Трубная и метрическая резьба отличия: Страница не найдена – Монтаж труб
alexxlab | 10.01.2021 | 0 | Разное
Метрическая и трубная резьба отличия
Между трубной (дюймовой) и метрической резьбами два основных отличия.
Трубная резьба на вершине 55*, метрическая 60*.
У трубной счёт: количество витков на дюйм (2,54 см) длины; а у метрической шаг резьбы в миллиметрах.
И ещё разница,уже на собственном опыте. Шофера знают ,что такое откручивать гайки-футорки
на заднем мосту. Резьба метрическая.
И совсем другое на японских грузовых. Ключом только “щёлк”, и дальше от руки. Резьба дюймовая.
Дюймовая резьба применяется для создания витков только в металлических трубах. Также дюймовая резьба используется в процессе производства разборных фитингов из металла и пластмассы.
Отличия дюймовой и метрической резьбы
Представленное резьбовое соединение имеет свою стандартизацию с ориентировкой на ГОСТ 6357-81, в котором регламентируются такие параметры резьбы как шаг и диаметр.
Размеры, которыми будут обладать резьбовые соединения, зависят от расстояния между противоположно размещенными верхними точками, расположенными на торце трубы.
Трубная резьба и ее размеры будут напрямую зависеть от значения внутреннего или внешнего диаметра изделия. В настоящее время выделяют такие виды резьб как:
- Метрическая;
- Дюймовая;
- Трапецеидальная;
- Цилиндрическая;
- Упорная;
- Коническая.
Кроме того, различные виды резьб имеют свое обозначение. Так, например обозначение резьбы левого типа маркируется буквами LH. Для более детальной информации резьбовое соединение обозначается на чертежах дополнительными буквами, где:
- М — обозначает номинальный диаметр витков;
- Ph – значение хода;
- Р – значение шага.
Резьба метрическая также как и дюймовая имеет стандарт по диаметрам от 1 до 180 мм. Говоря об отличиях этих двух видов, стоит отметить, что они заключаются в форме профиля виткового гребня.
Дюймовый профиль визуально выглядит более острым. Это обусловлено углом верхнего «исходного треугольника», который равен 55°.
Наружная дюймовая резьба
Также трубная резьба метрическая отличается от дюймовой исчислением значений шага и диаметра.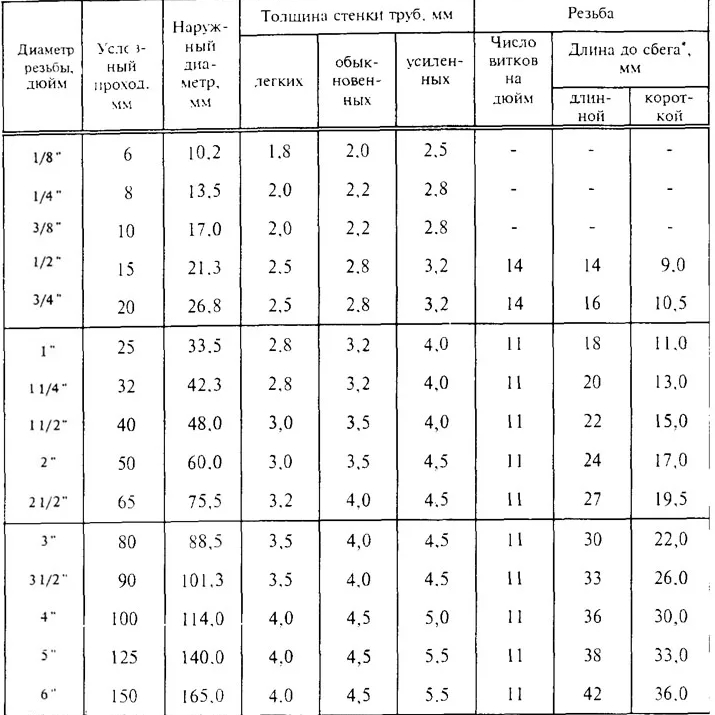 Это связанно с тем, что метрические витки создаются с ориентировкой на миллиметры.
Это связанно с тем, что метрические витки создаются с ориентировкой на миллиметры.
Трубный дюйм же равняется 3,33 см. В обоих случаях параметр шага трубных витков отсчитывается не в миллиметрах, а в нитках.
Нитки здесь — это точное количество канавок, которые имеется на участке трубы в 1 дюйм. Так, к примеру, стандартные водопроводные магистрали имею обозначение резьбы всего в двух вариантах – 11 ниток (метрический шаг в 2,31 мм) и 14 ниток (метрический шаг в 1,8 мм).
Резьба трапецеидальная применяется при производстве всевозможных винтов. К ним можно отнести ходовые винты для режущих станков, винты гидравлических прессов, устройств для подъема и червячных передач.
Такие витки существенно отличаются от других видов визуально – они выполнены в форме равнобокой трапеции. Значение угла профиля при этом может быть равно 15, 24, 30 и 40°.
Как определить шаг и диаметр?
При определении таких значимых характеристик может быть использован такой инструмент, как:
В некоторых случаях функцию калибра может выполнить муфта или штуцер с нанесенными заранее внутренними или внешними витками, которые соответствуют заранее заданным параметрам.
При выполнении промера шага применяется болт, если при вкручивании в витки возникает значительное сопротивление, то они переделываются.
В том случае, если процесс происходит без трудностей и болт плотно размещается в трубе, шаг считается выполненным правильно.
При повторном создании витков процесс проходит с ориентировкой на создание большего калибра. Резьбомером пользоваться достаточно просто. Он оборудован измерительными пластинами, которые вставляются в еще не состыкованные резьбовые соединения.
Пластины напоминают маленькие пилочки, и если при приложении их к виткам профиль пластинок совпадает нарезанными на внутренней или внешней поверхности витками, то они соответствуют установленному значению.
Это значение обозначено на пластине инструмента. При помощи штангенциркуля может быть измерен только показатель внешнего диаметра витков, ту же функцию выполняет и микрометр. Специалисты рекомендуют проводить замеры наиболее приспособленными для этого инструментами – калибрами.
Нарезка наружной трубной резьбы (видео)
Способы нарезки
Как метрические, так и трубные (дюймовые) аналоги витков могут создаваться как на внутренней, так и на внешней поверхности.
Осуществляется это при помощи двух способов: механического и ручного. При реализации ручного способа используют такие приспособления как мечники и плашки.
Метчик может создавать внутренние витки, а плашка – наружные. Процесс начинается с того, что изделие прочно закрепляется в тисках, а мечник вставляется в ворот.
При использовании плашки функцию вортока выполняет плашкодержатель. После этого плашка надевается на изделие, а при использовании метчика он вставляется прямиком в отверстие трубы.
Далее вращается рукоять воротка или плашкодержателя. Если это делать метчиком, то он ввинчивается в изделие с приложением некоторого усилия.
Если нужно, то все действия повторяются еще раз, при этом постепенно будут создаваться витки в теле изделия, на той глубине, которая будет равна высоте профиля.
Внутренние и наружные витки нарезаются не одновременно, а в последовательном порядке. Однако в большинстве случаев создаются поверхности только с наружными или внутренними канавками.
Создание витков механическим способом подразумевает использование специального резца, который крепится к суппорту станка.
Шаг метрической резьбы
Перед началом работ суппорт перемещается к раю заготовки, после чего задается высота профиля при помощи подачи поперечного типа.
Далее активируется продольная подача, и суппорт перемещается к винтовой направляющей. Шаг регулируется в процессе движения суппорта в продольной плоскости.
При механическом способе также может использоваться клупп — инструмент с пластинами, имеющими гребенчатый профиль.
С помощью установленной головки создать можно 2-5 типоразмеров канавок наружного типа. После того как пластины будут установлены в головке клуппа, труба зажимается в тисках или с применением гаечного ключа.
Торец изделия обрезается под прямым углом. После запуска инструмента головка в момент вращения создает канавки на детали.
После запуска инструмента головка в момент вращения создает канавки на детали.
Содержание: Скрыть Открыть
Цилиндрическая трубная резьба – это разъёмное соединение, состоящее из спиралевидных канавок нарезанных внутри и снаружи деталей. Данный тип резьбы применяется для монтажа труб, фитингов, запорной и регулирующей арматуры, а также других элементов конструкции трубопроводов. Резьба имеет треугольное сечение с углом при вершине 55°.
Особенности трубной резьбы
От стандартных метрических резьб, трубная отличается более острой вершиной треугольника (55° против 60°) и слегка закругленными вершинами зубьев. Это обеспечивает максимальную плотность и герметичность трубного соединения, что играет особую роль при монтаже трубопроводов.
Основным параметром резьбы является её наружный диметр, измеряемый в т. н. трубных дюймах (1 дюйм равен 33,24 мм) состоящих из суммы внутреннего диаметра и толщины наружных стенок. Действующими стандартами определены следующие параметры соединения:
- Наибольший диаметр трубы – 6 дюймов.
При больших значениях применяется сварочное соединение.
- Шаг резьбы состоит из 4-х стандартных типоразмеров. Количество нитей составляет 11, 14, 19 и 29 на стандартный дюйм.
- Имеется два ряда наружных диаметров. Преимущество при выборе диаметра отдаётся первому ряду.
- В международном обозначении указывается символ G (Тр. согласно ГОСТ 6357-81), размера и класс точности. При левом исполнении добавляются буквы LH. Также, в конце, может быть указана длина резьбового соединения.
Данный тип разъёмного соединения изготавливается на заводе способом накатки с учетом толщины стенок и наружного размера изделия. Это позволяет получить максимально прочное и герметичное соединение. При этом в отличие от метрических резьб, наличие у каждого из стандартных диаметров своего шага повышает надежность стыковки.
Параметры соединения
Минимальный диаметр трубной резьбы составляет 1/16″ что соответствует 7,72 мм, максимальный – 6″ или 163,8 мм. Всего существует 16 типоразмеров, в зависимости от наружного диаметра соединения который измеряется по верхним гребням. Внутренний диаметр определяется по нижним точкам в противолежащих концах гребня.
Внутренний диаметр определяется по нижним точкам в противолежащих концах гребня.
Ещё одной ведущей характеристикой является шаг нарезки, который определяется дистанцией между соседними вершинами резьбы или впадинами. Шаг является одинаковым на любом отрезке соединения и измеряется количеством витков на один технический дюйм равный 25,4 мм. Данная характеристика также зависит от высоты профиля и равна половины разницы между внутренним и наружным диаметром.
Способы нарезки и методы контроля
Нарезка трубной резьбы может осуществляться вручную с помощью плашек и метчиков, а также на токарно-винторезных и специальных резьбонакатных станках. Способ ручной нарезки ничем не отличается от подготовки метрических резьб – на зафиксированную трубу одевается плашка с воротком и осуществляется вращение по часовой стрелке. Для качественной нарезки необходимо использование смазочных материалов и чередование нескольких рабочих вращений с обратным движением для удаления стружки. Аналогично производится и нарезка метчиком.
Для серийного производства используется механический способ на токарных станках полуавтоматах и ЧПУ. Нарезка осуществляется специальными резцами или с помощью плашек. При заводском производстве труб с готовыми резьбовыми соединениями применяется метод горячей или холодной накатки специальными роликами. Для определения параметра резьбы применяются калибры или плоские шаблоны.
Параметры цилиндрической трубной резьбы определяет ГОСТ 6357-81. Он основан на стандарте мелкой резьбы Уитворта и совместим с европейским стандартом BSP.
Трубная резьба – выбор инструмента для резьбовых работ + Видео
1 Варианты трубной резьбы
В этой работе будут описаны способы формирования нарезки, инструменты, которые для этого используются, и некоторые резьбовые стандарты. Такая информация будет не лишней для покупателей труб с уже нарезанными резьбовыми соединениями и для тех мастеров, которые решились самостоятельно произвести внутреннюю или внешнюю металлообработку на трубах. Есть достаточно большое количество вариантов, которыми осуществляется резьба трубная. Среди них выделяются цилиндрическая, коническая, дюймовая. Помимо всего вышеперечисленного, стоит отметить и такой вид, как металлообработка метрическая.
Есть достаточно большое количество вариантов, которыми осуществляется резьба трубная. Среди них выделяются цилиндрическая, коническая, дюймовая. Помимо всего вышеперечисленного, стоит отметить и такой вид, как металлообработка метрическая.
Нормативные акты современности предполагают только три варианта металлообработки под общим названием трубная резьба:
- цилиндрическая нарезка, образованная спиралевидной нарезкой с профилем равнобедренного треугольника с углом при вершине 55 градусов;
- коническая, образованная спиралевидной нарезкой с профилем равнобедренного треугольника с углом при вершине 55 градусов, но нарезанном на скошенном участке трубы с конусностью 1:16;
- дюймовая, образованная спиралевидной обработкой с профилем равнобедренного треугольника с углом при вершине 60 градусов.
Цилиндрическая нарезка трубы
В последнее время дюймовый вариант используется все реже, а в большинстве случаев в производстве новых трубопроводов совсем не используется. В современных изделиях трубные резьбы представлены или в цилиндрическом варианте, или в коническом. Цилиндрический тип нарезки используется весьма широко в водопроводных, отопительных и газопроводных системах. Он обозначается буквой G. Коническое соединение более прочное и используется для соединения узлов под давлением в гидравлике, топливопроводах или маслопроводах самолетов, автомобилей или станков. Обозначается коническая металлообработка буквой R.
В современных изделиях трубные резьбы представлены или в цилиндрическом варианте, или в коническом. Цилиндрический тип нарезки используется весьма широко в водопроводных, отопительных и газопроводных системах. Он обозначается буквой G. Коническое соединение более прочное и используется для соединения узлов под давлением в гидравлике, топливопроводах или маслопроводах самолетов, автомобилей или станков. Обозначается коническая металлообработка буквой R.
Далее рассмотрим по возможности подробно G-тип и R-тип резьбы трубной. Такое обозначение характерно для цилиндрического и конического вариантов на чертежах.
