Трансформатор сварочный схема: Схема сварочного трансформатора
alexxlab | 09.04.2023 | 0 | Разное
Схема сварочного трансформатора
индустрия »
Электротехника »
Сварочные аппараты »
Сварочный трансформатор
Сварочный агрегат представляет собой устройство, в основу которого положен понижающий трансформатор. Различаются они по многим признаком, но запитываются от внешнего
Задача сварочного трансформатора состоит в преобразовании внешнего напряжения (380 или 220В) до величины напряжения 60В (в режиме холостого хода).
На фото. 1 представлена схема сварочного трансформатора с самостоятельным дроссельным устройством:
- поз. 1 – металлический сердечник понижающего трансформатора;
- поз. 2 – сердечник дроссельного устройства;
- поз. 3 – подвижный сердечник дросселя;
- поз. 4 – регулировочный винт, изменяющий воздушный зазор в дросселе;
- а – воздушный зазор. Изменение величины воздушного зазора обеспечивает регулировку сварочного тока;
- НН и ВН – обмотки низкого (выходного) и высокого (входящего) напряжения трансформатора;
- Др – обмотки дроссельного устройства.
 Физически это осуществляется регулировочным винтом.
Физически это осуществляется регулировочным винтом.Электрическая схема со встроенным дросселем представлена на схеме. 2. В подобной схеме металлический сердечник трансформатора имеет замкнутую конфигурацию с воздушным зазором для регулировки тока сварки.
- Поз. 1 – сердечник трансформатора;
- Поз. 2 – разомкнутый сердечник дроссельного устройства;
- Поз. 3 – подвижная составляющая магнитопровода;
- Поз. 4 – регулировочный винт, изменяющий воздушный зазор (а) в дросселе;
- НН и ВН – обмотки низкого (выходного) и высокого (входящего) напряжения трансформатора;
Схема сварочного трансформатора с электронной регулировкой тока
Тем, кто любит мастерить всё своими руками, предлагается сделать компактное и надёжное устройство для электросварки изделий из конструкционных сталей электродами диаметром 2-5 мм.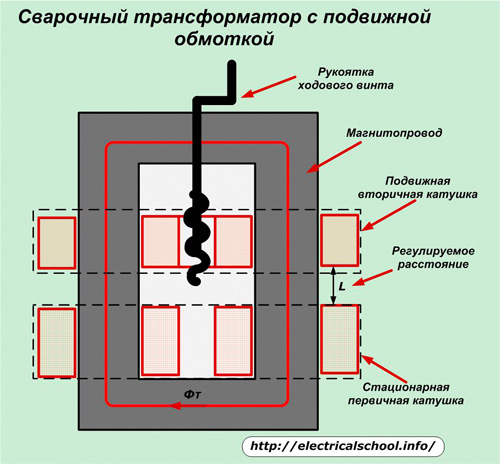 Питание его осуществляется от однофазной сети переменного тока напряжением 220 В, что довольно-таки удобно и при работе в домашних условиях, и «на выезде». А наличие встроенного электронного регулятора позволяет к тому же плавно изменять сварочный ток от 20 А до 200 А, что, в свою очередь, дает возможность прочно соединять детали различной толщины и с большим качеством.
Питание его осуществляется от однофазной сети переменного тока напряжением 220 В, что довольно-таки удобно и при работе в домашних условиях, и «на выезде». А наличие встроенного электронного регулятора позволяет к тому же плавно изменять сварочный ток от 20 А до 200 А, что, в свою очередь, дает возможность прочно соединять детали различной толщины и с большим качеством.
Принципиальная электрическая схема сварочного трансформатора с электронной регулировкой тока:
Как следует из принципиальной электрической схемы (см. рис.), в основе данного устройства – разновидность тиристорного регулятора, получившего широкое распространение в последнее время. Оно и понятно. Ведь такое техническое решение позволяет использовать здесь весьма доступные материалы и детали, что важно для повторения и в «центре», и в условиях «глубинки».
