Трехфазный трансформатор сварочный: Трехфазные трансформаторы ТС, ТСЗ, ТСР, ТСЗР 3-400 кВА – купить по доступной цене
alexxlab | 21.04.2023 | 0 | Разное
Трансформаторы для сварки трехфазной дугой
Для ручной и автоматической сварки трехфазной дугой отдельными партиями выпускалось несколько типов трансформаторов.
Фиг.28.Внешний вид трансформатора 3-СТ с регулятором.”
Фиг.29.Схема соединений трансформатора и регулятора 3-СТ
Свердловский электромеханический завод с 1949 г, выпускает специальные трехфазные трансформаторы и регуляторы типа 3-СТ (фиг. 28). Первичная обмотка трансформатора (фиг. 29), состоящая из трех катушек, расположенных каждая на отдельном стержне, может быть соединена «звездой» (при напряжении сети 380 в) или «треугольником» (при сетевом напряжении 220 в). Вторичная обмотка, состоящая из шести катушек, расположенных по две на каждом стержне, соединяется «треугольником». Отпайка в первичной обмотке позволяет получать две величины вторичного напряжения 59 или 68 в.
Трансформатор рассчитан на номинальный ток (при ПР-60%) 400 а и номинальную мощность 45 ква. Пределы регулирования тока короткого замыкания 144—695 а.
Регулятор имеет два однофазных разъемных магнитопровода, на одном из которых расположено две катушки, на другом одна. Две катушки, расположенные на общем магнитопроводе, подключаются каждая последовательно к электродам; третья катушка, расположенная на отдельном магнитопроводе, подключается последовательно к детали. Изменяя посредством одной из двух рукояток регулятора зазор в магнитопроводе с двумя катушками, изменяют одновременно в одинаковой мере силу сварочного тока на обоих электродах. Изменяя зазор в магнитопроводе с одной катушкой, изменяют силу тока в проводе, подключенном к детали.
Фиг.30.Схемы включения однофазных трансформаторов для сварки трехфазной дугой:а—по схеме «треугольника»;б—по схеме «открытого треугольника» с двумя регуляторами
На регуляторе смонтирован контактор, служащий для разрыва дуги между электродами при прекращении сварки.
При отсутствии специальных трехфазных трансформаторов для сварки трехфазной дугой могут применять два или три обычных однофазных трансформатора, включенных в цепь по схеме «треугольника» (фиг.![]()
Для питания трехфазной дуги при автоматической сварке и наплавке завод «Электрик» разработал специальный трансформатор типа ТТСД-1000. Этот трансформатор выполнен из двух однофазных трансформаторов типа ТСД-1000-3, собранных в одном кожухе и включенных по схеме открытого треугольника, В качестве дополнительного дросселя, включаемого в цепь, подводящую ток к изделию, могут быть использованы два регулятора РСТЭ-34, включенные между собой параллельно, или один регулятор РСТЭ-34. В последнем случае обмотка регулятора делится на две равные части, соединяемые параллельно. Технические данные трансформатора ТТСД-1000 определяются техническими данными трансформаторов ТСД-1000-3, приведенными в табл. 7.
Заводом «Электрик» был разработан также трансформатор ТТС-400 для ручной сварки трехфазной дугой, состоящий из двух трансформаторов типа СТН, размещенных в одном корпусе. Трансформатор рассчитан на номинальный сварочный ток в фазе 400 а, пределы регулирования тока 130—500 а.
Трансформатор рассчитан на номинальный сварочный ток в фазе 400 а, пределы регулирования тока 130—500 а.
- Назад
- Вперед
Трансформаторы для ручной дуговой сварки
Сварочное оборудованиеСварочные трансформаторы
Трансформатор с подвижным магнитным шунтом
Для ручной дуговой сварки также используют трансформаторы с развитым магнитным рассеянием и подвижным магнитным шунтом, которые имеют на стержневых магнитопроводах частично разнесенные вторичные обмотки. Как видно из рис. 4.4, а, на стержнях 1 расположены катушки первичной обмотки 2 и частично разнесенной обмотки 3 а 4. В окне между катушками и стержнями помещен магнитный шунт, который изготовлен из трансформаторной стали, и его можно перемещать. Регулируя передвижение шунта, можно изменить индуктивное сопротивление и величину сварочного тока. Для работы на больших токах катушки вторичной обмотки соединяются параллельно (рис. 4.4,6, положение X1), а для работы на малых токах основные катушки 3 соединяются последовательно, а катушка 4 отключается (положение X2). Плавное регулирование токов осуществляется передвижением шунта ручным приводом, но может быть механизировано.