Отличие трубной резьбы от метрической в том, что она обладает более острыми углами гребней и впадин. Еще вершины ниток трубной резьбы более округлые.
2 Трубная резьба цилиндрического типа
Трубная цилиндрическая резьба, которая регламентируется ГОСТ 6357-81, нарезается на трубах (или внутри) диаметром от 7,723 мм (соответствует 1/16″) до 163,83 мм (соответствует 6″ ровно). Общее количество оригинальных разновидностей данного типа работ (по диаметру) соответствует 16 типоразмерам. На трубах диаметром более 6″ нарезка уже не делается. Такие трубы соединяются посредством сварки.
Общее количество оригинальных разновидностей данного типа работ (по диаметру) соответствует 16 типоразмерам. На трубах диаметром более 6″ нарезка уже не делается. Такие трубы соединяются посредством сварки.
В резьбовой нарезке выделяют два диаметра. Один называется наружным. Он измеряется по верхним противоположным гребням. Второй измеряется по впадинам нарезки резьбы, тоже в противоположных точках. Разница этих двух диаметров равна величине профиля.
Однако, кроме диаметра, очень важной характеристикой для любой нарезки является еще и шаг нарезки – расстояние между двумя соседними вершинами или впадинами волны резьбы. Это расстояние должно быть одинаковым на всем протяжении и на любом отрезке спирали. Притом как на внешней, так и на внутренней. Иначе соединять детали будет невозможно.
Шаг резьбовой нарезки
Согласно ГОСТ 6211-81, который регламентирует размеры трубной цилиндрической резьбы, шаг резьбовой нарезки измеряется не в миллиметрах, а по количеству витков в пределах одного дюйма (25,4 мм).
И, кстати, шаг зависит от высоты профиля.
Он равен 1/2 разницы между наружным и внутренним диаметрами. В связи с этим определением и по ГОСТу существует четыре варианта шага данного типа металлообработки на 11, 14, 19 и 28 витков.
Шаги трубной металлообработки гост
В жилищном строительстве чаще всего пользуются трубами с такими типами:
1. С металлообработкой в 14 ниток на дюйм (шаг 1,814 мм):
- диаметр 1/2″;
- диаметр 3/4″.
2. С обработкой в 11 ниток на дюйм (шаг 2,309 мм):
- диаметр 1″;
- диаметр 1 1/4″;
- диаметр 11/2″;
- диаметр 2″.
Таким образом, конечное число рассматриваемых типоразмеров, соответствующих стандартной трубной цилиндрической металлообработке G-типа, равно 64-м единицам. Это число получается из расчета, что существует четыре типоразмера по шагу для каждого из 16 рассмотренных типоразмеров по диаметру.
Нужно заметить, что определенные ранее размеры трубной цилиндрической резьбы интересны большинству практикующих сантехников только в свете диаметра условного.
3 Трубная резьба конического типа
Трубная коническая резьба R-типа регламентируется ГОСТ 6211-81. Этот тип нарезки используется на (или внутри) концах труб с конусностью 1:16 и диаметрами от 1/16″ (7,723 мм) и до 6″ (163,83 мм). Остальные пропорции аналогичны пропорциям цилиндрической резьбы. Общее количество всех оригинальных резьбовых типоразмеров равняется 64 единицам: 16 типоразмеров по диаметру, умноженных на 4 типоразмера по шагу резьбы для каждого диаметра.
4 Способы контроля качества и определения размеров и типов резьб
Независимо от того, какие инструменты для нарезки используются, выделяются следующие средства, с помощью которых могут измеряться отверстия:
- С помощью калибров. Этот способ позволяет определить все параметры резьбы. Делается это таким образом: если нужно проверить или определить тип резьбы внутри трубы, используется цилиндрический калибр с наружной нарезкой.
 Вкручивая его в трубу, контролируется плотность и легкость прохождения витков. Если в двух деталях не совпадают диаметр или шаг резьбы, то вкрутить калибр не получится. Соответственно, берется следующий калибр и проделывается та же операция. И так до тех пор, пока резьбы не подойдут. Для наружной резьбы берут калибр с внутренней резьбой и накручивают на трубу. Этот процесс может порядочно затянуться. Ведь общее количество калибров доходит до 64 штук. И это только для измерения наружной резьбы. А полный комплект калибров состоит из 128 штук.
Вкручивая его в трубу, контролируется плотность и легкость прохождения витков. Если в двух деталях не совпадают диаметр или шаг резьбы, то вкрутить калибр не получится. Соответственно, берется следующий калибр и проделывается та же операция. И так до тех пор, пока резьбы не подойдут. Для наружной резьбы берут калибр с внутренней резьбой и накручивают на трубу. Этот процесс может порядочно затянуться. Ведь общее количество калибров доходит до 64 штук. И это только для измерения наружной резьбы. А полный комплект калибров состоит из 128 штук. - С помощью плоских шаблонов. Этот способ гораздо проще. Выполняется он таким образом: берется пластина с профилем нарезки и прикладывается к кромке на трубе или внутри трубы. Если между гранями получаемого после металлообработки рельефа и профилем шаблона нет просветов, операция по определению типа резьбы закончена. Такой метод хоть и проще, но не дает точных результатов. Он используется на объектах, где нет доступа к калибрам, а нужно проверить параметры резьбового соединения.

Также используемые инструменты для нарезки не влияют на способ, с помощью которого трубная резьба осуществляется. Так, на внутренней или наружной поверхности данный процесс производится несколькими способами:
- Накатка резьбы в процессе изготовления трубы. Такие изделия поступают в продажу или на строительные площадки с уже готовой обработкой.
- Механический способ нарезки резьбы. Здесь нужен токарный станок. В патроне зажимают трубу. В суппорт вставляют резьбовой резец. Делают фаску внутри или снаружи трубы. Включают резьбовую подачу и подводят резец, настроив скорость перемещения суппорта. Нарезка, сделанная таким образом, считается наиболее точной.
- Ручной метод. Для нарезки вручную понадобятся плашка для нарезания или метчик. Во многих случаях деталь просто невозможно поместить в станок. Тогда используются плашки для нарезания трубных способов металлообработки. Этот метод практикуется в строительстве, когда нужно соединить установленные разводки.
 Диаметр стыкующихся труб не должен превышать 6″.
Диаметр стыкующихся труб не должен превышать 6″. - Метод нарезания плашкой довольно прост. На закрепленную трубу надевается плашка, закрепляется в специальном зажиме с одной или двумя рукоятками. Далее навинчивается инструмент на трубу по часовой стрелке. Для труб диаметром более 1/2″ обычно используют две плашки: черновую и чистовую. Когда поворачивать становится тяжело, откручивают пару витков назад и продолжают нарезать дальше.
- Нарезка трубной резьбы с помощью метчика еще проще. Он используется, когда нужно нарезать внутреннюю резьбу. Вставив хвостовик метчика в держатель с рукоятями, начинаете медленно вкручивать метчик в трубу. При увеличении усилия откручиваете назад пару витков и снова вкручиваете, нарезая дальше.
Эти виды нарезки внутри трубы или на поверхности требуют от исполнителя незаурядной силы и сноровки. Несмотря на трудоемкость процесса, обработку плашкой или метчиком практикуют все сантехники, которые имеют дело с металлическими трубами. Если руководствоваться знаниями, изложенными выше, можно спокойно приступать к работе с водопроводными, газовыми или отопительными трубами.
Трубная резьба
Резьба — это спираль, образованная на цилиндрической или конической поверхности по винтовой линии с постоянным шагом. Является основным элементом резьбового соединения.
Резьба разделяется на классы:
- По форме поверхности (цилиндрическая, коническая)
- По единицам измерения диаметра (метрическая, дюймовая)
- По расположению (наружная, внутренняя)
- По форме профиля (треугольная, трапецеидальная, круглая, прямоугольная)
- По назначению (крепежная, ходовая, специальная)
- По направлению (правая, левая)
- По числу заходов (однозаходная, многозаходная)
- По назначению (крепежная, крепежно-уплотнительная, ходовая и др.)
Конусная резьба предназначена для обеспечения герметичности и стопорения резьбы без применения дополнительных средств (ключа). При соединении деталей конической резьбой уплотнение происходит за счет сминания (деформации) самой резьбы.
В настоящее время в зарубежной технике наибольшее распространение получил стандарт резьбы метрический ISO. Однако используются и другие стандарты. Отличие их между собой обуславливается двумя причинами: традиционно разными системами мер и способами задания размеров резьб в разных странах, а также особенные области применения резьб.
Обозначение резьбы обычно включает в себя буквенное обозначение типа резьбы и номинальный диаметр. Дополнительно в обозначении могут быть приведены шаг резьбы (или TPI – threads per inch – число витков на дюйм), число заходов для многозаходной резьбы, диаметр отверстия под резьбу, направление (левое, правое). Часто резьбы, выполняемые по стандарту DIN, в обозначении имеют номинальный диаметр, вынесенный вперед.
Основные параметры резьбы
вернутся назаднарезание на токарном станке резцом
Разъемное соединение металлических трубопроводов в домашней системе водопровода, канализации производят при помощи резьбы. Дюймовая трубная резьба исполняется на концах труб и фитингах. Диаметр ее нарезки определяется по размеру дюймов, либо их долях, где характеризующая величина – количество выполненных по числу витков на длине единого дюйма. Главное преимущество резьбового сочленения труб – возможность разъединения и замены одной изношенной детали, вместо удаления всей конструкции и сварочной установки другой. Нарезка дюймовой резьбы исполняется плашками, с помощью метчиков, либо специальными резцами.
Трубы с нарезной дюймовой резьбой
Содержание
- Что собой представляет дюймовая резьба
- Выполнение трубной резьбы
К размеру диаметра внутреннего отверстия трубопровода добавляется толщина стенок трубы. Если размер дюйма 25,4 мм, то величина трубного дюйма – 3,3249 см. Выбор дюймовой детали обусловливает точное совпадение размеров сечения.
Что собой представляет дюймовая резьба
Соединения резьбовые характеризуются следующими факторами: по виду посадки: скользящая, зазорная, переходная, с натягом. По использованию дополняющих деталей: обычные прямые соединения и в сочетание с элементами: шариком, втулкой, спиралью. Без стопора или с ним.
- форма цилиндрическая, либо коническая,
- метод нарезания – наружное исполнение и внутреннее нарезание,
- вид направления линии винта – влево и направо,
- заходы – многозаходные и однозаходные,
- профилирующий параметр: метрическая, цилиндрическая, трапециевая, коническая трубная, коническая дюймовая, круглая, прямоугольная, упорная,
- размерность – метрическая резьба, либо дюймовая трубная,
- назначение – для крепежа, ходовые нарезки, регулирующие,
- вид обработки: нарезание детали резцом, плашкой, метчиком.
Втулка с дюймовым соединением
В модульной нарезке шаг определяется модулями. Для перевода в мм. «M» умножают на pi число.
Питчевая резьба замеряется питчами (для определения число дюймов pi значение делят на питч).
Параметры
Гост на дюймовую резьбу 6257 – 81 главными точными параметрами определяет размеры шага прохода и диаметра. При этом измерение наружного трубного диаметра равно расстоянию между каждой верхней точки противостоящих гребней. Диаметр внутреннего просвета замеряют от одной точки внизу впадины канавки до другой противоположной. Резьбовой шаг постоянной величины, он измеряется расстояниями между соседствующими гребнями, либо впадинами.
Отличия между метрической и дюймовой резьбой:
- размеры метрической – в мм, дюймовой – в значениях дюймах, либо их дробных долях,
- дюймовая резьба характеризуется более острыми углами наклона гребней и впадин,
- нити отличаются закругленной формой.
Верхний размер угла = 55 град, шаг резьбы замеряют количеством нитей.
В быту используются такие виды изделий:
с параметром в 1 дюйм — 14 нитей, шаговая длина 1, 814 мм, величина диаметра ¾, либо ½,
11 нитей в 1 дюйме – с размером шага 2, 309, и диаметром 1; 1 и ½; 1 и ¼.
Соотношение дюймовой и метрической резьбы:
Таблица соотношение дюймовой и метрической резьбы
Выполнение трубной резьбы
Делают нарезание резьбы на токарном станке резцом, а также с помощью плашек, гребенками и метчиками, ручным или механическим способом. Для уточнения размеров потребуется инструмент резьбомер (гребенка, калибр), либо штангенциркуль.
Определение шага трубной резьбы
При метрическом нарезании вначале нужно определить шаг резьбы: промерить расстояние, отделяющее вершины, затем разделить на число нитей.
Важно проверить вначале шаг и профиль, затем размеры внутреннего, наружного диаметров.
Чтобы узнать шаг при помощи линейки, либо определить щтангенциркулем, нужно замерить длину двух или трех проходных шагов, затем разделить на число шагов. При проверке резьбомером зубцы пилочки должны плотно, без зазоров прилегать к измеряемой резьбе.
Точность замеров зависит от следующих условий:
- степени износа и чистоты детали;
- удобства операции замера,
- чистоты и вида инструмента,
- правильного использования измерительного прибора.
При дюймовом методе просчитать число нитей на 1 трубный дюйм. После обработки требуется проверка.
Чтобы определить шаг дюймовой резьбы штуцером (муфтой) с внутренней нарезкой нужных размеров, нужно закрутить внутрь детали болт. Если он зашел ровно, плотно, без усилий, то размеры шага и диаметра нарезки подобраны верно. Для замера наружной величины гребней применяются накручивающиеся детали насадки. При несоответствии размеров используют поочередно другие калибры до соответствия.
Как пользоваться резьбомером? Пластины, которые включены в инструмент, прикладывают к наружной, затем внутренней нарезке трубы. При соответствии профиля размеру пилки уточняют визуально: рассматривают свободный просвет. Точное совпадение означает параметры размера, указанные на пилочках (пластинах) резьбомера.
Штангельциркулем и микромером с точностью промеряют лишь наружные диаметры, поэтому более приемлемый вариант – использование резьбомера.
