Торцевые фрезы со сменными пластинами: Торцевые фрезы по металлу ✔ Купить торцевую насадную фрезу со сменными пластинами в СПб
alexxlab | 21.11.2018 | 0 | Разное
| Режущий инструмент, инструментальная оснастка и приспособления / Cutting tools, tooling system and workholding | |||||
| Подборка ссылок из каталогов производителей инструмента для словаря по машиностроению | |||||
| 1063 Сборные фрезы по металлу Фрезерный инструмент со сменными твердосплавными пластинами Основные параметры и назначение углов определяющих геометрию | 1064 Геометрические особенности корпусных фрез по металлу с режущими сменными пластинами из твердого сплава Расчетные формулы при фрезеровке на станке | 1065 Фрезерная обработка металлов на промышленном металлорежущем оборудовании Определение удельной силы резания Объем удаляемого материала Шероховатость | 1066 Фрезерование металла Рекомендации по выбору значения КПД в зависимости от типа привода металлорежущего фрезерного станка | 504 Фасочные фрезы с режущими твердосплавными пластинами Примеры применения Кольцевое снятие фаски в отверстиях Зенкование отверстий 90° осевое | |
| 245 Выбор фрезерного инструмента по металлу с режущими сменными пластинами Последовательность Способы фрезерования на станке Жесткость системы СПИД | 246 Влияние главного угла в плане на процесс резания при фрезеровании металла на станках сборным фрезами с режущими сменными пластинами (СМП) | 247 Сечение стружки в зависимости от подачи и главного угла в плане при фрезеровании корпусными фрезами со сменными режущими пластинами Таблица величин | 248 Рекомендации российского производителя металлорежущего станочного инструмента по выбору диаметра и количеству режущих зубьев фрез с СМП | 249 Виды различных геометрий фрез по металлу со сменными режущими пластинами исходя из величин осевого и радиального передних углов инструмента | |
См.также / See also : | |||||
Фрезерование на фрезерном станке / Basics of milling | Формулы фрезерования / Milling formulas | ||||
Встречное и попутное фрезерование / Up and down cut milling | Таблица диаметров и скоростей для фрез / Surface speed to RPM conversion | ||||
Механическое крепление пластин / Insert clamping system | Твердосплавные концевые фрезы / Parts of an end mill | ||||
Параметры инструмента по ISO 13399 Cutting tool data | Cловарь по машиностроению / Dictionary of mechanical engineering | ||||
| Примеры страниц из каталогов инструмента для металлообработки | |||||
1063 Каталог KORLOY 2016 Металлорежущий инструмент и станочная оснастка Стр. | |||||
Сборные фрезы по металлу Фрезерный инструмент со сменными твердосплавными пластинами Основные параметры и назначение углов определяющих геометрию Сборные фрезы по металлу Фрезерный инструмент со сменными твердосплавными пластинами Основные параметры и назначение углов определяющих геометрию _ Высота фрезы Угол наклона главной режущей кромки Осевой передний угол Радиальный передний угол Главный угол в плане Угол заострения Угол наклона реж. кромки Передний угол в главной секущей плоскости) (-90° AR 90C) ;-90° RR 90c) (0° АА 90°) (-90° TA 90C) ( 90° IA 90C) ( 90° FA 90C) Назначение основных углов, определяющих геометрию фрезы № Определение Обозначение Назначение Особенности 1 Аксиальный передний угол A.R Направление схода стружки Позитивный Отличное качество резания, устранение образования нароста на режущей кромке 2 Радиальный передний угол R.R Влияет на осевую нагрузку Негативный Отличное удаление стружки 3 Главный угол в плане А.А Влияет на толщину снимаемой стружки, Определяет направление схода стружки (+): Стружка становиться более тонкой, снижает силы резания 4 Вспомогательный задний угол Т.А Значимый угол наклона (+): Улучшает процесс резания. Препятствует адгезии. Снижает прочность режущей кромки. ( ): Увеличивает прочность режущей кромки приводит к налипанию 5 Угол наклона режущей кромки I.A Определяет направление схода стружки (+): Хорошее удаление стружки, снижает силы резания Снижает прочность режущей кромки 6 Главный задний угол F.A Влияет на прочность режущей кромки, срока службы инструмента и вибрации Шероховатость поверхности увеличивается, по мере приближение F.A. угла наклона к 0. ТЕХНИЧЕСКАЯ ИНФОРМАЦИЯ 20 Фрезерование Фрезы Термины и понятия В | |||||
1295 Каталог MITSUBISHI 2014 Металлорежущий инструмент токарный и вращающийся Стр. | |||||
Общее описание конструктивных особенностей и характеристик торцевых фрез со сменными режущими неперетачиваемыми пластинами Главный передний угол Общее описание конструктивных особенностей и характеристик торцевых фрез со сменными режущими неперетачиваемыми пластинами Главный передний угол (Т) Радиальный передний угол R.R) Н Основные углы резания при торцевом фрезеровании Угол установки пластины СН) Осевой передний угол (A.R) Главная режущая кромка Наклон режущей кромки (I) Тип угла Функция Влияние Осевой передний угол A.R Определяет направление стружки. Положительный Превосходная обработка. Радиальный передний угол R.R Характеризует остроту кромки. Отрицательный Превосходное удаление стружки. Угол установки пластины СН Определяет толщину стружки. Большая Тонкая стружка и небольшие удары при резании. Большая осевая сила. Главный передний угол Определяет действительную остроту кромки. Положительный (Большая) Превосходная обрабатываемость. Минимальное налипание. Отрицательный (Большая) Плохая обрабатываемость. Прочная режущая кромка. Наклон режущей кромки Определяет направление стружки. Положительный (Большая) Отличный стружкоогвод. Низкая прочность режущей кромки. СТАНДАРТНЫЕ ПЛАСТИНЫ Положительный и отрицательный передний угол Стандартная форма режущей кромки Отрицательный передний угол Нулевой передний угол 0 Положительный передний угол (+) Форма пластины при которой режущая кромка находится впереди -считается с положительным передним углом. Форма пластины при которой режущая кромка находится позади -считается с отрицательным передним углом. Стандартные комбинации режущих кромок Осевой передний угол (A.R.) Радиальный передний угол (R.R.) Используемая пластина Сталь Чугун Алюминиевые сплавы Труднообрабатываемых материалов (+) Осевой передний угол V Радиальный передний угол Двойной положительный (Тип кромки DP) Положительный (+) Положительный (+) Пагошепыи пластина (Одностороння ) Осевой передний угол ыий передний угол Двойной отрицательный (Тип кромки DN) Отрицательный (-) Отрицательный (-) Отрицательная пластина Двусторонняя) (+) Осевой передний угол ыый передний pi Отрицат. | |||||
1296 Каталог MITSUBISHI 2014 Металлорежущий инструмент токарный и вращающийся Стр.N014 | |||||
Конструктивные особенности и характеристики торцевых фрез Угол установки сменной режущей фрезерной пластины и толщина снимаемой стружки Если глуб Конструктивные особенности и характеристики торцевых фрез Угол установки сменной режущей фрезерной пластины и толщина снимаемой стружки Если глубина резания и подача на зуб (fz) постоянны действует следующее правило чем больше угол установки пластины (СН) тем меньше толщина стружки (h) (для СН в 45 толщина составляет 75 % от значения СН равного 0). | |||||
| Подборка ссылок иллюстрированных из промышленных каталогов | |||||
| 836 Фрезерование металлов Основы обработки на станках Место первого контакта режущей кромки с заготовкой должно быть как можно дальше удалено от ее вершины | 837 Конструктивные (инструментальные) углы служат для основной ориентации положения пластины (СМП) и имеют особое значение для конструкции корпуса фрезы | 839 Номограммы для определения рабочей геометрии фрез по металлу с режущими сменными пластинами из твердого сплава | 1295 Общее описание конструктивных особенностей и характеристик торцевых фрез со сменными режущими неперетачиваемыми пластинами Главный передний угол (Т) Р | 1296 Конструктивные особенности и характеристики торцевых фрез Угол установки сменной режущей фрезерной пластины и толщина снимаемой стружки Если глубина р | 1297 Как установить зачистную фрезерную сменную пластину Митсубиси Длина вспомогательной режущей кромки должна быть больше чем подача на оборот. Слишком дл Слишком дл |
| 1101 Сборные фрезы с СМП Последовательность подбора металлорежущего фрезерного инструмента Этап 1 Тип операции на станке Обрабатываемый материал заготовки | 1102 Последовательность выбора корпусных фрез с режущими сменными пластинами Этап 2 Выбор фрезы и пластин в соответствии с типом технологической операции | 1103 Подбор сборных фрез с СМП по металлу для фрезерования на фрезерных станках Этап 3 На основе выбора сменных пластин определиться с режимами резания | |||
| 6 Фрезерование металла на станке Выбор фрезерного инструмента со сменными режущими пластинами Шаг зубьев фрезы Главный угол в плане Геометрия СМП | 8 Торцевая фреза Sandvik CoroMill 345 для эффективного фрезерования плоскостей заготовок из металлов и сплавов Преимущества и особенности инструмента | 10 Фрезы торцевые со сменными пластинами и креплением на станочную оправку Сборный фрезерный инструмент по металлу с внутренним подводом СОЖ Параметры | 13 Торцевые фрезы по металлу со сменными пластинами Инструмент CoroMill 245 для тяжёлого чернового фрезерования и зеркальной чистовой обработки | 17 Регулируемые торцевые фрезы Sandvik CoroMill 425 со сменными пластинами для чистового фрезерования деталей из чугуна Регулируемые пластины Wiper | 20 Производительные торцевые фрезы CoroMill 745 с многокромочными пластинами для чернового и получистового фрезерования Неравномерный шаг зубьев фрезы |
| 24 Сборный фрезерный инструмент по металлу для торцевого фрезерования Особенности кассетных фрез CoroMill 360 для тяжёлой обработки на фрезерных станках | 27 Фрезы Sandvik CoroMill 365 со сменными пластинами для чернового и получистового торцевого фрезерования на фрезерных станках деталей из чугуна и стали | 32 Корпусные фрезы с режущими сменными пластинами для фрезерования на станках с большими подачами CoroMill 419 подходит для маломощных фрезерных станков | 36 Сборные фрезы с СМП CoroMill 210 для плунжерного фрезерования Угол в плане 10 градусов допускает высокие подачи при торцевом фрезеровании заготовок | 41 Универсальная торцевая фреза CoroMill 415 с широким диапазоном применения при фрезеровании Каналы подвода СОЖ для оптимальной эвакуации стружки | 46 Фреза CoroMill 745 со сменными многокромочными пластинами по металлу для крупносерийного производства и гибких автоматизированных линий |
