Токарные станки с противошпинделем чпу: JCL-60TSM Токарный станок с ЧПУ с противошпинделем и приводным инструментом Jinn Fa купить в Перми, цены | Станки по металлу – Токарные станки – Станки с ЧПУ – Наклонная станина
alexxlab | 06.03.1991 | 0 | Разное
Токарный станок с ЧПУ TMT TTL-20BLMY с противошпинделем
$142,000.00
Энергоснабжение, кВа: 25
Размеры, мм: 2674x1745x1700
Вес, кг: 4050
Количество
Категория: ТОКАРНЫЕ И ТОКАРНО-ФРЕЗЕРНЫЕ СТАНКИ С ЧПУ Метка: TTL-20BLMY
- Описание
- Технические характеристики
- Стандартная комплектация
- Опции
- Видео
Описание
Цельнолитая станина спроектирована с учетом оптимальной системы ребер жесткости и структуры, с использованием анализа методом конечных элементов (FEM-анализ). Угол наклона станины 30 градусов. Станина имеет заниженный центр тяжести для облегчения удаления стружки и улучшенный эргономичный дизайн. В токарном станке с ЧПУ по металлу TTL серии опционально предлагается вариант расположения стружечного конвейера позади станка.
В токарном станке с ЧПУ по металлу TTL серии опционально предлагается вариант расположения стружечного конвейера позади станка.
Технические характеристики
| TTL-20BLMY | |
|---|---|
| Основные характеристики | |
| Система ЧПУ | 0i-TD |
| Диаметр обработки над станиной, мм | Ø670 |
| Диаметр обработки над суппортом, мм | Ø380 |
| Макс. диаметр обработки, мм | Ø300 |
| Макс. длина обработки, мм | 420 |
| Емкость прутка, мм | Ø65 |
| Размер патрона, мм (дюйм) | 254 (10″) |
| Перемещения | |
| Ось Х, мм | 180 (150+30) |
| Ось Y, мм | 100 (±50) |
| Ось Z, мм | 500 |
| Подачи | |
| Ускоренные перемещения, м/мин | X:30, Z:30, Y:10 |
| Рабочие подачи (X/Z), мм/мин | 10000 |
| Шпиндель | |
| Частота вращения шпинделя, об/мин | 3500 |
| Фланец шпинделя | A2-6 |
| Отверстие в шпинделе, мм | Ø79 |
| Револьверная головка | |
| Тип и емкость | BMT-55/V12 |
| Сечение державки, мм | 25×25 |
| Диаметр хвостовика, мм | Ø40 |
| Задняя бабка (Опция) | |
| Тип перемещения | Ручное |
| Тип перемещения пиноли | Гидравлическое |
| Диаметр пиноли, мм | Ø70 |
| Конус пиноли | МК №4 |
| Двигатели | |
Шпиндель (пост. /30 мин.), кВт /30 мин.), кВт | 11/15 |
| Сервоприводы осей, кВт | 3.0/3.0/3.0 |
| Точность | |
| Позиционирование по осям X/Z, мм | 0.005 |
| Повторяемость по осям X/Z, мм | 0.003 |
| Гидравлическая система | |
| Мощность помпы, кВт | 1.5 |
| Давление гидравлики, кгс/кв.см | 40 |
| Емкость гидравлического бака, л | 30 |
| Бак сож | |
| Помпа СОЖ, кВт | 0.75 |
| Емкость бака СОЖ, л | 100 |
| Прочее | |
| Энергоснабжение, кВа | 25 |
| Размеры, мм | 2674x1745x1700 |
| Вес, кг | 4050 |
Стандартная комплектация
— Система ЧПУ FANUC 0i-Mate TD
— Шпиндель 7.5/11 кВт, 6000 об/мин (TTL-15A, 15AL)
— Шпиндель 11/15 кВт, 4200 об/мин (TTL-20A, 20AL)
— Шпиндель 11/15 кВт, 3500 об/мин (TTL-20B, 20BL)
— Гидравлический револьвер V10
— 3-х кулачковый гидравлический патрон
— Ручная гидравлическая задняя бабка (TTL-15AL, 20AL, 20BL — станд. )
)
— Система автоматического отключения питания
— Динамический графический симулятор
— Функция жесткого нарезания резьбы
— Интерфейс RS-232
— Интерфейс карты памяти (PCMCIA)
— Ethernet
— Стружечный конвейер с баком
— Инструментальный ящик и инструменты
— Руководство оператора
— Руководство по техническому обслуживанию
— Система подачи СОЖ
— Автоматическая система смазки
— 3-х цветная сигнальная лампа
— Лампа рабочего освещения
— Теплообменник электрошкафа
— Трансформатор
Опции
— Система ЧПУ FANUC 0i-TD
— Гидравлический револьвер V12
— Серворевольвер V10/V12
— Программируемая задняя бабка
— Интерфейс барфидера
— Система привязки и настройки инструмента (ручная/автоматическая)
— Ловушка готовых деталей
— Конвейер готовых деталей
— Продувка воздухом
Видео
Токарные станки с противошпинделем | ООО «Компания «АМГ»
Главная » Оборудование » Токарное оборудование » Токарные станки с противошпинделем
КатегорияОборудование:: Токарное оборудование:: :: Автоматы продольного точения:: :: :: TSUGAMI ∅ 1 мм:: :: :: TSUGAMI ∅ 3 мм:: :: :: TSUGAMI ∅ 7 мм:: :: :: TSUGAMI ∅ 12 мм:: :: :: TSUGAMI ∅ 20 мм:: :: :: TSUGAMI ∅ 26 мм:: :: :: TSUGAMI ∅ 32 мм:: :: :: TSUGAMI ∅ 38 мм:: :: Токарные станки с ЧПУ:: :: Токарные станки с противошпинделем:: :: 9-ти осевой обрабатывающий центр:: Фрезерное оборудование:: :: Вертикально-фрезерные обрабатывающие центры:: Листообрабатывающее оборудование:: :: Листогибочные прессы:: :: Вальцовочные станки:: :: :: MG M (4-валковые):: :: :: MG G (3-валковые):: :: :: MG PH (3-валковые):: :: :: MG F (2-валковые):: :: Листоправильные станки:: :: :: MG SP:: Шлифовальное оборудование:: Гибочные станки:: :: Профилегибочные станки:: :: :: MG AR (3-роликовые):: :: :: MG AR (4-роликовые):: Эрозионные