Тонколистовая оцинкованная сталь гост: ГОСТ 14918-80 ( Сталь тонколистовая оцинкованная с непрерывных линий ) – купить с доставкой по Москве и области
alexxlab | 18.02.2023 | 0 | Разное
ГОСТ 14918-80 Сталь тонколистовая оцинкованная с непрерывных линий. Технические условия
СОРТАМЕНТ
2.1. Оцинкованную стальизготовляют шириной от 710 до 1800 мм включительно, толщиной от 0,5 до 2,5 ммвключительно.
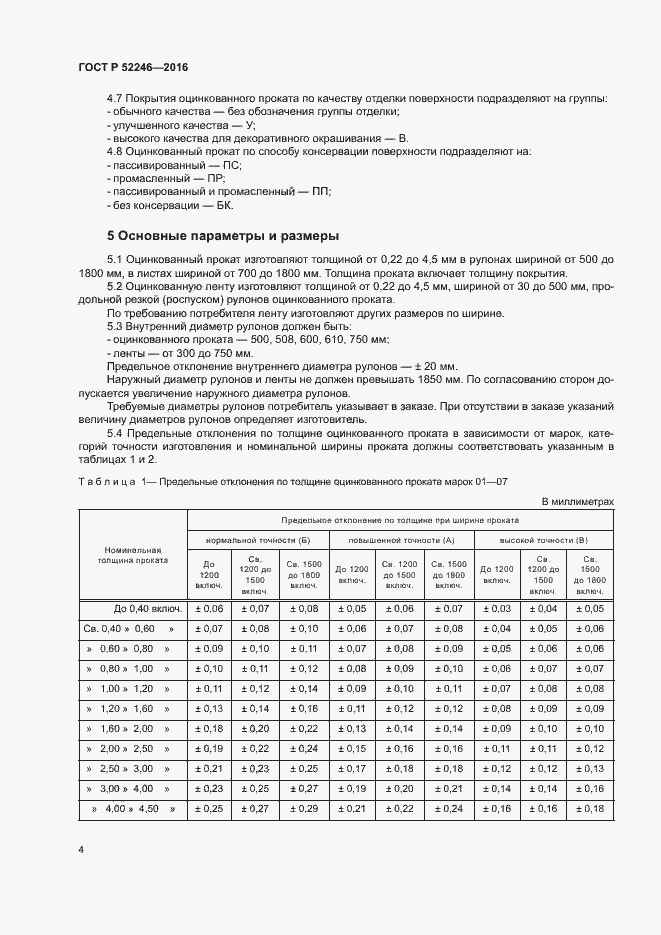
2.2. Размеры, предельныеотклонения и другие требования к сортаменту должны соответствовать требованиям ГОСТ 19904-90.
Оцинкованную сталь высшейкатегории качества изготовляют:
с серповидностью рулоннойстали не более 6 мм на 3 м длины;
с плоскостностью ПВ и ПУи допускаемыми отклонениями толщины по нормам повышенной точности прокатки;
с телескопичностьюрулонов при ширине стали до 1000 мм не более 30 мм.
Примеры условных обозначений
Оцинкованная сталь толщиной 0,8, шириной 1000,длиной 2000 мм, нормальной точности прокатки Б, нормальной плоскостности ПН, снеобрезной кромкой НО группы ОН, с узором кристаллизации КР, первого классацинкового покрытия по ГОСТ 14918-80:
Оцинкованная рулоннаясталь толщиной 1,2, шириной 1000 мм, повышенной точности прокатки А, с обрезнойкромкой О, марки 08кп, весьма глубокой вытяжки ВГ, без узора кристаллизации МТ,с уменьшенной разнотолщинностью УР, второго класса покрытия по ГОСТ 14918-80:
Оцинкованная рулоннаясталь с дифференцированным покрытием толщиной 0,5, шириной 710 мм, повышеннойточности прокатки А, с обрезной кромкой О, марки БСт3кп, под окраску ПК, безузора кристаллизации МТ с уменьшенной разнотолщинностью УР, с покрытием наодной стороне первого, а на другой второго класса по ГОСТ 14918-80:
Примечание
. Категория стали ХШ в заказе не указывается, а вусловных обозначениях проставляется индекс способности к вытяжке (Н, Г или ВГ).
