Травление металла это: описание технологии, виды, инструкция по применению
alexxlab | 22.09.1987 | 0 | Разное
описание технологии, виды, инструкция по применению
Из этого материала вы узнаете:
- Описание технологии травления металла/li>
- Области применения травления металла
- Виды травления металла
- Основные растворы-травители металла
- Особенности травления печатных плат
- Способы и тонкости художественного травления металла
- Инструкция по электрохимическому травлению металла своими руками
- Техника безопасности при травлении металла
Травление металла – технология, с которой люди работают уже не одно тысячелетие. Благодаря ей в древности обрабатывали оружие, всевозможную утварь, предметы ритуальных церемоний, красивые украшения. Сегодня травление приходит на помощь как в промышленности, так и в домашних условиях. Если вы мастер, любящий все делать своими руками, то для начала вам нужно ознакомиться с основами и правилами этой процедуры, иначе вы можете лишь навредить себе: работа с разъедающими кислотами – очень опасное дело.
Наша статья поможет вам разобраться с технологией травления. Вы узнаете, каких видов оно бывает и какие растворы применяются. Также мы поделимся инструкцией по собственноручному проведению этой операции и памяткой по технике безопасности, чтобы вы ни в коем случае не подвергли опасности свое здоровье.
Описание технологии травления металла
Данная технология представляет собой удаление части поверхностного слоя изделия посредством проведения химической реакции.
Говоря о том, что такое травление металла, нужно понимать: при помощи растворов кислот, солей и щелочей изделия очищают от окалины, следов коррозии, окислов. Также данный подход необходим при дополнительной подготовке металлических деталей к соединению, нанесению покрытия, поскольку обеспечивает более качественное сцепление элементов, либо основы и защитного слоя. Стоит оговориться, что самым распространенным считается химическое травление металла, при котором заготовку погружают в ванну с химическими реактивами.
Прежде чем приступать к травлению, участки поверхности, которые должны остаться без изменений, защищают при помощи специального состава. После чего заготовка испытывает на себе воздействие кислой среды или окунается в электролит. Чем толще слой металла необходимо удалить, тем больше времени занимает обработка. Иногда прибегают к многослойному протравливанию, при котором работа ведется в несколько приемов.
Области применения травления металла
Сегодня метод травления металлов активно используется в промышленности, а именно он позволяет:
- удалить оксидную пленку с деталей из разных видов стали: углеродистой, низколегированной и высоколегированной, а также титана, алюминия;
- улучшить адгезию металла и, например, гальванического защитного покрытия;
- подготовить стальное изделие к цинкованию горячим методом;
- выполнить макроанализ нержавеющих сталей, чтобы выявить образование межкристаллитной коррозии;
- очистить маленькие детали, в том числе используемые в механизмах наручных часов;
- нанести на полупроводниковую микросхему или печатную плату медные токопроводящие дорожки в электронике;
- быстро удалить окислы с горячего металлопроката, деталей после термообработки;
- уменьшить толщину листов алюминия, чтобы снизить массу самолета в авиастроении;
- нанести изображения по необходимому трафарету на металлические изделия.

Виды травления металла
1. Способ химического травления металлов.
При помощи данного подхода поверхности металлических деталей избавляют от следов коррозии, окалины, пленки оксидов. Метод позволяет обрабатывать:
- алюминий;
- титан и его сплавы;
- нержавеющие и жаропрочные стали;
- черные металлы.
Данная технология предполагает применение для травления металла серной кислоты либо азотной и соляной. Заготовки на некоторое время опускают в ванну с кислотным или щелочным раствором, соляным расплавом – продолжительность воздействия начинается от минуты и заканчивается двумя часами. Данный промежуток подбирается в соответствии с целым рядом характеристик.
В основе метода очистки лежит тот факт, что взаимодействие кислоты и металла сопровождается выделением водорода. Если говорить более подробно, кислота через мелкие дефекты поверхности попадает под оксидную пленку, где соприкасается с самой заготовкой. Это приводит к образованию газа, который отрывает оксидную пленку, оставляя чистую поверхность изделия.
Это приводит к образованию газа, который отрывает оксидную пленку, оставляя чистую поверхность изделия.
Однако кислота растворяет не только оксиды, но и сам металл, поэтому данный процесс на производстве предотвращают за счет коррозийных ингибиторов.
2. Травление при помощи электролитов.
При помощи электролитического (гальванического) травления металлов осуществляют быструю очистку деталей, наносят гравировки и делают пазы. Для этого заготовку погружают в электролит на основе кислоты или соли. В результате изделие играет роль катода, то есть имеет отрицательный заряд, или анода – тогда его заряд положительный. По этому принципу выделяют две разновидности электролитического травления – катодное и анодное:
- Первое позволяет удалять окалину с углеродистых сталей после прокатки горячим методом, закалки в масле. Здесь используется свинцовый анод и электролит из раствора соляной, серной кислоты либо соли щелочного металла. Электролиз приводит к активному выделению газообразного водорода на катоде – именно он удаляет окалину с металла.
 Однако активное насыщение поверхности железа водородом делает изделие более хрупким, из-за чего данный метод не используют при работе с тонкостенными предметами.
Однако активное насыщение поверхности железа водородом делает изделие более хрупким, из-за чего данный метод не используют при работе с тонкостенными предметами. - Анодная очистка чаще других методов травления металла используется в машиностроении. Оксидная пленка удаляется с анода механическим способом при помощи кислорода, что сопровождается смешиванием молекул металла с электролитом. Последний состоит из раствора кислот или солей основного металла. Катод может быть из свинца, меди, прочих металлов. В итоге получается чистая шероховатая поверхность изделий, а весь лишний металл растворяется в электролите. Нужно понимать, что данная технология тоже чревата сокращением толщины заготовки и перетравливанием.
Если сравнивать химический метод с гальваническим, то второй требует меньше временных затрат и количества реагентов. Также при нем исключается использование едких кислот, а значит, не выделяются газы, которые отрицательно воздействуют на здоровье персонала.
VT-metall предлагает услуги:
После обработки остатки растворов нейтрализуют, ненадолго помещая изделие в раствор кальцинированной соды. В противном случае частицы солей, кислот могут вызвать появление ржавчины. Далее детали промывают холодной и горячей водой, после чего высушивают. В процессе хранения металл после травления не боится коррозии, однако чтобы не допустить окисления, рекомендуется сразу приступать к пайке.
Рекомендуем статьи по металлоконструкциям
- Способы соединения металлических изделий: обзор основных методов
- Свойства сплавов алюминия: виды и характеристики
- Конструкционная сталь: особенности, классификация, сферы применения
3. Ионно-плазменное травление.
Этот метод еще называют сухим, так как верхние слои металла удаляются посредством бомбардировки поверхности ионами инертных газов. Последние не вступают в химическую реакцию с молекулами основного материала. Таким образом удается наносить насечки, делать пазы с точностью до 10 нм, поэтому способ активно используется в микроэлектронике.
Технология плазмохимической обработки требует возбуждения плазмы в химически активной среде, что вызывает освобождение радикалов и ионов. Активные частицы попадают на поверхность изделия, провоцируя химическую реакцию, в результате которой формируются легкие соединения. Их удаляют из воздушной среды посредством вакуумных насосов.
Метод предполагает проведение реакции с использованием химически активного газа с большой реакционной способностью, такого как кислород – он взаимодействует в плазме газового разряда. Тогда как при описанном выше химическом травлении металла активный газ вступает в реакцию лишь с определенным видом молекул.
Основные растворы-травители металла
1. Углеродистые стали обрабатывают 8–20%-ным раствором серной или 10–20%-ным раствором соляной кислоты. Чтобы избежать дальнейшей хрупкости материала и снизить вероятность перетравливания, в состав вносят ингибиторы коррозии, такие как КС, ЧМ, УНИКОЛ.
2. Нержавеющую или жаропрочную сталь протравливают смесью из 12%-ной соляной, 12%-ной серной, 1%-ной азотной кислоты. При необходимости обработка осуществляется поэтапно. Тогда при помощи 20%-ной соляной кислоты разрыхляется окалина, после чего изделие окунают в 20–40%-ный раствор азотной кислоты, чтобы удалить загрязнения поверхности.
При необходимости обработка осуществляется поэтапно. Тогда при помощи 20%-ной соляной кислоты разрыхляется окалина, после чего изделие окунают в 20–40%-ный раствор азотной кислоты, чтобы удалить загрязнения поверхности.
3. С нержавеющей стали толстый слой окалины, сформировавшийся в процессе производства, снимают 75–85%-ным раствором едкого натра в сочетании с 20–25%-ным азотнокислым натрием. Далее окислы удаляют травлением металла 15–20%-ной азотной кислотой.
4. Алюминий и его сплавы очищают от оксидной пленки, находящейся на поверхности заготовки, при помощи щелочных или кислотных растворов. Чаще всего применяют 10–20%-ную щелочь, все воздействие происходит при температуре +50…+80 °C в течение минимум двух минут. Иногда к щелочи добавляют хлористый и фтористый натрий, чтобы добиться большей равномерности травления.
5. Титан и сплавы на его основе очищают в несколько этапов после термической обработки. В первую очередь необходимо разрыхлить окалину в концентрированном едком натре, далее ее снимают в растворе из серной, азотной либо фтористоводородной кислоты. На заключительном этапе избавляются от оставшегося травильного шлама при помощи соляной или азотной кислоты с небольшим добавлением фтористоводородной кислоты.
На заключительном этапе избавляются от оставшегося травильного шлама при помощи соляной или азотной кислоты с небольшим добавлением фтористоводородной кислоты.
6. Медь и ее сплавы обрабатывают при помощи перекиси водорода, хромовой кислоты и ряда солей, таких как:
- хлорид меди;
- хлорид железа;
- персульфат аммония.
Особенности травления печатных плат
В качестве основы для платы берется заготовка в виде листа текстолита, покрытого медной фольгой – она может быть с одной или обеих сторон. Задача состоит в том, чтобы по чертежу сформировать проводящие медные дорожки. Для этого на будущие дорожки наносят защитный лак, а весь остальной металл удаляют.
Травление металла в домашних условиях осуществляют такими методами:
- Хлорным железом. Его продают в магазине химических товаров либо реагент можно изготовить самому из соляной кислоты и железных опилок. Для травления металла хлорным железом необходимо дождаться, пока частицы металла растворятся, и хорошо перемешать получившийся состав.

- Азотной кислотой.
- Водным раствором серной кислоты в сочетании с перекисью водорода в таблетках.
- Медным купоросом, смешанным с горячей водой, хлоридом натрия. Способ травления металла медным купоросом считается наиболее безопасным, однако требует значительных временных затрат. Чтобы обработка не заняла несколько часов, в течение всей реакции необходимо поддерживать температуру состава не ниже +40 °C.
- Электролитическим методом. Для травления металла электролизом нужна диэлектрическая емкость, например, кювета для проявки фотографий. Ее наполняют раствором поваренной соли, куда погружают плату и медную фольгу. Последняя призвана играть роль катода в данном процессе.
Когда протравливание завершено, плату промывают раствором соды, чтобы нейтрализовать кислоту.
Способы и тонкости художественного травления металла
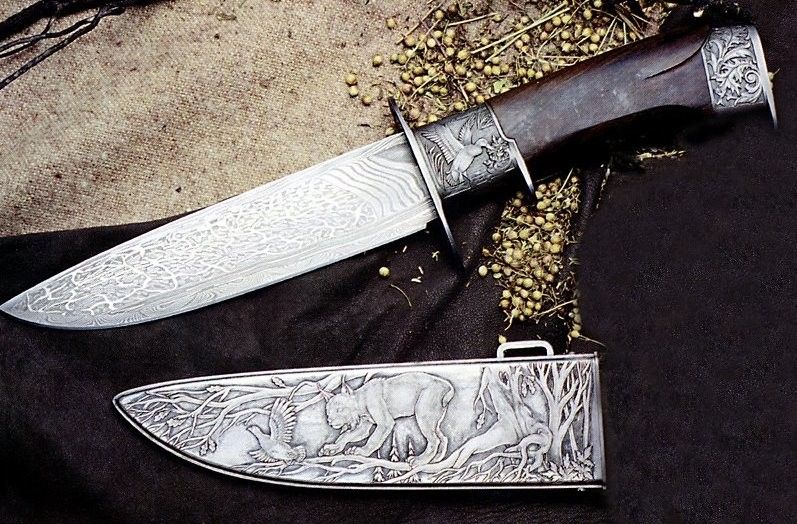
Под художественным травлением металла понимают нанесение на стальное изделие рельефного рисунка или объемного изображения. Чаще всего этот подход применяют при работе со сталями высокой твердости, которые тяжело поддаются обработке инструментами для гравировки.
Чаще всего этот подход применяют при работе со сталями высокой твердости, которые тяжело поддаются обработке инструментами для гравировки.
Таким образом можно украсить любое оружие, кованые, литые предметы. Мастера, занимающиеся изготовлением авторских охотничьих и бытовых ножей, редко обходятся в своей работе без травления металла. Наибольшей популярностью в этой сфере пользуются сцены охоты, арабская вязь, руны, геометрические узоры. Нередко травление дополняют воронением, за счет чего изображение приобретает синеватый, желтоватый или черный оттенок.
Художественную обработку методом травления рисунка на металле можно выполнять такими профессиональными способами: на поверхность эскиза наносят состав, вступающий в реакцию с протравой, либо оставляют изображение свободным, закрывая все промежутки. Далее используют кислоту, причем в первом случае получится малая рельефность рисунка, тогда как во втором рельеф будет сильно углублен.
Принято разделять методы художественного травления на гальванический и химический.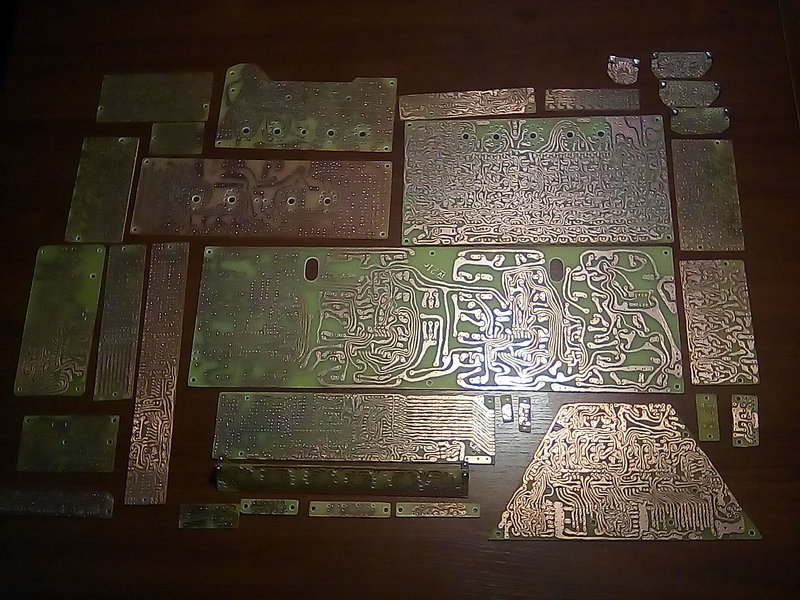 Первый считается менее вредным и более эффективным. Немаловажно, что он не предполагает выделения ядовитых газов из раствора электролита, что неизбежно при химической обработке.
Первый считается менее вредным и более эффективным. Немаловажно, что он не предполагает выделения ядовитых газов из раствора электролита, что неизбежно при химической обработке.
Во время химического травления на поверхность изделия, в соответствии с запланированным изображением, наносят кислотостойкий лак. Далее предмет погружают в травильную ванну на нужный отрезок времени, где реактив разъедает незащищенный металл, создавая углубленный рисунок.
Гальваническое травление требует использования ванн из изоляционных материалов и электролита. Для железа и стали это концентрированный раствор железного купороса, тогда как обработка латуни, меди и бронзы проводится медным купоросом. Помимо этого, нужна дистиллированная вода и источник постоянного тока напряжением 4–10 В. Заготовку фиксируют на штанге с «плюсовой» клеммой, теперь она будет играть роль анода, после чего ее опускают в электролитический раствор. К катоду присоединяют пластину из любого металла и подключают ток.
