Токарная обработка металла видео: Токарная обработка металла –технология, особенности, видео
alexxlab | 01.05.2023 | 0 | Разное
Токарная обработка металла –технология, особенности, видео
Точение на станках
К
атегория:
Токарное дело
Точение на станках
Далее: Сверлильные и расточные станки
Точение производят на станках токарной группы, а также на расточных, агрегатных и комбинированных станках.
Понятие «точение» объединяет следующие основные виды работ: обтачивание цилиндрических, конических и фасонных поверхностей; обтачивание и подрезание торцовых поверхностей; отрезание; растачивание цилиндрических, конических и фасонных отверстий.
Обтачивание разделяется на черновое и чистовое. При черновом обтачивании снимается значительное количество стружки; нормальный припуск обычно составляет 2—5 мм. В результате чернового обтачивания достигаются 2—7-й классы точности и 1—3-й классы чистоты. Обтачивание производится проходными резцами. Проходные резцы разделяются на обдирочные и чистовые. Обдирочные прямые правые (а) и левые (б), отогнутые правые (в) и левые “(г) используются для чернового обтачивания заготовок. Углы обдирочных резцов и радиус при вершине выбираются такими, чтобы обеспечивались большая стойкость их и возможно более легкое резание.
Углы обдирочных резцов и радиус при вершине выбираются такими, чтобы обеспечивались большая стойкость их и возможно более легкое резание.
Чистовые резцы применяются для отделочной обработки заготовок. Различают чистовые резцы с большим закруглением (д, ё) и широкие резцы (ж). Припуски на чистовое обтачивание (рис. 258, д, е, ж) колеблются в пределах 1—2 мм и менее на сторону. Подача при чистовом обтачивании резцами с закругленной режущей кромкой должна быть небольшой (принимается обычно s = 0,2 мм/об), а при обтачивании широкими резцами может быть большей (s = 3—30 мм!об). В результате чистового обтачивания достигаются 2—4-й классы точности и 4—8-й классы чистоты.
Рис. 1. Шестишпиндельный прутковый автомат
Обтачивание торцовых поверхностей производят обдирочными и чистовыми резцами. При обработке таких поверхностей заготовок, установленных на центры токарных станков, применяют подрезные резцы.
Рис. 2. Токарные резцы и:выполняемые ими операции
Отрезание частей заготовок, а также протачивание кольцевых канавок производятся отрезными резцами (рис.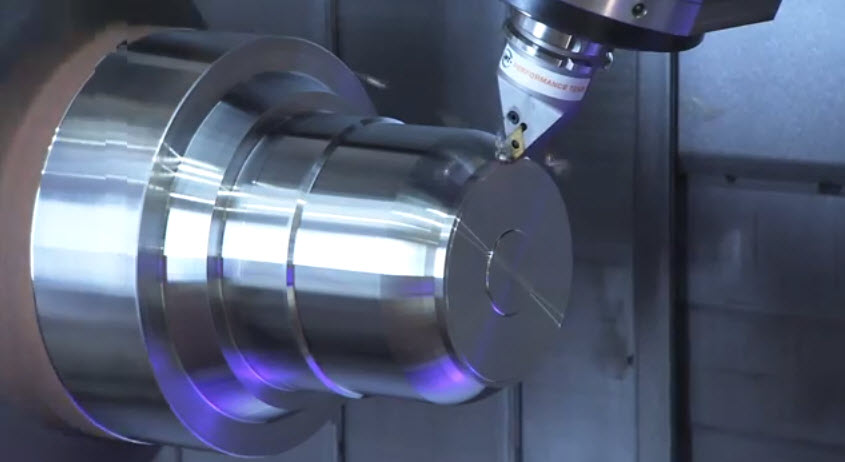 2, к).
2, к).
Растачивание предварительно просверленных или полученных при заготовительных операциях отверстий выполняется обдирочными (рис. 2, л) и чистовыми (с закругленной режущей кромкой) резцами. Расточные резцы для сквозных отверстий (л) имеют главный угол в плане ср меньше 90°; у расточных резцов для глухих отверстий (м) этот угол равен или несколько больше 90°.
Фасонные резцы бывают круглые (н) и призматические (о). К группе фасонных относятся также резьбовые резцы (п, р). Круглые резцы просты в изготовлении и находят широкое применение при обработке наружных и внутренних фасонных профилей. Призматические резцы несколько прочнее круглых, но они могут применяться для обработки только наружных поверхностей. Крепление призматического (о) резца в оправе является надежным. При переточках (которые производятся только по передней поверхности) рабочий профиль как дисковых, так и призматических резцов остается неизменным. Фасонные резцы имеют особенно широкое распространение в массовом и крупносерийном производстве.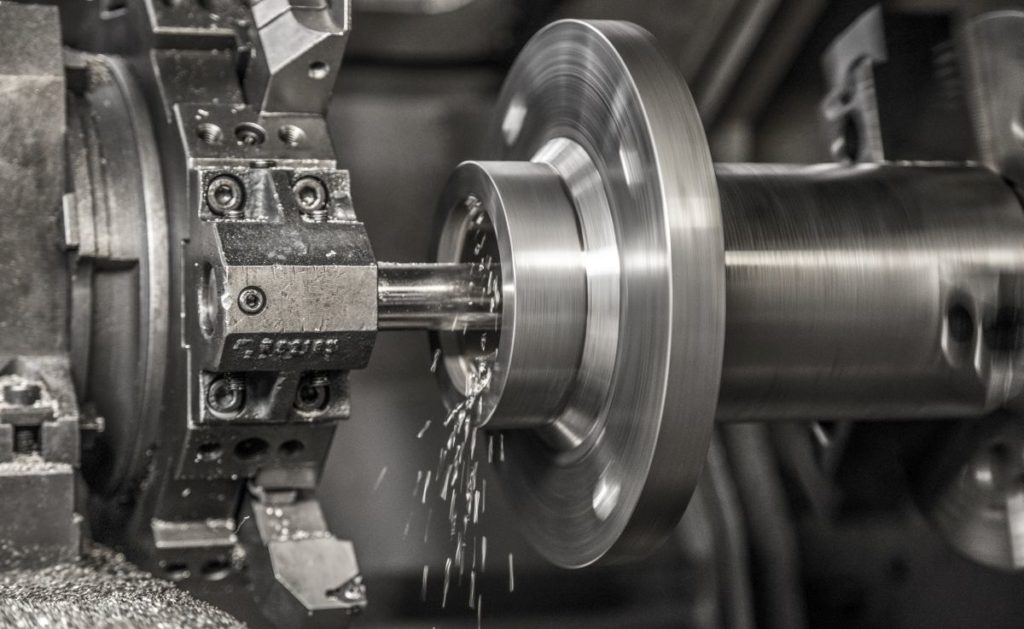 Резьбовые резцы часто делают также круглыми.
Резьбовые резцы часто делают также круглыми.
Обтачивание конических поверхностей может осуществляться широким резцом; при повернутых верхних салазках суппорта; при сдвинутой задней бабке; с использованием копировальной линейки.
Рис. 3. Обтачивание конуса методом поворота верхних салазок
Широким резцом можно обтачивать конические поверхности длиной не более 15 мм.
При обтачивании конических поверхностей методом поворота верхних салазок нижние салазки остаются неподвижными, а подача осуществляется верхними салазками вручную или автоматически (на крупных станках). Длина конуса в этом случае ограничивается длиной хода верхних салазок. Поворотная часть суппорта должна быть повернута на угол а, равный углу наклона образующей конуса к оси конуса.
При сдвинутой задней бабке могут обтачиваться конусы с неболвшими углами а, так как максимальная величина сдвига бабки в поперечном направлении относительно невелика (до 20 мм
Способ обтачивания конусов с помощью копировальной линейки (рис. 4, б) — наиболее универсальный, он обеспечивает возможность получения более высокой точности углов. Тяга постоянно прижимает ползунок к линейке, так как сила Ру стремится оттолкнуть резец (а с ним и.всю верхнюю часть суппорта; от заготовки. Плита прикреплена к станине станка и имеет шкалу для установки линейки под нужным углом.