| 51 Насадные и концевые фрезы CoroMill 490 с квадратными СМП для торцевого фрезерования и обработки прямоугольных уступов с высокой точностью | 61 Универсальные корпусные фрезы CoroMill 390 для фрезерной обработки уступов с возможностью врезания под углом Пластины с двумя режущими кромками | 83 Кукурузная фреза CoroMill 690 для производительной фрезерной обработки титана Подвод смазочно-охлаждающей жидкости индивидуально к каждой пластине | 104 Сборные фрезы CoroMill 200 для торцевого и профильного фрезерования Инструмент с возможностью обработки в полный паз и врезанием под углом | 109 Концевые фрезы CoroMill 216 со сменными сложнопрофильными пластинами для чернового и получистового фрезерования фасонных поверхностей на станках | 117 Трёхсторонние дисковые фрезы CoroMill 331 со сменными режущими пластинами из твердого сплава Надёжность за счёт регулирования диапазона настройки |
| 140 Прорезные фрезы CoroMill QD для фрезерной обработки глубоких канавок и отрезки Внутренний подвод СОЖ обеспечивает превосходную эвакуацию стружки | 146 Сборные фрезы CoroMill 328 с режущими СМП для резьбофрезерования и обработки канавок под стопорные кольца Хвостовик Weldon и крепление на оправке | 149 Концевая фреза CoroMill 327 со сменной режущей пластиной из твердого сплава для обработки канавок и фрезерования резьбы Внутренний подвод СОЖ | 155 Сборные фасочные фрезы CoroMill 495 для фрезерной обработки фасок на отверстиях и вдоль кромок Операции по подготовке к сварке и удалению заусенцев | 971 Основные характеристики торцевых фрез Mitsubishi Miracle Sigma Долгой срок службы металлорежущего инструмента Высокоая точность изготовления | |
| 1625 Function of each cutting edge angle in face milling Axial Rake Angle GAMP Determines chip disposal direction Positive Excellent machinability Radia | 1626 Face milling Corner angle and chip thickness When the depth of cut and feed per tooth fz are fixed the larger the corner angle (KAPR) is then the t | 1627 Since Mitsubishi normal sub cutting edge width is 1,4mm and the sub cutting edges are set parallel to the face of a milling cutter theoretically th | |||
| Пример иллюстрации инструмента из промышленного каталога (из подборки фото инструментов для металлообработки / Metal cutting tools images) | |||||
1650 Каталог WALTER 2012 Режущий инструмент и инструментальная оснастка Стр. | |||||
Фото процесса фрезерования на горизонтально-фрезерном станке заготовки длиннокромочными фрезами (кукуруза) со сменными твердосплавными пластинами Фото процесса фрезерования на горизонтально-фрезерном станке заготовки длиннокромочными фрезами (кукуруза) со сменными твердосплавными пластинами _ Фрезерование Общий каталог инструмента WALTER на русском языке за 2012 год Токарная обработка Сверление Резьбонарезание Инструментальная оснастка режущими Общий каталог инструмента Walter 2012 Иллюстрация фрезерным инструментом | |||||
Каталоги инструмента и оснастки для металлообработки на станках / | |||||
 L20
L20 N013
N013
 Если значение СН увеличивается сопротивление при резании снижается что увеличивает срок службы инструмента. СН:0″ СН:15 СН:45 Lh0.75fe Влияние изменения угла установки на толщину стружки Угол установки и износ в виде лунки В следующей таблице содержатся виды износа при различных углах установки. Если сравнить лункообразование при углах настройки 0 и 45 видно что лункообразование больше при угле настройки 0. Это объясняется тем что при относительно толстой стружке сопротивление резания увеличивается что приводит к износу. С увеличением лунки прочность режущей кромки снижается и возникает опасность поломки. Угол установки пластины О” Угол установки пластины 15 Угол установки пластины 45 ус125м/мин Тс55мин vc160м/мин Тс31мин ус100м/мин Тс69мин Заготовка Легированная сталь (287НВ) Инструмент D1125 Пластина М20 Спеченый твердый сплав Режимы резания ар3.0мм ае110ы fz0.2 зуб Сухое резание ВСТРЕЧНОЕ И ПОПУТНОЕ ФРЕЗЕРОВАНИЕ Выбор методики обработки – встречного или попутного фрезерования – зависит от условий обработки. Тем не менее обычно исходят из того что попутное фрезерование более благоприятно для увеличения срока службы инструмента. Встречное Вращение инструмента Направление движения заготовки Неперетачиваемая пластина для фрезы Обработанный участок Попутное Обработанный участок Вращение инструмента Направление движения заготовки Неперетачиваемая пластина для фрезы N014 ТЕХНИЧЕСКИЕ ДАННЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ТОРЦЕВЫХ ФРЕЗ УГОЛ УСТАНОВКИ ПЛАСТИНЫ И СТОЙКОСТЬ ИНСТРУМЕНТА
Если значение СН увеличивается сопротивление при резании снижается что увеличивает срок службы инструмента. СН:0″ СН:15 СН:45 Lh0.75fe Влияние изменения угла установки на толщину стружки Угол установки и износ в виде лунки В следующей таблице содержатся виды износа при различных углах установки. Если сравнить лункообразование при углах настройки 0 и 45 видно что лункообразование больше при угле настройки 0. Это объясняется тем что при относительно толстой стружке сопротивление резания увеличивается что приводит к износу. С увеличением лунки прочность режущей кромки снижается и возникает опасность поломки. Угол установки пластины О” Угол установки пластины 15 Угол установки пластины 45 ус125м/мин Тс55мин vc160м/мин Тс31мин ус100м/мин Тс69мин Заготовка Легированная сталь (287НВ) Инструмент D1125 Пластина М20 Спеченый твердый сплав Режимы резания ар3.0мм ае110ы fz0.2 зуб Сухое резание ВСТРЕЧНОЕ И ПОПУТНОЕ ФРЕЗЕРОВАНИЕ Выбор методики обработки – встречного или попутного фрезерования – зависит от условий обработки. Тем не менее обычно исходят из того что попутное фрезерование более благоприятно для увеличения срока службы инструмента. Встречное Вращение инструмента Направление движения заготовки Неперетачиваемая пластина для фрезы Обработанный участок Попутное Обработанный участок Вращение инструмента Направление движения заготовки Неперетачиваемая пластина для фрезы N014 ТЕХНИЧЕСКИЕ ДАННЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ТОРЦЕВЫХ ФРЕЗ УГОЛ УСТАНОВКИ ПЛАСТИНЫ И СТОЙКОСТЬ ИНСТРУМЕНТА
Фрезы для торцевого фрезерования – особенности многолезвийного инструмента
Торцевое фрезерование (ТФ) металлических изделий выполняется при помощи специальных фрез, которые представляют собой многолезвийный режущий инструмент в форме тела вращения, оснащенный специальными зубьями.
1 Важная информация о торцевом инструменте
Такие фрезы для ТФ (смотрите чертеж) используются на фрезерных станках для обработки ступенчатых и плоских поверхностей. Каждый отдельный зуб этого инструмента является стандартным резцом, причем его режущие кромки размещены на торцевой поверхности. При вращении фрезы на агрегате для фрезерования ее зубья взаимодействуют с обрабатываемой деталью по очереди. Благодаря этому заготовка обрабатывается максимально эффективно и равномерно.
Ось рассматриваемого инструмента по отношению к плоскости изделия, подвергаемого фрезерованию (чертеж), располагается перпендикулярно. При этом ключевую режущую нагрузку выполняют боковые рабочие кромки фрезы (они находятся на наружной поверхности).
Чертеж торцевой фрезы
Торцевой многолезвийный инструмент характеризуется высокой степенью жесткости. Кроме того, жестким является и его закрепление в шпинделе фрезерной установки (посмотрите на чертеж, чтобы понять, о чем идет речь). За счет этого режущие приспособления для ТФ обеспечивают повышенную производительность работ по металлу, если сравнивать их с распространенными цилиндрическими фрезами. При использовании торцевого инструмента важно лишь грамотно подобрать жидкость для его охлаждения и смазки, чтобы он служил долго, не теряя своих особых режущих свойств.
Кроме того, жестким является и его закрепление в шпинделе фрезерной установки (посмотрите на чертеж, чтобы понять, о чем идет речь). За счет этого режущие приспособления для ТФ обеспечивают повышенную производительность работ по металлу, если сравнивать их с распространенными цилиндрическими фрезами. При использовании торцевого инструмента важно лишь грамотно подобрать жидкость для его охлаждения и смазки, чтобы он служил долго, не теряя своих особых режущих свойств.
Даже при малых показателях припуска (обратите внимание на чертеж) фрезы для ТФ гарантируют плавную обработку изделия.
Фрезы для ТФ
Это связано с тем, что профилирующими элементами такого инструмента являются вершины кромок зубьев, а вспомогательная роль отводится торцевым кромкам. Последние могут иметь практически любую конфигурацию – от окружности до ломаной под разными углами линии.
2 Разновидности инструмента для ТФ – классификация фрез
Огромный объем фрезеровальных работ в настоящее время производится описываемыми нами фрезами. Данный факт обуславливает большое количество разновидностей торцевого многолезвийного инструмента. Прежде всего, его подразделяют на разные типы в зависимости от того, из какого материала выполняется режущая часть фрезы. Чаще всего для этих целей используются быстрорежущие и углеродистые стали, сплавы с высоким показателем твердости и минералокерамические сплавы.
Намного реже применяются торцевые алмазные фрезы. С их помощью обычно обрабатывают не металлы, а всевозможные высокотвердые материалы, используемые в современном строительстве. Торцевые алмазные фрезы незаменимы для шлифовки и грубой обдирки гранитных, кирпичных, мраморных и бетонных поверхностей. Стоимость такого инструмента достаточно высока. Поэтому торцевые алмазные фрезы применяются в тех случаях, когда многолезвийные фрезы из сталей и сплавов использовать неэффективно.
Торцевые алмазные фрезы
По конструкции интересующий нас инструмент может быть сборным либо цельным.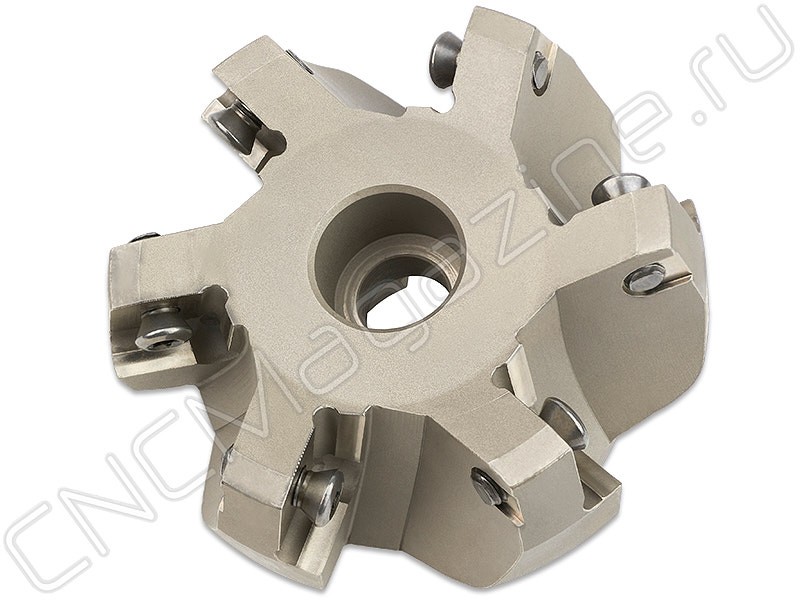 В первом случае на нем монтируются вставные твердосплавные пластины или зубья. Во втором зубья фрезы неотделимы от ее корпуса. Разницу между сборными и цельными инструментами демонстрирует чертеж.