станки:: Термообработка:: Хонинговальное оборудование:: Зубофрезерное оборудование:: Оборудование Б/У:: :: TORNOS DECO 13a:: :: SPINNER TC 32:: :: TSUGAMI BS 18CE(S)-III:: :: SPINNER VC 560Комплектующие:: Системы ЧПУ:: :: HEIDENHAIN:: Поворотные столы:: :: Поворотные столы TJR:: :: Поворотные столы GANRO:: :: Поворотные столы DUPLOMATIC:: :: Поворотные столы TANSHING:: Инструмент и оснастка:: :: Цанги:: :: :: NOMURA:: :: :: Hanwha:: :: :: SCHAUBLIN:: :: :: NEXTURN:: :: :: GOODWAY:: Револьверные головы:: :: Револьверные головки Lio Shing:: :: Револьверные головки Baruffaldi:: :: Револьверные головки Duplomatic:: Устройства подачи пруткаСтанки на складе:: SPINNER VC 560:: TSUGAMI M08DY-II
Ключевое слово
Производитель — не важно –DSHTFOUR STARLNSMECHANICLE COMPLETESKY MASTERSMEC SAMSUNG MACHINE TOOLS
|
Производитель |
TSUGAMI |
|||||
|
Страна |
Япония |
|||||
|
Макс диаметр обработки, мм |
Длина обработки, мм |
Диаметр отверстия главного шпинделя, мм |
Диаметр отверстия противо- шпинделя, мм |
Мощность двигателя шпинделя главного, кВт |
Количество инструментальных позиций (тип), шт. |
|
|
Токарные многоцелевые станки |
Ø260 |
380 |
Ø51 |
Ø52 |
7.5/11 (5.5/7.5) |
12 (BMT) |
|
Токарные многоцелевые станки |
Ø280 |
|
Ø65 |
Ø52 |
7.5/11 (5.5/7.5) |
12 (BMT) |

|
Производитель |
TSUGAMI |
||||||
|
Страна |
Япония |
||||||
|
Макс диаметр обработки, мм |
Длина обработки, мм |
Перемещение по оси Y,мм |
Диаметр отверстия главного шпинделя, мм |
Диаметр отверстия противо- шпинделя, мм |
Мощность двигателя шпинделя главного, кВт |
Количество инструмен- тальных позиций, шт. |
|
|
Токарные многоцелевые станки |
Ø260 |
380 |
100 |
Ø51 |
Ø52 |
7.5/11 |
12 (BMT) |
|
Токарные многоцелевые станки |
Ø280 |
380 |
100 |
Ø65 |
Ø52 |
7. (5.5/7.5) |
12 (BMT) |

 5/11
5/11
|
Производитель |
SMEC | |||||
|
Страна |
Ю. Корея |
|||||
|
|
Макс диаметр обработки, мм |
Длина обработки, мм |
Диаметр отверстия главного шпинделя, мм |
Диаметр отверстия противо- шпинделя, мм |
Мощность двигателя шпинделя главного, кВт |
Количество инструментальных позиций (тип), шт. |
|
Токарные многоцелевые станки |
Ø354 |
460 |
Ø66 |
?36 |
15 / 11 (5.5 / 7.5) |
12 (BMT65) |
|
Токарные многоцелевые станки SMEC PL2500MS |
Ø354 |
460 |
Ø77 |
Ø36 |
22/18.5 (5. |
12 (BMT65) |

 5 / 7.5)
5 / 7.5)
|
Производитель |
SMEC |
||||||
|
Страна |
Ю. Корея |
||||||
|
|
Макс диаметр обработки, мм |
Длина обработки, мм |
Перемещение по оси Y,мм |
Диаметр отверстия главного шпинделя, мм |
Диаметр отверстия противо- шпинделя, мм |
Мощность двигателя шпинделя главного, кВт |
Количество инструмен- тальных позиций, шт. |
|
Токарные многоцелевые станки SMEC PL2000SY |
Ø360 |
520 |
100 |
Ø66 |
Ø36 |
15 / 11 (5.5 / 7.5) |
12 (BMT65) |
|
Токарные многоцелевые станки SMEC PL2500SY |
Ø360 |
505 |
100 |
Ø77 |
Ø36 |
22/18. |
12 (BMT65) |

 5 (5.5 / 7.5)
5 (5.5 / 7.5)Инструкция по выбору токарного станка с ЧПУ
SMEC RUS
Токарный обрабатывающий центр с ЧПУ — это технически сложный станок, который позволяет с высокой точностью и скоростью обрабатывать металлические тела вращения ( пруток). Разберем, с чего начать при выборе токарного станка и на что обратить внимание, делая окончательный выбор среди нескольких моделей от разных производителей.
Содержание
I. Выбор базовых опций
1
Максимальная длина обрабатываемой детали (L, XL)2
Размер и тип патрона (A, B, C)3
Налич ие приводного инструмента (M)4 Наличие оси Y (Y)
5 Наличие противошпинделя (S)
II.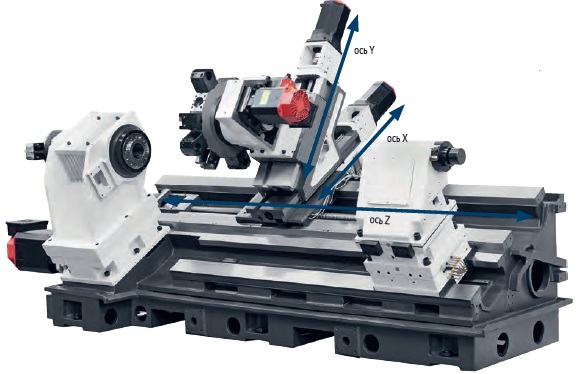 Критерии выбора токарного станка с ЧПУ
Критерии выбора токарного станка с ЧПУ
1
Высокая точность/скорость обработки– 1.1
Револьверная голова– 1.2
Шпиндель– 1.3
Станина2
Надежность и срок службы – 2. 1
1
– 2.2
Шарико-винтовая передача (ШВП)3
Удобство использования– 3.1
Система ЧПУ– 3.2
Задняя бабка– 3.3
Бак СОЖ и конвейер для стружки– 3.4
БарфидерВыбор базовых опций
Для начала, необходимо определиться, какими базовыми характеристиками и опциями должен обладать ваш токарный станок с ЧПУ
Максимальная длина обрабатываемой детали (L, XL)
Чем больше длина обрабатываемой детали , тем больше по габаритам будет ваш станок.
Планируя приобретение токарного станка с ЧПУ, как правило, вы уже представляете, какого размера детали будете обрабатывать. Выберите максимальную длину планируемой детали и добавьте 30−50 мм — получившееся значение используйте как максимальную длину обрабатываемой детали ( L max).
Станки компании SMEC делятся на несколько групп, состоящих из диапазонов максимальных длин обрабатываемых деталей. Используя фильтр на странице подбора токарного обрабатывающего центра SMEC , выберите получившееся значение L max в соответствующем параметре фильтрации.