«Сварочник» состоит из собственно силового трансформатора Т1, регулирующих тиристоров VS1 и VS2, включённых в цепь силовой обмотки II, и блока электронной регулировки, вырабатывающего управляющие импульсы. Дополнительная обмотка III стабилизирует горение дуги и позволяет улучшить процесс образования шва в начальный момент сварки. Ну а что касается обмотки IV, то она служит для питания блока электронной регулировки тока.
Дополнительная обмотка III стабилизирует горение дуги и позволяет улучшить процесс образования шва в начальный момент сварки. Ну а что касается обмотки IV, то она служит для питания блока электронной регулировки тока.
Трансформатор Т1 изготовлен на основе статорного сердечника от асинхронного двигателя переменного тока мощностью 15…18,5 или 22 кВт. По методике, о которой журнал уже не раз рассказывал своим читателям (см., например, № 8’92, 11’95). Напомним лишь, что электродвигатель разбирают, и статор вместе с обмотками извлекают из корпуса.
В случае затруднений последний можно даже разбить (конечно, с соблюдением необходимых предосторожностей).
Прежние обмотки вырубают зубилом. Остатки удаляют, не повреждая, однако, сами статорные пластины. Магнитопровод обматывают затем несколькими слоями стеклоткани или киперной ленты. Причём в последнем случае изолирующий материал промазывают эпоксидным клеем. Или – простым масляным лаком (например, марки ПФ-231).
Первичную обмотку трансформатора выполняют проводом марок ПЭВ-2 (медный) или АПСО (алюминиевый) диаметром 2,5 мм. Содержать она должна 220 витков, которые наматывают равномерно по всему сечению магнитопровода.
Содержать она должна 220 витков, которые наматывают равномерно по всему сечению магнитопровода.
Если же провода требуемого диаметра нет, то можно обмотку выполнить двумя проводами. Важно лишь, чтобы суммарное сечение здесь составляло 5 мм . Для удобства намотки используют челнок, на котором предварительно размещают требуемое количество провода.
Получившуюся обмотку I изолируют 2-3 слоями стеклоткани или киперной ленты. Затем нелишне проверить всё на наличие короткозамкнутых витков. Для этого обмотку включают в обычную сеть с напряжением 220 В и убеждаются, что ток в цепи обмотки находится в пределах 0,3-0,5 А, Если замеренное значение превышает указанное, то ничего не остается, кроме как более аккуратно перемотать все 220 витков.
Вторичную обмотку II выполняют уже проводом сечением 35 мм3. Витков у неё поменьше, всего 60. А в качестве провода здесь вполне подойдёт медная или алюминиевая шина с надёжной изоляцией.
Рядом с обмоткой II на магнитопроводе размещают обмотку III, которая также содержит 60 витков, но уже – провода марки ПЭВ-2 диаметром 2,5 мм. А вот у обмотки IV – 40 витков ПЭВ-2 0,7 мм. Причём предусмотрен отвод от середины. Изолируются все вторичные обмотки так же основательно, как и первичная.
А вот у обмотки IV – 40 витков ПЭВ-2 0,7 мм. Причём предусмотрен отвод от середины. Изолируются все вторичные обмотки так же основательно, как и первичная.
После окончательной намотки следует снова испытать трансформатор на холостом ходу. Методика здесь практически та же. Отличие лишь в том, что при указанном ранее значении тока на обмотках II и III должно быть напряжение 220 В, на обмотке IV – 40В.
В основе блока электронной регулировки тока лежит схема аналогичного устройства промышленного изготовления ТС-200. Монтаж выполняется печатным или навесным способом. Но в любом случае для этого блока предусматривается надёжный корпус.
Трансформатор Т2 наматывается на магнитопроводе Ш16 с толщиной набора 16 мм. Обмотка I содержит 140 витков провода марки ПЭВ-2 диаметром 0,5 мм. У II- всего 70 витков ПЭВ-2 0,1 мм, а у III и IV – по 90 витков ПЭВ-2 0,5 мм.