Категория стали ХШ в заказе не указывается, а вусловных обозначениях проставляется индекс способности к вытяжке (Н, Г или ВГ).
Раздел. 2. (Измененная редакция,Изм. № 2).
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
3.1. Оцинкованная стальдолжна изготовляться в соответствии с требованиями настоящего стандарта потехнической документации, утвержденной в установленном порядке.
3.2. Оцинкованную сталь изготовляют из углеродистойхолоднокатаной рулонной стали с качеством поверхности по ГОСТ 16523-97. Марки стали должны соответствоватьприведенным в табл. 1а.
Таблица 1a
| Оцинкованная сталь | Марка холоднокатаной стали для изготовления оцинкованной стали | ||
| Группа | Категория вытяжки | первой категории качества | высшей категории качества |
| ХШ | Н, Г | Марки стали с химическим составом по ГОСТ 380-94, ГОСТ 9045-93 и ГОСТ 1050-88 | Марки стали с химическим составом по ГОСТ 9045-93, а также ГОСТ 1050-88 с содержанием серы не более 0,035 % и фосфора — не более 0,020 % и ГОСТ 380-94 с массовой долей серы не более 0,035 % и фосфора — не более 0,025 % |
| ХШ | ВГ | 08пс, 08кп, 08Ю по ГОСТ 9045-93 | 08пс, 08кп, 08Ю по ГОСТ 9045-93 |
| 08пс, 08кп, 10 кл по ГОСТ 1050-88 | 08пс, 08кп, 10КП по ГОСТ 1050-88 с массовой долей серы не более 0,030 % и фосфора — не более 0,020 % | ||
| ХП, ПК | — | 08пс по ГОСТ 9045-93 | 08пс по ГОСТ 9045-93 |
| 08, 08пс по ГОСТ 1050-88 | 08, 08па по ГОСТ 1050-88 | ||
| БСт0, БСт1, БСт2, БСтЗ всех степеней раскисления по ГОСТ 380-94 | БСт0, БСт1, БСт2, БСт3 всех степеней раскисления по ГОСТ 380-94 с массовой долей серы не более 0,04 % и фосфора — не более 0,035 % | ||
| ОН | — | Марки стали с химическим составом по ГОСТ 380-94, ГОСТ 9045-93 и ГОСТ 1050-88 | Марки стали с химическим составом по ГОСТ 9045-93, ГОСТ 1050-88, ГОСТ 380-94 с массовой долей серы не более 0,045 % и фосфора — не более 0,040 % |
(Измененнаяредакция, Изм. № 2).
№ 2).
3.3. Для цинкованияприменяют цинк марок Ц0 и Ц1 по ГОСТ3640-94 с добавлением в ванну алюминия, свинца и других металлов.Допускается легирование свинцом за счет введения цинка марки Ц2.
3.4. Поверхностьоцинкованной стали должна быть чистой со сплошным покрытием.
3.4.1. Не допускаютсянарушения сплошности покрытия в виде растрескивания на мелких наплывах,расположенных на дефектах стальной основы, классификация и размеры которыхпредусмотрены ГОСТ 16523-97.
3.4.2. На листах иполосах с необрезной кромкой не допускаются рванины кромок глубиной,превышающей предельные отклонения по ширине.
3.4 — 3.4.2. (Измененная редакция, Изм. № 2)
.
3.5. Для оцинкованной стали групп ХШ, ХП и ОНдопускаются мелкие наплывы (натеки, наслоения), крупинки и неравномернаякристаллизация цинка, следы от перегибов полосы и регулирующих роликов, местнаяшероховатость покрытия (сыпь), легкие царапины и потертость, не нарушающиесплошность цинкового покрытия, светлые и матовые пятна, неравномерность окраскипассивной пленки.
3.6. Для оцинкованной сталигруппы ПК допускаются темные точки и дорожка (следы) от деформированных мелкихнаплывов (натеки, наслоения), крупинок и местной шероховатости покрытия (сыпь),матовый и размытый узор кристаллизации цинка, следы от перегибов полосы, легкиецарапины и потертость, не нарушающие сплошность цинкового покрытия, светлые иматовые пятна, неравномерная окраска пассивной пленки.
