Трубогиб для квадратных труб своими руками: Трубогиб для профильной трубы своими руками – схема, чертежи, видео
alexxlab | 07.03.2023 | 0 | Разное
Ручные механические трубогибы: как сделать, инструкция
Гибка и резка
Очень часто, при прокладке трубопроводов, случаются ситуации, когда труба должна пройти не прямо, а обогнуть препятствие или сделать поворот. Если с пластиковыми и металлопластиковыми трубами это проблем не вызывает, то металлическую трубу «голыми» руками не согнешь.
Ручной трубогибК тому же нужно учитывать, что на изгибе не должно произойти сужение внутреннего диаметра и не должны возникнуть складки, препятствующие свободному прохождению жидкости. Так что гнуть трубу «через колено» тоже не вариант.
Если все же вы столкнулись с ситуацией, когда металлическую трубу нужно согнуть под тем или иным углом, в бытовых условиях придется использовать для этого механический трубогибочный станок.
Cодержание статьи
- 1 Что такое трубогиб?
- 1.1 Как работает станок?
- 2 Виды трубогибов
- 2.1 Как сделать трубогиб своими руками?
- 2.2 Как сделать ручной трубогиб для профильных труб своими руками? (видео)
- 2.
 3 Похожие статьи
3 Похожие статьи
 3 Похожие статьи
3 Похожие статьиЧто такое трубогиб?
Трубогибочный станок выполняет очень важную функцию при прокладке коммуникаций. Каждый, кому приходилось выполнять монтаж водопровода или канализации, особенно с нуля, понимает, с каким количеством проблем можно столкнуться. Эта работа требует не только определенных знаний и навыков, но и дополнительного оборудования.
Можно, конечно, решить проблему прохождения сложных участков (точки пересечения коммуникаций, углы, неровности стен, прочие препятствия) методом порезки труб на небольшие части, а затем их соединения с помощью фитингов или сварки.
Трубогиб — это механизм для гибки металлических трубНо ни один стык не может обеспечить надежности и прочности цельнометаллической трубы. Не говоря уже о том, что порезка и соединение отрезков потребует большого количества дополнительных средств и времени.
Роликовый трубогибочный станок позволяет выполнить загиб любой сложности под любым углом за несколько минут без особых усилий.
Отметим, что трубогибы на строительном рынке представлены широким модельным рядом.
Вы можете выбрать вариант от новейших импортных образцов, типа Blacksmith M07, MTB10, Stalex MY 22 TG до более дешевых отечественных вариантов типа тр 068 1000. К тому же механический трубогибочный станок можно изготовить самостоятельно.
Трубогибы фирмы Blacksmith моделей типа M07 и MTB10 с маркировкой TG и гидравлическим универсальны и могут использоваться как для круглых труб, так и для аналогичных изделий с квадратным сечением.
Более дешевые и простые модели, типа Stalex MY 22 TG с пружинным приводом обычно используют для придания загнутой формы металлопластиковым трубам.
Из чего состоит комплект ручного гидравлического трубогибаРабота по прокладке трубопровода, при наличии трубогиба, выполняется гораздо быстрее и требует меньших усилий. Гнуть трубу вручную очень тяжело, а о сохранении нужного угла загиба не может быть и речи.
Как работает станок?
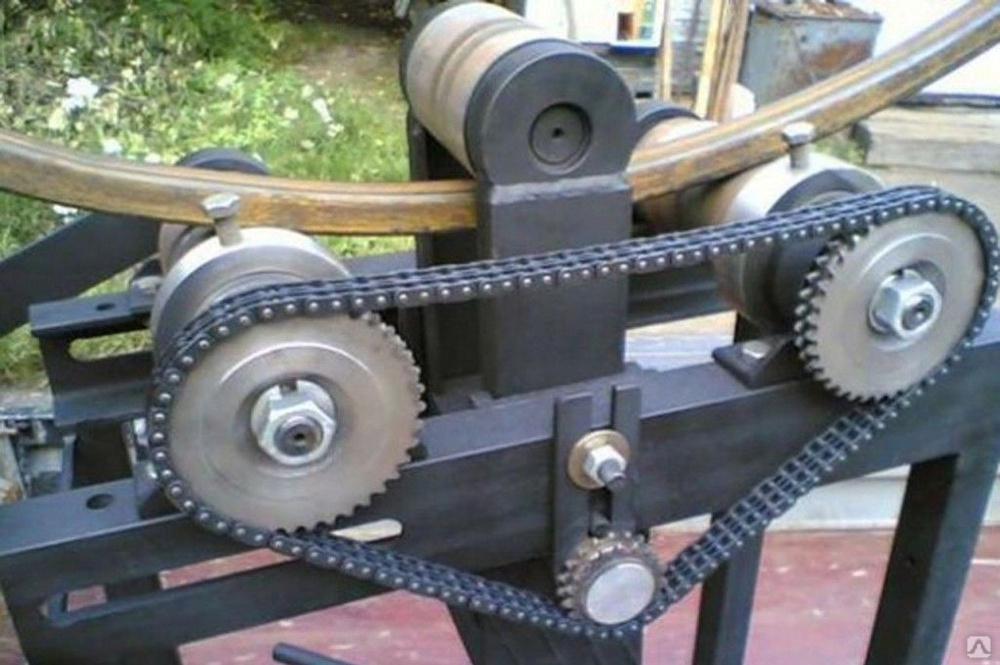
Принцип работы и конструкция трубогиба просты до элементарности. В нижней части станка находятся валы, или ролики, на которые укладывается труба. Сверху находится механический, электрический или гидравлический привод, который приводит в действие пластину или, верхний вал.
