Травление бериллиевой бронзы: Обезжиривание, травление и полирование металлов :: Книги по металлургии
alexxlab | 19.05.2023 | 0 | Разное
Обезжиривание, травление и полирование металлов :: Книги по металлургии
ТРАВЛЕНИЕ ЦВЕТНЫХ МЕТАЛЛОВ
Травление меди и ее сплавов.
Толстые слои окалины, образовавшиеся в процессе прокатки, волочения, термообработки меди и ее сплавов, могут быть удалены травлением в H2SO4. При том в отсутствие окислителей растворяются окислы и почти не затрагивается металл. Если в травильном растворе присутствует даже небольшое количество азотной кислоты, нитратов или хроматов, они оказывают растворяющее действие на металл. Аналогичное действие может оказать растворенный в травителе кислород.
Обработку деталей из медных сплавов ведут в две стадии: предварительным травлением в концентрированной азотной кислоте или смеси азотной и серной кислот удаляют основной слой окислов, затем кратковременной обработкой в смеси кислот с добавкой небольшого количества хлоридов получают светлую, слегка блестящую поверхность. Повышение температуры и относительного содержания азотной кислоты приводит к преимущественному растворению меди и перетравливавию поверхности деталей, увеличение содержания соляной кислоты — к интенсификации растворения цинка и появлению на деталях коричневых пятен.
Растворы I, II рекомендуют для травления меди на латуни, III — отливок из медных сплавов, IV — томпака и мельхиора, V — деталей, паянных мягкими припоями, VI — латуней Л63 и ЛС59, растворы I, III—для предварительного травления, II, IV—для глянцевого травления.
Чтобы уменьшить возможность перетравливания медных сплавов, предложено исключить из травильных растворов азотную кислоту и проводить обработку в течение 0,2—1 мин последовательно в концентрированном растворе нитрата калия, натрия или аммония и затем, минуя промежуточную промывку, в разбавленной серной (1:1) или концентрированной соляной или фосфорной кислоте. Например, первый раствор может содержать 600—800 г/л NaN0 3, второй — 800—900 г/л H2S04. Такая схема процесса травления может представить интерес для автоматических линий.
Такая схема процесса травления может представить интерес для автоматических линий.
Снятие термической окалины на сплавах БрОФ, БрКМц, БрАЖ можно вести при 135—145° С в смеси, содержащей 450—600 г/л NaOH и 100—200 г/л NaN03 с последующей обработкой в течение 0,5—1 мин в концентрированной соляной кислоте. Для осветления БрКМц применяют раствор, в состав которого входят 25—35 г/л ΗΝO3 и 8—12 г/л HF, другие бронзы осветляют в смеси, содержащей по 30—40 г/л СrO3 и H2
Матовую поверхность меди и некоторых ее сплавов можно получить обработкой деталей при комнатной температуре в растворе, содержащем (г/л) 300 ΗΝ03, 200 H2SO4, 2NaCl, 2ZnSO4.
Травление алюминия и его сплавов.
Алюминий травят в 5—10-процентном растворе едкой щелочи, в который для уменьшения выделения газов добавляют 0,5 г/л сульфонола. Если травление вести в горячем растворе щелочи, насыщенном хлористым натрием, то поверхность металла приобретает серебристый оттенок. После травления и промывки в воде, алюминий и его сплавы осветляют в 20-процентной ΗΝ0 3 или в растворе, содержащем 200 г /л Сг03 и 15 г/л H2S04. Травление сплавов типа АЛ2, АЛ9 рекомендуется вести при 70—75° С в растворе, содержащем 4—5 г/л Са(ОН)2.
Раствор для травления деталей, имеющих точечную сварку, содержит 80—100 г/л Н3Р04 и 4—6 г/л K2SiF6, обработку ведут при комнатной температуре. Сплавы, в состав которых входит кремний, осветляют сначала в ΗΝ03, а затем в 5—10-процентном растворе HF или в смеси, содержащей (% по объему) 75 ΗΝO3 и 25 HF.
Алюминиевые детали, имеющие точные размеры, следует травить при 60—70° С в растворе, в состав которого входят 60 г/л NaOH и 10 г/л агар-агара.