Еще один из способов предполагает, что изделие покрывают грунтовкой ГФ-021 или битумным лаком в качестве защитного слоя.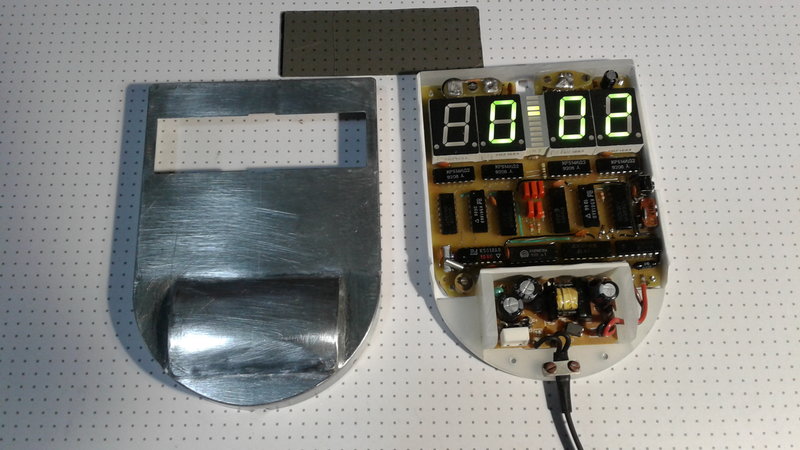 Эти составы продаются в магазинах хозтоваров и автозапчастей.
Эти составы продаются в магазинах хозтоваров и автозапчастей.
Покрытию дают просохнуть, после чего тонким маркером либо гелевой ручкой рисуют контур будущего изображения – здесь можно прибегнуть к помощи опытного художника. Далее берут пруток из латуни или медную проволоку такого диаметра, чтобы удобно было держать в руке, и делают заостренную иглу. Острым концом процарапывают грунтовку по линиям изображения. Нужно понимать, что иглы из более твердых материалов способны испортить слой полировки на поверхности заготовки. Теперь можно оценить будущую рельефность изображения.
Если требуется, чтобы участки рисунка имели различную глубину, допустим, для получения эффекта полутеней и контуров, травление поверхности металла осуществляют в несколько циклов. Во время работы важно следить за целостностью грунтовки. Поэтому перед нанесением рисунка рекомендуется потренироваться на другой поверхности – так вы будете уверены, что получится качественно выполнить работу.
Еще один вариант травления металла требует использования глянцевой бумаги. Также пригодится утюг, лазерный принтер и программа, в которой вы будете обрабатывать изображение. Подходящую картинку форматируют, то есть делают зеркальной, задают необходимые габариты, после чего распечатывают. Лист с изображением прикладывают к заготовке, накрывают бумагой и проглаживают. Остывшую глянцевую бумагу смывают струей воды, тогда как тонер остается на металле. Данным методом переноса рисунка для травления металла нередко пользуются во время изготовления печатных плат. Его главным минусом является тот факт, что изображение получится перевести лишь на плоские заготовки.
Также пригодится утюг, лазерный принтер и программа, в которой вы будете обрабатывать изображение. Подходящую картинку форматируют, то есть делают зеркальной, задают необходимые габариты, после чего распечатывают. Лист с изображением прикладывают к заготовке, накрывают бумагой и проглаживают. Остывшую глянцевую бумагу смывают струей воды, тогда как тонер остается на металле. Данным методом переноса рисунка для травления металла нередко пользуются во время изготовления печатных плат. Его главным минусом является тот факт, что изображение получится перевести лишь на плоские заготовки.
Также стоит помнить об одном нюансе: глянец плохо различим под водой, поэтому после его высыхания необходимо убедиться, не остался ли он на изделии, и проверить целостность всех поверхностей металла. Для этого подойдут различные вещества. Например, тыльную сторону можно замазать пластилином, поскольку он является прекрасным диэлектриком.
Инструкция по электрохимическому травлению металла своими руками
Электрохимическим травлением металла часто пользуются домашние мастера, ведь данный метод позволяет перенести любой рисунок. Для этого необходимо пройти такие этапы:
Для этого необходимо пройти такие этапы:
Подготовить поверхность изделия
- убрать с металла посторонние вкрапления, следы коррозии, окалину, грязь;
- протереть его ветошью и обезжирить растворителем.
Далее переходят к полировке. Иногда не удается добиться зеркальной гладкости – тогда поверхность зачищают наждачной бумагой строго в одном направлении.
Чтобы создать на металлической пластинке надпись или рисунок, нужно подготовить:
- емкость из стекла или пластика;
- поваренную соль;
- металлическую пластину;
- источник питания на 5–12 В;
- соединительные провода.
1. Отрезать от металлической пластины прямоугольный фрагмент, на котором вскоре появится надпись. В любом строительном магазине можно без труда найти пластинку толщиной 1-2 мм. Например, подойдет дешевая стальная проушина.
2. Зашкурить заготовку – для этого используют крупную наждачную бумагу, после чего переходят к мелкой. Должна получиться блестящая поверхность с множеством мелких царапин. Не стоит забывать о зачистке наждачкой краев и ребер пластины. Далее металл обезжиривают спиртом, растворителем либо промывают горячей водой с мылом, после чего запрещается притрагиваться к поверхностям жирными руками.
Должна получиться блестящая поверхность с множеством мелких царапин. Не стоит забывать о зачистке наждачкой краев и ребер пластины. Далее металл обезжиривают спиртом, растворителем либо промывают горячей водой с мылом, после чего запрещается притрагиваться к поверхностям жирными руками.
3. Распечатать на лазерном принтере рисунок и перенести на заготовку посредством лазерно-утюжной технологии. Помните, что эскиз распечатывается в зеркальном отображении. Если в вашем распоряжении нет лазерного принтера, для нанесения рисунка подойдет лак для ногтей или несмываемый маркер. В результате закрашенная область останется без изменений, а незащищенный металл будет вытравлен.
4. Взять неметаллическую емкость, налить воду, насыпать соль. При травлении металла в солевом растворе концентрация последнего влияет на скорость работы: чем больше соли, тем быстрее вы добьетесь желаемого результата. Однако нужно понимать, что избыточная скорость опасна для защитного слоя лака или тонера, из-за чего рисунок получится низкого качества. Поэтому рекомендуется приготовить смесь из стакана воды и столовой ложки соли.
Поэтому рекомендуется приготовить смесь из стакана воды и столовой ложки соли.
В емкости закрепляют анод, роль которого играет сама заготовка, и катод. В качестве последнего используется любой кусок металла, но чем больше его площадь, тем быстрее завершится травление.
Плюс от источника питания необходимо подсоединить к заготовке, а минус – в раствор. Чтобы добиться равномерного травления металла, лучше установить несколько минусовых контактов со всех сторон от обрабатываемого кусочка пластины.
В качестве источника тока подойдет компьютерный блок питания, а именно его линия на 12 В. Помните, что от напряжения зависит скорость травления. Либо можно воспользоваться зарядным устройством для мобильного – на его выходе 5 В, что вполне достаточно для запланированной процедуры. Напряжение выше 12 В чревато слишком быстрым протеканием процесса, из-за чего защитный слой лака отпадет, а раствор для травления металла наберет недопустимую температуру.
Итак, когда провода подключены, можно включать блок питания. Пузыри, которые сразу пойдут от катода, являются признаком того, что процесс запущен. Если пузыри исходят от заготовки, допущена ошибка при выборе полярности.
Пузыри, которые сразу пойдут от катода, являются признаком того, что процесс запущен. Если пузыри исходят от заготовки, допущена ошибка при выборе полярности.
За несколько минут обработки на поверхности раствора появится пена неприятного желто-зеленого оттенка. А через 30–40 минут после начала травления нужно отключить питание и достать пластину из раствора. Не стоит пугаться темного налета на поверхности металла, он является нормой.
5. Удалить налет, стереть тонер или лак, игравший роль трафарета для травления на металле, и повторно зашкурить металл, если в этом есть необходимость. Налет без труда можно смыть струей воды, для очищения от лака или тонера понадобится ацетон или жидкость для снятия лака. После этих процедур хорошо заметно, что получились рельефные буквы, а подвергшаяся травлению поверхность стала матовой.
Техника безопасности при травлении металла
Во время всех описанных выше работ нужно выполнять такие правила:
- Помещение должно быть обеспечено хорошей вентиляцией, желательно иметь вытяжной шкаф.

- Мастер обязан использовать средства индивидуальной защиты: резиновые перчатки, фартук, плотную спецодежду, респиратор, защитный щиток для лица.
- Запрещается располагать банки с кислотами и щелочами на полках и в шкафах, находящихся высоко.
- Кислоту наливают в воду, а не наоборот.
- Для работы с кислотой необходимо заранее приготовить раствор соды, при использовании щелочи – слабый уксусный раствор. С помощью этих составов обрабатывают кожу после попадания смеси для травления.
- Перед использованием гальванического метода травления металла необходимо проверить применяемое электрооборудование на предмет отсутствия механических повреждений, убедиться в целостности изоляции.
- Рядом должен находиться огнетушитель в рабочем состоянии.
Когда состав для травления металла попал на кожу, необходимо срочно промыть ее указанными выше растворами, чтобы нейтрализовать действие. Если кислота, щелочь забрызгала одежду, экипировку сразу снимают.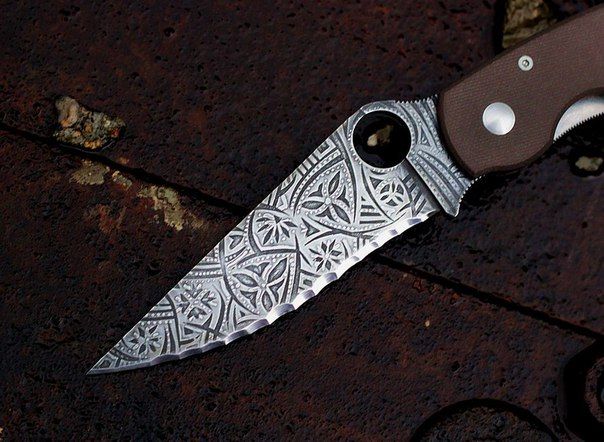 В случае попадания травильного раствора на слизистые оболочки, важно как можно быстрее обратиться за медицинской помощью. Нужно понимать, что промедление угрожает здоровью и даже жизни мастера.
В случае попадания травильного раствора на слизистые оболочки, важно как можно быстрее обратиться за медицинской помощью. Нужно понимать, что промедление угрожает здоровью и даже жизни мастера.
Итак, теперь вы знаете о травлении металла и его разновидностях гораздо больше. Пусть наша статья поможет вам стать еще более компетентным и умелым специалистом в области обработки металлических изделий. Соблюдайте приведенные выше правила и создавайте красивые и функциональные вещи!
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
травление металла, металлических изделий
Купить гальванические добавки, electroplating additives в Санкт-Петербурге
В каталоге товаров/продукции представлены гальванические добавки – категории: ;
Гальванические добавки (galvanic additives) — используют для создания защитного гальванического слоя который не окисляется и не ржавеет, что позволяет значительно продлить срок службы металлических изделий. Современная химическая продукция в каталоге ХИМСНАБ-СПБ: химикаты, вещества и композиции используемые для процессов нанесения гальванических покрытий используемых в производстве и химической промышленности.
Современная химическая продукция в каталоге ХИМСНАБ-СПБ: химикаты, вещества и композиции используемые для процессов нанесения гальванических покрытий используемых в производстве и химической промышленности.
Оставьте заявку ON-LINE или позвоните. Менеджер компании ответит на ваши вопросы.
Оставить заявку ON-LINE
Или звонок в рабочее время
Широкий ассортимент
В каталоге компании более 4000 наименований продукции в 200 товарных категориях: химические реактивы, лаб. оборудование и посуда, аксессуары и принадлежности для лабораторий, различные виды удобрений, химическое сырьеи многе другое. Можно подобрать продукцию воспользовавшись фильтром характеристик.
Опт и розница
Осуществляем продажу оптом и в розницу. В каталоге Химснаб-СПБ можно заказать широкий спектр веществ различных квалификаций: «Технический» («тех. »); «Чистый» («ч.»); «Чистый для анализа» («ч.д.а.»); «Химически чистый» («х.ч.»); «Особо чистый» («ос.ч.»); имп.: неорганические реактивы, органические реактивы, особо чистые вещества, растворы (буферные растворы, растворы для очистки и хранения электродов, растворы для кондуктометров), химическое сырье и компоненты. Продукции для лабораторных исследований.
»); «Чистый» («ч.»); «Чистый для анализа» («ч.д.а.»); «Химически чистый» («х.ч.»); «Особо чистый» («ос.ч.»); имп.: неорганические реактивы, органические реактивы, особо чистые вещества, растворы (буферные растворы, растворы для очистки и хранения электродов, растворы для кондуктометров), химическое сырье и компоненты. Продукции для лабораторных исследований.
Проверенные поставщики
Компания реализует товары и продукцию только от проверенных поставщиков гарантирующих качестно продукции.
Консультация по продукции
Менеджеры компании проконсультируют вас по ассортименту реализуемой продукции, звоните в рабочее время
Доставка
География потребителей выходит за пределы России, компания “Химснаб-СПБ” осуществляет доставку приобретаемых товаров и продукции по Санкт-Петербургу, Ленинрадской обл, России и странам СНГ.
Индивидуальный подход
Строим свое сотрудничество с клиентом с учетом всех пожеланий клиента. Гибкий и индивидуальный подход к каждому клиенту, ориентированность на долгосрочные партнерские отношения, строгое соблюдение оговоренных сроков и предоставления документов заказчику являются неоспоримыми преимуществами компании “Химснаб-СПБ”. Мы заботимся о том, чтобы каждый наш клиент остался доволен приобретаемой продукцией и полученным результатом, который является нашим общим успехом!
Малотоннажная химия
Реализация продукции малотоннажной химии: продукция химической и нефтехимической промышленности. Малотоннажная химия дает возможность на скромном оборудовании и в небольших объемах производить дорогостоящие модификаторы, пластификаторы, ингибиторы и другие микродобавки, способные наделять конечный продукт новыми свойствами
Комплексное снабжение, оснащение
Компания Химснаб-СПБ имеет многолетний опыт работы на рынке химической продукции и лабораторного оборудования. Компания тесно сотрудничает со многими промышленными и производственными организациями и имеет возможность осуществлять комплексное снабжение и оснащение предприятии различных отраслений промышленности необходимым оборудованием и расходными материалами.
Компания тесно сотрудничает со многими промышленными и производственными организациями и имеет возможность осуществлять комплексное снабжение и оснащение предприятии различных отраслений промышленности необходимым оборудованием и расходными материалами.
Предствленная информация на страницах данного интернет-сайта и в каталоге продукции носит исключительно информационный характер и ни при каких условиях не является публичной офертой, определяемой положениями Статьи 437 (2) Гражданского кодекса РФ. Для получения подробной информации о наличии и стоимости указанных товаров и (или) услуг,обращайтесь к менеджерам отдела продаж: форма обратной связи, e-mail, телефон.
Реализация продукции для сельского хозяйства, химической, строительной, нефтегазовой, металлургической, текстильной, кожевенной, и других отраслей промышленности.
7 812-337-18-93
Возникли вопросы, звоните: пн-пт с 9:00 до 17:00 или оставьте Ваш телефон и мы Вам перезвоним.
Возможности «ХИМСНАБ-СПБ»:
Предлагаем широкие возможности для комплектации химической продукцией производства и исследовательских лабораторий в различных отраслях промышленности.
Приемущества «ХИМСНАБ-СПБ»:
Комплексное снабжение:
«ХИМСНАБ-СПБ» – Ваш надежный поставщик
Поставка химической продукции и лабораторного оборудования является ключевым направлением деятельности компании с 1996 года.
Компания «ХИМСНАБ-СПБ» успешно осуществляет поставку широкого спектра лабороторного оборудования, приборов и другой химической продукции на рынке Северо-Запада Российской Федерации.
- Широкий ассортимент продукции
- Опт и розница
- Консультация по продукции
- Доставка транспортными компаниями
- Индивидуальный подход
- Проверенные поставщики
- Малотоннажная химия
- Комплексное снабжение, оснащение
О компании Химснаб-СПБ
- гальванизация
Похожие статьи
гальваническое покрытие, гальванизация
- 15 апреля 2009
гальванизация покрытие гальваническое
- 16 апреля 2009
химический метод нанесения металлической пленки гальванизация
- 17 апреля 2009
нанесение гальванических покрытий, подготовка поверхности металла и металлических изделий
- 01 января 2017
гальванотехника процессы электролиза при обработке поверхности металлических изделий
- 02 января 2017
гальванопластика копий поверхностей предметов в форме массивных металлических осадков, на которых происходило электроосаждение
- 28 января 2017
гальваностереотипы высококачественные и тиражеустойчивые дубликаты печатных форм
- 28 января 2017
подготовка поверхности металла, металлических изделий перед нанесением гальванических покрытий
- 28 января 2017
шлифование металла, металлических изделий
- 28 января 2017
полирование металла, металлических изделий
- 28 января 2017
пескоструйная очистка металла, металлических изделий
- 28 января 2017
гидроабразивная очистка металла, металлических изделий
- 28 января 2017
Травление металла: технологии и задачи
СОДЕРЖАНИЕ
- Что такое травление металла
- Сферы применения травления металла
- 3 вида травления металла
- Химическое травление
- Электролитическое травление
- Ионно-плазменное травление
- Выбор травителя в зависимости от типа металла
- Техника безопасности при травлении металла
Травление металла применяется как в быту, так и в промышленности. С его помощью можно нанести на поверхность материала какой-либо узор или создать необходимые параметры для дальнейшей обработки заготовки.
