Толщина покрытия оцинкованной стали: 52246-2004 . – . (495) 638-07-16 . .
alexxlab | 22.04.2023 | 0 | Разное
Описание параметра “Материал и покрытие лотка”
Для лотков существует четыре варианта защитных покрытий и четыре вида металла: оцинкованная сталь, неоцинкованная сталь, нержавеющая сталь, алюминиевый сплав.
Для выбора толщины защитного покрытия кабельной трассы необходимо определить коррозионные условия окружающей среды. С учётом скорости эрозии цинка и требуемого срока службы можно подобрать требуемую толщину цинка в микронах. Классификация степени эрозии цинка согласно EN ISO 12944-2 указана в таблице.
| Категория эрозии | Эрозия микрон в год | Примеры среды. Умеренный климат | |
|---|---|---|---|
| Снаружи здания | Внутри здания | ||
| С1 минимальная | менее 0,1 | _________ | Отапливаемые здания с чистой атмосферой. |
| С2 малая | 0,1 – 0,7 | Атмосфера, загрязненная в незначительной степени. | Неотапливаемые здания с возможным конденсатом. Склады, цеха, гаражи. |
| С3 средняя | 0,7 – 2,1 | Городская и промышленная атмосфера. | Производственные помещения с большой влажностью. Пищевые производства, прачечные. |
| С4 большая | 2,1 – 4,2 | Промышленные и прибрежные районы с парами соли в атмосфере. | Промышленные зоны. Химзаводы, бассейны. |
| С5 очень большая, промышленная | 4,2 – 8,2 | Промышленные районы с большой влажностью и агрессивной атмосферой. | Постройки или районы с постоянной конденсацией и загрязнением воздуха. |
| С5-М максимальная, морская | более 8,2 | Морские и прибрежные районы с высокой концентрацией соли в атмосфере. | Районы с постоянным образованием конденсата и сильно загрязненной атмосферой. |
Гальваническое цинкование
Толщина покрытия в среднем 8-15 микрон или 0,015 мм. При гальваническом оцинковании в ванну с электролитом помещаются цинковый анод и металлическое изделие, на которые подаётся постоянный ток. В процессе электролиза анод растворяется, и цинк оседает на поверхности стального изделия, образуя ровный, серебристый защитный слой, адгезия которого обеспечивается взаимодействием молекулярных сил цинка и стали. Оцинкованные изделия с гальваническим покрытием рекомендуем применять внутри помещений.
Цинкование по методу Сендзимира
Толщина покрытия 11-18 микрон или 0,018 мм. Цинковое покрытие наносится конвеерным способом в агрегатах непрерывного цинкования, путём пропускания рулонной стали через ванну с расплавом цинка. Технология позволяет получить равномерный слой цинка на всей
поверхности листа.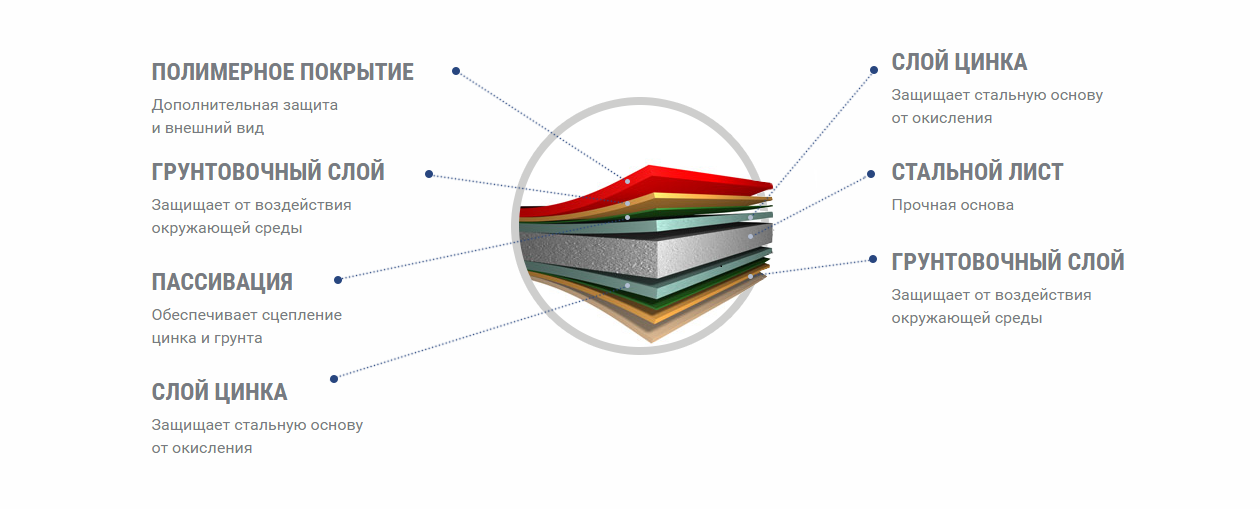 При толщине металла не более 2 мм, полученный слой цинка позволяет закрывать базовый металл в местах реза и перфорации, защищая их от коррозии. Изделия с покрытием по методу Сендзимира применяются для наружного и внутреннего размещения.