4.4,6, положение X1), а для работы на малых токах основные катушки 3 соединяются последовательно, а катушка 4 отключается (положение X2). Плавное регулирование токов осуществляется передвижением шунта ручным приводом, но может быть механизировано.
Рис. 4.4. Трансформатор с подвижным магнитным шунтом: а – схема конструкции; б-электрическая схема; U1 – первичное напряжение сети; U2 – вторичное напряжение холостого хода; 1 – стержни, 2- 4 – обмотки; 5 – магнитный шунт
Трансформаторы этого типа марки СТШ имеют хорошие энергетические показатели, однако получили ограниченное распространение из-за большой трудоемкости изготовления по сравнению с трансформаторами серии ТД.
Трансформаторы с магнитным рассеиванием
Сварочные трансформаторы с нормальным магнитным рассеянием и дросселями, имеющими воздушный зазор СТЭ-24 и СТЭ-34 (рис. 4.5, а), были обычными понижающими трансформаторами с жесткой характеристикой, а для создания падающей характеристики они комплектовались отдельными дросселями – проволочными
Рис.![]() 4.5. Трансформаторы с нормальным магнитным рассеиванием: а – с дросселями, имеющими воздушный зазор; б – с встроенным дросселем; 1 – понижающий трансформатор; 2 – дроссель; 3 – подвижная часть дросселя
4.5. Трансформаторы с нормальным магнитным рассеиванием: а – с дросселями, имеющими воздушный зазор; б – с встроенным дросселем; 1 – понижающий трансформатор; 2 – дроссель; 3 – подвижная часть дросселя
катушками со стальными сердечниками, имеющими большое индуктивное сопротивление; эти трансформаторы использовались в начальный период развития сварки. Регулирование величины тока осуществлялось изменением воздушного зазора k путем передвижения подвижной части дросселя. Были также распространены трансформаторы со встроенным дросселем (рис. 4.5,6) серии СТН, предложенные академиком В. П. Никитиным для , и трансформаторы серии ТСД для механизированной сварки на больших токах, имеющие дистанционное управление током путем включения с пульта управления механизма перемещения подвижной части дросселя и изменения воздушного зазора k. Однако трансформаторы со встроенным дросселем серии СТН подвержены сильной вибрации и в настоящее время не применяются. Мощные трансформаторы ТСД-1000-3 и ТСД-2000-2 еще используются для автоматизированной , но промышленностью уже не выпускаются.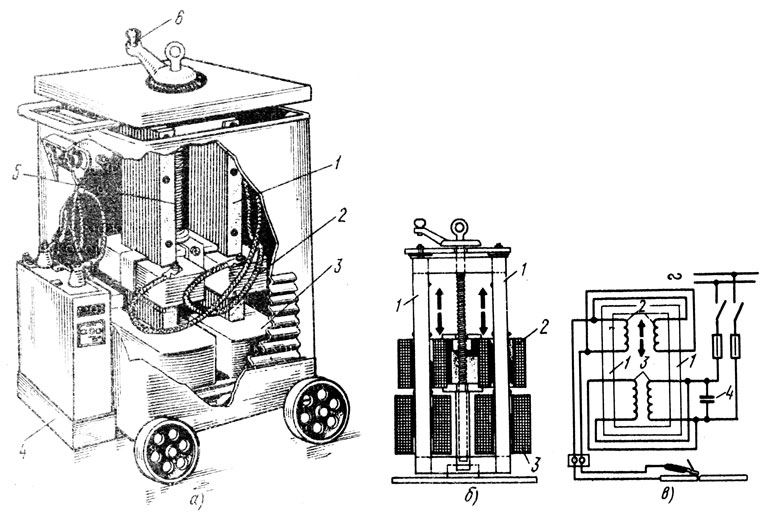
Трехфазные трансформаторы для сварки
Незначительное распространение для получили трехфазные трансформаторы. Сварку от такого трансформатора обычно выполняют двумя электродами. При этом две фазы вторичной обмотки источника питания подключены к электродам, а третья – к изделию. Трехфазный трансформатор
Рис. 4.6. Трансформатор, регулируемый подмагничиванием шунта: а – схема конструкции, б – электрическая схема, в – схема конструкции шунта, г – электрическая схема шунта, U1 – первичное напряжение сети, U2 – вторичное напряжение холостого хода, Uy – напряжение управления шунтом, 1 – внешний магнитопровод, 2-5 – катушки обмотки; 6 – внутренний магнитопровод, 7 – катушки обмотки управления
преобразует ток с 380/220 В на 60 В во вторичных обмотках с жесткой характеристикой. Для получения падающей характеристики установлены регуляторы тока на сердечнике, имеющем регулируемый воздушный зазор. Регулирование сварочного тока осуществляется изменением воздушного зазора.