3.7. По требованиюпотребителя пассивная пленка должна иметь равномерную окраску.
(Измененная редакция, Изм. № 2).
3.8. Уменьшенная разнотолщинностьцинкового покрытия УР должна быть для класса П — не более 16, для класса 1 — неболее 10, для класса 2 — не более 4 мкм. Оцинкованная сталь нормальнойразнотолщинности HPдолжна иметь толщину покрытия в пределах, указанных в табл. 1.
Оцинкованную сталь высшейкатегории качества изготовляют с разнотолщинностью цинкового покрытия для сталигрупп ХШ, ХП и ПК класса П — не более 12, класса 1 — не более 8 и класса 2 — неболее 3 мкм.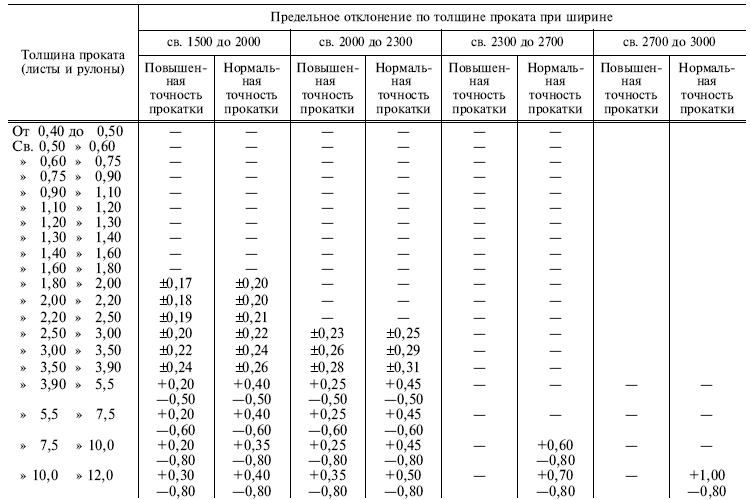
(Измененная редакция, Изм. № 1,2).
3.9. В месте изгибаоцинкованной стали толщиной до 1,0 мм включительно при испытании на прочностьсцепления покрытия с основным металлом при изгибе на 180° не должно бытьотслоений цинкового покрытия, обнажающего стальную поверхность. Допускаютсясетка мелких трещин по всей длине изгиба и отслоения покрытия на расстоянии до6 мм от краев образца.
3.10. Механическиесвойства оцинкованной стали должны соответствовать нормам, указанным в табл.1б.
Таблица 1б
| Оцинкованная сталь | Временное сопротивление разрыву sВ, МПа | Предел текучести sТ, МПа, не менее | Относительное удлинение d4, %, не менее, при l0 = 80 мм для стали толщиной, мм | ||||
| группы | категории вытяжки | до 0,7 | св. 0,7 до 1,5 | св. 1,5 до 2,0 | св. 2,0 | ||
| Н | 300-490 | — | 21 | 22 | 23 | 24 | |
| ХШ | Г | 275-430 | — | 23 | 24 | 25 | 26 |
| ВГ | 255-410 | — | 26 | 28 | 29 | 30 | |
| ХП, ПК | — | — | 230 | 20 | 22 | — | — |
| ОН | — | — | — | — | — | — | — |
Примечание
. Значения временногосопротивления разрыву и относительного удлинения для оцинкованной стали группыХШ категорий вытяжки Н и Г, относительного удлинения для стали групп ХП и ПКявлялись факультативными до 01.07.89.
Значения временногосопротивления разрыву и относительного удлинения для оцинкованной стали группыХШ категорий вытяжки Н и Г, относительного удлинения для стали групп ХП и ПКявлялись факультативными до 01.07.89.
При расчете временного сопротивления и предела текучести толщинуцинкового покрытия не учитывают.
3.10.1. Глубина сферической лунки оцинкованной сталигруппы ХШ должна соответствовать нормам, приведенным в табл. 1в.