При толщине металла не более 2 мм, полученный слой цинка позволяет закрывать базовый металл в местах реза и перфорации, защищая их от коррозии. Изделия с покрытием по методу Сендзимира применяются для наружного и внутреннего размещения.
Горячее цинкование
Толщина покрытия от 40 до 150 микрон или 0,150 мм. Покрытие наносится путем погружения подготовленного изделия в ванну с расплавленным цинком. Полученное цинковое покрытие защищает базовый металл от воздействия агрессивных сред и механических воздействий. Горячее цинкование увеличивает срок эксплуатации изделий до 50 лет. Лотки горячего цинкования применяются для наружного размещения в любых климатических условиях и агрессивных средах.
Порошковая покраска
Толщина покрытия около 1,5 мм. Покраска лотков производится порошковыми составами. Применяется в декоративных целях и для дополнительной защиты лотков и монтажной сbстемы. По предварительному заказу возможна покраска в соответствии с гаммой цветов RAL.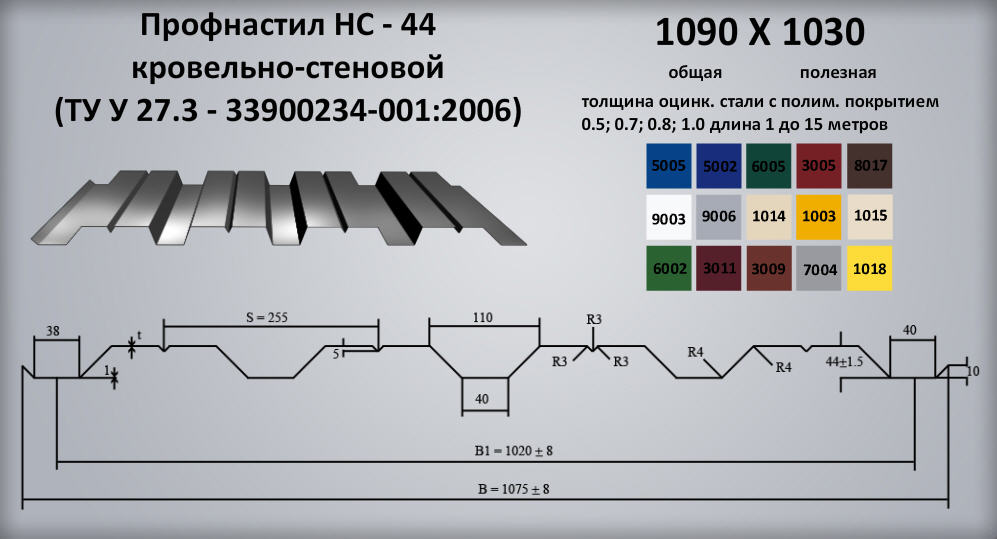
Нержавеющая сталь
Изделия, выполненные из нержавеющей стали, позволяют разместить трассу в любых климатических условиях и агрессивных средах. Лотки из нержавеющей стали применяются для наружного и внутреннего размещения в тяжелых условиях эксплуатации.
Алюминиевый сплав
Изделия, выполненные из сплава алюминия, могут применяться для защиты от электромагнитных наводок, несанкционированного съёма информации, а также на судах и морских платформах.
какой должна быть и от чего зависит
- Главная >
- Блог >
- Толщина оцинкованной стали: какой должна быть и от чего зависит
30.12.2022
Время чтения: 8 минут
Редакция сайта VT-Metall
Сохранить статью:
Вопросы, рассмотренные в материале:
- Характеристики листовой оцинкованной стали
- Виды и области применения листовой оцинкованной стали
- Преимущества и недостатки оцинкованной стали
- Толщина, ширина и вес листовой оцинкованной стали
- Расчет веса листа оцинкованной стали на основании его толщины
- Окрашивание оцинкованной стали для повышения ее защитных свойств
Характеристики листовой оцинкованной стали
Для производства оцинкованного листа сталь прокатывают, добавляя цинк, покрывающий всю поверхность заготовки.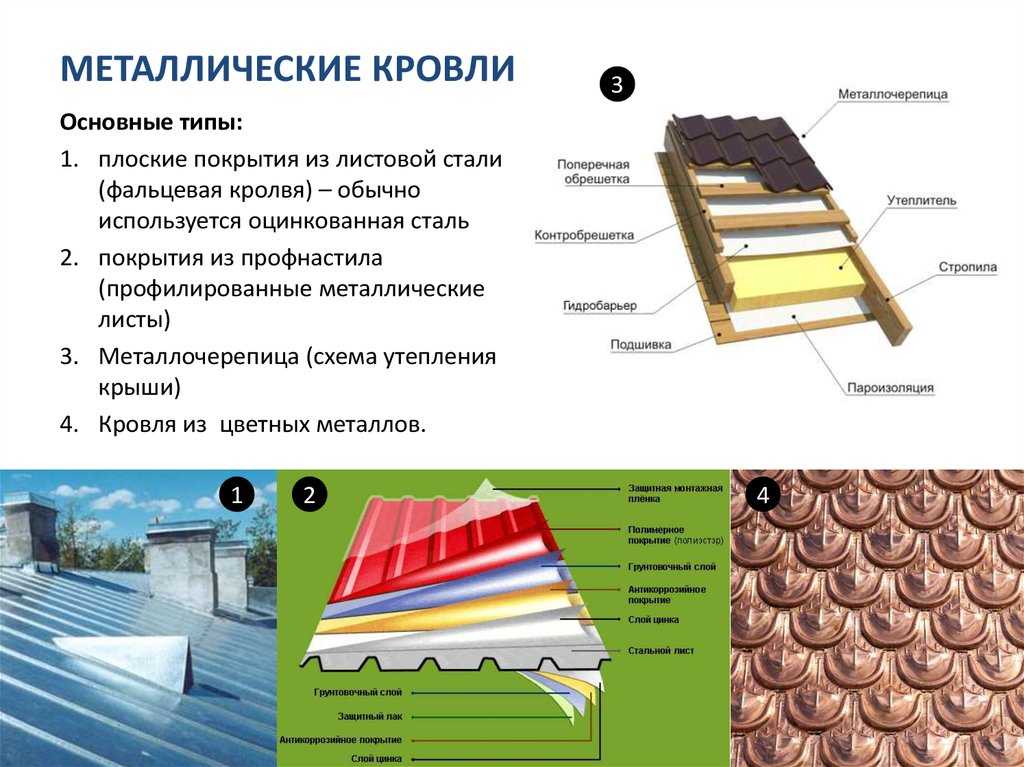
Также на рынке можно встретить листовую сталь, у которой оцинкована только одна сторона. Далее покрытые цинком листы подвергают обработке путем:
- вытяжки,
- гибки,
- резки,
- профилирования и т. д.