Подсказка: станки SMEC в названии могут иметь букву « L » (Large) или « XL » (Extra Large). Это означает, что такой станок имеет удлиненную станину и бОльшую длину обработки детали.
Это означает, что такой станок имеет удлиненную станину и бОльшую длину обработки детали.
Размер и тип патрона (A, B, C)
Патрон токарного станка — это устройство для зажима обрабатываемой заготовки в шпинделе. Тип и размер патрона определяет максимальный диаметр заготовки, которая может быть установлена в обрабатывающий центр.
Патроны бывают разных размеров и, как правило, размер обозначается дюймами ( например, 8″). Кроме того, патроны бывают сквозные и закрытые. Патроны сквозного типа позволяют пропускать через себя заготовку, что удобно, при использовании автоматического податчика прутка ( барфидера). Закрытые патроны этого делать не позволяют.
На токарных станках SMEC для удобства работы всегда используются сквозные патроны южнокорейской фирмы Samchully . Исключением являются вертикальные обрабатывающие центры
(
серии PL 250V, PL 300V, PL 800V), где в силу вертикальной конструкции станка используется закрытый патрон.
Исключением являются вертикальные обрабатывающие центры
(
серии PL 250V, PL 300V, PL 800V), где в силу вертикальной конструкции станка используется закрытый патрон.
Подсказка: станки SMEC в названии могут иметь букву « A », « B » или « C », что означает увеличенный размер патрона.
Наличие приводного инструмента (M)
Приводной инструмент позволяет значительно расширить возможности станка, делая токарный станок с ЧПУ обрабатывающим центром.
Приводной блок устанавливается в револьверную голову токарного станка
(
имеет присоединительные размеры, идентичные обычным расточным, сверлильным и другим оправкам), а в приводной блок можно установить специальный вращающийся инструмент
(
сверла, метчики, фрезы). Приводной инструмент обладает специализированным хвостовиком, играющим роль соединительной муфты для передачи момента.
Приводной инструмент обладает специализированным хвостовиком, играющим роль соединительной муфты для передачи момента.
Технологические операции:
• Фрезерование плоскостей, лысок, пазов, обнижений и пр.
• Сверление соосных отверстий разного диаметра, как по оси детали, так и со смещением.
• Обработка поверхностей и отверстий под углом к оси детали.
• Нарезание резьбы методом фрезерования.
Компания SMEC использует в своих станках револьвер и приводные блоки производства немецкой фирмы EWS — мирового лидера в области разработки и производства инструментальных систем с более чем 50-летним опытом.
Подсказка: станки SMEC в названии могут иметь букву « M »
(
Milling). Это означает, что такой станок имеет функцию приводного инструмента.
Это означает, что такой станок имеет функцию приводного инструмента.
Наличие оси Y (Y)
Установка оси Y позволяет расширить возможности токарного станка с ЧПУ. Ось Y добавляет функцию обработки заготовки, вне оси вращения заготовки или вне перпендикуляра к оси вращения заготовки. Другими словами, наличие оси Y позволяет осуществлять линейную фрезеровку и внеосевое сверление.
Типовое применение оси Y — изготовление контровочных отверстий на гайках.
Компания SMEC использует в своих станках направляющие скольжения по оси Y собственного производства
(
Ю. Корея) с отдельным приводом. Перемещение по оси Y реализовано через одновременное перемещение револьвера по оси X и дополнительной оси с
направляющими скольжения
. На сегодняшний день — это самое передовое, надежное и стабильное решение.
Перемещение по оси Y реализовано через одновременное перемещение револьвера по оси X и дополнительной оси с
направляющими скольжения
. На сегодняшний день — это самое передовое, надежное и стабильное решение.
Подсказка: станки SMEC в названии могут иметь букву « Y ». Это означает, что такой станок оборудован осью Y. Кроме того, если на станке установлена ось Y, это автоматически означает, что на этом станке установлен и приводной инструмент
( «M» )
Наличие противошпинделя (S)
Установка противошпинделя
(
контр-шпинделя) S2 с полной осью C позволяет вести обработку детали с обратной стороны
(
сверление, фрезеровка, перфорация) без дополнительной перестановки детали в станок, следовательно сэкономить время, необходимое на полную обработку детали. Эта возможность позволяет обрабатывать детали повышенной сложности и точности.
Эта возможность позволяет обрабатывать детали повышенной сложности и точности.
Типовое применение противошпинделя — изготовление валов, обработка торца с двух сторон.
Компания SMEC использует в своих токарных станках шпиндель и противошпиндель собственного производства ( Ю.Корея) с встроенным японским приводом FANUC повышенной мощности. Конкурентным преимуществом конструкции противошпинделя SMEC является использование двух пар радиальных подшипников в задней части, что повышает точность тяжелой обработки до непревзойденного уровня. Шпиндель и противошпиндель токарного обрабатывающего центра SMEC синхронизированы для обеспечения высокой точности позиционирования детали.
Подсказка: станки SMEC в названии могут иметь букву « S ». Это означает, что такой станок оборудован противошпинделем. Кроме того, если на станке установлен противошпиндель, это автоматически означает, что на этом станке установлен и приводной инструмент
(
« M »)
Это означает, что такой станок оборудован противошпинделем. Кроме того, если на станке установлен противошпиндель, это автоматически означает, что на этом станке установлен и приводной инструмент
(
« M »)
Теперь вы готовы начать выбор токарного станка с ЧПУ!
Начать выбор!
Критерии выбора токарного станка с ЧПУ
Вы определились с базовыми параметрами вашего будущего станка и получили на руки несколько предложений. Как же определиться, какой токарный станок с ЧПУ лучше? Какими критериями следует руководствоваться?
Высокая точность/скорость обработки Пожалуй, главное назначение токарного обрабатывающего центра с ЧПУ — это быстрое изготовление деталей высокой точности.
Точность обработки станка определяет технологические возможности вашего производства. Имея в своем распоряжении оборудование с высокими точностными характеристиками, вы можете изготавливать детали повышенной сложности и ответственности, соблюдать более строгие допуски, следовательно расширить свои возможности производства и зарабатывать больше.
Скорость цикла обработки детали — важнейший параметр при расчете окупаемости станка. Чем быстрее станок делает из заготовки деталь, тем больше деталей он сделает за единицу времени ( например, за рабочую смену).
Скорость и точность обработки — тесно связанные характеристики, которые должны находиться в правильном балансе. Сравнивая несколько вариантов токарных станков с ЧПУ, следует обратить внимание на их конструктивные особенности.