Самодельное сварочное устройство в сборе:
1 – трансформатор, 2 – радиатор (2 шт.), 3 – тиристор (2 шт. ), 4 – пластина верхняя, 5 – брусок, 6 – ручка для переноски, 7 – панель блока регулировки, 8 – потенциометр R-12, 9 – болт М12 с гайкой (2 шт., для крепления сварочного кабеля), 10 – болт М12 стяжной с гайкой и шайбами, 11 – пластина нижняя, 12 – скоба крепления сетевого кабеля, 13 – кабель сетевой.
), 4 – пластина верхняя, 5 – брусок, 6 – ручка для переноски, 7 – панель блока регулировки, 8 – потенциометр R-12, 9 – болт М12 с гайкой (2 шт., для крепления сварочного кабеля), 10 – болт М12 стяжной с гайкой и шайбами, 11 – пластина нижняя, 12 – скоба крепления сетевого кабеля, 13 – кабель сетевой.
Резисторы R1…R9 – типа МЛТ-0,5. В качестве R10 и R11 как нельзя лучше подойдут МЛТ-2, а для R12 – СП2-6А. Конденсаторы С1 и С3 целесообразнее использовать типа К50-6.
А что касается С2 и С4, то здесь предпочтительнее К73. Тиристоры VS1 и VS2 – ТЛ-200 или им подобные. Устанавливаются на теплоотводах с общей поверхностью 1000 мм3 каждый.
Блок, собранный из исправных деталей и без ошибок, в наладке не нуждается. Ну а если что-то вдруг не заладится – проверьте монтаж. Обратите внимание на правильность подсоединения обмоток у трансформатора Т2 и на соблюдение указанной в схеме полярности.
Работу блока можно легко проверить с помощью осциллографа. Для этого выходы 4-5 и 6-7 нагружают резисторами сопротивлением по 50 Ом и мощностью 0,5 Вт. Подсоединив прибор сначала к одному выходу, а затем – к другому, убеждаются, что перемещением движка резистора R12 изменяется скважность импульсов.
Подсоединив прибор сначала к одному выходу, а затем – к другому, убеждаются, что перемещением движка резистора R12 изменяется скважность импульсов.
При отсутствии осциллографа работоспособность блока можно проверить и с помощью вольтметра переменного тока. Причём не подключая обмотку III При правильной работе блока с изменением сопротивления резистора R12 напряжение в точках 9-10 должно плавно меняться от 0 до 60 В.
Возможный вариант конструкции «сварочника» представлен на иллюстрации. Трансформатор Т1 закреплён, как это хорошо видно, на круглом 400-мм основании из 10-мм текстолита или 15-мм фанеры. Причём под него следует подложить два бруска из твёрдого дерева сечением 30×30 мм и длиной 350 мм – для надлежащей циркуляции воздуха, улучшения охлаждения.
К основанию трансформатор крепится при помощи стяжного болта М12 соответствующей длины и такой же, как и снизу, пластины. Сверху на радиаторах размещаются тиристоры.
Ручки для переноски трансформатора изготавливаются из стальной трубы диаметром 0,5”. На них крепятся две текстолитовые пластины толщиной 5 мм. Одна из них служит для установки блока регулировки тока, потенциометра R12, а также подсоединяемого на болтах М12 сварочного кабеля.
На них крепятся две текстолитовые пластины толщиной 5 мм. Одна из них служит для установки блока регулировки тока, потенциометра R12, а также подсоединяемого на болтах М12 сварочного кабеля.
На второй пластине закреплены две скобы для намотки сетевого кабеля после окончания работы. Здесь же можно установить и автоматический выключатель, рассчитанный на ток не менее 25 А.
Впрочем, конструкция сварочного агрегата может быть и другой. Его, например, легко разместить в «целостном» корпусе (предусмотрев, соответственно, специальные вентиляционные отверстия или даже малогабаритный вентилятор для обдува). Однако как бы при этом не ухудшился тепловой режим!
Ведь даже в конструкции «свободно продуваемого» трансформатора, которая изображена на рисунке, приходится после каждого часа работы предусматривать 10-минутный перерыв.
