Тонкие электроды: Самые тонкие сварочные электроды для сварки тонкого металла
alexxlab | 20.02.2019 | 0 | Разное
Самые тонкие сварочные электроды для сварки тонкого металла
Размер диаметра электрода является одним из основных параметров при выборе, так как требуется подбирать расходные материалы толщиною, примерно, как основной металл. Естественно, что рано или поздно приходится сталкиваться с тонкими листами, сваривание которых не только является сложным технологическим процессом, который требует большого опыта, но и его невозможно провести без специальных материалов и инструментов. В большинстве случаев их стараются соединить при помощи газовой сварки, но если таковой возможности не имеется, то приходится использовать самые тонкие сварочные электроды.

Тонкие сварочные электроды
Не во всех марках есть материалы, которые могут удовлетворять данному запросу, так как в некоторых случаях толщина начинается от 2 мм. Тонкими можно назвать те, которые меньше 2 мм в диаметре. Электроды для тонкого металла практически полностью сохраняют соотношение количества обмазки по отношению к количеству материала на стержне. Как правило, это одна треть от общей массы. Такие вещи сложнее в изготовлении и они не так часто применяются. С появлением небольших домашних инверторов, которые имеют небольшой диапазон работы, тонкие электроды для сварки стали более популярными, так как мощность той техники могла расплавить максимум 3 мм присадочный материал.

Электроды для сварки
Самые тонкие электроды для дуговой сварки достаточно сложные в применении, так как скорость их плавления намного выше, чем у стандартных. Для этого следует подбирать специальные режимы, но для получения качественных результатов этого может оказаться недостаточно. Здесь нужен практический опыт, так как есть большой риск перепаливания основного металла. Также есть ряд требований к оборудованию, к примеру, держатель должен надежно фиксировать электрод. У сварочного трансформатора должна быть тонкая регулировка, чтобы можно было точно подобрать нужную силу тока. Скорость проведения процесса намного выше, чем в стандартной ситуации.

Самые тонкие электроды для дуговой сварки
Защита, которую создает обмазка, является относительно небольшой, за счет тонкого слоя покрытия. Но этого может хватать, так как сварочная ванна также небольшого размера. Желательно использовать флюс для металла, чтобы улучшить свойства сваривания и защитить шов. Здесь нужно хорошо регулировать баланс глубины проваривания, чтобы наплавленный металл взялся на основном, но при этом не получилось дыр. Также стоит учитывать, что при сварке тонкого металла есть вероятность появления температурной деформации. Чтобы этого не случилось, шов следует делать не сразу на всей протяженности, а небольшими полосками. Также нужно сделать прихватки по всей длине, чтобы все не сгибалось.

