Токарно копировальный станок: Токарно-копировальные станки по дереву в России
alexxlab | 27.01.2021 | 0 | Разное
Станок токарно-копировальный 1Б832 | Станочный Мир
Если Вам необходимо купить Станок токарно-копировальный 1Б832 звоните по телефонам:
в Москве +7 (499) 372-31-73
в Санкт-Петербурге +7 (812) 245-28-87
в Минске +375 (17) 246-40-09
в Екатеринбурге +7 (343) 289-16-76
в Новосибирске +7 (383) 284-08-84
в Челябинске +7 (351) 951-00-26
в Тюмени +7 (3452) 514-886
в Нижнем Новгороде +7 (831) 218-06-78
в Самаре +7 (846) 201-07-64
в Перми +7 (342) 207-43-05
в Ростове-на-Дону +7 (863) 310-03-86
в Воронеже +7 (473) 202-33-64
в Красноярске +7 (391) 216-42-04
в Нур-Султане +7 (7172) 69-62-30;
в Абакане, Альметьевске, Архангельске, Астрахани, Барнауле, Белгороде, Благовещенске, Брянске, Владивостоке, Владимире, Волгограде, Вологде, Иваново, Ижевске, Иркутске, Йошкар-Оле, Казани, Калуге, Кемерово, Кирове, Краснодаре, Красноярске, Кургане, Курске, Кызыле, Липецке, Магадане, Магнитогорске, Майкопе, Мурманске, Набережных Челнах, Нижнекамске, Великом Новгороде, Новокузнецке, Новороссийске, Новом Уренгое, Норильске, Омске, Орле, Оренбурге, Пензе, Перми, Петрозаводске, Пскове, Рязани, Саранске, Саратове, Севастополе, Симферополе, Смоленске, Сыктывкаре, Тамбове, Твери, Томске, Туле, Улан-Удэ, Ульяновске, Уфе, Хабаровске, Чебоксарах, Чите, Элисте, Якутске, Ярославле и в других городах
По всей России бесплатный номер 8 (800) 775-16-64.
В странах СНГ — Беларуси, Казахстане, Туркменистане, Узбекистане, Украине, Таджикистане, Молдове, Азербайджане, Кыргызстане, Армении в городах Нур-Султан, Бишкек, Баку, Ереван, Минск, Ашхабад, Кишинев, Душанбе, Ташкент, Киев и других для покупки оборудования типа Станок токарно-копировальный 1Б832 звоните на любой удобный номер, указанный на нашем сайте, или оставьте свои контакты под кнопкой ЗАКАЗАТЬ ЗВОНОК вверху сайта – мы сами Вам перезвоним.
СПЕЦИАЛЬНЫЙ ТОКАРНО-КОПИРОВАЛЬНЫЙ СТАНОК МОДЕЛИ КЖ 16100
СПЕЦИАЛЬНЫЙ ТОКАРНО-КОПИРОВАЛЬНЫЙ СТАНОК МОДЕЛИ КЖ 16100
Предназначен для механической обработки наружных и внутренних поверхностей деталей.
Особенности конструкции
Обработка деталей сложного профиля осуществляется копировальным устройством, в конструкции которого предусмотрено перемещение в продольном и поперечном направлении.
Копировальное устройство представляет собой кронштейн с закреплённым на нём электроконтактным датчиком.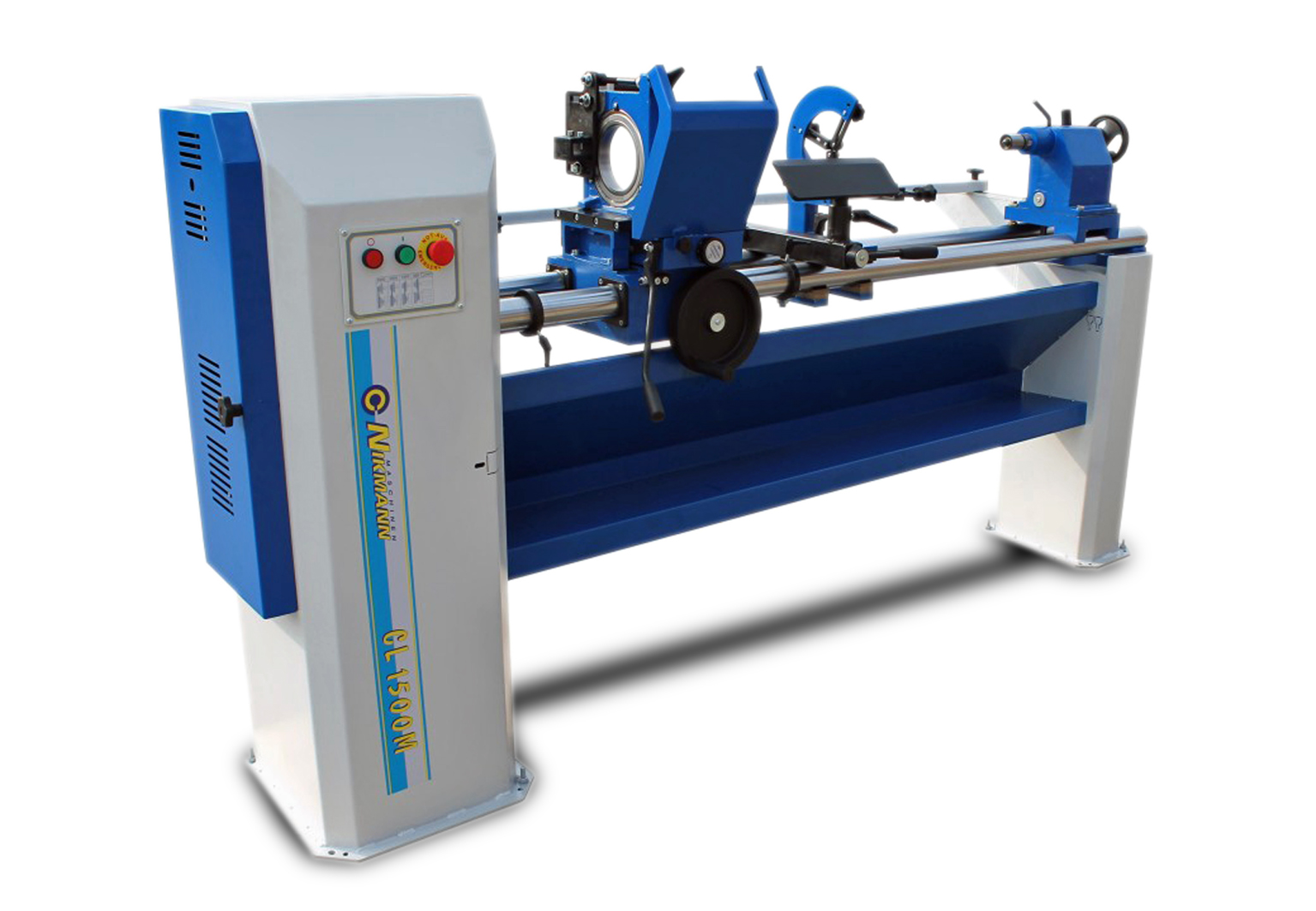
Ролик датчика перемещается по копиру, закреплённому на рейке станины болтами, и подаёт команду на включение соответствующих электромагнитных муфт, расположенных в фартуке и суппорте станка.
Уборка стружки на станке осуществляется пневмоотсосом, работающим от цеховой системы заказчика.
|
Технические данные |
|
|
Наибольший диаметр изделия обрабатываемый над: станиной, мм |
2500 |
|
Наибольшая длина обрабатываемого изделия, мм |
3850 |
|
Наибольший вес обрабатываемого изделия в центрах, кг |
5000 |
|
Диаметр планшайбы, мм |
1250 |
|
Количество механических ступеней, шт |
3 |
|
Частота вращения шпинделя, об/мин |
1-252 |
|
Подачи: продольные, мм/мин |
0,925-925,0 |
|
Ускоренный ход суппорта, м/мин |
2,6 |
|
Мощность электродвигателя главного привода, кВт |
22 |
|
Габариты станка, мм: длина |
7120 |
|
Масса станка, кг |
35577 |
1722 станок токарный многорезцовый копировальный схемы, описание, характеристики
Сведения о производителе токарного станка 1722
Производитель токарного патронно-центрового станка 1722 – Московский станкостроительный завод им.
Один из первенцев станкостроения СССР. Вступил в строй в 1932. За первые 10 лет освоил производство 48 типоразмеров станков.
Станки, выпускаемые Московским станкостроительным заводом им. Серго Орджоникидзе, ЗИО
1722 станок токарный многорезцовый гидрокопировальный. Назначение и область применения
Токарный многорезцовый станок 1722 разработан и запущен в производство в 1955 году на Московском станкостроительном заводе им. Серго Орджоникидзе, ЗИО.
Полуавтомат токарный многорезцовый гидрокопировальный 1722 предназначен для обработки в центрах деталей типа валов со сложной фасонной, конусной или ступенчатой поверхностью методом копирования по шаблону или по эталонной детали. Благодаря возможности быстрой переналадки эти полуавтоматы эффективно применяются не только в крупносерийном, но и в серийном производстве.
Особенности конструкции и принцип работы станка
Обрабатываемая заготовка устанавливается в центрах передней и задней бабок.
Копировальный суппорт снабжен следящей системой, воспроизводящей форму обрабатываемой заготовки по эталону или шаблону, установленному в бабках на балочке.
Подрезные суппорты предназначены для прорезания глубоких канавок и подрезания торцов.
Управление гидросистемой осуществляется панелями, в каждой из которых находятся распределительные золотники, дроссель, автоматический регулятор и т. д.
Полуавтомат 1722, обладая высокой жесткостью, быстроходностью и достаточной мощностью приводного электродвигателя, применяется для высокопроизводительной обработки изделий твердосплавным инструментом в условиях серийного и массового производства.
Принятая компоновка копировального и подрезных суппортов обеспечивает удобный доступ к обрабатываемой заготовке и инструментам.
Применение гидропривода обеспечивает дистанционное электрогидравлическое управление рабочими органами станка.
Полуавтомат обеспечивает независимый цикл работы каждого суппорта, осуществляемый гидропанелями и электрической аппаратурой управления. Малое количество режущих инструментов и применение производительных режимов резания значительно сокращает время на наладку и контроль, повышая этим производительность станка. Станок работает на полуавтоматическом и наладочном режимах.
Модификации гидрокопировальных полуавтоматов
Наряду с описанным полуавтоматом модели 1722, широкое распространение получили полуавтоматы моделей МР-24, 1712, 1731, 1731С, 1732 и др., а также станок МР101.
Полуавтомат 1712 обеспечивает автоматическую обработку деталей как за один, так и за несколько проходов с применением нескольких шаблонов, а также обработку с проходом на быстром ходу необрабатываемых участков детали.
Полуавтомат 1731 снабжен электродвигателем мощностью 40 кВт и предназначается для обработки крупногабаритных деталей диаметром до 585 мм.
Характерной особенностью полуавтомата модели 1731С является наличие верхнего копировального и нижнего подрезного суппортов и возможность установки в случае необходимости дополнительно еще двух подрезных суппортов.
Предназначается полуавтомат для обработки деталей диаметром до 310 мм и длиной до 760 мм.
Станок модели МР101 относится к токарно-копировальным с автоматической загрузкой и разгрузкой деталей, повышающей производительность в 1,5—2 раза. Автоматический цикл работы включает загрузку заготовок, крепление и освобождение детали и выдачу готового изделия.
1722 Габарит рабочего пространства, посадочные и присоединительные базы токарного многорезцового станка
Габарит рабочего пространства токарного многорезцового станка 1722
1722П Габарит рабочего пространства, посадочные и присоединительные базы токарного многорезцового копировального станка полуатомата. Смотреть в увеличенном масштабе
1722 Общий вид токарного многорезцового копировального станка
Фото токарного копировального многорезцового станка 1722
1722П Габарит рабочего пространства, посадочные и присоединительные базы токарного многорезцового копировального станка полуатомата. Смотреть в увеличенном масштабе
Фото токарного копировального многорезцового станка 1722
1722 Состав токарного многорезцового станка
Основные узлы токарного копировального многорезцового станка 1722
Основные узлы токарного копировального многорезцового станка 1722. Смотреть в увеличенном масштабе
1722 Перечень основных узлов токарного многорезцового копировального станка
- А — передняя бабка с коробкой скоростей;
- Б — направляющая копировального суппорта;
- В — станина;
- Г — гидрокопировальный суппорт;
- Д – балочка с бабками для установки эталона;
- Е — задняя бабка;
- Ж — гидропривод.