Именно положением верхнего и нижнего валов регулируется радиус и угол изгиба арматуры.
Чем ближе находятся друг к другу нижние валы – держатели, тем больше будет радиус и меньше угол загиба.
Процесс гибки профильной трубыПри сближении нижних роликов, радиус загиба будет уменьшаться, а угол увеличиваться.
Виды трубогибов
Общий принцип работы таких устройств одинаков. Однако прослеживаются некоторые особенности, исходя из приводов.
- Пружинный трубогиб – наиболее простой механизм. Однако использоваться он может только в случае работы с профилем диаметром до 40 мм. Он состоит из одного вала, пружины и ручки. Труба закладывается в паз и гнется с помощью нажима на нее.
 Работа с таким устройством требует определенных навыков и немалой силы. К ним относится трубогиб Stalex MY 22 TG.
Работа с таким устройством требует определенных навыков и немалой силы. К ним относится трубогиб Stalex MY 22 TG. - Если рассматривать станок с ручным приводом, к примеру трубогиб ручной тр 1, то работает он следующим образом: верхний давящий ролик приводится в действие с помощью механического привода. Чаще всего это вращение ручки. Вал начинает вращаться с небольшим нажимом на трубу, которая постепенно продвигается и прогибается. За следующим проходом трубы по валам давление на нее увеличивается. Арматура проходит между валами трубогиба до получения нужной формы. Такое устройство может использоваться для труб любой формы и диаметра 20 мм, 40 мм и выше. К ним относится ручной трубогиб российский тр 068 1000, Blacksmith m07, MTB10 — 40, а так же некоторые модели Stalex выше 22, к примеру, НВ 40.
- Гидравлический привод трубогиба представляет собой домкрат, который, нажимая на трубу, гнет ее без вращения и перемещения. Эта модель более дорогая, но намного проще в использовании.
 К тому же гидравлический привод позволяет контролировать угол и радиус изгиба. Такие устройства производят как отечественные заводы, так и зарубежные фирмы Blacksmith модели выше m07 и Stalex кроме вышеупомянутых MY 22 и НВ 40.
К тому же гидравлический привод позволяет контролировать угол и радиус изгиба. Такие устройства производят как отечественные заводы, так и зарубежные фирмы Blacksmith модели выше m07 и Stalex кроме вышеупомянутых MY 22 и НВ 40. - Рычажный станок позволяет производить загиб тонкостенных труб углом до 180º.
- Арбалетный используют для загиба тонкостенных труб из цветных металлов. Позволяет делать загибы до 90º.
Цены трубогибов будут возрастать от первого пункта к третьему.
Виды ручных трубогибовНо стоит помнить, что цена станка обратно пропорциональна простоте работы на нем, возможности установить конкретный радиус и угол изделия.
Станок для гибки труб, исходя из формы закладываемой арматуры, бывает трех видов:
- трубогиб для круглой трубы. К ним относятся модели типа Stalex 22 и НВ 40. Особенность такого приспособления в том, что желоб на валах для прокладки трубы выполнен в форме полумесяца. Это позволяет не деформировать сечение трубы при ее загибе;
- трубогиб для труб с прямоугольным сечением.
 В таких моделях желоб имеет углы для укладки профильной арматуры;
В таких моделях желоб имеет углы для укладки профильной арматуры; - универсальный. Такой станок имеет либо съемные, либо раздвижные желоба. К ним относится трубогиб ручной универсальный mb32 25, 22. Универсальной можно назвать и модель Stalex НВ 40.
Как сделать трубогиб своими руками?
Цены трубогибов хоть и не заоблачные, но все же приобрести его может позволить себе далеко не каждый. Особенно в том случае, когда устройство нужно вам на один – два раза в году, а не на каждый день.