Чтобы не допустить ошибки, нужно замерить каждый диаметр детали три раза, просчитать и выбрать среднюю величину.
Чтобы не допустить ошибки, нужно замерить каждый диаметр детали три раза, просчитать и выбрать среднюю величину.
Пример переходника с нанесённой внутренней и наружной резьбой
Нарезка трубной резьбы
Чтобы точно нарезать резьбу на токарном станке (дюймовая) важно правильно подобрать инструменты: дюймовый резьбомер используют для определения шага и конструкции резца.
Затем определить направление резьбы, точно настроить параметры для станка.
Резцы для нарезания резьбы затачивают с учетом размера переднего угла γ = 0, и регулировочно ставят точно на линейной высоте центра станка. Профильный угол = 55 град.
Резьбовой резец для наружной резьбы дополняют стальными прочными пластинами (либо из твердого сплава). Деталь обрабатывают с условием, что размер ее наружного диаметра меньше диаметра нарезки, так как при обрабатывании происходит деформация металла, ведущая к увеличению диаметра заготовки.
Для выполнения внутренней поверхности заготовку вначале растачивают, либо сверлят, затем следует нарезать гребни с исполнением уступа 2 – 2,5 мм. (чтобы точно определить последний захода резца) затем его удаляют.
Для точности применяют шаблон, совмещают резец для нарезания резьбы с шаблоном, ориентируясь на просвет в строгом соответствии с линией центра станка.
Нарезание резьбы резцом на станке делают поэтапно.
- После каждой операции захода резца его перемещают на исходную позицию.
- Устанавливают новые параметры глубины и рабочий проход повторяют, при этом смещая резец направо, либо налево, перемещают суппорт на 0,1 – 0, 15 мм.
- Количество проходов 3 – 6 черновых, только 3 чистовые операции. Для них используют резцы, дополненные державками мягкопружинящими, чтобы поверхность была ровной, сглаженной.
- При исполнении чернового варианта нарезания токарный резец крепят на державке жесткой.
- Головку плоского резца, исполняющего нарезку детали внутреннюю, приспосабливают перпендикулярно для оси детали, чтобы, во избежание перекоса, получить симметричный элемент.
- Для исполнения чистовых операционных проходов при станочном нарезании витков используют прочные державки пружинящие.
- Черновое рабочее нарезание резьбы на станке делают резцом, укрепленным внутри державки жесткой структуры, а чистовую операцию — резцом, размещенным внутри пружинящей станочной державки.
Для упрощения ручной операции нарезки применяют прибор КЛУПП, состоящий из корпуса с ручками, оборудованный подвижными гребенками или купить специальную плашку, в комплекте которой профильные сменные гребенки.
ПОСМОТРЕТЬ ВИДЕО
Тщательно выполненная дюймовая трубная резьба – гарантия безопасной долговечной работы системы водоснабжения дома, поэтому если нет определенных навыков по нарезанию, закажите изготовление мастеру токарю, либо фрезеровщику.
Дюймовая резьба: размеры, таблица, ГОСТ
Дюймовая резьба используется преимущественно для создания соединений труб: ее наносят как на сами трубы, так и на металлические и пластиковые фитинги, необходимые для монтажа трубных магистралей различного назначения. Основные параметры и характеристики резьбовых элементов таких соединений регламентирует соответствующий ГОСТ, приводя таблицы размеров дюймовой резьбы, на которые и ориентируются специалисты.
Сантехнические изделия с трубной дюймовой резьбой
Основные параметры
Нормативным документом, в котором оговариваются требования к размерам цилиндрической дюймовой резьбы, является ГОСТ 6111-52. Как и любая другая, дюймовая резьба характеризуется двумя основными параметрами: шагом и диаметром. Под последним обычно подразумевают:
- наружный диаметр, измеряемый между верхними точками резьбовых гребней, находящихся на противоположных сторонах трубы;
- внутренний диаметр как величину, характеризующую расстояние от одной самой нижней точки впадины между резьбовыми гребнями до другой, также находящихся на противоположных сторонах трубы.
Параметры дюймовой резьбы
Зная наружный и внутренний диаметры дюймовой резьбы, можно легко посчитать высоту ее профиля. Для вычисления данного размера достаточно определить разницу между такими диаметрами.
Второй важный параметр – шаг – характеризует расстояние, на котором друг от друга расположены два соседних гребня или две соседние впадины. На всем участке изделия, на котором выполнена трубная резьба, ее шаг не меняется и имеет одно и то же значение. Если такое важное требование не будет соблюдено, она будет просто нерабочей, к ней нельзя будет подобрать второй элемент создаваемого соединения.
Ознакомиться с положениями ГОСТ относительно дюймовых резьб можно, скачав документ в формате pdf по ссылке ниже.ГОСТ 6111-52 Резьба коническая дюймовая с углом профиля 60°
Скачать
Таблица размеров дюймовых и метрических резьб
Узнать, как соотносятся метрические резьбы с различными видами дюймовых резьб, можно с помощью данных из приведенной ниже таблицы.
Сходные размеры метрических и различных разновидностей дюймовых резьб в диапазоне примерно Ø8-64мм
Отличия от метрической резьбы
По своим внешним признакам и характеристикам метрические и дюймовые резьбы имеют не так много отличий, к наиболее значимым из которых стоит отнести:
- форму профиля резьбового гребня;
- порядок расчета диаметра и шага.
Различия в профиле резьбы
При сравнении форм резьбовых гребней можно увидеть, что у дюймовой резьбы такие элементы являются более острыми, чем у метрической. Если говорить о точных размерах, то угол при вершине гребня дюймовой резьбы составляет 55°.
Параметры метрических и дюймовых резьб характеризуются различными единицами измерения. Так, диаметр и шаг первых измеряются в миллиметрах, а вторых, соответственно, в дюймах. Следует, однако, иметь в виду, что по отношению к дюймовой резьбе используется не общепринятый (2,54 см), а специальный трубный дюйм, равный 3,324 см. Таким образом, если, например, ее диаметр составляет ¾ дюйма, то в пересчете на миллиметры он будет соответствовать значению 25.
Чтобы узнать основные параметры дюймовой резьбы любого типоразмера, который фиксируется ГОСТом, достаточно заглянуть в специальную таблицу. В таблицах, содержащих размеры дюймовых резьб, приведены как целые, так и дробные значения. Следует иметь в виду, что шаг в таких таблицах приводится в количестве нарезанных канавок (ниток), содержащихся на одном дюйме длины изделия.
Чертеж. Основные параметры профиля по ГОСТу
Таблица 1. Основные размеры профиля резьбы
Таблица 2. Основные параметры трубной резьбы
Чтобы проверить, соответствует ли шаг уже выполненной резьбы размерам, которые оговаривает ГОСТ, этот параметр необходимо измерить. Для таких измерений, проводимых как для метрических, так и для дюймовых резьб по одному алгоритму, используются стандартные инструменты – гребенка, калибр, механический измеритель и др.
Проще всего измерить шаг трубной дюймовой резьбы по следующей методике:
- В качестве простейшего шаблона используют муфту или штуцер, параметры внутренней резьбы которых точно соответствуют требованиям, которые приводит ГОСТ.
- Болт, параметры наружной резьбы которого необходимо измерить, вкручивается в муфту или штуцер.
- В том случае, если болт сформировал с муфтой или штуцером плотное резьбовое соединение, то диаметр и шаг резьбы, которая нанесена на его поверхность, точно соответствуют параметрам используемого шаблона.
Шаг дюймовой резьбы – это количество витков на дюйм
Если же болт не вкручивается в шаблон или вкручивается, но создает с ним неплотное соединение, то следует провести такие измерения, используя другую муфту или другой штуцер. По аналогичной методике измеряется и внутренняя трубная резьба, только в качестве шаблона в таких случаях применяется изделие с наружной резьбой.
Определить требуемые размеры можно при помощи резьбомера, представляющего собой пластину с зазубринами, форма и другие характеристики которых точно соответствуют параметрам резьбы с определенным шагом. Такая пластина, выступающая в роли шаблона, просто прикладывается к проверяемой резьбе своей зазубренной частью. О том, что резьба на проверяемом элементе соответствует требуемым параметрам, будет свидетельствовать плотное прилегание к ее профилю зазубренной части пластины.
Использование резьбомера для дюймовой резьбы
Для того чтобы измерить размер наружного диаметра дюймовой или метрической резьбы, можно использовать обычный штангенциркуль или микрометр.
Технологии нарезки
Резьба трубная цилиндрическая, которая относится к дюймовому типу (как внутренняя, так и наружная), может нарезаться ручным или механическим методом.
Нарезка резьбы вручнуюНарезание резьбы при помощи ручного инструмента, в качестве которого используется метчик (для внутренней) или плашка (для наружной), выполняется в несколько шагов.
- Обрабатываемая труба зажимается в тисках, а используемый инструмент фиксируется в воротке (метчик) или в плашкодержателе (плашка).
- Плашка надевается на конец трубы, а метчик вставляется во внутреннюю часть последней.
- Используемый инструмент вворачивается в трубу или навинчивается на ее конец посредством вращения воротка или плашкодержателя.
- Чтобы сделать результат более чистым и точным, можно повторить процедуру нарезания несколько раз.
Механическим способом трубная резьба нарезается по следующему алгоритму:
- Обрабатываемая труба зажимается в патроне станка, на суппорте которого фиксируется резьбонарезной резец.
- На конце трубы, используя резец, снимают фаску, после чего выполняют настройку скорости перемещения суппорта.
- После подведения резца к поверхности трубы на станке включают резьбовую подачу.
Следует иметь в виду, что резьба дюймовая нарезается механическим методом с помощью токарного станка только на трубных изделиях, толщина и жесткость которых позволяют это сделать. Выполнение трубной дюймовой резьбы механическим способом позволяет получать качественный результат, но применение такой технологии требует от токаря соответствующей квалификации и наличия определенных навыков.
Классы точности и правила маркировки
Резьба, относящаяся к дюймовому типу, как указывает ГОСТ, может соответствовать одному из трех классов точности – 1, 2 и 3. Рядом с цифрой, обозначающей класс точности, ставят буквы «А» (наружная) или «В» (внутренняя). Полные обозначения классов точности резьбы в зависимости от ее типа выглядят как 1А, 2А и 3А (для наружных) и 1В, 2В и 3В (для внутренних). Следует иметь в виду, что 1-му классу соответствуют самые грубые резьбы, а 3-му – самые точные, к размерам которых предъявляются очень жесткие требования.
Предельные отклонения размеров по ГОСТу
Чтобы понять, каким параметрам соответствует конкретный резьбовой элемент, достаточно разобраться в обозначении резьбы, которая на него нанесена. Обозначение, о котором идет речь, используют многие зарубежные производители, которые работают по американским стандартам, относящимся к элементам резьбовых соединений.
Пример условного обозначения дюймовой резьбы
В такой маркировке содержится следующая информация о резьбе:
- номинальный размер (наружный диаметр) – первые цифры;
- число витков, приходящихся на дюйм длины;
- группа;
- класс точности.
В обозначении дюймовой резьбы также могут присутствовать буквы LH, которые указывают на то, что ее витки имеют не правое, а левое направление.
Оценка статьи:
Загрузка…Поделиться с друзьями:
Подбор резьбы кабельных вводов
Кабельные вводы используются для ввода кабеля в оболочку электрооборудования. Существует два вида ввода:
Кабельные ввода используются для ввода кабеля в оболочку электрооборудования. Существует два вида ввода:
- Непосредственный (рис 1) – когда на оболочке нарезается резьба, соответствующая выбранному типу кабельного ввода (NPT, PG, M, G) применяется для “толстостенных” оболочек, обычно толще 5 мм.
- С помощью контргайки (рис 2)- когда в оболочке изготавливается отверстие, а кабельный ввод крепится при помощи контргайки, с обратной стороны оболочки.
рис. 1 1 – оболочка с резьбой |
рис. 2 1 – оболочка с отверстием |
В настоящее время на рынке существует много различных исполнений кабельных вводов, большинство из них имеют импортную резьбу типа NPT или PG. Так как наиболее используемым является второй тип ввода в оболочку, для потребителя тип резьбы становится не главным определяющим фактором для выбора типа ввода. Достаточно подобрать отверстие нужного диаметра, чтобы перейти с одного типа на другой.
Параметры различных типов резьбы приведены в таблицах.