Прошедшая обработку сталь поступает в продажу в виде гофрированных, а также гладких или выполненных в виде профнастила листов.
Независимо от обработки оцинкованные изделия обладают:
- механической прочностью,
- гибкостью,
- коррозионной стойкостью,
- пригодностью к дальнейшей обработке самыми разными способами.
В производстве оцинкованных изделий исходным материалом служат листы из высококачественных стальных сплавов, которые получают в специальных станах для холодного проката.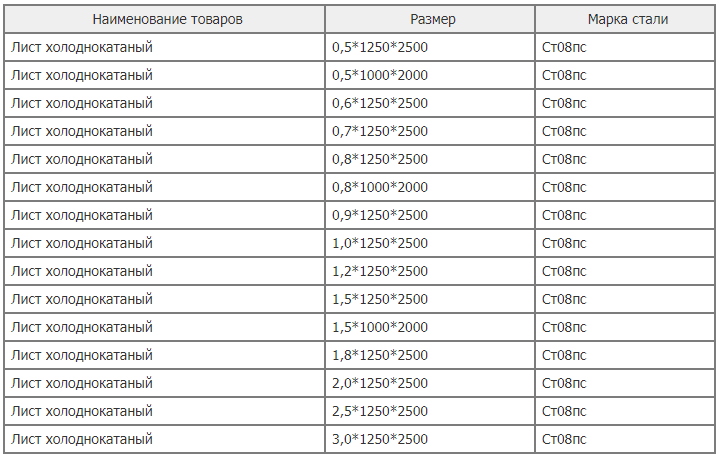 Цинкование металла осуществляется горячим методом или с помощью электрохимических технологий (гальванизации).
Цинкование металла осуществляется горячим методом или с помощью электрохимических технологий (гальванизации).
Для гальванического нанесения цинкового покрытия требуется значительно больше энергозатрат, чем при горячем цинковании. Использование расплавленного цинка гораздо эффективнее с экономической точки зрения. В результате обработки на листах формируется узорчатая или однородная защитная пленка. Разные виды покрытия отличаются как цветом, так и фактурой. Обработанные таким образом изделия долговечны и могут служить не один десяток лет.
Виды и области применения листовой оцинкованной стали
Оцинкованные стальные листы широко используются в качестве готового материала для строительства или служат полуфабрикатом, который поступает в дальнейшую обработку. Эксплуатация оцинкованного листового металла регламентируются ГОСТ 14918 от 1980 года, в котором указаны листы, предназначенные для:
- холодной штамповки – ХШ,
- холодного профилирования – ХП,
- под окраску – ПК,
- общего назначения – ОН.

ГОСТ Р 52246 от 2004 года содержит другую классификацию, согласно которой оцинкованные стальные листы могут быть предназначены для:
- производства плоских и изогнутых изделий (лист 01),
- производства посудохозяйственных изделий и получения продукции изгибом и соединением в замок (лист 02),
- изготовления сложных профилей и штампованных изделий весьма глубокой вытяжки (лист 03),
- выпуска штампованной продукции сложной вытяжки (лист 04), особо сложной вытяжки (лист 05) и слишком сложной вытяжки (лист 06),
- производства профилированных изделий – применяют марки 220, 250, 280, 320, 350.
На современных производствах выпуск продукции идет с учетом этих документов, однако второй отличает большая четкость и строгость требований к металлоизделиям подобного рода.
Преимущества и недостатки оцинкованной стали
Достоинства:
- Относительная дешевизна.