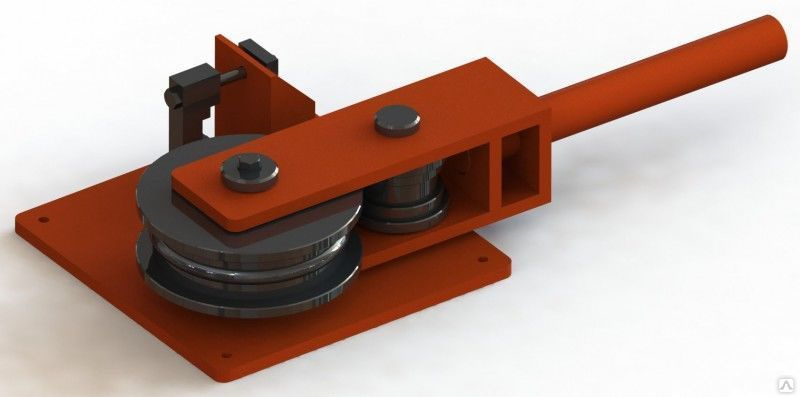
Самодельный ручной трубогибТрубогиб, как уже говорилось, устройство достаточно не сложное, поэтому может быть изготовлено своими руками из подручных материалов.
Самый простой способ механического станка для тонкостенных круглых труб – две доски, между которыми устанавливаются валы. Под нижние нужно сделать горизонтальные прорези для регулировки радиуса загиба. Верхний вал ставится в вертикальные прорези.
К нему крепится сверху давящий винт, а сбоку – поворотная ручка. После закладки трубы между валами, винтом прижимается верхний вал и ручкой проворачивается. И так постепенно, поджимая и продвигая трубу по валам, вы получите нужный радиус загиба.
После закладки трубы между валами, винтом прижимается верхний вал и ручкой проворачивается. И так постепенно, поджимая и продвигая трубу по валам, вы получите нужный радиус загиба.
Гидравлический станок так же можно сделать в домашних условиях. Для этого может быть использован автомобильный домкрат или лебедка.
Как сделать ручной трубогиб для профильных труб своими руками? (видео)
Похожие статьи
Как сделать трубогиб своими руками для профильной трубы чертежи
Как сделать трубогиб своими руками для профильной трубы, чертежи, схемы и порядок сборки.
• диапазон угла сгибания труб от 0° до 180°
• размерный ряд профильной стальной трубы: 10 х 10; 15 х 15; 20 х 20; 25 х 25 (мм)
• размерный ряд водогазопроводных стальных труб: 13,5; 17; 21,3; 26,8 (мм)
Это может пригодиться: А = απ(R+dн/2)/180
где:
А – длина изогнутого участка трубы в миллиметрах
α – угол изгиба в градусах
π – 3,142
R – радиус изгиба в миллиметрах
dн – наружный диаметр трубы в миллиметрах
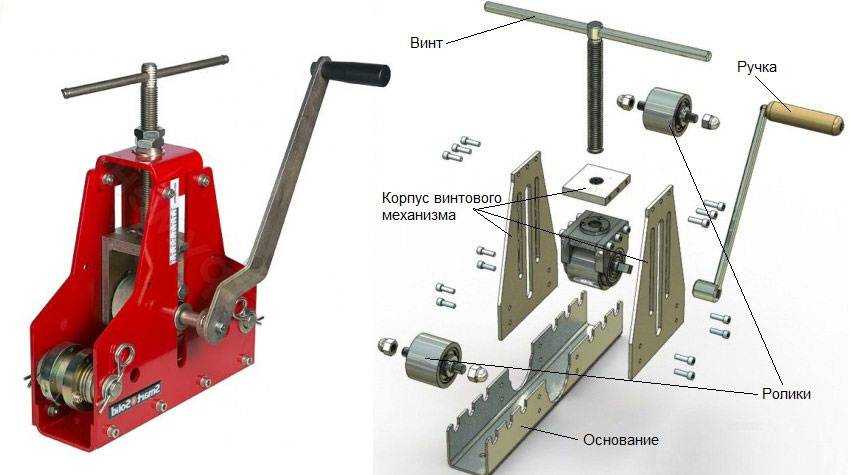
Посмотрим на рисунок в разрезе, на котором показана деталировка изделия:
- Крепежная планка.
- Ручка.
- Большой ролик.
- Ось роликов.
- Малый ролик.
- Шайба С.16 ГОСТ 6958-78.
- Гайка М 16 ГОСТ 11860-85.
- Труба стальная квадратная 25 х 25 х 1 (мм) ГОСТ 8639-82.
