Трубогиб своими руками размеры чертежи: Трубогиб для профильной трубы своими руками: чертежи, размеры
alexxlab | 01.08.2023 | 0 | Разное
требования, варианты и инструкция по изготовления Роман Волков, блог Малоэтажная Страна
В работе на загородном участке часто использую не пластичную профильную металлическую трубу. При этом регулярно возникает необходимость ее изогнуть. Поэтому решил изготовить трубогиб своими руками. После его испытания хочу поделиться с требованиями к нему, а также возможными вариантами станка. Расскажу еще, как я делал распространенную модель.
Вариант самодельного трубогиба
Требования к ручному трубогибу
Из профильной трубы создают садовые арки, козырьки над входами в дом, на территорию и так далее. Самодельный трубогиб своими руками позволяет изогнуть металлопрокат с нужным радиусом без надлома. С помощью станка при необходимости даже можно сделать аккуратный круг из прямолинейной трубы.
Использование механического трубогиба
Когда металлопрокат изгибается, тогда происходит растягивание его наружной стороны. При этом у него сжимается внутренняя поверхность. Чтобы изготовить трубогиб, позволяющий выполнять качественный и нужный изгиб, я определил требования, которыми он должен обладать:
Чтобы изготовить трубогиб, позволяющий выполнять качественный и нужный изгиб, я определил требования, которыми он должен обладать:
- надежно фиксировать заготовку, что позволит выполнить изгиб в требуемом направлении;
- равномерно распределять приложенное усилие по изгибаемому участку;
- иметь в конструкции деталь-шаблон, с помощью которой станет возможным задавать угол изгиба;
- позволять одному человеку изготавливать гнутые заготовки без приложения запредельной физической силы.
Перечисленные требования позволили выбрать наиболее подходящую конструкцию станка из распространенных вариантов. Однако перед тем как сделать трубогиб своими руками в домашних условиях, мне пришлось изучить особенности популярных приспособлений. Ведь они отличаются сложностью устройства и даже предназначением.
Одна из распространенных моделей гибочного станка
Простой обкаточный трубогиб с роликами
Этот вариант популярен как у сантехников, так и у домовладельцев.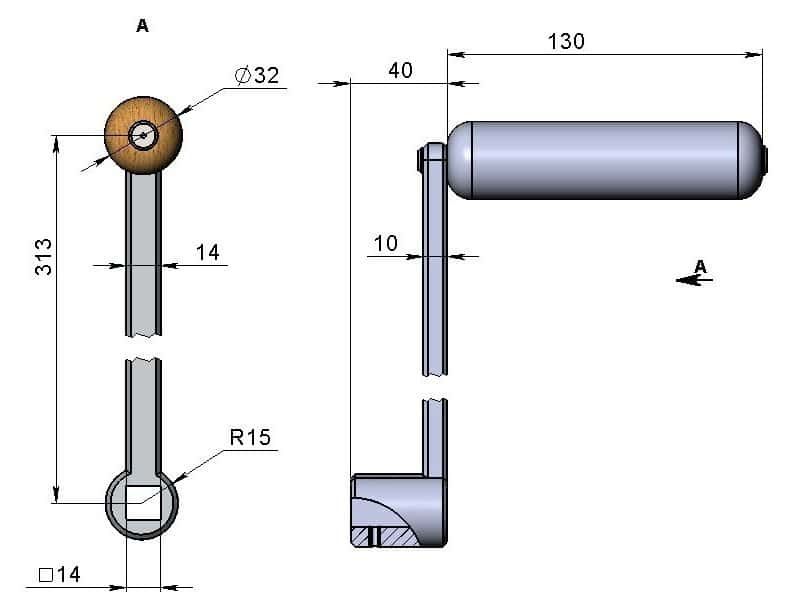
Основа приспособления представляет собой прочную станину (1). Ее делают из листового металла. Можно также использовать швеллер, потому что он выдерживает существенные нагрузки механического характера. Для крепления основы к неподвижному верстаку обычно используют болты. Вместо них нередко применяют мощные тиски.
В станочной основе делают отверстие для резьбовой шпильки. Она может быть заменена болтом. Любой из крепежей является осью (2). На нее надевают дисковый элемент, у которого с обеих сторон имеются реборды (3). Данная деталь является шаблоном. Он нужен для обкатки металлопроката.
Трубогиб с пластинчатой основой
Вокруг оси (2) также выполняется поворот рычага (5). Его изготавливают большой длины. Это позволяет прикладывать существенное усилие, чтобы изогнуть заготовку. На рабочем рычаге закрепляют прижимной роликовый элемент (4).
Если делают трубогибочный станок своими руками, тогда его часто оснащают несколькими комплектами дисков. Это позволяет гнуть трубы с разным профилем.
В конструкции трубогиба также предусматривают фиксирующую систему. Она нужна для закрепления конца трубы (7). Часто такая система представляет собой простой крючок или стопорный узел, который оснащен гайками (6).
Комплектация и принцип работы трубогиба
Чтобы выполнить изгиб металлопроката, сначала нужно отвести рабочий рычаг. Это позволит вставить прямолинейную трубу между прижимным роликом и обкаточным диском. В то же время необходимо конец металлопроката зафиксировать в стопорном элементе. После этого прикладывается усилие и поворачивается рабочий рычаг. В результате труба начинает изгибаться. Чтобы контролировать угол изгиба, станок можно оснастить шкалой с обозначенными градусами.
Самодельный и простейший ручной трубогиб для профильной трубы своими руками, чертежи с размерами которого позволяют быстро изготовить станок, обычно применяется для изгиба заготовок на 90°. Он не подходит для создания пологих дуг большого радиуса.
Чертеж для сборки и деталировка самодельного станка
Намоточный трубогиб
Это более сложный вариант для трубы с круглым сечением. По данной причине он менее популярен у домовладельцев. Этот трубогиб для круглой трубы своими руками или промышленного производства позволяет создавать детали криволинейной формы, которые могут быть изогнуты в трех направлениях. Изготовленные элементы на нем применяются, например, при прокладке трубопроводных систем сложной конфигурации.
При использовании намоточного трубогиба сначала край заготовки фиксируют на рабочем колесе (1) с помощью зажимного механизма (3). В непосредственной близости от него находится упорный ролик (2). Это неподвижный элемент для подачи прямолинейного отрезка трубы. Именно он задает начало изгиба. После включения конструкции начинает медленно вращаться рабочее колесо. Оно крутится за счет наличия в конструкции, например, редуктора. Для этой цели также может использоваться гидравлическая передача. В результате вращения на колесо-шаблон происходит как бы наматывание трубной заготовки.
Детали и работа намоточного приспособления
Собирают также для профильной трубы намоточный трубогиб своими руками, чертежи которого обязательно подготавливают на первом этапе. Некоторые его варианты позволяют изгибать заготовки с небольшим радиусом кривизны. Часть таких приспособлений способна даже полностью разворачивать прямолинейную трубу на 180°. Эти устройства часто используют мастера, изготавливающие кованые изделия.
Чертеж варианта гибочного приспособления
Собственноручное изготовление трубогиба из утиля без токарных работ
Для своих нужд решил делать вальцовочный станок для гибки профильной трубы своими руками, чертежи для которого подготовил заранее. Его еще называют прокаточным устройством. Конечно, оно не представляет собой полностью идеальную конструкцию. Однако возможностей приспособления вполне хватило, чтобы изготовить дуги для теплицы и козырьков над входными группами.