Сварку производят электродами марки Э-5РА УОНИ-13/55-2,5 УД-1. Диаметр, как уже указывалось,- от 2 до 5 мм. Вставляют нужный электрод в надёжный и удобный электрододержатель (см. описания таковых в № 11’87, 1’90, 10’94 нашего журнала), включают названные выше устройства – и за дело.
описания таковых в № 11’87, 1’90, 10’94 нашего журнала), включают названные выше устройства – и за дело.
Естественно, с соблюдением техники безопасности. С технологией же сварки можно ознакомиться в соответствующих пособиях.
М. ТЕРЛЕЦКИЙ, Санкт-Петербург. Моделист-конструктор 1996 №3.
WTC – Процесс контактной точечной сварки
| |
| Главная Продукция компании & Решения Сервис & Поддержка Учебный центр Новости Юридическая информация Свяжитесь с нами Логин | |||||||||||||||
| |||||||||||||||
. | |||||||||||||||
| Поиск: | |||||||||||||||
Корпорация сварочных технологий | 24775 Двор Крествью | Фармингтон Хиллз, Мичиган, США 48335 | Телефон: +1 248-477-3900Copyright 2010 Welding Technology Corp. Все права защищены. |
 Сила
частота на первичной обмотке трансформатора 50/60
Гц при номинальном первичном напряжении 220В, 380В,
480В или 600В. Мощность трансформатора
контролируется инверсно-параллельными тиристорами в сварочном
контроль. Вторичное напряжение варьируется от 3 вольт
до 30 вольт в зависимости от соотношения витков
между первичной и вторичной обмотками. Там
на вторичной обмотке подключены диодные блоки
трансформатор. Трансформатор выше представляет собой
Полноволновой мост с центральным отводом. Поскольку ток на
вторичное не чередуется между положительным и
отрицательные импульсы, индуктивный импеданс становится
незначительный.
Сила
частота на первичной обмотке трансформатора 50/60
Гц при номинальном первичном напряжении 220В, 380В,
480В или 600В. Мощность трансформатора
контролируется инверсно-параллельными тиристорами в сварочном
контроль. Вторичное напряжение варьируется от 3 вольт
до 30 вольт в зависимости от соотношения витков
между первичной и вторичной обмотками. Там
на вторичной обмотке подключены диодные блоки
трансформатор. Трансформатор выше представляет собой
Полноволновой мост с центральным отводом. Поскольку ток на
вторичное не чередуется между положительным и
отрицательные импульсы, индуктивный импеданс становится
незначительный.
 На графике показаны два цикла времени
период. Обратите внимание, что между импульсами одинаковой полярности
что есть время, когда ток равен нулю. Это
иногда называют периодом «межциклового охлаждения».
Поскольку импульсы постоянного сварочного тока остаются одинаковыми
полярность, индукция снижена, следовательно, эта мощность
передача используется для очень больших контурных сварочных систем.
На графике показаны два цикла времени
период. Обратите внимание, что между импульсами одинаковой полярности
что есть время, когда ток равен нулю. Это
иногда называют периодом «межциклового охлаждения».
Поскольку импульсы постоянного сварочного тока остаются одинаковыми
полярность, индукция снижена, следовательно, эта мощность
передача используется для очень больших контурных сварочных систем. … Заинтересован в карьере
возможности в Welding Technology Corp?