Револьверная голова На сегодняшний день в мире существует две наиболее распространенные системы крепления инструмента для токарных обрабатывающих центров с приводным инструментом. Это системы VDI и BMT ®. Система BMT ® имеет преимущество в жесткости крепления блока к револьверной голове за счет закрепления 4-мя болтами. Кроме того, система BMT ® предоставляет возможность расширения количества инструмента за счет промежуточных положений револьверной головы (до 24). В токарных станках SMEC используются высокоскоростные револьверные головы на основе оригинальной технологии BMT ® (Built-in Motor Turret – с встроенным в револьвер приводом инструмента) производства немецкой компании
EWS
на 10 или 12 инструментальных позиций. Технология BMT ®
|
 В стандартной комплектации доступна подача СОЖ через инструмент .
В стандартной комплектации доступна подача СОЖ через инструмент .Шпиндель Шпиндель — главный узел токарного станка. Патрон. Токарные станки SMEC в базовой комплектации оборудованы трехкулачковым гидравлическим патроном Samchully со сквозным проходным отверстием . При необходимости мы оборудуем станок другим патроном, исходя из потребностей клиента. Компания Samchully Machinery Co уже более 30 лет производит зажимную технику высшего качества на заводе расположенном в городе Инчхон (Incheon), Южная Корея. Система охлаждения. Подшипники. Прецизионные роликовые подшипники, а также шариковые подшипники с угловым контактом расположены с передней стороны шпинделя, двухрядные роликовые подшипники, статическая нагрузка которых в 3 раза больше , чем у шарикового подшипника, расположены с тыльной стороны для обеспечения высокой точности и стабильности при высокопроизводительной обработке. |
 Правильное вращение шпинделя является ключевым условием для высокоточной обработки деталей. Важно, чтобы этот узел не имел в радиальном и осевом направлении в подшипниках ни малейшего люфта или слабины. На точность работы шпинделя влияют тепловые расширения, образующиеся при работе шпинделя, тип и количество подшипников и тип устанавливаемого патрона.
Правильное вращение шпинделя является ключевым условием для высокоточной обработки деталей. Важно, чтобы этот узел не имел в радиальном и осевом направлении в подшипниках ни малейшего люфта или слабины. На точность работы шпинделя влияют тепловые расширения, образующиеся при работе шпинделя, тип и количество подшипников и тип устанавливаемого патрона.
Станина Станина — это неподвижное основание токарного станка, к которому крепятся все остальные части и узлы. Вес . Чем станина тяжелее, тем она устойчивее. Поскольку к станине крепятся подвижные элементы станка, одна из ее задач — гасить вибрации, создаваемые двигателями шпинделя, револьвера и других узлов токарного станка. Конструкция станины . Станина может быть составной ( когда несколько частей соединены в конструкцию) или цельнолитой. Составная станина обычно имеет сварочные швы, соединяющие элементы станины. Чем больше швов на станине, тем меньше ее устойчивость и прочность. Низкая устойчивость сказывается на точности обработки, так как в случае появления вибрации инструмент может отклоняться от правильной траектории обработки. Малейшие отклонения резца снижают класс точности изготавливаемой продукции, что в свою очередь, снижает и ее ценность. Цельнолитая же станина швов не имеет, следовательно ее способность подавлять вибрации намного выше. Токарные станки с ЧПУ SMEC оснащены цельнолитой ребристой мостовой станиной трубчатого типа из чугуна марки Механит . |

 Использование этого специально разработанного материала в станине дает повышенную устойчивость за счёт большой плотности, веса и цельной конструкции. Во время резки станина SMEC подавляет отскоки за счёт микродеформации по оси Z при перемещении суппорта
(
характерно для средней и тяжелой обработки). Все это позволяет станкам SMEC обеспечивать идеальное поглащение вибраций и более высокую точность, в сравнении с конкурентами. Еще одна особенность станин SMEC – это угол наклона.
Использование этого специально разработанного материала в станине дает повышенную устойчивость за счёт большой плотности, веса и цельной конструкции. Во время резки станина SMEC подавляет отскоки за счёт микродеформации по оси Z при перемещении суппорта
(
характерно для средней и тяжелой обработки). Все это позволяет станкам SMEC обеспечивать идеальное поглащение вибраций и более высокую точность, в сравнении с конкурентами. Еще одна особенность станин SMEC – это угол наклона. Не менее важные критерии выбора токарного станка с ЧПУ — это надежность узлов и элементов станка и их срок службы.
На надежность узлов станка влияет качество используемых в нем компонентов. Некоторые детали подвергаются наибольшей нагрузке и чаще других могут выходить из строя и подвергаться ремонту частичной или даже полной замене.
Некоторые детали подвергаются наибольшей нагрузке и чаще других могут выходить из строя и подвергаться ремонту частичной или даже полной замене.
Инженерные решения, применяемые разными производителями токарного оборудования позволяют продлить срок службы элементов станка, сохраняя максимальную производительность и точность обрабатывающих операций.
Направляющие Направляющие в токарных станках бывают в основном двух типов: качения или скольжения . Как правило, направляющие скольжения имеют более высокую точность позиционирования, чем направляющие скольжения. Направляющие скольжения имеют более прочную и надежную конструкцию, так как их конструкция проще и не имеет таких слабых мест, как подшипники качения, которые часто выходят из строя. Высокая нагрузочная способность и жесткость конструкции позволяют добиться большей повторяемости и стабильности в сравнении с направляющими качения. Кроме того, срок службы направляющих скольжения в несколько раз превышает аналогичный показатель у направляющих качения. В токарных станках SMEC используются направляющие скольжения Rexroth
(
Bosh group, Германия) коробчатого типа , сравнительно более широкие
(
в 1,2 раза шире чем у большинства конкурентов). Торможение направляющих коробчатого типа быстрее на 0,1 секунды чем направляющих линейного типа. Незначительная цифра в человеческом понимании играет огромную роль в машинной работе, поскольку позволяет снизить уровень вибраций станка, вследствие чего инструмент изнашивается медленнее, что снижает расходы на ТО в долгосрочной перспективе. Коробчатые направляющие имеют 6 плоскостей соприкосновения. Эта технология позволяет сохранить точность обработки даже после столкновений подвижных узлов станка. Турситовое покрытие направляющих снижает трение и изнашивание станка. Уровень высокочастотной термической обработки поверхности направляющих SMEC более чем в два раза выше, чем у конкуренотов
(
2,7 мм у SMEC, против 1,3 мм у большинства станков). |
 Кроме того, направляющие качения имеют большую максимальную скорость перемещений. Это обусловлено использованием шариковых подшипников, которые имеют меньшее сопротивление при перемещениях.