Перечень органов управления токарным копировальным станком 1722
- маховичок для установки золотникового устройства копировального суппорта;
- маховичок ограничителя движения щупа;
- маховичок настройки балочки с эталоном;
- рукоятка включения станка.

1722 Кинематическая схема токарного многорезцового станка
Кинематическая схема токарного многорезцового станка 1722
1. Кинематическая схема токарного многорезцового станка 1722. Смотреть в увеличенном масштабе
2. Кинематическая схема токарного многорезцового станка 1722. Смотреть в увеличенном масштабе
3. Кинематическая схема токарного многорезцового станка 1722. Смотреть в увеличенном масштабе
Движения в станке 1722
- Движение резания — вращение шпиндели с заготовкой
- Движение подач — перемещения копировального и подрезных суппортов.
Движение резания
Шпиндель станка IV (рис. 45, а) приводится в движение электродвигателем мощностью 28 кВт через клиноременную передачу 140—280. вал I, сменные колеса А—Б, вал II и два двойных подвижных блока шестерен Б1 и Б2. Без учета сменных колес шпиндель имеет четыре скорости вращения (рис. 45,6), которые могут переключаться в процессе работы станка. Наибольшее число оборотов шпинделя nmax определяется из выражения
Наибольшее число оборотов шпинделя nmax определяется из выражения
К станку прилагается пять пар сменных колес.
Гидропривод рабочих органов станка
Гидросистема обслуживается двумя насосами — высокого давления Н1 и низкого давления Н2.
Линия высокого давления предназначена для работы следящей системы продольной подачи копировального суппорта, подачи подрезных суппортов и зажима пиноли задней бабки; линия низкого давления — для быстрых перемещении копировального суппорта и пиноли задней бабки.
Рабочий цилиндр Ц2 копировального суппорта непосредственно связан с поперечными салазками. Шток поршня жестко закреплен на продольных салазках копировального суппорта. Корпус золотникового устройства Зк установлен на рабочем цилиндре Ц2 и может перемещаться в небольших пределах с помощью маховичка Мх2, шестерен 18—12 и ходового винта. Это перемещение необходимо для первоначальной установки копировального суппорта в поперечном направлении относительно обрабатываемой детали и шаблона.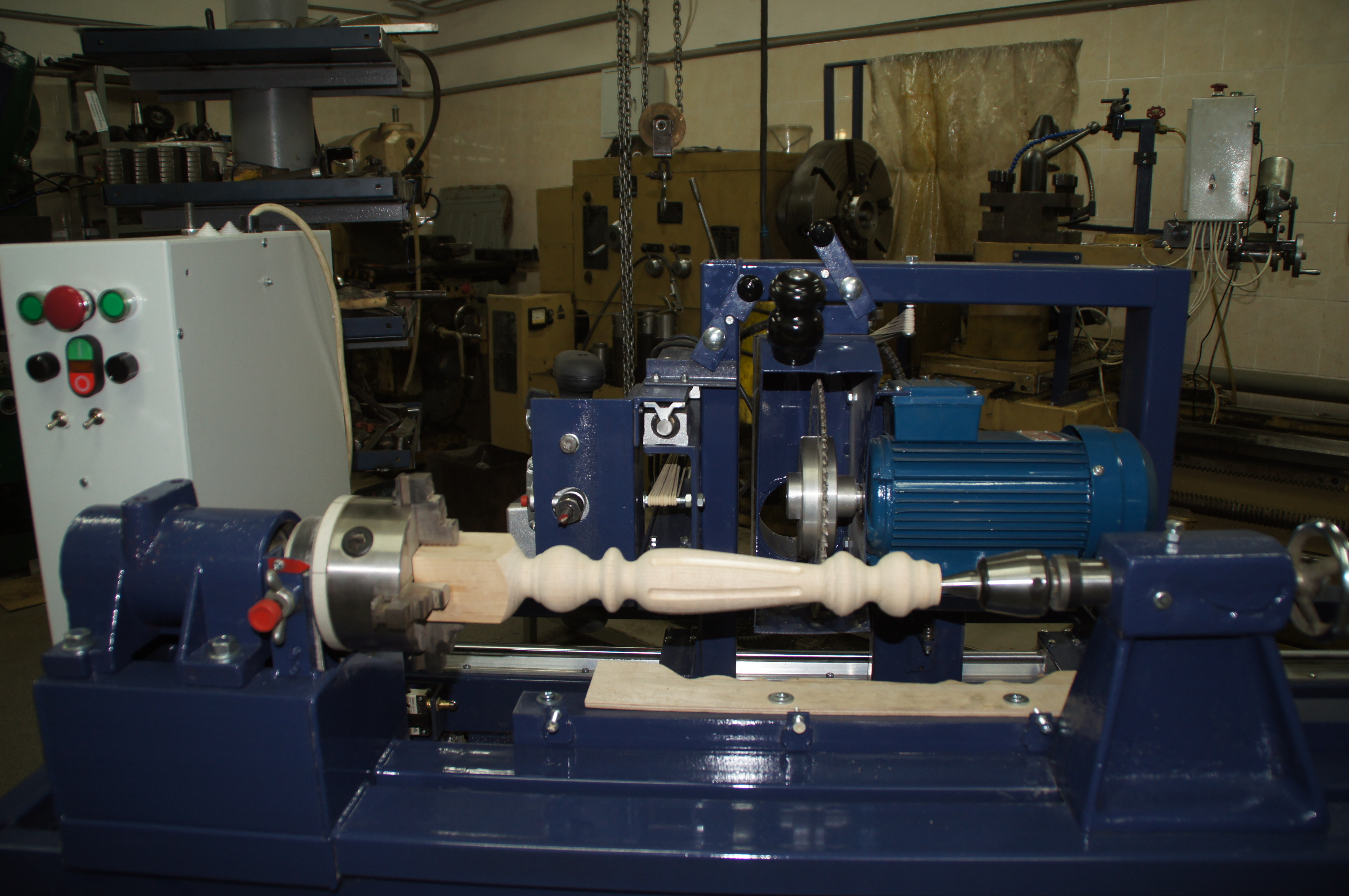
Золотник имеет три пояска. Средний поясок управляет подводом жидкости в полости рабочего цилиндра Ц2. Крайние пояски обеспечивают возможность слива жидкости из верхней или нижней полости цилиндра Ц2.
Положение золотника устанавливается поворотом рычага щупа Щ, скользящего в процессе работы по шаблону или но образующей эталонной детали. Поворот рычага щупа ограничивается упором У, который устанавливается в соответствующем положении маховичком Мх1 через шестерни 12—18 и винт VI.
Наличие упора щупа позволяет производить обработку деталей в несколько проходов.
Для правильной установки шаблона вместе с балочкамп относительно обрабатываемой детали па станке предусмотрено устройство, состоящее из маховичка Мх3, конических шестерен 12—24 и вала V, имеющего на правом конце двухзаходную резьбу с шагом t = 4 мм, связанную с маточной гайкой балочки шаблона.
Работа гидрокопировального суппорта происходит следующим образом. Продольные салазки суппорта получают непрерывную и равномерную подачу вдоль осп изделия. Скорость и направление перемещения поперечных салазок, определяющих конфигурацию обрабатываемой детали, зависят от положения золотника Зк управляемого щупом Щ. Последний, скользя но шаблону, поворачивает рычаг в ту или иную сторону, заставляя золотник Зк перемещаться вниз или вверх. При смещении золотника Зк вниз (как показано на схеме) жидкость от насоса поступает в верхнюю полость цилиндра Ц2, в результате чего поперечные салазки перемещаются вверх. Жидкость, находящаяся в нижней полости цилиндра Ц2 при этом сливается в бак.
Скорость и направление перемещения поперечных салазок, определяющих конфигурацию обрабатываемой детали, зависят от положения золотника Зк управляемого щупом Щ. Последний, скользя но шаблону, поворачивает рычаг в ту или иную сторону, заставляя золотник Зк перемещаться вниз или вверх. При смещении золотника Зк вниз (как показано на схеме) жидкость от насоса поступает в верхнюю полость цилиндра Ц2, в результате чего поперечные салазки перемещаются вверх. Жидкость, находящаяся в нижней полости цилиндра Ц2 при этом сливается в бак.
При смещении золотника Зк вверх поперечные салазки суппорта будут перемещаться вниз. Когда золотник Зк займет среднее положение, поперечные салазки перемещаться не будут, и в этом случае происходит обтачивание цилиндрических участков детали.
Продольная подача копировального суппорта
Продольная подача копировального суппорта осуществляется при поступлении жидкости в правую полость рабочего цилиндра Ц1. ДЛЯ быстрого отвода копировального суппорта масло нагнетается в левую полость цилиндра Ц1. Управление движением продольного суппорта производится от панели копировального суппорта.
Управление движением продольного суппорта производится от панели копировального суппорта.
Подача подрезных суппортов в поперечном направлении производится гидроприводом, а их поперечное установочное перемещение осуществляется вручную. При подводе жидкости в левую полость цилиндра Ц4 происходит поперечная подача подрезных суппортов. В этом случае поршень перемещается вправо, увлекая за собой винт VII и копиры, к которым прижимаются ролики, закрепленные в суппортах.
Отвод подрезных суппортов достигается нагнетанием жидкости в правую полость цилиндра Ц4.
Управление движением подрезных суппортов осуществляется от отдельной панели.
Установочные перемещения подрезных суппортов производятся посредством поворота квадратных хвостовиков валиков, которые через конические колеса 26—26 передают вращение поперечным ходовым винтам с шагом t=2 мм.
Задняя бабка перемещается в продольном направлении вручную ходовым винтом, имеющим квадратный хвостовик. Поджим обрабатываемой детали задним центром осуществляется перемещением пиноли с поршнем влево. В это время жидкость нагнетается в правую полость цилиндра Ц3.
Поджим обрабатываемой детали задним центром осуществляется перемещением пиноли с поршнем влево. В это время жидкость нагнетается в правую полость цилиндра Ц3.
Для закрепления пиноли задняя бабка снабжена двумя гидравлическими зажимами 3. Управление движением пиноли и ее зажимом сосредоточено в отдельной панели.
Узлы токарного многорезцового копировального станка 1722
Узлы токарного многорезцового станка 1722
Основные узлы токарного копировального многорезцового станка 1722. Смотреть в увеличенном масштабе
Узлы токарного многорезцового станка 1722
Основные узлы токарного копировального многорезцового станка 1722. Смотреть в увеличенном масштабе
1722 Конструкция и характеристика работы основных узлов станка
Гидрокопировальный суппорт
Установочное перемещение гидрокопировального суппорта в радиальном направлении производится вручную с помощью маховичка 5 (рис. 46, а), который установлен на шпонке на полом валике 6. Вращение от маховичка 5 передается через полый валик 6 и конические шестерни 8 и 10 ходовому винту 11. Последний связан с неподвижной маточной гайкой 13 и при своем вращении перемещает гидрокопировальный суппорт.
Вращение от маховичка 5 передается через полый валик 6 и конические шестерни 8 и 10 ходовому винту 11. Последний связан с неподвижной маточной гайкой 13 и при своем вращении перемещает гидрокопировальный суппорт.
После установки в требуемое положение гидрокопировальный суппорт закрепляется поворотом валика 7 и эксцентрика 9 посредством рукоятки 4.
При наладке станка необходимо ограничивать ход щупа гидроцилиндра. Это ограничение обеспечивается перестановкой упора 12. Упор 12 жестко связан с ходовым винтом 15, находящимся в контакте с маточной гайкой 14, выполненной за одно целое с коническим колесом. Вращение гайки 14, а соответственно и перемещение упора 12 достигается поворотом маховичка 3, который связан с гайкой 14 валиком 1 и коническим колесом 16.
Величина перемещения упора определяется по лимбу 2.
Поперечные суппорты
Для быстрой наладки станка в момент его настройки и для подналадки в процессе обработки партии деталей поперечные суппорты, кроме радиальной подачи от копиров, имеют ручные установочные перемещения.