Метрическая ISO 965 (Metric) Используется на территории России и нескольких европейских стран.
| Тип | Внешний диаметр резьбы,D мм |
Шаг, P мм | Максимальный диаметр отверстия в оболочке, мм |
|
|---|---|---|---|---|
| М12 | 12 | 1,5 | 12,5 | |
| М16 | 16 | 1,5 | 16,7 | |
| М20 | 20 | 1,5 | 20,7 | |
| М22 | 22 | 1,5 | 22,7 | |
| М25 | 25 | 1,5 | 25,7 | |
| М30 | 30 | 1,5 | 30,7 | |
| М32 | 32 | 1,5 | 32,7 | |
| М42 | 42 | 1,5 | 42,7 | |
| М48 | 48 | 1,5 | 48,7 |
Резьба дюймовая трубная конусная NPT ANSI B 1.20.1 — американский стандарт на резьбу
| Тип | Внешний диаметр резьбы, мм | Шаг, мм | Максимальный диаметр отверстия в оболочке, мм |
|
|---|---|---|---|---|
| 1/2″ | 21,34 | 1,81 | 22,04 | |
| 3/4″ | 26,67 | 1,81 | 27,37 | |
| 1″ | 33,40 | 2,2 | 34,10 | |
| 1 1/4″ | 42,15 | 2,2 | 42,86 | |
| 1 1/2″ | 48,26 | 2,2 | 48,96 | |
| 2″ | 60,33 | 2,2 | 61,03 | |
| 2 1/2″ | 73,03 | 3,18 | 73,73 | |
| 3″ | 88,90 | 3,18 | 89,60 | |
| 3-1/2″ | 101,60 | 3,18 | 102,60 | |
| 4″ | 114,30 | 3,18 | 115,30 |
Резьба PG DIN 40430 немецкий стандарт на резьбу (не рекомендуется использовать)
31 декабря 1999 года стандарт VDE 0619, включающий в себя стандарты DIN 46319 для метрических размеров и DIN 46320 для PG-размеров был отменен.
| Тип | Внешний диаметр резьбы, мм | Шаг, мм | Максимальный диаметр отверстия в оболочке, мм | |
|---|---|---|---|---|
| PG7 | 12,5 | 1,27 | 13,2 | |
| PG9 | 15,2 | 1,41 | 15,9 | |
| PG11 | 18,6 | 1,41 | 19,3 | |
| PG13 | 20,4 | 1,41 | 21,1 | |
| PG16 | 22,5 | 1,41 | 23,2 | |
| PG21 | 28,3 | 1,59 | 29,0 | |
| PG29 | 37,0 | 1,59 | 37,7 | |
| PG36 | 47,0 | 1,59 | 47,7 | |
| PG42 | 54,0 | 1,59 | 54,7 | |
| PG48 | 59,3 | 1,59 | 60,0 |
Резьба трубная цилиндрическая G ISO 228 Английский стандарт, широко применяется при нарезке резьбы на трубах
| Тип | Внешний диаметр резьбы, мм | Шаг, мм | Максимальный диаметр отверстия в оболочке, мм | |
|---|---|---|---|---|
| G 1/4 | 13,157 | 1,337 | 13,6 | |
| G 3/8 | 16,662 | 1,337 | 17,1 | |
| G 1/2 | 20,955 | 1,814 | 21,4 | |
| G 3/4 | 26,441 | 1,814 | 26,9 | |
| G 1 | 33,249 | 2,309 | 33,7 | |
| G 1 1/4 | 41,910 | 2,309 | 42,4 | |
| G 1 1/2 | 47,803 | 2,309 | 48,3 | |
| G 2 | 59,614 | 2,309 | 60,1 |
NPT Американская трубная коническая несамоуплотняющаяся резьба
по стандарту ANSI B 1.20.1
| Тип | Наружный диаметр резьбы, мм | Шаг, мм | Максимальный диаметр отверстия в оболочке, мм | |
|---|---|---|---|---|
| 1/16″ NPT | 7,895 | 0,941 | 6,00 | |
| 1/8″ NPT | 10,242 | 0,941 | 8,25 | |
| 1/4″ NPT | 13,616 | 1,411 | 10,70 | |
| 3/8″ NPT | 17,055 | 1,411 | 14,10 | |
| 1/2″ NPT | 21,223 | 1,814 | 17,40 | |
| 3/4″ NPT | 26,568 | 1,814 | 22,60 | |
| 1″ NPT | 33,228 | 2,209 | 28,50 | |
| 1 1/4″ NPT | 41,985 | 2,209 | 37,00 | |
| 1 1/2″ NPT | 48,054 | 2,209 | 43,50 | |
| 2″ NPT | 60,092 | 2,209 | 55,00 |
Кабельный ввод – это просто!
Плашка трубная, коническая дюймовая, коническая трубная
Плашка трубная G 3/4
Плашка трубная цилиндрическая(G) предназначены для нарезание или калибрование наружной трубной цилиндрической резьбы.
Плашка для конической дюймовой резьбы (К) предназначена для нарезания или калибрование наружной конической дюймовой резьбы в изделиях из стали , латуни, чугуна. Плашки используют при слесарных работах, на станках.
Плашка для трубной конической резьбы (R) предназначена для нарезание или калибрование наружной трубной конической резьбы.
| Плашка круглая для нарезания трубной цилиндрической резьбы ГОСТ 9740-71 | ||||||
| Номинальные размеры в мм | Обозначение плашек | |||||
| Обозначение резьбы в дюймах | Число шагов на дюйм | Шаг резьбы Р | Номинальный наружный диаметр резьбы | D | L | |
| Плашка G1/16 | 28 | 0,907 | 7,723 | 25 | 9 | 2654-1251 |
| Плашка G1/8 | 28 | 0,907 | 9,728 | 30 | 11 | 2654-0151 |
| Плашка G1/4 | 19 | 1,337 | 13,157 | 38 | 10 | 2654-0153 |
| Плашка G3/8 | 19 | 1,337 | 16,662 | 45 | 14 | 2654-0155 |
| Плашка G1/2 | 14 | 1,814 | 20,955 | 45 | 14 | 2654-0157 |
| Плашка G5/8 | 14 | 1,814 | 22,911 | 55 | 16 | 2654-0161 |
| Плашка G3/4 | 14 | 1,814 | 26,441 | 55 | 16 | 2654-0163 |
| Плашка G7/8 | 14 | 1,814 | 30,201 | 65 | 18 | 2654-0165 |
| Плашка G1 | 11 | 2,309 | 33,249 | 65 | 18 | 2654-0167 |
| Плашка G1 1/8 | 11 | 2,309 | 37,987 | 75 | 20 | 2654-0171 |
| Плашка G1 1/4 | 11 | 2,309 | 41,91 | 75 | 20 | 2654-0173 |
| Плашка G1 3/8 | 11 | 2,309 | 44,323 | 90 | 22 | 2654-0175 |
| Плашка G1 1/2 | 11 | 2,309 | 47,803 | 90 | 22 | 2654-0177 |
| Плашка G1 3/4 | 11 | 2,309 | 53,746 | 105 | 22 | 2654-0253 |
| Плашка G2 | 11 | 2,309 | 59,614 | 105 | 22 | 2654-0255 |
| Плашка G2 1/4 | 11 | 2,309 | 65,71 | 120 | 22 | 2654-0271 |
| Плашка круглая для нарезания конической резьбы. ГОСТ 6228-80 | ||||||
| Обозначение размера резьбы, дюймы | Число ниток на дюйм | Шаг резьбы Р | Номинальный наружный диаметр резьбы | D | L | Обозначение |
| Плашки для конической резьбы К | ||||||
| Плашка K1/16 | 27 | 0,941 | 8,4 | 25 | 11 | 2684-0001 |
| Плашка К1/8 | 27 | 0,941 | 10,7 | 30 | 12 | 2684-0002 |
| Плашка K1/4 | 18 | 1,411 | 14,2 | 38 | 18 | 2684-0003 |
| Плашка K3/8 | 18 | 1,411 | 17,7 | 45 | 18 | 2684-0004 |
| Плашка K1/2 | 14 | 1,814 | 22,1 | 45 | 24 | 2684-0005 |
| Плашка K3/4 | 14 | 1,814 | 27,4 | 55 | 24 | 2684-0006 |
| Плашка К1 | 11,5 | 2,209 | 34,3 | 65 | 28 | 2684-0007 |
| Плашка K1 1/4 | 11,5 | 2,209 | 43,1 | 75 | 30 | 2684-0008 |
| Плашка K1 1/2 | 11,5 | 2,209 | 49,2 | 90 | 30 | 2684-0009 |
| Плашка К2 | 11,5 | 2,209 | 61,2 | 105 | 32 | 2684-0010 |
| Плашки для трубной конической резьбы Rc | ||||||
| Плашка R1/16 | 28 | 0,907 | 8,3 | 30 | 11 | 2684-0101 |
| Плашка R1/8 | 28 | 0,907 | 8,3 | 30 | 11 | 2684-0011 |
| Плашка R1/4 | 19 | 1,337 | 13,9 | 38 | 14 | 2684-0012 |
| Плашка R3/8 | 19 | 1,337 | 17,4 | 45 | 18 | 2684-0013 |
| Плашка R1/2 | 14 | 1,814 | 21,9 | 55 | 22 | 2684-0014 |
| Плашка R3/4 | 14 | 1,814 | 27,3 | 55 | 22 | 2684-0015 |
| Плашка R1 | 11 | 2,309 | 34,4 | 65 | 25 | 2684-0016 |
| Плашка R1 1/4 | 11 | 2,309 | 43,1 | 75 | 30 | 2684-0017 |
| Плашка R1 1/2 | 11 | 2,309 | 49,0 | 90 | 36 | 2684-0018 |
| Плашка R2 | 11 | 2,309 | 60,9 | 105 | 36 | 2684-0019 |
Как вы определяете типы резьбы фитингов?
При выборе правильных фитингов для вашего пневматического оборудования доступно несколько типов резьбы. Выбор правильного типа резьбы обеспечит оптимальную совместимость с вашим оборудованием и позволит избежать неисправностей. Вы обнаружите, что просматриваете бесконечное количество вариантов подгонки, так как же выбрать правильный?
Измерение шага и размера резьбы. Изображение предоставлено SwagelokЭто руководство поможет вам определить правильный тип резьбы за четыре простых шага.Для завершения этого процесса вам потребуются штангенциркуль, измеритель шага и таблицы размеров.
Резьба подразделяется на четыре основных основных типа: NPT, G / BSP, PT, метрическая или UN / UNF. Большинство гидравлических и пневматических компонентов Северной Америки совместимы с резьбой National Pipe Thread (NPT) или Unified Threads (UN / UNF).
Определение типа резьбы
Шаг 1 – Наружная резьба и внутренняя резьба – Первый шаг – определить вашу резьбу как наружную или внутреннюю. У наружной резьбы есть резьба снаружи, а у внутренней резьбы – внутри.Пол не влияет на функциональность потока. Он просто служит классификацией между обоими соединениями.
Шаг 2 – Коническая и параллельная резьба – Коническую и параллельную резьбу легко отличить по профилю. Коническая резьба выглядит более узкой, поскольку выходит наружу, в то время как параллельная резьба остается того же диаметра прямо вниз. Если вы не можете определить различия на основе их профилей, здесь вам пригодится штангенциркуль.
Используйте штангенциркуль для измерения внутреннего и внешнего диаметров резьбы.Шаг 3 – Измерьте размер шага – Используйте измеритель шага, чтобы измерить размер шага. Размер шага резьбы – это расстояние между резьбами. Они измеряются количеством витков резьбы на дюйм или расстоянием между резьбами на метрических типах резьбы.
Шаг 4 – Измерение диаметра резьбы – Используйте штангенциркуль для измерения внешнего диаметра наружной резьбы и внутреннего диаметра внутренней резьбы. Вы можете увидеть небольшие расхождения между вашими измерениями и таблицей размеров. Это связано с разными производителями ниток.
Шаг 5 – Определение стандарта типа резьбы – Последний шаг в определении вашего типа резьбы – это определение вашего стандарта типа резьбы. Сравните свои измерения с таблицами размеров ниже.
Альтернативное решение: герметизирующая лента
Если вы не можете определить тип резьбы, ниже приведены быстрые обходные пути, которые помогут вам сэкономить время.
- Если ваше оборудование было произведено в Китае, вам, скорее всего, понадобится резьба PT. Оборудование из Северной Америки обычно имеет резьбу NPT.
- Пневматические компоненты Airtac используют резьбу NPT, PT или G
- Лента для уплотнения резьбы PFTE может использоваться в качестве альтернативы
Клейкое соединение, такое как герметизирующая лента из PFTE, может использоваться в качестве последнего средства для соединения различных типов резьбы. Герметизирующую ленту лучше всего использовать на конической резьбе, ее следует наклеить на чистую резьбу и прикрутить как обычно.
Trimantec
www.trimantec.com
Разница | Имперские и метрические единицы ПВХ
Несмотря на то, что во всем мире существуют различные стандарты, регулирующие размер готовых изделий из ПВХ, размеры пластиковых труб в Великобритании измеряются двумя способами:
• Метрическая система , также называемая миллиметрами (мм) и
• английская система мер , также называемая дюймом (“).
Наружный диаметр трубы всегда остается постоянным, независимо от системы измерения, это отверстие (центр трубы), которое изменяется в зависимости от толщины стенки, что напрямую зависит от номинального давления.
В чем разница между имперскими и метрическими системами в мире труб?
С точки зрения методов соединения, прочности и химической стойкости – и британские, и метрические системы напорных трубопроводов абсолютно одинаковы. .Нет никаких различий в функциональности и производительности, поскольку для обоих используется одно и то же ПВХ-сырье. Разница не в составе материала, а в обозначении размера и стандартах производства.
Метрическая система при производстве труб из ПВХ
Метрическая система является более современной из двух форм измерения, использующей такие измерения, как миллиметры, сантиметры, метры и т. Д.
Эта система обычно используется в Европе. и становится все более популярной в Великобритании.В трубной промышленности размеры всегда указываются с использованием наружного диаметра (O.D) трубы, например 20 мм OD PVC PN16 = 20 мм OD x 17 мм внутренний диаметр (1,5 мм вес).
Имперская система в производстве труб из ПВХ
Имперская система намного старше метрической системы и хорошо зарекомендовала себя в UK и USA .
В имперской системе используются такие измерения, как дюймы, футы и ярды.Размеры всегда указаны с использованием номинального диаметра (N.B) трубы. Имперская система привязки размеров использует неспецифические размеры для различения размеров. Это связано с историческими размерами стальных труб и не изменилось с ростом популярности ПВХ.
Нет корреляции между эталонным размером трубы и фактическим физическим размером трубы, например 1/2 дюйма N.B * ПВХ класс E = 21,4 мм OD x Внутренний диаметр 18 мм * (1,7 мм вес) * 1/2 дюйма N.B * = 12,5 мм .
Как показано выше, нет корреляции между указанным размером в полдюйма (12,5 мм) и фактическим размером трубы (18 мм).
Хотя обе системы можно взаимозаменять, используя ряд переходных фитингов, таких как дюймовые / метрические переходные гнезда и дюймовые / метрические переходные соединения, это не обычная практика.
Фитинги с метрической и дюймовой резьбой подходят как для
Резьбовые фитинги из ПВХ подходят для напорных трубопроводных систем с метрической и британской системой мер, потому что по сути они одинаковы.