Сварка металла тонким электродом
Электроды для сварки металлов 1 мм относятся к узкопрофильным и профессионалами используются редко. Но они не имеют альтернативы, так что в арсенале профессионала они обязательно должны быть. Главное их правильно подобрать, а потом использовать согласно технологии, чтобы не было большого количества брака.
Преимущества тонких электродов 
- Это единственный расходный материал, которым можно осуществить дуговую сварку тонких изделий без большого риска перепалить заготовку;
- Электроды для сварки инвертором тонкого металла имеют относительно небольшую стоимость, так что всегда можно купить большое количество материала;
- По своим физическим свойствам и составу они почти не уступают более толстым представителям марки;
- Электроды быстро подготавливаются, так как просушка и прокалка занимает относительно небольшое количество времени.
Недостатки тонких электродов
- Электроды для сварки инвертором тонкого металла не предназначены для работы с толстыми деталями, так как не смогут проварить на нужную толщину;
- Существуют сложности с работой, так как техника сваривания отличаются от обыкновенной;
- Из-за размера они быстро заканчиваются и приходится часто менять расходный материал;
- Недостаточный слой обмазки делает защиту сварочной ванны не столь надежной;
- Зачастую требуется использовать дополнительные расходные материалы;
- Далеко не все марки выпускаются в столь мелком варианте, поэтому, иногда возникают сложности с подборкой.
Технические характеристики
Технические характеристики электрода зависят от того, какие элементы входят в его состав, а также от физических свойств металла, из которого сделан стержень и что входит в состав обмазки.
| Температура испытаний, градусы Цельсия | Временное сопротивление разрыву, Н/мм2 | Относительное удлинение, % | Ударная вязкость, Дж/см2 | KCV>34 Дж/см2 при температуре, градусы Цельсия |
| + 20 | 460 | 18 | <78 | – 20 |
Производительность наплавки, г/мин | Относительный выход наплавленного металла, % | Расход материала на 1 кг наплавленного шва, кг | ||
23,5 | 90 | 1,7 | ||
Размеры тонких электродов от различных фирм производителей
Самый тонкий электрод для сварки имеет диаметр 0,8 мм. Помимо этого в линейках встречаются материалы толщиной 1 мм; 1,2 мм; 1,6 мм; 2 мм.
Среди марок, которые выпускают такие размеры можно встретить:
- МР-3;
- МР-3С;
- УОНИ-13 45;
- УОНИ-13 55;
- Э-46;
- АНО 21.
Выбор
Электроды для сварки тонколистового металла подбираются по тем же принципам, что и стандартные. В первую очередь следует обратить внимание на состав, чтобы стержень наплавочного металла соответствовал основному. Это обеспечит лучшее соединение, так как на краях шва не будут образовывать слабые места, а вся структура будет более однородной. Также следует опираться на то, какие режимы поддерживает сварочный аппарат, чтобы они совпадали с теми, на которые рассчитан электрод.
«Важно!Ни в коем случае не стоит стараться проваривать заготовки, толщина которых на несколько миллиметров больше, чем толщина электрода.»
Режимы и особенности применения
Толщина заготовки, мм | 0,8 | 1 | 1,5 | 2 |
Толщина электрода, мм | 1 | 1,6 | 2 | 2,5 |
Сила тока, A | 10…20 | 30…35 | 35…45 | 50…65 |
Главной особенностью применения является более высокая скорость сваривания. В отличие от сварки нержавейки, где этот фактор вызван более высокой текучестью, здесь сохраняется прежняя вязкость. Благодаря этому соединение в вертикальном и потолочном положении становится более легким. Это один из немногих случаев, когда электроды можно брать с более низким диаметром, чем основной металл, особенно если это касается потолочной сварки. Как видно из таблицы, даже небольшое отклонение в 5 А может привести к тому, что режим будет нарушен и возможно появление брака. Чем выше толщина, тем менее заметна эта разница, хотя здесь и есть зависимость от того, какой сорт металла используется.
Самый тонкий электрод для электросварки. Самые тонкие сварочные электроды
Размер диаметра электрода является одним из основных параметров при выборе, так как требуется подбирать расходные материалы толщиною, примерно, как основной металл. Естественно, что рано или поздно приходится сталкиваться с тонкими листами, сваривание которых не только является сложным технологическим процессом, который требует большого опыта, но и его невозможно провести без специальных материалов и инструментов. В большинстве случаев их стараются соединить при помощи газовой сварки, но если таковой возможности не имеется, то приходится использовать самые тонкие сварочные электроды.
Тонкие сварочные электроды
Не во всех марках есть материалы, которые могут удовлетворять данному запросу, так как в некоторых случаях толщина начинается от 2 мм. Тонкими можно назвать те, которые меньше 2 мм в диаметре. Электроды для тонкого металла практически полностью сохраняют соотношение количества обмазки по отношению к количеству материала на стержне. Как правило, это одна треть от общей массы. Такие вещи сложнее в изготовлении и они не так часто применяются. С появлением небольших домашних инверторов, которые имеют небольшой диапазон работы, тонкие стали более популярными, так как мощность той техники могла расплавить максимум 3 мм присадочный материал.
Самые тонкие электроды для дуговой сварки достаточно сложные в применении, так как скорость их плавления намного выше, чем у стандартных. Для этого следует подбирать специальные режимы, но для получения качественных результатов этого может оказаться недостаточно. Здесь нужен практический опыт, так как есть большой риск перепаливания основного металла. Также есть ряд требований к оборудованию, к примеру, держатель должен надежно фиксировать электрод. У должна быть тонкая регулировка, чтобы можно было точно подобрать нужную силу тока. Скорость проведения процесса намного выше, чем в стандартной ситуации.
Защита, которую создает обмазка, является относительно небольшой, за счет тонкого слоя покрытия. Но этого может хватать, так как сварочная ванна также небольшого размера. Желательно использовать флюс для металла, чтобы улучшить свойства сваривания и защитить шов. Здесь нужно хорошо регулировать баланс глубины проваривания, чтобы наплавленный металл взялся на основном, но при этом не получилось дыр. Также стоит учитывать, что при сварке тонкого металла есть вероятность появления температурной деформации. Чтобы этого не случилось, шов следует делать не сразу на всей протяженности, а небольшими полосками. Также нужно сделать прихватки по всей длине, чтобы все не сгибалось.
Электроды для сварки металлов 1 мм относятся к узкопрофильным и профессионалами используются редко. Но они не имеют альтернативы, так что в арсенале профессионала они обязательно должны быть. Главное их правильно подобрать, а потом использовать согласно технологии, чтобы не было большого количества брака.
Преимущества тонких электродов
- Это единственный расходный материал, которым можно осуществить дуговую сварку тонких изделий без большого риска перепалить заготовку;
- Электроды для имеют относительно небольшую стоимость, так что всегда можно купить большое количество материала;
- По своим физическим свойствам и составу они почти не уступают более толстым представителям марки;
- Электроды быстро подготавливаются, так как просушка и прокалка занимает относительно небольшое количество времени.
Недостатки тонких электродов
- Электроды для сварки инвертором тонкого металла не предназначены для работы с толстыми деталями, так как не смогут проварить на нужную толщину;
- Существуют сложности с работой, так как техника сваривания отличаются от обыкновенной;
- Из-за размера они быстро заканчиваются и приходится часто менять расходный материал;
- Недостаточный слой обмазки делает защиту сварочной ванны не столь надежной;
- Зачастую требуется использовать дополнительные расходные материалы;
- Далеко не все марки выпускаются в столь мелком варианте, поэтому, иногда возникают сложности с подборкой.
Технические характеристики
Технические характеристики электрода зависят от того, какие элементы входят в его состав, а также от физических свойств металла, из которого сделан стержень и что входит в состав обмазки.
Размеры тонких электродов от различных фирм производителей
Самый тонкий электрод для сварки имеет диаметр 0,8 мм. Помимо этого в линейках встречаются материалы толщиной 1 мм; 1,2 мм; 1,6 мм; 2 мм.
Среди марок, которые выпускают такие размеры можно встретить:
- МР-3;
- МР-3С;
- УОНИ-13 45;
- УОНИ-13 55;
- Э-46;
- АНО 21.
Выбор
Электроды для сварки тонколистового металла подбираются по тем же принципам, что и стандартные. В первую очередь следует обратить внимание на состав, чтобы стержень наплавочного металла соответствовал основному. Это обеспечит лучшее соединение, так как на краях шва не будут образовывать слабые места, а вся структура будет более однородной. Также следует опираться на то, какие режимы поддерживает сварочный аппарат, чтобы они совпадали с теми, на которые рассчитан электрод.
«Важно!Ни в коем случае не стоит стараться проваривать заготовки, толщина которых на несколько миллиметров больше, чем толщина электрода.»
Режимы и особенности применения
Главной особенностью применения является более высокая скорость сваривания. В отличие от , где этот фактор вызван более высокой текучестью, здесь сохраняется прежняя вязкость. Благодаря этому соединение в вертикальном и потолочном положении становится более легким. Это один из немногих случаев, когда электроды можно брать с более низким диаметром, чем основной металл, особенно если это касается потолочной сварки. Как видно из таблицы, даже небольшое отклонение в 5 А может привести к тому, что режим будет нарушен и возможно появление брака. Чем выше толщина, тем менее заметна эта разница, хотя здесь и есть зависимость от того, какой сорт металла используется.
Покупают инвертор в основном для работы на садовом участке, сварки забора или калитки, других несложных работ. Часто приходится сваривать металл от 2 мм и выше. Для таких работ вполне подходят электроды «двойка», ими можно варить практически весь сортовой прокат, который применяется при строительстве забора и гаража, водопроводные трубы. И лишь при сварке арматуры или приварке гаражных петель может потребоваться более толстый электрод – «тройка» и даже «четвёрка».
Тонкий металл
Однако, рано или поздно может встать вопрос о том, чтобы заварить днище картера у машины, подварить крыло, приварить глушитель. Толщина металла в этом случае невелика, и при сварке могут возникнуть проблемы – толстый электрод будет прожигать металл.
Лучший вариант сварки в данном случае — сварка-автомат или полуавтомат, классическая дуговая может прожечь дыры, поэтому, без подготовки и тренировки браться за инвертер не стоит!
Давайте подробно рассмотрим, как варить инвертором тонкий металл .
Под
Электроды для тонкого металла: особенности сварки инвертором
При помощи дуговой сварки между собой скрепляются металлические поверхности толщиной 0,2-4 мм. Наиболее же востребована сварка поверхностей толщиной 1 мм. Именно такие показатели у кузовов автомобилей, труб с небольшим диаметром, ёмкостей, предназначенных для жидких веществ, и т.д. Электроды для тонкого металла принципиально отличаются от тех, что используются при сваривании толстых деталей. Эту разницу необходимо учитывать, чтобы получить надёжный, устойчивый к коррозии и износу шов.
Содержание статьи
Какими электродами лучше варить тонкий металл
Для качественной сварки необходимо обеспечить непрерывное горение электрической дуги. Электроды толщиной 4-5 мм дугу гасят, так как сваривание тонких поверхностей ведется с использованием пониженных токов (10-75 А). Поэтому для сварки тонких металлов должны использоваться электроды диаметром 0,5 – 2 мм (если металл не толще 1 мм) или, например, 2 – 2,5 мм (при толщине поверхностей 1,5 – 2 мм). Сварщики со стажем выбирают электроды для сварки тонкого металла, имеющие диаметр 2-3 мм.
 электроды для тонкого металла
электроды для тонкого металлаКроме толщины основного металла, стоит учитывать его разновидность при выборе электродов. В процессе сварки деталей из низкоуглеродистой и слабораскисленной стали могут применяться расходные материалы с любой обмазкой: основной, кислой, целлюлозной, рутиловой. Работа с полуспокойными сталями предполагает основное либо рутиловое покрытие электродов, а вот для спокойных сталей нужна основная обмазка.
Чтобы обеспечить устойчивое горение дуги, нужно помнить, что для определенного типа тока предназначен соответствующий электрод. Исключительно постоянный ток необходим для эксплуатации электродов с основной обмазкой. И постоянный, и переменный ток подойдет для расходных материалов, имеющих рутиловое, целлюлозное и кислое покрытие.
Перед осуществлением окончательного выбора внимательно ознакомьтесь с информацией, для какого положения сварки предназначены электроды. Оно может быть горизонтальное, вертикальное, нижнее, потолочное, нижнее тавровое, потолочное тавровое. Маркировка при этом может быть следующая:
- Может использоваться при работе во всех положениях,
- Соединение металлов во всех положениях, за исключением вертикального сверху вниз,
- Сварка деталей во всех положениях, кроме потолочного и вертикального,
- Для сваривания поверхностей нижнего положения, а также нижнего «в лодочку».
Марки электродов для инверторной сварки
Тем, кто задается вопросом, каким электродом варить тонкий листовой металл, стоит обратить внимание на следующие марки:
- ОМА-2. Расходный материал позволяет сваривать даже окисленные поверхности и имеет минимальную проплавляющую способность. Сварочный шов может располагаться в пространстве произвольно.
- МТ-2. При сваривании деталей толщиной менее 1 мм необходимо использовать постоянный ток, если же толщина составляет более 1 мм-то переменный. Сварка должна осуществляться по траектории «сверху вниз».
- OK 63.30 ESAB. Гарантирует устойчивость шва к коррозии, может применяться при сваривании вертикальных конструкций.
В зависимости от типа основного материала, специалисты в области сварки рекомендуют:
Технология сваривания тонких поверхностей электродом
Самый тонкий электрод для сварки гарантирует аккуратный шов при наличии у мастера опыта. Если у вас его пока нет, то стоит прислушаться к полезным рекомендациям.
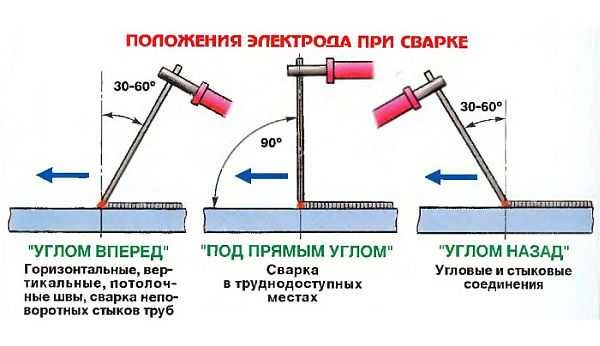
Чтобы не допустить прожогов поверхностей, электрод нужно держать под углом 45 градусов, и ни в коем случае под 90 градусов. Осуществлять соединение лучше всего углом вперед. Не стоит излишне отдалять электрод от свариваемых деталей, так как это препятствует образованию сварочного валика.
Если накладывать швы в шахматном порядке, можно избежать деформации листового металла при нагревании. При отсутствии такой возможности электрод проводится один раз вдоль шва, скорость должна быть равномерной, а значение рабочего тока — минимальное. Желательно, чтобы инверторный сварочный аппарат имел выходную мощность с плавной регулировкой. При напряжении холостого хода от 70 В и выше можно избежать многих проблем с запалом дуги.
 сварка тонкого металла электродом
сварка тонкого металла электродомПодготовительные работы включают в себя зачистку поверхностей от ржавчины, выравнивание заготовок в случае необходимости и их надежную фиксацию. Затем детали прихватываются через каждые 7-10 см и свариваются окончательно. Если листы металла нужно соединить внахлест, то используется больший ток; при этом снижается вероятность прожига деталей и их деформации.
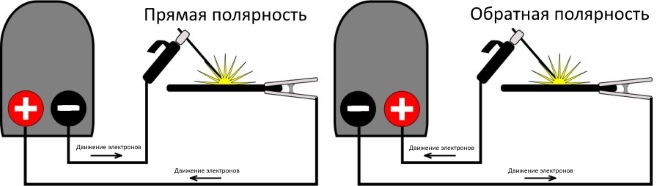
При сварке тонкого металла инвертором применяется обратная полярность. Это значит, что “-“ будет подключен к основной поверхности, “+” – к держателю электродов. В таком случае расходный материал приобретает гораздо большую температуру, чем основной, и можно избежать изменения формы деталей и их прожига.
Преимущества и недостатки тонких электродов
Электроды для сварки инвертором тонкого металла обладают множеством преимуществ. Например, риск повредить тонкие поверхности при сваривании минимален, скорость сваривания немного выше. Иные физические свойства этих вспомогательных материалов ничем не хуже, чем у более толстых аналогов, а стоимость приемлемая. К тому же подготовка тонких электродов к работе не занимает много времени.
К недостаткам можно отнести быстрый расход материала, необходимость использовать особую технику сваривания и относительно ненадежную защиту сварочной ванны (так как толщина обмазки невелика). Не все марки выпускают электроды в мелком варианте, поэтому в некоторых случаях придется искать аналоги.
Как оформить сварной шов
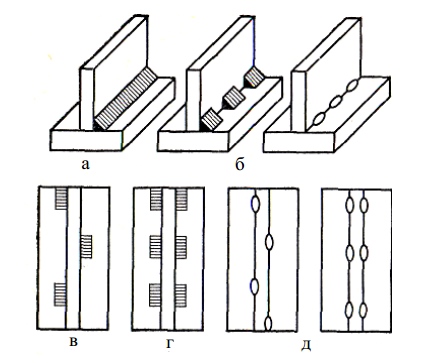
Варить металл толщиной 1 мм самыми тонкими электродами можно, используя следующие виды сварных швов:
Отметим, что в скосе кромок тонкого металла нет необходимости.
Проблемы в процессе сварки: как их избежать
Сварка тонкого металла может осложняться рядом факторов:
Прокаливание электродов для тонкого металла
Электроды для инверторной сварки перед использованием рекомендуется прокалить, чтобы избавиться от влаги. Если пренебречь этой рекомендацией, то высока вероятность прилипания расходных материалов и дефектов шва. При увеличенном проценте воды ухудшается зажигание, во время работы появляется треск, на шве образуются поры, а в околошовной зоне – множество капелек.
Варить тонкий металл стоит расходниками из герметичной упаковки, которую лучше всего израсходовать за один сеанс. Если у вас нет специального оборудования для прокаливания (сушка на батарее не поможет решить проблему), а пачка расходного материала израсходована не вся, хранить остатки нужно в сухом отапливаемом помещении. Если вам необходимо сваривать ответственные конструкции, то вполне целесообразным будет приобретение пенала-термоса, который надежно защищает расходный материал от воздействия атмосферного воздуха.
В заключение
Таким образом, качественно сварить тонкий металл инвертором не составит труда, если ответственно подойти к выбору расходного материала и учесть некоторые нюансы. Прежде всего, толщина электрода не должна превышать 2-3 мм, материал обмазки должен соответствовать типу основного металла, а разновидность тока – покрытию электрода. Расходный материал должен быть хорошо просушен перед использованием. Учтите также положение сварки. При правильно подобранных электродах сварочная дуга устойчива, и в итоге получается качественный провар с нешироким аккуратным швом.
[Всего: 0 Средний: 0/5]Сварка тонким электродом