Один из чертежей трубогиба
Для создания моего варианта гибочного станка использовал материал, который подлежал утилизации. Его я подготовил, когда выполнял уборку в гараже и разбирал накопившийся хлам. При этом мне даже не пришлось обращаться за помощью к токарю, чтобы изготовить опорные валики. В результате получилось приспособление, на которое было потрачено минимум денег.
Итак, перед тем как сделать трубогиб своими руками, чертежи и описание которого уже были подготовлены, я нашел в гараже:
- много болтов;
- ненужный швеллер, длина которого составляла 1 м;
- обрезки труб;
- резьбовую шпильку М18 длиной 1 м;
- металлический уголок длиной 2 м;
- кучу б/у подшипников;
- металлическую пластину толщиной 5 мм;
- большое количество широких шайб, а также гаек.

Гайки, подшипники, шайбы, резьбовая шпилька для будущего станка
После подготовки необходимых материалов начал изготавливать гибочный станок для профильной трубы своими руками, чертежи которого уже были подготовлены. Процесс осуществлял следующим образом:
- Вырезал станину из швеллера. Ее длина составила 400 мм.
- Нарезал металлический уголок 25*25 мм. Из него получилось четыре стойки-опоры. Длина каждой из них составила 250 мм.
Обрезанный швеллер и стойки
- Очистил заготовки от ржавчины и грязи, чтобы дальнейшие операции проще выполнялись, включая сварочные работы. Для этого использовал металлическую щетку, которую установил на электродрель.
Щетка с металлической щетиной
- Перевернул швеллер, чтобы его полка оказалась внизу.
- Отметил на боковых частях швеллера месторасположение стоек из металлического уголка.
- Приварил четыре опоры к швеллеру. Эти стойки одинаковой высоты, перпендикулярные горизонту и параллельные друг другу образовали конструкцию в виде короба точно по центру.
 Именно в ней будет двигаться прижимная головка, укомплектованная соответствующим ведущим роликом.
Именно в ней будет двигаться прижимная головка, укомплектованная соответствующим ведущим роликом.
Закрепленные стойки на швеллере
- Вырезал из металлического листа пластину размером 130*80 мм и сделал в ней отверстие диаметром 19 мм точно по центру. Из этой же листовой стали подготовил еще одну пластину 80*70 мм. В ней тоже сделал точно такое же отверстие по центру. Кроме того, подготовил еще пару одинаковых деталей, в которых сделал вырезы углом.
Две подготовленные пластины
- Начал изготавливать прижимной ролик. Его конструкция состоит из нескольких частей. Одной из них является ось. Для нее использовал часть шпильки. Длина этого кусочка составила 200 мм.
- Сделал на шпильке временные упор из широкой шайбы и гайки.
- Отрезал от трубы диаметром 1 дюйм кусочек длиной 40 мм.
- Надел часть обрезанной трубы на шпильку.
Кусочек трубы на шпильке
- Вставил в зазор между шпилькой и надетой трубкой кусочки электродов диаметром 3 мм.
 Их распределил равномерно. При этом следил, чтобы они плотно расположились в зазоре.
Их распределил равномерно. При этом следил, чтобы они плотно расположились в зазоре.
Вставленные электроды в собираемый валик
- Сделал еще одну оболочку для прижимного валика. Для ее изготовления использовал трубу с внутренним диаметром 32 мм.
- Надел вторую оболочку. Однако пришлось предварительно ее разрезать только с одной стороны и чуть-чуть расширить. Когда в дальнейшем выполнял сварку, получившийся разрез заполнил расплавленным металлом.
Надетая вторая оболочка с разрезом
- Обварил аккуратно всю конструкцию сначала с открытой стороны.
- Снял временную шайбу с гайкой.
- Обварил прижимной вал с другой стороны.
- Отшлифовал места сварки.
- Подготовил опорную пластинку для подшипников прижимного валика. Для этого приварил к ней строго симметрично друг другу две цапфы. В противном случае валик перекосит. Из-за этого ухудшится качество изгиба трубы.
Приваренные две одинаковые цапфы
- Надел подшипники на шпильку с каждой стороны прижимного валика.

Надетые подшипники на шпильку
- Установил надетые подшипники в вырезы цапф и приварил их. Крепление сделал точечное. Иначе подшипники могли перегреться.
Точечно приваренные подшипники
- Отрезал от шпильки еще один кусочек длиной 400 мм. Он нужен, чтобы сделать силовую передачу для вала.
- Завел обрезанную шпильку в отверстие пластины с цапфами и накрутил гайку. При этом резьбовой стержень вышел из нее на 2 мм.
Накрученная гайка на шпильке
- Приварил гайку к шпильке.
- Навинтил еще одну гайку на шпильку, но уже с другой стороны. При этом ее не затягивал до конца. Оставил зазор около 0,5 мм. Это нужно, чтобы пластина свободно крутилась на шпильке.
- Приварил гайку к стержню.
Вторая гайка на шпильке
- Опустил собранный элемент между направляющими деталями.
- Установил сверху подготовленную пластину. При этом через отверстие в ней пропустил шпильку.

Установка крышки-пластины
- Приварил пластину к направляющим.
- Накрутил на шпильку, которая торчала из отверстия пластины, еще одну гайку.
Вариант изготовления трубогиба для трубы с круглым сечением показан в этом видео:
- Приварил накрученную гайку к крышке-пластине.
- Прикрепил перекладину (маховик-рычаг) к резьбовому стержню с помощью сварки. Для изготовления рычага использовал профильную трубу. Он нужен, чтобы вручную вкручивать или выворачивать шпильку.
Приваренный рычаг к шпильке
- Установил пластиковые пробки на торцевые части маховика для исключения получения травм на ладонях, когда буду использовать изготовленный трубогиб для профильной трубы своими руками без токарных работ.
Еще одно видео по изготовлению трубогиба:
На следующем этапе приступил к созданию 2-х опорных роликов из шпилек и подшипников. Сначала отрезал два резьбовых стержня. Длина каждого из них составила 120 мм. Затем на шпильки накрутил гайки. Далее, надел на каждую из них сначала широкую, а потом узкую шайбу.
Затем на шпильках разместил по три подшипника. Потом на стержни надел по маленькой и большой шайбе. Далее, на шпильки накрутил еще по одной гайки и обрезал торчащие концы с резьбой. В завершение приварил накрученные гайки к большим шайбам и шпикам.
Об ошибках при изготовлении гибочного станка рассказывается в данном видео:
На следующем этапе приступил к изготовлению рычага длиной 250 мм, который нужен для вращения прижимного вала. Его сделал из куска квадратной трубы с вырезом на конце под ось приводного вала. С другой стороны рычага прикрепил ручку из шпильки диаметром 8 мм.
Дополнительно вертикально приварил с каждой стороны швеллера по четыре отрезка шпилек диаметром 6 мм, чтобы можно было меняет положение опорных роликов относительно оси всего приспособления – прижимного вала.
В завершение изготовления станка хорошо отшлифовал прижимной валик. Для этого использовал наждачку с крупным зерном. При этом мелкую абразивную бумагу не применял, так как грубая поверхность вала позволила улучшить процесс прокатки металлопроката.
Видео поможет узнать, как изготовить трубогиб своими руками или как сделать трубогиб в домашних условиях:
Коротко о главном
При самостоятельном изготовлении трубогиба уделяют особое внимание ряду нюансов. Он должен надежно фиксировал заготовку, равномерно распределять прикладываемое усилие, иметь в конструкции при необходимости деталь-шаблон. Станок также обязан позволять работать с ним одному человеку.