На рис. 46, б показана конструкция поперечных суппортов станка модели 1722. По направляющим станины 2 перемещаются нижние продольные салазки 9, которые в требуемом положении закрепляются болтами 7 и прижимами 8. С продольными салазками связана плита 10 с радиальными направляющими, по которым перемещаются поперечные салазки 11 суппорта. Последние имеют два тавровых паза для закрепления резцов.
Подача каждого из поперечных суппортов в процессе обработки детали по полуавтоматическому циклу осуществляется копиром 3. Ручное перемещение суппорта производится рукояткой, надеваемой на квадратный конец вала 17, который через конические колеса 18 и 19 передает вращение ходовому винту 16.
Последний связан с планкой 5, имеющей резьбовое отверстие. Перед ручным перемещением суппорта нужно освободить болты 15, а после регулировки суппорта затянуть их вновь, соединив тем самым поперечные салазки 11 с ползуном 14, в котором на пальце 13 установлен ролик 12. Этот ролик находится в контакте с копиром 3. Постоянный прижим ролика 12 к копиру 3 осуществляется пружиной 21, установленной в гильзе 20. Последняя имеет отверстие, в которое входит выступ планки 5, связанной с ползуном 14. Пружина стремится оттолкнуть гильзу 20 назад и через планку 5 и ползун 14 прижимает ролик к копиру.
Постоянный прижим ролика 12 к копиру 3 осуществляется пружиной 21, установленной в гильзе 20. Последняя имеет отверстие, в которое входит выступ планки 5, связанной с ползуном 14. Пружина стремится оттолкнуть гильзу 20 назад и через планку 5 и ползун 14 прижимает ролик к копиру.
Регулировка положения копира относительно продольных салазок суппорта обеспечивается гайками 1 и 4, которые навинчены на резьбовую тягу 22. Клин 6 служит для направления копира 3.
Задняя бабка
В станке модели 1722 задняя бабка гидрофпцирована. С помощью гидравлики осуществляется быстрый отвод и подвод пиноли, поджим заднего центра и закрепление пиноли в корпусе задней бабки.
Установочное перемещение задней бабки по направляющим станины производится вручную посредством ходового винта 21 (рис. 46, в) и маточной гайки 20, закрепленной в корпусе 1 бабки. Закрепление задней бабки на направляющих станины осуществляется болтами 30 и прижимными планками 22.
Вращающийся шпиндель 6 задней бабки смонтирован на подшинниках качения в пиноли 12. В передней опоре установлены двойной цилиндрический регулируемый роликовый подшипник 4 и два шариковых упорных подшипника 5 и 7. Задняя опора шпинделя состоит из двух однорядных шариковых подшипников 10 и 11. Регулировка роликового подшипника 4 с внутренним комическим кольцом осуществляется гайкой 3.
В передней опоре установлены двойной цилиндрический регулируемый роликовый подшипник 4 и два шариковых упорных подшипника 5 и 7. Задняя опора шпинделя состоит из двух однорядных шариковых подшипников 10 и 11. Регулировка роликового подшипника 4 с внутренним комическим кольцом осуществляется гайкой 3.
В конус шпинделя задней бабки вставляется центр 2, который вынимается с помощью клипа, вставляемого в окно б. Клин нажимает на стержень 9, а последний выталкивает центр.
Пиноль 12 может перемещаться в отверстии корпуса 1. В пиноли профрезерован продольный паз а, в который входит шпонка 8, не допускающая поворота пиноли относительно своей оси.
Для перемещения пиноли используется гидроцилиндр, который состоит из крышки 18, гильзы 16 и фланца 14. Цилиндр присоединяется к корпусу задней бабки. Поршень 17 закреплен на штоке 15, который посредством диска 13 связан с пинолью 12.
При подаче масла из напорной магистрали через фланец 14 с левой стороны поршня пиноль с центром быстро отводится назад. Подвод пиноли к изделию и поджим центра происходят, когда масло подводится по каналам крышки 18 в правую полость гидроцилиндра.
После поджима центра пиноль должна быть закреплена в корпусе бабки. Это закрепление осуществляется двумя плавающими гидравлическими зажимами, каждый из которых состоит из двух втулок 23 и 28, поршня 26, штока 25 и пружины 29. Как поршень, так и шток имеют по два уплотнительных кольца 24 и 27.
Для зажима скалки масло под давлением подается по трубопроводам 19 и 31 в полость между поршнем 26 и втулкой 23. При этом поршень 26 перемещается влево и через шток 25 тянет втулку 28, прижимая ее к пиноли с правой стороны. В то же время масло давит на втулку 23, прижимая ее к пиноли с левой стороны. Освобождается пиноль пружиной 29 после того как рабочие полости зажимов отключаются от напорной магистрали.
Читайте также: Заводы производители токарных станков
Технические характеристики многорезцового копировального станка 1722
Технические характеристики многорезцового копировального станка 1722
Технические характеристики многорезцового копировального станка 1722. Скачать в увеличенном масштабе
Скачать в увеличенном масштабе
Технические характеристики многорезцового копировального станка 1722
Технические характеристики многорезцового копировального станка 1722. Скачать в увеличенном масштабе
Связанные ссылки. Дополнительная информация
Рекомендуем приобрести: Установки для автоматической сварки продольных швов обечаек – в наличии на складе! Сварочные экраны и защитные шторки – в наличии на складе! Токарно-копировальные станки для изготовления художественных изделий, судя по дошедшим до нас образцам продукции, уже в XVII в. достигли большой сложности. В XVIII в. они были значительно усовершенствованы. Ими почти не пользовались токари-ремесленники. Другим фактором был вызывавшийся модой спрос на особо затейливые предметы внутреннего убранства жилищ, выточенные из кости и твердой древесины (кубки, вазы, украшения для стола и т. п.). Третьим фактором являлось широкое распространение в XVIII в. табакерок — плотно закрывавшихся коробок для хранения нюхательного табака (порошка). Табакерки, выточенные на токарном станке, были красивыми, плотными и менее дорогими сравнительно со сделанными вручную, так как требовали меньшей затраты труда. Четвертым фактором был спрос на художественные барельефы из кости и древесины твердых пород, а иногда и из металлов, получившие большое распространение в XVII и первой половине XVIII в. Все эти четыре фактора, действовавшие в XVII и первой половине XVIII в., вызывали расцвет работ по конструированию токарно-копировальных станков, их механизацию. На эти работы хозяева токарных мастерских не жалели затрат времени и средств. Станки стали снабжаться копировальными механизированными суппортами, на них можно было получать сложные изделия без непосредственного участия рук работающего. Мода на точеные изделия проходит, вместе с ней проходит мода на упражнения в «токарном художестве» у знатных любителей. Сложные копировальные токарные станки, очень дорогие и трудоемкие при изготовлении, становятся ненужными и их перестают строить, а затем и эксплуатировать. Накопленный многовековой опыт становится не нужным, об этих станках забывают. Уже к концу XVIII в. копировальные станки сохраняются преимущественно как мемориальные ценности, связанные с памятью об их знаменитых владельцах. Потребность в станках, позволяющих изготовлять детали машин более сложной формы, появилась позднее, во второй четверти XX в., и в настоящее время конструкции таких станков разрабатываются и осуществляются. Конечно, конструктивные решения, предложенные в XVIII в. невозможно перенести в современное станкостроение, базирующееся на совершенно ином техническом уровне. Однако придание этим решениям современной нам формы помогает иногда гораздо быстрее найти требующуюся конструкцию. Обратимся к основным принципам устройства токарно-копировальных станков XVIII в. Все они могут быть разделены на две большие группы. К первой группе можно отнести станки, которые без непосредственного участия рук работающего наносили на плоскости рельефные изображения или узоры. Рельефные изображения, получавшиеся на плоскости с помощью копирования с образца на станке, иногда называли медалями, а сами станки — медальерными. Плоскими предметами, на которые с помощью копировальных станков наносили сложные геометрические узоры («розы»), были чаще всего крышки и донца табакерок, а иногда коробок какого-либо иного назначения. Второй большой группой были станки, предназначенные для изготовления предметов сложной формы, для получения рельефных изображений нa поверхности изделий или для нанесения на них сложных геометрических узоров. Это достигалось при перемещениях шпинделя станка. Перемещения шпинделя, требующиеся для получения предметов сложной формы и рельефов, получали при использовании бронзовых копиров, имевших вид изделия, но большего размера, обычно в масштабе около 2:1. Перемещения шпинделя, нужные для получения сложных узоров, получали при использовании бронзовых копировальных шайб, надевавшихся на шпиндель. Периферия этих шайб чаще всего имела форму пологих фестонов, плавно переходивших один в другой. Рельефные изображения получали следующим образом. Неподвижный копировальный палец имел вид стержня, на заостренном конце которого помещался маленький ролик. Характер процесса, описанного выше для получения рельефа на пластине, оставался тем же в тех случаях, когда рельеф наносился на цилиндрическую и коническую поверхности, а также и при изготовлении предметов сложной формы. При нанесении узоров характер процесса оставался неизменным, но вместо копиров применялись копировальные шайбы. Неподвижный копировальный палец все время находился в контакте с вырезанной фестонами периферией копировальной шайбы, надетой на шпиндель. Вследствие этого шпиндель, перемещаясь в направлении, перпендикулярном своей оси, совершал сложный путь, траекторию которого резец «записывал» на заготовке. Для усложнения узора пользовались последовательно несколькими шайбами, периферия которых была вырезана фестонами различных очертаний. В некоторых станках достигалась еще большая сложность пути, проходимого резцом на поверхности обрабатываемой детали (что было равнозначно большей сложности формы изделия). У таких станков путь движения резца складывался из пути, проходимого шпинделем, и пути, проходимого самой обрабатываемой деталью под действием шпинделя. Так, например, в одном из станков конструкции А. К. Нартова, шпиндель, вращаясь, в то же время под действием копировальных шайб, совершал путь по сложной траектории. Сведения о конструкциях токарно-копировальных станков можно получить из нескольких источников. Они описаны в книге Ш. Плюмье «Токарное искусство», в «Иллюстрациях» к «Энциклопедии» Дидро и Даламбера, в двухтомном «Руководстве токарю» Бержерона, а большая коллекция станков в Эрмитаже была описана в книге А. С. Бриткина и С. С. Видонова «Выдающийся машиностроитель XVIII в. А. К. Нартов». Большое количество конструкций этих станков описано в известной рукописи А. К. Нартова «Театрум Махинарум», материалы которой изучены недостаточно, так что наиболее трудные для понимания устройства до настоящего времени не пояснены. Поэтому представляется целесообразным наибольшее внимание в данной главе уделить станкам, описанным А. К. Нартовым и проиллюстрировать высказанные выше положения в основном на их материале. Загорский Ф.Н. Очерки по истории металлорежущих станков до середины XIX века. -Л. 1960 |
 Собственниками их были иногда «мастера токарного художества», но чаще всего этими шедеврами станкостроения владели богатые и знатные любители. В их мастерских, или «лабораториях», работали «художники» токарного искусства, которые подготовляли работу для хозяев, помогали им во время ее исполнения, обучали их различным приемам и тонкостям токарного дела. Вместе с тем эти же «художники» токарного искусства работали и над. дальнейшим усовершенствованием конструкции станков. Жизненный успех токарного «художника» зависел от того, насколько хорошо токарю-любителю, хозяину, удавалось изготовлять затейливые вещицы, соответствовавшие тогдашней моде. Любители, естественно, никогда не были столь опытны, как «художники», а прилежания было у них еще меньше, чем опыта. Поэтому они не могли изготовлять сколько-нибудь сложные предметы вручную. Но при механизации станка их возможности в отношении изготовления сложных, затейливых изделий значительно повышались. Так возникал один из факторов механизации этого рода токарных станков.
Собственниками их были иногда «мастера токарного художества», но чаще всего этими шедеврами станкостроения владели богатые и знатные любители. В их мастерских, или «лабораториях», работали «художники» токарного искусства, которые подготовляли работу для хозяев, помогали им во время ее исполнения, обучали их различным приемам и тонкостям токарного дела. Вместе с тем эти же «художники» токарного искусства работали и над. дальнейшим усовершенствованием конструкции станков. Жизненный успех токарного «художника» зависел от того, насколько хорошо токарю-любителю, хозяину, удавалось изготовлять затейливые вещицы, соответствовавшие тогдашней моде. Любители, естественно, никогда не были столь опытны, как «художники», а прилежания было у них еще меньше, чем опыта. Поэтому они не могли изготовлять сколько-нибудь сложные предметы вручную. Но при механизации станка их возможности в отношении изготовления сложных, затейливых изделий значительно повышались. Так возникал один из факторов механизации этого рода токарных станков.