4, б) — наиболее универсальный, он обеспечивает возможность получения более высокой точности углов. Тяга постоянно прижимает ползунок к линейке, так как сила Ру стремится оттолкнуть резец (а с ним и.всю верхнюю часть суппорта; от заготовки. Плита прикреплена к станине станка и имеет шкалу для установки линейки под нужным углом.
Рис. 4. Обтачивание конуса методом поперечного сдвига задней бабки (а) и с помощью копировальной линейки (б)
Растачивание внутренних конусов можно производить широким резцом, методом поворота верхних салазок и при помощи копировальной линейки с применением соответствующих резцов.
Резцы для скоростной обработки металлов. Оснащение резцов пластинками из металлокерамических твердых сплавов и минерало-керамическими пластинками обеспечивает возможность резкого увеличения производительности труда путем повышения скорости резания.
В настоящее время для скоростного резания широко применяются резцы с фаской и положительными передними углами.
На рис. 5, а показано сечение резца Г. С. Борткевича, а на рис. 5, б — сечение резца П. Б. Быкова. Отрицательные углы по фаске резца способствуют значительному упрочнению режущей кромки. Скорости резания при работе такими резцами принимаются новаторами нередко выше 1000 м/мин.
Другой прогрессивный метод обработки, получивший широкое применение при получистовом обтачивании, — скоростная обработка с большими подачами.
Рис. 5. Резцы Г. Борткевича и П. Быкова
Рис. 6. Резец В. Колесова
Применение этого метода дает высокую производительность, повышает точность и чистоту обрабатываемых поверхностей при одновременном повышении коэффициента использования мощности станков. Токарь-новатор В. А. Колесов предложил метод силового резания (применение больших подач — 3, 5 и даже 30 мм/об) ш металлов для более полного использования мощности сравнительно тихоходных станков, а также при обработке деталей относительно малых диаметров (50—100 мм). Резец В. А. Колесова характерен наличием трех режущих кромок АВ, ВС, и CD, обеспечивающих более благоприятные условия образования стружки. Кромка CD расположена параллельно направлению подачи и имеет длину 1,1—1,2 s, вследствие чего обработанная поверхность не имеет гребешков и является довольно чистой (V5— V6).
Кромка CD расположена параллельно направлению подачи и имеет длину 1,1—1,2 s, вследствие чего обработанная поверхность не имеет гребешков и является довольно чистой (V5— V6).
Из чего изготавливаются резцы?
Для чистового точения характерно снятие стружки малого сечения и повышенные скорости резания, в ходе которых инструмент не должен терять собственной твердости. К тому же, лезвие резца должно обладать достаточной износостойкостью.
В соответствии с вышеперечисленными требованиями, чистовые резцы, которые применяются в работе с чугуном и сталью, изготавливаются из быстрорежущей стали, твердосплавных материалов, минералокерамики. Сегодня все чаще используются керметы, в составе которых, помимо окиси алюминия, присутствуют присадки вольфрама, молибдена, титана и прочих металлов.
Особенности установки резцов
Главное требование, предъявляемое к фиксации детали на станке при чистовом точении – прочность закрепления во избежание смещения обрабатываемого металлоизделия в ходе обработки. Особенно внимательным нужно быть, когда техпроцессом предусмотрена обработка нескольких поверхностей при одном закреплении заготовки, ведь при смещении детали обрабатываемые поверхности могут не совпасть и в итоге изделие будет забраковано.
Особенно внимательным нужно быть, когда техпроцессом предусмотрена обработка нескольких поверхностей при одном закреплении заготовки, ведь при смещении детали обрабатываемые поверхности могут не совпасть и в итоге изделие будет забраковано.
Слишком прочное закрепление детали также не пойдет на пользу. К примеру, если сильно зажать в патроне тонкостенное кольцо, то его форма может измениться. Если чистовые работы следуют сразу за черновым точением цилиндрических поверхностей, то можно избежать изменение формы путем ослабления кулачков патрона перед чистовой мехобработкой.
Инструменты для токарной обработки
Хорошими для токарных работ считаются инструменты из высококачественной стали. Они дорогостоящие, однако прослужат дольше обычных стамесок. Чтобы сэкономить, можно купить отдельно резцы и рукоятки для них. Стандартная длина рукоятки – около 25 см, однако можно использовать и длинные – 30 и 40 см. Такой рукояткой инструмент легче направлять.
Для точения древесины на токарном станке используются такие типы резчицких инструментов:
- полукруглая стамеска подойдет для грубой обработки, с ее помощью заготовке придают цилиндрическую форму;
- полукруглой узкой и веретенообразной стамесками вырезают тонкие желобки поперек волокон;
- долото может быть овального профиля или с прямоугольным срезом и разными углами заострения: им проводят чистовое вытачивание дерева;
- резцы клиновидной и остроугольной формы используют, когда нужно сделать небольшие углубления в заготовке.
 Ими также отделяют готовую деталь от края заготовки. Плоскими резцами выполняют широкие насечки параллельно вертикальной оси заготовки;
Ими также отделяют готовую деталь от края заготовки. Плоскими резцами выполняют широкие насечки параллельно вертикальной оси заготовки; - у опытных мастеров также есть комплект скребков с разной режущей кромкой: заостренной, прямой, закругленной или универсальный скребок со сменными насадками для резания.
Выбор инструмента на мехобработки торцевых поверхностей
Для механообработки торцов зачастую применяются подрезные резцы. Такой инструмент подходит только для точения поверхностей металлоизделий, зафиксированных в патроне передней бабки (задний центр не используется). Вершина инструмента достигает центра обрабатываемого изделия намного позже, чем правый конец режущей кромки.
При закреплении детали только в патроне ее торцевую поверхность можно обрабатывать проходными прямыми резцами. Для этого инструмент устанавливается в специальном держателе для резцов параллельно линии центров.
Подрезные резцы могут быть правыми и левыми. Первый вариант подходит для точения торцов.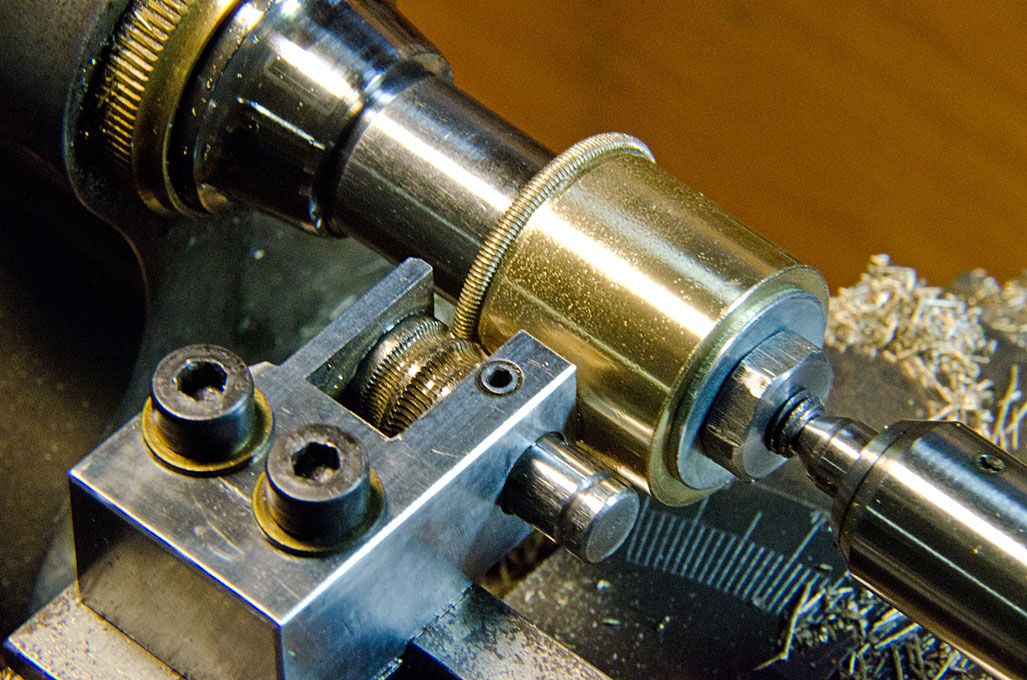 Более того, им можно обтачивать различные уступы, расположенные по направлению к задней бабке. Что касается обработки уступов, расположенных по направлению к передней бабке, то здесь больше подойдет левый подрезной резец.