Самостоятельно собрать можно приспособление для круглой и профильной трубы. Оно создается с простой и более сложной конструкцией, включая устройство намоточного типа. Я изготавливал вальцовочный станок из утиля без токарных работ. Использовал швеллер и уголки в качестве основы, а также подшипники, гайки, шпильки, шайбы для создания валиков.
Напишите в комментариях, как думаете – все ли соединения должны быть сварными при изготовлении гибочного станка с вальцами?
чертежи и советы по изготовлению. Как изготовить трубогиб для трубы своими руками
Ноябрь 25 • Инструменты • Просмотров 862 • Комментариев к записи Профильный трубогиб своими руками: чертежи и советы по изготовлению нет
Использование профилированных труб для строительства и изготовления металлических изделий в последнее время стало практически повсеместным. Трубы квадратного сечения отлично зарекомендовали себя как легкий, но весьма надежный материал. Его часто используют для возведения простых, но прочных конструкций, таких как балконные рамы, навесы, беседки, теплицы.
Содержание
- Принцип действия и устройство трубогибочного станка
- Материалы для изготовления трубогиба для профильной трубы своими руками
- Профильный трубогиб своими руками. Требования безопасности при работе с металлом
- Трубогиб для трубы своими руками с центральным регулировочным роликом
- Изготовление трубогиба своими руками с боковым регулировочным роликом
- Трубогиб своими руками: чертежи, фото
- Трубогиб своими руками: видео
Принцип действия и устройство трубогибочного станка
Теплицы, оранжереи, парники, как правило, имеют арочную форму, поэтому трубу необходимо будет выгибать. Делать это можно двумя путями:
- Вручную, предварительно нагрев трубу. Этот вариант годится только для небольших объемов работ. Он имеет ряд существенных недостатков. Во-первых, при нагреве меняется свойства металла, что может негативно сказаться на прочности всей конструкции. Во-вторых, при изготовлении изгиба вручную сложно будет добиться точности каждой детали.
 Да и сделать идеальный радиус вручную практически невозможно.
Да и сделать идеальный радиус вручную практически невозможно. - При помощи трубогибочного станка. Это наиболее оптимальный вариант. Точность изготовления деталей с заданным радиусом дуги, большая производительность в сравнении с ручной работой — делают такой способ наиболее предпочтительным.
Если трубогибочный станок будет использоваться в промышленных масштабах для ведения бизнеса, есть смысл приобрести заводскую модель. Если же он нужен для единичной работы либо понадобится время от времени, тратить немалые средства на покупку нет смысла. Можно взять его напрокат либо изготовить самостоятельно. О том, как изготовить трубогиб своими руками для профильной трубы – далее в статье.
Перед тем как начать процесс изготовления трубогиба своими руками, необходимо четко понимать, из чего он состоит, и как работает.
Принцип действия трубогиба довольно прост. Ровная труба прокатывается между движущимися валками, один из которых может менять свое положение по вертикальной оси. За счет давления центрального валка происходит изгиб заготовки под определенным углом. Прикладываемое давление не в одной, а в нескольких точках, является залогом равномерного изгиба трубы, без ломки ее поверхностей.
За счет давления центрального валка происходит изгиб заготовки под определенным углом. Прикладываемое давление не в одной, а в нескольких точках, является залогом равномерного изгиба трубы, без ломки ее поверхностей.
Конструкция трубогиба также довольно проста. Основные узлы трубогибочного станка следующие:
- Станина. Представляет собой сварную металлоконструкцию, на которой устанавливаются все детали станка, включая направляющий ролик, механизм изменения угла прокатки трубы, приводной механизм.
- Набор роликов. Как правило, простой трубогиб имеет 3 ролика, два из которых жестко закреплены на станине, а третий имеет свободный ход. Благодаря такой конструкции можно изменять угол прокатки, и, соответственно, радиус детали. Станок должен иметь специальное приспособление для фиксации положения трубы во время прокатки, что позволит прокатывать конструкции разного сечения без их смещения.
- Привод. Для перемещения заготовки по станку один из валов, как правило, это центральный верхний вал, должен придавать ей движение, попросту – вращаться.
 Для этого к нему подсоединяют привод. Это может быть электрический, гидравлический или ручной привод. В самодельных трубогибах обычно используется последний.
Для этого к нему подсоединяют привод. Это может быть электрический, гидравлический или ручной привод. В самодельных трубогибах обычно используется последний.
Конструкции рамы трубогибочных станков бывают двух типов:
- Закрытые.
- Открытые.
Изделия, сделанные в домашних условиях, обычно комплектуются дополнительными элементами, упрощающими работу агрегата.
Материалы для изготовления трубогиба для профильной трубы своими руками
Несмотря на некоторую сложность конструкции, изготовление трубогибочного станка своими руками не потребует особых материальных затрат. Большинство деталей можно купить на разборках или пунктах приема металлолома. При этом, в сравнении с не слишком прочными заводскими ручными трубогибами, можно сделать действительно мощный, пусть и не такой красивый, станок, который прослужит долгие годы. Для того чтобы определить потребность в материалах, лучше сделать чертежи профильного трубогиба своими руками.
Для изготовления станины потребуется:
- Швеллер с шириной не менее 140 мм.

- Несколько швеллеров 5П с шириной полки 50 мм для роликовых опор.
- В качестве валов в некоторых случаях можно использовать стальной круглый прокат твердых марок стали.
- Для упоров валов на станину используются три пары подшипников. Их внутренний диаметр подбирается под диаметр валов.
- Если регулировочным будет верхний ролик, то для механизма его подымания и опускания понадобится винт струбцины и гайка соответствующего диаметра. В этом случае приводными могут быть только нижние ролики. На их валы приваривается обычный привод от старого велосипеда, который и приводит их в движение.
Можно изготовить трубогиб с подвижным нижним крайним роликом. Тогда станина делается не цельной, а сборной, с подвижной задней частью. Упором для нее может служить обычный гидравлический домкрат. В случае регулировочного нижнего ролика ручной привод приваривается к верхнему, который и будет приводным.
В качестве ручного привода необходима ручка с большим плечом. Она облегчает усилие, которое необходимо прикладывать для изгиба профильной трубы с большой площадью сечения.
Она облегчает усилие, которое необходимо прикладывать для изгиба профильной трубы с большой площадью сечения.
Последняя конструкция более удобна и проста в изготовлении.
Из инструмента для проведения данной работы понадобится:
- Болгарка с диаметром круга не менее 230 мм для резки толстостенного металла и зачистки сварочных швов.
- Сварочный аппарат с набором электродов.
- Рулетка, линейка, чертилка по металлу, мел.
Профильный трубогиб своими руками. Требования безопасности при работе с металлом
При резке, сварке и зачистке металла, необходимо строго соблюдать правила безопасности:
- При работе со сварочным аппаратом необходимо наличие огнетушителя. Желательно проводить эти работы вдвоем.
- Работать необходимо только в специальной одежде с применением средств индивидуальной защиты:
- сварочный щиток;
- маска или очки для работы с болгаркой;
- рукавицы.
Трубогиб для трубы своими руками с центральным регулировочным роликом
При наличии необходимых материалов и навыков сварочных работ, трубогибочный станок можно собрать за 1 день.