В зависимости от задач выбираются тип травления и конкретные растворы. В нашей статье мы расскажем, где применяется этот способ обработки металла, как осуществляется процесс и что нужно учитывать перед началом работ.
Что такое травление металла
Под травлением металла понимают удаление его наружного слоя с металлического изделия. Так можно очистить поверхность от ржавчины, следов окисления. Также травление металла используется в дефектоскопии – проверке металла на целостность, отсутствие повреждений.
Травление позволяет удалить загрязнения, увеличить адгезию, улучшить свойства металла для соединения с другим изделием. Таким образом, на очищенный металл лучше и прочнее ложится внешнее покрытие – краска, эмаль, гальваническое покрытие и др.
Травление также выполняется и в декоративных целях. Этим способом создают прямо на металле нужный рисунок. Глубину травления можно регулировать с точностью до нескольких микрон. Это позволяет выполнять травление сложного рисунка на металле без нанесения дополнительного лакокрасочного слоя.
Читайте также: «Металлические перила»
Методика подходит как для очень тонкой работы, когда необходимо выполнить, например, сложный узор на поверхности или проточить небольшие пазы, так и для очистки крупногабаритных заготовок.
Сферы применения травления металла
В промышленности используется несколько способов травления металла. Предварительно часть поверхности, которую обрабатывать не требуется, покрывают специальным лаком, защищающим металл от действия травящего вещества.
В производстве такой способ используется для изготовления деталей, формуемых травлением. В большинстве случаев так изготавливаются мелкие детали, в частности, для наручных часов или электронных устройств.
С помощью травления изделие может быть вырезано по определенной форме, для чего применяют специальные трафареты для травления металла. Также этим методом наносится заданная текстура на металл или поперечный профиль – топография. Травление может осуществляться на разную глубину металла. Применяется и рельефное травление, когда обрабатываются поверхности значительной площади.
Также этим методом наносится заданная текстура на металл или поперечный профиль – топография. Травление может осуществляться на разную глубину металла. Применяется и рельефное травление, когда обрабатываются поверхности значительной площади.
Помимо грубого травления, могут также вытравливаться каналы минимальной толщины, вплоть до нескольких микрон, обеспечивая высочайшую точность. Перед такой обработкой металл покрывается светочувствительным лаком, на который направляется лазерный луч сквозь фотопленку или непосредственно на металл. Под воздействием лазера лак разрушается, смывается водой, после чего этот участок подвергается сквозному или глухому травлению.
В электронике травлением изготавливаются электропроводящие дорожки на электронных платах. Такие дорожки получаются путем обработки тончайшего медного слоя на заготовках из гетинакса или текстолита.
Читайте также: «Металлические ограждения для лестниц»
Травление применяется и при производстве высокоточного оборудования в электронной промышленности, микросхем из полупроводников. Используются различные технологии как сухого, так и мокрого травления. К сухим относятся плазменный, ионный, реактивный ионный, плазменно-химический способы. К мокрым – анизотропное травление кремния водным раствором едкого калия.
Используются различные технологии как сухого, так и мокрого травления. К сухим относятся плазменный, ионный, реактивный ионный, плазменно-химический способы. К мокрым – анизотропное травление кремния водным раствором едкого калия.
В частности, формные цилиндры для современной печатной техники могут подвергаться гравировке на аппарате с ЧПУ, либо на них наносится фотохимический защитный грунт, после чего производится травление. Таким образом получается рельеф заданного рисунка и глубины.
Травление может использоваться как альтернатива ручной гравировке. Например, так изготавливают шильдики для станков и прочего оборудования. На часть металлической пластины наносят устойчивый к кислоте лак, после чего эта часть обрабатывается кислотой для травления металла, и на непокрытом лаком участке образуется углубление или неровность.
Читайте также: «Ограждения пожарных лестниц»
В авиационной промышленности при помощи химического травления металл, используемый для корпуса самолета, истончается на отдельных участках и становится за счет этого легче.
3 вида травления металла
Химическое травление
Используется для очистки металла от наружного слоя ржавчины, окисления. Им обрабатывается целый ряд металлов:
- алюминий;
- титан и сплавы на его основе;
- нержавеющие и огнеупорные стали;
- черные металлы.
При таком способе используется соляная, азотная или серная кислота. Металл погружается в щелочной или кислотный раствор, соляной расплав. В нем металл удерживается в течение определенного времени (от нескольких минут до двух часов), которое зависит от множества условий и задач травления.
Травление металла солью, кислотой имеет следующий механизм. Когда травитель попадает на слой оксида, покрывающего металл, он через микротрещины и поры проникает под этот слой и вступает в контакт с самим металлом. В результате химической реакции выделяется водород, который создает давление на оксидную пленку, разрушая ее, отрывая от металла и очищая поверхность заготовки.
Сам металл также начинает разрушаться под действие кислоты. Поэтому в промышленности используются коррозийные ингибиторы, защищающие металл.
Электролитическое травление
Этот способ позволяет быстро очистить металл, нанести рисунок или сделать выемки. Изделие погружается в раствор соляного или кислотного электролита и само становится катодом, если оно заряжено отрицательно, или анодом, если заражено положительно. Соответственно, различают катодное и анодное травление металла.
Читайте также: «Лестница на металлическом каркасе»
-
Катодным травлением углеродистые стали очищаются от окалины, которая образуется в результате масляного закаливания или проката горячим методом. Применяется анод из свинца, роль электролита выполняет соляная или серная кислота либо соль щелочного металла.
В процессе электролиза происходит интенсивное газообразование, выделяющийся на катоде водород разрушает окалину. Травление металла в солевом растворе и образующийся в его ходе избыток водорода снижает прочность сплава, поэтому для изделий из тонкого металла катодное травление не применяется.

-
Анодное травление широко используется в машиностроительной промышленности. Слой оксида очищается с поверхности металла прямым воздействием кислорода. Молекулы металла попадают в электролит в виде кислотного или соляного раствора металла, из которого изготовлена деталь. Для катода используется свинец, медь.
При таком травлении на металле образуется шероховатая поверхность, а оксид растворяется в электролите. Этот метод также может вызывать истончение металла, а также существует риск перетравливания.
Электролитический метод быстрее и экономичнее химического, если говорить об объеме требуемых реагентов. Также электролитический метод более экологичен, так как при нем не выделяется вредных для человека веществ.
Читайте также: «Полочные стеллажи»
По окончании травления металл погружается в раствор кальцинированной соды, чтобы деактивировать оставшийся на металле раствор электролита, иначе он может вызвать образование ржавчины. Затем заготовки моют обычной водой и просушивают. Обработанный таким способом металл устойчив к коррозии, однако при необходимости выполнения паяльных работы их нужно проводить как можно быстрее, поскольку при длительном хранении начнется процесс окисления металла.
Затем заготовки моют обычной водой и просушивают. Обработанный таким способом металл устойчив к коррозии, однако при необходимости выполнения паяльных работы их нужно проводить как можно быстрее, поскольку при длительном хранении начнется процесс окисления металла.
Ионно-плазменное травление
При этом способе металл бомбардируется ионами инертных газов. Их химической реакции с металлом изделия не происходит. Ионно-плазменное травление позволяет ограничить размер участка травления вплоть до 10 нм, поэтому оно нашло широкое применение в микроэлектронике.
Плазмохимическая обработка выполняется посредством возбуждения плазмы в химически активной среде. В результате образуются свободные радикалы и ионы. Попадая на металл, активные частицы инициируют химическую реакцию, при которой образуются легкие соединения, удаляемые из активной среды вакуумом.
Способ отличается тем, что в нем используется химически активный газ с большой реакционной способностью, например кислород, взаимодействующий с металлом в плазме газового разряда. Химический же метод, о котором было написано выше, предполагает реакцию активного газа только с определенным видом молекул.
Химический же метод, о котором было написано выше, предполагает реакцию активного газа только с определенным видом молекул.
Выбор травителя в зависимости от типа металла
Для углеродистых сталей травление производится в растворе серной кислоты с концентрацией 8-20 % или серной кислоты с концентрацией 10-20 %. При этом всегда применяются ингибиторы коррозии (КС, ЧМ, УНИКОЛ), которые позволяют сохранить прочность металла и избежать избыточного травления.
Нержавеющая и огнеупорная сталь травится в многокомпонентном растворе, в который входят 12 % соляной, 12 % серной и 1 % азотной кислоты. Возможна обработка в несколько этапов. Сначала в растворе соляной кислоты с концентрацией 20 % окалина разрыхляется, а затем поверхность очищается раствором азотной кислоты с концентрацией 20-40 %.
При производстве нержавеющей стали на ней образуется толстый слой окалины, который удаляют 75-85 % раствором едкого натра и 20-25 % азотнокислого натрия. Окончательная очистка производится в 15-20 % растворе азотной кислоты.
На поверхности деталей из алюминия и сплавов на его основе образуется тугоплавкий слой оксида. Для его удаления используют растворы кислоты или щелочи. Щелочь с концентрацией 10-20 % нагревается до 50-80 градусов по Цельсию, в раствор погружаются обрабатываемые детали, и выдерживаются там не больше двух минут. Если в щелочь добавлен хлористый или фтористый натрий, то травление протекает более равномерно.
Читайте также: «Коррозия металлоконструкций»
Титан и его сплавы очищаются в несколько стадий. Сначала окалина разрыхляется в концентрированном едком натре. После этого она удаляется в растворе, состоящем из серной, азотной или фтористоводородной кислоты. Для окончательной очистки используется соляная или азотная кислота, в которой содержится фтористоводородная кислота в малой концентрации.
Для меди и ее сплавов применяются травящие вещества на основе перекиси водорода, хромовой кислоты. Травление этих металлов также осуществляется в солевом растворе:
- хлорида меди;
- хлорида железа;
- персульфата аммония.

Техника безопасности при травлении металла
Вещества, которые используются при травлении металла, химически очень активны. Они требуют исключительно осторожного обращения, поскольку при неправильном применении могут не только причинить материальный ущерб, но и поставить под угрозу здоровье и жизнь персонала предприятия.
При выполнении работ по травлению металла необходимо неукоснительно соблюдать ряд правил техники безопасности:
- В производственном помещении должна иметься хорошая вентиляция, желательно принудительная.
- Работники должны использовать средства индивидуальной защиты – перчатки, респираторы, специальную одежду и др.
- Емкости с химическими реактивами ни в коем случае не должны ставиться на значительной высоте.
- При приготовлении кислотного раствора кислота заливается в воду, но ни в коем случае не наоборот.
- При себе работник должен иметь раствор соды для промывания кислоты при ее попадании на кожу, при работе с щелочью – слабо концентрированный раствор уксусной кислоты.

- При использовании электролитического метода перед началом работы нужно проверить исправность всего используемого оборудования.
- В производственном помещении в зоне прямого доступа должен располагаться огнетушитель с соответствующим веществом.
Если реактив попал на кожные покровы, необходимо немедленно промыть их нейтрализующей жидкостью. Если на одежду, необходимо ее заменить.
При попадании реактивов на слизистые оболочки показана немедленная медицинская помощь, в противном случае под угрозой может оказаться не только здоровье, но и жизнь.
Читайте также: «Коррозия алюминия»
Таким образом, травление металлов имеет широкое применение в промышленности. При этом оно не ограничивается лишь только очисткой металла от шлака, окислов, грязи и окалины, а позволяет также изготавливать отдельные детали, в том числе сложные микросхемы, и выполнять декоративные элементы на изделии.
Травление металла
Оцените, пожалуйста, статью
12345
Всего оценок: 1, Средняя: 5
Процесс – травление – металл
Cтраница 1
Процесс травления металла в растворе соляной кислоты протекает быстрее, чем в растворе серной кислоты. Однако летучесть соляной кислоты вызывает дополнительные затраты на вентиляцию.
[1]
Однако летучесть соляной кислоты вызывает дополнительные затраты на вентиляцию.
[1]
Испытания ингибированной соляной кислоты в процессах травления металлов, проведенные на ряде заводов, подтвердили соображения о целесообразности применения ее вместо серной кислоты. [2]
Должен знать: принцип работы обслуживаемого оборудования; основы процесса непрерывного травления металла. [3]
Металлические шламы, содержащие оксиды или гидроксиды металлов, образуются, например, в процессах травления металлов кислотой, в установках для электропокрытия металлов, а также в других процессах обработки поверхности. Особый интерес представляет выделение из шламов железа и цинка, а также процесс отделения железа от цинка. Процесс выделения металлов из отходов должен быть достаточно экономичным, чтобы явиться практической альтернативой широко распространенному методу сброса отходов в водоемы. [4]
Схематический проекг выпуска отработанных травильных вод с помЪщыо накопителя и дозатора. [5]
[5] |
Как известно ( это было подробно освещено в ранее вышедших трудах по обработке промышленных сточных вод), процессу травления металла сопутствует процесс промывки приготовленного изделия в проточной воде. [6]
В значительных количествах сульфат железа ( железный купорос) получают как отход производства, например диоксида титана, а также в процессе травления металлов. [7]
В зависимости от квалификации соляной абгазной кислоты она используется для электрохимического получения газообразного С12, хлоралканов, а также в производстве суперфосфата, для разложения различных шламов и обработки руд, в процессах травления металлов. [8]
Чаще всего FeO, Fe3O4 и Fe2O3 проникают друг в друга, образуя сложные по составу и структуре слои, так что даже на одном образце на различных участках поверхности окалина не идентичная, что часто осложняет изучение и осуществление процесса травления металлов. [9]
[9]
Химическая очистка деталей от окалины и ржавчины производится путем травления металла в кислоте или растворе электролита с последующей промывкой в горячей и холодной воде. Процессы травления металлов должны осуществляться в соответствии с требованиями правил техники безопасности при травлении металлов и нанесении на них гальванических покрытий. [10]
Конечно, органические поверхностно-активные вещества, замедляющие выделение металлов на катоде, могут замедлять и анодное растворение. С этим явлением встречаются при изучении процесса травления металлов в присутствии регуляторов травления. Так как это замедление находится в тесной связи с явлениями пассивности, то оно и будет обсуждаться в следующей главе. [11]
Ингибитором называется вещество, при добавлении которого в среду, где находится металл, значительно уменьшается скорость коррозии металла. Особенно большое применение находят замедлители в процессах травления металлов для удаления с поверхности окалины или ржавчины. [12]
[12]
Для снижения количества выделяемого водорода в ванны травления добавляют специальные замедлители или ингибиторы травления. Обычно это поверхностно-активные вещества, которые, адсорбируясь на отдельных участках поверхности, замедляют процесс травления металла, при этом количество выделяемого водорода уменьшается и предотвращается опасность перетравливания. Наиболее эффективными ингибиторами травления являются катапин КПИ-1 [ М – ( н-децил) – 3-оксипиридинхлорид ] и уротропин ( гексаметилентетрамин), которые добавляют в количестве соответственно 3 – 5 г на 1 л и 40 – 50 г на 1 л травильного раствора. [13]
При одностороннем анодном вытравливании рисунка печатных плат в нейтральных растворах существует опасность нарушения электрического контакта токоподвода с вытравливаемыми участками в конце процесса травления; следствием этого является неполное удаление металла с инертной подложки платы. Это затруднение может быть преодолено при использовании для анодного травления раствора с окислителями, реагирующими с вытравливаемым металлом. В этом случае процесс травления металла будет протекать параллельно за счет как анодного, так и химического процессов. Подобный смешанный метод травления позволяет интенсифицировать процесс, так как химическое травление, имеющее электрохимическую природу, протекает с катодным контролем, обладая большими резервами по анодной стадии.
[14]
В этом случае процесс травления металла будет протекать параллельно за счет как анодного, так и химического процессов. Подобный смешанный метод травления позволяет интенсифицировать процесс, так как химическое травление, имеющее электрохимическую природу, протекает с катодным контролем, обладая большими резервами по анодной стадии.
[14]
При одностороннем анодном вытравливании рисунка печатных плат в нейтральных растворах существует опасность нарушения электрического контакта токо-подвода с вытравливаемыми участками в конце процесса травления, следствием этого является неполное удаление металла с инертной подложки платы. Это затруднение может быть преодолено при использовании для анодного травления растворов с окислителями, реагирующими с вытравливаемым металлом. В этом случае процесс травления металла будет протекать параллельно за счет как анодного, так и химического процессов. В конечный период процесса вытравливание небольших оставшихся участков металла на плате, потерявших электрический контакт с токоподводом, пройдет путем их взаимодействия с раствором. Подобный смешанный метод травления позволяет интенсифицировать процесс, так как химическое травление, имеющее электрохимическую природу, протекает с катодным контролем, обладая большими резервами по анодной стадии.