 Литературные данные, сохранившиеся изделия и, наконец, сами дошедшие до нас станки свидетельствуют о высоком мастерстве их создателей.Но с середины XVIII в. получает все более широкое распространение фарфор. Фарфоровые вазы, фигуры, посуда, табакерки, шахматы становятся модными и повсюду вытесняют предметы, изготовленные из кости и древесины. Курение табака распространяется все шире и вытесняет нюхание его, а вместе с этим сокращается изготовление табакерок. Точеные барельефы вытесняются фарфоровыми, а затем и фарфоровыми расписными тарелками.
Литературные данные, сохранившиеся изделия и, наконец, сами дошедшие до нас станки свидетельствуют о высоком мастерстве их создателей.Но с середины XVIII в. получает все более широкое распространение фарфор. Фарфоровые вазы, фигуры, посуда, табакерки, шахматы становятся модными и повсюду вытесняют предметы, изготовленные из кости и древесины. Курение табака распространяется все шире и вытесняет нюхание его, а вместе с этим сокращается изготовление табакерок. Точеные барельефы вытесняются фарфоровыми, а затем и фарфоровыми расписными тарелками.
 Рельефные изображения на плоскости: наносились при перемещении шпинделя станка в направлении его оси. Сложные узоры наносились на плоскость при перемещениях шпинделя станка параллельно его собственной оси.
Рельефные изображения на плоскости: наносились при перемещении шпинделя станка в направлении его оси. Сложные узоры наносились на плоскость при перемещениях шпинделя станка параллельно его собственной оси. Изредка при работе с копирами, имевшими резкие переходы очертаний, применялись копировальные пальцы с остриями без роликов, которые не допускали «смазывания» изображения. К ролику (или заострению) копировального пальца копир постоянно прижимался пружиной. Во время работы станка место их контакта перемещалось по спирали. В соответствии с выступами и впадинами копира он сам совершал колебательные движения. Эти движения копира передавались заготовке, которая повторяла их. Заготовка находилась в контакте с резцом, подобно тому как копир находился в контакте с копировальным пальцем. Место контакта резца с заготовкой также перемещалось по спирали и обходило всю ее поверхность. Заготовка перемещалась больше или меньше в зависимости от рельефа копира, при этом менялась и толщина стружки. После многих проходов резца на поверхности пластины возникал рельеф, аналогичный имевшемуся на копире, но в меньшем масштабе.
Изредка при работе с копирами, имевшими резкие переходы очертаний, применялись копировальные пальцы с остриями без роликов, которые не допускали «смазывания» изображения. К ролику (или заострению) копировального пальца копир постоянно прижимался пружиной. Во время работы станка место их контакта перемещалось по спирали. В соответствии с выступами и впадинами копира он сам совершал колебательные движения. Эти движения копира передавались заготовке, которая повторяла их. Заготовка находилась в контакте с резцом, подобно тому как копир находился в контакте с копировальным пальцем. Место контакта резца с заготовкой также перемещалось по спирали и обходило всю ее поверхность. Заготовка перемещалась больше или меньше в зависимости от рельефа копира, при этом менялась и толщина стружки. После многих проходов резца на поверхности пластины возникал рельеф, аналогичный имевшемуся на копире, но в меньшем масштабе.
 Но, кроме того, на шпинделе был установлен такой патрон, что закрепленная в нем заготовка перемещалась не только вместе со шпинделем, но еще одновременно двигалась от центра патрона по кривой.
Но, кроме того, на шпинделе был установлен такой патрон, что закрепленная в нем заготовка перемещалась не только вместе со шпинделем, но еще одновременно двигалась от центра патрона по кривой.
Токарно-копировальный станок BACCI T4MO | NOINER
Токарно-копировальный станок BACCI T4MO | NOINER Обратный звонок Задать вопрос ведущему специалисту:+7 (495) 199-79-79 Узнать цену
| Минимальный радиус копирования, мм | 17,5 |
| Максимальная рабочая длина, мм | 1000 (1500) |
| Максимальный диаметр заготовки, мм | 170(250) |
| Мин/макс скорость вращения шпинделей, об/мин | 25/42 |
| Мин/макс скорость подачи, об/мин | 75/200 |
| Мощность двигателя инструментального узла, кВт | 7,5 |
| Мощность двигателя подачи, кВт | 0,75 |
| Масса, кг | 1500 |
| Габаритные размеры, мм | 2550х1200х2200 |
| Шлифовальный блок | |
| Шлифовальная лента, шт | 4 |
| Высота ленты, мм | 130 |
| Диаметр подающего ролика, мм | 60 |
| Размер ленты, мм | 990х130 |
| Мощность двигателя, кВт | 2,2 |
ОБЛАСТЬ ПРИМЕНЕНИЯ:
Токарно-копировальный станок T4MO предназначен для обработки заготовок сложной формы, которые могут быть составными частями различных предметов мебели, а также оружейных прикладов, топорищ, колодок для обуви и много другого.
Получение профиля изделий основано на принципе копирования по шаблону. Шаблон и четыре заготовки закреплены горизонтально друг над другом и синхронно вращаются; фреза расположена вертикально. Нижняя часть барабана фрезы прижата к вращающемуся шаблону и при продольной подаче обкатывает его профиль. Фреза при этом совершает сложное движение.***
Поставка оборудования для мебельных и деревообрабатывающих производств.
Инжиниринг и программное обеспечение. +7 (495) 199-79-79
ООО «Нойнер» © 2015. Все права защищены
This site is protected by reCAPTCHA and the Google Privacy Policyand Terms of Service apply.
Как выбрать токарный станок по дереву с копиром: цены, характеристики и виды
Токарные станки — это специализированное оборудование, применяемое для изготовления изделий из дерева. Именно на таком станке делают ножки для мебели, дверные ручки, балясины и другие изделия из дерева. Существует множество моделей современных токарных станков, имеющих разную стоимость.
Именно на таком станке делают ножки для мебели, дверные ручки, балясины и другие изделия из дерева. Существует множество моделей современных токарных станков, имеющих разную стоимость.Модели токарных станков по дереву
Существует большое количество разных моделей токарных станков, их можно разделить на такие виды:
- Стандартные станки, в зависимости от изделия, обработка на таком устройстве производится в центре, в специальном патроне или планшайбе. В конструкцию оборудования входит электродвигатель, стальной каркас, резцы, патроны и система управления.
- Копировальные инструменты, с их помощью производят однотипные изделия из дерева, в больших количествах. Аппараты с ручным управлением стоят дешевле и будут выгодным вариантом для небольших производств.
- Фрезеровальные станки, на них обработка дерева делается вдоль оси изделия. Работа делается с помощью фрезы и циркулярной пилы.
- Станки для витых каннелюр, на оборудовании можно осуществлять стандартные операции, а также фигурную нарезку на боках изделий.
 Электронное управление значительно облегчает работу, а возможность одновременной обработки двух изделий, повышают производительность и экономит время.
Электронное управление значительно облегчает работу, а возможность одновременной обработки двух изделий, повышают производительность и экономит время.
Копировальный токарный станок по дереву Proma DSL-1200
Токарный станок предназначен для обработки деревянных изделий, вытачивания профилей и декоративных деталей. Характерная особенность аппарата — наличие двух резцов. Один устанавливается на люнете и служит для обработки круглых заготовок, снимает до 10 мм материала за один проход. При помощи этого резца можно делать круглые заготовки разных диаметров. Настройки выставляются на специальном приспособлении.Второй резец установлен в копировальной каретке и вытачивает детали по копиру. Оригинальное крепление, позволяет быстро подготовить станок к работе.
Для изготовления длинных изделий в комплект поставки входит люнет, который крепится на направляющие штанги, как опора и исключает прогиб длинной заготовки. Установив планшайбу, станок позволит обрабатывать многогранные изделия.
Характеристики:
- Напряжение — 380В .
- Максимальная длинна детали — 1200 мм.
- Высота центра — 215 мм.
- Масса — 395 кг.
- Размеры — 2105х1000х1225 мм.
Цена — 255803р.
4-х шпиндельный копировальный токарный станок Т4М-0
Модель Т4М-0, оснащается горизонтальным шлифовальным блоком, который способен обрабатывать 4 заготовки одновременно по копиру (кружевные ножки столов и стульев, музыкальных инструментов).
Особенности токарного станка:
- Литая станина и сбалансированные части, позволили избежать вибрации, повысив скорость обработки больших заготовок.
- Вал устанавливается автоматически в начале цикла и возвращаться в исходную позицию, после завершения обработки.
- Пневматический зажим на шпинделях.
- Регулируемая скорость подачи валов.
- Плавная регулировка скорости вращения шпинделя с помощью блока.
Характеристики:
- Напряжение — 380В .

- Напряжение — 380В .
- Максимальная длинна детали — 1200 мм.
- Высота центра — 235 мм.
- Масса — 1850 кг.
- Размеры — 2300х1200х1950 мм.
Дополнительная комплектация:
- Двигатель на 7,3 кВт.
- Инвентарное управление скоростью вращения.
- Расширение рабочего пространства до 1500 мм.
Цена — 49700р.
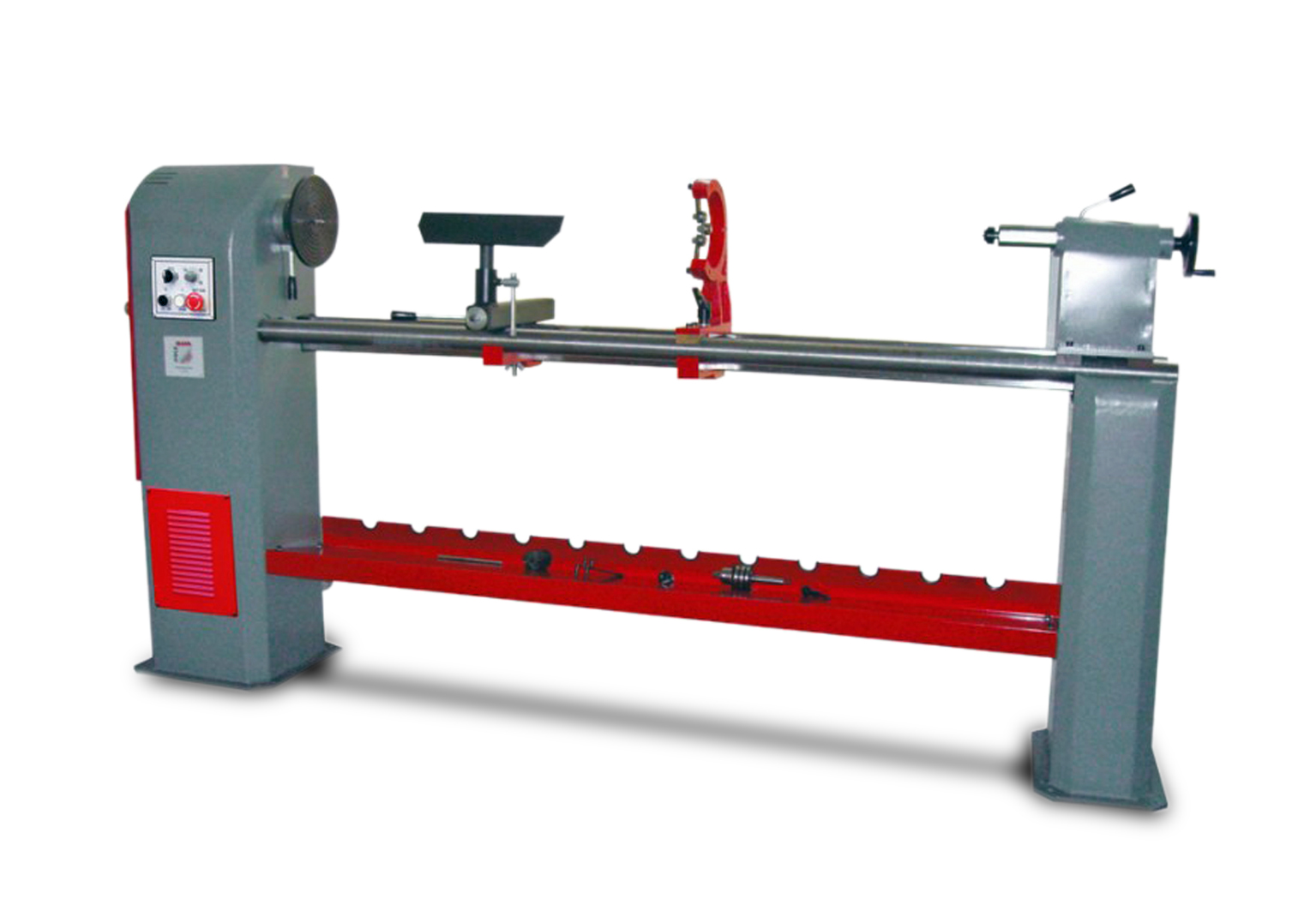
Копировальный токарный станок по дереву CL-1201
Станок CL-1201 применяется на обрабатывающих производствах, для вытачивания округлённых изделия с диаметром до 1200 мм и обработки деталей цилиндрической формы. Широкие возможности по обработке обеспечивают фиксаторы: планшайба, патрон, центры.