Фитингивсегда поставляются с привязкой к дюймам / дюймам, т. Е. В трубопроводных системах нет такого понятия, как резьбовые фитинги с метрической / мм резьбой, что позволяет легко адаптировать одну систему к другой.
Мы четко определили это, указав метрические и британские размеры в нашем каталоге пластиковых фитингов и на нашем веб-сайте.
Имперские и метрические размеры труб
Взгляните на наши имперские в метрические прибл.Таблица сравнения размеров ниже.
Всегда обращайтесь за профессиональной консультацией
Если вы хотите узнать больше, почему бы не обратиться за профессиональной консультацией к нашей команде опытных экспертов? Когда дело касается трубопроводных систем, всегда лучше перестраховаться, чем сожалеть.
Если вы все еще не уверены, установлена ли у вас подходящая система, или вам нужен простой совет по поводу ваших требований к измерениям, позвоните нам сегодня. Кроме того, вы можете связаться с нами на нашей странице контактов или написать нам по электронной почте на Send Mail
.Какой ПВХ мы предлагаем?
Мы гордимся тем, что поставляем системы напорных труб из ПВХ высшего качества как в метрических, так и в английских единицах измерения.Наш обширный ассортимент продукции включает:
• Трубы
• Фитинги
• Клапаны
• Фланцы
• Аксессуары
Наши продукты могут использоваться в широком спектре базовых приложений, от простых садовых водопроводов до крупных проектов в различных отраслях промышленности, включая:
• Промышленные предприятия
• Рыбные фермы
• Тематические парки
• Пищевые фабрики
• Аквариумы
• Очистка воды и сточных вод
• Бассейны
• Водные элементы
• Пивоварни
• Зоопарк
• Производители
Размеры труб из ПВХ в Великобритании измеряются в метрических или британских единицах, поэтому здесь, в epco, вы можете быть уверены, что мы сможем удовлетворить все ваши потребности в ПВХ.
Дата: 22 августа 2019 г.Поделиться этим постом
Характеристики дюймовой резьбы.Различия между метрической и дюймовой резьбой. Элементы резьбовые
В нашем метрическом мире иногда сложно ориентироваться в других системах измерения. Мы иногда задаемся вопросом, как американцы или британцы могут использовать устаревшие меры длины, массы, площади и т. Д. А они, в свою очередь, не понимают нас – живущих по законам единой системы измерений. Однако, как и в любом правиле, есть определенные исключения, понятные каждому – и жителям Америки, и Туманного Альбиона, и Европы, и России.Данная статья посвящена обзору трубных и метрических резьб, разнообразие которых часто встречается в повседневной жизни.
Метрическая резьба и ее применение
Резьбовые соединения широко используются в строительстве, машиностроении, аэрокосмической промышленности и в повседневной жизни. Что такое винтик и гайка даже детям в детском саду, ведь занятия с конструктором не обходятся без этих деталей. Несмотря на то, что первый шнек был изобретен Архимедом, а наши древние предки широко использовали винтовые передачи в прессах для отжима масла из семян оливы и подсолнечника, а также для подъема воды для орошения полей, идея Настоящее резьбовое соединение удалось создать только в 15 веке, когда одному из швейцарских часовщиков впервые удалось заточить первый винт и гайку с помощью простых приспособлений.
В то же время рациональная идея о том, что нить должна быть одинаковой во всех странах мира, пришла в человечество не скоро. Итак, широко распространенная и знакомая всем, кто хоть немного разбирается в технике, метрическая резьба появилась и была описана в стандартах только после введения единой Системы измерения, основанной на эталонах метра, килограмма и секунды. Таким образом, появление и широкое распространение метрической резьбы датируется концом 19 века.До этого времени в мире преобладала дюймовая резьба.
Основное отличие метрической резьбы от дюймовой в том, что все ее параметры привязаны к миллиметру, а за основу профиля самой резьбы берется равносторонний треугольник, так как все его угловые размеры одинаковы и равны до 60 градусов. При стандартизации метрических резьбовых соединений важно, чтобы гайка и болт соответствовали не только угловым размерам резьбы, но также ее диаметру и шагу.Многие, особенно те, у кого есть автомобили, столкнулись с непонятным явлением, когда винт и гайка имеют одинаковый диаметр, но невозможно вкрутить винт в гайку. Это говорит о том, что в этом месте используется резьба с меньшим шагом и для того, чтобы винт без проблем вкручивался, его шаг резьбы также следует уменьшить.
В стандартах, описывающих метрическую резьбу, указано, что они должны быть помечены буквой M, а затем указываются диаметр резьбы и ее шаг.Диапазон диаметров метрической резьбы составляет от одного до шестисот миллиметров. Разброс шага резьбы от 0,075 до 3,5 мм. Резьба малого шага используется для измерительного инструмента, резьба среднего шага – для деталей и узлов, нагружаемых и работающих в условиях вибрации, а резьба большого шага – для крепления тяжелых несущих конструкций.
При создании стандартов для метрической резьбы учитывались различные допуски, в которых указывается степень округлости внешнего края резьбы и отклонения от профиля, чтобы винт и гайку можно было свободно затягивать вручную до упора. .
Хотя метрическая резьба не получила широкого распространения в герметичных соединениях, такая возможность заложена в стандартах. Так, резьба с обозначением МК применяется для самоуплотняющихся стыков за счет конусности внешней и внутренней резьбы. Причем для плотного соединения не обязательно, чтобы винт и гайка были с конической резьбой. Достаточно навинтить эту резьбу на винт.
Цилиндрическая метрическая резьба встречается довольно редко. Его обозначение – MJ. Основное отличие заключается в винте, который имеет увеличенный радиус полости на резьбе, что придает резьбовому соединению на основе метрической цилиндрической резьбы более высокие жаропрочные и усталостные качества.Эта нить используется в авиакосмической промышленности. Однако с такой резьбой в гайку можно вкрутить и обычный метрический винт.
Несмотря на преобладание правосторонних потоков во всех устройствах и механизмах, по-прежнему необходимо использовать левосторонние потоки для реализации определенных функций. Метрическая левая резьба ничем не отличается от правой, за исключением направления вращения, противоположного правым винтам. Если обычный винт закручивается по часовой стрелке, то левый откручивается в том же направлении.
Также иногда можно встретить несколько метрических резьб. Отличается тем, что на болте и гайке одновременно нарезается не одна спираль, а две, а то и три. Многопоточность часто используется в высокоточном оборудовании, например, в фотооборудовании, чтобы однозначно позиционировать положение деталей во время взаимного вращения. Такую нить можно отличить от обычной по два-три начала витков в конце.
Несмотря на очень широкое использование метрической резьбы, во многих развитых странах мира так называемая дюймовая резьба традиционно остается более распространенной.Трубная резьба обычно измеряется в дюймах. И, несмотря на сильные различия между этими типами резьбы, водопроводчики во всем мире должны объяснять разницу между полудюймовыми и трехчетвертными трубами.
дюймовые резьбы и их применение
Разница между дюймовой и метрической резьбой заключается в том, что угол в верхней части резьбы составляет 55 градусов, шаг резьбы рассчитывается как отношение количества витков резьбы на дюйм длины резьбы. Под дюймом понимается расстояние, равное 2.54 см. Что изначально соответствовало длине первой фаланги большого пальца человека, которая одинакова почти у всех людей.
Поскольку угол на вершине отличается от угла в метрической резьбе, невозможно комбинировать метрическую и дюймовую резьбу. В странах с метрической системой используется только дюймовая резьба, которая обозначается буквой G. За буквой следует дробное или целое обозначение, которое указывает не размер резьбы, а условный зазор трубы в дюймах или доли дюйма.Особенностью трубной резьбы является то, что она учитывает толщину стенок трубы, которая может быть толще или тоньше в зависимости от материала изготовления и рабочего давления, на которое рассчитаны трубы. Таким образом, дюймовые стандарты трубной резьбы понятны и приняты во всем мире как исключение из метрических правил.
Помимо простой цилиндрической трубной резьбы существует трубная коническая резьба. Она имеет те же характеристики, что и обычная труба, за исключением конуса, который позволяет создавать более плотные стыки.Обозначается буквой R для наружной резьбы и Rc для внутренней. Левая резьба дополнительно обозначается буквами LH, за которыми следует числовое значение в целых и дробных долях дюйма.
Для применения в других соединениях, кроме водопровода, в США и Канаде используется дюймовая резьба с верхним углом 60 градусов. Существует довольно широкий ассортимент этих резьб, которые различаются диапазоном шага резьбы и другими характеристиками. Стоит отметить, что некоторые резьбы из дюймового ряда совпадают с метрическими, что в некоторых случаях может быть под рукой.Например, в фотооборудовании диаметр соединительной резьбы, с помощью которой фотоаппарат крепится к штативу, одинаков во всем мире, независимо от страны-производителя, поскольку характеристики этой резьбы одинаковы как для метрической, так и для дюймовой. нить.
Однако не стоит путать английскую дюймовую промышленную резьбу, которая была утверждена еще в 1841 году и была разработана самим Джозефом Уитвортом. Эта резьба практически повторяет трубу, так как имеет угол при вершине 55 градусов.Винты и гайки с этой резьбой не стыкуются с дюймовыми креплениями из Америки и Канады.
В технике приняты три системы резьбы: метрическая , дюймовая и трубная.
Резьба метрическая (рис. 145, а) имеет треугольный профиль при вершине 60 °.
Рис. 145. Системы резьбы : a – метрическая, b – дюймовая, c – трубная
Метрическая резьба бывает шести типов: основная и малая -1; 2; 3; 4-й и 5-й.Мелкие резьбы различаются шагом при заданном диаметре, выраженном в миллиметрах. Метрическая резьба обозначается буквой М и цифрами, характеризующими размер наружного диаметра и шага. Например, M42X4,5 обозначает метрическую основу с внешним диаметром 42 мм и шагом 4,5 мм.
Мелкая резьба, кроме того, в обозначении имеет номер, обозначающий номер резьбы, например 2М20Х1,75 – вторая метрическая мелкая, наружный диаметр 20 мм, шаг 1,75 мм.
Дюймовая резьба (рис.145, б) имеет угол при вершине 55 °. Дюймовая резьба нарезается при производстве запасных частей для машин с дюймовой резьбой и не должна нарезаться на новых изделиях. Дюймовая резьба характеризуется количеством витков на дюйм (1 дюйм) длины. Наружный диаметр дюймовой резьбы измеряется в дюймах.
Трубная резьба (рис. 145, в) измеряется так же, как дюйм в дюймах и характеризуется количеством витков резьбы на 1 дюйм. Профиль резьбы имеет угол 55 °.Для трубной резьбы диаметр отверстия для трубы условно принимается за диаметр, на котором на ее наружной поверхности нарезана резьба.
Вершины выступов винта и гайки с трубной резьбой выполняются с плоским или скругленным сечением.
Плоский профиль проще в изготовлении и используется для резьбы обычных соединений труб. Обозначается трубная резьба: ТРУБА 1/4 “; ТРУБА 1/2”. др. (табл. 25).
Таблица 25 Обозначение резьбы на чертежах
| Тип резьбы | Легенда | Элементы обозначения | Пример обозначения резьбы болта и гайки |
Метрическая система | M | Наружный диаметр резьбы (мм) или внешний диаметр и шаг (мм) | M64 или M64X6 или 64×6 |
Метрическая малая | 1М | | 1M 64X4 или 64X4 |
| 2 мес. | | 2M 64X3 или 64X3 | |
| 3 мес. | | 3M 64X2 или 64X2 | |
| 4 мес. | | 4M 64X1.5 или 64X1,5 | |
| 5 мес. | | 5M 64X1 или 64X1 | |
Трапецеидальная | ЛЕСТНИЦА | Наружный диаметр и шаг резьбы (мм) | ЛЕСТНИЦА. 22×5 |
| УП | | УП 70X10 | |
Дюйм с углом профиля 55 ° | | Номинальный диаметр резьбы в дюймах | 1 ” |
Трубчатый цилиндрический | ТРУБА.PR * ТРУБА. КР ** | Обозначение резьбы в дюймах | ТРУБА 3/4 “. ПР 3/4” ТРУБА. KR |
Коническая труба | ТРУБА. КОНИК. | | ТРУБА 3/4 “. |
* Профиль с плоскими вершинами (прямая линия). ** Профиль закругленный.
Резьба правая и левая; по количеству посещений – одно-, двух-, трехстартовые и многозаходные.
Чтобы определить количество заходов резьбы, просто посмотрите на конец винта или гайки и посчитайте, сколько на нем концов витков.
Как правило, все крепежные детали (болты, шурупы, шурупы и т. Д.) Имеют одну резьбу.
, которые указаны в дюймах. Многие покупатели могут не обращать на это внимание, а потому есть вероятность приобретения трубы с размером, не соответствующим требуемому. Причина этого в том, что дюйм на поверхности трубы), как следует из названия, измеряется в дюймах. В этом случае один дюйм равен 25,4 миллиметра. Эта величина отличается от принятых норм миллиметра, что может сильно усложнить выбор необходимой детали.
Дюймовая цилиндрическая резьба предназначена для отображения размеров трубы в дюймах, при этом указывается в долях этой единицы измерения (из-за ее небольшого размера).
Из-за несоответствия миллиметра и дюйма на практике появляется значительная разница между размерами резьбы на трубе. Это потому, что западные стандарты говорят: дюймовая резьба – это внутренняя резьба. Следует учитывать разницу между метрическим дюймом и так называемым трубным дюймом.
Например, труба указывает, что дюймовая резьба имеет размер ½. Таким образом, вы получаете трубу с внешним диаметром 20,95 мм вместо ожидаемых 12,7 мм. Следовательно, дюйм трубы составляет 33,249 мм и состоит из размера самого прохода и толщины двойной стенки.
Этот пример показывает, что использование этого индикатора более приемлемо, поскольку такая система лучше всего описывает размер, который имеет дюймовая резьба.
Теперь, когда обозначения стали понятны, можно перейти к классификации и назначению этого параметра.