Похожие материалы
Как преобразовать 3-фазный сварочный аппарат в однофазный
Как преобразовать 3-фазный сварочный аппарат в однофазный? На этот вопрос есть ответ из нескольких простых шагов, но прежде чем это сделать, вам нужно знать предысторию. Однофазный сварочный аппарат обычно используется в домах или на малых предприятиях, потому что он довольно недорогой и простой в установке. Однако когда речь идет о крупных компаниях с более значительными потребностями, им требуется 3-фазное электропитание из-за его эффективности.
Что делать, если у вас есть только трехфазный сварочный аппарат, но вам нужно запустить однофазный аппарат? Вот когда нужно преобразовать его!
Содержание
Что такое однофазный сварочный аппарат?
Однофазный сварочный аппарат или однофазный сварочный аппарат работает от сети переменного тока с двумя проводами. Один провод — это провод питания (1 фаза), а другой — нулевой провод.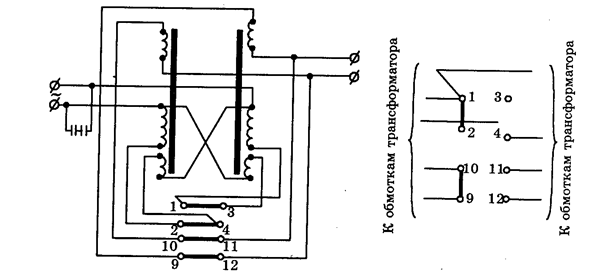 Итак, ток течет между нейтралью и силовым проводом. Розетка на 220 В, которую вы используете дома, состоит из двух проводов, объединенных для получения вдвое большего напряжения, чем в розетке на 110 В. Это связано с тем, что в большинстве домов стандартная розетка переменного тока рассчитана на 110 вольт.
Итак, ток течет между нейтралью и силовым проводом. Розетка на 220 В, которую вы используете дома, состоит из двух проводов, объединенных для получения вдвое большего напряжения, чем в розетке на 110 В. Это связано с тем, что в большинстве домов стандартная розетка переменного тока рассчитана на 110 вольт.
Поскольку оборудование в домах или на малых предприятиях не требует мощного источника питания, достаточно однофазных источников питания. Например, однофазный сварочный аппарат может работать с двигателями мощностью до 5 лошадиных сил, он потребляет больше тока, чем эквивалентный трехфазный двигатель; дополнительная нагрузка на машину. Таким образом, трехфазный источник питания является хорошим выбором для промышленных нужд из-за его эффективности в управлении нагрузкой для промышленных приложений.
Что такое трехфазный сварочный аппарат?
Трехфазный сварочный аппарат представляет собой цепь переменного тока с трехфазными проводами и одним нейтральным проводом. Трехфазный сварочный аппарат может передавать в три раза больше мощности по сравнению с однофазным сварочным аппаратом. Трехфазный источник питания/сварщик имеет три силовых провода 220 В, обеспечивающих три переменного тока. Вот почему ток, производимый трехфазным сварочным аппаратом, является постоянным, потому что у него всегда есть альтернативная фаза для подачи питания.