Диаметр и размер электродов обязательно необходимо учитывать при выборе данного инструмента, ведь рекомендуется производить подбор расходных материалов именно исходя из этих параметров. Иногда происходит такое, что при спаивании тонких пластин из металла нужно пользоваться специализированными инструментами, ведь данный процесс очень сложный и трудоемкий. Нужно приобрести специальные инструменты и материалы а также такие работы в состоянии произвести только опытный специалист. Часто такие металлы пытаются соединять между собой с помощью газовой сварки, однако не у всех существует такая возможность, поэтому приобретаются тонкие электроды для сварки.

Сварка тонкого металла электродом
Не все производители занимаются созданием материалов, которые полностью соблюдают такие запросы потребителей, ведь в большинстве случаев минимальная толщина электродов составляет 2 мм. Ну а действительно тонкие электроды имеют меньший диаметр, чем 2 мм. В тех электродах, которые предназначаются для тонких металлов, обмазка и материал на стержне находятся в полном соответствии друг с другом. Обычно они составляют 1/3 от общей массы электродов. Данные инструменты довольно сложные в создании, ада и применяют их только в редких случаях. При появлении специальных инверторов, которые используются в домашних условиях и имеют небольшую мощность, теперь намного чаще используют тонкие электроды, ведь мощность данного аппарата не выдерживает большие размеры электродов, и не может расплавить их до необходимого состояния.
Если необходимо применить дуговую сварку, то тонкие электроды в этих случаях довольно сложно использовать, ведь плавятся они намного быстрее, чем стандартные инструменты для сварки. Именно поэтому рекомендуется тщательно подбирать режим, вот только в некоторых случаях даже этого бывает недостаточно. Необходимо проводить такие работы только настоящим профессионалам, ведь материал можно переплавить и привести в негодность. Также оборудование должно соответствовать всем необходимым требованиям, например стоит пользоваться надежным держателем. Который будет крепко удерживать электрод на одном месте. Сварочный трансформатор должен регулироваться, чтобы точно выбрать необходимую силу подачи тока. Процесс проходит намного быстрее, чем в стандартных условиях, поэтому все действия необходимо производить быстро и с высокой точностью.
Как варить тонкими электродами
Обмазка создает особую защиту, однако она довольно небольшая, ведь диаметр электрода также маленький. Вот только этого вполне может хватить, ведь и ванна сварочная также небольшая. Рекомендуется пользоваться дополнительным флюсом для металла, чтобы сделать сваривание более качественным и обеспечить дополнительную защиту шву. Именно поэтому необходимо постоянно регулировать глубину проваривания, чтобы металлы хорошо схватились друг с другом, но не образовались дыры. Необходимо знать, что при сваривании тонкого металла может произойти деформация деталей от воздействия высоких температур. Именно поэтому шов нужно делать при помощи небольших полосок. Также стоит сделать по всей длине деталей прихватки, чтобы избежать сгибов.
Электроды для тонкого металла
Электроды, предназначенные для сваривания металлов диаметром 1 мм являются узкопрофильными, поэтому их используют настоящие профессионалы, и то только в некоторых, особо сложных ситуациях. Однако аналогов им нет, поэтому мастера обязаны иногда пользоваться ими. Нужно только подобрать их правильно, а затем пользоваться ими только с соблюдением всех правил, чтобы не допустить брак.
Положительные стороны
- единственный материал такого типа, при использовании которого осуществляется дуговая сварка тонких изделий без порчи изделий;
- стоимость сравнительно приемлемая, поэтому можно сразу приобрести большую упаковку электродов;
- физические свойства и состав практически такой же, как и у электродов более толстого диаметра;
- электроды быстро просушиваются и накаливаются, поэтому подготовка проходит максимально быстро.
Отрицательные стороны
- электроды с небольшим диаметром нельзя использовать при сваривании толстых и массивных деталей, ведь не в состоянии проварить материал до необходимого состояния;
- работа с ними довольно сложная, ведь здесь необходима совершенно другая техника сваривания заготовок;
- расходный материал постоянно нужно менять, ведь электроды тонкого размера быстро заканчиваются;
- часто не хватает обмазки, поэтому сварочная ванна может получиться не очень качественной;
- может потребоваться дополнительное приобретение расходных материалов;
- довольно сложно отыскать необходимые электроды, ведь не все производители выпускают инструменты нужного диаметра.

Характеристики тонких электродов
Технические характеристики электродов данного образца находятся в прямой зависимости от того, что находится в составе материала, а также от того, какой металл необходимо подвергнуть обработке, какова обмазка и вещества для создания стержня.
Выбор и его особенности
Тонкие сварочные электроды необходимо подбирать по тем же характеристикам и свойствам, что и остальные электроды. Необходимо сначала определиться с составом, рекомендуется, чтобы основной стержень был сделан из того же металла, что и наплавочный металл. Именно от этого зависит, насколько качественным будет данное соединение, ведь нужно сделать так, чтобы на швах не было слабых мест, и структура материала получилась однородной. Также рекомендуется смотреть на то, какие у сварочного аппарата режимы, ведь они должны совпадать с теми, которые подходит для электродов.
Важно! Нельзя проваривать слишком большие заготовки, которые имеют размеры больше, чем сами электроды.
Как применяются электроды
Особенность применения тонких элементов — это очень быстрая скорость сварки. Здесь вязкость остается прежней, поэтому соединение происходит намного более легче. Именно поэтому можно выбирать более узкие электроды, чем материал основного типа, особенно, если необходимо произвести потолочную сварку. Также многое зависит от сорта и производителя материалов, поэтому при выборе электродов необходимо внимательно изучить характеристики инструментов и выбрать наиболее оптимальные.
Сварка тонкого металла электродом
Процесс соединения двух металлических заготовок перестал представлять проблему после появления сварочного аппарата. Некоторые трудности все-таки остались. К примеру, новичкам непросто в хорошем качестве выполнить работу по свариванию двух тонких металлических листов. В статье детально рассматривается вопрос как правильно варить тонкий металл электросваркой. Забегая немного вперед, стоит сказать, что для выполнения подобных операций применяются технологии и оборудование, позволяющие выполнить работу без деформации сварочного листа и прогорания рабочей области.
Особенности технологии
Чтобы не прожечь металл, нужно как можно быстрее провести электрическую дугу вдоль стыка. Расходник нужно вести равномерно, без остановок в каком-либо месте. Рабочий ток для выполнения таких операций снижается до минимума, ниже которого выполнение операции просто невозможно.