… Заинтересован в карьере
возможности в Welding Technology Corp? Сварка%20Машина%20Трансформатор%20Электропроводка%20Технические данные и примечания по применению
Лучшие результаты (6)
| Часть | Модель ECAD | Производитель | Описание | Загрузить техпаспорт | Купить Часть |
|---|---|---|---|---|---|
| 278-25-336СА2И | Ренесас Электроникс Корпорейшн | Сварка сопротивлением SMD Crystal | |||
| 278-24.8832-3СА2И | Ренесас Электроникс Корпорейшн | Сварка сопротивлением SMD Crystal | |||
| 278-25.78125-1СА2И | Ренесас Электроникс Корпорейшн | Сварка сопротивлением SMD Crystal | |||
| 278-24.8832-3СА2И8 | Ренесас Электроникс Корпорейшн | Сварка сопротивлением SMD Crystal | |||
| 278-2578125-1СА2И8 | Ренесас Электроникс Корпорейшн | Сварка сопротивлением SMD Crystal | |||
| 278-25-336СА2И8 | Ренесас Электроникс Корпорейшн | Сварка сопротивлением SMD Crystal |
 org/Product”>
org/Product”> org/Product”>
org/Product”>сварка%20машина%20трансформатор%20проводка%20диаграмма Листы данных Context Search
| Каталог данных | MFG и тип | ПДФ | Ярлыки для документов |
|---|---|---|---|
1999 – Хьюз mcw 550 Реферат: Сварщик Hughes с разрядной конденсаторной сваркой mcw-550 Сварочный аппарат с конденсаторной разрядкой Hughes VTA90 Сварщик Hughes mcw 550 MCW552 | Оригинал | МЦВ-550 ВТА90 МАКСИ90 MCW552 МА09-11 МА-02-25 WE-2231 Хьюз MCW 550 Хьюз сварщик разрядная конденсаторная сварка мкв-550 Сварочный аппарат с конденсаторным разрядом Hughes ВТА90 сварочный аппарат Hughes mcw 550 MCW552 | |
2006 – ИНВЕРТОРНАЯ ДУГОВАЯ СВАРКА Реферат: сварка IGBT, сварка, инвертор, дуговая сварка, сварка mig, сварка, инвертор, mig mag 200, управление, сварка mig, IGBT для сварки, инверторная сварка | Оригинал | PR10073EN ИНВЕРТОРНАЯ ДУГОВАЯ СВАРКА IGBT-сварка схема сварочного инвертора дуговая сварка миг сварка сварочный инвертор миг маг 200 контрольная сварка IGBT для сварочного инвертора сварка | |
2014 – Недоступно Резюме: нет абстрактного текста | Оригинал | СН-6060 | |
| инвертор дуговой сварки Реферат: Контроллер робота FANUC r-30ia Контроллер дуговой сварки, управляемый сотовым телефоном ИНВЕРТОРНАЯ ДУГОВАЯ СВАРКА FANUC r-30ia R30I IN ARC 200 INVERTER WELDER Схема инверторной сварки r-30ia FANUC | Оригинал | 120 кГц РВ-100iC инвертор для дуговой сварки Контроллер робота FANUC r-30ia Робот, управляемый мобильным телефоном схема дуговой сварки ИНВЕРТОРНАЯ ДУГОВАЯ СВАРКА FANUC р-30иа Р30И IN ARC 200 ИНВЕРТОРНАЯ СВАРОЧНАЯ МАШИНА схема инверторного сварочного аппарата р-30иа FANUC | |