Более того, им можно обтачивать различные уступы, расположенные по направлению к задней бабке. Что касается обработки уступов, расположенных по направлению к передней бабке, то здесь больше подойдет левый подрезной резец.
Инструмент для мехобработки торцов оснащается твердосплавными и стальными пластинами. Характерной особенностью подрезных и проходных резцов является идентичная форма передней поверхности.
Перейти к списку статей >>
Заготовки для токарной обработки
Для токарной обработки не используют мягкую слоистую древесину, поскольку она будет раскалываться на слои, и получить гладкую поверхность при обтачивании не получится.
Мягкими считаются хвойные породы дерева.
Большинство лиственных пород дерева годятся для обработки токарным станком. Однородной древесиной светлого цвета отличаются береза, бук, клен и ясень. Для ореха, махагониевого дерева и тика свойственная темная древесина. Привлекательную древесную текстуру имеют вишня, слива, вяз, дуб.
Начинающим токарям рекомендуется использовать только сухое дерево без сучков. Заготовки делают из прямых обрезков стволов и ветвей или из брусков квадратного сечения, предварительно острогав их под восьмигранник.
Токарный станок
Специальное оборудование для обработки дерева на токарном станке стоит недешево. Для обучения точению сгодится и обычная насадка к дрели. На чем экономить не стоит, так это на стамесках: дешевые и некачественные обычно после первых же опытов с твердым деревом тупятся и уже не режут, а рвут древесину.
Резчицкий инструмент должен как можно дольше оставаться острым!
Чтобы изделие было точно обработано, его нужно правильно закрепить на станке. Для этого на токарных станках предусмотрены специальные приспособления различной формы и размеров.
Чем больше у токарного станка различных приспособлений, тем проще и точнее будет работать на нем.
Черновую обработку дерева проводят на низких оборотах, на более высоких выполняют чистовую и шлифовку.
Тем, кто разбирается в электричестве, форумчане советуют использовать бесступенчатое изменение скорости вариатором. Это удобно тем, что скорость можно менять от максимальной до минимальной прямо на ходу и не перекидывая ремни.
Токарное дело – видео обработки металла и видов технологии работы с деталями и заготовками на станке
Токарные станки, основа для большинства малых и средних производств, пользуются популярностью во всем мире ввиду высокого КПД при обработке заготовок и изготовлении разнообразных деталей.
Станки имеют довольно большое количество разновидностей, обусловленных их функциональными задачами, и со всем этим многообразием мы ознакомим читателя в нашем материале.
Виды и принцип работы
На профессиональном оборудовании можно выполнять разнообразные операции:
- Изнутри полой емкости или снаружи можно делать резьбу любого диаметра.
- Обтачивание цилиндров до требуемого размера.
- Разрез или стачивание торцов.

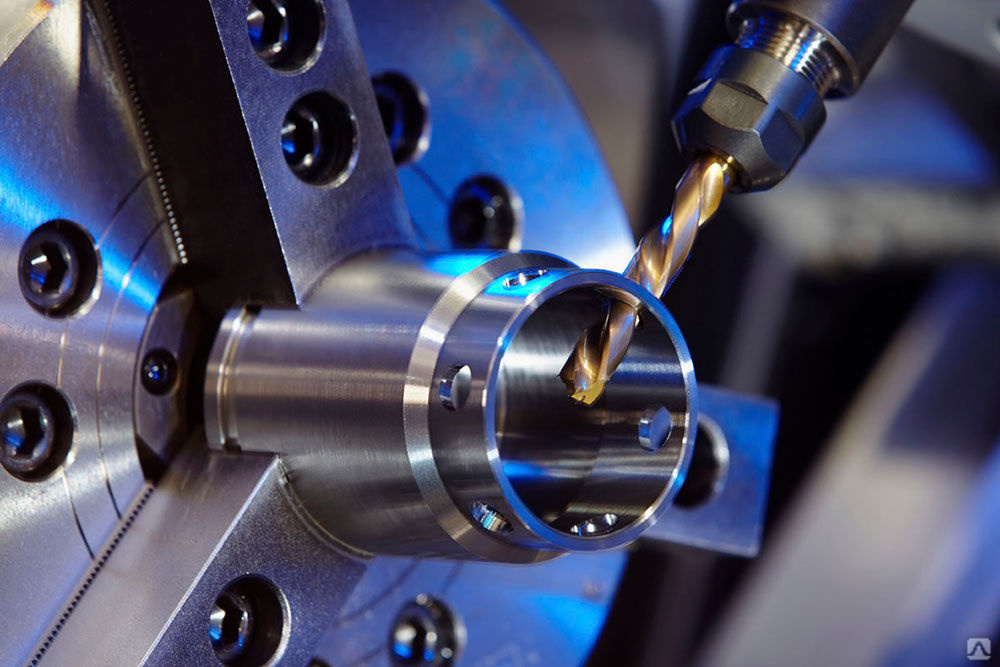
- Сверление отверстий.
- Образование канавок на внешней поверхности.
- Оцентровка.
Также с любым элементом можно провести процедуру для придания должной степени шероховатости или, напротив, отточить до гладкости.
При этом используется принцип работы – за счет трения и воздействия резца снимается верхний слой металла. Следует аккуратно обращаться с аппаратом, так как это травмоопасная операция из-за накаливания стружек.
Работа на токарном станке – что это такое, общие сведения
Оборудование токаря оснащено сверлами. Оно имеет два типа движения:
- главное – это вращение элемента;
- подачи – скорость, с которой передвигается резец.
Специалист обязан настроить правильную амплитуду, а также заранее определить параметры, под которые нужно подогнать программу.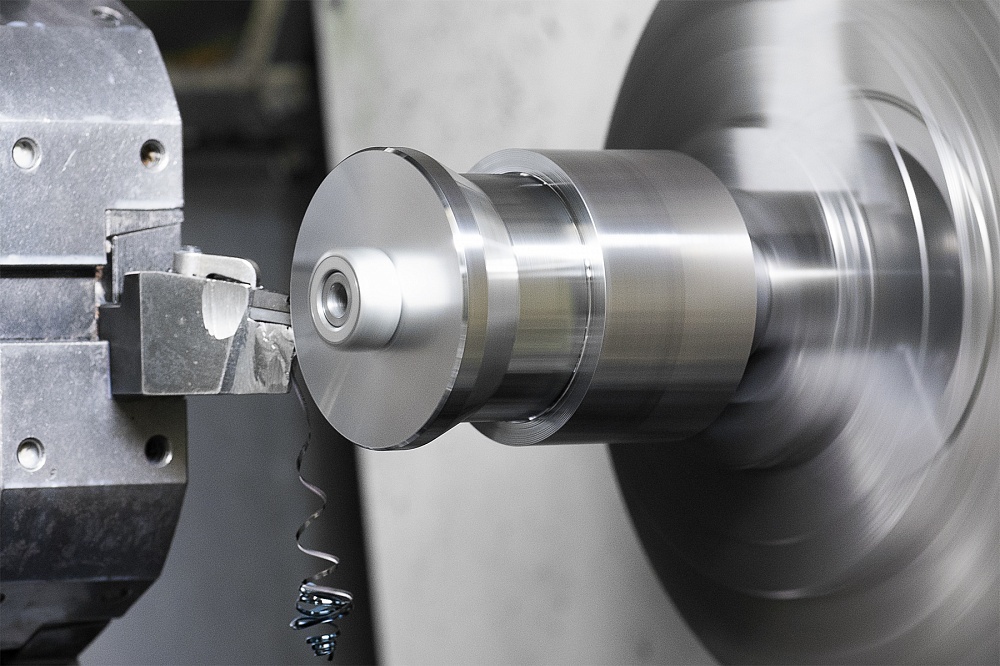 Эта заданная величина будет непрерывно сниматься с указанного места.
Эта заданная величина будет непрерывно сниматься с указанного места.