Для сварки тонких листов металла нужен сварочный аппарат с плавной регулировкой силы тока на выходе. Чтобы избавиться от возможных проблем с поджигом сварочной дуги, используются аппараты с напряжением холостого хода не ниже 70В. В процессе сваривания листовых материалов следует внимательно следить за геометрией кромок. Она может деформироваться под воздействием высокой температуры. Чтобы этого не допустить, следует придерживаться нескольких простых правил.
Прежде всего, важно тщательно подготовить заготовки к предстоящей операции. Кромки зачищаются, освобождаются от ржавчины, краски, технических жиров и прочего. Если требуется, заготовки выравниваются и закрепляются. Хорошее и прочное соединение можно получить только при условии ровных и чистых кромок свариваемых заготовок. По завершению подготовительных работ кромки прихватываются через каждые 7-10 см. И только поле этого можно приступать к формированию сплошного шва.
Если планируется сваривать два тонких листа внахлест, то можно установить немного больший ток, чем при соединении встык. Сдвоенные листы заготовок существенно снижают негативное воздействие высокой температуры на поверхность заготовок. Вероятность прожога поверхности уменьшается в несколько раз, а деформация практически не наблюдается.
Опытные сварщики советуют прибегнуть к небольшой хитрости при сварке тонкого металла электродом. Свести к минимуму влияние высокой температуры можно, подложив под заготовки листовую медь. Цветной металл имеет отличную теплопроводность и эффективно отводит избыточное тепло от рабочей зоны. Благодаря этому снижается вероятность деформации листов или прожига металла. Есть нет медного листа, то можно использовать проволоку, которая укладывается в месте сварки.
Как варить тонкий металл инвертором
Когда требуется сварить тонкие листы железа с использованием инвертора, то специалисты прибегают к методу обратной полярности. Он состоит в том, что «масса» присоединяется к заготовке, а положительный полюс – к держателю. При таком способе подключения сильнее нагревается электрода, а металл – меньше. благодаря этому минимизируется вероятность прогорания заготовки или деформации кромки. Сварочные работы проводятся быстрее, а шов получается качественным.
Еще одна особенность, позволяющая повысить качество сварки тонкостенных материалов – использование расходников малого диаметра. В нашем случае используются электроды диаметром до 2 мм. Желательно выбирать марки электродов с высоким коэффициентом плавления. Это позволяет снизить силу тока при работе, что положительно сказывается на качестве сварного соединения.
| Толщина металла, мм | 0,5 мм | 1,0 мм | 1,5 мм | 2,0 мм |
|---|---|---|---|---|
| Диаметр электрода, мм | 1,0 мм | 1,6 мм – 2 мм | 2 мм | 2,0 мм – 2,5 мм |
| Сила тока, А | 10-20 ампер | 30-35 ампер | 35-45 ампер | 50-65 ампер |
Перемещение электрода по стыку должно быть плавным, а сам он располагается к поверхности металла углом вперед (45-90 градусов).
Достоинства сварки тонкостенных заготовок инвертором
Благодаря использованию современных аппаратов заметно повысилось качество сварного шва. Если работы были выполнены специалистом с достаточно большим опытом работы, то можно смело утверждать, что металл прогрет нормально, а прожогов и температурной деформации нет. Дело в том, что постоянный ток позволяет выбрать минимальную мощность. Возможность прогорания металла сводится к минимуму и допускается только неопытными пользователями.
В сварочных аппаратах имеется микропроцессорное управление, что позволяет избежать сбоев в работе оборудования, получить на выходе идеальный для данного вида работ ток. К недостаткам инвертора относится его нестабильная работа в условиях низких температур. Даже брендовые модели при отрицательной температуре сбоят.
Читайте также: Рейтинг лучших сварочных инверторов
Особенности сваривания тонких оцинкованных листов
Чтобы сварить оцинкованную сталь придется полностью очистить от цинка соединяемые кромки. Для этого можно использовать шлифмашинку или ручные абразивные материалы.
Можно избавиться от оцинкованного слоя путем выжигания с помощью сварочного аппарата. Но при этом сварщику нужно быть особо осторожным. Пары цинка токсичны для человека и при попадании внутрь способны вызвать сильное отравление. Работать можно только на открытой площадке или внутри помещения при условии наличия на рабочем месте мощной вытяжки.
Заключение

Для получения хорошего результат при сваривании тонкостенных металлических заготовок важно ответственно подойти к подготовительным работам. Нужно организовать теплообмен, грамотно выбрать электроды, силу тока и только после этого приступать к работе. Внимательно нужно следить за процессом во время сварки. При необходимости лучше прервать дугу, чтобы не получить прожог.
Сварка инвертором тонкого металла – какие нужны электроды для сварки тонкого металла
Несмотря на то, что сварочный инвертор представляет собой оборудование, с которым может работать даже непрофессионал с небольшим опытом, сварка тонкого металла инвертором может оказаться непростой задачей. Сложность состоит в том, чтобы правильно подобрать силу тока и воздействия на металл таким образом, чтобы он не оказался прожженным насквозь.
Сварка тонкого металла инвертором: видео, особенности
В отличие от сварки толстого металла, металлический лист толщиной 1 мм нельзя подвергать сильному нагреву. Если возникает перегрев, листы деформируются и прожигаются насквозь. Электроды проводят строго вдоль шва в одном направлении, не отклоняясь в стороны.
Второй особенностью сварки тонколистового металла инвертором является то, что необходимо использовать короткую дугу, потому что работа производится на малых токах. Сложность при этом состоит в том, что при отрыве от металла она может погаснуть, а недостаточная сила тока приведет к непровару.
Если края изделия свариваются встык, они должны быть тщательно зачищены и обработаны, потому что загрязнения сделают процесс сварки еще более проблематичным.
Учитывая эти особенности, а также опираясь на подробную инструкцию, сварка инвертором для начинающих тонкого металла 1 мм окажется не сложным процессом с качественным результатом работы.
Электроды для сварки тонкого металла инвертором
Важнейшее значение при сварочном процессе имеет электропроводник. Для сварки металла 1 мм необходимо использовать электроды с небольшим диаметром. Сварка толстого металла инвертором производится с использованием электродов толщиной 3-4 мм, а чтобы варить металл 1 мм нужно использовать диаметр 0,5-2 мм с величиной тока, составляющей до 60 ампер. Если толщина листа составляет 1,5- 2 мм, используется электрод диаметром 2-2,5 мм.
 Электроды для сварки тонкого металла инвертором
Электроды для сварки тонкого металла инверторомПомимо маленького диаметра, электроды для тонколистового металла имеют специальное покрытие, которое обеспечивает нормальное горение дуги и образует жидкотекучий металл, поскольку электрод расплавляется очень медленно. В результате получается аккуратный, неглубокий сварочный шов. Примером подходящего электрода является «ОМА-2», состав которого включает титановый концентрат, ферромарганцевую руду, муку, и добавки. Благодаря этому составу обеспечивается стабильность горения дуги. Кроме «ОМА-2» часто используется тип электродов «МТ-2».
Марка электродов выбирается исходя из состава материала. Для низко- и среднеуглеродистой стали используются углеродистые электроды. Такой же принцип работает для легированной стали.
В зависимости от типа соединения листов, положение электрода устанавливается определенным образом во избежание перегрева металла:
- Для варки вертикальных, горизонтальных, потолочных швов электрод устанавливается углом вперед на 30-60 градусов.
- Для сварки в труднодоступных местах положение электрода устанавливается вертикально под углом 90 градусов.
- Для варки угловых и стыковых соединений положение держателя с электродом устанавливается углом назад под углом 110-120 градусов.
Кончик электрода двигают строго в одном направлении без отклонений.
Сварка металла 1мм инвертором: существующие методы
Способов, с помощью которых осуществляется сварка металла инвертором листов толщиной 1 мм, существует несколько:
- Метод отбортовки.
Этот способ применяется тогда, когда необходимо сварить листы тонкого металла 1 мм под углом. При этом отгибаются кромки листов под необходимым углом, скрепляются поперечными короткими швами с промежутком 5-10 см. Затем шов проваривается непрерывным движением сверху вниз.