Порядок работ следующий:
- Для начала необходимо изготовить станину и упор для винта роликового прижима. Станина в данном случае будет цельная. Ее длина выбирается по своему усмотрению. В центре станины сооружается упор для винта роликового прижима. Высота его не должна быть больше, чем свободный ход винта. П-образная опора сваривается из кусков швеллера 5П, обрабатывается и приваривается к станине. Главная металлоконструкция станка готова.
- Теперь в центре перекладины сверлится отверстие, диаметром равным диаметру винта. Далее к этому отверстию приваривается гайка с резьбой под винт. Идеальным решением в изготовлении прижимного механизма станет использование винта старой струбцины. После остывания гайки, ее смазывают смазкой и прогоняют винт несколько раз, чтобы он ходил свободно.
- Далее изготавливается прижимной ролик. Основой для него будет кусок швеллера 5П, длина которого равна расстоянию между стойками опоры. С внешней стороны полки привариваются два корпуса подшипников качения с внутренним посадочным диаметром 30 мм.
 В подшипники вставляется вал. Если выточить его проблема, можно взять кусок толстостенной трубы соответствующего диаметра или круглого проката. Идеальная точность посадки вала здесь не нужна. Чтобы он не выпадал из подшипника, его прихватывают к внутренней части обоймы.
В подшипники вставляется вал. Если выточить его проблема, можно взять кусок толстостенной трубы соответствующего диаметра или круглого проката. Идеальная точность посадки вала здесь не нужна. Чтобы он не выпадал из подшипника, его прихватывают к внутренней части обоймы. - Далее швеллер приваривают к торцу винта. Теперь при вращении последнего по часовой стрелке прижимной ролик будет опускаться, при вращении против часовой стрелки – подыматься, тем самым регулируя радиус закругления трубы.
- Теперь можно устанавливать боковые ролики. Для их основания в концах станины привариваются два куска швеллера 5П, длина которых равна 140 мм. На их концах привариваются по две пары подшипников, того же размера, что были использованы для устройства прижимного ролика. Между ними устанавливаются идентичные валы, которые также прихватываются к внутренним обоймам подшипников.
- Теперь механизм прокатки трубы готов. Необходимо установить его привод. Идея заключается в синхронизации движения боковых роликов для движения заготовки с одной скоростью.
 Для этого к одному из роликов валов с одной стороны приваривается ручка. Можно использовать часть велосипедной педали. На другой стороне того же вала приваривается приводная звездочка (тоже велосипедная), которая будет соединена с такой же на противоположном валу.
Для этого к одному из роликов валов с одной стороны приваривается ручка. Можно использовать часть велосипедной педали. На другой стороне того же вала приваривается приводная звездочка (тоже велосипедная), которая будет соединена с такой же на противоположном валу. - Для соединения звездочек используется велосипедная цепь, длину которой необходимо отрегулировать для нормальной натяжки. Теперь валы будут вращаться с одинаковой скоростью, благодаря чему заготовка будет более равномерно прокатываться.
Изготовление трубогиба своими руками с боковым регулировочным роликом
Принципиально схема станка не отличается от вышеописанной. Там также применяется пара нижних роликов и один верхний. Единственным отличием является то, что регулировочным роликом является не центральный, а боковой. Для этого станина делается не цельной, а сборной. На одной части (неподвижной) устанавливается верхний центральный и нижний боковой ролик. При этом центральный закрепляется на высоте равной максимальной высоте обрабатываемой заготовки.
С другой стороны, на стальные петли крепится подвижная часть станины с роликоопорой. Под нее устанавливают домкрат, который при необходимости будет ее подымать, тем самым изменяя радиус трубы. В данной конструкции движение заготовки обеспечивает центральный ролик, к валу которого приделывается ручка. Процесс сварки и размеры станины трубогибочного станка в двух вариантах идентичны, какой из них лучше – необходимо решать в зависимости от целей и наличия материала.
Трубогиб своими руками: чертежи, фото
Трубогиб своими руками: видео
« Водяной теплый пол своими руками. Расчет и монтаж Монолитное бетонное перекрытие своими руками »
чертежи вертикального трубогибочного станка
ЦБХ Вертикальный Трубогиб – (CBHVTB)
Как известно многим читателям, я
пользуюсь и изготавливаю трубогибы уже около 40 лет, и у меня есть несколько
мнения о том, что делает или ломает гибочный станок для выполнения производственных гибочных работ
и я всегда предпочитал использовать «горизонтальный» ручной гибочный станок.
Однако, когда я переехал в новый техасский магазин, я сразу понял, что у меня не было ни малейшего шанса место для обычного горизонтального гибочного станка, такого как JD2 model 3 или Pro-Tools модель 105, две из моих любимых.
В результате этого ситуации я начал серьезно смотреть на покупку или строительство небольшого вертикальный гибочный станок, который я мог бы спрятать в углу небольшого магазина когда он не использовался.
Купил пару планов и скачал из сети бесплатные чертежи для нескольких различных вертикальных гибочных станков а потом я пошел по магазинам и дилерским центрам, чтобы увидеть некоторые из этих машин в действие и, честно говоря, я не был впечатлен тем, что я видел. Лучший из то, что я видел, было самодельными моделями, но даже у некоторых из них были ограничения.
Много по вертикали
бендеры продаются с использованием того, что я бы назвал «фантастической одеждой», где
производитель делает некоторые дикие заявления, которые просто не могут быть подтверждены
в действительности. На одной из торговых демонстраций я действительно видел, как рама гибочного станка прогнулась.
боком, просто пытаясь согнуть трубку DOM 1,5 x 0,25 и модель, которую они
демонстрировали свою якобы «сверхмощную» модель. Они обвинили
сбой в штампе Pro-Tools, который, по их словам, имел плохо отлитое отверстие для поворотного штифта.
что даже идиот мог бы сказать, что это не так. Большинство из нас на этой демонстрации
ясно видел, что безудержный вал двигался в одну сторону от
приводные звенья, вызывающие скручивание и заедание, что оператору следует
позаботились. Этот опыт сразу же испортил мне
далее на серийные вертикальные гибочные станки, так как агрегат, на который я смотрел, должен был
быть «конечным» запоем. Как ни странно, производитель вышел с
несколько недель спустя «улучшенная» модель с гораздо более толстыми рычагами.
На одной из торговых демонстраций я действительно видел, как рама гибочного станка прогнулась.
боком, просто пытаясь согнуть трубку DOM 1,5 x 0,25 и модель, которую они
демонстрировали свою якобы «сверхмощную» модель. Они обвинили
сбой в штампе Pro-Tools, который, по их словам, имел плохо отлитое отверстие для поворотного штифта.
что даже идиот мог бы сказать, что это не так. Большинство из нас на этой демонстрации
ясно видел, что безудержный вал двигался в одну сторону от
приводные звенья, вызывающие скручивание и заедание, что оператору следует
позаботились. Этот опыт сразу же испортил мне
далее на серийные вертикальные гибочные станки, так как агрегат, на который я смотрел, должен был
быть «конечным» запоем. Как ни странно, производитель вышел с
несколько недель спустя «улучшенная» модель с гораздо более толстыми рычагами.
Я тоже был крайне
с разочарованием узнал, что почти все вертикальные гибочные станки, которые я видел,
продемонстрировал необходимость сброса приводных звеньев только для того, чтобы выполнить простой разворот на 100 градусов. наклон, что вам нужно сделать, чтобы получить хорошие «90» после
«отпружинивание» принимается во внимание. Я не мог поверить, что эти
различные производители и конструкторы гибочных станков не имели ни малейшего представления о самых
основные принципы изготовления хороших изгибов труб.