КРЕПЕЖНАЯ ПЛАНКА
РУЧКА
Две пластины приварены к трубе квадратной стальной 36 х 36 х 4 (мм). Необходимо помнить, чем больший профиль гнем, тем большее усилие необходимо приложить к ручке. Чтобы увеличить приложенную силу, нужно удлинить плечо. В трубу можно вставить металлический лом.
БОЛЬШОЙ РОЛИК
МАЛЫЙ РОЛИК
ОСЬ РОЛИКОВ
КРЕПЕЖНЫЕ ПЛАСТИНЫ
Информации предостаточно о том, как сделать трубогиб своими руками для профильной трубы, чертежи в наличии. Изготовим все детали и приступаем к сборке.
Для этого:
- Закрепим крепежную планку на слесарном верстаке болтами М 8 ГОСТ 7798-70. Помните, что усилие, прилагаемое к трубогибу немалое, поэтому верстак, должен быть хорошо прикреплен к полу помещения, в котором находится.

- Кладем на планку ролики.
- Устанавливаем ручку (роликами между пластинами).
- Вставляем снизу ручки ось большого ролика.
- На ось одеваем шайбу.
- Собранные детали зажимаем гайкой.
- Повторяем операции п. п. 4-6 с осью малого ролика.
- Между роликами вставляем квадратную металлическую трубу.
- Под конец трубы ложем планку, соответствующую толщины стенки используемого ролика, и фиксируем все крепежными пластинами.
- Крепежные пластины зажимаем гайками М 6.
- Поворачиваем ручку на нужный угол.
Ну вот – труба согнута.
Чтобы гнуть трубы разных диаметров и сортамента, необходимо поменять ширину и глубину паза на большом и малом роликах.
Размеры пазов для квадратных труб
Размеры пазов для круглых труб
Ну что, как сделать трубогиб своими руками для профильной трубы – мы уже знаем. Осталось опробовать изделие в действии. Перед гибкой, обязательно смажьте трубу тонким слоем масла.
Перед гибкой, обязательно смажьте трубу тонким слоем масла.
Заказать чертеж
Поделитесь с друзьями!
Услуги по гибке стальных труб
Прокатка — это процесс формовки металла, при котором металл проходит через пары роликов, которые уменьшают толщину металла и обеспечивают однородность.
В Holloway Steel Services мы используем процесс «холодной прокатки», а не процесс «горячей прокатки» в нашей трубной прокатке. При холодной прокатке температура металла ниже так называемой «температуры его рекристаллизации» (обычно при комнатной температуре). Это позволяет повысить прочность металла за счет пластической деформации. За это время на кристаллическую структуру материала намеренно воздействуют, повышая прочность до 20%. Холодная прокатка будет обрабатывать наибольший тоннаж из всех процессов холодной обработки.
Гибка труб и гибка труб
Гибка труб или труб — это общий термин, относящийся к процессам формовки металла, используемым для изготовления промышленных труб или трубок. Термины «труба» и «труба» взаимозаменяемы, хотя между ними существуют незначительные различия. Следует отметить, что труба в основном используется в качестве канала для перемещения материалов, таких как газы, жидкости или другие подобные материалы. Трубка предназначена для структурных нужд. Кроме того, размер трубы измеряется по ее внутреннему диаметру, а труба измеряется по ее внешнему диаметру. Гибка может придать листовому металлу V-образную, U-образную или швеллерную форму.
Термины «труба» и «труба» взаимозаменяемы, хотя между ними существуют незначительные различия. Следует отметить, что труба в основном используется в качестве канала для перемещения материалов, таких как газы, жидкости или другие подобные материалы. Трубка предназначена для структурных нужд. Кроме того, размер трубы измеряется по ее внутреннему диаметру, а труба измеряется по ее внешнему диаметру. Гибка может придать листовому металлу V-образную, U-образную или швеллерную форму.
Система оправки
Компания Holloway Steel Services использует систему оправки, в которой пластиковые блоки вставляются внутрь трубы во время ее гибки. Это делает две вещи:
- Обеспечивает трубке усиленную внутреннюю поддержку, предотвращающую сморщивание и деформацию и
- Он позволяет прикладывать дополнительное изгибающее усилие к более толстым трубам, которым сложнее придать форму.
Используемые нами пластиковые блоки способны изгибаться и регулироваться в соответствии с изгибом. Мы можем свернуть трубы следующим образом:
Мы можем свернуть трубы следующим образом:
- Квадратная трубка: от 1/2 до 14 дюймов
- Прямоугольная трубка: от 1 до 14 дюймов (сложный способ) и от 1 до 20 дюймов (простой способ)
Компания Holloway Steel Services также может прокатывать трубы диаметром от ½ до 12 дюймов. Наш листовой цех может свернуть лист в цилиндр и изготовить отрезок прямой трубы любого диаметра.