В первом случае на нем монтируются вставные твердосплавные пластины или зубья. Во втором зубья фрезы неотделимы от ее корпуса. Разницу между сборными и цельными инструментами демонстрирует чертеж.
Фрезы для ТФ различаются формой вершин своих зубьев. Вершины бывают:
- скругленными;
- прямолинейными.
Более высокими эксплуатационными показателями обладают зубья со скругленными вершинами. На них мало влияют силы биения основных кромок для резания. Также они характеризуются большей износостойкостью по сравнению с зубьями, имеющими прямолинейные вершины. Инструмент со скругленными вершинами рекомендован для получистового и чернового фрезерования.
Торцевая фреза для чернового фрезерования
По варианту крепления различают концевые (монтируются на хвостовик) и насадные (устанавливаются на оправе со шпонкой) многолезвийные фрезы. Насадные приспособления применяются для обработки стальных и чугунных твердых уступов и плоскостей. Делают их обычно из быстрорежущих сталей.
3 Основные положения ГОСТ 26595–85
Данный стандарт содержит описание лево- и праворежущих фрез для ТФ со вставками, которые регулируются либо не регулируются в осевом направлении, и оснащаются минералокерамическими или твердосплавными сменными пластинами (см. чертеж). ГОСТ 26595–85 распространяется также на инструменты с пластинами, имеющими особый износостойкий слой, и на фрезы со сменными пластинами из твердых сплавов, не содержащих вольфрам. С помощью последних фрезеруют изделия и чугуна, легированных и конструкционных сталей.
Фрезы для ТФ по ГОСТ 26595–85 изготавливаются трех типов:
- инструмент, фиксируемый на оправках – Тип А и Тип В;
- инструмент, фиксируемый на шпинделе – Тип С.
Отличия между фрезами разных типов демонстрируют чертежи. Торцевой инструмент со сменными пластинами по ГОСТ маркируется следующим образом – от 2214–0351 до 2214–0532. Поле допуска инструмента варьируется в пределах 50–500 мм. Форма пластин может быть круглой, пяти-, четырех- и трехгранной. Производители без предзаказа выпускают праворежущий инструмент. Если клиенту требуются леворежущие фрезы со сменными пластинами, он должен заранее согласовать свой заказ с предприятием.
Производители без предзаказа выпускают праворежущий инструмент. Если клиенту требуются леворежущие фрезы со сменными пластинами, он должен заранее согласовать свой заказ с предприятием.
Торцевой инструмент со сменными пластинами
Крепление пластин по ГОСТ 26595–85 выполняется по разным схемам (представлен чертеж). Четырех- и трехгранные пластинки фиксируются по одной схеме, круглые и пятигранные – по другой. В первом случае используется два клина, опора, корпус инструмента, непосредственно пластина и специальная вставка. Вторая схема с механическим креплением пластинок предполагает использование втулки либо кольца, корпуса, пружины, державки, штифта и болта.
Первая схема с механическим креплением элементов фрезы рассчитана на инструмент для ТФ сечением от 100 до 500, вторая – на фрезы сечением 50–80 мм. В ГОСТ 26595–85 в таблицах даются советы по монтажу фрез с механическим креплением с указанием рекомендованных величин пластин.
Также в ГОСТ имеются приложения с информацией справочного характера. С ее помощью можно самостоятельно определить сечение режущей части фрезы в конкретной точке обработки заготовки, показатель ее главного угла и высоты.
Режущая часть торцевой фрезы
Выбирая торцевые алмазные фрезы и другие виды многолезвийного инструмента для ТФ, старайтесь приобретать приспособления от известных производителей, которые четко придерживаются требований Государственных стандартов при их изготовлении. В этом случае никаких проблем с обработкой изделий у вас не возникнет.
Фреза торцевая по металлу: ГОСТ, особенности, применение
При выполнении плоскостей на стальных или чугунных заготовках можно использовать разные виды оснастки. В зависимости от используемого оборудования применяются концевые, дисковые или торцевые варианты. Самый эффективный вариант — фреза торцевая по металлу. Благодаря своей конструкции она обеспечивает высокую производительность и хорошее качество работ на различных режимах.
Особенности конструкции и сферы применения
Назначение торцевой фрезы заключается в формировании плоскостей на обрабатываемой заготовке при различных видах обработки. Инструмент применяется для обработки деталей из чугуна и сталей различного назначения. Конструкция позволяет формировать уступы с разным наклоном стенки. Широкая номенклатура такой оснастки обеспечивает однопроходное фрезерование даже для крупногабаритных изделий.
Инструмент применяется для обработки деталей из чугуна и сталей различного назначения. Конструкция позволяет формировать уступы с разным наклоном стенки. Широкая номенклатура такой оснастки обеспечивает однопроходное фрезерование даже для крупногабаритных изделий.
В отличие от других типов фрез, торцевые модели имеют режущие кромки, установленные только со стороны торцевой части. При этом непосредственная обработка горизонтальной плоскости ведется вершинами режущих элементов и считается дополнительной. Основной съем металла производится боковой частью при продольной подаче. Большое количество режущих лезвий и геометрия их расположения обеспечивает поочередный контакт с металлом, что значительно улучшает режимы фрезерования и долговечность оснастки. Такой важный параметр, как угол резания в торцевых моделях зависит исключительно от диаметра инструмента, а не от величины припуска на обработку. Боковые поверхности лезвий также способны сформировать вертикальный уступ или наклонную грань. Высота уступа не должна превышать габаритов лезвия. В некоторых зарубежных модификациях на боковой поверхности корпуса предусматривается возможность установки дополнительных обрабатывающих лезвий, обеспечивающих значительную высоту фрезеруемой грани.
Торцевые фрезы конструктивно отличаются высокой жесткостью и выпускаются как левого, так и правого вращения. Учитывая расположение режущих лезвий по внешнему радиусу рабочей части, процесс обработки должен начинаться с края заготовки, либо проводится в предварительно выполненных выемках. Рабочие вертикальные подачи при торцевом фрезеровании используются редко.
По конструктивному исполнению, все торцевые фрезы подразделяются на монолитные и инструмент со сменными режущими элементами. Монолитные модели, при первом рассмотрении, напоминают обычные спиральные сверла. Металлорежущая часть из быстрорежущей стали и цилиндрический корпус в них выполнены в виде единого целого. При этом кромка лезвий со стороны торца не пересекает весь диаметр основания
Основным элементом конструкции торцевой фрезы со сменными ножами стала обрабатывающая головка. Она представляет собой фасонный металлический корпус, к которому закрепляются съемные режущие элементы. Для обеспечения требуемого профиля фрезерования ориентация лезвий образует рабочую кромку с боковой стороны. Инструмент со сменными лезвиями, по сравнению с монолитными вариантами, имеет значительную номенклатуру моделей, обеспечивающую разнообразные особенности обработки.
Она представляет собой фасонный металлический корпус, к которому закрепляются съемные режущие элементы. Для обеспечения требуемого профиля фрезерования ориентация лезвий образует рабочую кромку с боковой стороны. Инструмент со сменными лезвиями, по сравнению с монолитными вариантами, имеет значительную номенклатуру моделей, обеспечивающую разнообразные особенности обработки.
Также такая оснастка более проста в эксплуатации и не требует применения сложных операций при восстановлении изношенных режущих кромок.
Классификация торцевых фрез
Широкая область применения породила большое число вариантов проходных торцевых фрез. В первую очередь они отличаются способом крепления к шпинделю станка. Принято подразделять инструмент с хвостовиком и модели насадного исполнения. Также фрезы разделяют по способу установки и форме режущих элементов.
Фреза концевого типа выполняется в виде единой конструкции, включающей режущую часть и хвостовик. Последний может быть как цилиндрическим, так и конусным. Зарубежные производители также предлагают модификации с резьбовым хвостовиком. Особенностью концевых моделей является небольшой диаметр режущей части. Фрезы такого типа выполняются цельного исполнения, либо с небольшим числом сменных пластин. Их используют для работы с небольшими деталями, а также в труднодоступных местах.
Фреза насадная предназначается для установки на специальную оправку, для чего в конструкции предусмотрены разнообразные элементы крепления. Наиболее часто используется шпоночное соединение. Несколько реже, в исполнениях, предназначенных для крепления непосредственно на шпиндель станка, выполняется резьба. Насадная фреза может иметь значительный диаметр корпуса, в некоторых исполнениях доходящий до 630 мм. Это обеспечивает широкую зону обработки за один проход.
Способ крепления режущих частей должен обеспечивать высокую жесткость инструмента в целом и прочное крепление отдельного лезвия. Торцевые фрезы выполняются цельными, с вставными или со сменными ножами.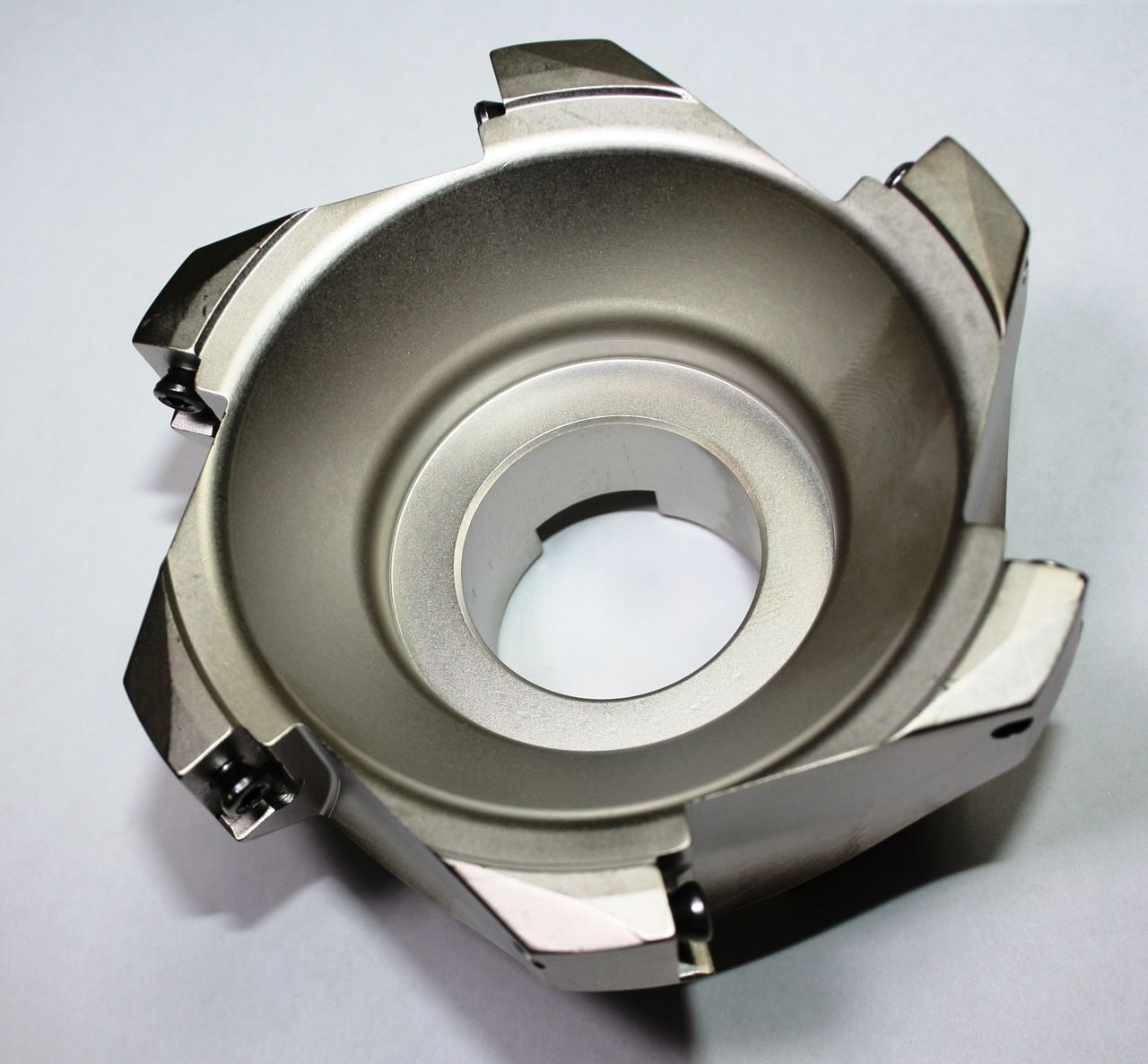
Торцевые фрезы цельного или монолитного типа отличаются небольшими диаметрами, обычно не превышающими 40мм. Зубья выполнены в виде твердосплавных напаек заодно с телом инструмента. Такой конструктив обеспечивает возможность переточки при выходе из строя режущей кромки. Спиральная конструкция с большим числом заходов, способствует удалению стружки. Цельные модели характеризуются невысокой долговечностью и сложностью заточки изношенных лезвий. По большинству параметров они уступают моделям со сменными элементами.