Трехфазный сварочный аппарат может передавать в три раза больше мощности по сравнению с однофазным сварочным аппаратом. Трехфазный источник питания/сварщик имеет три силовых провода 220 В, обеспечивающих три переменного тока. Вот почему ток, производимый трехфазным сварочным аппаратом, является постоянным, потому что у него всегда есть альтернативная фаза для подачи питания.
Трехфазный сварочный аппарат обычно используется на промышленном уровне, на производственных площадках или других предприятиях масштаба предприятия из-за его эффективности.
Соображения перед преобразованием 3-фазного сварочного аппарата в однофазный
Прежде чем приступить к преобразованию 3-фазного сварочного аппарата в однофазный, было бы лучше учесть эти факторы.
- Внимательно прочитайте все инструкции.
- Убедитесь, что вы их полностью понимаете
- Выключите главный выключатель.
- Сообщите всем вокруг, чтобы они не включали цепь
Что вам нужно?
- Резиновые перчатки высокого напряжения
- Инструменты с резиновыми ручками
- Сумка для сварочных инструментов для хранения различных предметов
- А Нейтральный провод
- Устройства: преобразователь частоты/вращающийся преобразователь фазы/трансформатор
Действия по переоборудованию 3-фазного сварочного аппарата на однофазный
Для преобразования можно использовать следующие методы/устройства.
Просто используйте нейтральный провод, а другие 2 фазы в трехфазном питании могут легко преобразовать систему. Этот метод подходит, если ваш источник питания не требует высокой точности. Использование нейтрального провода может быть не таким точным, как другие методы для других устройств, но в большинстве случаев это работает.
Если ваш сварочный аппарат представляет собой высокотехнологичный аппарат промышленного уровня, вы можете использовать частотно-регулируемый привод. Если сила тока вашего сварочного аппарата и мощность частотно-регулируемого привода совпадают, просто подключите его к вашему сварочному аппарату, и он сделает все остальное.
Ну, вы можете легко преобразовать свой трехфазный сварочный аппарат в однофазный, используя также фазовый преобразователь. Поскольку его можно напрямую подключить к любому двигателю, который вы хотите переоборудовать. Для этого
- Проложите два провода от двигателя к преобразователю
- Затем от преобразователя к вашему блоку питания
- Подсоедините входы к выходам с помощью двух проводов с зачищенными концами для преобразования
Использование трансформатора
Использовать трансформатор довольно сложно, если вы не профессионал.
 Поэтому я бы порекомендовал вам воспользоваться помощью профессионала, прежде чем пытаться использовать этот метод.
Поэтому я бы порекомендовал вам воспользоваться помощью профессионала, прежде чем пытаться использовать этот метод.Каждый трехфазный сварочный аппарат имеет три катушки индуктивности, подключенные к трем источникам питания. Другими словами, ваш сварочный аппарат имеет 3 фазных провода и один нулевой провод. Теперь, чтобы конвертировать, выполните следующие действия.
- Найдите три катушки в трех индукторах вашего сварочного аппарата
- Убедитесь, что 1-я катушка должна быть на фазе 0, 2-я катушка на фазе 90 и 3-я катушка должна быть на фазе 180
- Соединение с магистралью
- Присоедините два конденсатора между 3 катушками для преобразования
Часто задаваемые вопросы
a) Хороши ли преобразователи фазы?
Вращающиеся фазовращатели очень эффективны, когда речь идет о сбалансированной мощности. Это делает фазопреобразователи предпочтительными по сравнению с другими двигателями, которые используются для управления нагрузками машин. Если ваш сварочный аппарат предназначен для промышленного использования, мы рекомендуем использовать вращающийся преобразователь фазы, чтобы избежать каких-либо проблем.
Если ваш сварочный аппарат предназначен для промышленного использования, мы рекомендуем использовать вращающийся преобразователь фазы, чтобы избежать каких-либо проблем.
b) Могу ли я использовать однофазный сварочный аппарат на одной фазе?
Он может запуститься, но затем переключится на однофазный режим после того, как ваше устройство (т. е. двигатель) заработает. Сварщик начнет работать на одной фазе с пониженной мощностью, но дуга может быть плохой.
c) Каковы преимущества 3-фазного режима перед 1-фазным?