Было совершенно очевидно, что продажа «консервированного» продукта была гораздо более выгодной.
важно, чтобы продавали то, что было полезно и действительно работало в
условиях небольшого производственного цеха.
наклон, что вам нужно сделать, чтобы получить хорошие «90» после
«отпружинивание» принимается во внимание. Я не мог поверить, что эти
различные производители и конструкторы гибочных станков не имели ни малейшего представления о самых
основные принципы изготовления хороших изгибов труб.
Было совершенно очевидно, что продажа «консервированного» продукта была гораздо более выгодной.
важно, чтобы продавали то, что было полезно и действительно работало в
условиях небольшого производственного цеха.
Для меня запой, который
нуждается в сбросе приводных звеньев после поворота на 60-70 градусов, это было просто
нон-стартер в отношении серьезной работы по изготовлению. Даже ребята только начинают
с запоем понять, что самая большая причина для “перегибов”,
сморщивание» и «искажение» происходит из-за пружинения, и каждый раз, когда вы
чтобы сбросить приводные звенья, которые вы позволяете трубке «расслабиться», или
«отпружинивание», и когда приводные звенья снова входят в зацепление, будет небольшой
углубление в трубке после повторного приложения давления.
Ни один из вертикальных у бендеров, как я посмотрел, были какие-либо средства для добавления одного из различных антипружинных задние устройства, которые мы обычно используем на горизонтальных гибочных станках.
Этот простой недостаток дизайна с гибочными станками вертикального типа является одной из причин, по которой они не заняли долю рынка над старыми традиционными горизонтальными гибочными станками в коммерческом производстве промышленность.
Как я упоминал ранее, некоторые лучшие вертикальные гибочные станки, которые я видел, изготавливались на заказ в небольших магазинах, и большинство в них были включены обходные пути решения проблемы угла изгиба.
Для меня это было очевидно
что некоторые производители гибочных станков неплохо умеют производить гидроабразивную обработку деталей.
но не так хорошо сгибает трубки, поэтому я вернулся к планам, которые
Я изначально скачал, так как большинство из них были нарисованы парнями, которые на самом деле
пришлось согнуть несколько трубок в реальных условиях.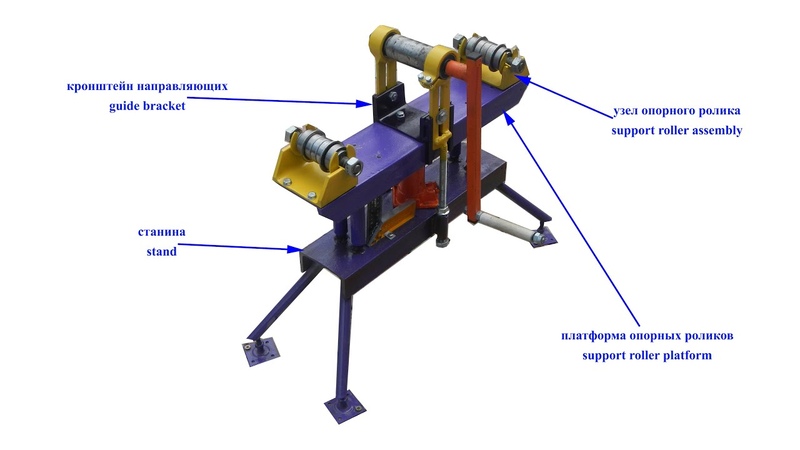
Мой первый выбор самогоноваров на основе рекомендаций десятков была маленькая модель Pro-Tools HMP-200, но после того, как я рассмотрел планы в деталях и построенный макет сразу было видно, что это бендер имел некоторые довольно существенные ограничения, поэтому я положил его на полку.
Это хороший недорогой гибочный станок, но я не думайте, что это очень хорошо работает в производственной среде и это относительно дорого построить.
следующий запой, на который я взглянул, был еще одним, рекомендованным многими людьми и это был AH-Bender, разработанный Фрэнком Такачом, известным большинству из нас как «ЕвроФранк» у борта. Планы на этот запой были давно времени и прошли несколько этапов доработки и усовершенствования.
я еще не говорил ни с кем, кто использует тот, у которого нет ничего, кроме хорошего есть что о них сказать.
С
у этого бендера была такая хорошая репутация, что я даже не стал смотреть на
планы в отношении оперативных вопросов и пошел вперед и построил один. Это отличный бендер, но он не встретил одного из моих основных
требования, и это делало поворот на 110 градусов за один чистый взмах без
необходимость переставить приводные звенья. Моя другая проблема заключалась в том, что устройство было
просто низко к земле, чтобы мне всегда приходилось наклоняться, чтобы загрузить трубки,
установите матрицу и толкатель и расположите цифровой транспортир. Я закончил тем, что использовал
запой, когда он стоял на двух пластиковых молочных ящиках, а затем
“чувствовал” себя прекрасно.
Это отличный бендер, но он не встретил одного из моих основных
требования, и это делало поворот на 110 градусов за один чистый взмах без
необходимость переставить приводные звенья. Моя другая проблема заключалась в том, что устройство было
просто низко к земле, чтобы мне всегда приходилось наклоняться, чтобы загрузить трубки,
установите матрицу и толкатель и расположите цифровой транспортир. Я закончил тем, что использовал
запой, когда он стоял на двух пластиковых молочных ящиках, а затем
“чувствовал” себя прекрасно.
Другим недостатком было то, что этот трубогиб предназначен для использования Pro-Tools Model 105. комплекты штампов, и я предпочитаю штампы JD2, особенно для гибки тонкостенных материалов и жестких материалов, таких как хромомолибден.
Пока
исследуя вертикально-гибочные станки, мне довелось использовать станок на базе одного из
Очень ранние модели Фрэнка (HD-Bender), и, честно говоря, я предпочитал их
его последняя версия. Я думаю, что планы на его оригинальные бендеры еще
доступны, и если вы серьезно относитесь к созданию бендера, я бы посоветовал вам
купите оба набора планов, если это вообще возможно. Сайт Фрэнкса: http://www.gottrikes.com
Сайт Фрэнкса: http://www.gottrikes.com
Здание вертикальный гибочный станок, в котором используется гидравлический домкрат, сильно отличается от создание некоторых других гибочных станков, для которых мы разместили планы изготовления. Самой большой проблемой и существенным ограничением является сам гидроцилиндр.
Почти все вертикальные гибочные станки, включая некоторые модели высокого класса, которые вы видите в рекламе в Сети используются дешевые импортные 8-тонные цилиндры с длинным ходом «пневмо вместо гидравлики». Физические размеры и характеристики этих гидроцилиндров фактически задают большинство проектных параметров, которые человек может придумать, пытаясь построить Бендер.
Другой Проблема с «дешевыми» гидравлическими и пневматическими гидроцилиндрами заключается в том, что большинство из них не работают, если они не установлены таким образом, чтобы иметь наклон вверх к цилиндру.
‘Олтрейд’
в Южной Калифорнии распространяет оперативную память, которую я использовал для своего конкретного проекта. под торговой маркой Powerbuilt. Этот баран продается десятками розничных
торговых точек под другими торговыми марками, но почти во всех случаях это всего лишь одна
из дюжины китайских клонов, которые пробиваются в Америку. Некоторые из этих фирменных
клоны на грани того, чтобы быть чистым мусором, а другие на самом деле довольно хорошо сделаны.