Фрезы с ножами вставного типа, иначе именуемые сборными фрезами, допускают замену всех или только отдельных режущих элементов. Крепление ножей к телу оснастки производится в предварительно выполненные пазы с помощью клиньев. Сами обрабатывающие элементы, напоминают по конструкции обычные резцы, состоят из оправки и напаянной твердосплавной пластины. Такая конструкция допускает простую заточку режущих кромок при восстановлении после износа. Форма резцов может быть выполнена под конкретные требования обработки.
Другой вариант фиксации резцов применяется на фрезах для обработки цветных металлов и мягких сплавов. Он заключается в установке резца в натяг в клинообразный паз. Резец, в этом случае, представляет собой цельную твердосплавную пластину.
Недостатком оснастки со вставными ножами считается большая длительность и относительно высокая сложность сборки инструмента. Для выполнения этих операций может потребоваться специализированный персонал. Еще одним недостатком является высокая вероятность разрушения вследствие вибраций в процессе работы.
Фрезы торцевые насадные с механическим креплением многогранных сменных ножей используются для широкого спектра работ. В процессе резания они способны реализовать большую величину снимаемого материала. Винтовой принцип крепления пластин обеспечивает высокую прочность и большую скорость замены изношенных элементов. Разные модели используют твердосплавные пластинки с числом граней равным трем, четырем или пяти. В некоторых импортных модификациях применяются шестигранные режущие элементы. Большую популярность получил инструмент с механическим креплением четырехгранных и пятигранных пластин. Большое число граней обеспечивает высокую долговечность оснастки и позволяет создавать модификации, обеспечивающие различные способы обработки.
В некоторых импортных модификациях применяются шестигранные режущие элементы. Большую популярность получил инструмент с механическим креплением четырехгранных и пятигранных пластин. Большое число граней обеспечивает высокую долговечность оснастки и позволяет создавать модификации, обеспечивающие различные способы обработки.
Кроме количества граней фреза насадная торцевая со сменными пластинами также характеризуются углом установки обрабатывающих элементов. В зависимости от вертикального положения пластины, инструмент способен формировать боковую поверхность с разным наклоном. Широко используются модели, обеспечивающие фрезерование с углом 45, 75 или 90 градусов. Радиальное расположение пластин используется в большинстве моделей общего назначения. Для тяжелых работ, с большими значениями подач и глубин резания применяются модификации с тангенциальным расположением сменных элементов. В таком инструменте благодаря большему поперечному сечению ножа в направлении резания, обеспечивается высокое усилие обработки и снижение нагрузки на пластину.
Также встречается оснастка с пластинами круглой формы, применяемая при чистовом фрезеровании плоскостей с небольшими припусками на обработку. Благодаря форме пластин обеспечивается их бесступенчатое позиционирование при износе. Фрезы со сменными режущими элементами используются не только для получения горизонтальных плоскостей. С их помощью возможно формирование наклонных поверхностей, в том числе конической формы.
Государственные стандарты
Большое количество видов и назначения фрезерной оснастки, потребовало разработки значительного числа нормативных документов. Они определяют требования к фрезам различных исполнений, а также подразделяют отдельные виды инструментов, нацеленных на работу с различными металлами и сплавами. Торцевые фрезы, используемые при работе со сталями и тяжелыми сплавами, описываются в стандартах, приведенных ниже.
Торцевые фрезы, используемые при работе со сталями и тяжелыми сплавами, описываются в стандартах, приведенных ниже.
ГОСТ 9304-69 «Фрезы торцовые насадные» описывает монолитные фрезы с твердосплавными напайками и диаметром рабочей части от 40 до 100 мм. Документ предусматривает два исполнения, отличающихся крупным или мелким зубом.
Скачать ГОСТ 9304-69
ГОСТ 24359-80 «Фрезы торцовые насадные со вставными ножами, оснащенными пластинами из твердого сплава» нормирует конструкцию и размерные параметры насадных инструментов со вставными ножами. Документ предусматривает варианты корпусов, имеющие диаметр от 100 до 630 мм. Дальнейшее развитие стандарт получил в ГОСТ 24360-2016. Опираясь на конструкцию из предыдущего документа, он устанавливает основные требования к используемым в конструкции материалам и качеству изготовления оснастки. Еще один ГОСТ 9473-80 описывает модели с диаметром корпуса от 100 до 612 мм. Главное отличие от предыдущих стандартов – уменьшенный габарит ножей и их увеличенное количество.
Скачать ГОСТ 24359-80
Скачать ГОСТ 24360-2016
Присоединительные размеры насадного инструмента, всех диаметров установлены ГОСТ 27066-86 «Фрезы торцевые насадные. Типы и присоединительные размеры».
ГОСТ 26595-85 «Фрезы торцевые с механическим креплением многогранных пластин» рассматривает инструмент со всеми вариантами насадных креплений к шпинделю станка. Документ предусматривает использование всех вариантов пластин, в том числе и круглых. Размер корпуса инструмента варьируется по диаметру от 100 до 500 мм.
Скачать ГОСТ 26595-85
ГОСТ 22087-76 «Фрезы торцовые концевые с механическим креплением пятигранных твердосплавных пластин» ориентирован на инструмент, использующий пятигранные режущие элементы. Рассматриваются модели, предназначенные для обработки сталей и чугуна, оснащенные хвостовиком, имеющие диаметр режущей части 63 и 80 мм.
Рассматриваются модели, предназначенные для обработки сталей и чугуна, оснащенные хвостовиком, имеющие диаметр режущей части 63 и 80 мм.
Скачать ГОСТ 22087-76
Зарубежные фирмы, предлагающие станочную оснастку, не придерживаются каких-либо строго определенных стандартов. Каждый производитель формирует собственные требования к инструменту и применяет уникальную систему маркировки. Стандарты иной государственной принадлежности нормируют в основном, присоединительные элементы и вспомогательные части оснастки.
Фрезы торцевые со сменными пластинами
Фреза торцевая BAP400R-050-4T22
Код BAP400R-050-4T22
Диаметр фрезы (мм) 50
Пластины AP 1604
руб
Фреза торцевая BAP400R-063-5T22
Код BAP400R-063-5T22
Диаметр фрезы (мм) 63
Пластины AP 1604
руб
Фреза торцевая BAP400R-080-6T27
Код BAP400R-080-6T27
Диаметр фрезы (мм) 80
Пластины AP 1604
руб
Фреза торцевая BAP400R-100-8T32
Код BAP400R-100-8T32
Диаметр фрезы (мм) 100
Пластины AP 1604
руб
Фреза торцевая BAP400R-125-8T40
Код BAP400R-125-8T40
Диаметр фрезы (мм) 125
Пластины AP 1604
руб
Фреза торцевая BRD6R-080-6T27
Код BRD6R-080-6T27
Диаметр фрезы (мм) 80
Пластины RD 1204
руб
Фреза торцевая BRP6R-080-6T27
Код BRP6R-080-6T27
Диаметр фрезы (мм) 80
Пластины RP 1204
руб
Фреза торцевая MFPN SE12 063 5T 22-R
Код MFPN SE12 063 5T 22-R
Диаметр фрезы (мм) 63
Пластины SE 1204
руб
Фреза торцевая MFPN SE12 080 6T 27-R
Код MFPN SE12 080 6T 27-R
Диаметр фрезы (мм) 80
Пластины SE 1204
руб
Фреза торцевая VRF-RD1003-D100-d32-Z08
Код VRF-RD1003-D100-d32-Z08
Диаметр фрезы (мм) 100
Пластины RD 1003
руб
Фреза торцевая VRF-RD1204-D050-d22-Z05
Код VRF-RD1204-D050-d22-Z05
Диаметр фрезы (мм) 50
Пластины RD 1204
руб
Фреза торцевая VRF-RD1204-D080-d27-Z07
Код VRF-RD1204-D080-d27-Z07
Диаметр фрезы (мм) 80
Пластины RD 1204
руб
Фреза торцевая VRF-RD1204-D100-d32-Z08
Код VRF-RD1204-D100-d32-Z08
Диаметр фрезы (мм) 100
Пластины RD 1204
руб
Фреза торцевая VRF-RD12T03-D040-d16-Z04
Код VRF-RD12T03-D040-d16-Z04
Диаметр фрезы (мм) 40
Пластины RD 12T03
руб
Фреза торцевая VRF-RD12T03-D100-d32-Z08
Код VRF-RD12T03-D100-d32-Z08
Диаметр фрезы (мм) 100
Пластины RD 12T03
руб
Фрезы по металлу торцевые корпусные со сменными пластинами
Фрезы торцевые по ГОСТ 24359-80 со вставными ножами Т5К10 Фрезы торцевые с тангенциальными пластинами КНТ-16 по ТУ2-035-618-78 Фрезы торцевые с пятигранными пластинами Т5К10 Фрезы торцевые с углом в плане 90° с коническим хвостовиком МК 3-4 диаметром от 25 до 40 мм со сменной пластиной тип ADLT Торцевые корпусные фрезы по металлу со сменными пластинками используются преимущественно для фрезерования плоскостей.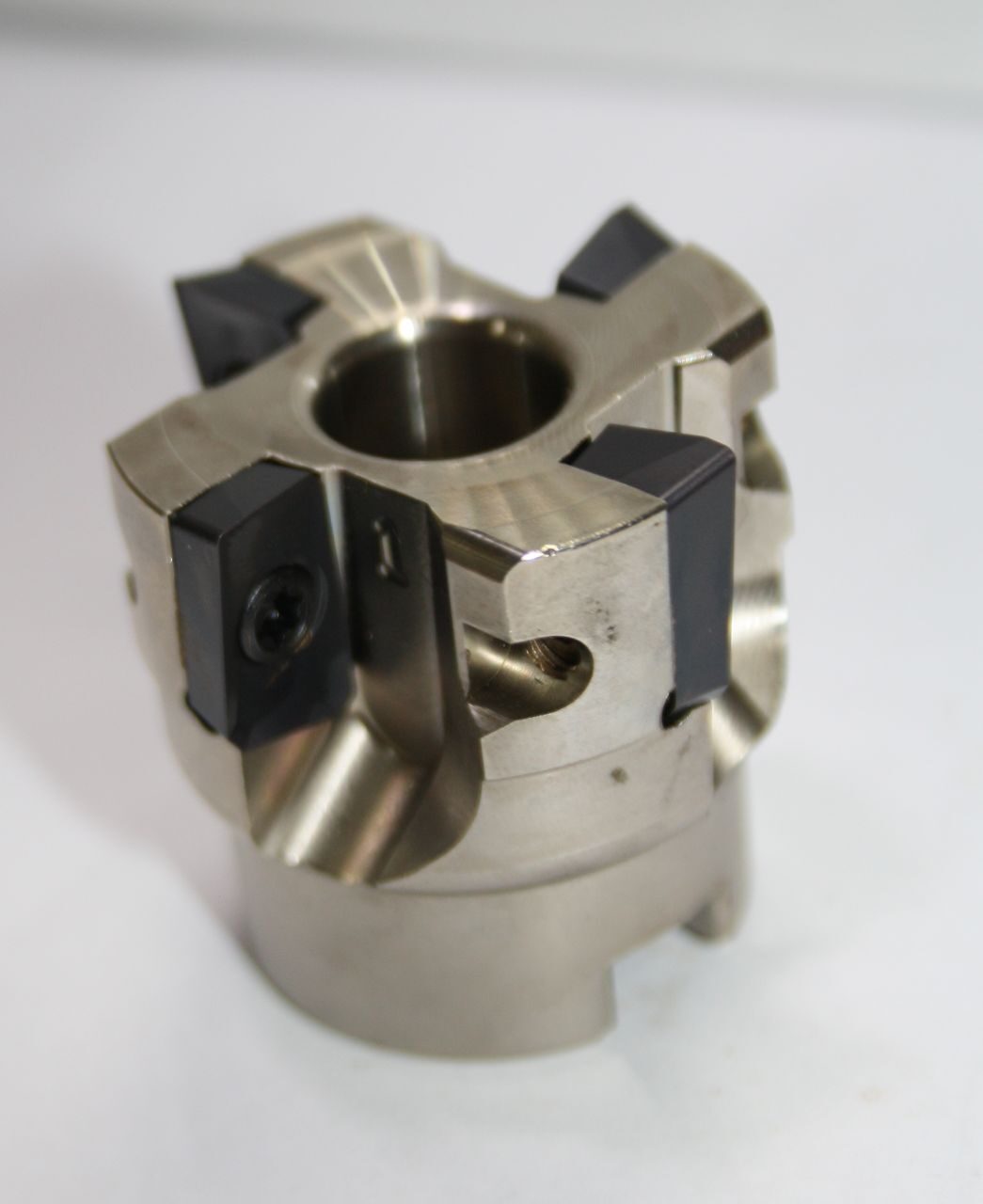