Трехфазная система вырабатывает электроэнергию с постоянной скоростью. Следовательно, он может передавать большую мощность по сравнению с однофазной системой. Кроме того, трехфазные машины менее дороги и эффективны, чем однофазные.
Заключительные слова
Итак, теперь вы можете попробовать предпочтительный метод преобразования трехфазного сварочного аппарата в однофазный. Я попытался предоставить вам наилучшие и практичные решения, которые помогут вам конвертировать без каких-либо хлопот. Однако, если вы не понимаете сути или у вас есть какие-либо путаницы по поводу этого; посоветуйтесь с профессионалом.
Однако, если вы не понимаете сути или у вас есть какие-либо путаницы по поводу этого; посоветуйтесь с профессионалом.
Я бы порекомендовал вам прочитать полное руководство как минимум два раза и изучить свой сварочный аппарат, чтобы лучше понять его суть. Это поможет вам решить, какой метод использовать и как это сделать. Если у вас есть какие-либо вопросы, пожалуйста, напишите их в разделе комментариев ниже.
Сварная ячейка крышки трехфазного трансформатора – Midwest Engineered Systems
ИНФОРМАЦИЯ О ПРОЕКТЕ
- Главная
- Недавние проекты
- Сварная ячейка крышки трехфазного трансформатора
MWES спроектировала и построила полностью автоматизированный роботизированный сварочный модуль, предназначенный для завершения сварки крышек крупных трансформаторов.
Задача
Повторяющаяся сварка на конвейере может быть трудоемкой и потенциально может привести к противоречивым результатам, если она выполняется с участием человека. Фирма обратилась в MWES с просьбой роботизировать процесс приваривания верхней крышки к большим трехфазным трансформаторам мощностью 1000–3750 кВА. Операция сварки должна была быть выполнена быстро и эффективно с большой последовательностью.
Фирма обратилась в MWES с просьбой роботизировать процесс приваривания верхней крышки к большим трехфазным трансформаторам мощностью 1000–3750 кВА. Операция сварки должна была быть выполнена быстро и эффективно с большой последовательностью.
Решение
Компания MWES спроектировала и построила полностью автоматизированный роботизированный сварочный модуль, предназначенный для сварки крышек больших трехфазных трансформаторов. В сварочной ячейке используется промышленный робот ABB IRB4600, установленный на подъемнике с радиусом действия 2,5 метра. Такой радиус действия позволит роботу выполнять все сварочные операции на трансформаторе из стационарного положения, в то время как трансформатор остается на конвейере.
Сварочная ячейка начинается, когда трансформатор перемещается по конвейеру с предыдущей станции в процессе изготовления. Трансформатор поступает со станции ручной прихватки, расположенной рядом с роботизированной сварочной ячейкой. После завершения операций на станции прихватки оператор нажимал кнопку готовности оператора, сигнализирующую конвейеру ПЛК, что деталь готова к перемещению на станцию сварки. Затем робот выберет правильную сварочную горелку, необходимую для конкретной сборки трансформатора. Как правило, робот будет использовать сварочный агрегат Fronius TPS 5000 с двухпроводным механизмом подачи для обработки как низкоуглеродистой, так и нержавеющей стали.
Затем робот выберет правильную сварочную горелку, необходимую для конкретной сборки трансформатора. Как правило, робот будет использовать сварочный агрегат Fronius TPS 5000 с двухпроводным механизмом подачи для обработки как низкоуглеродистой, так и нержавеющей стали.
Когда трансформатор перемещается в камеру сварки, датчики указывают на его присутствие. Конвейерная система вместе со световой завесой центрирует трансформатор перед роботом с запасом в 1-2 дюйма. Цикл сварки начинает выполнение параметрической программы и процедур сварки. Лазерный искатель швов ищет трансформатор и корректирует программу по мере необходимости. По завершении конвейерная система перемещает готовую сварку из ячейки. Процедуры технического обслуживания горелки запускаются во время выполнения программ сварки в заранее определенных точках.
Воздействие на заказчика
Имея время цикла около 25 минут на одну деталь, ячейка для сварки крышки трансформатора MWES, поставленная этой фирме, обеспечила им упорядоченную операцию сварки, которая улучшила общую производительность и качество.