 Эти металлоизделия производятся массово, что снижает их себестоимость.
Эти металлоизделия производятся массово, что снижает их себестоимость. - Существенный срок эксплуатации и прочность. Профилированные изделия из оцинкованного металла устойчивы к воздействию таких повреждающих факторов, как прямые солнечные лучи, резкое изменение температуры, град, снег, ветер и влага.
- Возможность выполнения даже сложных кровельных работ с использованием оцинкованных листов.
Однако у профилированных оцинкованных листов, применяемых для изготовления кровли, имеется и ряд минусов:
- Изделия, эксплуатируемые на открытом воздухе, требуют регулярного обслуживания: их необходимо периодически очищать и каждые 5 лет обновлять красочное покрытие.
- Этот кровельный материал не может похвастаться хорошими звуко- и теплоизолирующими свойствами, что усложняет конструкцию. Кровля из оцинкованных профлистов требует дополнительной установки снегозадерживающих элементов и системы заземления.
Удобство и простота монтажа профнастила при обустройстве кровли также служат предметом споров среди специалистов.
Исходя из сказанного выше, напрашивается очевидный вывод: если вы остановили выбор на кровле из профилированных оцинкованных листов, к работе необходимо привлекать опытных мастеров. Относительная дороговизна их услуг окупится за счет невысокой цены материалов и, главное – долгой службы готовой крыши.
Толщина, ширина и вес листовой оцинкованной стали
Толщина покрытия оцинкованной стали
ГОСТ Р52246 от 2004 года содержит классификацию оцинкованных стальных листов, которая учитывает разный внешний вид и кристаллизационный узор изделий. Существует три вида защитного дрессированного цинкового покрытия, которое может иметь:
- нормальный узор кристаллизации цинка (Н и НД),
- минимальный узор кристаллизации цинка (М и МД),
- железоцинковое покрытие (ЖЦ и ЖЦД).
Толщина цинкового слоя в значительной степени сказывается на эксплуатационных характеристиках изделий. С ее увеличением повышается устойчивость листов к коррозии, но растет вероятность разрушения покрытия при холодном профилировании и штамповке.
Толщина оцинкованной стали – наиболее важная характеристика изделий. ГОСТ 16523 от 1989 года регламентирует этот параметр и содержит три категории:
- Первая категория: листовая сталь с покрытием толщиной от 18 до 40 микрон. Оцинкованные листы с такими параметрами покрытия считаются универсальными.
- Вторая категория: оцинкованные стальные листы с наиболее тонким защитным покрытием – от 10 до 18 микрон.
- Категория П. Так маркируются изделия, обладающие наиболее высокой прочностью и устойчивостью к воздействию повреждающих факторов с толщиной цинкового слоя от 40 до 60 микрон.
Ширина листа оцинкованной стали
ГОСТ 14918 от 1980 года содержит указание стандартной ширины оцинкованного листового проката от 750 до 1 800 мм. В ГОСТ 19904 от 1990 года указаны: длина от 850 до 3 500 мм и ширина от 750 до 5 000 мм.
Использование как очень больших, так и слишком маленьких оцинкованных листов в работе связано с дополнительными трудностями. Поэтому наиболее широко распространены изделия размерами 1 000×2 000 и 1 250×2 500 мм. Оптимальная толщина при этом – 1 мм.
Относительно малый вес и компактные размеры облегчают перевозку. На багажнике автомобиля можно транспортировать до 30 листов.
Современный рынок предлагает широкий выбор таких материалов. Закупая профлист, следует заранее определиться с оптимальными размерами и толщиной.
В наибольшей степени сказанное относится к кровельным работам. Выбор может зависеть от:
- размеров кровли,
- возможности транспортировки,
- способов подъема материалов,
- методов разгрузки и целого ряда других особенностей объекта.
Для обустройства кровли частного дома или дачного домика чаще всего используют листы длиной 1 м, шириной 2 м и толщиной 0,55 мм. Также в ходу профнастил размером 1 250×2 500 мм.
Также в ходу профнастил размером 1 250×2 500 мм.
Вес оцинкованной стали
Имеющиеся ГОСТы не содержат указания стандартного веса для оцинкованных листов, несмотря на то, что этот параметр имеет особую важность при транспортировке изделий. Для расчета веса одной единицы следует воспользоваться значением средней удельной массы, которая ориентировочно равна 7,8 г/см3.
Ни в одном государственном стандарте строго не прописан вес одного листа оцинковки. Однако этот показатель зачастую бывает очень важен, особенно, когда требуется узнать, выдержит ли груз транспортное средство. Чтобы подсчитать массу одного листа, можно воспользоваться таким показателем, как удельная масса материала, составляющая примерно 7,8 г/см3.