Действий у двух указанных сил несколько, поэтому на станке можно проводить широкий ряд манипуляций с цилиндрическими деталями из металла, превращая их в конус или резьбу.
В момент обработки специалист использует высокоточные измерительные приборы, чтобы не снять лишний слой с поверхности. Это такие приспособления как микрометры, штангенциркули, нутромеры.
Заготовка заблаговременно закрепляется в патроне или планшайбе. Важно плотно прикрутить специальную плашку, иначе во время вращения она может выскочить. Резец (сверло, развертка или иной инструмент для вытачивания) располагается также в определенном разъеме, где плотно крепится.
Обработка металла на токарном станке – это операция по снятию верхнего слоя детали заготовки с целью получить конструкцию точных размеров. Такую процедуру используют повсеместно как на крупных заводах, так и в домашнем применении, потому что большинство материалов хорошо подвергается резке, а также не ломается, не оставляет царапин и пр.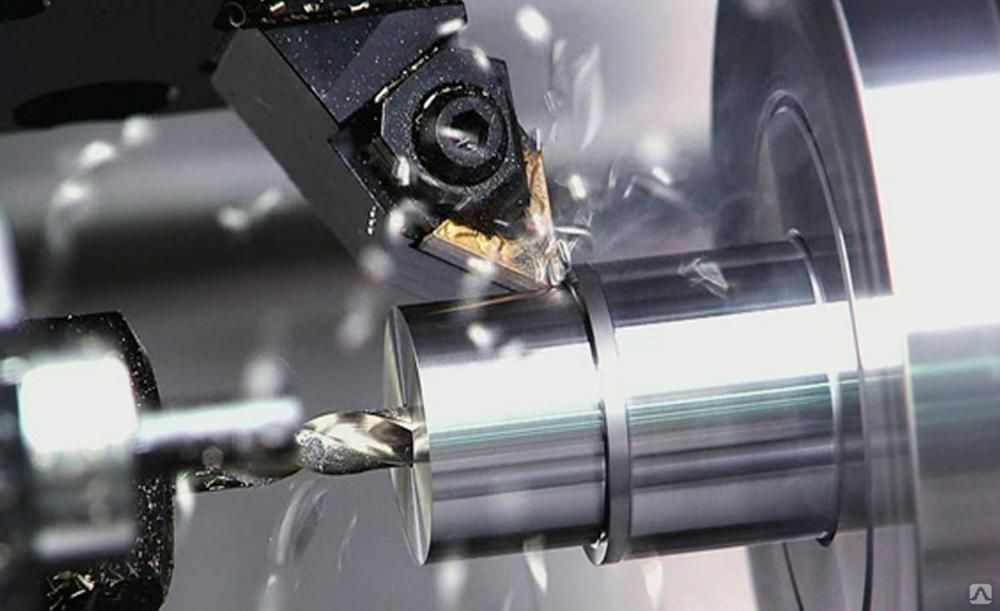 При снятии стружки можно заметить, что они получаются различные:
При снятии стружки можно заметить, что они получаются различные:
- Слитая. Может быть двух подвидов – спиральная или ленточная, в зависимости от упругости вещества. Обычно получается после работы с мягкими сплавами и пластмассой. Это, как правило, неразорванная линия.
- Элементная. Соответственно, остатки выходят из-под агрегата частями, короткими промежутками. Такое поведение характерно для твердых металлов и низкой скорости вращения.
- С надломом, когда обрабатывается заготовка с низкой пластичностью.
- Ступенчатая, то есть монолитная, но с явным неравномерным движением.
Прежде чем начать деятельность, следует выбрать правильный режим. Факторы, определяющие вид работы по токарной обработке металла:
- Скорость вращения. Обычно чем тверже поверхность, тем медленнее ее нужно обрабатывать. Наиболее пластичные сплавы хорошо отдают верхний слой.
- Вид резца. Его подбирают в зависимости от того, какую выемку (канавку, резьбу, отверстие) или срез нужно сделать.
 Также плотность развертки зависит от того, с каким материалом она столкнется.
Также плотность развертки зависит от того, с каким материалом она столкнется. - Подача, то есть как быстро будет двигаться инструмент вдоль заголовки. От этого зависит, насколько гладкой или шероховатой будет внешняя часть.
Преимущества
Множество достоинств делают этот вид обточки деталей наиболее востребованным в настоящий момент:
- При правильных расчетах и хорошем уровне мастерства можно производить не только классические цилиндрические формы, но и трудные в изготовлении сферы, шары, пирамиды.
- Даже самые прочные соединения, например, чугун или титан поддаются воздействию сверла также хорошо, как и легкие и плавкие – алюминий, бронза.
- Главное движение очень быстрое, поэтому и работа получается выполненная за короткий срок.
- Отходы – это стружка, которую можно переплавить и использовать вторично на заготовки или сдать в пункт приема металлолома.
Но есть моменты, которые хоть и нельзя назвать недостатками, но можно – особенностями:
- Для деятельности за станком нужно образование токаря или годами отточенный навык, потому что это труд с повышенной опасностью, где необходимо точно следить за оборудованием.

- Процесс очень шумный, в цехе, где есть несколько установок и рабочих мест, обязательно использование беруш или специальных технологических наушников.
- Автомат очень дорогостоящий, как и расходники к нему, поэтому он редко покупается для личного пользования. Зато для серийного производства он незаменим и прослужит долгие годы.
НАМ ДОВЕРЯЮТ
Важным преимуществом работы с нами является широкий спектр предоставляемых нашим заводом услуг по обработке металла. Наше предприятие имеет оборудование для резки, рубки, гибки листового и профильного проката, сварки, токарных, фрезерных, окрасочных и других операций. Токарная обработка с ЧПУ может быть лишь одной из технологических операций, необходимых заказчику. Обратившись к нам, Вы получите требуемый набор операций для производства конечных изделий.
Механический предлагает полный комплекс услуг:
Помимо типов токарных станков, которые мы описали ранее, есть другие категории, основанные на подходящих материалах для токарного станка. Для дерева, металла и стекла используются разные токарные станки, потому что все они требуют определенных качеств, а также скорости резки.
Для дерева, металла и стекла используются разные токарные станки, потому что все они требуют определенных качеств, а также скорости резки.
Когда дело доходит до профиля материала, то приветствуются квадратные, круглые, шестиугольные заготовки и т. д. Следует учесть, наличие профиля, отличного от круглого, может пригодиться, если заключительная часть не является круглой на всех участках.
Подходящие материалы для токарной обработки включают:
- Металл;
- Дерево;
- Стекло;
- Пластик;
- Воск и др.
Принципы и технологии токарной обработки металлов
Чтобы освоить навык точения, следует ознакомиться со строением оборудования. Оно состоит из:
- Станины – это основа, она всегда прочная и выдерживает большие нагрузки.
- Передней и задней бабки – это зажимы-фиксаторы, которые крепят деталь и впоследствии отвечают за ее вращение.
- Суппорта с резцом.
Это только основные элементы, но одно действие машины объясняется слаженным взаимодействием сразу нескольких узлов.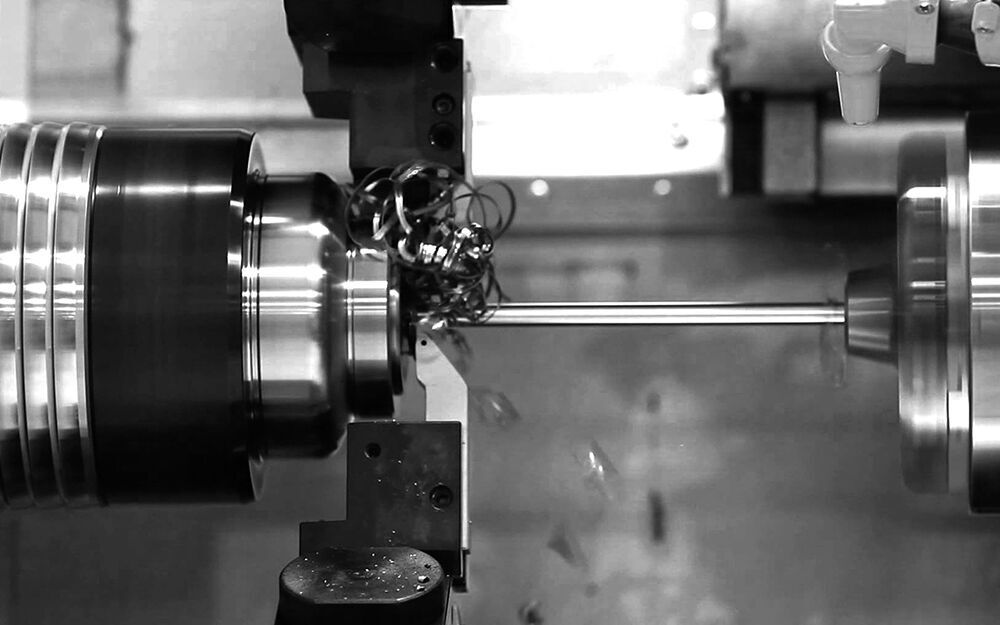 Электрический двигатель дает напряжение, чтобы затем все составляющие приходили в движение.