- Прерывистый способ.
При использовании этого способа изделие из металла успевает несколько остыть, что позволяет избегать перегрева. Прерывистый способ заключается в отрыве на несколько секунд электродуги от поверхности листа, после чего электрод снова опускается в то же место и продвигается на несколько миллиметров. Главное при этом, чтобы металлический лист не остывал слишком сильно.
- С теплоотводящими прокладками.
Этот способ применяется с использование термоотводящей проволоки или медных пластин. Обычно этот метод применяется при сварке деталей тонколистового металла встык. В первом случае, между листами прокладывается проволока небольшого диаметра (2,5- 3,0 мм) таким образом, чтобы с лицевой стороны она оказалась вровень с поверхностью листа, а с изнаночной немного выступала за его края. Сварочная дуга проходит по месту размещения проволоки, принимающей на себя основную термическую нагрузку. Края свариваемых деталей при этом прогреваются периферийным током. В результате шов получается ровный, металл не перегревается и не деформируется. После сваривания проволока удаляется без видимых следов присутствия.
При использовании медной пластины под стыком в качестве теплоотводящей прокладки, она забирает большую часть тепла, не допуская перегрева металла.
Бывают следующие типы сварных швов:
- Наиболее часто сварной шов делается на стыковке листов внахлест, т.к. это более простой метод, при котором один лист перекрывается другим на 1-3 см.
- Точечный шов получается, когда не требуется сваривание деталей непрерывным швом. При этом осуществляется точечная прерывистая сварка на некотором расстоянии швов друг от друга.
- Шов встык. Более сложный тип, при котором два листа свариваются друг с другом стык в стык без нахлеста. Как правило, он получается при методе сварки с теплоотводящими прокладками.
Технологический процесс
 Сварка инвертором тонкого металла
Сварка инвертором тонкого металлаПошаговая инструкция сварочного процесса позволит справиться с работой без особых сложностей. Для начала, необходимо обеспечить меры безопасности при проведении работы, которые заключаются в использовании защитной одежды – сварочной маски, рукавиц, одежды из плотной грубой ткани. Нельзя использовать резиновые перчатки.
Далее можно руководствоваться следующей инструкцией:
- Сначала осуществляется настройка тока и подбирается электропроводник для работы с инвертором. Показатель силы тока берется исходя из характеристики металлических деталей. Подбирается нужный диаметр электрода, вставляется в держатель. К детали подсоединяется клемма массы, подносить электропроводник не следует слишком резко во избежание залипания.
- Зажигание электродуги начинает работу инверторного аппарата. Для активирования дуги следует точечно коснуться электродом под небольшим уклоном места линии сварки. Держать электрод следует до появления на поверхности небольшого красного пятнышка – это означает, что под ним располагается капля раскаленного металла, которая будет способствовать дальнейшему свариванию по всей длине шва.
Электрод держат от места сварки на расстоянии, соответствующем его диаметру.
- Следуя этим шагам, выбрав определенный способ сварки, имеется большой шанс получить качественный и ровный шов. Образовавшиеся на месте сварки окалины и накипь удаляются небольшим молотком.
Практические советы
Во время работы необходимо поддерживать неизменное расстояние между электродом и металлической поверхностью. Дуговой зазор должен соответствовать диаметру электрода. В случае, если расстояние будет слишком маленьким, шовное соединение будет с выпуклыми образованиями. Если оно будет слишком большим, возникает риск непровара.
При получении шва внахлест необходимо придавить грузом один лист на другой, чтобы между ними не было пустого места.
Следует помнить, что, чем короче шаг точечной сварки, тем меньше деформируется тонкий металл.
Если двигать электродом слишком быстро, в результате шов может получиться неровным. Чтобы избежать появления дефектного шва, необходимо представлять себе, что такое сварочная ванна: это жидкий металл, образующийся в ходе варочного процесса, в который попадает присадочный материал. Если образуется сварочная ванна, значит, процесс варки проходит успешно. Ванна находится под поверхностью металлического изделия. Если электродуга ровно и на большую глубину проникает внутрь изделия, сварочной ванной образуется ровный шов. При этом нужно следить, чтобы шов находился на уровне поверхности металла. Качественное соединение образуется при осуществлении круговых движений электродом. Ванна в этом случае распределяется по кругу.
Самым оптимальным углом наклона электрода является диапазон от 45 до 90 градусов.
Подключение электродов следует производить к положительной клемме. Это позволит избежать чрезмерной термической нагрузки на поверхность изделия, и получить ровный шов с неглубокой проплавкой.
Сварка тонкого металла инвертором и электродом
 Сварка тонкого металла инвертором и электродом
Сварка тонкого металла инвертором и электродомВарить тонкий металл электродом не так уж и просто, даже для опытных сварщиков знающих свое дело. Что уж тут говорить о новичках, которые только недавно купили инвертор и осваивают ручную дуговую сварку самостоятельно.
Особенно сложно при сварке тонких металлов подобрать нужный режим и скорость сварки, чтобы не прожечь свариваемое изделие и не испортить его тем самым. Перегревать тонкий металл нельзя, в противном случае образуются дыра, заварить которую будет проблематично.
Отсюда вытекает вторая проблема, которая связана со сваркой на малых токах. Чтобы варить тонкий металл электродом приходится выставлять минимальный ток на инверторе, однако здесь и начинают возникать определенные проблемы. Во-первых, на малом токе нужно выдерживать минимально короткую дугу, которая при любых отклонениях начинает гаснуть.

Во-вторых, из-за малого тока, электрод все время норовит прилипнуть к металлу, и что-то сделать здесь для новичка очень сложно. Третья особенность сварки тонких металлов связана с их сильной деформацией при нагреве.

Поэтому здесь приходится варить прихватками, не слишком долго и постоянно дожидаться пока остынет заготовка.
Как варить тонкий металл инвертором и электродом
Рассмотрим в этой статье сайта mmasvarka.ru нюансы сварки тонких металлов инвертором и штучным электродом с покрытием:
- Первое что нужно сделать, так это переключить инвертор для сварки на обратную последовательность. В таком случае тонкий металл будет намного меньше нагреваться, а основная температура придется на электрод. Чтобы переключить сварочный инвертор на обратную последовательность, нужно держатель электрода подсоединить к плюсовой клемме инвертора, а массу к минусовой. О том, как выбрать сварочный инвертор для дома читайте здесь.
- Выбрать для сварки самые тонкие электроды, диаметром до 2 мм.
- Выставить на сварочном инверторе ток не более 60 Ампер или меньше, если металл начнёт прожигать.
- Варить тонкий металл лучше всего в вертикальном или наклоном положении, ведя электродом сверху вниз. В таком положении металл будет меньше всего нагреваться.
- Выдерживать угол наклона электродом в пределах 40°, и при этом варить вперёд.
Кроме того, если есть такая возможность, то при сварке тонкого металла электродом нужно все время охлаждать заготовку.

Для этих целей можно использовать медные пластины, но ни в коем случае не воду. Быстрое охлаждение металла к хорошему не приведёт, и можно потерять не только в прочности сварного соединения, но и испортить свою работу.
Поделиться в соцсетях
Закупкаэлектродов для НИОКР | Центр дизайна электроники
Электроды для исследований и разработок
Центр проектирования электроники может предоставить электроды с толстопленочной печатью и тонкопленочные напыленные электроды для целей НИОКР. Встречно-штыревые электроды и четырехточечный зонд являются наиболее распространенным типом требуемых электродов. Пожалуйста, напишите по адресу [email protected] для получения более подробной информации.

Изделие № 101 – Палец-электрод с встречно-штырьковыми выводами (5×5 мм) – Этот электрод состоит из напечатанных на толстой пленке встречно-штыревых платиновых, золотых или серебряных линий на 0.Подложка из оксида алюминия толщиной 6 мм. Ширина линии и зазор 0,25 мм. Габаритные размеры глинозема составляют 5 мм х 5 мм. Электрод используется для распределения материала по встречно расположенным пальцам. Отверстия в контактных площадках позволяют пропустить через них провода для электрического соединения.

I tem # 102 – Толстопленочный встречно-штыревой электрод – Этот толстопленочный печатный электрод состоит из встречно-штыревых золотых линий на подложке из оксида алюминия толщиной 0,6 мм.Общие размеры подложки из оксида алюминия составляют 15 мм x 15 мм. Электрод используется для распределения материала по встречно расположенным пальцам. Отверстия в контактных площадках позволяют пропустить через них провода в качестве вспомогательного средства для электрического соединения. Толстопленочные пальцы электрода, напечатанные методом трафаретной печати, имеют ширину 250 мкм и расстояние между ними 250 мкм. 102 могут быть изготовлены из платины по специальному заказу.

Арт. № 103 и 103a – Толстопленочный встречно-штыревой электрод на пальце с нагревателем и датчиком температуры
Этот электрод состоит из толстопленочных встречно-штыревых платиновых линий (позиция 103 – ширина и расстояние 250 мкм, 103a – ширина и расстояние 350 мкм) и платины резистивный датчик температуры (RTD) с одной стороны подложки из оксида алюминия и платиновый нагреватель с другой стороны.Общие размеры глинозема составляют 15 мм х 13 мм (см. Рисунок выше). Контактные площадки серебряные для облегчения пайки.