Выгодно ходить по магазинам и покупать детали «лично», чтобы вы могли на самом деле
«видите», что вы получаете.
под торговой маркой Powerbuilt. Этот баран продается десятками розничных
торговых точек под другими торговыми марками, но почти во всех случаях это всего лишь одна
из дюжины китайских клонов, которые пробиваются в Америку. Некоторые из этих фирменных
клоны на грани того, чтобы быть чистым мусором, а другие на самом деле довольно хорошо сделаны.
Выгодно ходить по магазинам и покупать детали «лично», чтобы вы могли на самом деле
«видите», что вы получаете.
В
вообще почти все эти дешёвые тараны имеют грузоподъёмность 8 тонн с воздухом
подача 110-120 фунтов на квадратный дюйм. Минимальная высота седла составляет 24,5 дюйма, а максимальная
высота седла составляет около 43,5 дюймов, что соответствует длине хода
19 дюймов. Нет ничего плохого в мощности этих баранов относительно
к усилию, приложенному к приводным звеньям. На самом деле 8-тонный поршень
огромное излишество, так как для изгиба 2-дюймового диаметра требуется всего около 5000 фунтов на квадратный дюйм.
толстостенные трубы в типичном трубогибе.
Осторожно что длина штриха обычно меньше опубликованной. Мой особенный баран имел полезную длину хода всего 18 дюймов, и я думаю, что это довольно типично за лот. У большинства этих баранов есть то, что я называю «мертвой зоной» в начало хода, что сокращает эффективную длину хода на столько как дюйм. Существует соответствующая «мертвая зона» ближе к краю ход на полном вытяжении.
у меня есть также замечена минимальная высота седла для этих баранов в диапазоне от 23,5 до 25,5 дюймов в зависимости от конкретной марки. По этой причине я сильно предлагаю вам купить и измерить баран, прежде чем делать что-либо еще, если вы планирую построить один из таких бендеров.
Рисунок 1
Рисунок
1 показаны основные размеры, используемые для описания характеристик
типичный длинноходный пневмо/гидравлический поршень. Как видите, минимальное седло
высота’ – это расстояние между осевой линией отверстия под болт крепления основания
и центр шарнирного отверстия в валу плунжера. Когда баран полностью
сжатый. «Максимальная высота седла» — это расстояние между
центр болта и шарнирный палец в валу, когда он полностью выдвинут.
«Длина хода» определяется путем вычитания одного числа из другого.
Когда баран полностью
сжатый. «Максимальная высота седла» — это расстояние между
центр болта и шарнирный палец в валу, когда он полностью выдвинут.
«Длина хода» определяется путем вычитания одного числа из другого.
Когда вы устанавливаете контрольные точки для вертикального изгиба, вы в основном заинтересованы в работе с тремя измерениями, которые определяют точки на радиусе подвижные части сборки.
первый контрольный радиус определяется минимальной высотой седла ползуна который вы используете, как показано слева на рисунке 2. В этом случае мы говорим что это 25 дюймов.
Рисунок 2
Следующая контрольная точка та, что
лежит на радиусе полностью выдвинутого вала поршня, как видно справа на
Рисунок 2. В данном случае мы говорим, что он находится в 42 дюймах от центра
болт крепления основания поршня. Имейте в виду, что плунжер поворачивается, когда он движется через
диапазон его распространения. Многие новички забывают это учитывать.
Многие новички забывают это учитывать.
В этом конкретном примере наша длина хода составляет 17 дюймов.
Два фундаментальных радиуса никогда не изменится, что бы вы ни делали с бараном, который покупаете. Вы можете двигаться точка крепления ползуна вверх или вниз или слева направо, но радиус указывает всегда будет оставаться постоянным относительно основания плунжера, если вы не измените на поршень с различными ходовыми характеристиками.
Следующая точка радиуса мы необходимо учитывать, что определяется длиной приводных звеньев. Это довольно просто рассчитать, поскольку мы знаем, что шарнирный штифт или штифты ведущего звена должны совпадать с дугами, образованными движением вала плунжера.
Вам не нужна долгая поездка
звеньев, чтобы создать изгибающий крутящий момент с помощью гидравлического блока, как вы делаете, когда
изготовление гибочного станка с ручным управлением. Звенья привода на моем маленьком прототипе
всего 10 дюймов в длину, и я весь день сгибаю 2-дюймовую трубу на 0,188 с этим
конфигурация.
Рисунок 3 иллюстрирует отношение радиусов ведущего звена к радиусам вала поршня для двух разных конфигурации. Конструкция слева на иллюстрации имеет приводные звенья, которые имеют длину 10 дюймов, а конструкция справа имеет набор приводных звеньев, 16 дюймов в длину.
Рисунок 3
Обратите внимание, что радиус вала ползуна точка поворота в полностью сжатом режиме совпадает с точкой поворота шарнирный штифт ведущего звена, когда трубогиб находится в положении «начало гибки». Это довольно элементарная вещь, но я не думаю, что кто-то когда-либо занимался эти основы раньше, поэтому я просто хочу убедиться, что все полностью осведомлены о основные эксплуатационные характеристики типичного вертикального листогибочного станка до идти дальше.
Теперь начинается самое интересное, потому что мы должны
придумать конструкцию гибочного станка, который может сгибать трубы определенного размера до определенного
угол на определенном радиусе центральной линии с наименьшим возможным количеством хлопот
и это предполагает некоторые компромиссы.
Многие люди идут и строят свои гибочные станки, основанные на ложном предположении, что если у них есть плунжер и ведущее звено точки поворота руки совпадают, тогда все остальное в порядке, но это просто не тот случай.
Вал поршня является физическим объектом и вы должны принять во внимание расположение этого вала при движении плунжера через весь диапазон движения. Расчетная длина ведущих звеньев и расположение отверстий под шкворни вала поршня в приводных звеньях определяется по огромной степени по размеру материалов, которые вы планируете сгибать.
На рис. 4 показан типичный показан вертикальный гибочный станок с приводными звеньями, повернутыми на полные 110 градусов. В этом На конкретной иллюстрации трубогиб настроен на гибку труб диаметром 1 дюйм. по радиусу 3,5 дюйма. Длина приводного звена составляет 10 дюймов в этом конкретный пример.
Рисунок 4
Эта конфигурация 10-дюймовых ссылок
использование обычного поршня отлично подойдет для труб диаметром до 1,25 дюйма. согнуты по радиусу центральной линии 4,5 дюйма. Вы можете сделать хороший изгиб на 110 градусов за один раз.
чистая уборка без необходимости переустанавливать приводные звенья.
согнуты по радиусу центральной линии 4,5 дюйма. Вы можете сделать хороший изгиб на 110 градусов за один раз.
чистая уборка без необходимости переустанавливать приводные звенья.
Так что вам не нужно начинать с я могу сказать вам, что, основываясь на реальном полевом опыте и математических расчеты гидравлического трубогиба с использованием 8-тонного домкрата с комплектом 10-дюймового привода звенья могут легко сгибать толстостенные трубки диаметром 2 дюйма. Так что более длинный набор приводные звенья не нужны для создания дополнительного изгибающего момента.