Кроме того, направляющие качения имеют большую максимальную скорость перемещений. Это обусловлено использованием шариковых подшипников, которые имеют меньшее сопротивление при перемещениях. Это преимущество станков SMEC гарантирует увеличенный срок службы, так как нагрузка на направляющие распределяется по большей площади соприкосновения.
Это преимущество станков SMEC гарантирует увеличенный срок службы, так как нагрузка на направляющие распределяется по большей площади соприкосновения.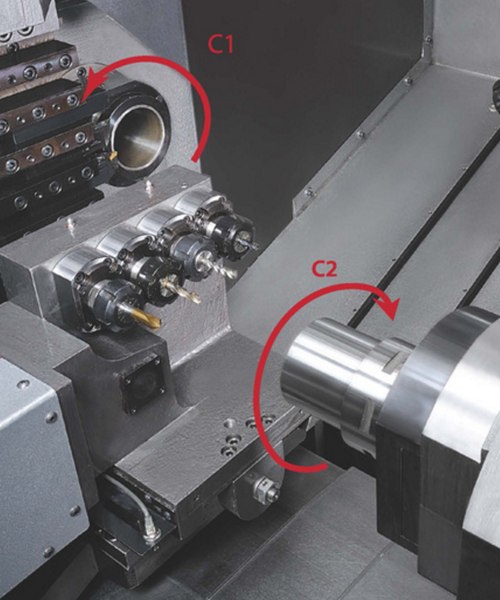
Шарико-винтовая передача (ШВП) Шарико-винтовая передача – механизм, использующийся для передачи вращательного движения с привода в поступательное (например, движение револьверной головы по направляющим скольжения) с удивительно высоким КПД. Критерии качества ШВП – скорость реакции, точность позиционирования, шум, создаваемый при движении механизма, прочность и надежность корпуса. У ШВП довольно сложная конструкция корпуса. Даже при незначительном повреждении одного из компонентов шарико-винтовая передача не сможет выполнять свои функции. Ассортимент шариковинтовых передач на рынке довольно высок. |
 Компания SMEC в своих станках преимущественно использует предварительно натянутые ШВП от лидера рынка – компании
NSK
(Япония), отличающиеся высокой надежностью, скоростью работы и низким уровнем шума. Кроме того, в ШВП станков SMEC установлено три пары опорных подшипников, тогда как большинство производителей токарных станков с ЧПУ устанавливают лишь две пары. Это конкурентное преимущество значительно продляет срок службы станка
.
Компания SMEC в своих станках преимущественно использует предварительно натянутые ШВП от лидера рынка – компании
NSK
(Япония), отличающиеся высокой надежностью, скоростью работы и низким уровнем шума. Кроме того, в ШВП станков SMEC установлено три пары опорных подшипников, тогда как большинство производителей токарных станков с ЧПУ устанавливают лишь две пары. Это конкурентное преимущество значительно продляет срок службы станка
. Удобство использования
Важно не забывать о конечном пользователе токарного станка с ЧПУ — операторе. Удобное устройство станка и эргономичные элементы управления — залог успешной работы оператора и его удовлетворенности работой со станком.
Удобство использования обрабатывающего центра создают такие элементы конструкции, как стойка ЧПУ , управляемая задняя бабка , система подачи металлического прутка и система удаления металлической стружки .
Различные инженерные решения, применяемые производителями токарного оборудования позволяют ускорить взаимодействие оператора со станком и сэкономить время при производстве — главный ресурс, необходимый для быстрой окупаемости обрабатывающего центра.
Система ЧПУ
Система ЧПУ ( Числовое программное управление) Главный элемент управления токарным обрабатывающим центром — это система ЧПУ. Компания SMEC использует в своих токарных станках и обрабатывающих центрах ЧПУ от мирового лидера рынка
(
Более 2,4 миллионов систем — 65% мирового рынка) — японской компании
Fanuc
. В некоторых случаях, по требованию заказчика, возможно оснащение токарного станка ЧПУ от немецкого производителя
Siemens
. Ключевые особенности ЧПУ от Fanuc: Станки SMEC линейки PL и SL оборудованы поворотным механизмом стойки ЧПУ . |
 В сфере станкостроения существует несколько распространенных систем ЧПУ, совместимых с большим количеством различных моделей металлообрабатывающего оборудования
(
Fanuc, Mitsubishi, Siemens, Heidenhain). В некоторых случаях производители разрабатывают собственные системы ЧПУ, которые лучше соответствуют возможностям оснащаемого этими системами оборудования. Различие таких систем очевидно: операторы ЧПУ учатся работать на популярных системах, и их интерфейс, даже на разных моделях стоек ЧПУ, знаком им гораздо лучше.
В сфере станкостроения существует несколько распространенных систем ЧПУ, совместимых с большим количеством различных моделей металлообрабатывающего оборудования
(
Fanuc, Mitsubishi, Siemens, Heidenhain). В некоторых случаях производители разрабатывают собственные системы ЧПУ, которые лучше соответствуют возможностям оснащаемого этими системами оборудования. Различие таких систем очевидно: операторы ЧПУ учатся работать на популярных системах, и их интерфейс, даже на разных моделях стоек ЧПУ, знаком им гораздо лучше. Выбор поставщиков ЧПУ компании SMEC обусловлен надежностью, простотой программирования и распространенностью этих систем в мире. Вам не составит труда ни найти специалиста с опытом работы на станке SMEC, ни обучить нового. Кроме того, распространенность этих систем снижает стоимость их обслуживания — если вас не устроит цена в одном сервисном центре — всегда найдется альтернативное предложение.
Выбор поставщиков ЧПУ компании SMEC обусловлен надежностью, простотой программирования и распространенностью этих систем в мире. Вам не составит труда ни найти специалиста с опытом работы на станке SMEC, ни обучить нового. Кроме того, распространенность этих систем снижает стоимость их обслуживания — если вас не устроит цена в одном сервисном центре — всегда найдется альтернативное предложение. В зависимости от модели, стойка ЧПУ может поворачиваться на угол до 270 градусов . Эта возможность позволяет сотруднику Вашего производства быть более мобильным, экономить время при работе со станком, быть более мобильным и работать более продуктивно.