Особенности токарного аппарата:
- Тяжёлый шпиндель, оснащается устройством управляющим скоростью вращения, что позволяет качественно обрабатывать заготовки исходя из массы, габаритов, вида древесины.
- Шпиндель может менять направление вращения, обеспечивая хорошую обработку древесины любой плотности.

- Управление и настройка токарного станка осуществляется с переносного пульта, который по желанию пользователя может размещаться на передний или задней колонне.
- Устойчивость станка обеспечивается станиной, изготовленной из стали, а задние колонны из чугуна. Чем достигается минимальная вибрация во время работы и повышается качество обработки.
- Основание позволяет обрабатывать заготовки длинной до 1270 мм, а для увеличения можно использовать дополнительные секции до 1270 мм.
- Механизм для копирования входит в базовую поставку, что значительно расширяет возможности.
- Фрезерная приставка позволяет производить продольные пазы по всей длине заготовки.
- Мобильный суппорт перемещается по всей поверхности детали. Управление осуществляется маховиком. Глубина обработки регулируется рычагом
- С помощью задней бабки, увеличивается точность обработки деталей большой длинны.
- Степень защиты станка IP54, двигатель надёжно защищён от перегревов и перегрузок, а электронные детали от воздействия влаги и пыли.

В стандартную комплектацию входят:
- Копир и держатель для шаблонов.
- Опора для ножа 254 мм.
- Механизм для нанесения спиральных каналов.
- Крепёжная шайба 254 мм.
- Вращающийся центр.
- 2 прямых резца
- Подставка для долот.
- Мобильный люнет.
- Устройства для регулирования скорости шпинделя.
Цена — 153588р.
Копировальный токарный станок по дереву CL-1201A
Аппарат производится австрийской компанией Stomana, которая занимается поставкой оборудования уже более 20 лет. Устройство предназначено для обработки древесины и округления изделий длинной до 1270 мм, из материала разной плотности. Копировальное устройство поставляется в базовой конфигурации, с его помощью выпускаются изделий по образцу.
Особенности токарного станка:
- Система подачи суппорта идёт в стандартной комплектации и значительно расширяет возможности по производству деталей по шаблону.
- Тяжёлый шпиндель оснащается цифровой системой регулировки вращения, что облегчает обработку деталей любого размера.
- Фрезеровка спиральных каналов входит в стандартные функции.
- Станина выполнена из стали, а задняя колонна из чугуна. Что гарантирует минимальную вибрацию и устойчивость при выполнении работ.
- С помощь фрезерной приставки, возможно, вытачивание на всей площади заготовки.
- Устройство регулировки вращения, обеспечивает настройку скорости шпинделя от 0 до 4000 об/мин. Что позволяет выбрать лучший режим для древесины разной плотности.
В комплект поставки токарного станка входит:
- Копир и подставка для шаблонов.
- Опора для ножа.
- Механизм для нанесения спиральных каналов.
- Вращающейся центр.
- Ведущий центра диаметром 20 мм.
- Крепёжная шайба.
- 2 резца.
- Подставка для люнета.
Копировальный токарный станок по дереву КТФ-7
Токарное устройство КТФ-7 используется для обработки дерева на неподвижных и вращающихся заготовках. Оборудование использует дисковый инструмент для фрезерования, что увеличивает производительность и срок службы. Эта схема позволяет получить детали, которые нельзя изготовить на обычном токарном станке:
Оборудование использует дисковый инструмент для фрезерования, что увеличивает производительность и срок службы. Эта схема позволяет получить детали, которые нельзя изготовить на обычном токарном станке:- Профильные многогранники.
- Поверхности с винтовым профилем.
- Профильные канавки на изделии.
Работа на токарном устройстве производится по шаблону с автоматической подачей заготовки, в два захода. При прямом движении происходит черновая обработка, при обратном — чистовая. Полуавтоматическая работа повышает производительность и количество неровностей на поверхности дерева при обработке. Устройство оборудовано креплением под ручную фрезу.
Характеристики:
- Напряжение — 380В.
- Максимальная длинна детали — 1200 мм.
- Высота центра — 215 мм.
- Масса — 740 кг.
- Размеры — 2100х900х1049 мм.
Цена — 309000р.
Оцените статью: Поделитесь с друзьями!
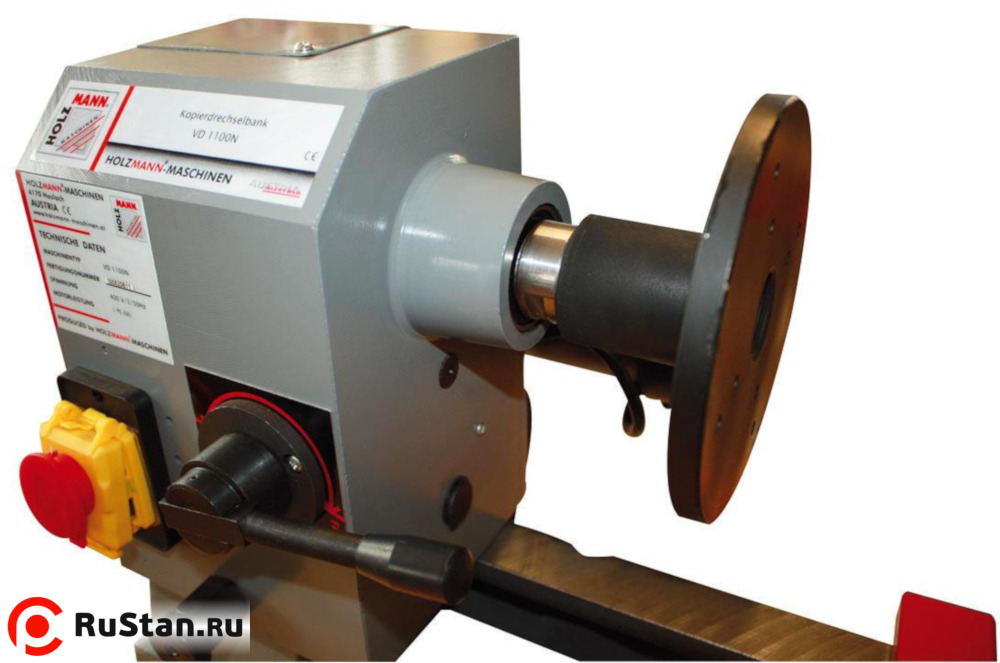
Копировальный токарный станок VD1100ECO_400V Holzmann (Австрия)
Предназначен для воспроизведения на изделиях из деревянных материалов плоских и криволинейных поверхностей по копиру (шаблону, образцу, модели, чертежу). Основным узлом копировального станка является копировальное устройство. Регулировка копировального устройства осуществляется с помощью удобного вращающегося маховика.
Производитель: Holzmann
Родина бренда: Австрия
| Техническая характеристика копировального токарного станка VD1100ECO_400V | ||
| Напряжение сети, В | 400 | |
| Макс. мощность электродвигателя, кВт | 0,75 | |
| Частота вращения шпинделя, об/мин | 500-2000 | |
| Диаметр отверстия шпинделя, мм | 10 | |
| Конус шпинделя | МК2 | |
| Ход пиноли задней бабки, мм | 120 | |
| Расстояние между центрами, мм | 1000 | |
| Габариты, мм | 1480 x 410 x 460 | |
| Вес нетто, кг | 78 | |
| Вес брутто, кг | 80 | |
Отзывы о Копировальном токарном станке VD1100ECO_400V
Пока нет отзывов на данный товар.
Оставить свой отзыв
Ваш отзыв поможет другим людям сделать выбор. Спасибо, что делитесь опытом!
В отзывах запрещено:
Использовать нецензурные выражения, оскорбления и угрозы;
Публиковать адреса, телефоны и ссылки содержащие прямую рекламу;
Писать отвлеченные от темы и бессмысленные комментарии.
Информация не касающаяся товара будет удалена.
Что такое копировальный станок? (с изображением)
Копировально-токарный станок – это особый тип токарного станка, который имитирует шаблон или форму для непрерывного производства одного и того же предмета. Это в основном используется для изделий сложной формы или неправильной формы, которые в противном случае было бы трудно воспроизвести без ошибок. Для этого изделие изготавливается один раз или покупается шаблон, а копировальный станок следует форме и глубине, чтобы идеально воспроизвести изделие. Эта функция предусмотрена на большинстве токарных станков, потому что многие рабочие считают ее полезной.
Эта функция предусмотрена на большинстве токарных станков, потому что многие рабочие считают ее полезной.
Копировально-токарный станок – это копировальный станок в мире деревообработки и металлообработки. Все начинается с того, что рабочий создает форму или получает шаблон.Шаблоны – это просто готовые детали, которые ничем не отличаются от того, если бы рабочий создавал форму сам. Получить шаблон проще, но шаблоны обычно имеют стандартную форму, такую как перила или ножка стула, поэтому работник может не найти шаблон, который бы соответствовал его или ее потребностям. В этом случае рабочий создает форму на токарном станке или вручную.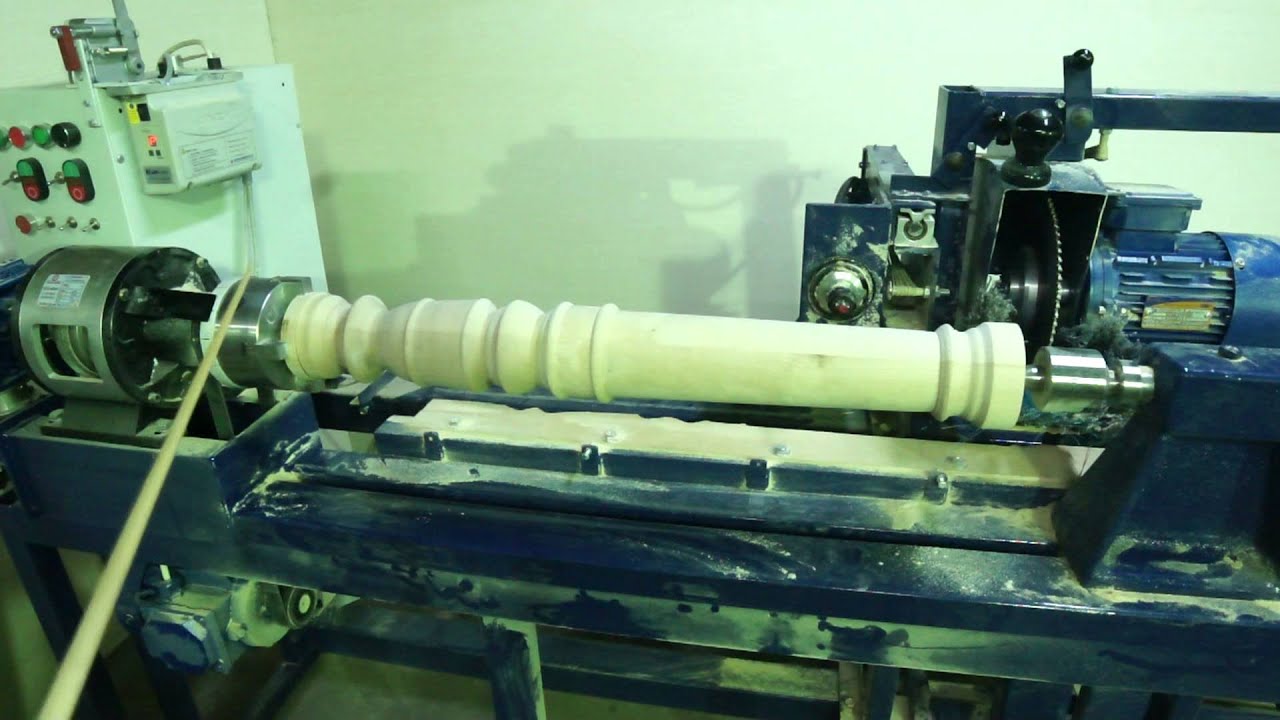
После создания формы она снимается с режущей части токарного станка.Затем он помещается в копировальную часть копировального станка, которая обычно находится внизу. Настройка аналогична установке дерева или металла в режущей части. Оба конца объекта закреплены, и металлическая деталь должна касаться шаблона. Разница в том, что металлическая деталь предназначена не для резки, а для направления по шаблону, чтобы понять форму и глубину.