2003 – AXY52000 Резюме: AXW116421A AXW1404A | Оригинал | AXY53000 AXY52000 AXW116421A AXW1404A | |
1987 – Хьюз mcw 550 Реферат: Сварка с разрядным конденсатором Hughes Welder Сварщик Hughes mcw 550 Сварочный аппарат с разрядным конденсатором Hughes mcw-550 VTA90 Сварка «Примечание по применению» MAXY90 | Оригинал | ВТА90 МАКСИ90 MCW552 МА09-11 МА-02-25 WE-2231 Хьюз MCW 550 разрядная конденсаторная сварка Хьюз сварщик сварочный аппарат Hughes mcw 550 Сварочный аппарат с конденсаторным разрядом Hughes мкв-550 ВТА90 сварка “примечание по применению” | |
Схема ультразвуковой сварки Реферат: схема индукционной сварки схема ультразвуковой сварки аргоном для сварки сварка сопротивлением фазовому сдвигу сварка сварка «примечание по применению» дуговая сварка схема сварки J-STD-002 | Оригинал | GL000017
001EN
001EN.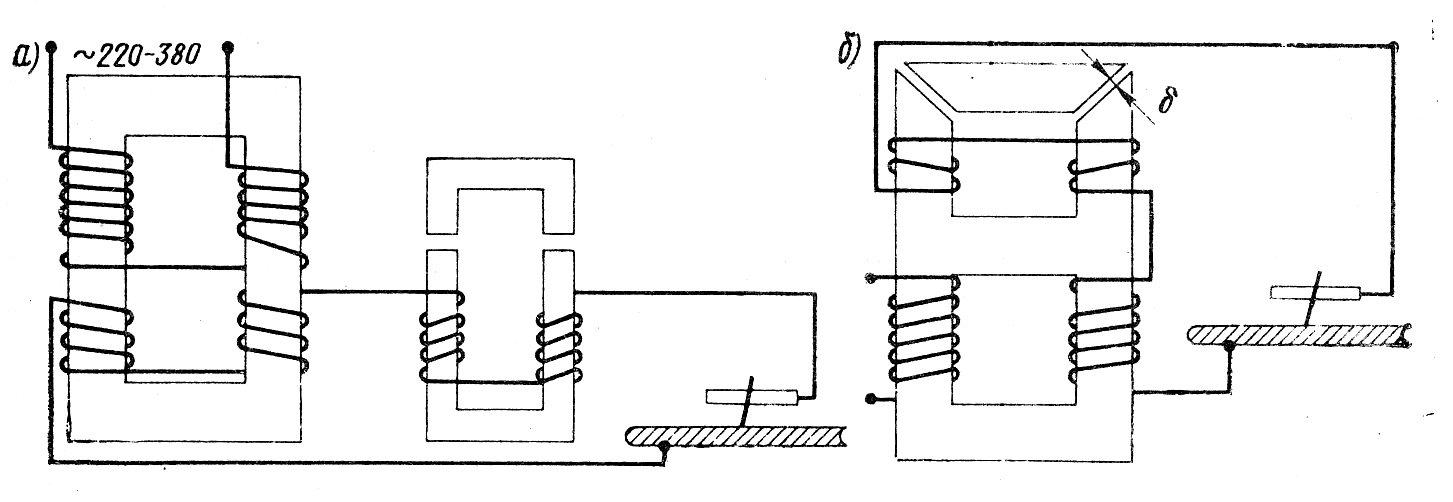 D-79108
D-79008
Схема ультразвуковой сварки
схема индукционной сварки
Схема ультразвуковой сварки
аргон для сварки
контактная сварка с фазовым сдвигом
сварка
сварка “примечание по применению”
дуговая сварка
схема сварки
J-STD-002 D-79108
D-79008
Схема ультразвуковой сварки
схема индукционной сварки
Схема ультразвуковой сварки
аргон для сварки
контактная сварка с фазовым сдвигом
сварка
сварка “примечание по применению”
дуговая сварка
схема сварки
J-STD-002 | |
2007 – Хьюз mcw 550 Реферат: Hughes Welder mcw-550 Hughes сварочный аппарат с конденсаторной разрядкой VTA90 Сварочный аппарат с разрядной конденсаторной сваркой Hughes mcw 550 Вольфрамовые электроды HUGHES MAXY90 | Оригинал | ВТА90 МАКСИ90 MCW552 МА09-11 МА-02-25 WE-2231 5954-2227Е Хьюз MCW 550 Хьюз сварщик мкв-550 Сварочный аппарат с конденсаторным разрядом Hughes ВТА90 разрядная конденсаторная сварка сварочный аппарат Hughes mcw 550 Хьюз вольфрамовые электроды МАКСИ90 | |
2013 – NRW-PS300 Резюме: нет абстрактного текста | Оригинал | NRW-PS300C НТ-ПС300 NRW-PS300 ВА-130/140 0813E | |