Цилиндрическая дюймовая резьба по назначению и характеру выполняемой работы делится на:
- Крепежная резьба. Этот тип традиционно относят к метрической резьбе и дюймовой, имеющей треугольный профиль. Метрика используется при проектировании новых машин и агрегатов, а вторая необходима для производства различных запчастей.
- Специальные резьбы бывают разных размеров, не соответствующих стандартам.
Часто бывает с профилем под углом 60 °.Все значения, будь то шаг резьбы или внешний диаметр, указаны в миллиметрах.
По величине шага различают одну основную и 5 типов вспомогательной резьбы (ее еще называют мелкой). Следует отметить, что такая резьба считается более прочной, чем грубая (при абсолютно равных наружных диаметрах). Несомненным достоинством мелких ниток также можно назвать небольшой угол подъема спирали и, как следствие, повышенное сопротивление скручиванию.
Нитки этого типа используются в наиболее нагруженных полых деталях, а также в элементах, подверженных сильным ударам и ударам.Регулировочные гайки также имеют аналогичную резьбу, поскольку она позволяет более точно регулировать.
Кроме того, дюймовая резьба может выполняться при угле поворота 55 °. В этом случае диаметр по-прежнему устанавливается в дюймах, но шаг резьбы определяется количеством витков резьбы на дюйм. Подобный тип используется в различных деталях для механической фиксации друг друга.
В западной технической литературе вы найдете все размеры в дюймах. Такое положение вещей имеет исторические корни.Великобритания всегда была впереди в плане технического развития, поэтому во всех принадлежавших ей тогда колониях (а их было много) применялась именно эта система измерения. В принципе, техники переводят дюймы в сантименты и наоборот. Поэтому и по сей день в этих странах, как правило, все измерения производятся в дюймах. Далее мы поговорим об основных особенностях и характеристиках дюймовой резьбы и чем она отличается от метрической.
дюймовая резьба.Параметры
Если говорить об обычном измерении, то даже в уме перевести одну величину в другую и наоборот не составит труда. А вот что касается резьбы, нужно знать простые, но важные нюансы. Дело в том, что метрическая и дюймовая метрики для измерения длины – большое совпадение. Разница в количестве витков на резьбовой ступеньке. Кроме того, у этой резьбы другой угол наклона на вершине, который составляет 55 °, если вы относитесь к стилю Уитворта.Это считается нормой в Англии или, как говорят, «британским уголком». Если взять за основу стандарт UNC и UNF, который в Америке считается стандартом, то угол здесь составляет 60 °.
Метрическая стандартная и дюймовая резьба. Самые принципиальные отличия
Типы дюймовой резьбы:
- Открытый;
- конический;
- цилиндрический;
- Внутренний.
1 дюйм = 25,4 мм. В этом главное отличие. В документах это имеет специальное обозначение – 1´ (со штрихом).
Если говорить об американских стандартах, то у них есть разделение на потоки с большими шагами, которые они обозначают как UNC и с маленькими шагами – UNF. Также каноническая дюймовая резьба обозначается NPT, а трубная – NPSM.
Что такое резьба и где она применяется
Типы резьбы, применяемые при изготовлении, конструкции и проектировании, в зависимости от детали делятся на внутреннюю, внешнюю и коническую.
- Наружный используется для болтов, винтов, штифтов и шпилек.
- Internal используется при производстве пробок или орехов. Его прорезают в отверстиях, когда необходимо организовать соединение в определенном месте.
- Для создания плотного соединения, а также запирания без дополнительных деталей выполняется коническая дюймовая резьба.
Обозначение соответствует стандарту. d (D) – внешний диаметр болта или внутренний диаметр гайки (d-диаметр болта до нарезания резьбы). Внутренний диаметр резьбы обозначен d1 (D1).Также есть обозначение среднего диаметра d2 (D2). Этот размер зависит от номинального шага, обозначенного буквой R.
Буква α используется для обозначения угла профиля резьбы. Значение α = 55 ° будет означать, что угол при вершине равностороннего треугольника зубной резьбы составляет 55 °, и соответствует дюймовой резьбе BSW по британскому стандарту. Дюймовая резьба UTS, широко применяемая в Канаде и США, имеет α = 60 °.
Где применяется дюймовая резьба?
α = 55 ° дюймовая резьба, применяемая в промышленности для фиксации механических узлов и деталей с помощью резьбовых соединений.Особенно часто это происходит при ремонте импортного оборудования и станков, а также бывших в употреблении автомобилей. Металлические изделия с дюймовой резьбой производятся в нашей стране. В процессе эксплуатации иногда возникает необходимость перевести метрическую резьбу в дюймовую и наоборот. Это можно легко, быстро и удобно сделать с помощью специального справочника.
Резьба по системе мер делится на метрическую и дюймовую. Метрическая и дюймовая резьба используется в резьбовых соединениях и косозубых передачах.Резьбовые соединения – это разъемные соединения, выполненные с помощью резьбовых крепежных элементов – болтов, винтов, гаек, шпилек или резьбы, которые непосредственно прикрепляются к соединяемым деталям.
Метрическая резьба (рис.1)
Имеет форму равностороннего треугольника в профиле с углом при вершине 60 °. Срезаны вершины выступов ответного винта и гайки. Характеризуется метрической резьбой с диаметром винта в миллиметрах и шагом резьбы в миллиметрах. Метрическая резьба выполняется с большим и малым шагом.Для основной резьбы с большим шагом. Мелкая резьба используется для регулировки, для завинчивания тонкостенных, а также динамически нагружаемых деталей. Метрическая резьба с большим шагом обозначается буквой M и числом, выражающим номинальный диаметр в миллиметрах, например M20. Для мелкой метрической резьбы указывается дополнительный шаг, например M20x1,5.
Рис.1 Метрическая резьба
Дюймовая резьба (Рис.2)
Дюймовая резьба (рис.2) имеет тот же вид в профиле, что и метрическая резьба, но имеет угол при вершине 55 ° (резьба Витворта – британский стандарт BSW (Ww) и BSF), угол при вершине вершина – 60 ° (американский стандарт UNC и UNF).Наружный диаметр резьбы измеряется в дюймах (1 “= 25,4 мм) – тире (“) обозначают дюйм. Эта резьба характеризуется количеством витков на дюйм. Дюймовая американская резьба бывает с большим (UNC) и малым (UNF) шагом.
Рис. Резьба 2 дюйма
Таблица размеров крепежа для американской дюймовой резьбы UNC с большим шагом (угол профиля 60 градусов)
| Размер в дюймах | Размер в мм | Шаг резьбы |
| UNC No.1 | 1,854 | 64 |
| UNC № 2 | 2,184 | 56 |
| UNC № 3 | 2,515 | 48 |
| UNC № 4 | 2,845 | 40 |
| UNC № 5 | 3,175 | 40 |
| UNC No. 6 | 3,505 | 32 |
| UNC No.8 | 4,166 | 32 |
| UNC № 10 | 4,826 | 24 |
| UNC № 12 | 5,486 | 24 |
| UNC 1/4 | 6,35 | 20 |
| UNC 5/16 | 7,938 | 18 |
| UNC 3/8 | 9,525 | 16 |
| UNC 7/16 | 11.11 | 14 |
| UNC 1/2 | 12,7 | 13 |
| UNC 9/16 | 14.29 | 12 |
| UNC 5/8 | 15,88 | 11 |
| UNC 3/4 | 19.05 | 10 |
| UNC 7/8 | 22,23 | 9 |
| UNC 1 “ | 25.4 | 8 |
| UNC 1 1/8 | 28,58 | 7 |
| UNC 1 1/4 | 31,75 | 7 |
| UNC 1 1/2 | 34,93 | 6 |
| UNC 1 3/8 | 38,1 | 6 |
| UNC 1 3/4 | 44,45 | 5 |
| UNC 2 “ | 50.8 | 4 1/2 |
Резьба
Резьба может быть внутренней и внешней.
- На болтах, шпильках, винтах, шпильках и на различных других цилиндрических деталях нарезана наружная резьба;
- В фасонных деталях, гайках, во фланцах, в пробках, деталях машин и металлоконструкциях нарезана внутренняя резьба.
Рис. 3 Элементы резьбы
Основные элементы резьбы показаны на Рис. 3 К ним относятся следующие элементы:
Идентификация резьбы | Источник шлангов и фитингов
Международные связи Направляющая Конические стихи Параллельная резьбаПервый шаг в идентификации резьбы – определить, является ли резьба конической или параллельной.Конический означает, что стенки резьбы, если они будут продолжены в продольном направлении, в конечном итоге встретятся. Параллельность означает, что стенки резьбы прямые. Уплотнение необходимо использовать для параллельных фитингов в приложениях PORT.
Сиденья PORTКак с метрической резьбой, так и с резьбой BSPP В приложениях PORT требуется уплотнение определенного типа для всех фитингов с параллельной резьбой. Вот некоторые из уплотнений различных стилей для этих приложений PORT.
Расширяющееся седло по сравнению с шаровым седломСпособность правильно идентифицировать посадочные места, фаски и их соответствующие углы является преимуществом при идентификации фитинга.Расширяющиеся седла относятся к выступающему «конусу» на наружной резьбе или внутреннему конусу на внутренней резьбе. Под шаровыми или коническими седлами понимается «носовой конус» внутри внутренней поворотной резьбы, который уплотняется с фаской на внутренней стороне наружной резьбы.
Метрические компрессионные фитинги 24 ° Большинство метрических резьб и резьб Kobelco можно применять в трубах из-за сужающегося угла горловины
24 ° внутри наружной резьбы. Чтобы добиться соединения трубки, гайка трубки затягивается поверх метрической резьбы, заставляя обойму или врезное кольцо зажимать трубку.Когда гайка надежно затянута, наконечник сжимает трубку, которая удерживает трубку на месте.
Это очень распространенный фитинг в Северной Америке, известный как уплотнительное кольцо с торцевым уплотнением (ORFS), но он также используется с британской резьбой (HIAB), а также с метрической резьбой (метрическая плоская резьба). По сути, фитинги с торцевым уплотнением уплотняют между кольцом круглого сечения, расположенным на поверхности прямой наружной резьбы, и седлом с плоской поверхностью на внутренней резьбе.
Измерительная резьба
Определив, является ли резьба параллельной или конической, измерьте шаг резьбы в миллиметрах над вершиной гребней резьбы.
РезьбаBSP бывает двух версий: параллельной (BSPP) и конической (BSPT). Угол профиля резьбы как для конической, так и для параллельной британской резьбы составляет 55 °. Довольно распространенная ошибка идентифицировать BSPT (конический) как NPT.Помните, что резьба NPT имеет угол профиля резьбы 60 °, а резьба BSPT – 55 °. Это можно проверить с помощью резьбового калибра. Хотя BSP – это внешняя ветка, на самом деле это не метрика. Вот почему они бывают британских размеров: 1/8, 1/4, 1/2, 3/4 и т. Д.
Используйте штангенциркуль для измерения внешнего диаметра (OD) резьбы. В параллельных потоках, где вы измеряете, не критично. На конической резьбе важно ставить штангенциркуль на 3-й ряд резьбы.
Вызов метрической резьбы – это наружный диаметр в миллиметрах, за которым следует шаг. Пример: M22 x1,5 или 22 мм x 1,5.
ФитингиBSP можно идентифицировать, выполнив несколько расчетов для определения размера резьбы.
- Измерьте наружный диаметр резьбы BSP
- Измерьте внешний диаметр (дюймы) и вычтите ¼ дюйма
Пример: Внешний диаметр составляет 1 дюйм. Вычитание ¼ дает размер резьбы ¾, также известный как -12
.Когда у вас есть размер резьбы, важно проверить шаг.Самый простой способ – выполнить следующие шаги.
- Подсчитайте количество вершин резьбы над ¼ ”
- Умножьте это число на 4, чтобы получить количество ниток на дюйм.
Пример. Если вы посчитаете гребень резьбы 3,5 на дюйма, а теперь умножите 3,5 на 4, ваш шаг составит 14 ниток на дюйм.