Материал помещается в режущую часть копировально-токарного станка. Работнику, возможно, придется установить соединение между частью копирования и вырезания, но наличие шаблона в части копирования также может автоматически включить функцию копирования. Это зависит от модели копировального станка.
Работнику, возможно, придется установить соединение между частью копирования и вырезания, но наличие шаблона в части копирования также может автоматически включить функцию копирования. Это зависит от модели копировального станка.
Материал в режущей и копировальной частях копировального станка начинает вращаться.В области копирования стилус мягко проводит по шаблону. Резак реагирует на стилус, перемещаясь внутрь и наружу в соответствии с дизайном шаблона. Обрезая от одной стороны до другой, токарный станок сделает точную копию шаблона.
Копировально-токарные станки созданы таким образом, чтобы рабочие могли воссоздать ту же форму без каких-либо ошибок. Это означает, что рабочий может изготовить одну и ту же деталь, независимо от ее сложности, столько раз, сколько потребуется. Томас Бланшар запатентовал первую копию токарного станка примерно в 1820 году, в основном для изготовления оружейных лож и других нестандартных предметов, таких как колодки для обуви.
Это означает, что рабочий может изготовить одну и ту же деталь, независимо от ее сложности, столько раз, сколько потребуется. Томас Бланшар запатентовал первую копию токарного станка примерно в 1820 году, в основном для изготовления оружейных лож и других нестандартных предметов, таких как колодки для обуви.
Pro – Vega Woodworking
Описание продукта
ЧТО ДУПЛИКАТОР ДЕЛАТЬ?
Для всех, кроме самых опытных ручных токарных станков, дубликатор Vega Pro обеспечит гораздо более быстрое снятие материала, хорошую чистоту поверхности на большинстве видов древесины и возможность изготовления дубликатов шпинделей, которые точно такие же. Дубликатор обеспечивает превосходное управление инструментом, делая токарную обработку более безопасной, быстрой и точной.
Дубликатор обеспечивает превосходное управление инструментом, делая токарную обработку более безопасной, быстрой и точной.
КАК ЭТО РАБОТАЕТ?
Дубликатор работает по тому же принципу, что и ключ-фрез. Вы либо делаете шаблон (в котором есть профиль токарной прорези), либо монтируете оригинальный токарный станок, который вы хотите скопировать (максимальный диаметр 4 дюйма для исходных токарных токенов). Избыточный материал быстро удаляется путем фиксации движения фрезы внутрь наружу и поворота маховика дубликатора для перемещения фрезы вдоль оси станины токарного станка.Затем выполняются последние пропилы, начиная с высоких точек поворота в бухты.
МОГУ ЛИ Я ИСПОЛЬЗОВАТЬ ДОЛОТО?
Да. Первый вариант – снять дубликатор, ослабив 2 болта. Второй вариант – установить дубликатор на тыльную сторону токарного станка и перевернуть резак вверх ногами. Это дает вам доступ к передней части токарного станка для ручной токарной обработки. Третий вариант доступен только тем, у кого есть токарно-реверсивный станок. Этот вариант заключается в установке дубликатора спереди и ручном повороте с задней стороны токарного станка с перевернутым шпинделем.Обратите внимание, что некоторые токарные станки могут быть сконструированы таким образом, чтобы предотвратить установку Vega Duplicator на задней части станка.
Третий вариант доступен только тем, у кого есть токарно-реверсивный станок. Этот вариант заключается в установке дубликатора спереди и ручном повороте с задней стороны токарного станка с перевернутым шпинделем.Обратите внимание, что некоторые токарные станки могут быть сконструированы таким образом, чтобы предотвратить установку Vega Duplicator на задней части станка.
НАСКОЛЬКО ГЛУБОКУ Я МОГУ СДЕЛАТЬ?
Может уменьшать диаметр до 3/4 ″ за проход. Для получения такого глубокого пропила необходима прочная заготовка, которая не прогибается под нагрузкой, и токарный станок с соответствующей мощностью (минимум 3/4 л.с.).
ОТЛИЧНЫЕ ХАРАКТЕРИСТИКИ
ЖЕСТКОСТЬ – Обеспечивает надежную фиксацию фрезы на месте для получения гладкого реза.
ДОЛГОВЕЧНОСТЬ – Тяжелая конструкция и материал с низким коэффициентом трения делают инструмент очень прочным. все точки износа имеют механические приемные устройства.
ПРОСТОТА ЭКСПЛУАТАЦИИ – Все органы управления расположены для быстрого и удобного доступа.
ПРИНАДЛЕЖНОСТИ
Slender Turning Accessory 1.875
Движущийся люнет, который решает проблему «хлестания» шпинделей. (Потому что они структурно слабые из-за отношения длины к диаметру.) Это устройство крепится болтами к передней части каретки копировального аппарата и поддерживает шпиндель внутри большого подшипника с помощью 4 противостоящих установочных винтов диаметром ¾ дюйма (подходит для квадратного ложа до 1 7/8 дюйма).
Спиральная насадка
Поверните шпиндель с помощью резака для дубликатора, а затем установите на него фрезерный станок. Спиральная насадка будет вращать шпиндель во время резки канавок или язычков. Имеет встроенную индексную пластину с 24 зубьями.
Кронштейн фрезы
Позволяет установить фрезерный станок с круглым двигателем на шпиндель держателя инструмента дубликатора. Используйте индексатор токарного станка, чтобы расположить токарную станцию для фрезерования. Новая конструкция позволяет устанавливать фрезер вертикально или с наклоном назад для обработки точения большего диаметра.
Используйте индексатор токарного станка, чтобы расположить токарную станцию для фрезерования. Новая конструкция позволяет устанавливать фрезер вертикально или с наклоном назад для обработки точения большего диаметра.
Diamond Vee Cutter
Это высокопроизводительная режущая система, в которой используются двухсторонние твердосплавные пластины. Преимущества включают превосходное качество поверхности при токарной обработке, длительный срок службы фрезы, отсутствие заточки, возможность индексирования для быстрой и точной смены инструмента. Отлично подходит для большинства пород дерева.
Специальные фрезы
Фрезы для квадратных уступов – это фрезы с твердосплавными пластинами для чистой под углом 90 градусов левых или правых уступов.Он использует вставку в стиле Diamond Vee для резки мебельных ручек и круглых форм. Оба являются индексируемыми инструментами.
Люнет
Люнет крепится болтами к станине токарного станка. Имеет 2 рычага с мягкими роликами и подшипниками. Мягкий материал предотвращает сжатие древесины при отжиме. Благодаря этому люнет работает плавно и тихо. Эта конструкция очень хороша для небольших партий деталей или случайных длинных шпинделей.
Создатель шаблонов
Этот инструмент позволяет быстро и легко нарисовать профиль на материале шаблона из оригинального точения.Просто поместите мастер токарной обработки в токарный станок и проследите профиль, используя инструмент для создания шаблона. Затем карандаш обводит профиль на материале шаблона. Вырежьте шаблон и сделайте поворот.
Продажа токарных станков по дереву новые и б / у
Токарный станок Mvm t1200 v.380
Tornio Centauro mod. T5e – 1600 н. Э. usato
Ручной токарный станок по дереву MCN-ITALIA KONTOUR 1500 – стандарт CE
Максимум. расстояние между центрами мм 1500
Высота центров стола мм 240
Приспособления для патронов и задней бабки. ..
..
4TO301502 Токарный станок для ножек стола Genini мог. G300 – макс. диаметр поворота. 300 мм. – Макс. Длина поворота мм. 800 – п. 4 вагона
Windoor plus – unita ’operativa doppia cn a 9 assi per la lavorazione del pannello – porta Автомат, обеспечивающий высокую надежность, исключительную точность и высокую производительность …
МЕХАНИЧЕСКИЙ ВЕРТИКАЛЬНЫЙ КОПИРОВАТЕЛЬНЫЙ СТАНОК СТАНДАРТНОЕ ОБОРУДОВАНИЕ Шпиндели №4 для одновременного копирования 4-х заготовок.Регулируемое вращение инвертором. Движение шпинделя бронзовой шестерней …
Автоматический копировальный станок Bulleri 4 шт длина 1150 мм расстояние между центрами 300 мм https://www.macchine-legno.com/
Копировально-токарный станок Locatelli максимальная длина 800 мм https://www.macchine-legno.com/
4TO451906 Копировально-токарный станок Valeri мод. 4 м / 65 зи – п. 4 шлифовальных агрегата – Макс. рабочая длина – скорость подачи 0-1 м / мин
4TO452001 Валери вертикально-копировальный станок 4м / 65 э – б / у
-а диски
-с шлифовальными машинами
-рабочая длина мм. 1250
1250
Ручной токарный станок Mvm Mod.T1200 с копировальным аппаратом
Код продукта MN151 Токарный станок по дереву марки Centauro Модель ТМ 1200 Знак CE Ручной токарный станок Габаритные размеры 220 х 60 х 124 см Вес 200 кг
Токарный станок locatelli volcano b с расстоянием между копиями 1200
Б / у токарный станок Baldoni с расстоянием между копиями – 1200 бит Код. 10840
Токарный станок Gennari с копией, расстояние между центрами 1000, v.380
CENTAURO LATHE MOD.T2 6 СКОРОСТЬ, ТОЧКИ РАССТОЯНИЯ 1000.
Полуавтоматический токарный станок с расстоянием копирования наконечников 900 мм cod. 8667ml б / у
Полуавтомат токарный с 2 точками Копирование расстояние 1 Mt.
Полуавтомат токарный Genini мод.кафиро s-90
Винтовой фрезерный станок OMB – ITALIA 1200
Максимальная длина заготовки мм 1200
Скорость шпинделя 1 ° / скорость 2 °
Фреза влево / вправо – скорость 1 ° / скорость 2 ° – Двигатель .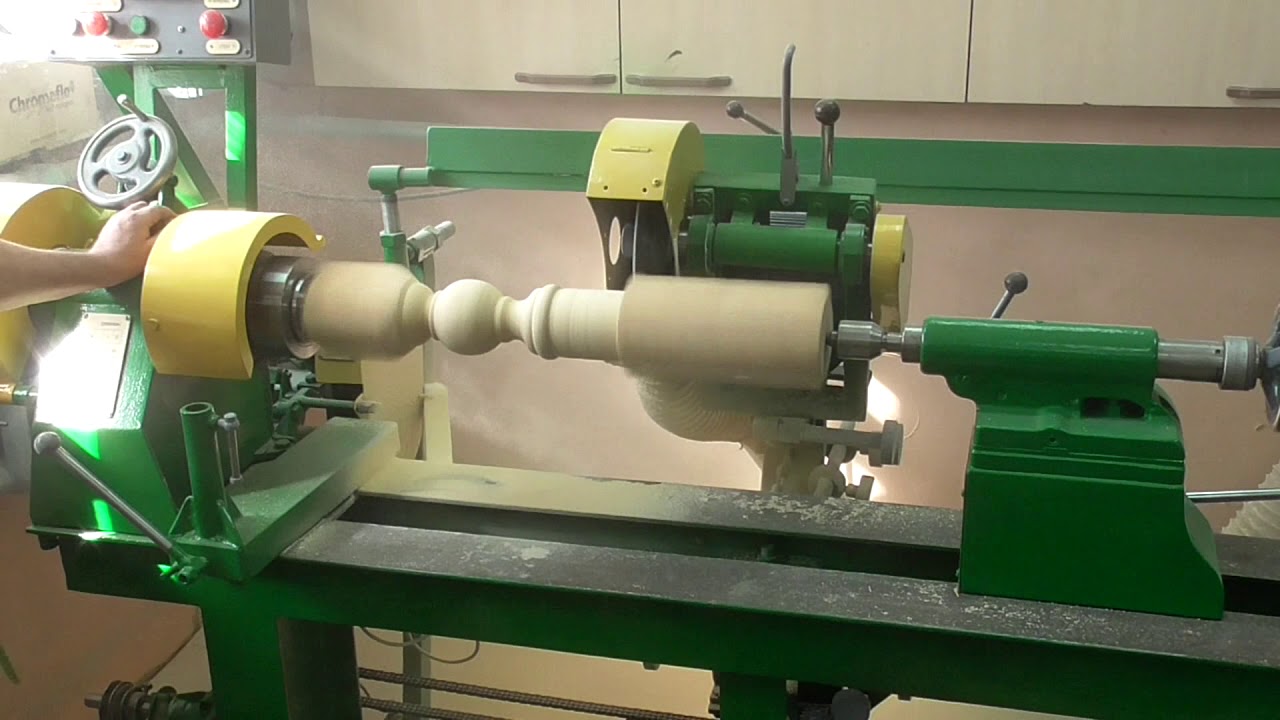 ..