Услуги по гибке труб Holloway Steel Tube
Поскольку компания Holloway Steel Services производит холодную прокатку наших труб, а не горячую прокатку, мы предлагаем гораздо более экономичный процесс. Это дает нам возможность передать эту экономию нашим потребителям из Форт-Уэрта.
Холлоуэй работает в металлургическом бизнесе уже почти 45 лет. Мы являемся экспертами в методе холодной прокатки для гибки труб.
Генеральные подрядчики, архитекторы и широкая общественность в районе Форт-Уэрта ценят нашу профессиональную проницательность. Мы помогаем нашим клиентам экономить время, усилия и деньги.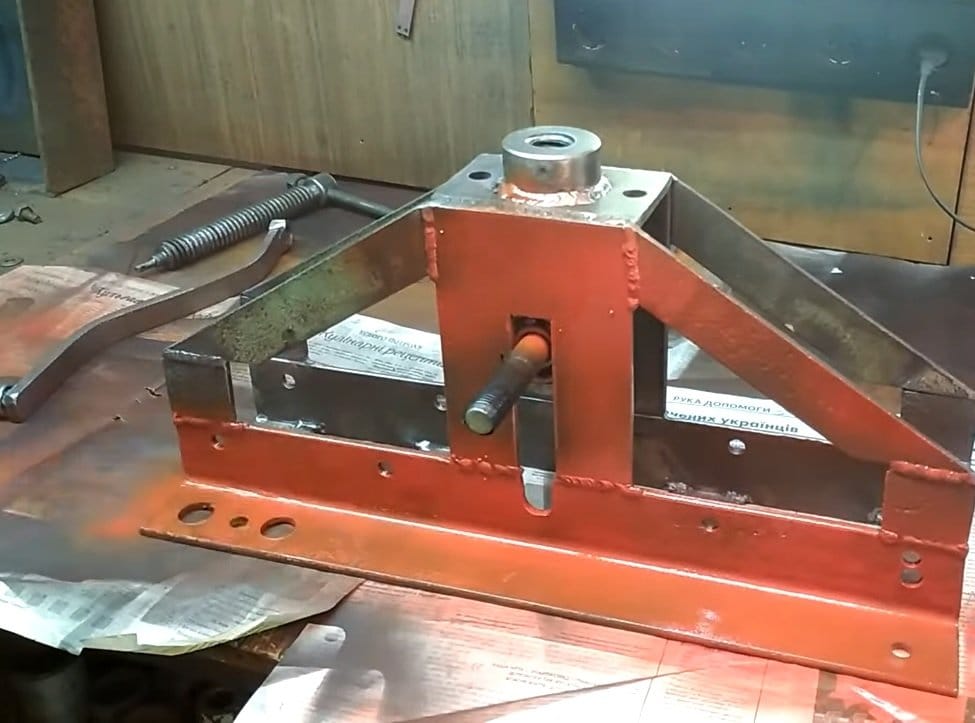
В Holloway у нас есть опыт, чтобы сделать работу, и сделать ее правильно! Если вы оказались в условиях дефицита времени, мы предоставляем услуги взлома, чтобы уложиться в эти важные сроки. Наши усилия в Holloway Steel Services направлены на обслуживание и поддержку клиентов. Мы гарантируем непревзойденную надежность и внимание к вашему заказу.
Наше передовое оборудование и опытные сотрудники обеспечивают беспрепятственный процесс от начала изготовления до получения или доставки вашего продукта в ваше местоположение.
Позвоните нам сегодня, и мы будем рады обсудить ваши потребности в стальных услугах!
Holloway Steel Services — один из ведущих производителей стали, обслуживающий клиентов в Техасе, Оклахоме, Арканзасе, Нью-Мексико, Луизиане, Колорадо, Аризоне и по всей стране.
Машина для гибки квадратных труб, два лучших метода гибки
Гибка прямоугольных/квадратных алюминиевых и стальных труб, трубопрокатная машина
Сталь SHS / КВАДРАТНАЯ ТРУБА Квадратные полые профили/сталь SHS (квадратная труба/труба) являются еще одним популярным типом конструкционной стальной трубы. Они являются своего рода промежуточным звеном между стальными трубами RHS и балками CHS с точки зрения внешнего вида и конструктивных характеристик. Сталь квадратного сечения также имеет плоскую поверхность и четкие линии, что делает сварку и соединение очень экономичными.
Они являются своего рода промежуточным звеном между стальными трубами RHS и балками CHS с точки зрения внешнего вида и конструктивных характеристик. Сталь квадратного сечения также имеет плоскую поверхность и четкие линии, что делает сварку и соединение очень экономичными.