Примерные показатели массы в килограммах приведены в следующей таблице:
0,5
0,55
0,6
0,7
0,8
0,9
1
1,1
1,2
1,3
1 000х2 000
7,8
8,58
9,36
10,9
12,5
14
15,6
17,2
18,7
20,3
1 250х2 500
12,2
13,4
14,6
17,1
19,5
21,9
24,4
26,8
29,3
31,7
Размер, мм
Толщина, мм
1,4
1,5
1,6
1,7
1,8
2
1 000х2 000
20,3
21,8
23,4
25
26,5
28,1
1 250х2 500
31,7
34,1
36,6
39,0
41,4
43,9
Расчет веса листа оцинкованной стали на основании его толщины
При использовании оцинкованных стальных листов для кровельных работ важно правильно рассчитать нагрузку на несущие элементы.
Для вычислений можно воспользоваться калькулятором со стандартными функциями. Вес проще всего приблизительно рассчитать, исходя из площади листов.
Чтобы вычислить массу, следует толщину оцинкованной кровельной стали умножить на длину и ширину листа, переведя все значения в метры. Произведение полученной величины на удельный вес (7,8 кг/дм3) будет равно искомому показателю.
Далее полученную величину следует умножить на число единиц материала в упаковке. Исходя из результата, можно определить требуемую грузоподъемность транспортного средства.
Цинковый слой толщиной в несколько микрон не оказывает заметного влияния на общий вес изделий, поэтому оцинкованная сталь практически не отличается по этому параметру от черного металла.
Окрашивание оцинкованной стали для повышения ее защитных свойств
Оцинкованный металл, обладающий высокой прочностью и долговечностью, при покраске приобретает еще более высокую стойкость к царапанию, истиранию, коррозии и другим нежелательным воздействиям. Также окрашивание позволяет придать изделиям дополнительную эстетическую привлекательность.
Также окрашивание позволяет придать изделиям дополнительную эстетическую привлекательность.
Производители предлагают широкий выбор окрашенных профилированных листов с полимерным красочным покрытием различных цветов. Останавливаясь на неокрашенном профиле, вы с большой вероятностью через несколько лет столкнетесь с необходимостью покраски, так как цинковый слой при эксплуатации истончается и постепенно утрачивает защитные свойства.
Для того чтобы качественно нанести на оцинкованный металл краску, покрытие следует предварительно подготовить. Такая обработка проходит в несколько этапов:
- Поверхность листов следует очистить от загрязнений и обезжирить. Если металл окрашивается повторно, важно избавиться от старого покрытия. Далее следуют шлифовка и удаление оставшейся пыли.
- На оцинкованной стали плохо держится лакокрасочное покрытие, поэтому на лист перед покраской следует нанести грунтовку.
- Окрашивание можно производить при помощи кистей, малярных валиков или распылителя.
 Важно наносить плотный и равномерный слой краски, выбирая при этом составы с защитой от воздействия ультрафиолета. Особо тщательно надо обрабатывать места соединения элементов кровли.
Важно наносить плотный и равномерный слой краски, выбирая при этом составы с защитой от воздействия ультрафиолета. Особо тщательно надо обрабатывать места соединения элементов кровли. - После нанесения каждого слоя краски важно дождаться его высыхания. Для покрытия листов полимерной краской следует выбирать сухие дни.
Рекомендуем статьи
- Разряды сварщиков в России
- Наружные рекламные конструкции: виды, требования, материалы, этапы производства
- Какая сварка лучше – газовая или электрическая: преимущества и недостатки
Толщина оцинкованной стали и площадь кровли определяют размер денежных затрат на изготовление крыши. В наше время рынок предлагает широкий выбор строительных материалов. Изложенная выше информация поможет выбрать оптимальный материал.
Читайте также
24.02.2023
Пайка металлов: описание технологии
Подробнее
22. 02.2023
02.2023
Охлаждение при закалке металла: принципы и методы
Подробнее
21.02.2023
Гальваника металла: способы и принципы
Подробнее
20.02.2023
Хонингование: как и для чего выполняется
Подробнее
17.02.2023
Полировка металла: технологии, инструменты, методы
Подробнее
15.02.2023
Для чего нужен гидравлический пресс: виды, сферы применения
Подробнее
14.02.2023
Чем резать трубу: инструменты, способы, приемы
Подробнее
13.02.2023
Точечная сварка своими руками: как самостоятельно собрать аппарат
Подробнее
Толщина горячего цинкования: почему это важно
Цинкование
Оцинкованные материалы обладают превосходной прочностью и коррозионной стойкостью, что делает их предпочтительным вариантом для строительных проектов. Сверхпрочные свойства материалов обусловлены их защитным цинковым покрытием. Это покрытие работает лучше всего, когда оно покрывает сталь, так как два вещества образуют взаимовыгодную связь.
Это покрытие работает лучше всего, когда оно покрывает сталь, так как два вещества образуют взаимовыгодную связь.
Толщина покрытия на горячеоцинкованных материалах не всегда одинакова. Несколько факторов определяют толщину конечного покрытия.
Являясь экспертами в области горячего цинкования, мы в компании South Atlantic знаем, как обеспечить покрытие ваших материалов толщиной, соответствующей вашему проекту. Мы придерживаемся стандарта спецификации ASTM A123 для диапазона толщин всех материалов, подвергаемых горячему цинкованию. Вот разбивка по толщине горячего цинкования, что требуется, как она варьируется и почему чем толще, тем лучше.