На Рижском радиозаводе им. А. С. Попова декоративное матирование алюминиевых деталей проводят в растворе, содержащем 50—200 г/л смеси, состоящей (% по массе) из 56 NaN03 и 44 NaOH. Продолжительность обработки при 40—60° С составляет от 1 до 10 мин. Легкое перемешивание раствора предотвращает появление на металле следов выделения газа в виде вертикальных полос. Раствор при работе корректируют добавлением исходных компонентов, до накопления в нем 130—150 r/л А1, после чего он должен быть заменен свежим.
Для получения светлой, мелкозернистой поверхности алюминия, сходной с получаемой сатинированием, Г. Г. Аграновским предложено проводить травление металла в течение 0,5—-1 мин при 70—80° С в растворе, содержащем (г/л): 160—260 NaOH, 160—26() NaNO3, 120—160 NaN02, 50—80 Na3PO4, 0,5—1 декстрина.
Травление титана, вольфрама, молибдена, никеля, магния.
Снятие термической окалины с поверхности титана и его сплавов ВТ1, ВТ5Д проводят в расплаве, содержащем (% по массе) 80 NaOH и 20 NaNO3 при 420—440° С. Понижение рабочей температуры и уменьшение съема металла достигаются при использовании смеси, содержащей равные количества NaOH и КОН. Температура расплава составляет 300—320° С. Водные травильные растворы содержат фториды, оказывающие наиболее агрессивное действие на титан. Для снятия окисных пленок небольшой толщины используют [6] растворы следующих составов (г/л):
- Соляная кислота НС1………………………………….. 60
Фтористый натрий NaF……………………………………………….. 27
 ……………….. 21
……………….. 21- Серная кислота H2SO4 …………………………. 200—220
Фтористый аммоний NH4F……………………………………. 40—50
Температура обоих растворов 40—50° С, в растворе 2 процесс травления происходит сравнительно быстрее.
Травление титана предложено проводить анодной обработкой в электролитах следующих составов (г/л):
- Фосфорная кислота Н3Р04 ………………. 450—500
Азотная кислота ΗΝ03 ……………………………………………. 30—40
Фтористый натрий NaF …………………………………………. 40—60
- Серная кислота Н2SO4, 180—200 Фтористый натрий NaF .
 ………………………………………….. 45—50
………………………………………….. 45—50
В обоих случаях электролиз ведут при анодной плотности тока 1—1,5 А/дм2 и температуре 50—70° С; напряжение на ванне 15—20 В, а при снятии толстого слоя термической окалины — до 60 В.
Операция травления титана приобретает большое значение при осаждении на него гальванических покрытий. В этом случае речь идет о снятии тонких окисных пленок, которые препятствуют прочному сцеплению покрытия с основным металлом. Способы удаления таких пленок различны и связаны с тем, из каких электролитов в дальнейшем будут осаждать покрытия [6]. Перед пирофосфатным меднением рекомендуется обработка в растворе, содержащем (мл) 10 HF, 15 H Fe (CN)6, 70 Н20 при комнатной температуре. Процесс идет довольно медленно и продолжается иногда до 20 ч. Для этой же цели может быть использована обработка переменным током промышленной частоты в 5—15- процентном растворе NaOH.
Fe (CN)6, 70 Н20 при комнатной температуре. Процесс идет довольно медленно и продолжается иногда до 20 ч. Для этой же цели может быть использована обработка переменным током промышленной частоты в 5—15- процентном растворе NaOH.
Для тонкой очистки никеля, вольфрама, ковара используют смеси муравьиной кислоты, воды и перекиси водорода, взятых в следующих количествах (объемные доли): 45, 45, 10; 10, 45, 45; 5, 35, 60. Травление ковара можно вести при 60—90 9 С в растворе следующего состава (объемные доли): 40 НС1, 20 H2S04, 40 Н20. Для осветления поверхности ковара его погружают на несколько секунд, в смесь, содержащую (объемные доли) 50 H2S04, 50 ΗΝ03. Сплавы ковар, инвар, суперинвар можно травить в концентрированной НС1 с добавкой 40—50 г/л уротропина или в смеси соляной, серной кислот и воды, взятых в объемном отношении 2:1:2.