Электрический двигатель дает напряжение, чтобы затем все составляющие приходили в движение.
Если обрабатываемая заготовка небольшая, то она крепится только к одной бабке, а если крупная, вытянутая, то зажимается с двух сторон. Фиксация происходит с помощью ручек управления, а вся конструкция передвигается по нижним полозьем. Также, помимо основных частей, есть дополнительные приспособления, они разделяются по функциям:
- крепеж режущего инструмента;
- переоснащение прибора для других технологических возможностей, на которые не было рассчитано оборудование.
Технология обработки заготовок на токарных станках предполагает соблюдение техники безопасности. С этого начинается обучение токаря в любом образовательном учреждении. В обратном случае можно поранить руку, прожечь одежду или получить горячую стружку в глаз. В ТБ входят правила:
- одежда должна быть по размеру, форма прилегает к телу, не топорщится;
- ботинки имеют металлический подносок;
- защитные очки всегда надеваются до начала манипуляций;
- любые предметы, которые в данный момент не касаются рабочего процесса, нужно убрать из зоны видимости;
- перед каждым подходом следует удостовериться в надежности крепежа заготовки и сверла;
- нельзя голыми руками (или в перчатках) производить движения над включенным агрегатом, в том числе убирать остатки, для этого есть специальная щетка;
- проблемы могут иметь электрический характер, необходимо проверять уровень охлаждающей жидкости, вовремя замечать, если проводка искриться.
Какие детали обрабатывают на токарном станке
В результате токарь может получить:
- гайки;
- валы;
- втулки;
- шкивы;
- кольца;
- муфты;
- зубчатые колеса;
- подшипники;
- цилиндры и пр.
Также на все можно поставить резьбу, провести канавки или швы, просверлить отверстия, а также отрезать край или произвести шлифовку внешней поверхности с помощью быстрого движения резца.
Основные этапы изготовления детали методом обтачивания
Точение выполняют с помощью специальных резцов: токарных стамесок. Они оснащены удлиненными рукоятками, что позволяет надежно удерживать инструмент. Есть разные виды стамесок. Для черновой обработки требуется полукруглая.
- Выполняя первый проход, снимают стружку на толщину 1-2 мм. Используют среднюю (серединную) часть стамески. Все последующие проходы выполняют только боковыми частями.
- Снимают стружку до тех пор, пока не останется 4-5 мм металла для чистовой обработки.
 При переходе к ней, меняют инструмент на косую стамеску и устанавливают ее на ребро.
При переходе к ней, меняют инструмент на косую стамеску и устанавливают ее на ребро. - Равномерно нажимая на инструмент, выполняют чистовую обработку. Если требуется сделать внутренне отверстие, используют патроны и пландшайбы.
- Проверяют точность выполненных работ с помощью кронциркуля, штангенциркуля, микрометра, нутрометра и др.
Виды используемых инструментов
Работник не сможет сделать предполагаемое действие, если не рассчитает скорость передвижения сверла, глубину его погружения. Поэтому следует обращать внимание на следующие факторы:
- заготовка должна вращаться быстро, чтобы не было задержек;
- крепление развертки проверяют перед началом деятельности, чтобы не было малейших колебаний;
- за один проход в одну сторону нужно снимать максимально возможное количество верхнего металла;
- каждая деталь и составляющая станка должна находиться в рабочей готовности, в том числе полозья и рукояти.
Резцы различаются в зависимости от степени обработки – черновая или итоговая.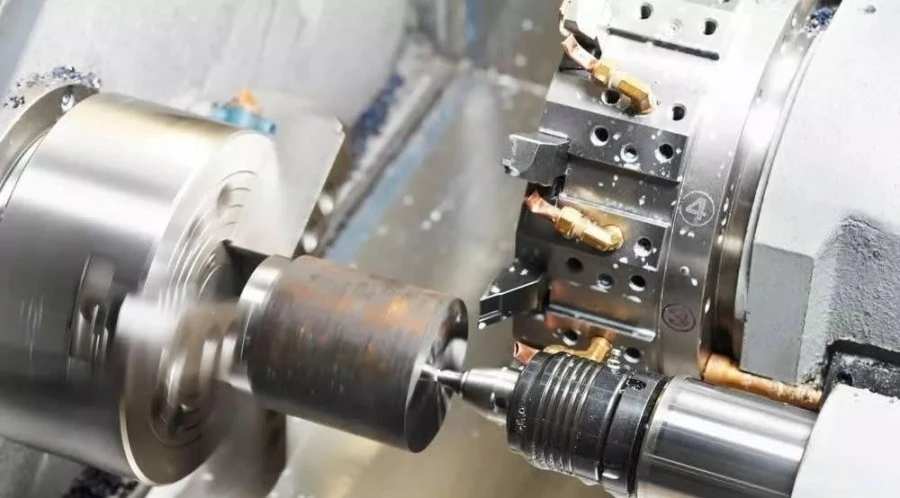 Первые дают более грубый вариант с шероховатостями и неровностями, вторые – идеально гладкую поверхность. Геометрия инструмента влияет на то, какой слой снимается за один прогон, а наклон режущей головки отвечает за то, в какую сторону движется суппорт.
Первые дают более грубый вариант с шероховатостями и неровностями, вторые – идеально гладкую поверхность. Геометрия инструмента влияет на то, какой слой снимается за один прогон, а наклон режущей головки отвечает за то, в какую сторону движется суппорт.
Лезвие может быть уже чем широкая крепежная часть или равная ей, а также отогнутой в сторону. Еще одна классификация затрагивает функционал, предназначение:
- подрезные – с их помощью можно обрабатывать торцевую часть, то есть ту, которая расположена под прямым углом к оси движения;
- проходные – также предназначены для торца;
- канавочные – от названия видно, что ими вырезают канавки;
- фасонные – для изготовления профилирующих труб;
- расточные – для сверления отверстий, сквозных или небольших;
- резьбовые – предназначены для создания винтовых осей и нарезки гаечного типа;
- отрезные – усечение одной стороны.
Правило для всех токарей – после окончания смены необходимо убрать рабочее место, проверить все инструменты и распределить их по местам. Это позволит ничего не потерять и всегда иметь под рукой нужное.
Это позволит ничего не потерять и всегда иметь под рукой нужное.
Оборудование и инструментарий
Технология токарных работ предусматривает использование специального оборудования – токарные станки. С их помощью производятся детали, форма которых является телом качения. В современном производстве используют семь основных видов токарных станков:
- токарно-револьверные – предназначены для изготовления мелких деталей в больших количествах; комплектуются револьверной головкой, позволяющей быстро менять режущий инструмент, перенастраивать оборудование на другой вид работы;
- токарно-винторезные – отличаются возможностью совмещения высокой скорости вращения патрона с продольным перемещением инструмента; используются для крупносерийного и массового производства;
- токарно-карусельные – универсальные станки с планшайбой и станиной больших размеров;
- токарно-фрезерные – универсальное оборудование для индивидуального, массового и серийного производства деталей со сложной формой;
- токарные автоматы – станки с большим числом шпинделей, предназначенные для изготовления деталей со сложной геометрией многопрофильных поверхностей;
- лоботокарные станки – специализированная техника для работы с лобовыми поверхностями; используются для поштучного производства деталей, а также для мелких серий.