Таблица 1в
| Толщина оцинкованной стали | Глубина сферической лунки для категорий вытяжки, не менее | ||
| ВГ | Г | Н | |
| 0,5 | 8,5 | 8,0 | 6,9 |
| 0,6 | 8,9 | 8,5 | 7,2 |
| 0,7 | 9,2 | 8,9 | 7,5 |
| 0,8 | 9,5 | 9,3 | 7,8 |
| 0,9 | 9,9 | 9,6 | 8,2 |
| 1,0 | 10,1 | 9,9 | 8,6 |
| 1,1 | 10,3 | 10,1 | 8,7 |
| 1,2 | 10,5 | 10,3 | 8,8 |
| 1,3 | 10,7 | 10,5 | 8,9 |
| 1,4 | 10,8 | 10,6 | 9,0 |
| 1,5 | 11,0 | 10,8 | 9,1 |
| 1,6 | 11,3 | 11,0 | 9,5 |
| 1,7 | 11,4 | 11,1 | 9,6 |
| 1,8 | 11,5 | 11,2 | 9,7 |
| 1,9 | 11,6 | 11,3 | 9,8 |
| 2,0 | 11,7 | 11,4 | 9,9 |
Примечания:
1. Для оцинкованной стали промежуточныхтолщин значения глубины сферической лунки должны соответствовать нормам,установленным для ближайшей меньшей толщины.
Для оцинкованной стали промежуточныхтолщин значения глубины сферической лунки должны соответствовать нормам,установленным для ближайшей меньшей толщины.
2. Значения глубины сферической лунки дляоцинкованной стали толщиной свыше 1,5 мм являлись факультативными до 01.07.89.
3. При испытании на приборах типа МТЛ-10 г нормы глубины сферическойлунки уменьшаются на 0,3 мм.
3.10.2. Для оцинкованной стали группы ХШ высшей категории качествавеличина относительного удлинения должна быть на 1 ед. больше норм табл. 1б, а глубина сферической лунки — на0,2 мм больше норм табл. 1в.
3.10 — 3.10.2. (Измененная редакция, Изм. № 2).
3.11.Оцинкованную сталь группы ХШ изготовляют с величиной зерна феррита баллов 7, 8,9, 10 по ГОСТ 5639-82 длякатегорий вытяжки ВГ и не ниже балла 6 для категории вытяжки Г.
Для оцинкованной стали категории вытяжки ВГ допускается неравномерностьзерна в пределах двух смежных номеров, для листов категории Г — в пределах трехсмежных номеров.
3.12. Для оцинкованной стали группы ХШ категории вытяжки ВГ допускаетсяналичие структурно-свободного цементита в пределах баллов 0, 1, 2 и 4 шкалы 1по ГОСТ 5640-68. Для категорийвытяжки Г и Н наличие структурно-свободного цементита не нормируется.
3.13. Количество перегибов без излома оцинкованнойстали групп ХП, ПК, ОН должно соответствовать нормам, установленным в табл. 1г.
Таблица 1г
| Толщина оцинкованной стали, мм | Количество перегибов |
| До 0,8 включ. | 8 |
| Св. 0,8 » 1,2 » | 5 |
| » 1,2 » 2,0 » | 3 |
| » 2,0 | 2 |
Примечание
. Нормы перегибов оцинкованной стали толщиной более 1,5 мм являлисьфакультативными до 01.07.89.
(Измененная редакция, Изм. № 2).
3.14. (Исключен, Изм. № 2).
ПРАВИЛА ПРИЕМКИ
4.1. Оцинкованную сталь принимают партиями. Партия должна состоять излистов или рулонов одной группы оцинкованной стали, одного размера, одного видаи класса толщины покрытия, вида консервации, одной марки и плавки (сталь группХШ, ХП и ПК) и категории вытяжки (сталь группы ХШ), должна быть оформлена исопровождаться документом о качестве по ГОСТ7566-94 с дополнением значений факультативных показателей качества.
Масса партии не должна превышать сменного производства агрегата.
(Измененная редакция, Изм. № 2).
4.2. В документе о качестве результаты испытаний и данные химическогосостава указываются по требованию потребителя.
Для оцинкованной стали, которой присвоен государственный Знак качества,в документе о качестве проставляется обозначение государственного Знакакачества.