Гибка стальных и алюминиевых труб
Станок для гибки профилей может сгибать все типы труб и труб, включая алюминий, нержавеющую и углеродистую сталь. Он сгибает даже специальные материалы, такие как медь, цирконий и титан.
Квадратные и прямоугольные трубы всегда обозначаются одинаково. Первые две цифры обозначают размер материала (в дюймах). Последнее число (обычно представленное десятичным числом) определяет толщину трубки. Пример условного обозначения стандартной прямоугольной трубы: TS 8” x 6” x 0,375”. Эта трубка имеет размеры 8 дюймов в длину и 6 дюймов в ширину и имеет толщину стенки 3/8 дюйма. Вы знаете, что это прямоугольная трубка, потому что стороны не равны.
Углеродные материалы квадратного и прямоугольного сечения (заводского производства) классифицируются как ASTM A500, в результате чего предел текучести (фунтов на квадратный дюйм) составляет минимум 39 000 для класса A и минимум 46 000 для класса B.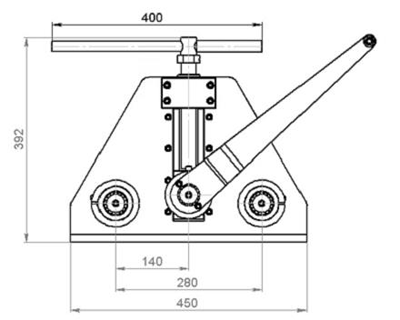
Применение: Квадратные и прямоугольные материалы можно использовать практически в любом приложении. Конструкционные (фермы крыши), декоративные (лестницы), рекреационные (велосипедные стойки), производственные (различные безделушки) и художественные. Практически все, что нужно сгибать, может быть изготовлено из квадратных и прямоугольных материалов (материалы HSS).
Примечания: Сталь квадратного сечения часто обеспечивает идеальный баланс между прочностью, эстетическим видом и функциональностью.
По этим трем причинам металлические трубы квадратного сечения до сих пор так популярны. Но, как и секции RHS, квадратные стальные трубы сложны в использовании. Их трудно прикрутить к балкам. Квадратные стальные трубы также бывают «горячими» и «холодными». Другое их название – «коробчатая секция».
Видео о гибке квадратных труб
Роликовый станок для гибки труб PBH Гибка квадратных труб Трубогибочный станок с ЧПУ PBT Изгиб алюминиевой трубы квадратного сеченияЧетыре фактора, влияющие на процесс гибки трубы квадратного сечения
Несколько советов могут помочь облегчить гибку квадратных или прямоугольных материалов и уменьшить количество искажений в гнутых участках.
- Факторы 1#: Толщина стенки. Изгиб круглого, квадратного или прямоугольного материала включает растяжение внешнего диаметра (НД) изгиба и сжатие его внутреннего диаметра.
 Следовательно, более толстая стенка обеспечивает меньший радиус изгиба и большую растяжимость материала с меньшей деформацией.
Следовательно, более толстая стенка обеспечивает меньший радиус изгиба и большую растяжимость материала с меньшей деформацией.
Метод изгиба. Это ключевой фактор в управлении искажениями. Правильно выбранная процедура может помочь получить стабильные допуски и точные детали. Как правило, материал меньшего размера требует гибки с вращательным вытягиванием или гибки сжатием, что может включать в себя зачистные матрицы и оправки. Индукционную и инкрементную гибку следует использовать для более крупного материала, сгибаемого по большему радиусу. Деформация конструкции и размер материала являются важными факторами для определения метода гибки.
Во многих случаях нет лучшего фактора, чем опыт. Многие обученные мастера по гибке знают, что требуется для производства приемлемого продукта. - Факторы 2#: Размер материала. Более крупный материал, согнутый по меньшему радиусу, имеет больше шансов деформироваться, чем меньший материал, согнутый по большему радиусу.
 Проектирование и планирование необходимы для решения проблем с изгибом до того, как они возникнут.
Проектирование и планирование необходимы для решения проблем с изгибом до того, как они возникнут. - Факторы 3#: Инструменты. После проектирования деталей, выбора метода гибки и определения процедур гибки с соблюдением надлежащих допусков станок должен быть настроен с использованием соответствующих инструментов. В зависимости от проектных условий, инструменты, которые можно использовать, включают гибочную матрицу, зажимной блок, следящий блок, оправку и зачистную матрицу. Могут потребоваться все или некоторые из этих инструментов.
- Factors 4#: Внутренняя и внешняя смазка. Смазочные материалы уменьшают трение между инструментом и изгибаемым материалом. Когда трение уменьшается, материал плавно проходит через гибочное оборудование, позволяя оборудованию эффективно выполнять запланированную работу.