Работая на токарном станке, используют различный инструментарий:
- разного рода резцы;
- сверла;
- метчики;
- зенкеры;
- плашки;
- развертки;
- резьбонарезные головки.
Виды токарных станков
Самый часто встречаемый – это винторезный. Он привлекает как частных лиц, так и профессионалов своей простой конструкцией, относительной дешевизной, но при этом точностью резки и удобством работы. При покупке следует смотреть на скорость вращения и подачи – именно эти показатели определяют его производительность.
Более технологически сложные и максимально комфортные – это оборудование с ЧПУ (числовое программное управление). Из названия уже понятно, что токарь работает скорее не у станка, а у персонального компьютера. Их достоинства в сравнении с неустаревающей классикой:
- вибрации меньше разбалансируют настройки и выбивают из рабочей готовности компоненты;
- чтобы все узлы не нагревались и охлаждались, постоянно и быстро чередуя температуры, есть функция заблаговременного подогрева;
- еще выше скорость вращения;
- возможность подключения к ЧПУ компьютерных программ для трехмерного моделирования, поэтому можно изготовить с высокой точностью даже самые трудные в ручном режиме детали;
- координаты движения не только горизонтальные, но и вертикальные.

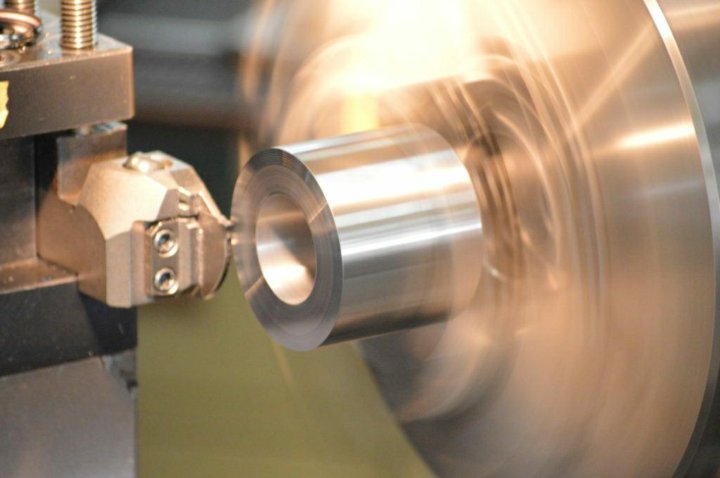
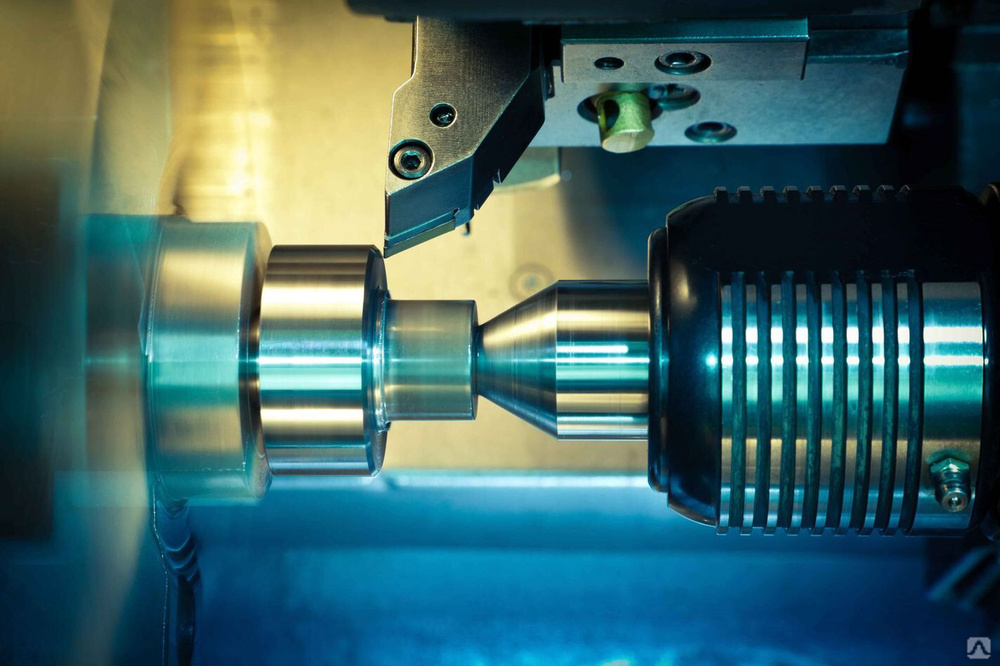
Особенности процесса
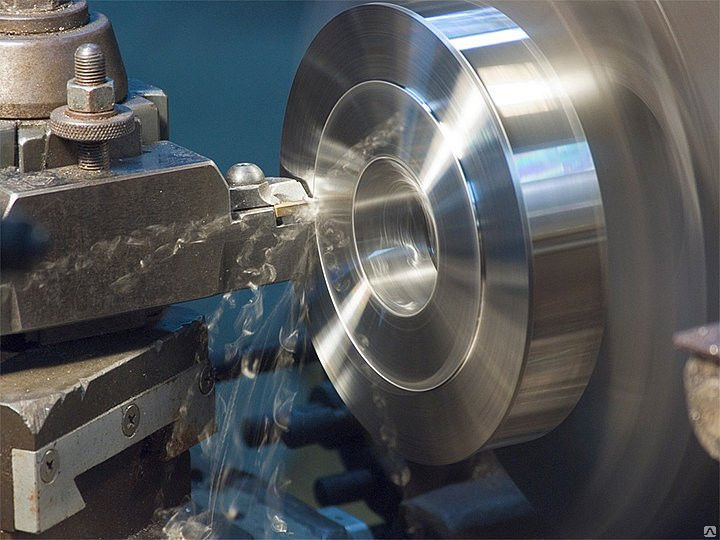
Отличительной особенностью токарной обработки металла является вращение обрабатываемой заготовки и неподвижное закрепление резца. Это позволяет изготавливать валы и другие детали с большим количеством цилиндрических и конических поверхностей.
Точение относится к высокопроизводительным механическим обработкам, дающим высокую точность размеров и хорошее взаимодействие сопрягаемых деталей.
Режимы обработки
Металл, обрабатываемый точением, имеет различные качества: твердость, вязкость, пластичность. Все они требуют разного угла заточки резца и скорости резания. Перед выдачей чертежей в работу технологи делают расчеты режимов резания при токарной обработке. На их основе производится нормирование по затратам времени на выполнение каждой операции. К режимам резания относятся:
- скорость вращения шпинделя;
- глубина резания;
- подача.
Качество и скорость обработки — противоположные показатели при точении.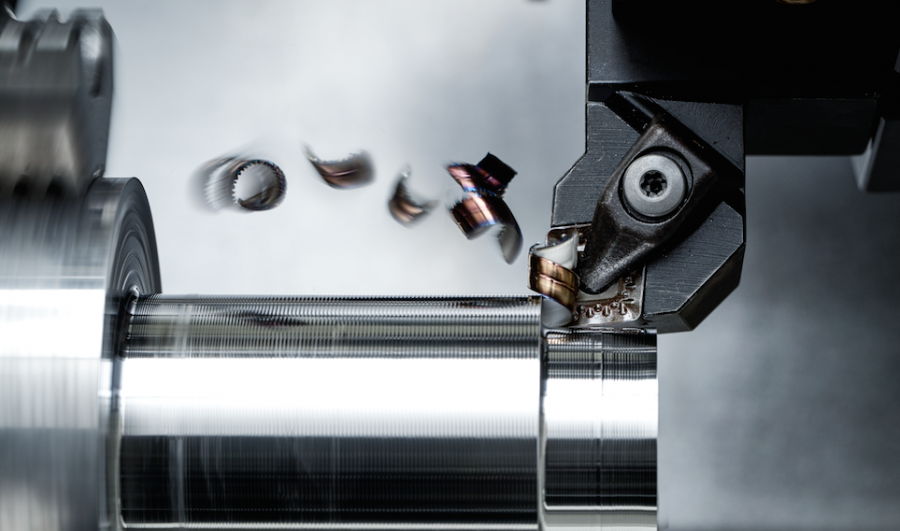 Они зависят от глубины реза и подачи инструмента. Чем больше стружки снимается за один проход, тем больше погрешность в размерах и шероховатость поверхности.