4.3. Для контроля размеров и качества поверхности отбирают 6 % листовили один рулон от партии.
4.4. Для контроля прочности сцепления покрытия, механических свойств,микроструктуры отбирают один лист или один рулон от партии.
4.5. При получении неудовлетворительных результатов проверки хотя бы поодному из показателей повторную проверку проводят по ГОСТ 7566-94.
Особенности изготовления оцинкованного стального профиля
Лист стали покрывается защитным слоем с обеих сторон. В зависимости от сферы применения металлической заготовки, влажности и других условий эксплуатации толщина покрытия может быть разной.
Существует несколько методов производства:
- Горячее цинкование – наиболее распространенный способ. Для оцинковки используются специальные промышленные емкости. Применяется для защиты опор освещения.
- Гальванический метод – нанесение слоя цинка за счет электролитической диссоциации. Металлоконструкция погружается в емкость с электролитом и становится катодом, а цинковая пластина – анодом. Самый быстрый способ, минусы которого – низкая механическая устойчивость слоя, небольшая толщина цинкового покрытия, слабая адгезия к металлу. Гальванический метод чаще всего используется в декоративных целях.
- Термодиффузионный способ – металлическое изделие прокаливают в печи при 400 градусах, засыпав цинковым порошком. Верхний слой металла в результате диффузных процессов насыщается атомами цинка, покрытие получается крайне прочным. Но из-за сложности и энергозатратности процесса его применяют только при изготовлении специализированных деталей.
- Газотермический метод – металл покрывается защитным слоем с помощью газопламенного напыления.
 Процедура проста и может применяться даже в полевых условиях, но покрытие получается неравномерным и подверженным механическим нагрузкам.
Процедура проста и может применяться даже в полевых условиях, но покрытие получается неравномерным и подверженным механическим нагрузкам. - Холодный способ – цинк наносится кистью, пульверизатором или краскораспылителем как при обычном окрашивании. Метод отличается экономичностью, но цинковый слой разрушается под воздействием механических нагрузок.
 Процедура проста и может применяться даже в полевых условиях, но покрытие получается неравномерным и подверженным механическим нагрузкам.
Процедура проста и может применяться даже в полевых условиях, но покрытие получается неравномерным и подверженным механическим нагрузкам.
Для производства листового профиля необходимо современное оборудование и квалифицированный персонал
МЕТОДЫ ИСПЫТАНИЙ
5.1. Качество поверхности листов и рулонов проверяют внешним осмотромбез применения увеличительных приборов.
5.2. Для проведения испытаний из каждого отобранного листа или рулонавырезают образцы в соответствии с требованиями чертежа и табл. 2.
Схема вырезки образцов дляиспытаний (b
— ширина листа)
Таблица 2
| Номер образца | Размеры образца, мм | Метод испытаний | |
| ширина | длина | ||
| 1,2 | 50 | 150 | На прочность сцепления цинкового покрытия с основным металлом |
| 3, 4, 5 | 50 | 50 | На определение массы цинкового покрытия и разнотолщинности |
| 6 | 20 | 150 | На перегиб |
| 7 | 90 | — | На вытяжку сферической лунки (x -место испытаний) |
| 8 | 30 | 180-300 | На растяжение |
| 9, 10 | 30 | 40 | Оценка микроструктуры |
Примечание
. Образцы вырезают с предельными отклонениями поразмерам — ± 3 мм.
Образцы вырезают с предельными отклонениями поразмерам — ± 3 мм.
5.3. Для определениямассы цинкового покрытия испытуемый образец обезжиривают, взвешивают, погружаютв раствор окиси сурьмы (Sb2O3) или хлористойсурьмы (SbС13)всоляной кислоте и выдерживают до прекращения бурного газовыделения, затемобразец вынимают из раствора, тщательно промывают холодной, а затем горячейводой, высушивают фильтровальной бумагой и взвешивают. Обезжириваниепроизводится спиртом этиловым синтетическим техническим.
Раствор окиси сурьмы илихлористой сурьмы готовят следующим способом: 20 г окиси сурьмы (или 32 гхлористой сурьмы) растворяют в 1000 мл концентрированной соляной кислоты (ГОСТ 3118-77) для второго и первогоклассов или 50 г окислов сурьмы класса П.