Фреза является металлорежущим инструментом, который устанавливается на фрезерных станках. Фреза предназначена для срезания слоя материала с заготовки для придания ей необходимой формы. При вращении фрезы её зубья, которые имеют форму острого клина, срезают слой металла. Устанавливается на станок преимущественно при помощи при помощи оправки с конусом Морзе.
Каждый тип фрез предназначен для определённых видов фрезерной обработки.
На корпусные фрезы устанавливаются сменные неперетачиваемые твёрдосплавные многогранные пластины с покрытиями и стружколомами для обработки различных материалов. Пластины закрепляются механически с помощью винтов. Фрезерная головка со сменными пластинами
фрезы пластиныМы предлагаем своим клиентам широкий выбор фрез различных типоразмеров. Торцевые фрезы по металлу, фреза торцовая с пятигранными пластинами, корончатые фрезы. Узнать подробную информацию о поставляемой продукции можно по бесплатному телефону 8-800-100-39-81. Мы ждем ваших звонков!
Фрезы и Фрезы торцевые корпусные со сменными пластинами, фрезы пластины Скоростная фреза со сменными пластинами, скоростная фреза со сменными пластинами.Фреза торцевая с механическим креплением пятигранных пластин
ФРЕЗЫ ТОРЦОВЫЕ С МЕХАНИЧЕСКИМ КРЕПЛЕНИЕМ ПЯТИГРАННЫХ ПЛАСТИН
ООО “Альянс” предлагает торцевые фрезы с механическим креплением пятигранных пластин, изготовленных под заказ по ГОСТ 26595-85
Фреза торцовая насадная повышенной жесткости с механическим креплением пятигранных твердосплавных пластин предназначена для черновой и получистовой обработки деталей из конструкционных, легированных сталей и чугунов. Насадные торцовые фрезы изготавливаются в трёх исполнениях, где исполнения А и В позволяет крепить фрезы на оправках, а исполнение С – на концах шпинделей согласно ГОСТ 26595-85
Торцовые фрезы в основном изготавливаются диаметром 63, 80, 100, 160, 200, 250 мм, но под заказ возможны и другие варианты 315, 400, 500 мм.
При черновой обработке торцовые фрезы обеспечивают параметр шероховатости обработанной поверхности Rz ≤ 80
При чистовой обработке торцовые фрезы обеспечивают параметр шероховатости обработанной поверхности Rz ≤ 40
Торцевая фреза состоит из корпуса, в пазах которого расположены державки на штифты которых устанавливаются пластины и посредством винтов и гаек закрепляются, прижимаясь к корпусу и опорным поверхностям державок.
Фрезы торцевые насадные с пятигранными пластинами диаметром 63 мм, 80 мм, 100 мм, 125 мм, 160 мм, 200 мм, 250 мм, 315 мм, 400 мм, 500 мм по ГОСТ 26595-85
Меры безопасности при работе фрезами:
1. перед началом работы необходимо убедится в надёжном закреплении пластин во фрезе
2. во время работы на фрезерном станке необходимо пользоваться защитными ограждениями
При работе торцовыми фрезами с механическим креплением пластин необходимо следить чтобы на фрезе не было пластин с затупившимися и выкрошимся режущими кромками. Сколы на режущих кромках не допускаются. Замену пластин осуществляйте вне станка, хотя допускается производить замену пластин на фрезе, закреплённой на шпинделе станка.
Рекомендуемый порядок замены пластин:
1. отверните гайку и смените изношенную грань пластины, предварительно очистив опорные поверхности сжатым воздухом.
2. необходимо пальцем прижать пластину к опорной поверхности державки и опорным поверхностям корпуса. При этом пластина должна прилегать к корпусу, затем затяните гайку, но не перестарайтесь, усилие не должно превышать 12 н*м
3. контролируйте качество сборки при помощи щупа 0,02 мм (щуп не должен проходить между корпусом фрезы и пластиной, а также между державкой и пластиной)
4. при соблюдении требований по смене пластин вы добьётесь обеспечения радиального и торцевого биения не более 0,08 мм. (величину биения контролируйте при помощи индикатора с ценой деления 0,01 мм)
5. радиальное биение измеряйте перпендикулярно главной режущей кромке на расстоянии 3-6 мм от вершины при помощи сферического наконечника.
радиальное биение измеряйте перпендикулярно главной режущей кромке на расстоянии 3-6 мм от вершины при помощи сферического наконечника.
6. торцевое биение измеряйте по вершине пластин в направлении, перпендикулярном опорной поверхности при помощи плоского наконечника.
7. режим резания назначайте в зависимости от конкретных условий.
прайс-листы
вернутся на главную страницу
Фрезы торцевые со сменными 5-гр пластинами
Для выполнения торцевого фрезерования изделий и деталей из металла необходимо использовать специальное приспособление торцевую фрезу, представляющую собой режущий инструмент с множеством лезвий, выполненный в форме тела вращения и дополненный определенным количеством зубьев.
Что собой представляет торцевая фреза
Конструкция торцевой фрезы состоит из корпуса, в пазах которого находятся державки. На эти шрифты этих державок с помощью винтов и гаек крепятся пластины, которые при этом прижимаются к корпусу и поверхности.
Торцевая фреза предназначена для оснащения фрезерного оборудования с целью обработки плоских и ступенчатых поверхностей. Каждый из зубьев, входящих в состав конструкции, являет собой отдельный резец, у которого режущие кромки располагаются на торцевой поверхности. Во время процесса фрезеровки происходит вращение фрезы на станке, при этом контакт зубьев с обрабатываемой поверхностью происходит поочередно, благодаря чему обработка заготовки производится равномерно и эффективно.
Особенности многолезвийной торцевой фрезы
Особенностью многолезвийного инструмента является его повышенная жесткость, крепление инструмента в шпинделе фрезерного станка также обладает жесткостью. Именно поэтому при выполнении работ по металлу наблюдается высокая производительность (в сравнении с цилиндрическими фрезами). Чтобы приспособление работало долго и не теряло своих режущих способностей важно правильно подбирать охладительную и смазочную жидкости.
Особое внимание стоит уделить торцевым фрезам с механическим креплением многогранных пластин, которые получили широкое распространение за счет своей универсальности, стойкости и производительности. С одинаковой эффективностью приспособления устанавливаются на оборудование с ГНС и ЧПУ. К тому же допускается применение различных материалов при уменьшении номенклатуры фрез. Учитывая отсутствие операций по заточке ножей и пайке, использование таких приспособлений снижает процент брака и позволяет применять сплавы, с трудом поддающиеся пайке.
Фрезы с механическим креплением 5-гранных пластин
Торцевые фрезы с механическим креплением 5-гранных твердосплавных пластин предназначается для выполнения черновой и получистовой обработки изделий из конструкционных и легированных сталей, чугуна. Подобные приспособления выпускаются с диаметром, диапазон которого составляет 100-200 мм. Возможны и другие варианты, которые изготавливаются на заказ.
Во время выполнения операции по черновой обработки с помощью торцевой фрезы достигается показатель шероховатости, составляющий Rz ≤ 80; при чистовой обработке величина этого параметра будет достигать Rz ≤ 40.
Фрезы с МНП выпускаются правого и левого исполнения. Устанавливаются пластины типа РNEA, PNMA, PNUA, PNMM, PNUM и с режущей кромкой 11 мм. Марка используемого сплава определяется в зависимости от материала обрабатываемой детали и режима резания.
Радиальное биение вершин режущих кромок пластин не должно быть более:
0,12 мм. – для фрез D100…D200мм.
0,15 мм. – для фрез D250…D315мм.
Торцевое биение вершин режущих кромок пластин не должно быть более:
0,12 мм. – для фрез D100…D200мм.
0,15 мм. – для фрез D250…D315мм.
Особенности торцевых фрез с МНП
Характерной особенностью является то, что даже при минимальной величине припуска обеспечивается плавная обработка поверхности. Связано это с тем, что рабочей частью торцевой фрезы выступают вершины кромок зубьев, а не сами торцевые кромки, которые могут иметь совершенно разную конфигурацию и играют вспомогательную роль.