Они зависят от глубины реза и подачи инструмента. Чем больше стружки снимается за один проход, тем больше погрешность в размерах и шероховатость поверхности.
Первоначально делается черновое точение — снимается большой слой металла проходным резцом с кромкой, образующей острый угол к оси вращения заготовки. Затем ставится инструмент с большой площадью контакта по обрабатываемой поверхности и делается чистовая обработка — снимается тонкий слой металла боковой гранью резца и одновременно происходит сглаживание гребешков кромкой, расположенной вдоль оси заготовки.
Чем мягче металл, тем меньше угол заточки — острее резец. Чугун и высоколегированные стали обрабатываются квадратными пластинами. Для алюминия и бронзы делают заточку в 30⁰.
Metal Turning – Bilder und stockfotos
Bilder
- Bilder
- Fotos
- Grafiken
- Vektoren
- Видео
Durchstöbern Sie 130,225
Durchstöbern Sie 130,225
Durchstöbern Sie 130,225
.
 Oder starten Sie eine neuesuche, um noch mehr Stock-Photografie und Bilder zu entdecken.
Oder starten Sie eine neuesuche, um noch mehr Stock-Photografie und Bilder zu entdecken.Номер заказа:
Проверенный
3D-рендеринг люфт-модуля turbschnitts isoliert auf Reinem Hintergrund. – токарная обработка металла стоковые фотографии и изображения3D-визуализация Turb-Lüftermodulabschnitts isoliert auf reine…
3D-рендеринг Turb-Lüftermoduls isoliert auf Reinem Hintergrund.
Abschluss der Metallbearbeitung auf hochpräzise schleifmaschine in werkstatt – токарная обработка металла, фотографии и изображенияAbschluss der Metallbearbeitung auf hochpräzise Schleifmaschine… metallbau cnc – токарная обработка металла стоковые фотографии и изображения
Metallbau CNC
металлообрабатывающая промышленность. schneidwerkzeug herstellung schneckenwelle bei der metallbearbeitung – токарная обработка металла, фотографии и изображения metallverarbeitende Industrie. Schneidwerkzeug herstellung.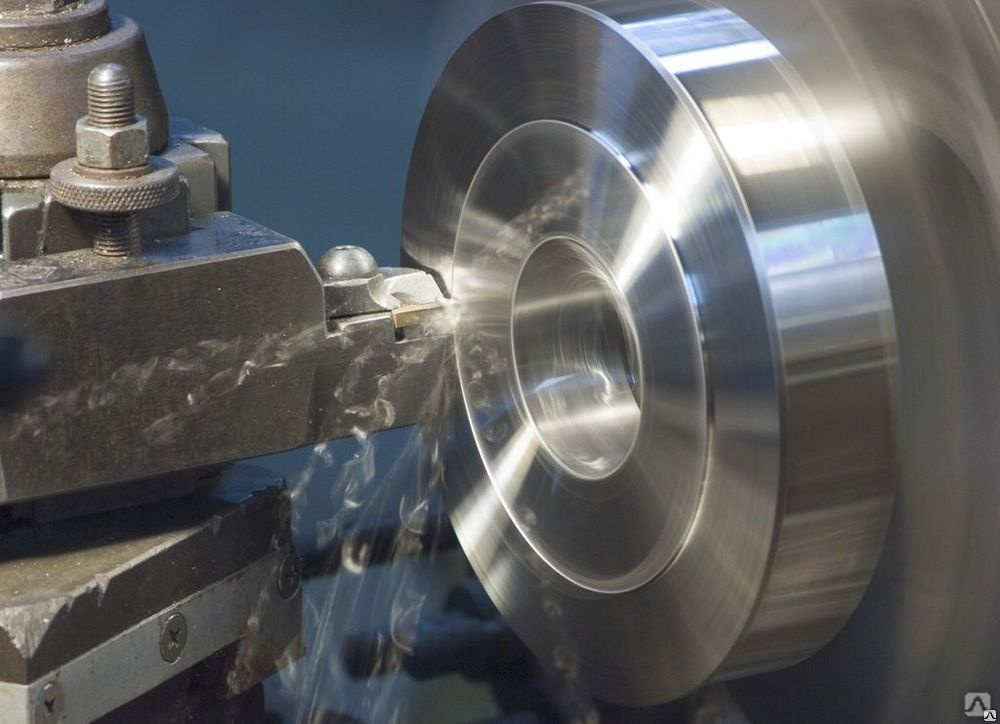
Высокоскоростная ротационная машинка для пальцев
Hochgeschwindigkeitsrotation des Kreiselfingers.
оператор Bearbeitung teil für car durch cnc-drehmaschine, – токарная обработка металла, фото и фотоОператор Bearbeitung Teil Für Automobile Durch Cnc-Drehmashine,
Bediener Bearbeitung von Automobilteilen Durch Cnc-Drehmashine, Mehrachs-Cnc-dreh-und fräsmashine, Hochpräziser velerendlerendlerhendernemend-fräsemshine, hochpräziser venderendlendlendernemend-frässemshine, hochpräziser velerenderend velendernemderncelend-fräsmashine. теплый унд kalte farben. geeignet für alle technologie-, fantasy-, abstrakt- und energiethemen. 3d-иллюстрация. – токарная обработка металла фото и фото
sanft fließende Partikel schwärmen von leuchtend Goldenen Spuren.
абстрактный многозадачный станок с ЧПУ, автоматический механизированный и автоматический. – токарная обработка металла фото и фотографии
– токарная обработка металла фото и фотографииРезюме Szene Multitasking CNC Drehmaschine Schweizer Typ…
cnc durchmesser drehen. – токарные станки и чертежи по металлуCNC Durchmesser drehen.
der maschinenbediener misst die size der messingwelle durch vernier sattel. – токарная обработка металла фото и фотоDer Maschinenbediener misst die Dimension der Messingwelle durch…
die cnc-drehmaschine, schneiden die шлицевая гайка и der welle messing. – токарная обработка металла, фотографии и изображенияDie CNC-Drehmaschine, schneiden die Slot-Nut and der Welle Messing.
abstrakter golder lichtkreiseffekt – токарная обработка металла, графика, клипарт, мультфильмы и символы high-drill – токарная обработка металла фото и изображенияВысокое сверло
Funken Fliegen Maschine Rasterung und Veredelung von Metall
Rotierende werkstück mit unscharfen splinter. schöne bewegungsunschärfe – токарная обработка металла стоковые фотографии и изображения
schöne bewegungsunschärfe – токарная обработка металла стоковые фотографии и изображенияRotierende Werkstück mit unscharfen Splinter. Schöne…
Geschraubte Späne beim Drehen des Werkstücks
metallbearbeitung und technologie 4.0 konzept – токарная обработка металла стоковые фотографии и изображенияMetallbearbeitung und Technologie 4.0 Konzept
CNC Maschinenbau und Technik Industrie 4.0. Der Prozess des Drehens mit einem Schneid- und Fräswerkzeug das äußere Oberflächendetail der Metallbearbeitungsteile.