..
Токарный станок с копировальным устройством MINIMAX (SCM Group) T-124- Стандарт CE Технические данные Расстояние между центрами мм 1150 Высота центров…
Б / у токарный автомат Oma мод. 90 / а – 3 вагона – Макс. рабочая длина 900 мм
Токарный станок GOMAD DNXA место расположения Гожув-Велькопольски Условия доставки Выбери свой Стоимость доставки J3hwdr Заявление Тип запуска Заявление описание Комментарии Опора токарного станка GOMAD …
Полезная длина макс 1200 2 черновых инструмента 3 группы отделки Не CE использовал рабочий
очень прочная и тяжелая конструкция из стали / серого чугуна с широкой станиной регулирование скорости с помощью преобразователя частоты (2 ступени) ход вперед / назад, ЖК-индикация скорости долго т…
– станина, стойка, хвостовая бабка и головная бабка из серого чугуна. -головный приклад можно повернуть – варианты копировального устройства: с эталонной заготовки или выкройки -Максимум. длина копирования 1000 мм -хвостовая бабка …
Мощность шпинделя 4кВт Количество шпинделя 1 Количество инструментов 2 Макс.подача …
АВТОМАТИЧЕСКИЙ КОПИРОВОЧНЫЙ СТАНОК ИСПОЛЬЗУЕМЫЙ БРЕНД BACCI https://www.macchine-legno.com/
Гидравлический копировальный аппарат 2 рабочих ножа 3 вертикальных ножа Максимум.расстояние между центрами 1200 мм Высота центров стола 170 мм. Скорость вращения вала об / мин 900/1500/2100/2800 Мощность двигателя 4 / 5,5 …
токарно-копировальный автомат BULLERI 110/4 – LS. подержанный гидравлическое движение состоит из 4 мандринов расстояние между мандринами мм. 320 Максимум. полезная рабочая длина мм. 1100 макс ….
шпиндель M33 DIN800 станина станка из серого чугуна, задняя бабка, упор для инструмента и головка из серого чугуна Задняя бабка MT2 с системой быстрой фиксации чрезвычайно тихий привод с поликлиновым ремнем бывший…
АВТОМАТИЧЕСКИЙ ГИДРАВЛИЧЕСКИЙ ВЕРТИКАЛЬНЫЙ КОПИРОВАТЕЛЬНЫЙ ТОКАР Тип GENNARI LM120 / 4A. Подержанный 4 шпинделя + копия гидравлическое движение каретки скорость подачи …
Токарные станки по дереву HEMPEL Тип CHS 12 Б / у 3 турели
Торнио согласно legno HM-1 Completeto di Copiatore 220 В 2 л. Specifiche Produttore HM Модель HM 1 Condizione Usata Numero di mag …
Vendo causa inutilizzo torno / levigatrice manuale.Lunghezza utile 1200 мм Prezzo: 850 € Для информации: 3383986255 ([email protected])
Tornio Landonio misura massima lavoro 1300 мм с внутренним диаметром 200 мм и внутренним диаметром 50 мм
Fermo dell’al’alberada led zona di lavoro – Ottima macchina per chi vuole deccarsi alla lavorazione al tornio senza impeganer troppo spazio in lab
Производители копировальных станков – Поставщики копировальных станков
Всего насчитывается 212 доверенных копировальных станков компаний.Это включает: 64 – Производители, 42 – Экспортеры, 21 – Оптовики, 53 – Поставщики, 13 – Розничные торговцы, 6 – Покупка домов, 8 – Торговцы, 2 – Услуги, 2 – Прочие, На ExportHub 342 копировальных станков, импортеров и покупателей.Из них 137 нужно один раз, 7 потребности еженедельно, 14 потребности в месяц, 34 потребности ежеквартально, 48 потребности на шесть месяцев, 103 потребности на годовой основе К числу ведущих стран-экспортеров копировальных станков относятся: Китай, Индия, Япония В число ведущих копировальных станков в странах-импортерах входят: Австралия, Таиланд, Южная Корея, США, Канада Ценовой диапазон топовых копировально-токарных станков находится в диапазоне 2250-4500 долларов США.Минимальная стоимость заказа копировально-токарных станков Покупатели на ExportHub составляют 2250 долларов США , а максимальная стоимость заказа составляет 162000 долларов США . Общий объем продаж копировально-токарных станков категории составил 478402 долларов США в прошлом месяце. Топовые разновидности копировально-токарных станков продуктов включают в себя токарный копировальный станок по дереву, копировальный станок, токарный станок по дереву, токарный копировальный станок по дереву. Всего на ExportHub 6 платных членов из копировальных станков . Из них 2 являются стандартными участниками, 3 являются участниками уровня Gold и 1 являются участниками VIP. Команда консультантов по закупкам ExportHub имеет Подключено 78 покупателей и поставщиков за последнее время. Примерно 63 новых покупателя копировально-токарных станков присоединяются к ExportHub каждый месяц.
Гидравлический копировальный станок“Pilot” | Станки
Здесь мы будем рассматривать только гидравлические устройства.Внедрение техники копирования на промышленных станках и других станках представляет собой важный этап в развитии автоматизации станков. Значительно увеличилась экономия труда, необходимого для производства некоторых компонентов методом копирования.
Всем известно, что настройка и управление машинами с помощью гидравлических, пневматических, электрических и комбинированных систем циклической автоматизации рассчитаны на высокую универсальность и широкий диапазон регулировок.Динамические характеристики, уменьшение пространства и веса, высокая точность, возможности дистанционного управления, низкая цена и т. Д. – дополнительные преимущества систем гидрокопирования. Мы получаем очень высокую удельную мощность и тем самым снижаем затраты на строительство и монтаж.
Следовательно, копировальные машины с гидравлическим управлением завоевали рынок малых и средних машин с особенно высокими скоростями подачи. Что касается работы, несравнимая простота настройки, более высокая стабильность размеров изделий в сочетании с более высоким потоком стружки, улучшенная обработка поверхности и, в частности, верность формы – вот важные особенности, достигаемые при использовании гидрокопировальных машин.
Гидравлическая система состоит из насосов, подающих масло под давлением для работы цилиндров, и служит в основном для получения возвратно-поступательных движений. Устройства управления устанавливают величину и направление движения различных узлов, а также последовательность их операций в рамках рабочего цикла.
В отличие от механических систем, гидравлические устройства не имеют жестких передаточных отношений между ведомым и ведущим элементами. Минеральное смазочное масло используется для перемещения столов копировальных аппаратов, самозажимных устройств и узлов индексации.Здесь мы рассмотрим только методы гидрокопирования.
Гидрокопировальные устройства широко используются в токарных автоматах для преобразования контуров заготовки в профили шаблона. Индикатор (или игла) копировального устройства управляет гидравлическим клапаном в гидравлической системе.
В сочетании с продольным движением седла, осуществляемым механическими или гидравлическими средствами, игла следует профилю шаблона и управляет регулирующим клапаном, который впускает или выпускает масло под давлением на любом конце поршня, который передает свое движение на инструмент слайд.Преимущество этих систем перед механическим типом заключается в величине силы (очень небольшой), действующей на копирующий иглу, который управляет клапаном.
Несмотря на ряд преимуществ, гидравлическая система подачи имеет несколько собственных недостатков. Потери на трение в жидкости, внутренние и внешние утечки, изменение подачи жидкости и изменяющаяся скорость механизмов из-за колебаний температуры, вязкости жидкости и других факторов, таких как сжимаемость жидкости, утечка попадание воздуха в систему, нагрев гидравлической жидкости, воспламеняемость масел и т. д., вот некоторые из недостатков. За исключением колебаний скорости подачи, все другие дефекты можно легко избежать или компенсировать путем тщательного выбора конструкций гидравлических контуров.
Колебания скорости подачи подающего устройства с гидравлическим приводом устраняются системой пилотирования с механическим управлением, что устраняет такие дефекты, как нестабильность и неравномерность. При токарной обработке на копировально-токарном станке скорость шпинделя и скорость подачи должны постоянно регулироваться, чтобы сохранялась как постоянство скорости резания, так и постоянный шаг подачи на оборот патрона, независимо от положения инструмента по отношению к центру. вращения заготовки, т.е.е. если гидравлическая подача постоянна и не зависит от скорости шпинделя, подача на оборот может претерпеть значительные изменения при обработке ступенчатых деталей и, следовательно, ее следует соответствующим образом отрегулировать.
Гидравлическая система токарных станков S-Pilot:Гидравлическая система состоит из мотонасосного агрегата и резервуара, цилиндра, установленного в корпусе передней бабки, в котором перемещается поршень, к которому прикреплено седло, клапана, установленного в блоке основания машины, предохранительного клапана и короткого замыкания. жесткие соединения между насосом, клапаном и цилиндром.
Быстрое продвижение вперед или быстрое возвращение достигается за счет движений поршня в соответствии с разницей в масляной силе, которую он испытывает из-за разницы в площади поршней с обеих сторон. Предохранительный клапан открывается только тогда, когда золотник упирается в неподвижную часть машины.
В состав механической части системы пилотирования входят:
и. Управляющий ходовой винт, свободно вращающийся и перемещающийся в осевом направлении, несущий пилотный клапан и поддерживаемый с каждого конца двумя гладкими подшипниками.
ii. Гидравлическая пружина (постоянное усилие за счет дифференциального поршня), стремящаяся подтолкнуть ведущий ходовой винт и клапан к передней бабке.
iii. Цилиндрическая шестерня, установленная в седле, зацепляется с пилотным ходовым винтом.
iv. На охватываемом элементе конусной муфты, прикрепленном к необратимому червяку, находится маховик, а другой элемент конусной муфты прикреплен к косозубой передаче.
v. Коробка подачи, приводимая в движение от шпинделя клиновидным ремнем и приводящая ходовой винт через пару шестерен и сцепление / тормоз.
vi. Регулируемый упор закреплен на направляющем винте.
(a) Быстрый возврат (см. Рис. 33.9):
Под действием соленоида фрикционный конус J конусной муфты освобождается от конуса M. Теперь косозубая шестерня I, входящая в зацепление с направляющим винтом G, может свободно вращаться. Таким образом, управляющий ходовой винт может свободно перемещаться в осевом направлении. Гидравлическая пружина H толкает управляющий винт, который больше не управляется механизмом свободного вращения, который, в свою очередь, толкает регулирующий клапан E.
При нажатии клапана выходное отверстие закрывается, а входное отверстие открывается, в результате чего давления в обеих камерах равны. Эффективные площади поперечного сечения малых и больших камер B и C находятся в соотношении 1: 2.
Возникающая в результате гидравлическая тяга из-за разницы в площади поршня толкает поршень в сторону задней бабки. Это приводит к быстрому возврату копирующего седла. Масло, выходящее из маленькой камеры, присоединяется к маслу, выходящему из насоса, и быстро заполняет большую камеру.
(b) Rapid Approach and Skip Feed:
Фрикционный конус расцепляется, и, таким образом, косозубая шестерня освобождается, как и в предыдущем случае. Но соленоид тянет пилотный винт к задней бабке, в результате чего регулирующий клапан. Теперь выходное отверстие открывается в большую камеру, а входное отверстие, сообщающееся с двумя камерами, закрывается. Все масло из насоса поступает в маленькую камеру, и в то же время давление в большой камере падает.Это влияет на быстрый подход (быстрый ход вперед).