[15]
Подобный смешанный метод травления позволяет интенсифицировать процесс, так как химическое травление, имеющее электрохимическую природу, протекает с катодным контролем, обладая большими резервами по анодной стадии.
[15]
Страницы: 1 2
Виды травления металла и результаты
“Научный аспект №1-2019” – Технические науки
УДК 54.05
Укелеева Астра Зарылбековна – доцент кафедры Дошкольного и школьного образования и образовавтельной технологии Педагогического факультета Кыргызского национального университета им. Жусупа Баласагына.
Аннотация: В научной статье проанализированы виды травления металла и их результаты. Были сделаны выводы о том, что любые способы химического травления не обеспечивают сохранности металла, а вызывают перетравы. Химические способы травления – это опасность перетравливания, является серьезным недостатком и чем быстрее химическое травление, тем больше опасности перетравливания при затяжке травления.
Ключевые слова: Химические вещества, металл, травление, гравиметрических, атмосфера, ржавчина, аммония, цитратный раствор, железа, механизм.
Травление – это группа технологических приемов для управляемого удаления поверхностного слоя материала с заготовки под действием химических веществ. Потеря металла при его травлении (очистке от продуктов коррозии) – явление нежелательное и на производстве и в коррозионной лаборатории. Вследствие перетрава при техническом травлении расходуются лишний металл и реагенты, а при коррозионных гравиметрических испытаниях уменьшается химическая стойкость металла.
«Точность метода определения потери в весе, в первую очередь, зависит от полноты удаления продуктов коррозии при условии, чтобы совершенно не был затронут сам металл» [2]. Травление, удовлетворяющее этим условиям, будем называть гравиметрическим. Техническое травление во многих случаях приближается к гравиметрическому-случаи, когда нужно щадить металл, его вес и размеры изделия. В дальнейшем ограничимся исследованием очистки стали, заржавевшей в атмосфере. Обычно допускают, что химическим травлением, проведенным надлежащим образом, можно удалить с поверхности заржавленной стали всю ржавчину, вызывая очень небольшой перетрав железа. Для этого был предложен в разное время ряд реагентов. Желательно определить на большом однородном материале перетрав металла, скорость травления, рассеяние величин и другие характеристики предложенных способов.
В дальнейшем ограничимся исследованием очистки стали, заржавевшей в атмосфере. Обычно допускают, что химическим травлением, проведенным надлежащим образом, можно удалить с поверхности заржавленной стали всю ржавчину, вызывая очень небольшой перетрав железа. Для этого был предложен в разное время ряд реагентов. Желательно определить на большом однородном материале перетрав металла, скорость травления, рассеяние величин и другие характеристики предложенных способов.
Кислотное травление сплавов железа широко применяетсяв технике для удаления окалины. Механизм этого процесса в общем описан во многих работах. Химический же состав слоев ржавчины (атмосферной и почвенной) и ее строение почти не изучены. От окалины ржавчина отличается и по химическому составу содержание гидроокисей и ферроферритов и по строению: остатки структуры геля, рыхлость и пр [5]. Поэтому травление для удаления ржавчины-более легкая задача, чем удаление окалины, но механизм этого процесса мало известен. При техническом травлении химическими способами щелочные среды не применяются. Одной из главных причин является дороговизна реагентов. Для гравиметрического травления последнее обстоятельство имеет меньшее значение. При коррозионных испытаниях для гравиметрического травления применяются водные растворы цитрата или тартрата аммония, содержащие свободную гидроокись аммония. Наибольшее распространение получил водно-аммиачный раствор цитрата аммония (далее сокращенно-цитратный раствор). Его применяли многие исследователи [6, с. 104]. Рекомендуют его для применения при коррозионных испытаниях Акимов, Воскресенский, а также Спеллер. В коррозионных лабораториях реагент этот применяется часто, и поэтому он детально изучен. При контрольном травлении нержавых образцов из тех же листов и при тех же условиях, что и для ржавой стали, внешний вид образцов не меняется, если только потеря в весе не превышает 1 мг/обр (0,5 г /м2). Всего было протравлено свыше 200 нержавых образцов.
Одной из главных причин является дороговизна реагентов. Для гравиметрического травления последнее обстоятельство имеет меньшее значение. При коррозионных испытаниях для гравиметрического травления применяются водные растворы цитрата или тартрата аммония, содержащие свободную гидроокись аммония. Наибольшее распространение получил водно-аммиачный раствор цитрата аммония (далее сокращенно-цитратный раствор). Его применяли многие исследователи [6, с. 104]. Рекомендуют его для применения при коррозионных испытаниях Акимов, Воскресенский, а также Спеллер. В коррозионных лабораториях реагент этот применяется часто, и поэтому он детально изучен. При контрольном травлении нержавых образцов из тех же листов и при тех же условиях, что и для ржавой стали, внешний вид образцов не меняется, если только потеря в весе не превышает 1 мг/обр (0,5 г /м2). Всего было протравлено свыше 200 нержавых образцов.
Средняя потеря в весе металла при “нормальных” условиях травления измеряется для 78 образцов в 10 сериях образцов из 6 листов. Аналогичное повторное травление ржавых образцов, очищенных нормально цитратным раствором и пролежавших после этого в эксикаторе 15 дней. Возможные причины различия: или дотравливание оставшихся следов ржавчины плюс образовавшейся оксидной пленки или разьедание металла с изрытой после травления и весьма неровной поверхности. Вопросы этот мог бы быть решен многократным травлением одних и тех же образцов-шлифованных, опескоструенных и ржавых.
Аналогичное повторное травление ржавых образцов, очищенных нормально цитратным раствором и пролежавших после этого в эксикаторе 15 дней. Возможные причины различия: или дотравливание оставшихся следов ржавчины плюс образовавшейся оксидной пленки или разьедание металла с изрытой после травления и весьма неровной поверхности. Вопросы этот мог бы быть решен многократным травлением одних и тех же образцов-шлифованных, опескоструенных и ржавых.
Виннокислый аммоний (10%) в водно-аммиачном растворе был рекомендован вместо цитрата для целей коррозионных испытаний С.А. Погодиным [4, с. 39]. Нами был применен также 10%-ный водный раствор с 5,5% аммиака, не связанного в соль приготовленный из кристаллической винной кислоты и химически чистой гидроокиси аммония.
Формальдегид – слабый ингибитор травления железа, и по этому следует ожидать большего перетрава, чем в реактиве Портевена и в 2,5 раза меньше, чем для реактива Кларка. О применении фосфорной кислоты для гравиметрического травления железа сведений нет. По некоторым данным, при техническом травлении этой кислотой ингибиторы не нужны в виду образования защитной фосфатной пленки. Нами было поставлено несколько серий опытов с небольшим числом образцов (по 5 в серии) и растворами, приготовленными разведением до 17,3% бесцветной концентрированной ортофосфорной кислоты.
По некоторым данным, при техническом травлении этой кислотой ингибиторы не нужны в виду образования защитной фосфатной пленки. Нами было поставлено несколько серий опытов с небольшим числом образцов (по 5 в серии) и растворами, приготовленными разведением до 17,3% бесцветной концентрированной ортофосфорной кислоты.
Длительность химического травления, средняя по серии из пяти образцов составляет в минутах.
|
№ |
Металл |
Н2SO4 S%+AS2O3,0,1% Комнатная температура |
Реактив портевена Комнатная температура |
Цитратный раствор, 10%с избытком аммиака 60 |
|
1 2 |
Сталь Чугун |
150 140 |
100 105 |
80 80 |
Изложенное выше позволяет сделать следующие выводы:
- Экспериментно – исследованных любых способов химического травления не обеспечивает сохранности металла (весьма вероятно, и чугуна) лучше, чем условно-эталонное катодное травление в щелочи.
 Все они вызывают перетрав металла.
Все они вызывают перетрав металла. - В химических способах травления эта опасность перетравливания является серьезным недостатком. Чем больше скорость перетравления, тем внимательнее надо наблюдать за ходом травления каждого образца в отдельности, определяя конец очистки.
- Чем быстрее химическое травление, тем больше опасность перетравливания при затяжке травления. Условно- эталонное травление сочетает быстроту травления с минимумом перетравливания.
- Если, несмотря на преимущества катодного способа, все же выбирают для гравиметрического или сходного с ним травления химический способ, то рекомендуется хорошо ингибированная кислота (серная с мышьяком или, лучше, с неядовитой тиомочевиной). Применение реактива Кларка обеспечивает быстрое травление и с небольшим перетравом, но даже при небольшой затяжке сильно разрушает металл [3, с. 147].
Список литературы
- Википедия [Электронный ресурс] https\\ ru.m.wikipedia.org (дата обращения 25.
 01.2019)
01.2019) - Акимов Г.В.Теория и методы исследования коррозии металлов. –Л. – 1945.
- Афанасьев А.С. Травление стали без потери металла. –М. – 1951 – С. 47.
- Погодин С.А. Заморуева И.М. Металлург. – 1934 – С. 39.
- Сыркин З. Промышленность органической химии. –М. – 1936.
- Шелудько М.К. Розенберг Ф.Г. Сатуновский А. Труды конференции по коррозии металлов. – АН. СССР – 1943 – С. 104.
Интересная статья? Поделись ей с другими:
Травление металлов в домашних условиях
Как травить рисунок на металле в домашних условиях гальваническим способом
Рассмотрим именно этот процесс как наиболее популярный, дающий отличный результат, а также не очень затратный и доступный дома. Первое приятное отличие от химического метода – нет вредных паров. Раствор электролита зависит, в первую очередь, от протравленного материала:
| Вид металла | Используемые химические элементы |
| Сталь, железо | Нашатырный спирт, сульфат железа |
| Медные сплавы (чистая медь, бронза, латунь) | Сульфат меди |
| Цинк | Цинковый купорос |
Для того чтобы провести нанесение узора на металл своими руками, вам понадобится подготовить следующие материалы и оборудование:
- Емкость, не проводящая ток, которая соответствует размерам обрабатываемой детали и немного превышает их.

- Источник электричества на 5 вольт.
- Катод – он должен быть изготовлен из такой же стали, что и заготовка.
- Подвесы из проволоки, на которые нужно будет подвешивать металлический элемент.
- Штанги-проводники в количестве двух штук, которые превышают размеры ванны.
Теперь представляем алгоритм действий:
- Подсоединяем первую штангу к источнику электроэнергии (отрицательный заряд), прикрепляем катод.
- Вторую, соответственно, к положительному выводу, а также она будет служить опорой, на которой будет подвешено изделие (анод).
- Затем подается напряжение. Когда оно включается, происходит электролитический перенос. Однако только с тех поверхностей, которые не были покрыты каким-либо защитным покрытием.
Очищение детали
Для начала деталь, где запланировано изображение, зачищают мелкой наждачной бумагой и обезжиривают. Когда поверхность будет готова, нужно место, где будет наноситься рисунок, заклеить клейкой лентой или чем-то подобным. После этого всю остальную поверхность, где химическое травление не должно повлиять на металл, закрашивают краской. Она может быть любого цвета, главное, чтобы была стойкая к «Уайт-Спириту».
После этого всю остальную поверхность, где химическое травление не должно повлиять на металл, закрашивают краской. Она может быть любого цвета, главное, чтобы была стойкая к «Уайт-Спириту».
Когда краска высохнет, можно будет снять клейкую ленту. Под ней чистый металл, готовый для создания на нём рисунка. Теперь на этот «мини-холст» нужно нанести изображение. Его делают при помощи смолы, которую растворяют в «Уайт-Спирите», пока она не станет жидкой, как краска. Ею при помощи кисточки рисуют желаемое изображение. Чем хороша такая импровизированная краска, так это тем, что если в рисунке что-либо не получится, то можно будет это убрать, смочив тряпочку или ватную палочку в «Уайт-Спирите». Если на рисунке есть очень мелкие детали, которые плохо получились кисточкой, их можно подправить при помощи иглы, соскоблив лишнее после высыхания.
Таким способом можно осуществить травление ножа, ключей, в общем, любого металлического предмета. Теперь, когда рисунок полностью готов, можно приступать к самому травлению.
Травление изделия из металла
Для активации процесса в раствор электролита необходимо поместить любой стальной предмет и подключить к нему отрицательный провод от источника тока. Положительный провод в этом случае присоединяется к обрабатываемому изделию. Схематично процесс травления выглядит так:
При отсутствии качественного преобразователя (выпрямителя) можно воспользоваться зарядным устройством для телефона, срезав с него контакт для соответствующего гнезда.
Процесс травления под действием электрического тока происходит достаточно бурно.
Это необходимо учитывать при выборе стеклянной емкости. Уровень электролита в ней должен предотвращать его возможное выплескивание в процессе травления.
Контроль углубления рисунка при электрохимической обработке можно осуществлять визуально, периодически доставая обрабатываемое изделие из раствора. При соблюдении всех необходимых параметров процесс может продолжаться до нескольких минут, в зависимости от желаемой глубины травления узора на металлической детали.
Получив желаемый результат, отключите электрический ток. После этого с извлеченного образца тщательно удалите лаковую пленку. Для этого удобно воспользоваться средством для снятия лака и плотной тканью. Промойте готовый рисунок теплой водой с мылом.
Химическое травление металла в домашних условиях — Справочник металлиста
Травлением называют процесс обработки металла, в результате которого с поверхности удаляется слой определенной толщины под воздействием активных химических веществ (кислот или солей с кислой реакцией), а также постоянного тока в ванне с электролитом.
Травление металла может преследовать различные цели и применяться в промышленности и домашних условиях.
Поверхность изделия, подвергаемого травлению, получает целый ряд технологических и декоративных свойств и позволяет рассмотреть его микроструктуру в металлографический микроскоп, удалить окалину и другие неметаллические включения с поверхности, получить необходимый ювелирный орнамент или подготовить к пайке.
К травлению, называемому также электрохимической гравировкой, в домашних условиях или в гараже прибегают чаще всего для получения рельефных изображений на различных предметах с декоративными функциями.
Чаще всего ему подвергают стали с высокой твердостью, обработка которых обычным гравировальным инструментом требует больших усилий.
Этот процесс не представляет высокой сложности даже при отсутствии художественных навыков, если соблюдать его технологию.
Для чего используют травление металла
Ряд технологий для управления удалением поверхностного слоя металлической детали при помощи специально подобранных химических реагентов называется травлением металла. Оно позволяет удалять с изделий окалину, ржавчину и окислы под действием кислот, солей и щелочей в растворах.
Таким способом проводят дополнительную подготовку изделий из металла к соединению или нанесению покрытия, что улучшает сцепление деталей или наносимого слоя с основой.
Чаще всего применяется травление металла химическое, осуществляемое погружением заготовки в ванну с растворенными химическими реактивами.
Способы химического травления металла
Также существуют его виды, предусматривающие дополнительную активацию травящих веществ с помощью физических факторов.
Это травление металла электрохимическое (или гальваническое) под действием электрического поля или ионно-плазменное посредством ионизации частиц реагентов.
Если слово «травление» употреблено без указания его вида, то речь идет о химическом травлении в водном электролите. Его еще называют «жидким», в отличие от «сухого» ионно-плазменного.
При травлении металла кислотой, как правило, серной либо соляной, в ее раствор погружают заготовку. В кислотную реакцию при этом вступают как окислы, существующие на поверхности детали, так и металл основной. От увеличения содержания кислот операции растворения ускоряются одновременно для окислов и основного металла.
На скорость процесса травления металла, помимо концентрации кислоты, влияют также его температурный режим, а также химический состав окислов. Наиболее оптимальное сочетание этих факторов позволяет вести травление так, чтобы при максимально скором растворении окислов оно как можно меньше затрагивало основной металл.
Наиболее оптимальное сочетание этих факторов позволяет вести травление так, чтобы при максимально скором растворении окислов оно как можно меньше затрагивало основной металл.
Техника безопасности
напоминает, что при работе с любыми химикатами необходимо помнить о возможном вреде для организма. Рекомендуем предварительно:
- включить систему принудительной циркуляции воздуха;
- надеть респиратор;
- обезопасить все открытые участки с помощью резиновой специальной одежды, особенно важны перчатки;
- при разведении состава лить кислоту в воду, ни в коем случае не наоборот;
- поставить рядом приборы для тушения возможного возгорания.
В статье мы подробно рассказали про виды и технологии химического травления металла в домашних условиях. Будьте осторожны.
Чтобы уточнить интересующую вас информацию, свяжитесь с менеджерами по телефонам 8 (908) 135-59-82;;. Они ответят на все ваши вопросы.
Травление изделия из металла
Способы травления металла могут отличаться в зависимости от обрабатываемого материала. Например, цветные металлы или сталь и железо обрабатываются по-разному.
Например, цветные металлы или сталь и железо обрабатываются по-разному.
Цветной металл
Травление цветных металлов
Протравы подбираются в зависимости от вида металла, его физических и механических свойств. Например, сплавы на основе меди и чистую медь эффективнее всего обрабатывать с помощью серной, азотной, соляной или фосфорной кислот. В качестве катализатора, ускоряющего реакцию, можно использовать соединения на основе хрома.