Что такое «толщина горячего цинкования»? Толщина горячего цинкования относится к толщине цинкового покрытия после выхода материала из ванны горячего цинкования. Перед погружением в ванну сталь проходит процесс подготовки, чтобы убедиться, что поверхность металлургически чистая, что позволяет цинку прилипать. Количество цинка, которое остается связанным со сталью после ее выхода из ванны, определяет толщину.
Количество цинка, которое остается связанным со сталью после ее выхода из ванны, определяет толщину.
Несколько вещей определяют толщину цинкового покрытия. Одним из них является сам материал. Толщина и состав исходной стали будут определять толщину покрытий. Более толстая сталь с большим количеством кремния в составе приведет к получению самых толстых цинковых покрытий. При выполнении стандартных процедур горячего цинкования сталь без дополнительных усилий получает покрытие, соответствующее минимальной требуемой толщине.
Существуют способы стимулирования образования на стали более толстого цинкового покрытия после горячего погружения. Важно заранее проконсультироваться с компанией, предоставляющей услуги горячего цинкования, по поводу вашего проекта. Если у вас есть особые причины, по которым вы хотите получить более толстое, чем обычно, покрытие, при выборе сырья следует учитывать и другие факторы.
Например, стандартный диапазон ASTM A123 для горячего цинкования составляет от 1,4 до 3,9 мил. Пока толщина находится в этом диапазоне, ваш материал будет иметь наилучшую защиту от коррозии. Как специалисты во всем, что касается горячего цинкования, наша команда South Atlantic Galvanizing может предоставить экспертную консультацию по лучшим оцинкованным материалам для использования в ваших проектах.
Есть ли преимущества у более толстого покрытия?Большая толщина горячего цинкования имеет свои преимущества. Чем толще цинковое покрытие, тем дольше ожидаемый срок службы материала. В некоторых средах может потребоваться более толстое покрытие, чтобы выдерживать экстремальные условия. Если вы соответствуете требованиям к минимальной толщине, изложенным в спецификациях ASTM A123, A153 и A767, ваши материалы будут соответствовать поставленным задачам.
Как измеряется толщина покрытия? Существует несколько способов измерения толщины цинкового покрытия. В предпочтительном методе используется магнитный толщиномер. Этот инструмент может обеспечить простое и быстрое считывание толщины покрытия. Это никак не повредит оцинкованному материалу.
В предпочтительном методе используется магнитный толщиномер. Этот инструмент может обеспечить простое и быстрое считывание толщины покрытия. Это никак не повредит оцинкованному материалу.
Когда дело доходит до толщины при горячем цинковании, конечный результат определяется несколькими факторами. Знание того, какую сталь лучше всего использовать и как учесть толщину материала в соответствии с требованиями вашего проекта, может привести к путанице. Вот почему команда, выполняющая услуги по цинкованию, должна знать, что они делают! Неправильный совет может привести к дорогостоящим проблемам во время строительства.
Имея более чем 50-летний опыт работы со сталью, наша команда в Южной Атлантике знает, как сохранить ваш проект в рамках бюджета и в соответствии с нормами. Независимо от того, подвергаем ли мы горячему цинкованию ваши материалы или готовим наши собственные оцинкованные изделия, мы прилагаем все усилия, чтобы сохранить целостность исходных материалов при их обработке. В результате получаются продукты, которым можно доверять в самых тяжелых условиях.
В результате получаются продукты, которым можно доверять в самых тяжелых условиях.
Если вы планируете или работаете над строительным проектом, свяжитесь с нами перед заказом материалов. Мы можем рассказать вам о вариантах, чтобы помочь вам построить что-то, что будет служить долго.
Стандартная спецификация для горячего цинкования погружением
Настоящая спецификация была подготовлена гальванической промышленностью через ее техническую рабочую группу при консультациях с промышленностью и рядом консультационных инженерных групп. Он предназначен для использования в сочетании с Австралийским/Новозеландским стандартом 4680 и предназначен для простой вставки в общие спецификации материалов спецификаторов.
ПРИМЕЧАНИЕ
Перед началом проектирования рекомендуется, чтобы проектировщик/производитель обратился к Австралийскому/Новозеландскому стандарту 2312.2, Руководство по защите конструкционной стали от атмосферной коррозии с помощью защитных покрытий, Часть 2: Горячее цинкование погружением и к главе «Конструкция» в руководстве Горячее цинкование погружением после изготовления , подготовленное Австралийской ассоциацией гальванизаторов.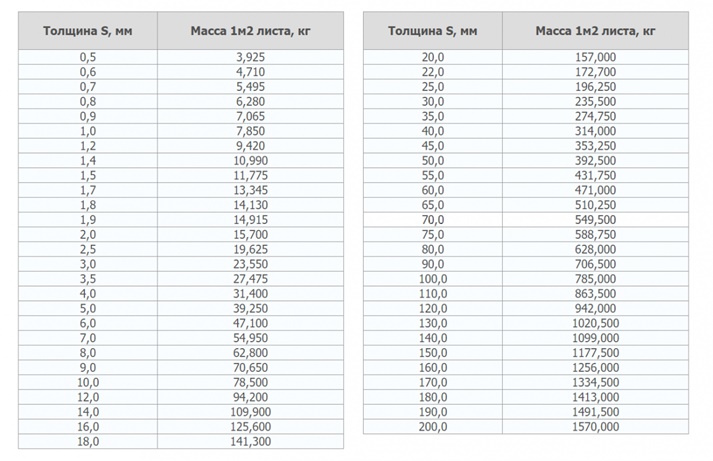
AS/NZS 2312.2 содержит рекомендации по методам минимизации деформации и охрупчивания, влияния химического состава стали на внешний вид и толщину покрытий. должны быть доведены до сведения гальванизатора во время запроса и заказа, чтобы он мог надлежащим образом подготовить продукт.
