР-4801

Управление машиной осуществляется с пульта управления, расположенного на выдвижной штанге 9. При необходимости производить сварку в труднодоступных местах в хоботах 4 и 5 предусмотрены отверстия для крепления электрододержателей 3 и 6 под углом 25° к вертикали. Эти отверстия расположены на задних концах хоботов, поэтому перед началом работы их необходимо установить должным образом (отверстиями вперед). Машина комплектуется сменным электрододержателем, который используется при сварке обечаек малого диаметра, а также ножной педалью для управления машиной.
Низкочастотные точечные машины имеют ряд преимуществ, особенно важных при сварке легких сплавов: плавное нарастание и спад импульса сварочного тока низкой частоты (1-8 Гц), сравнительно низкую потребляемую мощность.
Машина контактной точечной сварки типа МТН-7501 (рис. 9) имеет пневмопривод 2 и элементы: вторичного контура, 4 электрооборудования, 3 пневматического оборудования и / системы охлаждения, установленные на корпусе. Управление осуществляется с помощью шкафа 5 ШУ-439, который комплектуется специальным блоком запоминания полярности полуволн и блоком гашения тиристоров, обеспечивающих высокую эксплуатационную надежность низкочастотных машин.
Рис. 9. Низкочастотная точечная машина МТН-7501
Точечные машины конденсаторного типа применяются в основном при сварке легких и цветных сплавов. Машина типа МТК-8502 (рис. 10) имеет достаточно массивный корпус 4, размеры которого во многом определяются размерами сварочного трансформатора. На верхней консоли корпуса установлен диафрагменный пневмопривод 3 с электрододержателем 2 и сварочным электродом /, а на нижней — элементы вторичного контура (шины, хобот, электрододержатель, сварочный электрод). Внутри корпуса расположен сварочный трансформатор, автоматический выключатель и другие элементы электрооборудования. Машина комплектуется двумя конденсаторными шкафами ШК-9, шкафом управления типа ШУ-351, подвесным пультом управления 5 и тремя педальными кнопками.
Подвесные точечные машины предназначены для сварки листовых крупногабаритных изделий в труднодоступных местах, а также пространственных (объемных) конструкций. Машина подвешивается на специальных балансирных коромысловых уравновешивающих устройствах, обеспечивающих необходимую маневренность сварочным клещам.
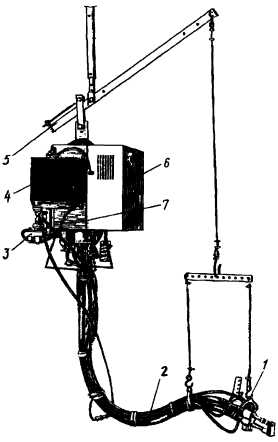
У подвесных машин типов МТП-1110, 1111 и 1409 сварочный трансформатор и клещи расположены отдельно (рис. 11). Подвесная машина типа МТП-1111 (рис. 12) имеет основной блок, состоящий из сварочного трансформатора 7, закрытого двумя кожухами и листом, пневмоаппаратуры 3, регулятора 4 циклов сварки на интегральных микросхемах, элементов 6 электрооборудования, систему охлаждения, сварочные клещи, токоведущие кабели 2 и др. Шарнирная подвеска 5 позволяет поворачивать машину на 360°, изменять положение сварочных клещей по высоте, отбалансировать массу клещей, кабелей и машины.
Рис. 10. Конденсаторная машина МТК-8502

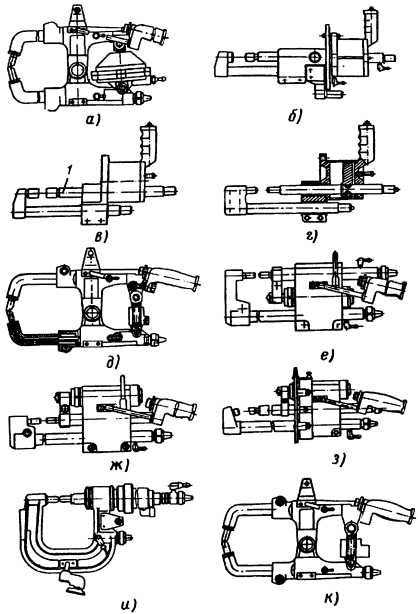
Сварочные клещи типа КТП-8-7 имеют преимущества по сравнению с ранее выпускавшимися клещами: сила сжатия увеличена от 320 до 350 даН, масса снижена от 16 до 6 кг, размеры электрод оде ржателя уменьшены от 100 до 81 мм, а длина увеличена от 55 до 115 мм. Они проще в сборке и при обслуживании. Особенностью конструкции является несоосное расположение штока 1 (см. рис. 11) относительно поршня пневмоцилиндра, причем шток является одновременно и электрододержателем. Электрододержатель изолирован от корпуса втулкой.