Массу цинкового покрытия,нанесенную с двух сторон листа, в граммах (m
) на 1 м2 вычисляют по формуле
где — масса трех образцов(3, 4 и 5) до растворенияцинкового покрытия, с погрешностью 0,01 г, г;
— масса трех образцов(3, 4 и 5) после растворенияцинкового покрытия, с погрешностью 0,01 г, г;
S
— фактическая площадь поверхностиобразцов с погрешностью 1·10-6 м2, м2.
Для определения массыцинкового покрытия допускается применять другие методы, обеспечивающиенеобходимую точность.
Метод, указанный внастоящем стандарте, применяется при разногласиях в оценке.
(Измененная редакция, Изм. № 1,2).
5.4. Разнотолщинностьпокрытия в поперечном направлении листа определяют как абсолютную разностьмежду максимальным и минимальным значениями толщины покрытия на образцах 3, 4 и 5 по формуле
для чего сначала рассчитывают толщину цинковогопокрытия на каждом из образцов по формуле
где — толщина покрытиясоответствующего образца, мкм;
— масса образца доснятия цинка, г;
— масса образца послеснятия цинка, г;
7,13 — плотность цинка,г/см3;
S
3 — площадь поверхности цинковогопокрытия, см2.
(Измененная редакция, Изм. № 1).
5.4.1. Среднее значениетолщины и разнотолщинность цинкового покрытия поверхности листа сдифференцированным покрытием определяют и рассчитывают для каждой из сторон. Для этого, после обезжиривания образца, одну из сторон покрывают плотным слоемрезинового клея или парафина и с противоположной стороны удаляют цинк, как указановыше. После повторного взвешивания клей или парафин снимают механическим путемили в горячей воде. Удаление цинкового покрытия с другой стороны образцапроводят аналогично.
Для этого, после обезжиривания образца, одну из сторон покрывают плотным слоемрезинового клея или парафина и с противоположной стороны удаляют цинк, как указановыше. После повторного взвешивания клей или парафин снимают механическим путемили в горячей воде. Удаление цинкового покрытия с другой стороны образцапроводят аналогично.
5.5. Испытание на перегибпроводят по ГОСТ 13813-68.
5.6. Испытание на вытяжкусферической лунки проводят по ГОСТ10510-80. Делают два измерения в зоне испытаний и определяют среднееарифметическое значение.
5.7. Испытание нарастяжение проводят по ГОСТ 11701-84.
5.8. Определение величинызерна феррита проводят по ГОСТ 5639-82и структурно-свободного цементита — по ГОСТ5640-68.
5.9. Испытание на изгибоцинкованной стали толщиной до 1 мм включительно на угол 180° проводят по ГОСТ 14019-80. Образец оцинкованнойстали испытывают на оправке, равной толщине проката.
Оцинкованная сталь высшейкатегории качества должна выдерживать испытания на изгиб на 180° безоправки до соприкосновения сторон.
По согласованиюпотребителя с изготовителем испытание на изгиб может быть заменено испытаниемна двойной кровельный замок по ОСТ 1411-196-86, а для оцинкованной стали группыПК испытанием на приборе У-1А по ГОСТ4765-73.
Оцинкованную стальтолщиной свыше 1,0 мм испытывают по требованию потребителя по методике,согласованной в установленном порядке.
5.10. Для контролякачества оцинкованной стали допускается применять неразрушающие методыконтроля.
Преимущества оцинкованного профиля
Оцинкованный лист – это вид металлоизделий, покрытый цинковым слоем для предотвращения коррозии. Металлопрокат получают, покрывая особые марки листовой стали марочным цинком. Благодаря такому методу производства и обработки, изделия обладают следующими техническими особенностями:
- Высокая устойчивость к механическим нагрузкам.
- Небольшой вес.
- Экономичность.
- Устойчивость к коррозии.
Стальные конструкции удобны в транспортировке и установке благодаря небольшому весу, из-за чего предпочтительны во многих сферах, например, при монтаже коммуникаций и освещения. Цинковое покрытие устраняет единственный существенный недостаток стали – подверженность коррозии. Оцинкованный лист имеет увеличенный срок службы. Защитные покрытия наносятся на металлические заготовки и конструкции гальваническим методом, посредством горячего цинкования и другими способами.