ОБЛАСТЬ ПРИМЕНЕНИЯ
Настоящая спецификация распространяется на покрытие горячим цинкованием после изготовления, наносимое на стальные изделия общего назначения, конструкционные секции, углы, швеллеры, балки, колонны, трубы и трубы, сборные стальные сборки, отливки, резьбовые соединения, стальную арматуру и другие стальные компоненты. Настоящая спецификация не распространяется на гальваническое покрытие полуфабрикатов, таких как проволока, трубы или листы, оцинкованные на специализированных или автоматических заводах.
СООТВЕТСТВУЮЩИЕ СТАНДАРТЫ
| AS/NZS 1214 | Горячие оцинкованные покрытия на резьбовых крепежах | |
AS 1627. 1 1 | Приготовление и предварительное лечение-удаление масел, сжатие и концентрация. Подготовка и предварительная обработка поверхностей – Абразивоструйная очистка стали | |
| AS 1627.5 | Подготовка и предварительная обработка поверхностей – Травление | |
| AS/NZS 2312.2 | Руководство по защите конструкционной стали от атмосферной коррозии с помощью защитных покрытий. Часть 2. Горячее цинкование погружением | |
| AS 4312 | Зоны атмосферной коррозии в Австралии | 9008S1 AS5 4680Горячеоцинкованные (цинковые) покрытия на готовых изделиях из черных металлов |
ОБЩИЕ СВЕДЕНИЯ
Оцинкованное покрытие на всех стальных изделиях на следующих чертежах и в списках материалов должно соответствовать требованиям AS/NZS 4680 и, как указано здесь.
Чертежи:
Позиции:
ИЗГОТОВЛЕНИЕ
Необходимо соблюдать осторожность, чтобы избежать использования методов изготовления, которые могут вызвать деформацию или охрупчивание стали.
Весь сварочный шлак и заусенцы должны быть удалены перед отправкой на гальванику.
Отверстия и/или подъемные проушины для облегчения перемещения, вентиляции и слива во время процесса цинкования должны быть предусмотрены в местах, согласованных между проектировщиком и специалистом по цинкованию.
ПОДГОТОВКА ПОВЕРХНОСТИ
Следует избегать использования неподходящих красок для маркировки, и перед изготовлением изготовитель должен проконсультироваться с оцинковщиком относительно удаления смазки, масла, краски и других вредных материалов.
Поверхностные загрязнения и покрытия, которые не могут быть удалены обычным процессом химической очистки в процессе цинкования, должны быть удалены абразивоструйной очисткой или каким-либо другим подходящим методом.
Стальные конструкции должны быть предварительно очищены в соответствии с требованиями AS 1627.1 с последующим травлением кислотой в соответствии с требованиями AS 1627.5. Можно использовать абразивоструйную очистку до класса 2 в соответствии с требованиями AS 1627. 4.
4.
ОЦИНКОВАНИЕ
Со всеми изделиями, подлежащими цинкованию, следует обращаться таким образом, чтобы избежать механических повреждений и свести к минимуму деформацию, принимая во внимание заявленное конечное использование изделия.
Конструктивные особенности, которые могут привести к трудностям при цинковании, должны быть указаны до цинкования.
Параметры цинкования, такие как температура цинкования, время погружения и скорость извлечения, должны использоваться в соответствии с требованиями статьи.
Состав цинка в ванне цинкования должен соответствовать AS/NZS 4680.