Фрезы с МНП отличаются многообразием конструкций, наиболее популярными считаются концевые и торцово-цилиндрические приспособления. Конструкция концевой фрезы с механическим креплением 5-гранной пластины включает корпус, оснащенный гнездом для крепления пластины, и конический хвостовик, обеспечивающий фиксацию на станке. Посредством винта в корпусе прикрепляется втулка, на которой и базируются режущие пластины в радиальном направлении. Эта пластина с помощью пружинящегося штифта прижимается к основной поверхности корпуса и втулки.
После затупления лезвия смена его производится путем выпрессовки или запрессовки штифта, а также посредством замены пластины. Замену и поворот пластин необходимо выполнять исключительно в нерабочем состоянии, при этом производится тщательная очистка посадочного гнезда от образовавшейся стружки и пыли. Во время эксплуатации оборудования следует периодически осуществлять проверку уровня затяжки винтов.
Преимущества торцевых фрез
Если сравнивать торцевые фрезы с цилиндрическими, то первые имеют ряд неоспоримых преимуществ:
- они имеют жесткое крепление на консольной оправке или непосредственно на шпинделе станка;
- крепление вставных ножей также гораздо надежнее, что позволяет изготавливать фрезы в уже собранном виде;
- угол контакта с обрабатываемой поверхностью зависит от ширины фрезерования и диаметра самой фрезы, а потому процесс обработки будет более плавным.
Торцевая фреза под 45 или 90 градусов – что дает лучшие результаты?
Торцевая фреза под 45 или 90 градусов – что дает лучшие результаты?
Во-первых, о чем мы говорим, когда говорим о 45 или 90 градусах? Ответ довольно очевиден из фотографии выше, на которой сравниваются две фрезерные машины Glacern Face Mills. Обратите внимание на угол режущей кромки пластин.
Да! Угол – это угол этой режущей кромки: 45 градусов для торцевой фрезы слева и 90 градусов для правой.Этот угол также называется углом упора фрезы.
Итак, какой из них даст лучшие результаты?
Конечно, если вы можете себе это позволить, было бы здорово иметь торцевые фрезы под углом 45 и 90 градусов, но каковы плюсы и минусы каждой из них?
Плюсы и минусы
И Sandvik, и Kennametal считают, что торцевая фреза под 45 градусов лучше подходит для торцевого фрезерования общего назначения. Эти двое приводят аргументы в пользу выбора 45:
- Силы резания лучше сбалансированы, поэтому осевые и радиальные силы примерно одинаковы.Снижение радиальных сил, чтобы они были более сбалансированы с осевыми, может не только улучшить качество поверхности, но и улучшить качество подшипников шпинделя.
- Вход и выход из разреза лучше ведут себя – меньше ударов, меньше тенденции к прорыву.
- Режущая кромка под углом 45 градусов лучше всего подходит для сложных резов.
- Лучшая обработка поверхности – 45-е оставляют заметно более красивую поверхность. Меньшая вибрация, сбалансированные силы и лучшая геометрия входа – три причины.
- Эффект утонения стружки действует и приводит к более высокой подаче.
- У 45 также меньше склонности к болтовне.
У торцевых фрез 45 градусов есть и недостатки:
- Уменьшена максимальная глубина резания из-за угла опережения.
- Корпус большего диаметра может вызвать проблемы с зазором.
- Нет 90-градусного фрезерования углов или уступов
- Может вызвать сколы или заусенцы на выходной стороне вращения фрезы.
- Версия под углом 90 градусов оказывает меньшее поперечное (осевое) усилие, примерно вдвое меньше.Это может дать преимущество, когда речь идет о тонких стенках, потому что передача слишком большого усилия на стену может привести к вибрации материала и другим проблемам. Это также может быть преимуществом, когда сложно или невозможно надежно удерживать деталь в приспособлении.
Подачи и скорости
Легко вычислить подачу и скорость, чтобы сравнить эти два решения для торцевого фрезерования с помощью нашего программного обеспечения G-Wizard Calculator (щелкните ссылку, чтобы получить бесплатную 30-дневную пробную версию, если вы никогда не играли с G-Wizard).
Вот типичная настройка резки для торцевой фрезы под углом 90 градусов:
Установка G-Wizard для торцевой фрезы на 90 градусов…
Я выбрал свой станок, материал и тип индексируемого инструмента. Я моделирую небольшую торцевую фрезу диаметром 2 дюйма с 4 пластинами и установил угол подъема на 90 градусов. Моя глубина реза составляет 1/8 дюйма.
Я сделал пару джазовых вещей. Сначала я делаю проход шириной 60%. Это даст лучшую отделку и облегчит обработку пластин в твердых материалах, чем проход на полную ширину.Во-вторых, я определил это как разрез HSM. Это HSM для «высокоскоростной обработки».
Я могу это сделать, так как я буду использовать траекторию, которая плавно изгибается в разрезе, и я буду изгибать конец каждого прохода, чтобы избежать острого угла, а также чтобы избежать полного выхода из разреза. Это уловки траектории CAM, которые действительно могут помочь вам в увеличении стойкости инструмента, качества поверхности, и в этом случае они также позволяют вам выбрать большое увеличение подачи и скорости. Если ваш CAM не умеет этого делать, Мастер Conversational CNC Face Milling Wizard в G-Wizard Editor сделает это очень легко.
Теперь мы можем проверить торцевую фрезу 45 градусов, просто изменив угол подъема на 45. Давайте предположим, что все остальное останется прежним, вот результаты:
G-Wizard для аналогичной торцевой фрезы 45 градусов…
Вау! Убедитесь, что скорость удаления материала:
- 34,2 кубических дюйма в минуту для угла 90 градусов
- 48,4 кубических дюймов в минуту для 45 градусов
Теперь мы понимаем, почему модели под углом 45 градусов так популярны – при этом удаляется больше материала на 40%.Это определенно довольно быстро окупит новую торцевую фрезу, если вы используете ее для очень многих деталей.
Альтернативы торцевым фрезам 45 градусов: восьмиугольные, 75-градусные и пуговичные фрезы
Одно время восьмиугольные торцевые фрезы воевали с торцевыми фрезами под 45 градусов за превосходство. У восьмиугольных пластин больше краев, поэтому вы можете повернуть пластину, если на ней есть сколы. Но затраты на инструменты обычно составляют всего около 3 процентов от стоимости производства, поэтому в конечном итоге победила более высокая эффективность 45-ти.
У восьмиугольных пластин больше краев, поэтому вы можете повернуть пластину, если на ней есть сколы. Но затраты на инструменты обычно составляют всего около 3 процентов от стоимости производства, поэтому в конечном итоге победила более высокая эффективность 45-ти.
В последнее время вы можете приобрести торцевые фрезы, которые используют пластину под углом 45 градусов, которая является двусторонней, так что у нас есть лучшее из обоих миров, поскольку теперь у этих пластин 8 кромок, как у восьмиугольных пластин.
Среди других альтернатив – торцевые фрезы 75 градусов и фрезы для пуговиц (фрезы со сменными пластинами с круглой пластиной). Основная цель 75-градусной торцевой фрезы – обеспечить чуть больший зазор, чем 45-градусная. Это может быть ваш 3-й или 4-й выбор, если у вас уже есть 45 и 90 и вы хотите больше вариантов для сложных случаев.
Пуговичная фреза (также называемая копировальной фрезой или тороидальной фрезой ) использует круглую пластину и имеет множество собственных преимуществ. Трудно назвать победителя с резаком для пуговиц по сравнению с другими торцевыми фрезами, поэтому нажмите на ссылку и узнайте о резаках для пуговиц отдельно.
Другие наконечники для торцевого фрезерования
Вот торцевая фреза со свинцом под углом 45 градусов, проходящая сквозь сварной шов – они немного жестче, чем торцевые фрезы под углом 90 градусов!
У меня в магазине есть торцевая фреза диаметром 2 дюйма под углом 90 градусов, а также торцевая фреза Glacern FM45 под углом 45 градусов под углом 3 дюйма.FM45 наверняка найдет гораздо больше применения.
Последняя мысль о торцевых фрезах – они лошадиные силы. Не пытайтесь использовать на своей машине слишком большую торцевую фрезу. Я довольно легко остановил шпиндель моей мельницы мощностью 3 лошадиных силы, работающий на моем 3-дюймовом двигателе. Конечно, это меньшая фреза, но вы должны иметь в виду, что даже если у вас достаточно мощности шпинделя, торцевая фреза будет передавать ее в вашу заготовку. Убедитесь, что он плотно прижат!
Убедитесь, что он плотно прижат!
Примечание. Это переработанная и значительно расширенная версия статьи, которую я впервые написал в 2012 году.О времени!
Присоединяйтесь к более чем 100 000 ЧПУ! Получайте наши последние сообщения в блоге, которые доставляются прямо на ваш почтовый ящик один раз в неделю бесплатно. Кроме того, мы предоставим вам доступ к некоторым отличным справочным материалам для ЧПУ, в том числе:
Торцевая фреза со сменными пластинами
Объедините фрезу с твердосплавными пластинами (продаются отдельно) для создания торцевой фрезы, также известной как торцевые фрезы со сменными пластинами. Они удаляют металл как минимум в два раза быстрее, чем сопоставимые торцевые фрезы из быстрорежущей стали.Если режущие кромки затупились, замените твердосплавные пластины вместо всего инструмента.
Торцевая фреза состоит из корпуса фрезы, который предназначен для удержания нескольких одноразовых твердосплавных или керамических наконечников или пластин. Наконечники не предназначены для переточки и выбираются из ряда типов, которые могут определяться различными критериями, некоторые из которых могут быть следующими: форма наконечника, требуемое режущее действие, обрабатываемый материал.
Индексируемая торцевая фреза , Глубина резания 15,30 мм, общая длина 45.00 мм, код ANSI 12396
Торцевая фреза с оправкой Ø50- Ø80 согласно GB5342-96 Фреза с оправкой Ø250 согласно GB5342-96 Фреза с оправкой Ø100- Ø160 согласно GB5342-96 D≥Ø315 Торцевая фреза с оправкой согласно GB5342-96 Код серии Инструмент для торцевого и торцевого фрезерования: диаметр X ширина режущей кромки Соединительная конструкция оправки
Производитель фрезерных станков – фрезы с ЧПУ, торцевые фрезы, фрезы диаметром 100, а также фрезы с левой и правой стороны, предлагаемые Precision Toolings, Пуна, Махараштра . Отправить по электронной почте Позвоните 08048719833 76% Отклик
Отправить по электронной почте Позвоните 08048719833 76% Отклик
Посетите наш инвентарь концевых фрез со сменными пластинами, торцевых фрез и многого, многого другого. Свяжитесь с нами (800) 981 9663 Ваши заказы Тележка Распродажа Ценные упаковки Новые продукты
Торцевая мини-фреза диаметром 1 дюйм, хвостовик 1/2 дюйма, 3 пластины, TPG_22_ © Bushc Machine Tool Supply. Все права защищены. Вход для веб-мастеров
широкий ассортимент продукции: режущие инструменты, промышленные инструменты и вставки для горных инструментов для фрезерования, фрезерования, сверления, токарной обработки, шлифования и отрезки, нарезания резьбы Фрезерные инструменты по пальбиту.