Чтобы травить алюминий, необходимо использовать щелочные растворы. То же самое касается молибдена.
Титан интересен в процессе обработки. Изначально его нужно покрыть щелочным раствором и только потом использовать кислоты. В качестве вторых должны выступать мощные концентраты.
Травление печатных плат
Платы для электроприборов изготавливаются из текстолита. На одной из сторон платы находится слой медной фольги. Вытравить дорожки, по которым будет проходить ток, можно с помощью медного купороса, азотной кислоты, хлорного железа, разбавленной серной кислоты.
Травление стали
Часто методами травления со стали удаляются окалины или оксидная плёнка
Важно изначально обезжирить поверхность стали, чтобы на ней не осталось масляных подтёков или пятен жира. Они могут испортить внешний вид материала после травления
Также особое внимание нужно уделить протравам
Протравы, используемые для стали
Самый популярный состав, которые используют домашние мастера — азотная кислота. Часто её смешивают с соляной, чтобы добиться наилучшего эффекта. Эта смесь опасна и обращаться с ней нужно аккуратно. Чтобы работать с твердыми видами стали, требуется использовать смесь уксусной и азотной кислоты.
Азотная кислота
Процесс травления для других материалов
Часто с помощью травления создаются рисунки на стекле. Для этого применяются пары, которые выделяет плавиковая кислота. При этом защищают места, которые не нужно обрабатывать, с помощью воска или парафина.
Способы химического травления металла
Также существуют его виды, предусматривающие дополнительную активацию травящих веществ с помощью физических факторов. Это травление металла электрохимическое (или гальваническое) под действием электрического поля или ионно-плазменное посредством ионизации частиц реагентов. Если слово «травление» употреблено без указания его вида, то речь идет о химическом травлении в водном электролите. Его еще называют «жидким», в отличие от «сухого» ионно-плазменного.
Это травление металла электрохимическое (или гальваническое) под действием электрического поля или ионно-плазменное посредством ионизации частиц реагентов. Если слово «травление» употреблено без указания его вида, то речь идет о химическом травлении в водном электролите. Его еще называют «жидким», в отличие от «сухого» ионно-плазменного.
При травлении металла кислотой, как правило, серной либо соляной, в ее раствор погружают заготовку. В кислотную реакцию при этом вступают как окислы, существующие на поверхности детали, так и металл основной. От увеличения содержания кислот операции растворения ускоряются одновременно для окислов и основного металла. На скорость процесса травления металла, помимо концентрации кислоты, влияют также его температурный режим, а также химический состав окислов. Наиболее оптимальное сочетание этих факторов позволяет вести травление так, чтобы при максимально скором растворении окислов оно как можно меньше затрагивало основной металл. Помимо этого в художественном травлении, когда необходимо сохранить нетронутой часть поверхности изделия, она покрывается особым защитным слоем.
Для очистки железа от поверхностных оксидов оптимален раствор 10% соляной кислоты с температурой в 40 єС (для использования кислоты серной – 60 єС). С увеличением этой температуры возрастает и скорость процесса. Получаемые в ходе травления металла соли также способны влиять на скорость процесса. Одни из них, например FеСl2, увеличивают ее, а другие, такие как FeSO4, уменьшают.
Травление металла хлорным железом осложняется получением водорода в ходе реакций железа и кислот. Он взаимодействует с верхним слоем металла, образуя в нем «травильные пузырьки» и делая изделие более хрупким. С целью предотвращения такого эффекта в ванну с травильным раствором добавляются особые добавки, замедляющие реакции. Они, создавая специальную оболочку, защищают металл от негативного воздействия водорода.
Баки из бетона или дерева, покрытые внутри кислотоупорными материалами, служат основным оборудованием для травления металла. Для удобства погружения небольших заготовок в ванны с травильным раствором используют особые лотки с корзинами. Когда необходима очистка не всей поверхности, а только ее части, например, паяного шва, то для нанесения травильных растворов на его поверхность применяют кисточку. Затем деталь аккуратно промывают водой. Травильные пасты необходимы для очищения частей металла, покрытых ржавчиной. Участок, пораженный ржавчиной, в два приема покрывают разными слоями паст с последующим промыванием.
Когда необходима очистка не всей поверхности, а только ее части, например, паяного шва, то для нанесения травильных растворов на его поверхность применяют кисточку. Затем деталь аккуратно промывают водой. Травильные пасты необходимы для очищения частей металла, покрытых ржавчиной. Участок, пораженный ржавчиной, в два приема покрывают разными слоями паст с последующим промыванием.
Для обработки поверхности детали из меди или ее сплава применяется травление металла кислотами азотной, соляной либо серной. Алюминиевые детали следует травить щелочными растворами. Никель со сплавами подлежат очистке растворами серной кислоты с добавлением хромового ангидрида. Мельхиоровые детали очищают также раствором серной кислоты, добавляя в него хромпик. При этом их нужно промывать после процедуры травления теплой водой, растворив в ней немного винного камня. В виде потравы железных либо стальных изделий пользуются растворами нашатыря либо железным купоросом, бронзовые и латунные детали требуют травления металла медным купоросом, а цинковые изделия – цинковым купоросом, а также раствором окиси хлористого цинка.
Травление стали
Процедура состоит из нескольких этапов:
- обезжиривание и очистка;
- нанесение защитного слоя, если это необходимо в художественных или иных целях;
- наведение раствора;
- опускание элемента в ванну;
- подача электрического заряда.
Протравы
Обычно азотную смешивают с одной из следующих:
- с винно-каменной;
- с соляной;
- с уксусной.
Для лучшего эффекта можно предварительно выдержать элемент в гликогене в течение нескольких минут, затем высушить его и приступить к основному протравливанию.
Для цветмета подойдет травление металла кислотой в домашних условиях
Представим в виде таблицы рекомендации по составам:
| Материал металлической заготовки | Вещества, которые добавляются к протраве |
| Cuprum, сплав из нее | К серной, хлороводороодной, ортофосфорной, азотистой присоединяют хром или азот |
| Алюминий, Molydenum | Щелочные смеси на основе гидроксида натрия и пероксида водорода |
| Titanium | Предварительно – щелочь, затем сильные смеси, например, фтороводородные |
| Nickel, Wolframium | Раствор на воде с пероксидом водорода и метановой кислотой |
Химические способы травления металлов
Травлением называется способ воспроизведения с помощью химических средств рисунков, орнаментов, надписей и т. п. на поверхности металлических предметов.
п. на поверхности металлических предметов.
Травление производится двумя способами: можно покрыть веществом, на которое действует протрава, все линии и поверхности рисунка.
А можно, наоборот, защитить от действия кислот все промежутки, оставляя линии и поверхности рисунка свободными.
Если потом покрыть всю поверхность кислотой, то в первом случае рисунок получится слегка рельефным, во втором — рисунок выйдет углубленным.
Как ни проста, на первый взгляд, операция травления, начинающие часто терпят неудачу, особенно при травлении тонких и сложных рисунков.
Очистка поверхности
Прежде чем наносить предохраняющее покрытие, обрабатываемую поверхность следует тщательно очистить от тонкого налета ржавчины, жира и иной грязи. Приставший к поверхности жир можно удалить промыванием в спирте или бензине, прокаливанием или, наконец, провариванием в растворе соды или едкого натрия.
Очищенный от грязи и жира предмет погружают в 10%-ный раствор серной кислоты и оставляют в ней до тех пор, пока не исчезнет темный налет ржавчины.
После этого обрабатываемую поверхность можно отполировать, если форма предмета позволяет и назначение его не противоречит этой операции. Но подобная предварительная полировка не обязательна.
До вычищенной поверхности нельзя дотрагиваться голыми пальцами, так как на них всегда есть большее или меньшее количество жирового вещества, а на жир протрава не действует.
Когда протравливаемая поверхность вычищена настолько, что имеет свежий металлический блеск, приступают к нанесению предохранительного покрытия.
Защитное покрытие
Хорошее покрытие можно приготовить следующим образом: расплавляют 1 часть асфальта и 2 части мастики, смесь перемешивают и добавляют к ней 2 части белого воска.
По охлаждении этот состав формуют в шарики и конусы, которые завертывают сначала в тряпочку из тонкого плотного полотна, а сверху — в сухую тафту.
Состав наносится на поверхность следующим образом: обрабатываемый предмет подогревают и, слабо надавливая на поверхность, водят по ней равномерно массой, завернутой в тафту; при этом состав тает и просачивается сквозь тряпку, покрывая тонким слоем натираемую поверхность.
Когда это покрытие затвердеет, его покрывают тонким слоем свинцовых белил, мелко растертых и распущенных в растворе гуммиарабика.
Перенос рисунка
Затем при помощи синей бумаги на белую поверхность переводят требуемый рисунок или надпись. Все места, которые требуется вытравить, проскабливают до поверхности металла. Тонкой и острой гравировальной иголкой можно воспроизвести даже тончайшую тушевку рисунка.
Если хотят протравить простую фигуру или надпись, то предохранительное покрытие можно разбавить какой-нибудь жидкостью, например скипидаром, до консистенции густой масляной краски. По такому покрытию можно воспроизвести требуемый рисунок от руки иглой или даже стальным пером.
При нанесении предохранительного покрытия необходимо следить за тем, чтобы металлическая поверхность была совершенно суха, иначе покрытие местами плохо пристанет, а кислота может проникнуть тогда до металла и протравить места, которые должны остаться нетронутыми.
Рецепт протравы
Протравой для медных, латунных, бронзовых и серебряных изделий служит следующая смесь: 3 части насыщенного водного раствора азотнокислой меди и 1 часть насыщенного уксусного раствора нашатыря.
Для железа и стали рекомендуют следующую смесь: 400 частей воды, 2-3 капли азотной кислоты, 15 частей каломея (двухлористой ртути) и 1 часть виннокаменной кислоты.
Травление
Протравливаемый предмет опускают в глиняную глазированную кюветку (ванночку), в которую наливают соответствующий растворитель.
Если обрабатываемая поверхность плоская, то можно установить ее в горизонтальном положении, вылепить по краям бортик из воска толщиной в палец и в полученную таким образом плоскую кюветку налить соответствующую кислоту.
Когда травление считают оконченным, предмет прополаскивают в чистой воде, а предохранительное покрытие удаляют нагреванием или смывают его скипидаром.
Если в углублениях останется некоторое количество протравки, то со временем она разъест металлическую поверхность местами глубже, чем требуется. Во избежание этого промытый предмет кладут на несколько минут в известковую воду, которая нейтрализует остаток кислоты.
Способы травления металла
Существует несколько основных способов художественной обработки металлов, которые используют на производстве и в домашних условиях.
Химический
Химическое травление изделий из металла подразумевает под собой использование различных кислот. Для создания рисунка не нужно покупать дорогостоящее оборудование или собирать сложные конструкции. Используются серная, соляно-фосфорная или азотная кислота. В растворе серной кислоты можно эффективно травить различные материалы.
При использовании химического способа декоративной обработки металлических изделий необходимо использовать защитные очки и респиратор. Кислоты выделяют едкие пары, которые могут навредить организму человека.
Электрохимический
В этом способе обработки металла применяют раствор электролита. В процессе травления через него пропускают ток. Таким образом работа проходит быстрее чем при химической обработке, не выделяется вредных испарений.
Ионно-плазменный
Для этого способа не используются кислоты и другие химические составы. Металл обрабатывается с помощью ионизированной плазмы, которая подаётся на него отдельными пучками.
: Искусственное старение, шлифовка и очистка
После процесса травления, нужно провести дальнейшую обработку лезвия.
После травления поверхность лезвия становится матовой. Требуется последующая обработка клинка.
Есть несколько вариантов обработки. Какой из способов выбрать, решать вам.
- Искусственное старение поверхности придает ей текстурированный вид. Этот способ подойдет для не очень качественно выполненного травления (скрывает неравномерности травления). Во время обработки трафарет остается на лезвии в течении всего процесса.
- Шлифовка протравленной поверхности. Используйте влажную или сухую наждачную бумагу зернистостью 1500, 2000 или 2500. Можно использовать стальную стружку.
После достижения необходимого результата, удалите шаблон с лезвия с помощью ватных дисков, пропитанных ацетоном. Этим способом вы сможете удалить лак или краску, нанесенные вами на лезвие.
Теперь осталось собрать нож и любоваться плодами своей работы.
Храните кислоту в том же пластиковом контейнере, в котором проводили травление!
Если вы больше не планируете использовать раствор, сдайте его в пункт утилизации опасных отходов или, по крайней мере, нейтрализуйте его пищевой содой. Но, лучше все-же сдать на утилизацию, поскольку в нем содержатся соли металлов, которые могут нанести вред окружающей среде.
Химическое травление поверхностей цветных металлов
Травление меди и латуни
На латуни раствор образует светло-желтый налет, на меди — светло-розовый. Раствор содержит:
- Азотная кислота концентрированная 250 мл;
- Соляная кислота концентрированная 150 мл;
- Этиловый спирт денатурированный 100 мл;
- Вода 500 мл.
Детали травят, кратковременно погружая в ванну с раствором, после чего вынимают и сразу же промывают водой.
Матовое травление меди
После травления на меди получатся шероховатая (до матовой) поверхность. Состав ванны:
- Азотная кислота 40%-ная 600 г.
 ;
; - Серная кислота концентрированная 400 г .;
- Хлористый натрий 3 г.;
- Сернокислый цинк 2 г.
Блестящее травление меди и ее сплавов
- — Серная кислота концентрированная 500 мл;
- — Азотная кислота концентрированная 500 мл;
- — Соляная кислота концентрированная 10 мл;
- — Сажа 5 г.
Рабочая температура ванны 18-20°С. Обезжиренные детали погружают в ванну с раствором на 10-30 с, после чего вынимают, промывают водой и сушат.
Травление цветных металлов
Несколько много различных металлических сплавов и отдельных веществ в таблице Менделеева, настолько многочисленны применяемые протравы. Их эффективность часто обусловлена атомным весом элемента.
Чаще всего из цветмета травят медь, латунь и бронзу. С ними одинаково хорошо вступают в реакцию такие кислоты, как соляная, фосфорная и азотная. Соединения хрома в составе способствуют ускорению происходящей реакции.
Одним из немногих элементов, который реагирует не на кислотную, а на щелочную среду, является алюминий и, соответственно, алюминиевые сплавы. Кроме него, можно назвать молибден. Для них следует смешать едкий натр, добавить перекись водорода.
Кроме него, можно назвать молибден. Для них следует смешать едкий натр, добавить перекись водорода.
Очень сложно обрабатывать титан, ему обязательно необходимо подготавливать две ванны – сперва со щелочным раствором, а затем с сильными кислотами, такими как серная и азотная в высокой концентрации. Таким образом, сперва снимаются окислы, а затем только производится гальванизация.
Если нужно протравить более редкие металлы, например, никель или вольфрам, то стоит смешать перекись водорода с HCOOH.
Процесс травления для других материалов
Кроме металлов, операции травления подвергают и другие материалы. Наиболее часто встречается протравливание стекла с декоративными целями. Травление осуществляют в парах плавиковой кислоты, единственной, способной растворить стекло. На этапах подготовки проводится предварительная кислотная полировка поверхности изделия, потом на нее переводится контур будущего изображения. Защитные покрытия для стекла делают из смеси воска, канифоли и парафинов. После нанесения защитного покрытия заготовку окунают в травильную емкость.
После нанесения защитного покрытия заготовку окунают в травильную емкость.
Применение плавиковой кислоты создает на поверхности красивую матовую структуру. Чтобы получить гладкую, прозрачную поверхность, в протравочную смесь добавляют концентрированную серную кислоту. Для получения рельефного, глубокого узора операцию повторяют.
В травлении металлов используются чрезвычайно активные в химическом отношении вещества-сильные кислоты, щелочи и их растворы. При неправильном обращении они могут причинить серьезный вред здоровью и нанести значительный материальный ущерб.
Использование резиновых перчаток
Поэтому при работе с ними нужно соблюдать особые меры предосторожности и строго выполнять правила техники безопасности при проведении работ:
- Работы проводят только при наличии хорошей вентиляции, предпочтительно — вытяжного шкафа.

- Обязательно использование средств индивидуальной защиты: резиновых перчаток и фартука, плотной производственной одежды, респиратора, защитного лицевого щитка.
- Нельзя ставить банки с кислотами и щелочами на высоко расположенные полки и шкафы.
- Во время разведения кислот КИСЛОТУ ЛЬЮТ в ВОДУ, и никогда — воду в кислоту.
- При работе с кислотой иметь под рукой раствор соды, а при работе со щелочью — слабый уксусный раствор для промывания участков кожи, на которые случайно попали капли раствора.
- При работе гальваническим методом перед началом работы тщательно осмотреть все используемое электрооборудование на предмет отсутствия механических повреждений и целостности изоляции.