Параллельный трубопровод британского стандарта (BSPP) Уплотнение – Вертлюг с внутренней резьбой BSPP имеет конический шарик или конус, который уплотняет посадочное место с фаской охватываемой детали.
| Размер в дюймах | Размер панели | Номинальная резьба | Внешний диаметр наружной резьбы (дюйм) | Внутренний диаметр резьбы (дюйм) |
| 1/8 | -02 | G1 / 8 × 28 | 3/8 (0,38) | 11/32 (0,35) |
| 1/4 | -04 | G1 / 4 × 19 | 33/64 (0.52) | 15/32 (0,47) |
| 3/8 | -06 | G3 / 8 × 19 | 21/32 (0,65) | 19/32 (0,60) |
| 1/2 | -08 | G1 / 2 × 14 | 13/16 (0,82) | 3/4 (0,75) |
| 5/8 | -10 | G5 / 8 × 14 | 7/8 (0.88) | 13/16 (0,80) |
| 3/4 | -12 | G3 / 4 × 14 | 1-1 / 32 (1,04) | 31/32 (0,97) |
| 1 | -16 | G1x11 | 1-5 / 16 (1,30) | 1-7 / 32 (1,22) |
| 1-1 / 4 | -20 | G1-1 / 4 × 11 | 1-21 / 32 (1.65) | 1-9 / 16 (1,56) |
| 1-1 / 2 | -24 | G1-1 / 2 × 11 | 1-7 / 8 (1.88) | 1-13 / 16 (1,79) |
| 2 | -32 | G2x11 | 2-11 / 32 (2.35) | 2-1 / 4 (2,26) |
Начало страницы
Коническая труба британского стандарта (BSPT) Уплотнение – Уплотнение достигается за счет деформации резьбы.Резьба герметизирующая лента рекомендуется для герметичного соединения. Патрубок BSPT с правильно скошенной фаской герметизируется с помощью шарнирного соединения с внутренней резьбой BSPP.
| Размер в дюймах | Размер панели | Номинальная резьба | Внешний диаметр наружной резьбы (дюйм) | Внутренний диаметр резьбы (дюйм) |
| 1/8 | -02 | R1 / 8 × 28 | 3/8 (0.38) | 11/32 (0,35) |
| 1/4 | -04 | R1 / 4 × 19 | 33/64 (0,52) | 15/32 (0,47) |
| 3/8 | -06 | R3 / 8 × 19 | 21/32 (0,65) | 19/32 (0,60) |
| 1/2 | -08 | R1 / 2 × 14 | 13/16 (0.82) | 3/4 (0,75) |
| 5/8 | -10 | R5 / 8 × 14 | 7/8 (0,88) | 13/16 (0,80) |
| 3/4 | -12 | R3 / 4 × 14 | 1-1 / 32 (1,04) | 31/32 (0,97) |
| 1 | -16 | R1x11 | 1-5 / 16 (1.30) | 1-7 / 32 (1,22) |
| 1-1 / 4 | -20 | R1-1 / 4 × 11 | 1-21 / 32 (1,65) | 1-9 / 16 (1,56) |
| 1-1 / 2 | -24 | R1-1 / 2 × 11 | 1-7 / 8 (1.88) | 1-25 / 32 (1,79) |
| 2 | -32 | R2x11 | 2-11 / 32 (2.35) | 2-1 / 4 (2,26) |
Начало страницы
Параллельный порт труб по британскому стандарту (ПОРТ BSPP)
ISO 1179-1
DIN 3852, часть 2
Уплотнение – Гнездовой порт имеет обработанную плоскую поверхность (Spotface), к которой заглушка уплотняется.| Размер в дюймах | Размер панели | Номинальная резьба | Внешний диаметр наружной резьбы (дюйм) | Внутренний диаметр резьбы (дюйм) |
| 1/8 | -02 | G1 / 8 × 28 | 3/8 (0.38) | 11/32 (0,35) |
| 1/4 | -04 | G1 / 4 × 19 | 33/64 (0,52) | 15/32 (0,47) |
| 3/8 | -06 | G3 / 8 × 19 | 21/32 (0,65) | 19/32 (0,60) |
| 1/2 | -08 | G1 / 2 × 14 | 13/16 (0.82) | 3/4 (0,75) |
| 5/8 | -10 | G5 / 8 × 14 | 7/8 (0,88) | 13/16 (0,80) |
| 3/4 | -12 | G3 / 4 × 14 | 1-1 / 32 (1,04) | 31/32 (0,97) |
| 1 | -16 | G1x11 | 1-5 / 16 (1.30) | 1-7 / 32 (1,22) |
| 1-1 / 4 | -20 | G1-1 / 4 × 11 | 1-21 / 32 (1,65) | 1-9 / 16 (1,56) |
| 1-1 / 2 | -24 | G1-1 / 2 × 11 | 1-7 / 8 (1.88) | 1-13 / 16 (1,79) |
| 2 | -32 | G2x11 | 2-11 / 32 (2.35) | 2-1 / 4 (2,26) |
Начало страницы
Метрическая система с конусом 60 ° DIN 7631 Уплотнение – Разъем с наружной резьбой имеет метрическую резьбу и скошенную фаску 60 ° (включенный угол). Внутренняя часть имеет прямую резьбу и коническое седло уплотнения с шариком или конусом. Уплотнение происходит между фаской охватываемой детали и шаром или конусом конического уплотнения без отбортовки вертлюга.Резьба удерживает соединение механически.
| Размер тире | Метрическая резьба | Наружная резьба OD | Внутренняя резьба ID |
| -12 | M12x1,5 | 12 мм | 10,5 мм |
| -14 | M14x1.5 | 14 мм | 12,5 мм |
| -16 | M16x1,5 | 16 мм | 14,5 мм |
| -18 | M18x1,5 | 18 мм | 16,5 мм |
| -22 | M22x1,5 | 22 мм | 20.5 мм |
| -26 | M26x1,5 | 26 мм | 24,5 мм |
| -30 | M30x1,5 | 30 мм | 28,5 мм |
| -38 | M38x1,5 | 38 мм | 36,5 мм |
| -45 | M45x2.0 | 45 мм | 43,5 мм |
| -52 | M52x1,5 | 52 мм | 50,5 мм |
Начало страницы
Метрическая резьба PORT
ISO 9974-1
DIN 3852, часть 1
ISO 261 Метрическая резьба «M»
Уплотнение – Фитинги имеют параллельную резьбу и уплотнение с использованием различных уплотнительных колец, шайб или уплотнений металл-металл.| Размер тире | Метрическая резьба | Наружная резьба OD | Внутренняя резьба ID |
| -08 | M8x1.0 | 8 мм | 7 мм |
| -10 | M10x1.0 | 10 мм | 9 мм |
| -12 | M12x1.5 | 12 мм | 10,5 мм |
| -14 | M14x1,5 | 14 мм | 12,5 мм |
| -16 | M16x1,5 | 16 мм | 14,5 мм |
| -18 | M18x1,5 | 18 мм | 16.5 мм |
| -20 | M20x1,5 | 20 мм | 18,5 мм |
| -22 | M22x1,5 | 22 мм | 20,5 мм |
| -24 | M24x1,5 | 24 мм | 22,5 мм |
| -26 | M26x1.5 | 26 мм | 24,5 мм |
| -27 | M27x2.0 | 27 мм | 25 мм |
| -33 | M33x2.0 | 33 мм | 31 мм |
| -36 | M36x2.0 | 36 мм | 34 мм |
| -42 | M42x2.0 | 42 мм | 40 мм |
| -45 | M45x2.0 | 45 мм | 43 мм |
| -48 | M48x2.0 | 48 мм | 46 мм |
Начало страницы
Метрический порт и концы шпильки
ISO 6149
ISO 261 Метрическая резьба и кольцевое уплотнение
Уплотнение – Штекерный соединитель имеет прямую метрическую резьбу и уплотнительное кольцо.Внутренний порт имеет прямую метрическую резьбу, обработанную поверхность и фаску для установки уплотнительного кольца. Уплотнение создается путем вдавливания уплотнительного кольца в фаску. Резьба удерживает соединение механически.| Размер тире | Метрическая резьба | Наружная резьба OD | Внутренняя резьба ID |
| -08 | M8x1.0 | 8 мм | 7 мм |
| -10 | M10x1.0 | 10 мм | 9 мм |
| -12 | M12x1,5 | 12 мм | 10,5 мм |
| -14 | M14x1,5 | 14 мм | 12.5 мм |
| -16 | M16x1,5 | 16 мм | 14,5 мм |
| -18 | M18x1,5 | 18 мм | 16,5 мм |
| -22 | M22x1,5 | 22 мм | 20,5 мм |
| -27 | M27x2 | 27 мм | 25 мм |
| -33 | M33x2.0 | 33 мм | 31 мм |
| -42 | M42x2.0 | 42 мм | 40 мм |
| -48 | M48x2.0 | 48 мм | 46 мм |
| -60 | M60x2.0 | 60 мм | 58 мм |
Начало страницы
Метрическая трубка, обжимная (конус 24 °)
DIN 2353
Уплотнение – Уплотнение происходит между фаской 24 ° на охватываемом соединителе и соответствующими участками уплотнения на охватывающем шаре или конусе.| Размер черты серии LL Внешний диаметр трубки X (мм) | Дифференциальный размер серии L Внешний диаметр трубки X (мм) | Размер черты серии S Внешний диаметр трубки X (мм) | Метрическая резьба | Наружная резьба OD | Внутренняя резьба ID |
| -04LL | M8x1.0 | 8 мм | 7 мм | ||
| -06LL | M10x1.0 | 10 мм | 9 мм | ||
| -08LL | M12x1.0 | 12 мм | 11 мм | ||
| -10LL | M14x1.0 | 14 мм | 13 мм | ||
| -12LL | M16x1.0 | 16 мм | 15 мм | ||
| -06L | M12x1,5 | 12 мм | 10,5 мм | ||
| -08L | -06С | M14x1.5 | 14 мм | 12,5 мм | |
| -10L | -08С | M16x1,5 | 16 мм | 14,5 мм | |
| -12L | -10S | M18x1,5 | 18 мм | 16,5 мм | |
| -12S | M20x1.5 | 20 мм | 18,5 мм | ||
| -15L | -14S | M22x1,5 | 22 мм | 20,5 мм | |
| -16S | M24x1,5 | 24 мм | 22,5 мм | ||
| -18L | M26x1.5 | 26 мм | 24,5 мм | ||
| -22L | -20S | M30x2.0 | 30 мм | 28 мм | |
| -28L | -25S | M36x2.0 | 36 мм | 34 мм | |
| -30S | M42x2.0 | 42 мм | 40 мм | ||
| -35L | M45x2.0 | 45 мм | 43 мм | ||
| -42L | -38S | M52x2.0 | 52 мм | 50 мм |
Начало страницы
Промышленный стандарт Японии
JIS под отбортовку 30 °
Уплотнение – Наружная резьба имеет выступ 30 ° и прямую резьбу.Внутренняя половина имеет отбортовку 30 ° и прямую резьбу. Это соединение похоже на отбортовку 37 °. Его посадочное место 30 ° и размер резьбы BSPP отличает его от раструба 37 °. Уплотнение создается путем установления линии контакта между мужским носом и женским раструбом. Резьба удерживает соединение механически.| Размер в дюймах | Размер панели | Номинальная резьба | Внешний диаметр наружной резьбы (дюйм) | Внутренний диаметр резьбы (дюйм) |
| 1/8 | -02 | G1 / 8 × 28 | 3/8 (0.38) | 11/32 (0,35) |
| 1/4 | -04 | G1 / 4 × 19 | 33/64 (0,52) | 15/32 (0,47) |
| 3/8 | -06 | G3 / 8 × 19 | 21/32 (0,65) | 19/32 (0,60) |
| 1/2 | -08 | G1 / 2 × 14 | 13/16 (0.82) | 3/4 (0,75) |
| 5/8 | -10 | G5 / 8 × 14 | 7/8 (0,88) | 13/16 (0,80) |
| 3/4 | -12 | G3 / 4 × 14 | 1-1 / 32 (1,04) | 31/32 (0,97) |
| 1 | -16 | G1x11 | 1-5 / 16 (1.30) | 1-7 / 32 (1,22) |
| 1-1 / 4 | -20 | G1-1 / 4 × 11 | 1-21 / 32 (1,65) | 1-9 / 16 (1,56) |
| 1-1 / 2 | -24 | G1-1 / 2 × 11 | 1-7 / 8 (1.88) | 1-13 / 16 (1,79) |
| 2 | -32 | G2x11 | 2-11 / 32 (2.35) | 2-1 / 4 (2,26) |
Начало страницы
HIAB
BSPP Кольцо круглого сечения с плоским торцом
Уплотнение – Уплотнение осуществляется путем прижатия уплотнительного кольца к плоской поверхности охватывающей. Резьба удерживает соединение механически.| Размер в дюймах | Размер панели | Номинальная резьба | Внешний диаметр наружной резьбы (дюйм) | Внутренний диаметр резьбы (дюйм) |
| 1/8 | -02 | G1 / 8 × 28 | 3/8 (0.38) | 11/32 (0,35) |
| 1/4 | -04 | G1 / 4 × 19 | 33/64 (0,52) | 15/32 (0,47) |
| 3/8 | -06 | G3 / 8 × 19 | 21/32 (0,65) | 19/32 (0,60) |
| 1/2 | -08 | G1 / 2 × 14 | 13/16 (0.82) | 3/4 (0,75) |
| 5/8 | -10 | G5 / 8 × 14 | 7/8 (0,88) | 13/16 (0,80) |
| 3/4 | -12 | G3 / 4 × 14 | 1-1 / 32 (1,04) | 31/32 (0,97) |
| 1 | -16 | G1x11 | 1-5 / 16 (1.30) | 1-7 / 32 (1,22) |
| 1-1 / 4 | -20 | G1-1 / 4 × 11 | 1-21 / 32 (1,65) | 1-9 / 16 (1,56) |
| 1-1 / 2 | -24 | G1-1 / 2 × 11 | 1-7 / 8 (1.88) | 1-13 / 16 (1,79) |
| 2 | -32 | G2x11 | 2-11 / 32 (2.35) | 2-1 / 4 (2,26) |
Начало страницы
Конус Komatsu® 30º
JIS Метрическая система
Уплотнение – Наружная резьба имеет выступ 30 ° и прямую резьбу. Внутренняя половина имеет отбортовку 30 ° и прямую резьбу. Это соединение похоже на отбортовку 37 °. Его посадочное место 30 ° и метрическая резьба отличают его от раструба 37 °.Уплотнение создается путем установления линии контакта между мужским носом и женским раструбом. Резьба удерживает соединение механически.| Размер тире | Номинальная резьба | Наружная резьба OD | Внутренняя резьба ID |
| -14 | M14x1,5 | 14 мм | 12.5 мм |
| -16 | M16x1,5 | 16 мм | 14,5 мм |
| -18 | M18x1,5 | 18 мм | 16,5 мм |
| -22 | M22x1,5 | 22 мм | 20,5 мм |
| -24 | M24x1.5 | 24 мм | 22,5 мм |
| -30 | M30x1,5 | 30 мм | 28,5 мм |
| -33 | M33x1,5 | 33 мм | 31,5 мм |
| -36 | M36x1,5 | 36 мм | 34.5 мм |
| -42 | M42x1,5 | 42 мм | 40,5 мм |
Начало страницы
Kobelco® Компрессионный конус 24 ° Уплотнение – Уплотнение происходит между гнездом с фаской 24 ° в охватываемой соединительной детали и соответствующими участками уплотнения на охватывающем шаре или конусе.
| Размер тире | Номинальная резьба | Наружная резьба OD | Внутренняя резьба ID |
| -30 | M30x1.5 | 30 мм | 28,5 мм |
| -36 | M36x1,5 | 36 мм | 34,5 мм |
| -45 | M45x1,5 | 45 мм | 43,5 мм |
Начало страницы
Перевод дюймовой резьбы в метрическую систему – Руководство по резьбонарезным инструментам
Тот, кто часто читает этот блог или уже имел дело с темой темы, знает, что существует много типов резьбы и что они могут быть разделены на дюймовые (UNC, UNF, BSW, BSF и т. Д.)) и метрическую резьбу (M, MF и т. д.) на первом этапе.