Accusize Industrial Tools 5 ” на 1-1 / 2 ” 90-градусная торцевая фреза со сменным плечом и 8 пластинами Apkt1604, 4508-0022b 4,8 из 5 звезд 22 199,00 долларов США 199. 00
Торцевые фрезы со сменными пластинами. RH Cut. Новый единый дизайн. Отличная эффективность. Фрезы поставляются с ключом Torx, набором стопорных винтов, 1 оправочным винтом и 1 шестигранным ключом. Углы инструмента: Угол режущей кромки: от 12 градусов до -6 градусов Радиальный передний угол: от -12 градусов до -6 градусов Угол осевой грабли: от 7 градусов до 10 градусов Угол установки: 90 градусов.Использует все стандартные …
Фрезерование. Индексируемый. Концевые фрезы со сменными пластинами (1297) Фрезы со сменными торцами (1397) Фрезерные пластинки со сменными пластинами (2257) Фрезы со сменными пластинами (299) Плунжерные фрезы (64) Головки для цельных концевых фрез (997) Хвостовики для цельных концевых фрез (469) Фрезы (556)
со сменными поверхностями Фрезы Торцевые фрезы с квадратными пластинами Glacern FM45 идеально подходят для черновой и чистовой облицовки общего назначения, поскольку они сочетают в себе высокую положительную геометрию с углом подъема 45 градусов для быстрого удаления материала на станках всех размеров.
Торцевая фреза со сменной пластиной 0.750 дюймов Диаметр пилота с 5 зубьями SONX 1205 0,750 дюйма. Концевая фреза со сменными пластинами L-4in. ЧПУ с 2 зубьями APKT ПОДХОДИТ ДЛЯ Haas Mori Mazak 3-дюймовая торцевая фреза со сменными пластинами APKT 1604 Контрольный диаметр 1 дюйм 8 зубьев ПОДХОДИТ Hass Mori Mazak
Концевая фреза со сменными пластинами L-4in. ЧПУ с 2 зубьями APKT ПОДХОДИТ ДЛЯ Haas Mori Mazak 3-дюймовая торцевая фреза со сменными пластинами APKT 1604 Контрольный диаметр 1 дюйм 8 зубьев ПОДХОДИТ Hass Mori Mazak
| Добавить в корзину Добавить в корзину Добавить в корзину
Добавить в корзину Добавить в корзину Добавить в корзину Добавить в корзину Добавить в корзину Добавить в корзину Добавить в корзину Добавить в корзину | |||||||||




| |||||||

 C. Пластины (TNMG)
C. Пластины (TNMG) Торцевая фреза в Grizzly.com
{{#if рейтинг}}{{#each stars}} {{#xif ‘this.index {{еще}} {{/ xif}} {{/каждый}}
{{/если}}{{title}}
{{shortDate creationDate}} {{#if imageKeys}} {{#each imageKeys}} {{/каждый}} {{/если}} {{#if комментарии. длина}} {{#each комментарии}}
{{#if isOfficial}}
длина}} {{#each комментарии}}
{{#if isOfficial}}{{автор}} {{shortDate creationDate}}
{{/если}} {{/каждый}} {{/если}} {{#if комментарии.длина}}{{#each комментарии}}
{{автор}} {{shortDate creationDate}}
{{/каждый}} {{/если}}Новое поколение торцевых фрез предлагает универсальность
Облегчение стало более популярным в автомобилестроении и авиакосмической промышленности для повышения эффективности использования топлива. В результате производителям требуются более быстрые и эффективные методы торцевого фрезерования для обработки труднообрабатываемых материалов, таких как алюминий с высоким содержанием кремния и другие абразивные материалы. Ускорение процессов обработки всегда имеет решающее значение. Многие новейшие торцевые фрезы могут выполнять как черновые, так и чистовые операции, увеличивать срок службы инструмента и повышать производительность, помогая цехам снизить затраты.
В результате производителям требуются более быстрые и эффективные методы торцевого фрезерования для обработки труднообрабатываемых материалов, таких как алюминий с высоким содержанием кремния и другие абразивные материалы. Ускорение процессов обработки всегда имеет решающее значение. Многие новейшие торцевые фрезы могут выполнять как черновые, так и чистовые операции, увеличивать срок службы инструмента и повышать производительность, помогая цехам снизить затраты.
Некоторые из новейших торцевых фрез представляют собой инструменты из поликристаллического кубического нитрида бора (PCBN), которые обычно используются для обработки самых абразивных материалов, особенно в автомобильных двигателях для обработки критических поверхностей, требующих реальной плоскостности.Эти торцевые фрезы также предназначены для обработки биметаллов, таких как гильзы цилиндров из серого чугуна в алюминиевых блоках цилиндров.
Торцевые фрезы, которые могут выполнять черновую и чистовую обработку, очень удобны в мастерской. «Не очень часто вы видите клиентов, которые хотят иметь черновые торцевые фрезы, а затем чистовые торцевые фрезы», – сказал Тим Айдт, менеджер по продукции фрезерования со сменными пластинами в Seco Tools LLC, г. Трой, штат Мичиган. «Все зависит от требований к отделке и возможностей станка. Мы стараемся все рассмотреть и добиться наилучшего результата для клиента.”
Новый биметаллический резак M610 от Sandvik Coromant предназначен для обработки алюминиевых блоков с гильзами из серого чугуна в автомобильных двигателях. Изображение любезно предоставлено Sandvik Coromant
Если на обрабатывающей карусели клиента много людей, то «велика вероятность, что торцевое фрезерование будет комбинированной операцией», – добавил он. «Он будет снимать материал с верха, чтобы сделать его шероховатым и счистить, и, вероятно, он также будет действовать как фреза для чистовой обработки.”
Многие традиционные торцевые фрезы имеют угол подъема от 45 ° до 68 ° и часто используются для черновой и чистовой обработки, сказал Айдт, отметив, что торцевая фрезеровка обычно является первой операцией, выполняемой на детали. Seco недавно анонсировала свою торцевую фрезу Double Quattromill 22, которая позволяет пользователям обрабатывать большую глубину резания, предлагая при этом более свободную резку, чем предыдущие торцевые фрезы Double Octomill компании.
Seco недавно анонсировала свою торцевую фрезу Double Quattromill 22, которая позволяет пользователям обрабатывать большую глубину резания, предлагая при этом более свободную резку, чем предыдущие торцевые фрезы Double Octomill компании.
«Эта версия торцевой фрезы – это то, чего у нас не было, поскольку она обеспечивает очень большую глубину резания», – сказал Айдт.«Чтобы воспользоваться этой возможностью, вам понадобится довольно большая машина со значительным крутящим моментом и мощностью, чтобы использовать этот инструмент в полной мере. Double Octomill с 16 режущими кромками более экономичен. В то время как Double Quattromill 22 предлагает восемь режущих кромок, это гораздо более свободная резка. Это преимущество некоторых высокотехнологичных материалов ».
Новые фрезы выпускаются с тремя сериями пластин с разными кромками и сплавами. По словам Айдта, наиболее распространенная геометрия, геометрия ME12, эффективна для резки нержавеющей стали и суперсплавов с защитой кромок и положительным передним углом.Геометрия M12 бывает разных марок для совместимости с большинством материалов заготовок, а M18 режет сталь и чугун, которые требуют более сильной защиты кромок.
Комбинированные фрезы
В автомобилестроении, где требуется обработка алюминиевых блоков и цилиндров с чугунными гильзами, торцевые фрезы обычно являются первым шагом в процессе обработки, – сказал Джо ДеРосс, специалист по фрезерованию Sandvik Coromant Co., Фэйр-Лон, Нью-Джерси.
«Деталь либо отливается, либо поставляется в виде сырья (прутковой заготовки), поэтому для начала вам нужно обработать ее до почти чистой формы или чистой формы», – сказал ДеРосс.«Сегодня торцевые фрезы настолько универсальны, что их можно обрабатывать, меняя пластины». Он добавил, что переключиться на чистовую пластину легко с помощью фрезы Coro-mill с малым шагом, которая имеет до 12 режущих кромок на пластину.
«Вы можете получить то, что мы называем малым шагом, которое позволяет удалять много материала быстрее и лучше отделывать», – сказал он. Выбор шага фрезы зависит от материала заготовки, требуемого качества поверхности, мощности станка и стабильности установки.
Выбор шага фрезы зависит от материала заготовки, требуемого качества поверхности, мощности станка и стабильности установки.
«Чем больше вставок применяется, тем больше расходуется мощность», – добавил он, и это важный фактор, который следует учитывать.Фрезы с малым шагом дают короткие стружки.
«Аэрокосмическая промышленность и автомобилестроение – самые высокие пользователи», – сказал ДеРосс. «Особенно в автомобилестроении, здесь много чугуна, поэтому вы можете использовать фрезы с малым шагом».
По его словам, в линейку торцевых фрез Sandvik Coromantвходят десятки фрез с различной геометрией, шагом и углом в плане, в том числе с крупным шагом, средним шагом и центральным углом въезда.
Среди последних предложений – фреза для биметалла M610, предназначенная для автомобильных двигателей, для обработки блоков из серого чугуна с алюминиевыми гильзами цилиндров.Другой, M5B90, предназначен для полностью алюминиевых приложений.
«Если это действительно абразивный материал, вам нужно что-то вроде PCBN», – сказал ДеРосс. Он объяснил, что чугун очень абразивный; его структура не позволяет ему хорошо сколоть. «Для абразивных материалов с высоким содержанием кремния, таких как алюминий, вы, вероятно, захотите использовать PCD».
Новая серия пластин Ingersoll в семействе восьмиугольных торцевых фрез, показанных на автомобильной чистовой обработке, включает несколько марок карбида, нитрида кремния и два сплава PCBN.Изображение предоставлено Ingersoll Cutting Tool
Блоки двигателей автомобилей состоят из двух материалов: чугун и алюминий. ДеРосс сказал, что пластина PCBN фрезы M610 может резать оба материала, не оставляя заусенцев и царапин на поверхности. «Это настоящий чистый срез, и это завершающая операция, дающая хороший результат. Не отслаивает края чугуна. Иногда от чугуна получается то, что называется фриттером. M610 исключает разбрызгивание, а также аккуратно режет алюминий.”
В прошлом, заметил ДеРосс, весь блок был чугунным. Производители не беспокоились о весе, хотя это означало больший расход топлива. «Сейчас все пытаются стать легче, но полностью алюминиевые блоки – не лучшее решение для долговечности. Поэтому они используют алюминий с чугунными гильзами ».
Производители не беспокоились о весе, хотя это означало больший расход топлива. «Сейчас все пытаются стать легче, но полностью алюминиевые блоки – не лучшее решение для долговечности. Поэтому они используют алюминий с чугунными гильзами ».
В то время как у большинства фрез на рынке есть регулировки для пластин, которые необходимо предварительно отрегулировать вверх и вниз, фреза M610 не требует регулировки. «Просто загрузите его и запустите», – сказал ДеРосс.