Однако действительно необходимы более длинные ссылки
чтобы освободить место для вала поршня, чтобы «очистить» трубку в матрице по мере изгиба
изготавливаются из труб большего размера или труб, изогнутых по большему радиусу. Вал поршня
фактически врежется в трубку в какой-то момент во время вращения матрицы, что
заклинит всю машину. Это самая большая проблема, стоящая перед
конструкторы вертикальных гибочных станков. Мы можем обвинить все это в относительно коротком
18-дюймовый ход самых дешевых гидроцилиндров с длинным ходом. Если бы мы могли получить несколько
больше дюймов длины хода, тогда конструкция гибочного станка будет намного проще.
К сожалению, увеличение размера цилиндра для увеличения длины хода стоит
большие деньги, и для большинства небольших мастерских это нарушило сделку.
Мы можем обвинить все это в относительно коротком
18-дюймовый ход самых дешевых гидроцилиндров с длинным ходом. Если бы мы могли получить несколько
больше дюймов длины хода, тогда конструкция гибочного станка будет намного проще.
К сожалению, увеличение размера цилиндра для увеличения длины хода стоит
большие деньги, и для большинства небольших мастерских это нарушило сделку.
На рис. 5 показана типичная установка гибочного станка. с набором штампов для 2-дюймовых труб, изогнутых по радиусу 6 дюймов, но с использованием короткие 10-дюймовые приводные звенья.
Рисунок 5
Как сможешь
видите, что стержень плунжера на самом деле врезается в трубку, если вы попытаетесь сделать
полный изгиб одним движением. Для использования коротких звеньев с плашками большего диаметра
становится необходимым сбросить приводные звенья, так что вы в конечном итоге сделаете серию
короткие изгибы, чтобы сделать окончательный более длинный изгиб.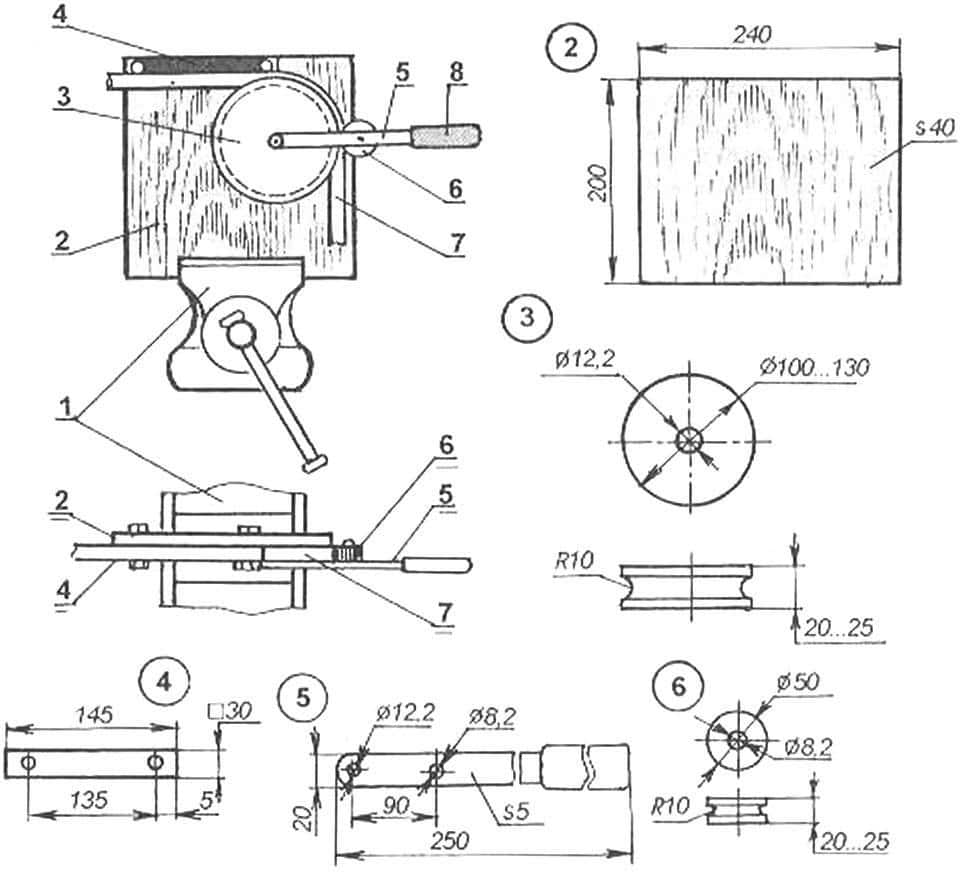 Это сработает, но это действительно
неудобно. К сожалению, это именно то, с чем вы сталкиваетесь, когда
покупая некоторые из серийно выпускаемых вертикальных гибочных станков на рынке сегодня.
Это сработает, но это действительно
неудобно. К сожалению, это именно то, с чем вы сталкиваетесь, когда
покупая некоторые из серийно выпускаемых вертикальных гибочных станков на рынке сегодня.
Лучший способ чтобы справиться с этой ситуацией, нужно просто использовать более длинные приводные звенья для начала, но тогда возникает другая проблема.
Как диск ссылки становятся длиннее, эффект заключается в уменьшении количества возможных поворотов до того, как стержень достигнет точки максимального растяжения.
Рисунок 6 иллюстрирует эту ситуацию с помощью гибочного станка с набором 18-дюймовых звеньев, которые довольно типичны для многих вертикальных гибочных станков. Используя этот тип Вы можете сгибать трубы диаметром до 3 дюймов на матрице с радиусом 8 дюймов. без особых проблем.
Обратите внимание, однако что с этими длинными ссылки, прежде чем вам нужно сбросить ссылки на штамп.
Действует
поршень просто не может выдвинуться достаточно далеко, чтобы продолжать изгибаться намного дальше
80-градусная точка на большинстве гибочных станков. На самом деле многие из обеих коммерческих моделей
а самодельные модели не могут сделать поворот дальше 70-градусной точки без
перестановка звеньев на кристалле.
На самом деле многие из обеих коммерческих моделей
а самодельные модели не могут сделать поворот дальше 70-градусной точки без
перестановка звеньев на кристалле.
Рисунок 6
Как я упоминалось ранее, с моей точки зрения, самая важная конструкция гибочного станка элементом была возможность сделать изгиб трубы не менее чем на 105 градусов без приходится сбрасывать приводные звенья. Если вы делаете любую работу с рулем или выхлопным коллектором, причина этого должна быть хорошо понял.
Чтобы встретить это
требование станет необходимым использовать ссылки, которые где-то между 10
и 16 дюймов в длину, и также необходимо будет «сместить» баран
расположение болта вала относительно осевой линии самих звеньев. Если вы
поищите в сети, вы увидите, что это то, что делают почти все производители, чтобы создать
гибочный станок, который работает с широким диапазоном размеров труб и диаметров штампов.
Причина для этого длинного обсуждения основной геометрии, потому что я знаю, что почти каждый, кто строит бендер по нашим чертежам, скорее всего, будет его модифицировать. насколько это возможно для удовлетворения их конкретных требований. Вооружившись этим информацию, они могут принимать лучшие дизайнерские решения, не прибегая к много проб и ошибок экспериментов.
Гидроцилиндр, который я использовал для этого проекта было просверлено отверстие под болт диаметром 5/8 дюйма в валу диаметром 1,5 дюйма. Этот довольно типичная компоновка, но я видел похожие цилиндры с диаметром 1,25 дюйма. диаметр вала, расточенный для штифта 3/4 дюйма, а также для дешевых цилиндров с валом 1 дюйм отверстие для штифта 1/2 дюйма. Прежде чем что-либо сверлить, дважды проверьте фактическое размеры конкретной оперативной памяти, которую вы в конечном итоге используете.