(c) Арест и равновесие:
Седло при быстром возврате упирается в упор O, закрепленный на направляющем винте. Таким образом, седло имеет тенденцию толкать упор вместе с ним в одном направлении. Затем упор стремится подтянуть ходовой винт пилота, что, в свою очередь, приводит к вытягиванию регулирующего клапана. Но как только клапан позволяет выходному отверстию открываться; давление в большой камере падает, и гидравлическая тяга стремится заставить поршень двигаться в противоположном направлении.
Гидравлическая пружина на управляющем винте стремится толкать клапан внутрь и, таким образом, обеспечивает быстрый возврат. Следовательно, существует серия колебательных движений клапана, прежде чем противодействующие силы на поршне сравняются, и он приходит в положение равновесия. Тот же результат получается, если во время быстрого возврата использовать фрикционный конус для остановки вращения шестерни I.
Пилотирование:
Механическое пилотирование – это устранение недостатка гидравлического питающего устройства.
Механизм пилотирования выполняет следующие функции:
Седло находится в равновесии, и шестерня / заблокирована фрикционным конусом. Пилотный ходовой винт приводится в движение главным шпинделем через коробку подачи. Теперь шестерня действует как гайка, а ходовой винт начинает двигаться в осевом направлении при его вращении, увлекая за собой клапан. Как только выходное отверстие увеличивается, давление в большой камере падает, и поршень начинает двигаться, увлекая за собой седло.
Принцип, лежащий в основе этого, заключается в том, что если седло соединено с одной канавкой резьбы в пилотном винте, когда оно вращается, оно будет ощущать силу, которая будет пытаться переместить пилотный винт в осевом направлении, и будет действовать на пилотный клапан. .
Этот клапан изменяет давление внутри продольного цилиндра по обе стороны от поршня, так что сила между винтом и седлом снимается, и синхронизация между смещением седла и числом оборотов управляющего винта, умноженным на шаг винт строго установлен.
После установления синхронизма все изменения движения седла, будь то уменьшение или увеличение скорости движения или остановка, немедленно обнаруживают корректирующее движение управляющего винта и пилотного клапана, которое изменяет давление. Следовательно, сила натяжения действует на седло, восстанавливая синхронизм.
Корректирующее движение очень небольшой величины (0,02… 0,04 мм) происходит за доли секунды.
Эта первая функция, называемая пилотированием гидравлических подач, предназначена для обеспечения равномерной подачи за один оборот главного шпинделя, что обеспечивает гладкую и точную отделку заготовки.Это, кроме того, обеспечивает автоматическую безопасность, более широкий выбор подающих клапанов и т. Д.
Вторая функция – получение чистой гидравлической подачи. Мы получаем движения подачи, ускоренные ходы, плавные и разнообразные подачи с относительно простым и автоматическим управлением.
Коробка подачи между приводом шпинделя и ходовым винтом используется для изменения подачи (с помощью зубчатых колес), автоматического уменьшения подачи и реверсирования.
Выход коробки подачи приводится в движение через муфту, которая останавливает вращение направляющего винта, останавливая подачу седла.
Чувствительное ручное управление, установленное на седле, используется для продольных перемещений седла во время настройки. Зубчатая передача I соединена с червячным колесом K за счет фрикционного конуса J. Поворачивая маховик L, шестерня I приводится во вращение, а ведущий ходовой винт перемещается в осевом направлении примерно на 0,2 мм, изменяя отверстие клапана. Это приводит к изменению давления масла по обе стороны от поршня, так что на поршень действует сила, стремящаяся перемещать седло в том же направлении, что и требуется для ручного управления.
Шестерня I перекатывается по резьбе управляющего винта, как шестерня, входящая в зацепление с рейкой. Величина смещения седла будет равна развернутой длине, производимой шестерней I, при условии, что ведущий ходовой винт остается неподвижным.
Если ходовой винт вращается, подача будет зависеть от относительного движения винта и шестерни. Винтовая шестерня необратима, то есть вращение шестерни не может вращать винт, но вращение винта будет вращать шестерню.
Преимущества пилотирования:Некоторые преимущества пилотирования:
(i) Устанавливаем чисто гидравлическую подачу, но в мм на оборот.
(ii) Подача останавливается, как только останавливается шпиндель.
(iii) Подача не может быть задействована, если шпиндель не вращается.
(iv) Подача на оборот абсолютно постоянна, независимо от сил резания, вязкости или температуры масла или скорости вращения шпинделя.
(v) Механическое управление практически без износа и усилий, на которое полностью не влияют силы резания. Никаких потерь энергии; вся мощность сохраняется на передней бабке для снятия металла.
(vi) Простая, точная и точная регулировка положения седла с помощью ручного управления с помощью гидравлической энергии.
Токарный станок Рышарда с копировальной приставкой
Привет Матиас
Зима здесь в полном объеме, поэтому проекты вне дома невозможны.Поэтому я решил построить еще один станок для обработки дерева – токарный станок, с копировальной насадкой.
Я сделал всю конструкцию из обрезков бука, ясеня и фанеры. Я свел расходы к минимуму и сделал это из деталей, которые у меня уже были.
Электродвигатель мощностью 450 ватт, 2800 об / мин, 230 вольт, от плиточной пилы. который я не использовал несколько лет. Купил во время строительство моего дома восемь лет назад. С тех пор он простаивал на полке.
Болты, гайки, шайбы, подшипники, выключатель, розетка и кусочки проволоки. взяты из запасов от более ранних покупок. Единственная новая покупка был ведущий шкив.
Из-за ограниченного пространства в моей мастерской, которая также является гаражом, токарный станок является модульным, легко разбирается и хранится. Я приурочил демонтаж токарного станка и положил на полку – минут 10 ушло.
Токарный станок состоит из шести модулей:
– Цоколь и кровать,
– проезд,
– Модуль питания,
– Головной сток,
– Задняя бабка,
– Подставка для инструмента
Фундамент и кровать
Основание станины токарного станка изготовлено из бруса сосны, склеенного в блок 95х30х3 см.Станина токарного станка изготовлена из ясеня, образуя две асимметричные Т-образные формы шириной 5 см, и вклеен в пазы, вырезанные в основании, как видно на картинке.Приводной модуль
Мотор с фланцевым креплением прикручен к крышке коробки. Шкив на моторе устанавливается там, где изначально было полотно для пилы для плитки. Моторный блок подвешен и откидывается на основании. Это обеспечивает натяжение ремня силы тяжести и упрощает отсоединение привод от базового блока.Я могу использовать моторный модуль, чтобы управлять своим следующая машина – барабанная шлифовальная машина, которую планирую построить в ближайшее время.
Силовой модуль
Модуль питания представляет собой небольшую коробку, в которой находится переключатель с ключом, и двойная розетка. Могу добавить электронный регулятор скорости. На модуль подается напряжение 230 В. Одна розетка предназначена для двигателя, другая – для двигателя. для питания лампы или маршрутизатора для моего копировального устройства.Передняя бабка
Передняя бабка 145 х 305 х 290 мм.Жилье Клееный брус и фанера толщиной 40 мм. Шпиндель находится на 220 мм над основанием. Шпиндель изготовлен из стержня с резьбой М20, длиной 200 мм, на шариковых подшипниках. любой конец. Шкив шпинделя имеет диаметр 120 мм, а шкив двигателя tge – 60 мм, Таким образом, скорость шпинделя составляет 1400 об / мин. Позже к нему был добавлен второй шкив. позволить токарному станку работать со скоростью 2800 об / мин (второе изображение слева)
Приводные выступы нарезаются на цилиндрическую гайку, прикрепленную к шпиндель.
Лицевая панель имеет диаметр 135 мм.
Модуль задней бабки
Задняя бабка 180 х 215 х 160 мм. Каркас склеен из досок бука и ясеня. Шпиндель находится на 170 мм над станиной (на 220 мм над основанием).
Деревянный брусок в форме перевернутой буквы T используется для зафиксируйте заднюю бабку на станине.
Шпиндель задней бабки изготовлен из стержня с резьбой M20 длиной 350 мм.Вращение рукоятки на конце перемещает ее из стороны в сторону.
После установки на заготовку положение фиксируется. затянув зеленую ручку на левом рычаге задней бабки.
Стяжная гайка M20 является частью центра шпинделя.
Модуль упора для инструмента.
Подставка для инструмента представляет собой шарнирный деревянный манипулятор. Он прикрепляется к кровать как задняя бабка. Суставы иметь фиксирующие ручки на винтах.Вершина подставки для инструмента покрыта стальной пластиной.Копировальная приставка (эксперимент)
Это приспособление позволяет использовать повторяющиеся предметы, такие как ножки мебели, балясины лестниц, ручки стамески изготовить по шаблону.Он состоит из основания и ползунка с двумя рычагами, который едет на труба 3/4 “. Копировальная насадка крепится к основанию. токарного станка.
Нижний рычаг ползуна имеет толкатель диаметром 5 мм. штифт, который следует за шаблоном, и верхний рычаг устанавливает маршрутизатор.
Обе ручки слайдера одинаковой длины и под углом 90 градусов. друг другу. Кусок трубы, в которой соединяются руки, действует как втулку, позволяющую скользить по трубе 3/4 дюйма.
Фрезерный станок имеет крепление диаметром 43 мм возле цанги, которое установлен в ручку, предназначенную для использования на дрели. Ручка устанавливается в паз на рычаге слайдера.
Ты должен быть осторожен.Я использовал маску для лица на роутере.
Копировальный аппарат используется следующим образом: Поднимите резак над
материала, запустите токарный станок, затем медленно опустите фрезер.
Он может удалить только 2-3 мм за раз.
Характеристики маршрутизатора:
Мощность: 400 Вт
Напряжение: 230 В
Скорость: 26000 об / мин
Цанга фрезы: 6 мм
Примечание:
Вместо фрезера можно использовать простой режущий инструмент.Это моя первая попытка изготовления копировального станка. Я все еще экспериментирую.
Возможно, я попробую установить на него и фиксированный резак.
Рышард Гренда
Позже Рышард прислал мне несколько фотографий копировального станка с использованием
фиксированное долото (см. ниже).
Рышард добавляет:
Угол лезвия ножа очень важен!
Видео, показывающее, как собираются токарный станок и копировальный резчик:
Видео, показывающее использование копировального станка:
Другие проекты Рышарда:
Вы можете связаться с Рышардом по адресу: (вам нужно будет ввести это)
Пожалуйста, пишите на польском языке или короткими простыми предложениями, так как Рышард не знает английского и полагается на переводчик Google.
См. Также:
Более читательских проектов на woodgears.ca
Высококачественный копировальный станок по дереву по впечатляющим ценам
Добавьте эти. Токарный копировальный станок по дереву в свой репертуар инструментов, сделав выбор на Alibaba.com. Эти прочные. Токарный копировальный станок по дереву установил стандарт для механических инструментов этого типа.Чувствуйте себя уверенно, совершенствуя свое ремесло с одним из высококачественных. токарный копировальный станок по дереву в наличии. Просмотрите сотни вариантов в соответствии с вашими предпочтениями и потребностями. Копировальный станок по деревуразработан специально для деревообработки. Токарный станок по дереву работает, подвергая вращающуюся заготовку неподвижному режущему инструменту. Их скорость контролируется простой и простой в использовании системой шкивов. Широкий ассортимент. Токарный копировальный станок по дереву доступен на Alibaba.com очень эффективны для резки, шлифования, сверления, торцевания, поворота и деформации деревянных заготовок.
Как один из самых универсальных станков в обрабатывающей промышленности. Токарный копировальный станок по дереву обеспечивает точность и свободу индивидуального выражения при работе с деревянными заготовками. Файл. Токарный копировальный станок по дереву доступен в огромном ассортименте с ручными и автоматическими опциями. Выберите любой из них. копировальный станок по дереву в соответствии с вашими предпочтениями стиля, скорости и размера.Получите полное удовлетворение от своего выбора с инструментом, который обеспечит качество и результаты, которых вы заслуживаете при выполнении проектов. Это идеальные подарки для всех, кто специализируется на работе с деревом или увлекается этим.
Воспользуйтесь удивительными предложениями и невероятными скидками, которые доступны при покупке этих невероятных продуктов.