Рис. 11. Сварочные клещи подвесных машин серии МТП: а- КТП-8-1; б- КТП-8-6; в – КТП-8-7; г – КТП-8-8; д – КТГ-8-1;*- КТГ-8-2; ж – КТГ-8-3; з КТГ-8-4; и – КТГ-12-3-1; к – КТГ-12-3-2
Другие материалы относящиеся к темам ”
Машины контактной точечной сварки, точечные машины
” :
- < Устройство машин контактной сварки
- Рельефная машина (машина рельефной сварки): конструкция >
weldzone.info
Сварка точечная | Рудетранс
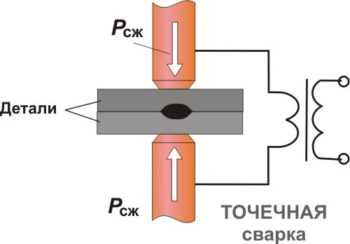
 Основной тип соединения свариваемых деталей при точечной сварке – нахлёсточное (рис. 1).
Основной тип соединения свариваемых деталей при точечной сварке – нахлёсточное (рис. 1).Свариваемые детали 1 (рис. 2) собирают внахлёстку и зажимают усилием FCB между двумя электродами 2, подводящими ток большой силы (до нескольких десятков кА) к месту сварки от источника электрической энергии 3 невысокого напряжения (обычно 3-8 В).
Детали нагреваются кратковременным (0,01-0,5 с) импульсом тока до появления расплавленного металла в зоне контакта 4. Нагрев сопровождается пластической деформацией металла и образованием уплотняющего пояска 5, предохраняющего жидкий металл от выплеска и от взаимодействия с воздухом.
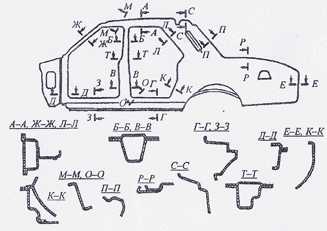
Рис. 1. Схема нахлесточных соединений боковины кузова легкового автомобиля
Теплота, используемая при сварке, зависит от сопротивления между электродами и выделяется при прохождении тока непосредственно в деталях, контактах между ними и контактах деталей с электродами. Сопротивления самих электродов должны быть незначительны, так как выделяющаяся в них теплота не участвует в процессе сварки. Поэтому сечение электродов должно быть относительно большим, а материал электродов – обладать большой электро- и теплопроводностью. Электроды для точечной сварки изготавливают главным образом из меди и её сплавов.
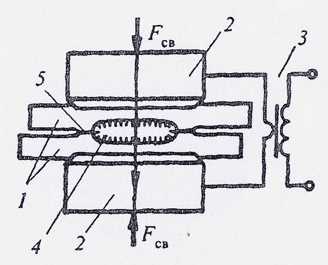
Рис. 2. Схема точечной сварки
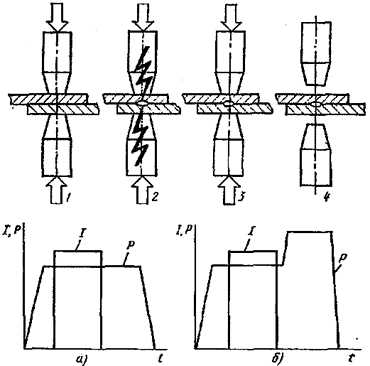
Рис. 3. Стадии цикла и циклограммы точечной сварки: а – без увеличения давления; б – с увеличением давления при проковке; 1 – сжатие деталей; 2 – включение тока; 3 – проковка; 4 – снятие давления с электродов
Перед сваркой контактные поверхности деталей зачищают металлической щеткой, пескоструйной обработкой или травлением и обезжиривают растворителями. Это необходимо для обеспечения стабильного процесса, который зависит от постоянства контактного сопротивления.