В зависимости от модели, стойка ЧПУ может поворачиваться на угол до 270 градусов . Эта возможность позволяет сотруднику Вашего производства быть более мобильным, экономить время при работе со станком, быть более мобильным и работать более продуктивно.Задняя бабка
Задняя бабка Задняя бабка токарного станка с ЧПУ — это узел, который служит для поддержания обрабатываемой заготовки при обработке в центрах и представляет собой вторую опору для вращающейся заготовки. Как правило, задняя бабка используется при обработке протяженной
(
длинной) и тяжелой детали, закрепляя ее со второй стороны, создавая усиленную ось вращения заготовки, исключая при этом возможные отклонения заготовки от оси вращения. Задняя бабка бывает программируемой и ручной. Соответственно, первая управляется системой ЧПУ, ручная же управляется усилиями оператора станка. Использование программируемой задней бабки значительно удобнее ручного варианта. Компания SMEC в стандартной комплектации токарных станков использует в своих токарных станках программируемую заднюю бабку, но по запросу клиента, возможна установка ручной задней бабки. Задняя бабка, поддерживающая высокую точность обработки даже при
(
тяжелой обработке), может быть перемещена вручную с помощью ручного импульсного генератора. Кроме того, если установлена программируемая задняя бабка, то она может перемещаться назад и вперед автоматически с помощью М-кодов. |
 Другое применение задней бабки — установка инструмента для торцевой обработки заготовки.
Другое применение задней бабки — установка инструмента для торцевой обработки заготовки.Бак СОЖ и конвейер для стружки
Бак СОЖ и конвейер для стружки При обработке металла инструментами токарного станка с ЧПУ используются смазочно-охлаждающие жидкости или, сокращенно, СОЖ . Кроме того, при обработке любого металла образуется металлическая стружка. СОЖ служит, в том числе, для того, чтобы стружка не оставалась на заготовке, инструменте, узлах станка, а смывалась, попадая в лоток для улавливания стружки или специальный стружечный конвейер . Компания SMEC предлагает стружечный конвейер как опциональное улучшение станка. |
 Жидкость СОЖ, фактически, является расходным материалом, который довольно часто необходимо заменять, не смотря на встроенные в станок системы фильтрации СОЖ
(
жидкость циркулирует внутри станка, очищаясь специальными фильтрами)
Жидкость СОЖ, фактически, является расходным материалом, который довольно часто необходимо заменять, не смотря на встроенные в станок системы фильтрации СОЖ
(
жидкость циркулирует внутри станка, очищаясь специальными фильтрами) В базовой комплектации в корпус станка встраивается выдвижной
(
на колесиках) поддон для сбора стружки. Благодаря наклонной конструкции
станины
, металлическая стружка автоматически падает в соответствующий сборочный контейнер или конвейер. Встроенное в корпус станка расположение бака СОЖ и конвейера для стружки позволяет максимально эффективно использовать занимаемое станком пространство. Кроме того, чистка бака с СОЖ значительно упрощена, за счёт возможности снять его даже при прикрученном стружечном конвейере.
В базовой комплектации в корпус станка встраивается выдвижной
(
на колесиках) поддон для сбора стружки. Благодаря наклонной конструкции
станины
, металлическая стружка автоматически падает в соответствующий сборочный контейнер или конвейер. Встроенное в корпус станка расположение бака СОЖ и конвейера для стружки позволяет максимально эффективно использовать занимаемое станком пространство. Кроме того, чистка бака с СОЖ значительно упрощена, за счёт возможности снять его даже при прикрученном стружечном конвейере. Барфидер
Барфидер ( автоматический податчик прутка) Существенно снизить затраты времени на производство деталей помогает механизм автоматической подачи прутка — барфидер . Компания SMEC предлагает барфидеры от производителя
Barload
. Барфидеры этого производителя отличаются высоким качеством использованных в их конструкции материалов, длительным сроком службы и простотой настройки. Кроме того, барфидеры Barload доступны по сравнительно невысокой стоимости. Барфидер не входит в базовую комплектацию станка, и его приобретение опционально. Мы рекомендуем приобретать барфидеры к каждому токарному станку, поскольку они быстро самоокупаются и существенно облегчают работу со станком. Барфидеры Barload:
|
 Барфидер позволяет загрузить несколько металлических прутков, последовательно загружаемых в токарный станок с ЧПУ. Использование барфидера позволяет сделать производство деталей непрерывным, что существенно снижает среднее время изготовления детали.
Барфидер позволяет загрузить несколько металлических прутков, последовательно загружаемых в токарный станок с ЧПУ. Использование барфидера позволяет сделать производство деталей непрерывным, что существенно снижает среднее время изготовления детали. 
Теперь вы обладаете полным набором знаний, необходимых для правильного выбора токарного станка с ЧПУ!
Начать выбор!
Универсальный токарный станокХарактеристики Противошпиндель
Высокопроизводительный универсальный токарный станок MAXXTURN 45 с противошпинделем предназначен для комплексной обработки пруткового проката и деталей патронов, включая гидравлические и пневматические компоненты, детали двигателей и автомобилей, медицинские и биомедицинские изделия. машиностроение и погрузочно-разгрузочные работы, а также детали подшипников трения и качения.
машиностроение и погрузочно-разгрузочные работы, а также детали подшипников трения и качения.
«Благодаря опциональной оси Y и приводным инструментам, высокоточной оси C и высокой скорости движения серия MAXXTURN позволяет экономично изготавливать сложные высококачественные детали», — сказал представитель EMCO Maier. «Ось Y встроена в стандартную конструкцию станка и расположена под углом 90° по отношению к оси X. Чрезвычайно короткие выступающие части являются основой для сплошной токарной и сверлильной обработки, а также для фрезерной обработки».
Станок доступен в четырех моделях с системой управления FANUC или Siemens на выбор: Ось Y
Компактный противошпиндель позволяет обрабатывать обратную сторону. Это позволяет избежать повторного зажима заготовок и тем самым сократить время ожидания.
Это позволяет избежать повторного зажима заготовок и тем самым сократить время ожидания.
Револьверная головка с одним двигателем позволяет разместить 12 держателей инструментов VDI25. Каждая станция может принимать приводные инструменты. Серводвигатель приводит в действие приводные инструменты и поворотное движение. По словам EMCO, держатели инструментов предназначены для легкой установки инструмента с воспроизводимой точностью без необходимости трудоемкой регулировки. 9№ 0003
Зажимной узел представляет собой гидравлическую зажимную систему с пропускной способностью прутка до ø 45 мм, включая программируемый датчик хода патрона и систему прямого измерения.
Поворотный погрузчик для автоматической загрузки и выдачи обработанных деталей. Этот компактный интегрированный погрузчик управляется системой управления машиной. Комбинация поворотного и линейного движения, приводимого в действие серводвигателями, обеспечивает простую и быструю настройку. Благодаря этому предварительно отформованные необработанные детали также могут быть вставлены в зажимное устройство с ориентацией по положению. После завершения обработки готовые детали транспортируются из станка через улавливатель деталей.