станок с ЧПУ verarbeitung. – токарные станки и изображения для токарной обработки металлаCNC Drehmaschine Verarbeitung.
maschinenbau – токарные станки по металлу, фото и фотоMaschinenbau
metallteile, haufen von vielen metallrohlingen – токарные станки по металлу, фото и фотоMetallteile, Haufen von vielen Metallrohlingen
Stapel von vielen CNC-Drehmaschinenteilen. Metallteile, Metallrohlinge
Metallteile, Metallrohlinge
Drehbank-Ausrüstung in der Fabrik zur Herstellung von…
Drehbank-ausrüstung in der Fabrik zur herstellung von metallkonstruktionen .external durchmesser drehen – токарная обработка металла, фотографии и чертежи
Metallbearbeitung
1. Metallwerkzeugmaschinenindustrie. CNC-Drehmaschine Hochgeschwindigkeitsschneiden ist Betrieb.Funken der Metallbearbeitung
cnc – metal turning stock-fotos und bildercnc-fräsmaschine – metal turning stock-fotos und bilderCNC-Fräsmaschine
CNC-Fräsmaschine übernimmt komplexe Metallbearbeitungsvorgänge
das 4-achsen-bearbeitungszentrum schneidet die Turbinteile mit kegelkugelfräswerkzeug. – токарная обработка металла стоковые фотографии и изображения
– токарная обработка металла стоковые фотографии и изображенияDas 4-Achsen-Bearbeitungszentrum schneidet die Turbinenteile mit…
zylinder – токарная обработка металла, фото и чертежиZylinder
cnc-bearbeitung, fertigung industriell – точение металла, фото и чертежи CNC-Bearbeitung, Fertigungindustriell
Fräs- und Bohrmaschinenbearbeitungsprozess Hochpräzise CNC in der Metallbearbeitungsanlage, Arbeitsprozess в Stahlindustrie.
hochgeschwindigkeits-bohrmaschine – токарная обработка металла, фотографии и чертежиHochgeschwindigkeits-Bohrmaschine
der brennchip aus cnc-fräsmaschine grobschneiden durch indexfähige endmühlenwerkzeuge. – токарные станки и фотографии для токарной обработки металлаDer Brennchip aus CNC-Fräsmaschine Grobschneiden durch indexfähige
Der brennende Späne aus CNC-Fräsmaschine Grobschneiden durch indexierbare Schaftfräserwerkzeuge. Der schlechte Schnittzustand aus dem Bearbeitungszentrum macht Werkzeugverschleiß und Heizspäne.
Glänzende Stahlteile Hintergrund. Regelmäßiges industrielles…
Hintergrund für silberfarbene Edelstahlteile. Regulares Industrielles Metallproduktionsmuster mit selektivem Fokus und Hintergrundunschärfe.
набор ручек – токарная обработка металла – графика, -клипарт, -мультфильмы и -символыНабор ручек
electric schleifmaschine – токарная обработка металла, фотографии и изображения дрель autobremsscheiben isoliert auf weißemhintergrund 3d – токарная обработка металла фото и изображенияAutobremsscheiben isoliert auf weißem hintergrund 3d
Autobremsscheiben isoliert auf weißem hintergrund 3d-Rendering
nempormash in nemonshine in nemonshine in nemonshine in fabrik-металлический флот. arbeiten auf Metall high-drill – токарная обработка металла stock-fotos und bilderHigh-drill
die hand öffnet den wasserhahn. крупный план – токарная обработка металла стоковые фотографии и изображения
крупный план – токарная обработка металла стоковые фотографии и изображенияDie Hand öffnet den Wasserhahn. Крупный план
Hand öffnet den Wasserhahn. Ауфшлиссен.
geöffneter elektromotor mit einer kupferspule und drahtwicklung. технологии и промышленное разнообразие. – токарные станки и чертежи по металлуGeöffneter Elektromotor mit Einer Kupferspule und Drahtwicklung….
metallpolitur mit einem handschleifer mit polierscheibe. Шерен. fabrikarbeiter in der werkstatt schleift stahlstange mit schleifscheibe und funkenflug. рабочий процесс handschleifmaschine erstellung edelstahlrohr. arbeitsprozess mit den funken – токарная обработка металла, фотографии и изображения Metallpolieren mit einem Handschleifer mit Polierscheibe. Шерен. Fabrikarbeiter in der Werkstatt Schleifen von Stahlstangen mit Schleifscheibe und Funkenflug. Ручной рабочий процесс Erstellung Edelstahlrohr. Arbeitsprozess mit den Funken.
Ручной рабочий процесс Erstellung Edelstahlrohr. Arbeitsprozess mit den Funken.
Teil der Maschine mit rotierenden Messern. Konzept für rotor …
Fabrikarbeiter drehventil-металл-поворот на фонаре и BilderFabrikarbeiter Drehventil
Modernes Fabrikarbeiter-Drehventil
Cnc Drehmashine Bearbeitung-металлический поворот. Абстрактные турбинные лопатки Fraktale Spirale Muster – токарная обработка металла стоковые фото и изображенияАбстрактные турбинные лопатки Fraktale Spirale Muster
Computergeneriertes Bild einer abstrakten Turbine. Цифровая иллюстрация. Фракталы Spiralmuster. Технологический фон. Турбиненшауфельн.
bedienerbearbeitung automobil – metal turning stock-fotos und bilderBedienerbearbeitung Automobil
Bediener, der Automobilteile mit Drehmaschine bearbeitet, Hintergrund der Industriemaschine
vektor-reihe von bunten mehrfarbigen schraube flaschenverschlüss’isoliert – metal turning stock-grafiken, -clipart, -cartoons и -символVektor-Reihe von bunten mehrfarbigen Schraube Flaschenverschlüss’I
Hohe Präzision CNC-Fräsmaschine
cnc drehmaschine verarbeitung.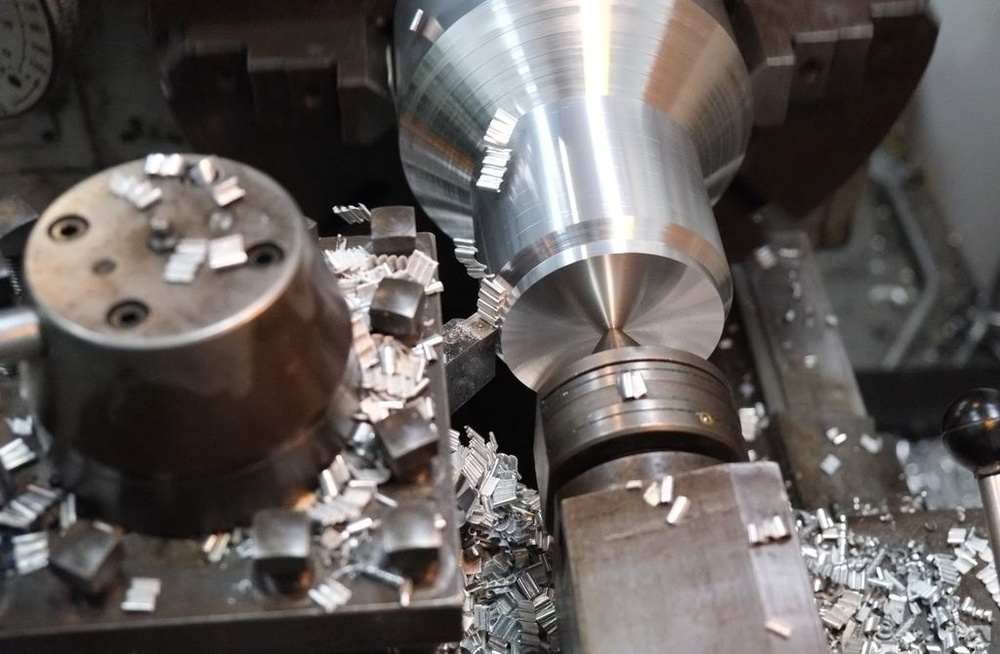 – токарные станки и изображения для токарной обработки металла
– токарные станки и изображения для токарной обработки металлаCNC Drehmaschine Verarbeitung.
junge maschinenbau arbeitnehmer bedienen eine maschine zum aufwickeln der kupferdraht – herstellung von transformatoren in einer fabrik – токарная обработка металла стоковые фото и фотоJunge Maschinenbau Arbeitnehmer bedien eine Maschine zum…
stahlrad auf schwarzem Hintergrund, industriemaschine teil isoliert – токарная обработка металла, фотографии и изображения стоковые фото и фотографииDrehmaschine arbeitet mit Metallteil in der Werkstatt
Moderne Drehmaschine arbeitet mit Metallteil im starken Kühlmittelfluss in Produktionswerkstatt Extreme Nahsicht
Токарный станок и Борер в einer Werkstatt – токарные работы по металлу, фотографии и чертежиТокарный станок и Борер в einer Werkstatt
Токарный станок и станок.Metallverarbeitung.Arbeiter arbeitet and einer Drehbank.