Точечная сварка в зависимости от расположения электродов по отношению к свариваемым заготовкам может быть двусторонней (рисунок 3) и односторонней (рисунок 4). При односторонней сварке ток течет через верхний 3 и нижний 4 листы, но нагрев места контакта происходит только за счет тока, протекающего через нижний лист. Для увеличения этого тока снизу располагают токопроводящую медную подкладку 5. Одновременно происходит образование двух точек.
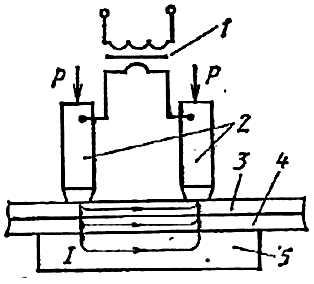
Рис. 4. Схема односторонней точечной сварки: 1 – сварочный трансформатор; 2 – электроды; 3 – верхняя заготовка; 4 – нижняя заготовка; 5 – медная подкладка
Режим точечной сварки может быть мягким и жестким.
Мягкий режим характеризуется плавным нагревом заготовок сравнительно небольшим током. Время протекания тока обычно 0,5 – 3 с. Мягкие режимы применяют для сварки сталей, склонных к закалке.
Жесткие режимы осуществляют при малой продолжительности (0,1 – 1,5 с) тока относительно большой силы. Давление электродов также большое. Эти режимы применяют при сварке алюминиевых и медных сплавов, обладающих высокой теплопроводностью, а также высоколегированных сталей с целью сохранения коррозионной стойкости: на мягких режимах возможно обеднение металла хромом за счет образования карбидов хрома.
Точечную сварку широко используют для изготовления штампосварных конструкций. Толщина свариваемых металлов в среднем составляет 0,5-8 мм. Для осуществления точечной сварки все более широкое использование получают сварочные роботы.
В многоточечных сварочных машинах, предназначенных для изготовления специальных сварных конструкций (элементы кузовов автомобилей, вагонов, различных панелей) одновременно сваривается несколько точек (или несколько десятков точек).
Для осуществления процесса точечной сварки применяют специальные машины контактной сварки (рис. 5), которые в процессе работы выполняют две основные функции – сжатие и нагрев соединяемых деталей. В конструкции любой машины условно можно выделить механическое и электрическое устройства.
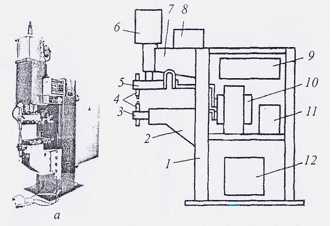
Рис. 5. Общий вид машины точечной сварки (а) и её основные узлы (б)
Основной частью механического устройства машины для точечной сварки (рис. 3, б) служит корпус 1, на котором закреплены нижний кронштейн 2 с нижней консолью 3 и электрододержателем 4 с электродом и верхний кронштейн 7. Нижний кронштейн 2 обычно выполняют переставным или передвижным (плавно) по высоте, что дает возможность регулировать расстояние между консолями в зависимости от формы и размера свариваемых деталей.
На верхнем кронштейне установлен пневмопривод усилия сжатия электродов 6, с которым соединена верхняя консоль 5 с электрододержателем 4. Для управления работой пневмопривода на машине установлена соответствующая пневмоаппаратура 8. Привод усилия может быть также пневмогидравлическим, гидравлическим и др. Корпус, верхний и нижний кронштейны и консоли воспринимают усилие, развиваемое пневмоприводом, и поэтому должны иметь высокую жесткость.
Электрическая часть машины состоит из сварочного трансформатора 10 с переключателем ступеней 11, контактора 12 и блока управления 9. Часто аппаратура управления смонтирована в отдельном шкафу управления. Контактор 12 подключает сварочный трансформатор к электрической питающей сети и отключает его.
Электрическое устройство машины предназначено для обеспечения необходимого цикла нагрева металла в зоне сварки. К электрическому устройству относится также вторичный контур машины, который образуют токоподводы, идущие от трансформатора к свариваемым деталям. Ток от трансформатора через жесткие и гибкие шины подводится к верхней 5 и нижней 3 консолям с электрододержателями 4. Консоли и электрододержатели с электродами участвуют в передаче сварочного тока и усилия и поэтому одновременно являются частями электрического и механического устройств машины.
Все части вторичного контура изготавливают из меди или медных сплавов, имеющих высокую электропроводность. Большинство элементов вторичного контура, сварочный трансформатор и контактор имеют внутреннее водяное охлаждение.
Оборудование для точечной сварки
www.rudetrans.ru