Резьбадюймов очень распространена в Европе, особенно в автомобильной промышленности, в санитарном секторе (водопровод и газ) и компьютерных технологиях. Снова и снова возникает путаница из-за таможенной информации.
Поэтому в этой статье блога мы хотели бы преобразовать дюймовую резьбу и уточнить особенности. Приступим!
Дюймовая резьба не равна дюймовой резьбе
Как уже упоминалось, типы резьбы можно разделить на дюймовые и метрические.Однако дюймовая резьба тоже различается. Например, UNC и UNF – американские нити, BSW и BSF – английские нити. Оба они указаны в дюймах / дюймах, но имеют разные углы боковых сторон и шаг резьбы. Поэтому важно понимать, что они не взаимозаменяемы.
Еще один важный момент – это различие между резьбой винта и трубной резьбой. Дюймовая трубная резьба не может быть преобразована с использованием приведенной ниже таблицы из-за исторических обстоятельств! Поскольку один дюйм / дюйм не соответствует 25.4 мм для трубной резьбы! Вернее 33 мм.
Вы можете прочитать больше информации и различий в этом сообщении блога:
и
Как конвертируется дюймовая резьба для винтов?
Если вы хотите преобразовать дюймовую резьбу винта, вы должны иметь в виду следующую простую формулу:
1,00 дюйм = 25,40 мм <=> 2,54 см
Предупреждение : Эта формула преобразования подходит только для винтовой резьбы, но не для трубной резьбы!
Поскольку при обработке металла размеры всегда указываются в миллиметрах, мы будем следовать этому неписаному закону в дальнейшем ходе этой статьи!
дюймовая резьба всегда отображается в виде дроби (1/4 дюйма) и никогда не отображается в виде десятичного числа (0.25 дюймов) на нитеобрезатели.
Размер резьбы менее 1/4 дюйма представлен натуральным числом (0–12), например, UNC №3.
Таблица преобразования дюймовой резьбы в миллиметры (мм)
| дюймов | Десятичный дюйм | Десятичный мм |
| 3/16 | 0,1875 | 4,7625 |
| 1/4 | 0,2500 | 6,3500 |
| 5/16 | 0,3125 | 7,9375 |
| 3/8 | 0,3750 | 9,5250 |
| 7/16 | 0,4375 | 11,1125 |
| 1/2 | 0,5000 | 12,7000 |
| 5/8 | 0,6250 | 15,8750 |
| 3/4 | 0,7500 | 19,0500 |
| 7/8 | 0,8750 | 22,2250 |
| 1 ″ | 1,0000 | 25,4000 |
| 1.1/4 | 1,2500 | 31,7500 |
| 1. 1/2 | 1,5000 | 38,1000 |
| 1. 3/4 | 1,7500 | 44,4500 |
| 2 ″ | 2,0000 | 50,8000 |
| 2. 1/4 | 2,2500 | 57,1500 |
| 2. 1/2 | 2,5000 | 63,5000 |
| 2. 3/4 | 2,7500 | 69,8500 |
| 3 ″ | 3,0000 | 76,2000 |
| 3.1/4 | 3,2500 | 82,5500 |
| 3 1/2 | 3,5000 | 88,9000 |
| 3. 3/4 | 3,7500 | 95,2500 |
| 4 ″ | 4,0000 | 101,6000 |
| 4. 1/2 | 4,5000 | 114,3000 |
| 5 ″ | 5,0000 | 127,0000 |
| 5. 1/2 | 5,5000 | 139,7000 |
| 6 ″ | 6,0000 | 152,4000 |
| 6.1/2 | 6,5000 | 165,1000 |
| 7 ″ | 7,0000 | 177,8000 |
| 7. 1/2 | 7,5000 | 190,5000 |
| 8 ″ | 8,0000 | 203,2000 |
| 8. 1/2 | 8,5000 | 215,9000 |
| 9 ″ | 9,0000 | 228,6000 |
| 9. 1/2 | 9,5000 | 241,3000 |
| 10 ″ | 10,0000 | 254,0000 |
| 10.1/2 | 10,5000 | 266,7000 |
| 11 ″ | 11,0000 | 279,4000 |
| 11. 1/2 | 11,5000 | 292,1000 |
| 12 ″ | 12,0000 | 304,8000 |
| 12. 1/2 | 12,5000 | 317,5000 |
| 13 ″ | 13,0000 | 330,2000 |
| 13. 1/2 | 13,5000 | 342,9000 |
| 14 ″ | 14,0000 | 355,6000 |
| 14.1/2 | 14,5000 | 368,3000 |
| 15 ″ | 15,0000 | 381,0000 |
Труба против трубы – в чем разница
Многие слышали эти два термина, но мало кто действительно знает разницу. Хотя слова труба и труба (или трубка) используются как синонимы, у них есть очень уникальные различия.
Приложение
Вообще говоря, труба относится к полым профилям квадратной, прямоугольной, круглой или овальной формы, которые используются в основном в конструкциях.Или там, где требуется точный внешний диаметр (OD), например, в медицинском оборудовании.
С другой стороны, трубопроводы используются в основном для транспортировки или транспортировки газов или жидкостей. Приложение, в котором поток, мера емкости является наиболее важным показателем для определения емкости. Что касается трубы, то меньше внимания уделяется наружному диаметру.
Размер
Когда речь идет о трубе или размере трубы, есть два измерения: наружный диаметр и толщина стенки (также называемая калибром) и спецификация трубы.
Внешний диаметр (OD)
Трубка требует точного наружного диаметра. В результате как его измеренный, так и заявленный наружный диаметр находятся в очень жестких пределах.
Наружный диаметр трубы – это номинальный размер трубы (NPS), измеренный и заявленный наружный диаметр которого будет иметь больший разброс, чем диаметр трубы.
| НОМИНАЛЬНЫЙ РАЗМЕР ТРУБЫ | НАРУЖНЫЙ ДИАМЕТР (ДЮЙМЫ) |
|---|---|
| 1/2 ” | 0.84 |
| 3/4 ” | 1.05 |
| 1 ” | 1,315 |
| 1-1 / 4 ” | 1,66 |
| 1-1 / 2 ” | 1.9 |
| 2 ” | 2.375 |
| 2-1 / 2 ” | 2.875 |
| 3 ” | 3.5 |
| 3-1 / 2 ” | 4 |
Толщина стенки и график труб
Оба термина являются мерой разницы между внешним диаметром и внутренним диаметром (внутренний диаметр), но они не являются взаимозаменяемыми.
Толщина стенки является эталонной для трубы, измеряется в дюймах или стандартным калибром (7 – самые тяжелые, 22 – самые легкие).Спецификация труб – это термин, используемый для труб.
Для получения дополнительной информации, пожалуйста, посетите наш график графика трубопровода.
| ИЗМЕРЯТЬ | ДИАПАЗОН ТОЛЩИНЫ (ДЮЙМЫ) | ТИПИЧНОЕ ЗНАЧЕНИЕ (В ДЮЙМАХ) |
|---|---|---|
| 22 | От 0,025 до 0,029 | 0,028 |
| 20 | 0.От 031 до 0,035 | 0,035 |
| 19 | От 0,038 до 0,042 | 0,042 |
| 18 | От 0,044 до 0,049 | 0,049 |
| 17 | От 0,053 до 0,058 | 0,058 |
| 16 | 0.От 060 до 0,065 | 0,065 |
| 15 | От 0,066 до 0,074 | 0,072 |
| 14 | От 0,075 до 0,085 | 0,083 |
| 13 | От 0,087 до 0,097 | 0,095 |
| 12 | 0.101–0,111 | 0,109 |
| 11 | От 0,112 до 0,122 | 0,12 |
| 10 | От 0,126 до 0,136 | 0,134 |
| 9 | От 0,140 до 0,150 | 0,148 |
| 8 | 0.157–0,167 | 0,165 |
| 7 | От 0,175 до 0,185 | 0,18 |
| НОМИНАЛЬНЫЙ РАЗМЕР ТРУБЫ | OD | СЧ 5 | СЧ 10 | СЧ 40 | СЧ 80 |
|---|---|---|---|---|---|
| 1/2 ” | 0.84 | 0,065 | 0,083 | 0,109 | 0,147 |
| 3/4 ” | 1.05 | 0,065 | 0,083 | 0,113 | 0,154 |
| 1 ” | 1.315 | 0,065 | 0,109 | 0,133 | 0,179 |
| 1-1 / 4 ” | 1,66 | 0,065 | 0,109 | 0,14 | 0,191 |
| 1-1 / 2 ” | 1.9 | 0,065 | 0,109 | 0,145 | 0,2 |
| 2 ” | 2.375 | 0,083 | 0,109 | 0,154 | 0,218 |
| 2-1 / 2 ” | 2.875 | 0,083 | 0,12 | 0,203 | 0,276 |
| 3 ” | 3.5 | 0,083 | 0,12 | 0,216 | 0,3 |
| 3-1 / 2 ” | 4 | 0.083 | 0,12 | 0,226 | 0,318 |
| 4 ” | 4.5 | 0,083 | 0,12 | 0,237 | 0,337 |
Стоимость
Как правило, труба дороже трубы из-за более высоких производственных требований, необходимых для обеспечения более точного наружного диаметра по сравнению с номинальным внешним диаметром трубы.
Как заказать
Трубы обычно заказываются по внешнему диаметру и толщине стенки. Хотя вы можете заказать по (1) внешнему диаметру и внутреннему диаметру или (2) внутреннему диаметру и толщине стенки.
Трубы заказываются по номинальному размеру трубы (NPS) и номеру спецификации. Для получения дополнительной информации, пожалуйста, посетите наш график графика трубопровода или просмотр таблицы выше для справки.
Труба против трубы
Фитинги Titan
Трубка
OD
Труба обычно используется в конструкционных целях, и ее размер зависит от точного внешнего диаметра и толщины стенки трубы.
Трубка
OD
Труба обычно используется для транспортировки газов или жидкостей, и ее размер зависит от номинального наружного диаметра (NPS) и толщины стенки.
Номинальный размер трубы NPS
Многие считают, что NPS относится к ID на трубах меньшего размера из-за того, как изначально был определен стандарт.
Внешний диаметр NPS был первоначально определен таким образом, чтобы труба со стандартизованным внешним диаметром и толщиной стенки, типичной для того периода, имела внутренний диаметр, который был приблизительно равен номинальному размеру трубы.
Например, 3-дюймовый NPS-профиль сортамента 40 имеет внешний диаметр и толщину стенки, которые примерно соответствуют диаметру 3 дюйма.
Независимо от толщины стенкиНоминальный наружный диаметр трубы не изменится
Типы резьбы (III) – метрическая резьба | Продукты | Блог
, 22 июня 2016 г. / Автор: rmmcia
После описания резьбы BSP и NPT, наиболее часто используемой резьбы для соединения труб, мы хотели бы представить метрическую резьбу с профилем ISO цилиндрического типа и наиболее распространенную среди гаек и болтов.
Также известные как «метрическая система резьбы» или «SI», они принадлежат к семейству стандартизированных в 1946 году шагов резьбы на основе Международной системы единиц (ISU), ранее называемой метрической системой, отсюда и «метрическое» обозначение.
Как и у резьбы NPT, угол резьбы составляет 60º, однако ее края менее выражены, как у резьбы BSP: из резьбы высокой (H) извлекается 1/8 от максимального диаметра и ¼ от минимального диаметра, что обеспечивает более округлую форму. внешний вид.
Обозначение метрической резьбы состоит из буквы M и делительного диаметра в миллиметрах, разделенных знаком умножения (x).
o Пример: M 8×1 показывает метрическую резьбу диаметром 8 мм. и 1мм. шаг резьбы.
Спецификация метрической резьбы собрана в соответствии с положениями ISO 68-1 и ISO 965-1. При использовании метрической резьбы герметичные соединения на резьбе не выполняются; требуется средство герметика. Чаще всего используется соединение, реже – контакт металл-металл.
Метрическая резьба ISO 68-1
Угол резьбы 60º
Есть две группы метрической резьбы
1- Тонкий .Резьба с меньшим шагом резьбы, поэтому больше резьбы на осевое расстояние и меньшая длина области резьбы. Под осевым расстоянием мы понимаем расстояние, которое проходит на полный оборот винта. Его можно обозначить как MB – наиболее распространенный и с большим шагом шага – и MC, MD или ME, хотя все эти старые обозначения были сгруппированы и во всем мире известны как Metric Thin Pitch Thread. Следуя предыдущему примеру, обозначение может быть: M 8×1.
2- Толстая или нормальная . Это тот, у которого больший шаг резьбы, следовательно, меньше резьбы на осевое расстояние и большая длина области резьбы.Он может быть разработан так же, как и MA (метрическая система типа A). Эквивалент примера с этим типом резьбы будет M 8×1,25.
Важно знать, что у этих групп потоков нет лучшего или худшего качества среди них; просто они различаются размером резьбы в зависимости от диаметра резьбы и имеют разные применения. Тонкий обычно используется, когда мало места для шурупов, например, на тонких стенах.
Этот тип резьбы используется в основном в Европе, в остальном с той же формой и той же дифференциацией, хотя с другими размерами и в дюймах мы находим стандарты UNC (Unified National Course) толстого сорта и UNF (Unified National Fine), оба изготовленные со стандартами ANSI и широко используется в США.Следуя предыдущему примеру M 8×1, эквивалентные обозначения будут следующими: 5/16 – 18 UNC и 5/16 – 24 UNF.