При травлении отливок магниевых сплавов используют разбавленный раствор HNOs (15—30 мл/л ΗΝ08) при комнатной температуре. Снятие литейных шлаков с поверхности деталей ведут в растворах следующего состава (г/л) и режима работы:
Снятие литейных шлаков с поверхности деталей ведут в растворах следующего состава (г/л) и режима работы:
- Азотная кислота ΗΝO
Серная кислота H2SO4…………………………………………………… 4—б
Двухромовокислый калий К2Сr2O7 …. 5—7
Температура, °С . . …………………………………………………………………….. 18—30
Продолжительность обработки, с ….. 10—30
- Фосфорная кислота Н3Р04 50—60
Хромовый ангидрид СrO3 …………………………………………………… 12—25
Температура, °С…………………….. …………………………………………………… 18—30
…………………………………………………… 18—30
Продолжительность обработки, с…………………………………………… 10—30
Если после травления на поверхности деталей остается серный налет, его удаляют в разбавленном растворе HF.
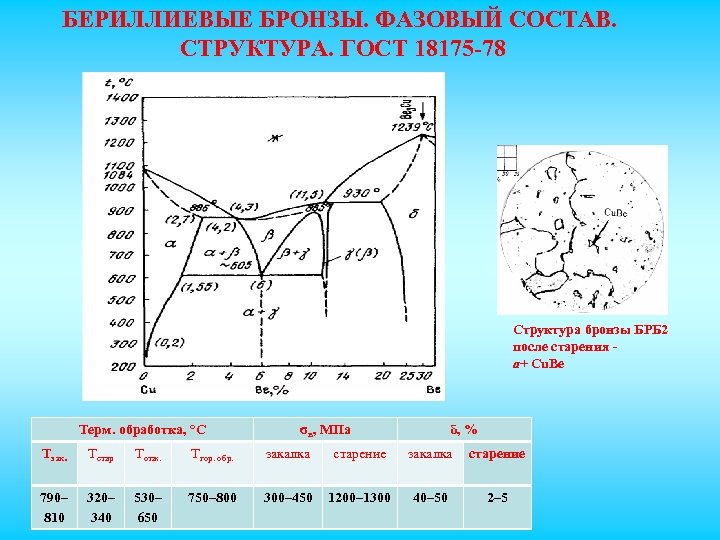
Химическое травление сплава БрБ2 в растворах электролитов
| Электронная обработка материалов | |||||
| Numărul 1(58) / 2022 / ISSN 0013-5739 /ISSNe 2345-1718 | |||||
|
|||||
| DOI: https://doi.org/10.52577/eom.2022.58.1.22 | |||||
| CZU: 621.794.42:546.56 | |||||
| Pag. 22-29 | |||||
|
|||||
| Descarcă PDF | |||||
| Rezumat | |||||
Исследован процесс химического травления сплава БрБ2 в растворах различного состава. Определена скорость растворения бериллиевой бронзы в исследуемых растворах и изучено ее изменение во времени. Установлена селективность растворения компонентов бериллиевой бронзы БрБ2 при длительном травлении в растворах разных электролитов. Показана возможность достижения равномерного растворения сплава БрБ2 за счет варьирования состава травильного раствора. Определены концентрации металлоионов в отработанных растворах и вычислена емкость травильных растворов. Установлены составы растворов с высокой емкостью по обоим компонентам сплава при длительном травлении. Предложены оптималь-ные составы травильных растворов, обеспечивающие качественное травление бериллиевой бронзы по нескольким критериям – высокая скорость процесса, равномерное растворение ком-понентов сплава, высокая емкость по обоим компонентам бериллиевой бронзы. The process of chemical etching of Cu98Be alloy in solutions of various compositions was investigated. The rate of etching of beryllium bronze in the investigated solutions was determined, and its change in time was studied. The selectivity of dissolution of the components of Cu98Be during prolonged etching in solutions of different electrolytes was established. A possibility of achieving uniform etching of Cu98Be alloy by varying the composition of the etching solution was shown. |
|||||
| Cuvinte-cheie бериллиевая бронза, травление, раствор, селективность растворения, морфо-логия поверхности сплава, beryllium bronze, etching, etching solu-tion, dissolution selectivity, morphology of alloy surface |
|||||
 В. Н. Каразина
В. Н. Каразина Изучена мор-фология поверхности электрода из БрБ2 после травления в растворах, обеспечивающих рав-номерное растворение и по медной, и по бериллиевой компоненте. Показано отсутствие пасси-вации поверхности после химического травления в этих растворах. Установлена химическая природа соединений, образующихся в виде мелких включений на протравленной поверхности электрода. Результаты имеют большое значение при практическом использовании, поскольку позволяют выбрать состав травильного раствора, что в свою очередь помогает оптимизировать технологический процесс травления.