На самом деле хорошо скучать
отверстие ведущего звена для штифта поршня немного увеличено, так как это позволит вам
для посадки толкателя штампа вручную без необходимости приведения в действие плунжера. Для
например, если у вас есть плунжер с 5/8-дюймовым штифтом, просверлите плунжер ведущего звена
поворотное отверстие на 3/4 дюйма. Этот наконечник не показан на чертежах.
Для
например, если у вас есть плунжер с 5/8-дюймовым штифтом, просверлите плунжер ведущего звена
поворотное отверстие на 3/4 дюйма. Этот наконечник не показан на чертежах.
Крайне важно, чтобы вы прикрепили RAM вала к приводным звеньям, чтобы вал всегда находился точно по центру между пластины ведущих звеньев. Лучший и, возможно, самый простой способ сделать это – вырезать и прикрутить несколько прокладок для трубок. помещаются внутрь ведущих звеньев вместо использования шайб или свободно плавающих прокладок. Я все еще использую шайбы в качестве прокладок на моем трубогибе, и это работает, но это действительно плохой способ делать вещи.
Суммирование
Я не успел закончить фактические шаги по сборке этого нового гибочного станка, но у меня было так много вопросов о установка старой модели вертикально, что я думал, что выложу это сейчас и закончу это позже.
Я построил оригинальный прототип для
этот трубогиб из подручных материалов и он работал так хорошо, что я даже не заморачивался
строить или фотодокументировать окончательный вариант, но вот фото рабочего
макет.
Здесь видно, что сгибатель может легко растягивается, чтобы сделать полный изгиб на 110 градусов за один ход без необходимости сбросить ссылки на привод и хотя на этом снимке матрица не установлена имеется достаточный зазор для 2-дюймовой матрицы с 6-дюймовой центральной линией радиус. Я почти уверен, что эта версия вертикального гибочного станка CBH является единственной. Вертикаль на рынке с этой возможностью.
На этом фото можно получить лучшее представление об общих размерах устройства. не стал ставить ролики прототип, но его все еще легко таскать по магазину. О единственном изменении Хочу сделать на финальном варианте это добавить клапан дистанционного сброса давления и «возвратная» пружина для ведущих звеньев.
Я делал
в последнее время много рулей, и я обнаружил, что могу установить 2 однодюймовых штампа
бок о бок и получить одинаковые изгибы в двух разных стержнях только на одном
пройти, что вроде удобно.
Думаю сделать звенья и рама для этого трубогиба из пластины 5/8″, чтобы его можно было установить вертикально или горизонтально и управляется вручную или с помощью пневматической / гидравлической помощи.
В планах, как и у большинства из наших материалов широкоформатные отпечатки, поэтому вам нужно будет отнести их в Kinko’s, чтобы получить их заговор. Несмотря на то, что планы были составлены в первую очередь для моего собственного использования в создание прототипа, я думаю, что большинство людей смогут понять вещи, которые я, возможно, оставил чертежи.
Я буду обновлять это материал и пересмотреть планы, поскольку мы начинаем строить некоторые окончательные единицы для некоторых местные магазины.
Ссылки для скачивания планов:
https://chopperbuildershandbook.com/VTB1-1.pdf
https://chopperbuildershandbook. com/VTB1-2.pdf
com/VTB1-2.pdf
https://chopperbuildershandbook.com/VTB1-3.pdf
https://chopperbuildershandbook.com/VTB1-4.pdf
https://chopperbuildershandbook.com/VTB1-5.pdf
https://chopperbuildershandbook.com/VTB1-6.pdf
Следующие ссылки могут быть представляет интерес для людей, строящих новый Бендер.
http://www.blindchickenracing.com/tools/tube%20bender/tubingbender.htm
http://www.mechwerks.com/Mechwerks_plans_drawings.htm
http://www.gottrikes.com/Tube_Bender.htm
http://www.probender.com/
http://www.jd2.com/c-12-benders.aspx
http://www. jmrmfg.com/tag/tube-bender/
jmrmfg.com/tag/tube-bender/
http://www.probender.com
После того, как вы загрузите планы, приветствуется пожертвование, независимо от того, насколько оно мало, чтобы помочь поддерживать сайт в рабочем состоянии и планы в свободном доступе.
Сделай сам: гидравлический трубогиб (бесплатные планы)
JavaScript отключен. Для лучшего опыта, пожалуйста, включите JavaScript в вашем браузере, прежде чем продолжить.
Несколько месяцев назад я построил этот гидравлический трубогиб, предназначенный для штампов JD2 Model 3, и я только что нашел время, чтобы, наконец, протестировать его / купить штамп (плашки до безумия дороги…… 325 долларов за 1,5 дюйма). трубчатая матрица 180 градусов радиус 4,5 CLR) Он был построен с использованием дерьмового бурового станка для грузовых портов за 100 долларов, сварочного аппарата, нескольких кольцевых пил (для отверстий диаметром 1 дюйм и 7/8 дюйма, которые необходимо просверлить), 12-тонного гидравлического подъемника для грузовых портов (около 90 долларов и можно использовать со сжатым воздухом в дополнение к ручному / насосу), и эти бесплатные планы я скачал по ссылке ниже (обязательно прочитайте всю веб-страницу, прежде чем создавать и просматривать планы).
схемы вертикального трубогибочного станка
Я не ожидал, что он будет работать так хорошо, учитывая уровень инструментов, которые я использовал, и то, насколько я неопытен в изготовлении, поэтому, если я могу сделать это, любой может….. просто подумал, что поделюсь, потому что трубогибы очень ценный инструмент для изготовления внедорожников, но большинство из них слишком дорого, так что это отличная альтернатива IMO.20220401_224636.jpg
1,4 МБ Просмотров: 167
Ответить
Сохранить
Нравится
1 – 6 из 6 Сообщений
Отличная работа! Я давно хотел купить или построить бендер, но не видел этих планов. Что вы планируете построить с его помощью?
Ответить
Сохранить
Нравится
Спасибо, что поделились. Что вы с ним строите? Бампер, Каркас, Экзоскелет (всегда хотел использовать это слово, так как прочитал слишком много комиксов 😀
Ответить
Сохранить
Нравится
Авид сказал:
Отличная работа! Я давно хотел купить или построить бендер, но не видел этих планов.
Что вы планируете построить с его помощью?
Нажмите, чтобы развернуть…
Я планирую установить заднюю клетку/верхнее крепление амортизатора в заднем грузовом отсеке за сиденьями для листовой рессоры с длинным ходом, настроенной с амортизаторами, проходящими через пол, как на рисунках ниже:GED сказал:
Спасибо, что поделились. Что вы с ним строите? Бампер, Каркас, Экзоскелет (всегда хотел использовать это слово, так как прочитал слишком много комиксов 😀
Нажмите, чтобы развернуть…
Screenshot_20220219-191650_Facebook.jpg
197,2 КБ Просмотров: 85
Скриншот_20220311-185426_Chrome.jpg
285,9 КБ Просмотров: 75
Ответить
Сохранить
Нравится
Оооо! Хороший ! Пожалуйста, выкладывайте фото своего прогресса. Давно мечтаю о наборах Long Travel…
Ответить
Сохранить
Нравится
Это здорово! Как вы думаете, сколько вы вложили в общий проект?
Ответить
Сохранить
Нравится
1 – 6 из 6 Сообщений
- Это старая тема, вы можете не получить ответ и могли
возродить старую ветку.