После завершения обработки готовые детали транспортируются из станка через улавливатель деталей.
Дополнительный захват с пневматическим приводом снимает готовые детали с основного или противошпинделя. Детали транспортируются в контейнер готовых деталей за пределами рабочей зоны. Максимум. длина готовых деталей: 120 мм; Максимум. ø 45 мм; Максимум. вес: 2 кг.
EMCO предлагает две различные версии загрузчиков прутков для работы с прутками: классический 3-метровый загрузчик (EMCO TOP LOAD 8-45/3300) и загрузчик коротких прутков EMCO LM800 для ограниченной площади.
Наклонная под углом 72° станина имеет жесткую и компактную сварную стальную конструкцию, обеспечивающую точное и экономичное производство. Преимущества стали по сравнению с машинным литьем заключаются в более высокой жесткости и улучшенных тепловых характеристиках токарных станков при прогреве, отмечают в EMCO. Основание машины MAXXTURN 45 заполнено вибропоглощающим материалом, а армирующие материалы обеспечивают дополнительную жесткость в зонах, часто подвергающихся интенсивным нагрузкам.
«MAXXTURN 45 оснащен предварительно напряженными роликовыми направляющими, которые не изнашиваются и крепятся болтами к высокоточным шлифованным подушкам подшипника», — сказал представитель. «Улучшенные направляющие качества без эффекта прерывистого скольжения помогают обеспечить наилучшее качество поверхности обрабатываемых деталей. Крышки вдоль направляющих, а также дополнительные крышки телескопов из нержавеющей стали предназначены для повышения эксплуатационной безопасности и долговечности».
Высокая мощность привода шпинделя в сочетании с характеристикой крутящего момента обеспечивает экономическую эффективность при резке стали, а также высокоскоростной резке алюминия. Главный шпиндель имеет диаметр прутка до 45 мм и опирается на большие прецизионные подшипники, обеспечивающие широкий диапазон скоростей. Симметричная передняя бабка со встроенными ребрами охлаждения обеспечивает оптимальную термостабильность.
На станке MAXXTURN 45 с задней бабкой задняя бабка устанавливается на линейные роликовые направляющие и может автоматически позиционироваться в диапазоне 510 мм. Центр прокатки с валом MK4 встроен непосредственно в заднюю бабку и может быть удален с помощью прижимного клина.
Центр прокатки с валом MK4 встроен непосредственно в заднюю бабку и может быть удален с помощью прижимного клина.
На станке MAXXTURN 45 S, оснащенном противошпинделем, передняя бабка противошпинделя размещена на отдельной линейной роликовой направляющей и может позиционироваться в диапазоне 510 мм. Выталкиватель деталей с контролем хода, омываемый охлаждающей жидкостью, обеспечивает безопасное извлечение готовых деталей.
Держатель инструмента состоит из 12-позиционной радиальной револьверной головки VDI25 с одномоторной конструкцией и системой быстрой замены. Все 12 станций могут принимать держатели приводных инструментов. Серводвигатель приводит в действие приводные инструменты и поворотное движение соответственно. Оператор станка может в любой момент отрегулировать скорость поворота с помощью переключателя блокировки подачи. Револьверную головку можно использовать как на шпинделях, так и на переключателях с логикой направления. Это означает, что он всегда выбирает кратчайший путь при повороте к следующему инструменту, говорит EMCO.
Ось C входит в стандартную комплектацию станка. Шпиндель можно позиционировать с точностью до 0,001°. Согласно EMCO, поворотный энкодер гарантирует точность оси C, а также точное контурное фрезерование.
За дополнительной информацией обращайтесь:
EMCO Майер Корпорейшн
46850 Магеллан Драйв
Блок 160
Нови, Мичиган 48377-2448
248-313-2700
www.emco-world.com
Юго-запад
С. Техас
Гэри Пирсон, президент
Королевский станок
9840 Tanner Rd., Ste. А
Хьюстон, Техас 77041
281-779-2160
www.regalmachinetool.com
Н. Техас, Ю. ОК
Гленн Уайз
Мудрое оборудование
2108 Франклин Драйв
Арлингтон, Техас 76011
817-905-9473 / 817-795-9473
Юго-Восток
Джон Кирни, президент
Kearney Machinery & Supply Inc.
Почтовый ящик 660852
Бирмингем, Алабама 35266-0852
205-942-1100
www.kearneymachinery.com
FL
Грег Майер, президент
Точность Мейера
101 Свит Бэй Лейн
Лонгвуд, Флорида 32779
407-774-8893
www.myerprecision.com
НЗ, СК, ВА
Ван Кроттс, президент
Кроттс и Сондерс Инжиниринг Инк.
4000 Сайлас Крик Бульвар
Уинстон-Салем, Северная Каролина 27104
336-765-7250
www.crottsandsaunders.com
Северо-восток
CT, MA, RI, VT, NH, ME
Майкл Бонетти
Компания Realm Machine
800-625-8669
www.realmmachine.com
Северная часть штата Нью-Йорк
Боб Сван
Сеть станков
Почтовый индекс Ящик 22 – Станция Иствуд
3650 Джеймс Стрит
Сиракузы, Нью-Йорк 13206-0022
315-437-2272 / 800-798-2272
315-437-2002
www.
machinetoolnetwork.com
ВВ
Уильям Р. Эйхеле, владелец
Компания Motch & Eichele, LLC
338 Ремингтон Роуд
Кайахога-Фолс, Огайо 44224
330-564-8820
www.mande.com
Средний Запад
МН, IA, ND, SD
Нанотех Машинери Солюшнс, Инк.
8760 Джефферсон Шоссе
Оссео, Миннесота 55369
763-425-6266
IL (Чикаго-земля), СЗ IN
Дерек Ольчак, президент
Услуги ЧПУ
1235 Humbracht Cir., Unit H
Бартлетт, Иллинойс 60103
630-312-6440
В, Кентукки, Огайо
Марк Баккс, владелец отдела продаж
Affco Machine Sales Inc
510 Энтерпрайз Доктор
Вестфилд, IN 46074
317-867-1200
www.affcomachinesales.com
МИ
Рон Караис, президент
КАР Энтерпрайзис Инк.
11777 Гранд Ривер
Брайтон, Мичиган 48116
810-227-7500
Огайо, Западная Пенсильвания, Северная Кентукки
Уильям Р. Эйхеле, владелец
Компания Motch & Eichele, LLC
338 Ремингтон Роуд
Кайахога-Фолс, Огайо 44224
330-564-8820
www.mande.com
Запад
AZ, Ю. Н.В., Ю. CA
Карл Кордас, президент
Машиностроительная компания Торнквист
Почтовый индекс Ящик 9729
2664 улица Сатурн
Бреа, Калифорния 92821-6789
714-572-6830
www.tornquist.com
АЗ
Торнквист Машины
3801 Э. Гроув Стрит
Феникс, Аризона 85040-9001
602-470-0334
ОР, Вашингтон, ID
Тони Парр, президент
Машины и методы, Inc.