Изучена мор-фология поверхности электрода из БрБ2 после травления в растворах, обеспечивающих рав-номерное растворение и по медной, и по бериллиевой компоненте. Показано отсутствие пасси-вации поверхности после химического травления в этих растворах. Установлена химическая природа соединений, образующихся в виде мелких включений на протравленной поверхности электрода. Результаты имеют большое значение при практическом использовании, поскольку позволяют выбрать состав травильного раствора, что в свою очередь помогает оптимизировать технологический процесс травления. The concentrations of metal ions in the used etching solu-tions were determined, and the capacity of those solutions was calculated. The compositions of solutions with a high capacity for both alloy components during prolonged etching was established. The optimal compositions of etching solutions providing high-quality etching of beryl-lium bronze according to several criteria such as: a high process rate, uniform dissolution of alloy components, high capacity for both alloy components were proposed. The morphology of the Cu98Be electrode surface after etching in solutions, providing uniform dissolution for both alloy components, was studied. The absence of surface passivation after chemical etching in these solu-tions was shown. The chemical nature of the compounds formed in the form of small inclusions on the etched surface of the electrode was established. The obtained results are of great importance in practical use because they allow selecting the appropriate composition of the etching solution, which, in turn, helps to optimize the technological etching process.
The concentrations of metal ions in the used etching solu-tions were determined, and the capacity of those solutions was calculated. The compositions of solutions with a high capacity for both alloy components during prolonged etching was established. The optimal compositions of etching solutions providing high-quality etching of beryl-lium bronze according to several criteria such as: a high process rate, uniform dissolution of alloy components, high capacity for both alloy components were proposed. The morphology of the Cu98Be electrode surface after etching in solutions, providing uniform dissolution for both alloy components, was studied. The absence of surface passivation after chemical etching in these solu-tions was shown. The chemical nature of the compounds formed in the form of small inclusions on the etched surface of the electrode was established. The obtained results are of great importance in practical use because they allow selecting the appropriate composition of the etching solution, which, in turn, helps to optimize the technological etching process.
Травление бериллиевой меди – Кислотное травление бериллиевой меди
Бериллиевая медь (BeCu) представляет собой гибкий металлический сплав с высокой электропроводностью. Он содержит от 0,4% до 3% бериллия и легирован медью для увеличения его физической прочности. Химическое травление бериллиевой меди идеально подходит для применения в электротехнической и электронной промышленности, например, для контактных и пружинных контактов. Свяжитесь с нами для получения дополнительной информации о кислотном травлении бериллиевой меди сегодня!
Химическое травление бериллиевой меди
Бериллий Медь — один из металлов, который легче всего поддается фотохимической обработке или травлению кислотой, хотя и немного сложнее, чем чистая медь. Его теплопроводность не так эффективна, как у меди, что ставит его между алюминием и сталью.
Его теплопроводность не так эффективна, как у меди, что ставит его между алюминием и сталью.
Процесс травления Fotofab позволяет создавать конструкции, способные выдерживать суровые условия внутри и вне помещений. В процессе используется сильный едкий химикат для травления незащищенных частей металлической поверхности для создания дизайна или изображения, сформированного в соответствии со спецификациями вашего проекта.