:: Ссылка: Гибка квадратных и прямоугольных труб
Индукционная гибка квадратных труб
Что такое индукционная гибка? Индукционная гибка — это точно контролируемая и эффективная техника гибки трубопроводов.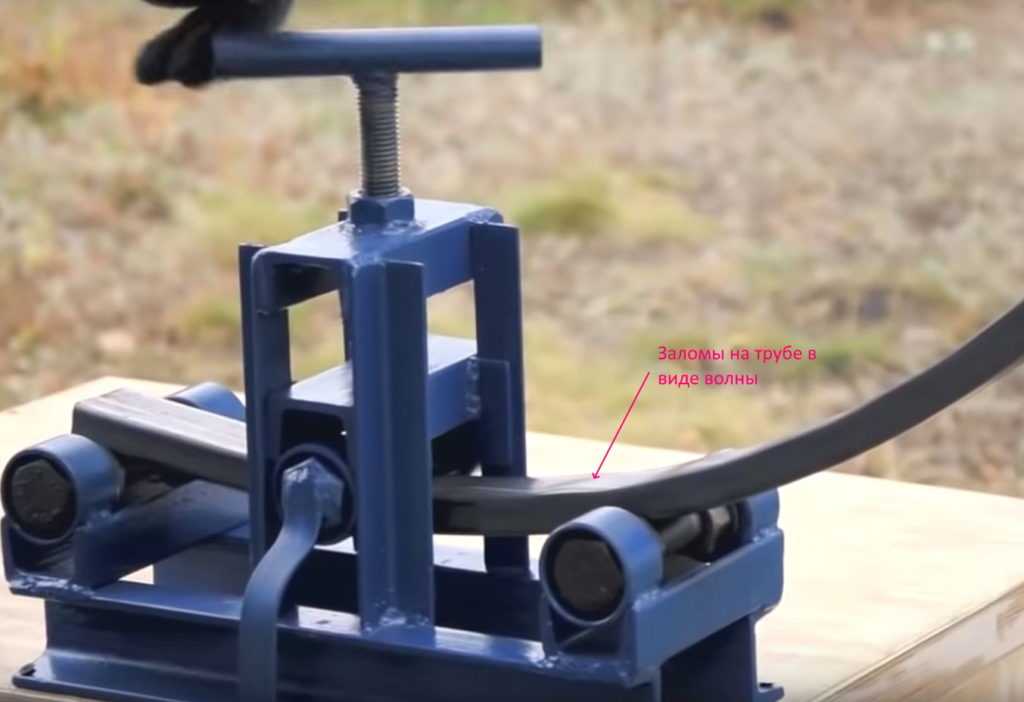 В процессе индукционной гибки применяется локальный нагрев с использованием индуцированной высокой частоты электроэнергии. Трубы, трубки и даже конструктивные элементы (швеллеры, W и H профили) можно эффективно сгибать на индукционном гибочном станке. Индукционная гибка также известна как горячая гибка, поэтапная гибка или высокочастотная гибка. Для больших диаметров труб, когда методы холодной гибки ограничены, наиболее предпочтительным вариантом является индукционная гибка. Вокруг изгибаемой трубы размещается индукционная катушка, которая нагревает окружность трубы в диапазоне 850 – 1100 градусов Цельсия.
В процессе индукционной гибки применяется локальный нагрев с использованием индуцированной высокой частоты электроэнергии. Трубы, трубки и даже конструктивные элементы (швеллеры, W и H профили) можно эффективно сгибать на индукционном гибочном станке. Индукционная гибка также известна как горячая гибка, поэтапная гибка или высокочастотная гибка. Для больших диаметров труб, когда методы холодной гибки ограничены, наиболее предпочтительным вариантом является индукционная гибка. Вокруг изгибаемой трубы размещается индукционная катушка, которая нагревает окружность трубы в диапазоне 850 – 1100 градусов Цельсия.
Девять этапов процесса индукционной гибки
Следующие этапы выполняются для индукционной гибки трубопровода или трубопроводной системы:
- Этапы 1#: Предварительно проверенная труба или трубопровод, подлежащий гибке, помещается в станину машины и зажимается гидравлически.
- Шаг 2#: Вокруг трубы монтируются катушки индукционного нагрева и катушки охлаждения.
 Для обеспечения равномерного нагрева индукционную катушку можно регулировать движением в 3 плоскостях.
Для обеспечения равномерного нагрева индукционную катушку можно регулировать движением в 3 плоскостях. - Шаг 3#: Регулируя радиусный рычаг и передний зажим, можно зафиксировать требуемый радиус изгиба. Имеется один указатель для отображения правильного угла поворота.