Как отмечалось ранее, M5B90 предназначен для торцевого фрезерования алюминия, например, для чистовой обработки алюминиевых автомобильных головок. «Он определенно предназначен для алюминиевых деталей, чтобы удалять заусенцы», – сказал ДеРосс. «Алюминий мягкий, но с содержанием кремния вам понадобятся инструменты, которые не только служат долго для резки алюминия, но и позволяют контролировать стружку и заусенцы».
Сверхтвердые фрезы
Ingersoll Cutting Tool Co., Рокфорд, штат Иллинойс, предлагает торцевые фрезы из PCBN и PCD. Ingersoll является представителем итальянской IT-компании по производству инструментов в Северной Америке.TE.DI. Компания SRL, которая производит стандартные и специальные инструменты для поликристаллических алмазов и полифениленгликоля, отметил Дон Йорди, руководитель группы Ingersoll по разработке и маркетингу стандартных фрезерных продуктов.
«Спрос на облицовку деталей из абразивного алюминия и серого чугуна, обычно компонентов трансмиссии, исторически был движущей силой наших разработок торцевых фрез из PCD и PCBN», – сказал Йорди. «Отрасли включают автомобилестроение, легкие и тяжелые грузовики, сельское хозяйство, горнодобывающую, нефтегазовую, морскую и железнодорожную отрасли».
Один из новых торцевых фрез Sandvik Coromant, M5F90, показывает торцевую фрезеровку алюминиевых автомобильных деталей.Эта фреза позволяет выполнять черновую и чистовую обработку алюминиевых деталей за одну операцию, а также обрабатывать детали без заусенцев, царапин или сколов. Изображение любезно предоставлено Sandvik Coromant
Изображение любезно предоставлено Sandvik Coromant
Отрасли, которые производят двигатели и трансмиссии для дорожных транспортных средств, как правило, используют большинство разработок Ingersoll в области фрезерования – PCD для черновой и чистовой обработки алюминиево-кремниевых сплавов и PCBN для чистовой обработки деталей из серого чугуна.
Требования по повышению мощности, эффективности использования топлива и выбросов фильтруются до уровня характеристик, особенно для поверхностей сгорания двигателя, сказал Йорди.«Спецификации качества поверхности привели к повышенному спросу на создание и поддержание более низких сил резания при чистовой обработке торцевых фрез».
Он объяснил, что, формируя более тонкую стружку при более высоких скоростях поверхности, PCD и PCBN могут помочь эффективно фрезеровать с уменьшенными силами резания, увеличенным сроком службы режущей кромки и эквивалентным или уменьшенным временем цикла по сравнению с торцевыми фрезами, которые допускают сменные твердосплавные пластины.
Компания Ingersoll недавно разработала серию пластин, включающую несколько марок карбида, нитрида кремния и два сплава PCBN.По словам Йорди, пластины PCBN имеют либо прочную отрицательную переднюю кромку с заостренной кромкой, которую можно широко применять, либо острую положительную, обработанную лазером переднюю поверхность с острой кромкой для максимально свободного стружкообразования. Все пластины – карбид, SiN и PCBN – находятся в гнезде с отрицательным осевым наклоном и обеспечивают большую площадь посадки, чем другие конструкции, которые имеют такой же размер вписанной окружности, но с положительным осевым наклоном. Для обнаружения износа и идентификации неиспользуемых кромок вставки из PCBN обоих типов покрыты тонким слоем TiN золотого цвета.
Другая торцевая фреза для чистовой обработки от Ingersoll – это чистовая торцевая фреза с осевым и радиальным ступенями, которая может работать со вставками из карбида, SiN, PCBN или PCD. По словам Йорди, радиальное и осевое ступенчатое перемещение обеспечивает эффективное стружкообразование, которое обеспечивает низкие усилия резания и низкое торцевое давление, обеспечивая при этом относительно высокие скорости подачи. Осевое ступенчатое изменение гарантирует, что зубчатый скребок удаляет только 0,002–0,003 дюйма материала при придании чистоты поверхности. Поскольку только один скребок предназначен для обработки поверхности, регулировка пластины отсутствует.Идеальным вариантом использования ступенчатого финишера является такое, в котором процесс ограничен лицевым давлением, дребезжанием и / или разрывом поверхности.
По словам Йорди, радиальное и осевое ступенчатое перемещение обеспечивает эффективное стружкообразование, которое обеспечивает низкие усилия резания и низкое торцевое давление, обеспечивая при этом относительно высокие скорости подачи. Осевое ступенчатое изменение гарантирует, что зубчатый скребок удаляет только 0,002–0,003 дюйма материала при придании чистоты поверхности. Поскольку только один скребок предназначен для обработки поверхности, регулировка пластины отсутствует.Идеальным вариантом использования ступенчатого финишера является такое, в котором процесс ограничен лицевым давлением, дребезжанием и / или разрывом поверхности.
За пределами кремния алюминия, Ingersoll и IT.TE.DI. по словам Йорди, производят торцевые фрезы из PCD для фрезерования таких материалов, как медные сплавы, графит и спеченный вольфрам. Компания Ingersoll недавно начала совместный проект по оценке состояния пластин PCD для фрезерования Ti6Al4V. Компания также рассматривает инструменты из PCBN как возможную замену шлифованию закаленной стали.
Режущие инструменты из твердого сплава со сменными пластинами – MegaMill ™
MEGAMILL ™ – это новая инновация в технологии режущего инструмента применительно к фрезерным фрезам со сменными пластинами. Это нововведение, разработанное и запатентованное Minicut International Inc. , сокращает недостатки, присущие обычным индексируемым фрезам. Minicut устраняет эти недостатки, специально разработав специальную геометрическую форму пластины и спиральное расположение вдоль канавки фрезы.Эта уникальная геометрия пластины состоит из спиральной режущей поверхности, которая имеет синусоидальную волнообразную форму, создавая режущее действие с эффектом ложки. Это действие способствует образованию стружки и ее выбросу из рабочей зоны, в то время как конфигурация пластины с положительным винтообразным передним углом позволяет добиться высокого эффекта отвесного резания. Режущая пластина синусоидальной формы с уникальной геометрией режущей поверхности для стружки включает в себя как вогнутые, так и выпуклые радиусы с неравномерным расположением канавок в сочетании с центральными направленными отверстиями для охлаждающей жидкости, выходящими на конце каждой канавки, позволяет Megamill значительно снизить требования к мощности машины.Следовательно, MEGAMILL ™ будет обеспечивать более плавное резание при устранении циклических вибраций, что позволяет увеличить подачу и скорость при более длительном сроке службы шпинделя.
Режущая пластина синусоидальной формы с уникальной геометрией режущей поверхности для стружки включает в себя как вогнутые, так и выпуклые радиусы с неравномерным расположением канавок в сочетании с центральными направленными отверстиями для охлаждающей жидкости, выходящими на конце каждой канавки, позволяет Megamill значительно снизить требования к мощности машины.Следовательно, MEGAMILL ™ будет обеспечивать более плавное резание при устранении циклических вибраций, что позволяет увеличить подачу и скорость при более длительном сроке службы шпинделя.
MEGAMILL ™ Сменная фреза
Эта уникальная фреза со сменными пластинами, разработанная и запатентованная Minicut, уменьшает недостатки, присущие другим сменным фрезам, представленным сегодня на рынке. MEGAMILL ™ имеет уникальную геометрическую форму, нанесенную непосредственно на пластину, изменяя ее спиральное расположение вдоль канавки фрезы.Следовательно, MEGAMILL ™ обеспечивает более плавное резание при устранении циклических вибраций, что позволяет увеличить подачу и скорость при более длительном сроке службы шпинделя.
MEGAMILL ™ BALL
MEGAMILL ™ Ball – это запатентованная двухсторонняя фреза со сферическим концом и очень положительной конфигурацией канавки. Эта геометрия свободного резания разработана для работы с более высокими скоростями обработки при черновой и чистовой обработке. Пластины полностью отшлифованы с ЧПУ специально для высокоточных операций обработки.
В серии >> INCH <<:
BNMI series – Megamill со сферической поворотной головкой
BNSI series – шариковые вставки для Megamill BNMI series
MI / w series – Megamill Helical Positive Indexable Cutter – Weldon
MIE / w series – Megamill фреза со сменными пластинами – Weldon
MI / b / c / n series – Megamill спиральный резак со сменными пластинами – CAT4050v / BT4050 / NMTB4050
MIF series – Торцевая фреза Megamill со спиральной положительной индексируемой фрезой, 45 ° и 90 °
MIS series – Фреза Shell Mill Megamill со спиральной положительной индексируемой режущей кромкой
CMSI, серия CMEI – боковые и торцевые пластины для серий Megamill MI, MIE, MIF, MIS. Для чугуна, стали, высокопрочных материалов, а для алюминия – титана
Для чугуна, стали, высокопрочных материалов, а для алюминия – титана
В серии >> METRIC <<:
BNMM series – Мегамилл со сферической головкой
BNSM series – шариковые вставки для Megamill BNMM серии
MM / w series – Фреза Megamill со спиральным положительным поворотным механизмом – Weldon
MME / w series – Фреза Megamill со спиральной положительной индексируемой режущей кромкой – Weldon
MM / b / c / n series – Резак Megamill со спиральным положительным индексом – CAT4050v / BT4050 / NMTB4050
MMF series – Торцевая фреза Megamill со спиральной положительной индексируемой фрезой, 45 ° и 90 °
MMS серии – Фреза Shell Mill Megamill со спиральным положительным индексом
CMSI, серия CMEI – боковые и торцевые пластины для серий Megamill MMI, MIE, MIF, MIS.Для чугуна, стали, высокопрочных материалов, а для алюминия – титана
| Серия BNMI Поворотный сферический наконечник Megamill | Технические характеристики | |
| BNSI series шаровые вставки для Megamill серии BNMI | Технические характеристики | |
| CMSI, серия CMEI боковые и торцевые вставки для серий Megamill MI, MIE, MIF, MIS. Для чугуна, стали, высокопрочных материалов, а для алюминия, титана | Технические условия | |
| Серия MI / b / c / n Резак Megamill со спиральным положительным индексом – CAT4050v / BT4050 / NMTB4050 | Технические характеристики | |
| MI / w серия Спиральная фреза Megamill со сменными пластинами – Weldon | Технические характеристики | |
| Серия MIE / w Спиральная фреза Megamill со сменными пластинами – Weldon | Технические характеристики | |
| Серия MIF Торцевая фреза Спиральная фреза Megamill со сменными пластинами, 45 ° и 90 ° | Технические характеристики | |
| Серия MIS Шлифовальная фреза Megamill со спиральным положительным индексом | Технические характеристики | |
| Серия BNMM Мегамилл со сферической поворотной головкой | Технические характеристики | |
| BNSM series шаровые вставки для Megamill серии BNMM | Технические характеристики | |
| MM / b / c / n series Megamill Helical Positive Indexable Cutter – CAT4050v / BT4050 / NMTB4050 | Технические характеристики | |
| Серия MM / w Резец Megamill со спиральным положительным индексом – Weldon | Технические характеристики | |
| Серия MME / w Спиральная фреза Megamill со сменными пластинами – Weldon | Технические характеристики | |
| Серия MMF Торцевая фреза Спиральная фреза Megamill со сменными пластинами, 45 ° и 90 ° | Технические характеристики | |
| Серия MMS Фреза Shell Mill Megamill со спиральным положительным индексом | Технические характеристики |