Цинковое покрытие устраняет единственный существенный недостаток стали – подверженность коррозии. Оцинкованный лист имеет увеличенный срок службы. Защитные покрытия наносятся на металлические заготовки и конструкции гальваническим методом, посредством горячего цинкования и другими способами.
Так выглядит лист оцинкованного профиля
Гост 14918-80* Сталь тонколистовая оцинкованная с непрерывных линий. Технические условия
Данный стандарт распространяется на листовую и рулонную холоднокатанную сталь, оцинкованную горячим способом в агрегатах непрерывного цинкования, предназначенную для холодного профилирования, под окраску, изготовления штампованных деталей, посуды, тары и других металлических изделий.
Сталь тонколистовая оцинкованная (ОЦ) подразделяется:
по назначению на группы:
– для холодной штамповки ХШ,
– для холодного профилирования ХП,
– под окраску (дрессированная) ПК,
– общего назначения ОН;
по способности к вытяжке (сталь группы ХШ) на категории:
– нормальной вытяжки Н,
– глубокой вытяжки Г,
– весьма глубокой вытяжки ВГ;
по равномерности толщины цинкового покрытия:
– с нормальной разнотолщинностью HP,
– с уменьшенной разнотолщинностью УР.
По согласованию потребителя с изготовителем оцинкованная сталь может изготовляться с узором кристаллизации КР и без узора кристаллизации МТ.
В зависимости от толщины покрытия, нанесенного с двух сторон, оцинкованная сталь делится на три класса, указанных в нижеприведенной таблице.
Класс толщины | Толщина покрытия, мкм |
П (повышенный) | Св. 40 до 60 включительно |
1 | Св. 18 до 40 включительно |
2 | Св. 10 до 18 включительно |
При изготовлении стали с
дифференцированным покрытием толщина
его на одной стороне листа должна
соответствовать 2-му
классу, а на другой стороне – классу П
(для листов) или классу 1.
Оцинкованную сталь изготовляют шириной от 710 до 1800 мм включительно, толщиной от 0,5 до 2,5 мм включительно.
Размеры, предельные отклонения и другие требования к сортаменту – согласно требованиям ГОСТ 19904-90.
Пример условного
обозначения оцинкованной
стали ОЦ толщиной 0,8
мм и шириной 1250 мм 1
класса толщины цинкового покрытия,
нормальной разнотолщинности HP,
групп ХП и ПК, нормальной точности
прокатки по толщине БТ и ширине БН,
нормальной плоскостности ПН, с обрезкой
кромок О, с узором
кристаллизации по
Оцинкованную сталь изготовляют из углеродистой холоднокатанной рулонной стали с качеством поверхности по ГОСТ 16523-97. Марки стали должны соответствовать приведенным в нижеследующей таблице.
Оцинкованная сталь | Марка холоднокатанной стали для изготовления оцинкованной стали | |
Группа | Категория вытяжки | |
ХШ | Н, Г | Марки стали с химическим составом по ГОСТ 9045-93, ГОСТ 1050-88* и ГОСТ 380-94 |
ХШ | ВГ | 08пс, 08кп, 08Ю по ГОСТ 9045-93, 08пс, 08кп, 10кп по ГОСТ 1050-88* |
ХП, ПК |
| 08пс по ГОСТ 9045-93; 08, 08пс по ГОСТ 1050-88*; БСт0, БСт2, БСт3 всех степеней раскисления по ГОСТ 380-94 |
ОН |
| Марки стали с химическим составом по ГОСТ 9045-93, ГОСТ 1050-88* и ГОСТ 380-94 |
Поверхность оцинкованной стали должна
быть чистой со сплошным покрытием.
Не допускаются нарушения сплошности покрытия в виде растрескивания на мелких наплывах, расположенных на дефектах стальной основы, классификация и размеры которых предусмотрены ГОСТ 16523-97.
На листах и полосах с необрезанной кромкой не допускаются рванины кромок глубиной, превышающей предельные отклонения по ширине.