- Иметь под рукой исправный огнетушитель.
В случае попадания травильного раствора на кожу следует немедленно промыть пораженный участок соответствующим нейтрализующим раствором. Если брызги кислоты или щелочи попали на одежду — ее следует немедленно снять.
Промыть водой пораженный участок
Если травильный раствор попал на слизистые оболочки — следует немедленно обратиться за медицинской помощью. Промедление в таких случаях может стоить здоровья или даже жизни.
Промедление в таких случаях может стоить здоровья или даже жизни.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Один из способов получения на металлических изделиях выпуклого или вдавленного рисунка, появившийся сравнительно недавно, получил название травление. Принцип действия этого метода основан на использовании электрохимических процессов в жидком электролите. При наличии художественных способностей, даже в домашних условиях можно получить узор высокого качества при минимуме требуемых материалов и оборудования.
При самостоятельном выполнении травления в домашних условиях потребуются следующие расходные вещества и приспособления:
- изделие, предназначенное для украшения – различные столовые приборы, охотничьи или походные ножи или простые мыльницы, на которых можно выполнить простейшие узоры;
- емкость достаточного объема и удобной формы из неметаллических материалов, подходящая для помещения в нее всего обрабатываемого изделия или украшаемой его части.
 Наиболее удобно использовать с этой целью стеклянные емкости, позволяющие визуально контролировать процесс обработки.
Наиболее удобно использовать с этой целью стеклянные емкости, позволяющие визуально контролировать процесс обработки. - достаточное количество обыкновенной поваренной соли;
- лак для ногтей любого цвета;
- средство для снятия лака, предназначенное для очистки обработанного изделия;
- источник постоянного электрического тока небольшого напряжения. В этом качестве может быть использовано зарядное устройство для зарядки автомобильных или телефонных аккумуляторов.
Разработка и нанесение рисунка
Эскиз
Сюжетный рисунок, растительный орнамент, логотип или просто фраза – это лишь малый перечень идей рисунка, который будет красиво запечатлен на клинке. Выберите, какой узор вы хотите видеть на клинке и начинайте создание эскиза. Можно нарисовать самостоятельно или попросить профессионалов.
После чего нужно перенести рисунок на клинок. Для этого помещаем клинок в сканер, переносим изображение в программу CorelDraw, где обрисовываем контуры клинка. Далее накладываем подходящий орнамент. Результат следует продублировать в зеркальном отображении и отправить в печать.
Далее накладываем подходящий орнамент. Результат следует продублировать в зеркальном отображении и отправить в печать.
Лакирование клинка и перенос рисунка
Клинок надо покрыть лаком заранее. Можно воспользоваться матовым лаком для пластмассовых моделей-копий. Лак нужно разбавить нитрорасстворителем, чтобы быстрее высох, и нанести аэрографом (можно и кисточкой). Лак используется потому, что в течение суток сохраняет пластичность и не крошится под скраббером.
Вырезаем эскиз, чтобы было проще подогнать к клинку, «зачерняем» оборотную сторону карандашом, крепим на клинке малярной лентой. После прорисовываем тонкой ручкой орнамент. В итоге получается рисунок на лаке.
Процарапывание рисунка
Рисунок по поверхности лака процарапываем с помощью скрабберов с различной заточкой
Важно, чтобы металл скраббера не был тверже металла клинка, а то будут царапины
Особенности рисунка
Интересно: Тонировка фар своими руками
В нашем примере травится «поле» (это самый сложный вариант, т. к. рисунок процарапать труднее), хотя возможен и более доступный вариант, когда травятся исключительно контуры рисунка.
к. рисунок процарапать труднее), хотя возможен и более доступный вариант, когда травятся исключительно контуры рисунка.
Металлический травление 101
Ресурсы для изготовления ювелирных изделий / Ресурсы / Ресурсы 101
Написано
Кольцами и вещами. Сотрудники
. 28:28 PDTth, 26 октября 2021 г. 19:28:28 PDT
Травление — это метод использования химических веществ для вырезания рисунка или узора на металлической поверхности. Выгравировать собственные рисунки на металле проще, чем может показаться, и это может быть увлекательным и полезным способом изготовления собственных украшений! Изучите основы выбора металлов, травителей, создания или переноса изображений с резистами и завершения процесса травления. Узнайте, как сделать поплавковую лодку для подвешивания ваших рисунков в травильном растворе, а также узнайте об основных мерах предосторожности при травлении, рекомендациях по проектированию и бесплатных проектах. Вы также можете купить наши химикаты и расходные материалы для травления , включая наш эксклюзивный набор инструментов для травления . Вы также можете купить наши химикаты и расходные материалы для травления , включая наш эксклюзивный набор инструментов для травления .Какие металлы можно травить?Поскольку химическое травление фактически врезается в поверхность металла, вы должны убедиться, что ваша пластина или лист металла имеют достаточную толщину, чтобы хорошо удерживать выгравированный рисунок. Мы рекомендуем использовать металлический лист толщиной 22 или более и предварительно вырезанные металлические заготовки . Предлагаемые нами варианты, которые будут работать с хлоридом железа (см. следующий раздел), включают:листовой металл 24 калибра и Предварительно нарезанные заготовки 24-го калибра также подойдут для — просто убедитесь, что оставите изделия 24-го калибра в химической ванне на меньшее время , чем более толстый металл. См. все размеры металлических заготовок для получения дополнительных опций. | ||||||||
Выбор подходящего травителяТравитель — это химикат (или смесь химикатов), который вы будете использовать для вырезания незащищенных частей металла и создания готового травленого рисунка. Важно совместите свой металл с соответствующим травителем , потому что один и тот же металл будет по-разному реагировать на разные химические вещества (и наоборот). Важно совместите свой металл с соответствующим травителем , потому что один и тот же металл будет по-разному реагировать на разные химические вещества (и наоборот).
| ||||||||
Типы резистовРезист используется для защиты определенных частей металла от травителя. Резисты обычно представляют собой чернила (и ленты).  Вы нанесете рисунок или рисунок на металл с помощью резиста. Затем, когда вы погрузите свой металл в химическую ванну, покрытые области будут «сопротивляться» разъеданию. Эти покрытые области станут яркими точками вашего дизайна после завершения процесса травления. Вы нанесете рисунок или рисунок на металл с помощью резиста. Затем, когда вы погрузите свой металл в химическую ванну, покрытые области будут «сопротивляться» разъеданию. Эти покрытые области станут яркими точками вашего дизайна после завершения процесса травления.Разные мастера используют разные резисты, и разные резисты лучше работают с разными эстетическими стилями и методами — например, с использованием резиновых штампов, переводом фотографий, рисованием от руки и т. д. С практикой и экспериментами вы поймете, какие материалы и методы вам нужны. тоже предпочитаю. Резисты для меди, латуни и нейзильбера включают:
| ||||||||
Учебники и проекты по гравированиюИспользуйте наш пост в блоге ниже, чтобы пройти через весь процесс травления рисунка на металле, включая инновационное использование «плавающей лодки» вместо ленты для подвешивания ваших рисунков. в травителе! Найдите больше полезных советов в наших мерах предосторожности и проектных рекомендациях. Вдохновляйтесь бесплатными проектами. в травителе! Найдите больше полезных советов в наших мерах предосторожности и проектных рекомендациях. Вдохновляйтесь бесплатными проектами.
| ||||||||
Иллюстрированное пошаговое руководство, которое легко распечатать, см. в нашем Травление металла 101 PDF . в нашем Травление металла 101 PDF . | ||||||||

#Education Station
#Metal Etching
#Основы изготовления ювелирных изделий
#Copper
#brass
Jewelry-Make-Make Resources / Resources-12
Jewelry-Make-Making / Resources-12
Jewelry-Make-Making / Resources-12
9. – Advanced Metal Etching™
Перейти к содержимому29 ЛЕТ!
801 Gerber St. Ligonier, IN Cage Код 1LJ13
(260) 894-4189
Развивайте свой бизнес с помощью наших услуг по травлению металла, когда вам нужно что-то, выходящее за рамки ваших обычных возможностей.
Что такое травление металла?
Травление металла — это процесс изготовления тонких деталей простой или сложной конструкции. Материалы подвергаются воздействию химических веществ, которые удаляют нежелательный материал и оставляют только необходимые размеры конструкции детали. Другие термины для описания этого процесса: фототравление металла, фототравление, фотохимическое травление, химическое травление и фотохимическая обработка.
Материалы подвергаются воздействию химических веществ, которые удаляют нежелательный материал и оставляют только необходимые размеры конструкции детали. Другие термины для описания этого процесса: фототравление металла, фототравление, фотохимическое травление, химическое травление и фотохимическая обработка.
Химическое травление является отличным дополнением к другим процессам изготовления металлов, особенно в случае более сложных конструкций с замысловатыми элементами. Процесс свободен от заусенцев и стресса или тепловой деформации. Производители металла могут сотрудничать с фотогравировальным станком, чтобы удовлетворить требования своих клиентов и расширить свой бизнес.
Полезные ссылки
Преимущества травления металлов для производителей
При изготовлении металлов не все процессы дают одинаковые результаты. Химическое травление может дополнить ваши текущие процессы и возможности, поэтому вам не придется отказывать клиентам. Травление дает некоторые преимущества по сравнению с другими производственными процессами для определенных типов требований, таких как допуски, качество, материал/толщина и объем производства.
Химическое травление может дополнить ваши текущие процессы и возможности, поэтому вам не придется отказывать клиентам. Травление дает некоторые преимущества по сравнению с другими производственными процессами для определенных типов требований, таких как допуски, качество, материал/толщина и объем производства.
Недорогая оснастка
Пленки для цифровой оснастки — лучший способ быстро и с минимальными вложениями производить нестандартные детали. Их можно настроить всего за несколько кликов, что устраняет высокую стоимость и износ жестких инструментов и экономит время и деньги ваших клиентов при малых и средних тиражах.
Низкие допуски
С точностью, позволяющей выдерживать допуски до +/- 0,001 дюйма, травление является невероятно точным процессом. Идеально подходит для тех запросов цен, которые требуют более жестких допусков, чем ваши процессы.
Быстрое прототипирование
Если вам нужно быстрое выполнение работ на коротких тиражах, комбинированные инструменты — это то, что вам нужно! Это позволяет быстро производить различные прототипы, для которых требуется один и тот же материал.
Без напряжения и заусенцев
Использование химикатов означает отсутствие контакта твердого инструмента с металлом. Детали не имеют напряжения и заусенцев, что исключает дорогостоящий процесс удаления заусенцев, что делает это идеальным решением для производственных циклов любого размера!
Свойства неповрежденного металла
Отсутствие нагрева и закалки обеспечивает неизменность твердости, зернистой структуры и пластичности металла.
Сложные конструкции
Когда вам нужны детали со сложными или многочисленными элементами, вам подойдет химическое травление. Он предлагает быстрое время выполнения работ и более низкие затраты на малые или средние тиражи по сравнению со штамповкой.
Травление металла по сравнению с другими процессами изготовления металла
Когда для вашего клиента экономически целесообразно фототравление детали вместо других процессов, таких как штамповка, лазерная резка, гидроабразивная резка или проволочная электроэрозионная обработка?
Ответ зависит от многих факторов, таких как материал, толщина материала, качество материала, количество необходимых деталей, количество характеристик деталей, сложные конструкции, допуски и области применения деталей. Ниже приведены некоторые сравнения различных процессов, которые помогут вам решить, принесет ли фототравление пользу вашим клиентам.
Ниже приведены некоторые сравнения различных процессов, которые помогут вам решить, принесет ли фототравление пользу вашим клиентам.
Штамповка и травление металла
Источник: PCMI.org
Штамповка — очень распространенный процесс изготовления металлических деталей, который можно производить быстро и в больших количествах. Его часто рассматривают как вариант фототравление, поскольку они оба могут быстро изготавливать детали, но стоимость инструментов и время выполнения заказов различаются.
Как видно из таблицы, при сравнении затрат как на химическое травление, так и на штамповку очевидна экономия средств при выборе фототравление для деталей сложной конструкции в больших объемах.
Небольшие и средние объемы , как правило, более рентабельны при использовании процесса химического травления, поскольку инструменты недороги, а время изготовления меньше, чем при штамповке.
Большие объемы в большинстве случаев более рентабельны при штамповке. Стоимость одной детали будет ниже, особенно при более простых конструкциях.
Стоимость одной детали будет ниже, особенно при более простых конструкциях.
Однако для сложных деталей наиболее экономичным выбором является фототравление. При выборе наилучшего производственного процесса для детали необходимо учитывать объем производства, толщину металла и конструкцию детали.
Преимущества партнерства с производителем оборудования для травления металлов
Компания Advanced Metal Etching сотрудничает с другими производителями металлов, чтобы предоставить услуги фотохимического травления, которые помогут заполнить пробелы в возможностях. Мы здесь для вас, когда вы хотите предоставить своим клиентам комплексное решение, чтобы они могли получить свои детали в полном объеме и в срок!
НАЧНЕМ ТРАВЛЕНИЕ МЕТАЛЛА!
Свяжитесь с нами!
(260) 894-4189
801 Gerber St. Ligonier, в Cage Code 1LJ13
[Электронная почта защищена]
Следуйте за нами:
Поддерживайте до сегодняшнего дня
. информированы об отраслевой информации.
информированы об отраслевой информации.
Подписаться
- Электронная почта
- CAPTCHA
© 2022 Advanced Metal Etching. Все права защищены.
См. нашу Политику конфиденциальности
Прокрутите вверх
Перейти к содержимомуКислотное травление своими руками | The Metal Press от onlinemetals.com
Кислотное травление своими руками — это художественный стиль, который легко освоить, но трудно освоить. Избирательно используя кислоту для выжигания частей куска металла, вы можете создавать впечатляющие произведения искусства.
Но одним из лучших моментов этого процесса является то, что его можно использовать в различных стилях. Печатные формы, декоративные пластины, украшения и лезвия ножей — все это популярные предметы для травления кислотой своими руками.
Следуйте простым шагам, описанным ниже, и вскоре вы станете мастером!
Медные пластины, протравленные кислотой. Изображение предоставлено Lost Art Creations
Изображение предоставлено Lost Art Creations
Что такое травление кислотой?
Вкратце, травление — это процесс, при котором вы используете кислоту для создания изображений на металле. Этот процесс включает в себя покрытие металла кислотостойким веществом, соответствующим образом называемым Resist, после чего либо оставляют пустые области, либо соскабливают покрытие, чтобы создать изображение. Это обнажает часть металла, который затем частично выжигается (протравливается) кислотой.
Вскоре мы подробно расскажем о резисте, а пока просто знайте, что резист защищает основной металл от выгорания кислотой.
Также существует два основных стиля травления. В одном вы покрываете весь материал резистом, а затем удаляете резист, чтобы сделать изображение. Кислота будет травить только эту конкретную часть, поэтому углубления, вырезанные кислотой в металле, создают изображение. Другой вариант заключается в том, что вы оставляете большую часть металла открытой и используете резист для создания изображения. В этом стиле большая часть материала протравлена, поэтому слегка приподнятые невытравленные части составляют изображение.
В этом стиле большая часть материала протравлена, поэтому слегка приподнятые невытравленные части составляют изображение.
Наиболее популярными металлами для травления металла своими руками являются медь , латунь и нейзильбер . Хотя цинк и даже железо исторически были популярны. Первое известное изображение, протравленное кислотой, было сделано на железной пластине в 1510 году Даниэлем Хопфером.
«Три немецких солдата, вооруженных алебардами» — Даниэль Хопфер, около 1510 г., первое известное изображение, вытравленное кислотой . Стали стали особенно популярными для печатных форм. Поскольку сталь очень прочная, даже в виде тонкого листа, она хорошо подходит для этой цели. Полное руководство по кислотному травлению стали своими руками см. в этом сообщение wikiHow .
Материалы
- Ваша кислота — это будет определяться типом металла, который вы травите, хотя обычно мы рекомендуем вам использовать хлорид железа.

- Хлорид железа – лучше всего работает с медью, латунью, нейзильбером и нержавеющей сталью. Смешать с водой в пропорции 1:1.
- Сульфат меди – лучше всего подходит для мягких сталей. Смешайте его с поваренной солью в соотношении 1:1, чтобы тонкий слой сульфата меди не покрыл металл и не помешал правильному травлению.
- Азотная кислота – хорошо работает с большинством металлов. Смешайте его с водой из расчета 1 часть кислоты на 3 части воды. Или его можно смешать в соотношении 1:1 с уксусной кислотой (уксус).
- Серная кислота – хорошо работает с большинством металлов. Однако он должен быть сильно разбавлен до концентрации 10-25% кислоты.
- Напильник металлический
- Абразивный очиститель (например, Penny Brite или Bar Keepers Friend) или ацетон — см. Шаг 2 , чтобы узнать, что выбрать.