ТРЕБОВАНИЯ К ПОКРЫТИЮ
1 Толщина
 5 to ≤3
5 to ≤3Table 2. Requirements for coating thickness and mass for articles that are centrifuged
| Толщина статей (все компоненты, включая отливки) MM | Локальная толщина покрытия Минимальная мкм | Средняя толщина покрытия минимум | Средняя массовая масса. | 35 | 250 |
| ≥8 | 40 | 55 | 390 |
Примечание: 1G/M 2 2 . Толщина оцинкованного покрытия на крепежных элементах с крупной метрической резьбой ISO должна соответствовать требованиям AS/NZS 1214. гальваника работает с использованием соответствующего магнитного измерительного устройства в соответствии с AS/NZS 4680, Приложение G. 2 Поверхность Оцинкованное покрытие должно быть непрерывным, липким, как можно более гладким и равномерно распределенным и не должно иметь каких-либо дефектов, наносящих ущерб заявленному конечному использованию изделия с покрытием. На сталях, раскисленных кремнием, покрытие может быть тускло-серым, что допустимо при условии, что покрытие прочное и сплошное. Любой ремонт должен выполняться в соответствии с пунктом 8 AS/NZS 4680. Целостность покрытия должна определяться визуальным осмотром и измерением толщины покрытия. В тех случаях, когда требуются коэффициенты проскальзывания для обеспечения высокопрочного болтового соединения с фрикционным сцеплением, там, где это показано, они должны быть получены после цинкования путем соответствующей механической обработки сопрягаемых поверхностей. Если на оцинкованное покрытие наносится лакокрасочное покрытие, все шипы должны быть удалены, а на всех кромках не должно быть выпуклостей и потеков. 3 Адгезия Оцинкованное покрытие должно иметь достаточную адгезию, чтобы выдерживать нормальное обращение во время транспортировки и монтажа. Проверка должна проводиться на предприятии гальваника назначенной стороной или в другом месте по согласованию между изготовителем и гальванизатором. По запросу покупателя/проектировщика должен быть предоставлен сертификат, подтверждающий, что цинкование соответствует требованиям AS/NZS 4680. в сухих, хорошо проветриваемых условиях для предотвращения образования пятен при хранении во влажном состоянии в соответствии с рекомендациями, содержащимися в AS/NZS 4680, Приложение F. хранить в сухом, хорошо проветриваемом помещении. Любые пятна влажного хранения должны быть удалены гальванистом, если они образовались до того, как они покинут завод гальваники, за исключением случаев, когда поздний вывоз или приемка поставки потребовали хранения материала в неблагоприятных условиях. При сварке оцинкованной стали должна быть обеспечена достаточная вентиляция. Если надлежащая вентиляция недоступна, должна быть обеспечена дополнительная циркуляция воздуха. В закрытых помещениях следует использовать респиратор. Шлифование кромок перед сваркой может быть разрешено для уменьшения образования паров оксида цинка во время сварки и устранения пористости сварного шва, которая иногда может возникать. Все участки сварного шва без покрытия должны быть восстановлены – см. Восстановление покрытия или пункт 8 AS/NZS 4680. рекомендации, содержащиеся в AS/NZS 4680 – Ремонт после гальваники, или другими методами, предложенными гальванизатором и одобренными подрядчиком. Аналогичные методы ремонта должны использоваться для участков, поврежденных в результате сварки или газопламенной резки, а также при погрузочно-разгрузочных работах, транспортировке и монтаже.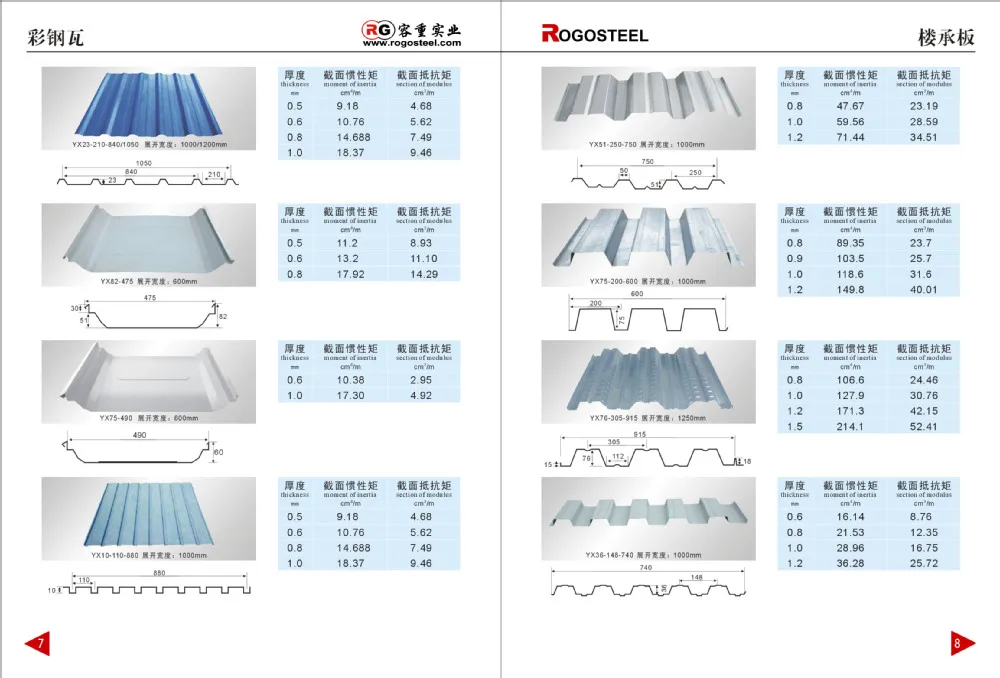 В случае каких-либо разногласий должно быть проведено независимое испытание.
В случае каких-либо разногласий должно быть проведено независимое испытание.
ПРОВЕРКА
СЕРТИФИКАЦИЯ
 При условии, что толщина покрытия соответствует требованиям AS/NZS 4680, дальнейшие действия по исправлению пятен не требуются.
При условии, что толщина покрытия соответствует требованиям AS/NZS 4680, дальнейшие действия по исправлению пятен не требуются. СВАРКА