Арт. № 106 – Тонкопленочные встречно-штыревые электроды для пальцев – Этот изготовленный из тонкой пленки электрод состоит из встречно-штыревых платиновых или золотых линий на кремниевой, пирексовой или высокополированной подложке из оксида алюминия. На кремниевых подложках имеется слой термически выращенного электроизолирующего диоксида кремния толщиной 3000 ангстрем между металлическими встречно-штыревыми пальцами и кремниевой подложкой.Габаритные размеры подложки 8 мм х 8 мм. Электроды №106 имеют линию / промежутки 100 мкм, электроды №106b имеют линию / промежутки 30 мкм, а электроды №106с имеют линию / промежутки 50 мкм между встречно расположенными пальцами.

Изделие № 110 – Толстопленочный встречно-штыревой электрод на пальце с нагревателем – Этот электрод состоит из встречно-штыревых платиновых линий и платинового нагревателя на другой стороне. Общие размеры глинозема составляют 4,2 x 25.4 мм (см. Рисунок выше). Контактные площадки платиновые. Стеклянная изоляция (зеленого или синего цвета) закрывает нагреватель для предотвращения короткого замыкания.

Арт. № 112 – Тонкопленочные встречно-штыревые электроды для пальцев – Этот изготовленный из тонкой пленки электрод состоит из встречно-штыревых платиновых или золотых линий на подложке из кремния, пирекса или высокополированного оксида алюминия. На кремниевых подложках имеется слой термически выращенного электроизоляционного диоксида кремния толщиной 3000 ангстрем между металлическими встречно-штыревыми пальцами и кремниевой подложкой.Габаритные размеры подложки 8 мм х 8 мм. Электроды №112 имеют линию / промежутки 20 мкм, электроды №112b имеют линию / промежутки 10 мкм, электроды №112с имеют линию / промежутки 5 мкм между встречными пальцами.

Изделие № 113 – Встречно-штыревой электрод с серебряным электродом сравнения – Этот электрод состоит из напечатанных на толстой пленке встречно-штыревых золотых или платиновых линий (ширина и расстояние 200 мкм) с серебряным электродом между двумя встречно-штыревыми электродами.Подложка – оксид алюминия с габаритными размерами 10 мм х 10 мм. Подложка – оксид алюминия (CoorsTek ADS-996).
Четырехточечные измерительные электроды – для измерения удельного сопротивления пленки, наложенной поверх металлических пальцев

Изделие № 100 – Толстопленочный 4-точечный зондовый электрод – Этот электрод состоит из четырех толстопленочных золотых линий на подложке из оксида алюминия. Общие размеры глинозема составляют 12 мм х 10 мм. Толщина золотых линий составляет от 10 до 15 микрон.Электрод используется для распределения материала по четырем электродам и последующего измерения удельного сопротивления материала.

Изделие № 107 – Тонкопленочные платиновые 4-точечные электроды зонда – Этот электрод состоит из четырех тонкопленочных платиновых электродов, напыленных на кремниевой подложке (с изоляционным слоем из диоксида кремния). Габаритные размеры кремниевого кристалла составляют 8 мм х 8 мм. Толщина платины составляет от 1000 до 2000 ангстрем. Межстрочный интервал на этом элементе составляет 500 микрон.Существует изоляционный слой из диоксида кремния, который разделяет область контактной площадки четырех точечных электродов датчика и область, в которой проходит тестируемый материал. Доступны версии без изоляционного слоя.