2010 – Схема сварочного аппарата постоянного тока Аннотация: примечание по применению sg3525 AN3200 SG3525 схема сварочного аппарата с постоянным током схема дуговой сварки схема бесплатная схема сварочный аппарат сварочный аппарат на основе igbt sg3525 WELDER сварочный аппарат трансформаторного типа | Оригинал | АН3200 схема сварочного аппарата постоянного тока примечание к применению sg3525 АН3200 Регулятор постоянного тока SG3525 схема сварочного аппарата схема дуговой сварки бесплатная схема сварочного аппарата сварочный аппарат на основе igbt SG3525 СВАРОЧНЫЙ МАШИН сварочный аппарат трансформаторного типа | |
2005 – СРГ22 Резюме: AXY51000 AXY52000 AXW1109A | Оригинал | AXY52000 AWG22 AXY51000 AXY52000 AXW1109A | |
2008 – Плата разъема M12 Резюме: AXP410618 AXP414618 AXP416618 AXP420618 AXP426618 AXP430618 AXP434618 AXP440618 AXP450618 | Оригинал | ||
Недоступно Резюме: нет абстрактного текста | Оригинал | AXY52000 | |
2008 – AXY51000 Резюме: разъем AXY52000 0 формы с квадратными контактами | Оригинал | AXY52000 AXY51000 AXY52000 Заголовок формы 0 с квадратными контактами | |
АВГ22 Резюме: AXY51000 AXY52000 | Оригинал | AXY52000 AWG22 AXY51000 AXY52000 | |
AXY10000 Аннотация: AXY20101 AXY20201 AXY20202 AXY20203 AXY20205 AXY20301 AXY20302 AXY20303 AXY20305 | Оригинал | ||
2002 – Недоступно Резюме: нет абстрактного текста | Оригинал | ||
2008 – AXW3101421A Аннотация: axw7221 AXW34014A | Оригинал | AXY51000 AXY52000 AXW3101421A ахв7221 AXW34014A | |
Х01Н2-Д Реферат: vde 0298 4 луженая медная проволока | Оригинал | H01N2-D Кап01 ПРО86 вде 0298 4 луженых медных провода | |
2010 – Схема дуговой сварки Реферат: ДУГОВАЯ СВАРКА Диодный 800-амперный контроллер сварочного аппарата, гибкий подвесной регулятор высоты горелки, высота сварочной горелки для дуговой сварки | Оригинал | 0-800А схема дуговой сварки ДУГОВАЯ СВАРКА диод 800ампер контроллер сварщика гибкая подвеска регулятор высоты горелки сварка дуговая сварка высота факела | |
2005 – робот Реферат: роботы для управления дуговой сваркой | Оригинал | ||
миг сварка Реферат: Газ аргон для сварки 09016 AMP CONNECTOR сварка | Оригинал | ||
 org/Product”>
org/Product”> org/Product”>
org/Product”> org/Product”>
org/Product”>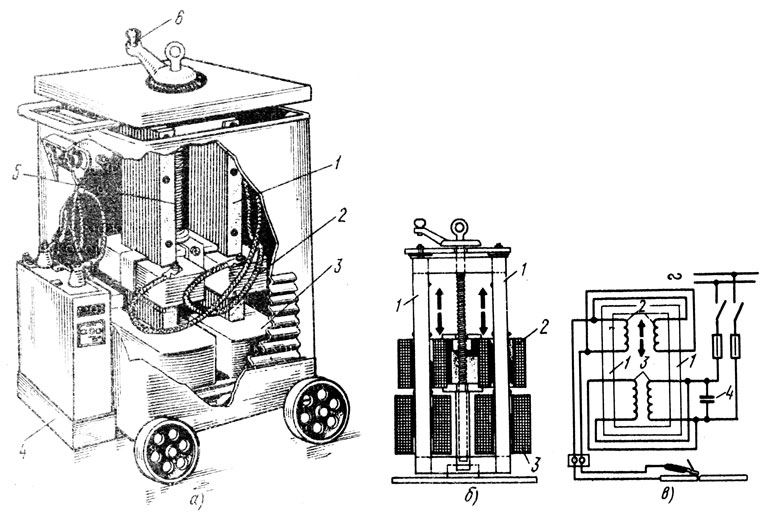 org/Product”>
org/Product”> org/Product”>
org/Product”>