Характеристики бериллийной меди
- Превосходная электропроводности
- Превосходные металлообработки, формирование и свойства обработки
- Легко сформированы, штампованные, сгибающие и химически растерянные
- . магнитные и искробезопасные свойства
- Пластичный, поддающийся сварке и механической обработке
Применение травленой бериллиевой меди
Химическое травление бериллиевой меди является популярным процессом для электрических компонентов, используемых в цепях электрических цепей и контактных точках в электротехнических изделиях, таких как разъем или как переходное устройство между печатными платами. Примеры включают:
Примеры включают:
- Электрические контакты, штыри, соединители и клеммы
- Формованные металлические корпуса для миниатюрных или гибридных электронных схем
- Экранирование электромагнитных/радиопомех на печатных платах
- Выводные рамки
- Вставки для литья под давлением Плавкие вставки и 5 Плавкие вставки шины
- Экраны EMI/RFI на уровне платы
- Экранированные корпуса с защелкивающимися крышками
Просмотреть все продукты
Другие факторы
- Бериллий Медь обладает самой высокой прочностью среди всех сплавов на основе меди и становится прочнее за счет увеличения процентного содержания бериллия или обработки.
- Подходит для пайки без специальной подготовки или материалов.
- Также известен как медный бериллий, бериллиевая бронза или весенняя медь.
- Как и чистая медь, он устойчив к неокисляющим кислотам, таким как соляная кислота и угольная кислота, к продуктам разложения пластика, к абразивному износу и истиранию.

Доступные металлы
Исследуйте металлы, которые мы подвергаем химическому травлению
Здесь, в Fotofab, мы предоставляем услуги фотохимической обработки (химическое травление, кислотное травление) для широкого спектра металлов и сплавов.
Посмотреть все металлы, которые мы травим
Запросить цену
Свяжитесь с нашими экспертами сегодня
Fotofab сертифицирована по ISO и AS9100D, зарегистрирована ITAR и соответствует требованиям RoHS.
Свяжитесь с нами, если у вас есть вопросы или вы готовы начать собственный проект.
Фото- и химическое травление бериллиевой меди
Компания UWE, Inc. является лидером в области фототравлением и термообработкой бериллиевой меди (BeCu) — сплава с широким спектром промышленного применения. Многие организации доверяют нам химическое травление медно-бериллиевых материалов. Поскольку наш процесс травления растворяет нежелательный материал без необходимости шлифования или механической обработки, мы можем работать с бериллиевой медью способами, которые не могут быть воспроизведены другими методами удаления металла.
О бериллиевой меди
Бериллиевая медь представляет собой медный сплав, содержащий от 0,5% до 3% бериллия, а в некоторых случаях и другие элементы. Он также известен под названиями бериллиевая бронза, медно-бериллиевая и весенняя медь.
BeCu обладает высокой тепло- и электропроводностью, высокой прочностью (особенно при термообработке) и высокой коррозионной стойкостью. Благодаря превосходным механическим свойствам этого сплава — он хорошо поддается механической обработке и пластичен — бериллиевая медь широко используется в электронной и аэрокосмической промышленности для изготовления широкого спектра деталей.
Бериллиевую медь можно найти в тензодатчиках, трансформаторах, пружинной проволоке, экранировании от электромагнитных и радиочастотных помех, шасси, шайбах, выводных рамах и электронных схемах, а также во многих других областях.
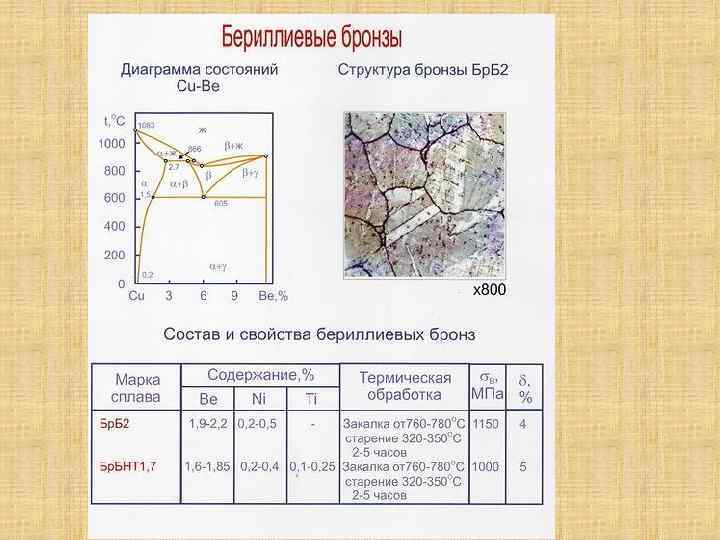
Сплав 25/172 является наиболее распространенным бериллиевым медным сплавом. При термообработке сплав 25/172 может достигать предела прочности при растяжении выше 200 тысяч фунтов на квадратный дюйм, а его твердость приближается к Роквеллу C45.