Изделие № 115 – Тонкие золотые 4-точечные измерительные электроды – Этот электрод состоит из четырех тонкопленочных золотых электродов с напылением на высокополированной подложке из оксида алюминия или пирекса. Габаритные размеры кремниевого кристалла составляют 12 мм х 14 мм.Толщина золота составляет примерно 2000 ангстрем. Межстрочный интервал на этом элементе составляет 2,5 мм.
,Сравнение использования рутиловых и целлюлозных электродов
На рынке доступно множество типов ручных электродов для сварки металлической дугой (MMA). В зависимости от основной составляющей флюса они делятся на три категории: целлюлозные, рутиловые и основные. Все электроды состоят из сердечника (обычно диаметром 2,5–6 мм), покрытого флюсом. Сердечник проволоки обычно изготавливается из низкокачественной стали с ободком, а флюсы содержат множество элементов, позволяющих улучшить микроструктуру сварного шва.
Состав флюса влияет на поведение электродов. Основные составляющие различных типов электродов и защитный газ, создаваемый для каждого из них, описаны в таблице 1 (Bowniszewski, 1979).
Таблица 1 Основная составляющая трех возможных типов электродов и защитный газ, создаваемый при их сгорании
| Тип электрода | Основной компонент | Создаваемый защитный газ |
|---|---|---|
| Рутил | Титания (TiO2) | В основном CO2 |
| Базовый | Соединения кальция | В основном CO2 |
| Целлюлозный | Целлюлоза | Водород + CO2 |
подробно описаны (Bosward, 1980).Следующие параграфы представляют собой обзор интересующих характеристик электродов общего назначения (рутиловых и целлюлозных).
Электрод рутиловый
Разница между электродами E6012 и E6013 заключается в том, что покрытие E6012 содержит натрий, а покрытие E6013 – калий. Оба они могут работать от постоянного тока (DC +), но только последний подходит для работы от переменного тока (AC). Рекомендуется работать с постоянным током, чтобы уравновесить неустойчивость руки сварщика.
Благодаря высокому содержанию диоксида титана (также называемого диоксидом титана) рутиловый электрод дает гладкую поверхность валика, легко удаляет шлак и гладкую дугу. Во время горения флюсовое покрытие в основном образует диоксид углерода.
Этот флюс также содержит целлюлозу. Несмотря на то, что содержание целлюлозы намного ниже, чем в целлюлозном электроде (до 10% по Бонишевски), ее присутствие вместе с влагой означает, что эти электроды выделяют относительно высокий уровень водорода: до 25 мл / 100 г металла сварного шва. (Веб-сайт TWI).Это ограничивает их использование низкоуглеродистыми сталями толщиной менее 25 мм и тонкосортными низколегированными сталями типа C / Mo и 1Cr1 / 2Mo (веб-сайт TWI).
Рутиловые электроды можно использовать для сварки во всех положениях, кроме вертикального нижнего положения. Осаждение можно улучшить, добавив железный порошок, что приведет к осаждению большего количества металла при том же токе. Однако электроды с добавлением железного порошка можно использовать только в плоском положении.
Рутиловые электроды имеют среднюю глубину проплавления, тихую дугу и создают небольшое разбрызгивание (Bosward, 1980).Они образуют большое количество саморастворяющегося шлака, который после сварки требует минимальной очистки.
Это, вероятно, наиболее широко используемые электроды общего назначения (веб-сайт TWI). Однако эти электроды не следует использовать на конструкциях, где требуется высокая прочность (Bosward, 1980). В таблице 2 приведены их механические свойства.
Таблица 2 Типичные механические свойства, полученные с E6012 и E6013 AWS A5.1 / A5.1M, 2012
| Требование к ударной вязкости (AWS после сварки) | Температура испытания | Требование предела текучести (МПа) | Типичное требование к растяжению (МПа) |
|---|---|---|---|
| E6012 | |||
| Не указано | 0 ° С | 330 | 430 |
| E6013 | |||
| Не указано | 0 ° С | 330 | 430 |
Электрод целлюлозный
Как и рутиловые электроды, целлюлозные электроды E6010 и E6011 отличаются электрическими параметрами, используемыми во время сварки, и типом покрытия.Покрытие E6010 содержит натрий; E6011 содержит калий. Оба они могут работать от постоянного тока (DC +), но только последний подходит для работы от переменного тока (AC). Процесс MMA можно использовать в DCEN, DCEP или AC, но снова рекомендуется постоянный ток, чтобы уравновесить неустойчивость руки сварщика.
Газовая защита, образующаяся при сжигании целлюлозы, содержит водород, монооксид углерода и диоксид углерода. В сварном шве можно найти от 30 до 45 мл водорода на 100 г (веб-сайт TWI).Это имеет два последствия: хорошую защиту сварочной ванны и высокий уровень диффузионного водорода в металле шва и зоне термического влияния (HAZ). Высокий процент водорода является причиной высокой скорости осаждения и более глубокого проникновения из-за образования пробивной дуги (Clyne, 1984), для которой этот тип электродов хорошо известен.
Еще одним следствием содержания водорода в газовой защите является потребность в более высоком напряжении (около 70 В).
Однако основным недостатком этого электрода является также высокое содержание водорода в защитном газе.Это вызывает высокий уровень диффузионного водорода в сварном шве, который является одним из параметров, влияющих на водородное растрескивание (также называемое холодным растрескиванием), если не соблюдаются надлежащие методы и не принимаются профилактические меры.
Высокий уровень водорода означает, что любая сталь, сваренная этими электродами, должна иметь очень высокую стойкость к образованию водородных холодных трещин (веб-сайт TWI). Эти электроды в основном используются для обработки низкоуглеродистой нелегированной стали. Их следует использовать только с учетом состава стали, ограничений и необходимости предварительного нагрева.
Еще одно преимущество целлюлозных электродов – их способность сваривать в положении трубопровода печи (или вертикально вниз). Электроды E6010 иногда называют «электродами для печной трубы». Это положение может улучшить сварной шов и помогает повысить эффективность и производительность благодаря быстрому охлаждению шлака.
Этот метод сварки должен выполняться опытным сварщиком, который может быстро наложить сварные швы, чтобы поддерживать условия горячей сварки и обеспечивать выход водорода.При работе с толстостенными трубами сварщик может испытывать трудности с контролем сварочной ванны из-за ее увеличения в размерах и риска выхода за пределы дуги и затопления стыка (Spiller, 1991). Следует отметить, что для любого типа целлюлозного электрода требуется высококвалифицированный сварщик, поэтому сварка печных труб не должна производиться без осторожности и подтверждения компетентности сварщика.
Количество образовавшихся брызг ограничит использование очень сильного тока (Bosward, 1980). Большое количество дыма вырабатывается также целлюлозными электродами (Welding and Cutting, 2013), но количество шлака, которое нужно удалить после каждого сварного шва, невелико (веб-сайт TWI).
Механические свойства целлюлозных электродов представлены в таблице 3. Значения ударной вязкости доступны до -30 ° C в состоянии после сварки.
Таблица 3 Типичные механические свойства, полученные с E6010 и E6011, AWS A5.1 / A5.1M, 2012
| Требуемая ударная вязкость (AWS после сварки) | Температура испытаний | Типичный предел текучести (МПа) | Типичный предел прочности на разрыв (МПа) |
|---|---|---|---|
E6010 | |||
| 27J | -30 ° С | 330 | 430 |
| E6011 | |||
| 27J | -30 ° С | 330 | 430 |
Его характеристики: глубокое проникновение, высокая скорость наплавки и возможность использования в вертикальном нижнем положении означают, что в основном эти электроды используются для прокладки трубопроводов по пересеченной местности, хотя в меньшей степени они используются для сварки резервуаров для хранения (веб-сайт TWI ).
В более промышленных условиях использование этого типа электродов обычно ограничивается корневым проходом процедуры сварки. После корневого прохода в течение следующих десяти минут следует нанести горячий проход, чтобы ограничить охлаждение сварочного прохода и позволить водороду уйти. Это ограничение должно быть указано в спецификации процедуры сварки.
Опять же, эти электроды требуют квалифицированного сварщика. Это особенно актуально при работе с трубой с наружным диаметром менее восьми дюймов, поскольку положение сварки вертикально вниз может быть затруднено.
Заключение сравнения
В соответствии с европейским стандартом (EN 1011-2: 2004) необходимая температура и продолжительность предварительного нагрева могут быть определены в зависимости от углеродного эквивалента стали и количества диффундирующего водорода, создаваемого электродом. Это определяет классификацию электродов по пятибалльной шкале от A до E.
Категория A соответствует электродам, создающим количество диффундирующего водорода более 15 мл / 100 г наплавленного металла.Категория E относится к электродам, создающим количество диффундирующего водорода менее 3 мл / 100 г наплавленного металла. Оба типа электродов относятся к категории А для определения предварительного нагрева.
Согласно Бонишевски (1979), несмотря на приемлемое качество и прочность сварного шва, полученного с помощью целлюлозных электродов (100 Дж Шарпи-V, полученного при -10 ° C), из-за требуемой высокой температуры предварительного нагрева их обычно избегают для высокотехнологичного производства. такие как морские конструкции или сосуды под давлением
Электроды из целлюлозы сложнее использовать и, следовательно, требуют квалифицированного сварщика.Их большим преимуществом является повышенная скорость, которую они обеспечивают при сварке печных труб или сварке вертикально вниз, но не в качестве сварки. Они подходят в случаях, когда необходимо сваривать большое количество труб или требуется много вертикальной сварки вниз, а не для разовых работ. Скорость движения может достигать 300 мм / мин.
В любом случае использование целлюлозных электродов обычно ограничивается корневым запуском многопроходной процедуры. Использование горячего прохода жизненно важно в случае целлюлозных электродов.
В следующей таблице приведены результаты сравнения и сделанные ранее выводы.
Таблица 4 Сравнение характеристик электродов
| Характеристика | Рутиловый электрод | Целлюлозный электрод |
|---|---|---|
| Ток (А) | Нижний | Высшее |
| Напряжение (В) | Нижний | Высшее |
| Проникновение | Нижний | Высшее |
| Количество брызг | Нижний | Высшее |
| Удаление шлака | Самостоятельная разблокировка | Требуется чистка |
| Очистка | Очень мало требуется | Всегда нужен |
| Позиция | Все, кроме вертикального вниз | Все, включая трубу печи / вертикально вниз |
| Простота использования | Легко | Требуется квалифицированный сварщик |
| Создание дыма | Меньшее количество дыма | Больше дыма |
| Риск водородного растрескивания | Низкий риск при правильном предварительном нагреве | Высокий риск |
| Одно- или многопроходная сварка | Одно- и многопроходные | Многопроходный |
| Меры предосторожности при предварительном нагреве | Требуется предварительный нагрев в соответствии с BS EN ISO 1011-2: 2004 | Требуется предварительный нагрев в соответствии с BS EN ISO 1011-2: 2004 |
| Термическая обработка после сварки | Обжиг водорода может быть использован для удаления диффундирующего водорода |
Рекомендации и передовая практика по предотвращению водородного растрескивания в случае использования целлюлозного электрода
Водородное растрескивание происходит при температуре, близкой к температуре окружающей среды, если выполняются три условия: диффузионный водород в сварном шве, растягивающие напряжения и восприимчивая микроструктура (Kihara, 1970).
Напряжения растяжения невозможно избежать, но их можно уменьшить с помощью разумной конструкции. Микроструктуру можно до некоторой степени контролировать, выбирая материал, менее чувствительный к водородному растрескиванию (с низким углеродным эквивалентом [EN 1011-2: 2004]). Наконец, снижением содержания диффундирующего водорода в сварном шве можно управлять, выбирая расходный материал с низким содержанием водорода (чего нельзя сказать о целлюлозном электроде) или улучшая выделение водорода сварным соединением.
Содержание водорода в металле шва зависит от скорости охлаждения от температуры сварки (Folkhard et al, 1973).Для сравнения: образцы, извлеченные после сварки целлюлозными электродами и охлажденные на неподвижном воздухе, имеют более низкое содержание диффундирующего водорода, чем образцы, закаленные в ледяной воде. Скорость охлаждения можно уменьшить, увеличив температуру предварительного нагрева и промежуточного прохода.