а/я 6217
Белвью, Вашингтон 98008
425-746-1656
tony@machinesandmethods.
com
www.machinesandmethods.com


Бывший в употреблении токарный станок с ЧПУ GRAZIANO GT 300 с противошпинделем Бывшие в употреблении станки
- Описание
- Характеристики
- Об этом продавце
ЧПУ Indramat
Главный шпиндель и противошпиндель asa 5
Проход для прутка 51
Револьверная головка с 12 моторизованными рабочими станциями
Ручной захват
N ° 2 предварительная настройка . Свяжитесь с нами для получения дополнительной информации. Информация в этом объявлении является ориентировочной. Exapro рекомендует уточнять детали у продавца перед покупкой
| Длина поворота | 400 мм |
| Точение Ø | 230 мм |
| Ø над кроватью | 330 мм |
| Ø над поперечной направляющей | 260 мм |
| Длина между центрами | 590 мм |
| Тип ЧПУ | ФАНУК 21и-Т |
| Ось X | 500 мм |
| Ось Z | 160 мм |
| Конус шпинделя | АСА 5 |
| Отверстие шпинделя | 51 мм |
| Количество турелей | 1 |
| Количество инструментов на револьверной головке | 12 |
| Количество вращающихся инструментов | 12 |
| Скорость вращения | 6000 об/мин |
| Мощность двигателя шпинделя | 14 кВт |
| Задняя бабка | № |
| Устройство подачи прутка | № |
| ——————- | |
| Рабочее время | |
| Время работы без подзарядки | |
| Государственный | хорошо |
| По местным нормам | да |
| Статус |
| Тип клиента | Реселлер |
| Действует с | 2019 |
| Предложения онлайн | 9 |
| Последнее действие | 4 октября 2022 г. |
Описание
CNC INDRAMAT
Основной шпиндель и встречный шпиндель ASA 5
ПАС. описание могло быть переведено автоматически. Свяжитесь с нами для получения дополнительной информации. Информация в этом объявлении является ориентировочной. Exapro рекомендует уточнять детали у продавца перед покупкой
Технические характеристики
| Длина поворота | 400 мм |
| Точение Ø | 230 мм |
| Ø над кроватью | 330 мм |
| Ø над поперечной направляющей | 260 мм |
| Длина между центрами | 590 мм |
| Тип ЧПУ | ФАНУК 21и-Т |
| Ось X | 500 мм |
| Ось Z | 160 мм |
| Конус шпинделя | АСА 5 |
| Отверстие шпинделя | 51 мм |
| Количество турелей | 1 |
| Количество инструментов на револьверной головке | 12 |
| Количество вращающихся инструментов | 12 |
| Скорость вращения | 6000 об/мин |
| Мощность двигателя шпинделя | 14 кВт |
| Задняя бабка | № |
| Устройство подачи прутка | № |
| ——————- | |
| Рабочее время | |
| Время работы без подзарядки | |
| Государственный | хорошо |
| По местным нормам | да |
| Статус |
Об этом продавце
| Тип клиента | Реселлер |
| Действует с | 2019 |
| Предложения онлайн | 9 |
| Последнее действие | 4 октября 2022 г. |
OPTIturn S 620L CNC lathe
| Control | |
|---|---|
| Type of Control | Sinumerik 828D |
| Sinumerik 828D system software (factory option) | SW 28x |
| CNC память | 8 МБ |
| Просмотр вперед | 150 |
| Время изменения установки | 1 мс |
| Number of tools | 512 |
| Cooling lubricant system | |
|---|---|
| Coolant pump output | 530 W |
| Central lubrication system output | 30 W |
| Противошпиндель | |
|---|---|
| Приводной двигатель постоянного действия S1 | 7,5 кВт |
| Torque drive motor | 50 nm |
| Output drive motor S6-30% operation | 11 kW |
| Torque drive motor S6-30% operation | 112 nm |
| Spindle taper | DIN ISO 702-1 No. 5 5 |
| Sub spindle bore | 52 mm |
| Chuck passage | 45 mm |
| Hydraulic lathe chuck | 150 mm |
| Диапазон скоростей | 0 – 5000 мин¯¹ |
| длина | 4485 мм | |
|---|---|---|
| Длина ок. | 4020 мм | |
| Ширина/глубина ок. | 3135 мм | |
| Высота ок. | 1950 мм | |
| Вес ок. | 6000 кг | |
| Electrical connections | |
|---|---|
| Total rated value | 20 kVA |
| Electrical Data | |
|---|---|
| Supply voltage | 400 V |
| Частота сети | 50 Гц |
| Усилие подачи | |
|---|---|
| Усилие подачи, ось X | 6. 9 kN 9 kN |
| Feed force Y-axis | 6.2 (option) kN |
| Feed force Z-axis | 10 kN |
| Feed speed | ||
|---|---|---|
| x Axis | 24000 мм/мин | |
| y оси (заводская опция) | 6000 мм/мин | |
| Z Axis | 24000 MM/MIN/MIN/MIN/MIN/MIN/MIN/MIN/MIN/MIN/MIN/MIN/MIN/MIN/MIN/MIN/MIN/MIN/MIN/MIN/ММ/ММ/ММ/ММ/ММ/ММ/ММ/ММ/ | |
| .0338 | Hydraulic system | |
| Motor output | 2,2 kW | |
| Machine data | |
|---|---|
| Chuck passage diameter | 65 mm |
| Angled bed | 30 ° |
| Motor torque | |
|---|---|
| X axis | 11 Nm |
| Y axis | 6 (option) Nm |
| Z axis | 16 Nm |
| Precision | |
|---|---|
| Repetition accuracy | ± 0. 005 mm 005 mm |
| Positioning accuracy | ± 0.005 mm |
| Spindle | |
|---|---|
| Spindle chuck | DIN ISO 702-1 No. 6 |
| Spindle bore with hydraulic chuck | 200 mm |
| Main spindle bore | 75 mm |
| Travel | |
|---|---|
| Travel X axis | 215 mm |
| Travel Ось Z | 1020 мм |
| Перемещение по оси Y (заводская опция) | 100 (+/- 50) мм |
| Ось Z2 | 9076 |
| Turret | |
|---|---|
| Type | hydraulic VDI30 DIN 5480 |
| Number of tool slots | 12 Tools |
| Drive motor output | 3. |