- Абразивная губка, или губка Brillo, или очень тонкая стальная вата
- Два нереакционноспособных контейнера (стеклянный или пластиковый).
 В одном будет храниться кислота, в которой вы поместите металл. Убедитесь, что он достаточно большой, чтобы полностью погрузить изделие. Во второй помещается смесь воды и нейтрализатора кислоты в пропорции 1:1.
В одном будет храниться кислота, в которой вы поместите металл. Убедитесь, что он достаточно большой, чтобы полностью погрузить изделие. Во второй помещается смесь воды и нейтрализатора кислоты в пропорции 1:1. - Ваше сопротивление — см. Шаг 3 для более полного объяснения этого.
- Метод подвески — см. Шаг 5 для получения более подробной информации.
- Старая зубная щетка
Основное оборудование для обеспечения безопасности и инструкции
Кислотное травление — это просто и дешевле, чем вы думаете. Основная проблема заключается в том, чтобы убедиться, что у вас есть готовое оборудование для обеспечения безопасности. Вы имеете дело с кислотой для этого процесса, поэтому всегда будет присутствовать некоторая врожденная опасность. Убедитесь, что у вас есть все средства индивидуальной защиты (СИЗ).
- Резиновые/латексные перчатки
- Маска для лица и защита для глаз. В процессе образуются пары, которые вызывают раздражение при вдыхании или попадании в глаза.
 Следовательно, мы также предлагаем вам иметь вентилятор и делать это в хорошо проветриваемом помещении
Следовательно, мы также предлагаем вам иметь вентилятор и делать это в хорошо проветриваемом помещении - Основное вещество, нейтрализующее кислоту, хорошо работает пищевая сода. – Вы будете использовать это, чтобы закончить травление вашей пластины. Но также неплохо иметь под рукой немного пищевой соды на случай, если вы прольете кислоту. Насыпьте пищевую соду на любую кислоту, если это произойдет.
Конечный продукт, медная печатная форма. Изображение предоставлено Bryn Gleason
1. Выберите металл для травления кислотой своими руками
Выбор металла незначительно влияет на процесс травления. Например, нейзильбер и стали травятся дольше, чем медь или латунь.
2. Подготовьте изделие
Перед травлением изделие должно быть полностью чистым. Масла, потускнение или другие химические вещества негативно влияют на эффективность травления. Во-первых, убедитесь, что края детали подпилены и не острые. Затем убедитесь, что поверхность подготовлена. Здесь можно использовать несколько методов.
Здесь можно использовать несколько методов.
Проще всего замочить изделие в ацетоне. Это быстро и просто, но иногда некоторые потускнения могут выдержать ванну с ацетоном.
Вы также можете почистить изделие губкой Brillo или какой-либо другой абразивной губкой. Это оставит матовую поверхность на вашей поверхности, которая повлияет на то, как будет выглядеть окончательная часть. Некоторым людям это нравится, и они используют этот метод специально, чтобы получить другую отделку. Другим это не нравится, и они обычно выбирают третий метод.
Для этого используйте обычную губку и абразивный очиститель, такой как Penny Brite или Bar Keepers Friend, чтобы почистить изделие. Это позволит получить ровную и блестящую поверхность.
Процесс заточки краев медной пластины с помощью напильника по металлу. Изображение предоставлено Bryn Gleason
3. Нанесение резиста
Помимо разработки шаблона, нанесение резиста является шагом, наиболее открытым для личной интерпретации.
Во-первых, материал, который вы выбираете в качестве резиста, не имеет границ. Существует множество чернил, специально предназначенных для травления, которые вы можете использовать. Есть также более легкодоступные материалы, которые, возможно, уже есть в вашем доме! Чернила перманентного маркера, такие как маркер Sharpie, хорошо работают в качестве резиста. Лак для ногтей и даже малярный скотч также хорошо работают. Еще на уроке химии в старшей школе мы делали украшения, используя малярный скотч в качестве резиста.
После того, как вы выбрали сопротивление, вам нужно применить его. Здесь есть два основных метода: покрыть резистом всю деталь или покрыть только ее часть. На изображениях Брин Глисон, которые мы используем здесь, вы видите, что она покрывает всю тарелку резистом. Другие люди, особенно ножи для травления кислотой, будут покрывать резистом только определенные части своих изделий. Все действительно зависит от того, какую часть материала вы хотите протравить.
Как только вы решите это, примените сопротивление. Убедитесь, что края и спинка также закрыты. Если вы травите нож, убедитесь, что скошенная кромка лезвия закрыта. Наносите спонжем, ватной палочкой, кистью для лака или просто рисуйте. Каким бы ни было ваше сопротивление, применяйте его наиболее подходящим способом.
Убедитесь, что края и спинка также закрыты. Если вы травите нож, убедитесь, что скошенная кромка лезвия закрыта. Наносите спонжем, ватной палочкой, кистью для лака или просто рисуйте. Каким бы ни было ваше сопротивление, применяйте его наиболее подходящим способом.
Нанесение красящего резиста кистью. Изображение предоставлено Bryn Gleason
4. Создание дизайна
Если применение вашего резиста является шаблоном, перейдите к шагу 5.
Но если нет, то сейчас самое время сделать свой дизайн. Если ваш резист — это чернила или воск, используйте инструмент, чтобы соскоблить желаемое изображение. Пример этого вы можете увидеть на картинке ниже. Если вы использовали клейкую ленту, нарисуйте свой рисунок на ленте, а затем отрежьте те части, которые вы хотите выгравировать.
Здесь вы действительно можете дать волю своему творчеству!
Используя стальной стилус, Брин соскабливает части резиста, чтобы создать изображение, которое она хочет для травления кислотой. Изображение предоставлено Брин Глисон.
Изображение предоставлено Брин Глисон.
5. Протравите деталь
Во-первых, убедитесь, что ваши СИЗ надеты. Затем вы захотите повесить изделие в ванне с кислотой. Для этого есть три основных метода, и они во многом зависят от того, что вы делаете.
Выбранный вами метод суспендирования металла в ванне с кислотой является наиболее сложной частью всего процесса.
Метод подвески
- Установка материала внутри – Если вы делаете печатную форму или другую деталь, у которой выгравирована только сторона, и ваша ванна достаточно глубокая, вы можете просто установить деталь внутрь. Если вы выберете этот метод, убедитесь, что гравируемая часть находится лицевой стороной вверх.
- Лодка из пенопласта – лучше всего подходит для небольших предметов. Используйте клейкую ленту, чтобы прикрепить кусок к нижней части небольшого блока пенопласта. Убедитесь, что протравливаемая часть обращена в сторону от пены. Поместите «лодку» в кислоту материалом вниз.
 Блок будет плавать в кислоте и может быть легко удален.
Блок будет плавать в кислоте и может быть легко удален. - Пластиковая нить. . Лучше всего подходит для небольших деталей, где травятся обе стороны. Просто свяжите кусок пластиковой нитью и подвесьте его в кислоте.
Пример лодочки из пенополистирола из книги «Кольца и вещи».
Поместите детали в ванну с кислотой и установите таймер. Время, в течение которого вы должны оставить детали в кислоте, зависит от металла, толщины детали и того, насколько глубоко вы хотите ее протравить. Вообщем травишь за 30-90 минут. Мы советуем, когда вы новичок в этом, вытаскивайте кусок, чтобы проверять его каждые 10 минут и смотреть, нравится ли он вам. Когда вы станете более опытным, вы сможете оставить его на более длительное время.
Также время от времени постукивайте по контейнеру, чтобы кислота перемешивалась.
Брин в резиновых перчатках осторожно опускает тарелку в ванну с кислотой. Изображение предоставлено Bryn Gleason
6.
 Очистите деталь
Очистите детальПосле того, как вы протравили деталь, вытащите ее и поместите в ванну для нейтрализации кислоты с водой и пищевой содой. Напоминаю, что ванна представляет собой соотношение воды и пищевой соды 1:1.
Ванна немного шипит, это нормально. Пусть это сидеть в течение минуты или около того. Затем возьмите зубную щетку с пищевой содой и почистите все глубокие части изделия. Это поможет убедиться, что вся кислота ушла.
После полной нейтрализации кислоты смойте пищевую соду водой.
Наконец, удалите резист с вашего изделия. Обычно для этого хорошо подходит ацетон.
На этом этапе, если вы этого хотите и работаете с медью, вы можете нанести патину. Для этого просто нанесите немного серы там, где вы хотите получить патину. Для меди это создаст черную или темно-коричневую патину. Многие художники наносят это на углубления в своих произведениях, а затем протирают и очищают приподнятые части металла. Этот процесс создает резкое облегчение, чтобы выделить вашу работу.
Поздравляем! Вы успешно завершили свое первое кислотное травление своими руками!
Брин заканчивает мыть тарелку и начинает наносить чернила для печати. Изображение предоставлено Bryn Gleason
Альтернативные методы
Обеспокоенность по поводу воздействия на здоровье длительного воздействия кислот и растворителей вызвала исследование менее токсичных методов травления. В одной системе травления используется акриловый полимер в качестве грунта и хлорид железа для травления. Полимеры удаляются раствором карбоната натрия (стиральной соды), а не растворителями. Травление акрилового полимера также может быть успешно выполнено на более мягких металлах, таких как 9.0295 алюминиевый лист .
Травление в морской воде — еще один альтернативный метод, который можно сделать с помощью домашних ингредиентов и по дешевке! Однако, хотя ингредиенты мягкие, этот метод производит токсичный газ, который нельзя вдыхать. Так что будьте осторожны! Убедитесь, что у вас есть надлежащая вентиляция и какая-то маска, чтобы предотвратить вдыхание паров.
Использование и утилизация кислоты
Ваша кислота может быть использована для различных проектов кислотного травления своими руками. Это одна из причин низкой стоимости. Однако со временем кислота теряет свою силу.
Когда вы закончите с кислотой, не выливайте ее в канализацию! Это повредит их. В идеале поместите кислоту в пластиковую бутылку, отметьте содержимое, а затем отнесите ее в местный пункт утилизации опасных отходов. Если у вас нет доступа к объекту по утилизации опасных отходов, есть еще один хороший вариант. Насыпьте наполнитель для кошачьего туалета в кислоту. Как только он полностью впитает кислоту, добавьте еще пищевой соды и оставьте на некоторое время. Как только кислота нейтрализуется, ее можно выбросить в мусор.
Хотите узнать больше?
Большинство изображений в этом посте были любезно предоставлены профессиональным художником по гравюре по металлу по имени Брин Глисон. Она тоже наша клиентка! Возможно, вы хотели бы посмотреть на ее работы или вдохновиться, чтобы сделать кислотное травление своими руками? В любом случае, посмотрите наш пост о ней!
Что такое травление металла? (с картинками)
`;
Травление, от немецкого слова, означающего «есть», — это разрезание поверхности материала кислотой. Травление выполняется на различных материалах, включая стекло, оргстекло и металл. Травление металла, в частности, представляет собой промышленную производственную технику, художественную технику и технику брендинга и идентификации собственности. Травление было техникой, которую использовали многие европейские художники, включая Альбрехта Дюрера, Франсиско Гойю, Рембрандта и Джеймса А. Макнила Уистлера, для создания отпечатков до того, как другие процессы получили распространение.
Травление выполняется на различных материалах, включая стекло, оргстекло и металл. Травление металла, в частности, представляет собой промышленную производственную технику, художественную технику и технику брендинга и идентификации собственности. Травление было техникой, которую использовали многие европейские художники, включая Альбрехта Дюрера, Франсиско Гойю, Рембрандта и Джеймса А. Макнила Уистлера, для создания отпечатков до того, как другие процессы получили распространение.
В контексте искусства офорт относится к категории глубокой печати, наряду с другими техниками, такими как акватинта, сухая игла, гравировка и меццо-тинто. Даниэль Хопфер и Урс Граф были одними из первых граверов по металлу, но Дюрер считается ответственным за моду на гравировку по металлу в шестнадцатом веке, когда гравюра стала формой искусства. Сначала травление металла производилось на железе, но около 1540 г. стало преобладать травление меди.
Даниэль Хопфер и Урс Граф были одними из первых граверов по металлу, но Дюрер считается ответственным за моду на гравировку по металлу в шестнадцатом веке, когда гравюра стала формой искусства. Сначала травление металла производилось на железе, но около 1540 г. стало преобладать травление меди.
Методом травления металла может быть химический процесс с использованием кислоты, фотохимический процесс или электрохимический процесс. Основная техника кислотного травления металлов заключается в нанесении резиста на области металлической пластины, либо на всю пластину, либо только на те области, которые не должны подвергаться воздействию. Части металла, подлежащие травлению, либо не покрываются, либо с них соскабливают материал резиста с помощью таких инструментов, как игла для травления и эшоп.
Части металла, подлежащие травлению, либо не покрываются, либо с них соскабливают материал резиста с помощью таких инструментов, как игла для травления и эшоп.
Затем металлическую пластину погружают в кислоту, которая разъедает открытую поверхность металла, создавая линии. Чтобы сделать отпечаток, резист очищается, а поверхность окрашивается. Когда поверхность протирается, чернила остаются в протравленных линиях и затем могут быть зафиксированы на бумаге при прохождении через специализированный печатный станок. Изменение глубины линии достигается путем периодического снятия пластины и покрытия линий, достигших желаемой глубины, резистивным материалом. Это также можно сделать, нанеся кислоту непосредственно на пластину, а не омывая ее.
Это также можно сделать, нанеся кислоту непосредственно на пластину, а не омывая ее.
Промышленное травление металла также называют «химическим фрезерованием». Он используется в производстве полупроводников, производстве печатных плат и при изготовлении компонентов самолетов в аэрокосмической промышленности. Фотохимическое травление представляет собой вариант этого процесса, в котором фотолитография является методом создания рисунка. Он используется в мире искусства компанией Ostrom Glass & Metal Works. Электрохимическое травление было разработано для аэрокосмической и автомобильной промышленности в 19 веке. 40-х годов, и только недавно он стал использоваться в медицинских технологиях и в искусстве. Его используют такие артисты, как Седрик Грин.
40-х годов, и только недавно он стал использоваться в медицинских технологиях и в искусстве. Его используют такие артисты, как Седрик Грин.
Мэри Элизабет увлечена чтением, письмом и исследованиями, а также имеет склонность к
исправление дезинформации в Интернете. Помимо написания статей в AboutMechanics об искусстве, литературе и
музыки, Мэри Элизабет – учитель, композитор и автор. У нее есть степень бакалавра. из письма Чикагского университета
программу и степень магистра Университета Вермонта, и она написала книги, учебные пособия и материалы для учителей по
языка и литературы, а также содержание музыкальных композиций для Sibelius Software.
Мэри Элизабет увлечена чтением, письмом и исследованиями, а также имеет склонность к исправление дезинформации в Интернете. Помимо написания статей в AboutMechanics об искусстве, литературе и музыки, Мэри Элизабет – учитель, композитор и автор. У нее есть степень бакалавра. из письма Чикагского университета программу и степень магистра Университета Вермонта, и она написала книги, учебные пособия и материалы для учителей по языка и литературы, а также содержание музыкальных композиций для Sibelius Software.
Что такое травление кислотой? | Кислотное травление металла
Перейти к содержимому
Открыть всплывающее окно контакта
Как протравить металл кислотой В 8 ШАГОВ
Мы протравливаем металлические компоненты кислотой, используя специальную кислоту для травления в многоэтапном процессе, разбитом на серию из восьми этапов:
1.
 Выбор металла
Выбор металлаМеталл выбран в соответствии с требованиями заказчика.
2. Очистка металла
Металлические листы подвергаются химической очистке.
3. Ламинирование
Сухая пленка фоторезиста наносится на обе стороны металла.
4. Печать
Рисунок переносится с пленки на лист с покрытием с помощью УФ-светодиода.
5. Проявление
Неэкспонированные участки резиста проявляются, оставляя открытые участки металла.
6. Травление
Травильная кислота распыляется с обеих сторон, и открытый металл растворяется.
7. Зачистка
Фоторезист удаляется, чтобы оставить металлические части
8. Осмотр и отделка
Проводится визуальный осмотр и контроль критических размеров. Изготовление изделий на заказ по спецификации заказчика.
Откройте для себя процесс кислотного травления ACE
Узнайте, какие шаги использует ACE для кислотного травления металлических компонентов от начала до конца. ACE кислотно травит миллионы компонентов каждый месяц в огромном диапазоне металлов в больших объемах, чем наши конкуренты. Мы являемся лидером в Великобритании в области кислотного травления нержавеющей стали, титана и специальных металлов толщиной от 0,005 мм до 2,0 мм. Следите за нами, пока мы познакомим вас с производственным процессом кислотного травления металла.