При увеличении толщины увеличивается время дегазации (и время сварки) сварного шва, и поэтому увеличивается количество дегазирующего водорода. Кроме того, дополнительное тепло следующего цикла приводит к дегазации ранее нанесенного валика и к более тонкой микроструктуре.Однако остаточные напряжения увеличиваются.
Условия охлаждения корневого шва имеют решающее значение для содержания водорода в сварном шве. Рафинирование или повторный нагрев второго прохода способствует выделению диффундирующего водорода.
Дополнительные рекомендации и передовой опыт использования целлюлозных электродов
Прежде всего, только сварщикам, имеющим недавнюю квалификацию, относящуюся к использованию целлюлозных электродов, должно быть разрешено выполнять с ними любые сварочные работы.
Предварительный нагрев, идентичный тому, который требуется для рутиловых электродов, следует применять перед сваркой, чтобы снизить скорость охлаждения сварного шва и обеспечить выделение водорода.
Использование целлюлозных электродов должно быть ограничено корневым проходом и всегда должно сопровождаться горячим проходом с другим электродом, чтобы обеспечить удаление большей части диффузионного водорода и улучшение макроструктуры сварного шва. Кроме того, следует избегать однопроходных угловых швов, поскольку это может повысить чувствительность к водородному растрескиванию. Это связано с тем, что твердость HAZ и количество диффундирующего водорода, вероятно, будут выше без последующего повторного нагрева из последовательных проходов.
Электроды из целлюлозы не следует сушить, поскольку они используют водород из атмосферы для защиты сварочной ванны. Их следует использовать прямо из упаковки производителя. Если электрод влажный, его можно сушить в духовке при 120 ° C. Если электроды намокли, их нужно выбросить. Руководство по расходуемому хранилищу можно найти в AWS A5.1 / A5.1M.
,Электрохимическое осаждение тонких пленок полупроводника CdTe для применения в солнечных элементах с использованием конфигураций с двумя и тремя электродами: сравнительное исследование
Тонкие пленки полупроводника CdTe были осаждены электрохимически с использованием двухэлектродной и трехэлектродной конфигураций в потенциостатическом режиме для сравнения. Сульфат кадмия и диоксид теллура использовались в качестве источников кадмия и теллура соответственно. Слои, полученные с использованием обеих конфигураций, обладают схожими структурными, оптическими и электрическими свойствами без какой-либо конкретной зависимости от какой-либо конкретной используемой конфигурации электродов.Эти результаты показывают, что электрохимическое осаждение (электроосаждение) CdTe и полупроводников в целом может в равной степени выполняться с использованием двухэлектродной системы, а также традиционной трехэлектродной системы без ущерба для основных качеств производимых материалов. Результаты также подчеркивают преимущества двухэлектродной конфигурации в упрощении процесса, снижении затрат и удалении возможного источника примесей в системе выращивания, особенно по мере старения электрода сравнения.
1. Введение
Электрохимическое осаждение (или просто электроосаждение) CdTe для изготовления солнечных элементов CdS / CdTe уже давно привлекает внимание исследователей [1–6]. Технологичность и масштабируемость этого простого, но мощного процесса, несомненно, была продемонстрирована компанией British Petroleum (BP Solar) в конце 1990-х годов при производстве солнечных панелей размером ~ 1 м 2 с эффективностью преобразования более 10% [4]. Обычная установка электроосаждения включает использование трехэлектродной системы (рабочий электрод (катод), противоэлектрод (анод) и электрод сравнения), и большая часть работы, проделанной до сих пор по электроосаждению полупроводников в целом, была связана с основа трехэлектродной системы [1–7].Хорошо известно, что в трехэлектродной системе потенциал рабочего электрода измеряется относительно электрода сравнения, который сам имеет хорошо известный и стабильный электродный потенциал. В результате потенциал на рабочем электроде точно контролируется. Это дает преимущество в производстве материалов с контролируемой стехиометрией, поскольку влияние изменений определенных параметров осаждения, таких как перемешивание, сводится к минимуму. В двухэлектродной системе, с другой стороны, также известно, что потенциал рабочего электрода измеряется относительно противоэлектрода, а потенциал рабочего электрода не контролируется точно, как в трехэлектродной системе.Использование простой двухэлектродной конфигурации для электроосаждения полупроводников является редкостью. В результате в литературе можно найти лишь очень мало сообщений об использовании двухэлектродной системы для электроосаждения сложных полупроводников для изготовления солнечных элементов [8–12].
В частности, при электроосаждении тонких пленок CdTe сообщений об использовании двухэлектродной конфигурации очень мало, и немногочисленные доступные публикации исходят в основном от исследовательской группы авторов [8, 10–14].Таким образом, эта ситуация побудила использовать двухэлектродную конфигурацию наряду с традиционной трехэлектродной конфигурацией в настоящей работе для изучения возможных эффектов этих различных конфигураций электродов на качество получаемых слоев CdTe с точки зрения их применения в производстве солнечных элементов. Кроме того, в исследовательской группе авторов возникло подозрение, что возможная утечка нежелательных ионов групп 1A и 1B, таких как K + и Ag + , из насыщенного каломельного электрода (SCE) и электродов сравнения Ag / AgCl может привести к ухудшению Оценка эффективности солнечных элементов CdTe по мере старения электрода сравнения дала толчок к исследованию использования двухэлектродной системы в электроосаждении CdTe и других полупроводников.Известно, что эти ионы оказывают серьезное пагубное воздействие на солнечные элементы на основе CdTe [6, 15]. Таким образом, двухэлектродный подход служит для устранения одного возможного источника примесей (электрода сравнения) для разработки солнечных элементов на основе CdTe, а также для упрощения процесса электроосаждения и одновременного снижения стоимости. Опять же, температуру осаждения можно повысить, не опасаясь превышения предела рабочей температуры электрода сравнения, обычно указанного производителями (~ 70 ° C для SCE и ~ 100 ° C для электрода Ag / AgCl).Это будет иметь преимущество в улучшении кристалличности нанесенных полупроводников.
Хорошо известно, что CdTe может быть выращен для получения проводимости n-типа, проводимости i-типа или проводимости p-типа, просто изменяя стехиометрию материала без привлечения внешних примесей [13, 14, 16, 17]. CdTe, богатый Cd, дает n-CdTe, а CdTe, богатый Te, дает p-CdTe [17]. При электроосаждении это изменение стехиометрии легко достигается путем изменения потенциала осаждения.При несколько более низких потенциалах катодного осаждения из потенциала идеальной стехиометрии (PPS) в пределах возможного диапазона потенциалов осаждения CdTe получается p-CdTe. При несколько более высоких потенциалах катодного осаждения из PPS получается n-CdTe [16], а на PPS – собственный стехиометрический CdTe (i-CdTe). Это просто показывает, что такой материал может быть нанесен в определенном диапазоне приложенного потенциала. Этот факт также наблюдался при использовании двухэлектродной системы и недавно опубликован группой авторов [18].Такая же ситуация была описана для электроосажденного диселенида меди-индия (CIS) p-, i- и n-типа с приложенным окном потенциала осаждения ~ 600 мВ в двухэлектродной системе [8] и p + -, p -, i-, n- и n Диселенид меди, индия и галлия типа + (CIGS) с приложенным окном потенциала осаждения ~ 950 мВ в трехэлектродной системе [19]. Таким образом, во всех этих примерах очевидно, что электроосаждение любого конкретного полупроводника может действительно происходить в определенном диапазоне приложенных потенциалов независимо от используемой электродной системы.Другой пример – работа Diso et al. [10] по двухэлектродному осаждению слоев CdS показывает, что слои CdS хорошего качества могут быть получены в пределах окна потенциала осаждения ~ 200 мВ при используемых условиях. В работе Takahashi et al. в [16] с использованием трехэлектродной системы CdTe p-типа и n-типа были электроосаждены при приложенных потенциалах катодного осаждения от 300 мВ до 600 мВ по сравнению с Ag / AgCl, что на самом деле является потенциальным окном 300 мВ.
Совсем недавно группа авторов сообщила об эффективности солнечных элементов на основе CdTe в диапазоне 8–12% [12, 20], в то время как другая группа сообщила о высокоэффективных солнечных элементах CIGS
.электродов KOMWELL TENS Большие сменные прокладки премиум-качества для устройств TENS 5000 пар электродов для устройств TENS | электроды десятков | электроды электродов электродов десятков
Характеристики продукта:
Широкое применение: Наши подкладки для электродов TENS совместимы со всеми устройствами TENS / стимуляторами мышц которые используют стандартный разъем 3,5 мм, включая: EliKing, HealthmateForever, HiDow, IQ Massager, Irest, iSmart, Magic Massage, Magic Masseuse, MassagePod, Palm Massager, Pinook, Smart Relief.И все остальные, которые используют стандартный разъем 3,5 мм. Но НЕ ПОДХОДИТ к модулям OMRON TENS!
Многоразовые Прочные И Самоклеящиеся: Самоклеящиеся электродные накладки для устройств TENS очень прочные и гибкие. Многоразовые подушечки TENS с защелкивающимися соединителями электродов легко снимаются, не оставляя липких следов.
Правильный размер: TENS Snap Electrode Pads, размером 3 дюйма (7,5 см) на 1,77 дюйма (4,5 см), KONMED разработал эти подушечки правильного размера и с тонким углеродным слоем, чтобы обеспечить удовлетворительный массаж вашего тела. тело.Эти электроды содержат проводящую смолу, которая гарантирует адгезию и высокие характеристики.
Укрепление тела и стимуляция кровообращения: Помимо массажа различных частей тела для удовольствия, вы можете стимулировать и работать над теми мышцами, о которых всегда мечтали. Кроме того, вы можете улучшить кровообращение и ускорить метаболизм, наслаждаясь приятным массажем на диване! Удивительно, правда?
Безопасность и гарантия: Сертификация CE, ROHS и FDA делает их, конечно же, полностью безопасными для использования взрослыми.и ваша покупка поставляется с полной безрисковой и серьезной 100% гарантией возврата денег на ОДИН ГОД. Либо вы в восторге, либо нам не нужны ваши деньги! Мы также возместим вам расходы по доставке и купим вам самоклеящиеся электродные накладки конкурентов по вашему выбору – потому что мы очень верим в наши электроды TENS EMS!
Краткие сведения
Фирменное наименование: Konmed Модель
Номер: KM 801
Тип: клейкие гелевые прокладки
Материал: нетканый / проводящий гель Функция
: физиотерапия
уменьшает боль Применение: Цвет корпуса: белый / серый Сертификация
: FDA CE
поддержка: OEM
Разъем: 3.5-миллиметровая кнопка
Форма кнопки: форма ладони
Профиль компании:
Наша компания Konmed Co., Limited. – это высокотехнологичное предприятие, которое специализируется на исследованиях и разработках, производстве и маркетинге медицинского оборудования, оборудования для оказания первой помощи и другого оборудования для домашней электроники. В Konmed мы видим и стремимся предоставлять более гуманные, удобные и безопасные продукты большему количеству людей по всему миру.
В Konmed Technologies мы стремимся поставлять качественную продукцию по самым низким ценам. Технологические компании всегда приводили к превосходству качества основной конкурентоспособности предприятия. Мы работаем с нашими клиентами, чтобы соответствовать последним промышленным и мировым тенденциям.Наша цель – разрабатывать и производить качественные продукты, востребованные на рынке, при этом экономя клиентам тысячи долларов за счет использования нашего современного производства.
Опыт маркетинга и производства:
Мы понимаем наших клиентов и потребности отрасли. Мы используем эти знания, чтобы помочь клиентам разработать или выбрать лучший и наиболее эффективный продукт для их применения. Наши знания в области специализированного производства означают, что мы можем помочь вам выбрать лучший продукт для вашего конкретного применения.
Если у Вас возникнут вопросы, обращайтесь к нам.