Свойства бериллиевой меди определяются составом, а также наклепом и старением:
- Бериллиевая медь в отожженном состоянии обозначается буквой «А» — например, сплав 25А.
- Буква «H» указывает на сплав, закаленный холодной обработкой, например, 1/2H.
- Суффиксная буква «T» после «A» или «H» указывает на то, что сплав прошел стандартную термообработку, такую как 1/2HT.
- Бериллиевая медь с суффиксом «М» была обработана на комбинате для изменения ее состояния.
Важно иметь в виду, что для получения твердого отпуска ½ материал подвергается деформационному упрочнению. Термическая обработка отожженного материала дает материал с отпуском АТ. Термическая обработка материала, обозначенного как ½ hard, дает состояние 1/2HT.
Использование бериллиевой меди
Уникальные свойства сплавов бериллиевой меди делают их пригодными для создания ряда материалов, таких как:
- Неискрящие инструменты и материалы металлы.
- Немагнитные детали — могут быть полезны в самых разных областях применения.
- Эластичные детали – Высокий предел упругости бериллиевой меди ценен при производстве пружин и подобных деталей.
- Формы для литья пластмасс под давлением – BeCu быстро отводит тепло от пластиковых материалов и не передает токсины готовому изделию.
Общие бериллиевые медные изделия
- Пружины
- Зажимы
- Шайбы
- Переключатели
- Резьбовые крепления
- Вставки для штампов
- Направляющие
- Сепараторы подшипников
- Подшипники скольжения
- Контакты разъема
- Инструментальные диафрагмы
- Хирургические инструменты
Имейте в виду, что это далеко не полный список. Продукция BeCu на самом деле чрезвычайно разнообразна.
Области применения/отрасли, обслуживаемые бериллиевой медью
Многие отрасли промышленности извлекают выгоду из механических свойств бериллиевой меди, таких как ее высокая пластичность, и различных других преимуществ, связанных с этим сплавом. Например, нефтяной сектор использует бериллиевую медь для производства надежных рабочих инструментов, которые не образуют искр при ударе (что может легко вызвать пожары и взрывы в этих условиях).
Например, нефтяной сектор использует бериллиевую медь для производства надежных рабочих инструментов, которые не образуют искр при ударе (что может легко вызвать пожары и взрывы в этих условиях).
Другие отрасли промышленности, которые обычно используют этот сплав в своих производственных процессах, включают:
- Аэрокосмическая промышленность
- Автомобилестроение
- Бытовая электроника
- Телекоммуникации
- Железнодорожный транспорт
Однако детали из бериллиевой меди можно найти почти в каждом секторе бизнеса, либо в качестве компонентов промышленных товаров, либо в качестве инструментов и аксессуаров, поддерживающих производственные процессы.
Преимущества химического травления бериллиевой меди
Фототравление бериллиевой меди обеспечивает несколько производственных преимуществ, которые не могут быть обеспечены такими процессами, как штамповка или лазерная резка. Например, детали микроэлектроники, в состав которых входит бериллиевая медь, требуют высокоточной обработки, которая не деформирует поверхность материала.
Путем химического травления компонентов из бериллиевой меди мы можем создавать очень сложные конструкции даже на очень тонких или крошечных поверхностях без заусенцев, характерных для лазеров и водоструйной обработки, или механических напряжений, характерных для штамповки. Кроме того, фототравление бериллиевой меди не требует дорогостоящих инструментов, так как это процесс травления, управляемый САПР.
Термическая обработка бериллиевой меди
Термическая обработка может существенно повысить прочность и твердость бериллиевой меди. Хотя все медные сплавы можно подвергнуть холодной обработке для их упрочнения, бериллиевая медь уникальна среди этих сплавов своей восприимчивостью к термической обработке как методу достижения этого результата.
Термическая обработка бериллиевой меди состоит из двух этапов:
- Отжиг на твердый раствор . Этот этап включает нагрев материала, чтобы сделать его более мягким и пластичным. Также требуется подготовить материал к дисперсионному твердению.