ACE кислотно травит миллионы компонентов каждый месяц в огромном диапазоне металлов в больших объемах, чем наши конкуренты. Мы являемся лидером в Великобритании в области кислотного травления нержавеющей стали, титана и специальных металлов толщиной от 0,005 мм до 2,0 мм. Следите за нами, пока мы познакомим вас с производственным процессом кислотного травления металла.
Ошибка при загрузке этого ресурса
Процесс кислотного травления
Процесс кислотного травления позволяет одновременно производить как протравленные детали поверхности, так и сквозные участки на металле толщиной до 1,5 мм.
Протравленные выпуклости
В качестве альтернативы протравленные выпуклости на поверхности получают нанесением травильной кислоты только на одну сторону… например, производство штампов для травления металла на бумаге.
Травление на металлической поверхности
Детали травления также могут быть выгравированы только на металлической поверхности… для таких целей, как вытравленные таблички для презентаций или выгравированные вывески.
Имейте в виду…
К сожалению, мы не можем наносить рисунки на готовые металлические компоненты или фасонные металлические изделия. Травление металла выполняется путем нанесения травильной кислоты на идеально ровные листы металла. Также обратите внимание, что мы можем травить металл только кислотой.
почему при кислотном травлении получаются компоненты более высокого качества
Процесс кислотного травления ACE является более контролируемым и последовательным, чем отраслевой стандарт, и позволяет производить детали, которые каждый раз соответствуют более высоким стандартам качества.
Ошибка при загрузке этого ресурса
Каковы преимущества металлических компонентов, протравленных кислотой?
Металлические детали, протравленные кислотой, обладают высокой точностью, не имеют поверхностных дефектов, таких как заусенцы или тепловое напряжение, и могут производиться в больших количествах очень быстро. Компания ACE разработала собственные процессы кислотного травления и разработала собственную кислоту для травления. Они более управляемы, быстрее и безопаснее, чем отраслевые стандарты. ACE производит широкий спектр металлических компонентов, используя процессы, включая кислотное травление нержавеющей стали, титана, алюминия и меди, и это лишь некоторые из них, с очень жесткими допусками, четкими краями и характеристиками более высокого разрешения, чем у наших конкурентов.
Они более управляемы, быстрее и безопаснее, чем отраслевые стандарты. ACE производит широкий спектр металлических компонентов, используя процессы, включая кислотное травление нержавеющей стали, титана, алюминия и меди, и это лишь некоторые из них, с очень жесткими допусками, четкими краями и характеристиками более высокого разрешения, чем у наших конкурентов.
Откройте для себя преимущества металлических компонентов, протравленных кислотой, – запросите бесплатный образец уже сегодня.
Кислотное травление металлов – материалы, с которыми мы работаем
Компания ACE является лидером на рынке кислотного травления металлов и является пионером во многих методах, позволяющих проводить кислотное травление некоторых металлов. Эти новые процессы позволяют ACE вытравливать микроканалы с еще более тонкими линиями и быстро профилировать протравленный кислотой металл для клиентов, занимающихся производством компонентов для различных отраслей промышленности.
-
Кислотное травление нержавеющей стали
Нержавеющая стальостается одним из самых популярных металлов, из которых ACE производит компоненты, протравленные кислотой, отчасти благодаря превосходной стойкости к коррозии и окислению.
 Кислотное травление Нержавеющая сталь может изготавливать профили сложной формы с кромками без заусенцев – финишная обработка не требуется. Универсальность этого материала делает травление нержавеющей стали ценным процессом для самых разных отраслей промышленности.
Кислотное травление Нержавеющая сталь может изготавливать профили сложной формы с кромками без заусенцев – финишная обработка не требуется. Универсальность этого материала делает травление нержавеющей стали ценным процессом для самых разных отраслей промышленности. -
Кислотное травление алюминия
Алюминий и его сплавы ценятся в технике за их малый вес и долговечность, что позволяет экономить энергию, однако травление алюминия кислотой обычно считается сложным и медленным процессом с использованием традиционной химии. Компания ACE разработала уникальный процесс травления алюминия, который является более безопасным и контролируемым, чем отраслевой стандарт.
-
Кислотное травление титана
Титанизвестен своей прочностью и устойчивостью к высоким температурам, однако травление титана кислотой затруднено из-за окисленного покрытия, которое образуется при воздействии воздуха. ACE является первой компанией, занимающейся кислотным травлением, которая разработала уникальную, более безопасную кислоту для травления титана, и является одной из немногих компаний, занимающихся кислотным травлением, у которых есть производственные мощности для травления титана.

-
Мы также можем кислотно травить различные металлы…
ACE может травить ряд инновационных материалов. Мы разработали собственные процессы травления меди, нитинола, элгилоя, железа и никеля и многих других. Пожалуйста, свяжитесь с нашей командой, если у вас есть проект, требующий металлического типа, которого вы не найдете на нашем сайте – мы всегда сделаем все возможное, чтобы удовлетворить ваши требования.
см. металлы, которые ACE использует для компонентов, протравленных кислотой
Ошибка при загрузке этого ресурса
Химия кислоты для травления
В ACE предпочтительным травителем (кислотой для травления) является хлорид железа (FeCl3). Кислотное травление металла восходит к 1531 году, когда французский ученый Жан ле Бег написал рецепт травления железа, приготовив кислоту для травления путем перегонки хлорида аммония, обычных квасцов и сульфата железа в смеси воды и уксуса. Теперь ACE производит металлические детали с кислотным травлением из самых разных материалов и является пионером новых процессов кислотного травления нержавеющей стали, титана, алюминия и многих других материалов.
Теперь ACE производит металлические детали с кислотным травлением из самых разных материалов и является пионером новых процессов кислотного травления нержавеющей стали, титана, алюминия и многих других материалов.
Хотите узнать больше о химическом составе кислоты для травления, которую мы используем? Прочтите наш информационный документ «Как работает травление кислотой?».
Быстрый переход к
База знаний
Образцы запроса
Наши процессы
Свяжитесь с нами
Пролистать наверх
Ювелирное дело: травление на металле – Ювелирное сообщество Ганоксин
Травление металла использует химическую коррозию, а не механическую силу для выборочного удаления металла. Проще говоря, идея состоит в том, чтобы покрыть части объекта кислотоупорной краской, а затем погрузить часть в кислоту. Едкая жидкость разъедает открытые участки, создавая рельеф, рисунок 10.64. Когда достигается необходимая глубина, деталь извлекается, промывается и очищается, чтобы выявить узор из приподнятых и опущенных секций.
Этот процесс можно использовать для тонких линейных рисунков (художественные репродукции), жирных рельефов (доспехов), букв (бляшек на зданиях), а также в качестве предварительного шага для эмали, черни или инкрустации.
| Рисунок 10.64 Подготовленная деталь в травильном растворе. |
Техника травления имеет долгую историю, и ее можно увидеть в богато украшенном стакане на рис. 10.65. После периода, когда травление использовалось в основном для имитации других техник, главным образом гравюры, в более поздние времена травление стало использоваться как яркая графическая техника со своим собственным специфическим видом, как можно видеть в примерах на рисунках 10.66–10.68.
Сам процесс довольно прост, хотя есть детали концентрации кислоты и времени воздействия, которые потребуют некоторых экспериментов. Гораздо более насущной является потребность в мерах предосторожности. В следующем разделе обсуждаются сильнодействующие опасные химические вещества, которые необходимо использовать с осторожностью. Любое обращение с кислотами требует использования защитной одежды, очков и адекватной вентиляции. Мастера по металлу, которые не хотят или не могут выполнить эти требования, не должны заниматься травлением.
В следующем разделе обсуждаются сильнодействующие опасные химические вещества, которые необходимо использовать с осторожностью. Любое обращение с кислотами требует использования защитной одежды, очков и адекватной вентиляции. Мастера по металлу, которые не хотят или не могут выполнить эти требования, не должны заниматься травлением.
| Рисунок 10.65 Серебряный кубок, травленый орнамент. Около 1500. (Музей ремесел, Лейпцинг) |
Подготовка изделий
Хотя каждый случай уникален, травление обычно выполняется на поздних стадиях строительства, как правило, после завершения пайки. Металл обработан как минимум до легкой степени наждачной бумаги; поскольку протравленная поверхность будет матовой, существует вероятность резкого контраста, если предварительно протравленную поверхность отполировать до блеска. Какой бы ни была отделка, изделие протравливается и промывается, чтобы поверхность была обезжиренной. Затем его берут только за края или снабжают проволочной ручкой, чтобы его было легче держать на следующих этапах.
Какой бы ни была отделка, изделие протравливается и промывается, чтобы поверхность была обезжиренной. Затем его берут только за края или снабжают проволочной ручкой, чтобы его было легче держать на следующих этапах.
Ганоксин спонсируется
Все участки, на которые не должна воздействовать кислота, должны быть полностью покрыты резистом, под которым мы подразумеваем любое вещество, которое защитит его. Это включает в себя заднюю часть, все края и, в некоторых случаях, внутренние области. Помните: кислота не разборчива и проникнет везде, где сможет!
Черный асфальт, смесь асфальта и скипидара, является наиболее распространенным резистом. Его можно приобрести в магазинах товаров для творчества и хобби. Другие резисты могут включать лак, краску и воск, но их не так легко наносить или удалять, и нет гарантии, что они выдержат все кислоты.
Нанесение резиста
Используйте кисть, чтобы нанести резист на металл слоем, достаточно толстым, чтобы обеспечить полное покрытие, но не таким толстым, чтобы он не откалывался при процарапывании рисунка. Металлический предмет можно немного нагреть, чтобы помочь в этом, но слишком сильный нагрев приведет к тому, что асфальт будет капать и замедлит скорость его высыхания, которая и без того довольно медленная. Также можно смешать асфальт с пчелиным воском, чтобы получить твердую форму, называемую твердым грунтом. Он формируется в комок, который натирают на теплый металл, чтобы создать слой резиста.
Металлический предмет можно немного нагреть, чтобы помочь в этом, но слишком сильный нагрев приведет к тому, что асфальт будет капать и замедлит скорость его высыхания, которая и без того довольно медленная. Также можно смешать асфальт с пчелиным воском, чтобы получить твердую форму, называемую твердым грунтом. Он формируется в комок, который натирают на теплый металл, чтобы создать слой резиста.
Ганоксин спонсируется
В некоторых конструкциях протравленная часть представляет собой относительно небольшую часть поверхности. В этих случаях объект полностью покрывается резистом, который затем соскребается, чтобы обнажить оголенный металл в местах, где желательна линия надреза. Используйте иглу или подобный небольшой инструмент, чтобы соскоблить резист, стараясь снять завитки асфальта, чтобы они случайно не упали обратно на кусок, где они могли бы скрыть нацарапанную линию.
В тех случаях, когда необходимо обнажить большие площади, все же можно соскоблить резист (используя нож или скребок), но зачастую более эффективно сначала выборочно покрасить асфальт. Все еще возможно, после того как резист высохнет, вернуться к дизайну с помощью иглы, чтобы уточнить линии или добавить детали.
Все еще возможно, после того как резист высохнет, вернуться к дизайну с помощью иглы, чтобы уточнить линии или добавить детали.
Фоторезисты
Можно использовать фотографические, а не нарисованные изображения, в некоторой степени технический процесс, который мы здесь рассматривать не будем. Однако стоит отметить, что эта техника является прямым расширением традиционного травления, единственное отличие заключается в способе нанесения резиста на выбранные области листа. Заинтересованным художникам рекомендуется искать дополнительную информацию в книгах или посещать местный магазин, который занимается такой работой.
Ганоксин спонсируется
Морилки
Для каждого металла необходимо использовать соответствующую морилку или жидкость для травления, см. Таблицу 10.2. Кроме того, важно, чтобы кислота была смешана до надлежащей концентрации, что обычно означает, что она разбавлена водой. Исключением является хлорид железа (III) FeCl3, поскольку разбавленный раствор травит интенсивнее, чем концентрированный.
Обычно лучше использовать медленное травление. Если процесс идет слишком быстро, художник упускает возможность часто проверять глубину и принимать деликатные решения. Кроме того, быстрый укус имеет тенденцию подрезать или разъедать наружу. В местах, где есть тонкая полоска асфальта, кислота может срезать ее снизу, испортив конструкцию. И, наконец, концентрированный раствор кислоты может воздействовать и снимать резист, которого в противном случае достаточно для используемой протравы. Внимательно следуйте информации в таблице 10.2, чтобы избежать этих проблем.
Процесс травления
ПРИМЕЧАНИЕ ПО БЕЗОПАСНОСТИ: Кислота используется в контейнере, одобренном для этой цели, как правило, из толстого стекла или специального пластика. Из-за опасности несчастных случаев используйте только одобренные сосуды, которые можно приобрести в магазине химических или научных материалов. Возможно, вам будет полезно проконсультироваться с химическим факультетом местной средней школы или колледжа, чтобы найти поставщика. Работы выполняются при комнатной температуре в хорошо проветриваемом помещении. Само собой разумеется, что сильные химические вещества, такие как кислоты, никогда не должны использоваться в неохраняемых местах, где могут бродить дети, домашние животные или другие люди. Даже в этом случае важно четко обозначить протраву как опасное вещество!
Работы выполняются при комнатной температуре в хорошо проветриваемом помещении. Само собой разумеется, что сильные химические вещества, такие как кислоты, никогда не должны использоваться в неохраняемых местах, где могут бродить дети, домашние животные или другие люди. Даже в этом случае важно четко обозначить протраву как опасное вещество!
Ганоксин спонсируется
УКАЗАНИЕ ПО БЕЗОПАСНОСТИ: Кислота используется в одобренной для этой цели таре, как правило, из толстого стекла или специального пластика. Из-за опасности несчастных случаев используйте только одобренные сосуды, которые можно приобрести в магазине химических или научных материалов. Возможно, вам будет полезно проконсультироваться с химическим факультетом местной средней школы или колледжа, чтобы найти поставщика. Работы выполняются при комнатной температуре в хорошо проветриваемом помещении. Само собой разумеется, что сильные химические вещества, такие как кислоты, никогда не должны использоваться в неохраняемых местах, где могут бродить дети, домашние животные или другие люди. Даже в этом случае важно четко обозначить протраву как опасное вещество!
Даже в этом случае важно четко обозначить протраву как опасное вещество!
Подготовленный кусок помещают в достаточное количество кислоты, чтобы он был полностью покрыт. Обнаженные участки сразу становятся матовыми, эффект слоя микроскопических пузырьков, образующихся на поверхности. Большинству офортов потребуется несколько часов, чтобы достичь разумной глубины, но работу необходимо периодически проверять, чтобы убедиться, что она не идет слишком быстро.
Можно вынуть изделие из кислоты, промыть и проверить, но даже внимательного осмотра при ярком свете недостаточно, чтобы точно определить, насколько глубоко протравилась кислота. Чтобы действительно сказать, вам нужно соскоблить немного резиста, чтобы вы могли видеть саму линию, но это, конечно, проблема, если кусок нужно вернуть в кислоту – теперь соскобленный участок будет протравлен. Чтобы решить эту проблему, приготовьте пробную пластину из того же металла, процарапайте на ней несколько линий и положите ее рядом с куском в кислоту. Это можно периодически проверять, всегда возвращая его в ванну, чтобы он отражал то же воздействие, что и работа.
Это можно периодически проверять, всегда возвращая его в ванну, чтобы он отражал то же воздействие, что и работа.
По мере травления металл образует слой пузырьков, которые ограничивают способность свежей кислоты достигать поверхности металла. Смахивайте пузырьки каждые несколько минут гусиным пером, лучшим инструментом для этой работы.
| Рисунок 10.67 Студенческая практика с протравленными текстурами. Медь Техническая школа прикладного искусства, Хеллигендамм |
Травление меди в соляной кислоте
Здесь следует упомянуть особый случай, использование соляной кислоты для обработки меди. Хотя кислота будет воздействовать на медь сама по себе, действие ускоряется за счет добавления перекиси водорода, через которую кислород вводится в атомы хлора. Это добавление будет стимулировать кислоту к более быстрому травлению и созданию полостей с прямыми стенками. К сожалению, это преимущество уникально для меди и соляной кислоты. Для других металлов или протравы подобной ситуации не существует.
К сожалению, это преимущество уникально для меди и соляной кислоты. Для других металлов или протравы подобной ситуации не существует.
Ганоксин спонсируется
Раствор постоянно рассеивается – кислород испаряется – поэтому его необходимо повторно смешивать по мере необходимости. Процесс становится более драматичным, если раствор периодически наносится на металл, то есть если деталь многократно погружают и поднимают. В случае круглых предметов, таких как браслеты и кольца, можно изобрести своего рода вертел, который держит изделие над кислотой, так что в ванну погружается лишь небольшая часть. В этой ситуации стандартное травление может быть достигнуто за 2-4 часа (по информации доктора Вальтера Лахманна, Гамбург).
| Рисунок 10.68 Алюминиевая брош ТЕКСТВА, Студенческая работа Техническая школа прикладного искусства, Helligendamm |