- Шаги 4#: Длины дуг отмечены на трубе. Трубу можно перемещать медленно, в то время как усилие изгиба прикладывается с помощью рычага с фиксированным радиусом.
- Шаги 5#: После того, как все настроено в соответствии с требованиями, проверяются гидравлическое давление, уровень воды и переключатели, а затем начинается операция индукционной гибки.
- Шаг 6#: При достижении требуемого температурного диапазона труба медленно продвигается вперед со скоростью 10-40 мм/мин, и операция останавливается при достижении заданного угла изгиба и заданной длины дуги.
- Этапы 7#: Сразу за индукционной катушкой нагретый материал трубы охлаждается с помощью струи воды на внешней поверхности трубы.
- Шаги 8#: На следующем шаге индукционный изгиб удаляется и отправляется на проверку и измерение допусков.
- Этапы 9#: Последним этапом индукционной гибки является использование термообработки после гибки для снятия напряжений, нормализации и т. д.
Примечания
Индукционные отводы обычно производятся со стандартными углами отвода (например, 45°, 90° и т. д.). Однако, в зависимости от требований, они могут быть изготовлены на заказ с определенными углами изгиба. Также возможно выполнение сложных неплоских изгибов в одном стыке трубы. Радиус изгиба для индукционной гибки указывается в зависимости от номинального диаметра трубы (D), например, для изгибов 5D, 30D, 60D и т. д. На рис. 2 ниже представлена схема механизма индукционной гибки.
Подробнее: Индукционная гибочная машина, индукционный нагреватель для гибки труб
Семь важных параметров, влияющих на процесс индукционной гибки квадратных труб
- Диаметр трубы
- Поверхностное загрязнение
- Параметры процесса, такие как температура, скорость, скорость охлаждения и т.
 д.
д. - Радиус изгиба
- Угол изгиба
- Прерывания процесса
- Прокаливаемость материала трубы и т. д.
Эталоны для индукционной гибки
Поскольку сложный процесс индукционной гибки включает в себя различные этапы изготовления гибки, его необходимо точно контролировать для производства качественных изделий. Этот процесс регулируется различными кодексами и стандартами. Наиболее распространенными и широко используемыми стандартами для индукционных гибов являются ASME B16.49 и ISO 15590-1 (en).
Преимущества индукционной гибки
Основные преимущества индукционной гибки:
- Меньший риск утончения стенки и деформации поперечного сечения
- Тонкостенные трубы легко сгибаются.
- Менее дорогостоящие и доступные быстрее, чем традиционные компоненты.
- Однородная твердость и толщина.
- Плавный поток благодаря большому радиусу, уменьшающему трение, износ и энергию насоса.

- Отсутствие складок на трубе.
- Для индукционной гибки требуется только прямая труба.
- Точный радиус и угол изгиба.
- Различные гибки: квадратная труба, плоский стержень, двутавровая балка, двутавровая балка, швеллер и т. д.
Применение индукционных отводов
Большинство индукционных отводов используются в трубопроводных системах для транспортировки жидкости и газа. Кроме того, они используются в приложениях, требующих точности и надежности изгибов большого диаметра, а также там, где требуется ламинарный плавный поток. Типичные области применения индукционных отводов включают следующие отрасли:
- Береговые и морские трубопроводы в нефтегазовом секторе
- Нефтеперерабатывающий, химический и нефтехимический сектор
- Силовые установки
- Промышленное оборудование
- Инфраструктурные конструкции и стальные строительные конструкции (в том числе мосты, конструкции, арт-объекты, американские горки)
- Оффшорная энергетика (например, J-трубы, S-образные трубы)
- Металлургическая промышленность
- Судостроение и др.

Материалы для индукционной гибки
Следующие материалы труб обычно используются для формовки индукционной гибкой:
- Углеродистая сталь
- Нержавеющая сталь, Дуплексная нержавеющая сталь, Супердуплексная нержавеющая сталь
- Специальные стали, такие как Inconel, S690QL и т. д.
- Алюминий, титан, монель, медь, плакированные трубы и т. д.
:: Ссылка: Введение в индукционную гибку
Четыре типа станков для гибки квадратных труб с ЧПУ для холодной гибки
Таблица параметров станков для гибки квадратных труб PBH
BIT Профилегибочный станок серии PBH способность изгибать как квадратные, так и прямоугольные трубка. Для прямоугольных труб мы можем согнуть как простым способом (против слабой оси), так и сложным способом (против сильной оси). Он может даже обеспечить многоплоскостную гибку, где мы сгибаем как простой, так и сложный путь. Связанные материалы: Квадратные и прямоугольные трубы также известны как HSS (полые конструкционные стали).