Для оцинкованной стали групп ХШ, ХП и ОН допускаются мелкие наплывы (натеки, наслоения), крупинки и неравномерная кристаллизация цинка, следы от перегибов полосы и регулирующих роликов, местная шероховатость покрытия (сыпь), легкие царапины и потертость, не нарушающие сплошность цинкового покрытия, светлые и матовые пятна, неравномерность окраски пассивной пленки.
Для оцинкованной стали группы ПК
допускаются мелкие темные точки и
дорожка (следы) от деформированных
мелких наплывов (натеки, наслоения),
крупинок и местной шероховатости
покрытия (сыпь), матовый и размытый узор
кристаллизации цинка, следы от перегибов
полосы, легкие царапины и потертость,
не нарушающие сплошность цинкового
покрытия, светлые и матовые пятна,
неравномерность окраски пассивной
пленки.
По требованию потребителя пассивная пленка должна иметь равномерную окраску.
В месте изгиба оцинкованной стали толщиной до 1,0 мм включительно при испытании на прочность сцепления покрытия с основным металлом при изгибе на 180° не должно быть отслоений цинкового покрытия, обнажающего стальную поверхность. Допускается сетка мелких трещин по всей длине изгиба и отслоения покрытия на расстоянии до 6 мм от краев образца.
Количество перегибов без излома оцинкованной стали групп ХП, ПК и ОН должно быть для толщины до 0,8 мм … 8; для толщины свыше 0,8 до 1,2 мм … 5.
Партии листов или рулонов одной группы оцинкованной стали, одного размера, одного вида и класса толщины покрытия, вида консервации, одной марки и плавки (сталь групп ХШ, ХП и ПК) и категории вытяжки (сталь группы ХШ), должна быть оформлена и сопровождаться документом о качестве с дополнением факультативных показателей качества.
square-duct-flange – Google Suche
AlleBilderShoppingVideosMapsNewsBücher
Suchoptionen
Bilder
Alle anzeigen
Alle anzeigen
Rectangular Duct Flange
buyductings. com › rectangular-duct-flange
com › rectangular-duct-flange
Rectangular duct flanges are обычно сварные или состоят из прямого фланца воздуховода и углового фланца. Фланцы — это фитинги, которые соединяют трубы, клапаны, …
Размер: Индивидуальный заказ
Методы соединения прямоугольных воздуховодов | Расходные материалы для воздуховодов – Ductstore
www.ductstore.co.uk › acatalog › Help_on_rectang…
Это может быть немного сложно, но, как правило, фланец 20 мм подходит для воздуховодов размером не более 1 м в самой длинной части. измерение; 30 мм можно использовать для …
Прямоугольный фланец для вентиляционных каналов | Alnor
www.ventilation-alnor.co.uk › index › products-en
Профили фланцев воздуховодов изготовлены из оцинкованного стального листа. Предназначен для соединения прямоугольных воздуховодов. Размеры фланцев: 20 мм, 30 мм, 40 мм. Проверьте полное предложение!
Накидные фланцы в различных версиях – с герметиком или без него
www. gebhardt-stahl.de › … › Производство
gebhardt-stahl.de › … › Производство
Накидные соединения воздуховодов Gebhardt –Stahl обеспечивают быстрое, экономичное и герметичное соединение соединение прямоугольных воздуховодов. Почти любой размер и класс уплотнения …
Соединительный фланец воздуховода, OMIDY Квадратный пластиковый прямой фланец трубы …
www.amazon.com › Соединитель-OMIDY-Plastic-Stra…
Bewertung 4, 2
(28) · 12,99 $
Компактная конструкция — легко и надежно крепится к машинам для подключения к системам сбора пыли. Наш фланец воздуховода идеально подходит для…
Размер: 4 дюйма/100 мм
Размеры упаковки: 7,44 x 7,13 x 3,46 дюйма -Воздуховод › k=Прямоугольный…
Amazon.com: прямоугольный воздуховод. … Ginyrerd 10Pcs Зажим M8 из оцинкованной стали G Зажим для воздуховода Фланцевый зажим для соединения прямоугольных труб.
Фланцы воздуховодов | McMaster-Carr
www.