Трубогибы для профильной трубы самодельные: Трубогиб для профильной трубы своими руками – схема, чертежи, видео
alexxlab | 11.03.1970 | 0 | Разное
Трубогиб для профильной трубы своими руками – схема, чертежи, видео
Гибка профильных труб — достаточно распространенная процедура, для выполнения которой используется специальное устройство — трубогиб. Можно изготовить трубогиб для профильной трубы своими руками, а можно приобрести его на строительном рынке или в магазине.
Одна из простейших разновидностей трубогиба для профилированных труб
Серийные устройства различаются по принципу действия, они могут иметь разные типы приводов, однако для работы на любом из таких приспособлений требуется определенный опыт. Ограничивает применение устройств, изготовленных в производственных условиях, и то, что стоят они недешево. Хорошим выходом во всех подобных ситуациях станет самостоятельное изготовление устройства, предназначенного для гибки профильных труб, для чего можно использовать подручные средства.
Необходимые элементы конструкции
Схема работы трубогиба весьма незамысловата
Чтобы изготовить трубогиб своими руками, можно использовать чертежи различных конструкций.
- три ролика (вала), которые должны быть металлическими;
- приводную цепь;
- оси вращения;
- механизм, который будет приводить в движение все элементы приспособления;
- металлические профили, из которых будет изготовлена рама устройства.
Очень часто станок для гибки профильной трубы изготавливают с роликами, которые выполнены из древесины или полиуретана. Выбирая такие материалы, следует учитывать прочностные характеристики труб, которые будут подвергаться изгибу. Если пренебречь этим требованием, то рабочие элементы самодельного приспособления могут просто не выдержать нагрузки и разрушиться.
Чертеж трубогиба: в разрезе видна конструкция крепления прижимного ролика
Чтобы разобраться в том, как согнуть профильную трубу на самодельном устройстве, важно понимать, по какой технологии происходит такой процесс. Как правило, в трубогибах используется принцип вальцовки или прокатки, который позволяет минимизировать риск излома и повреждения трубы.
Как правило, в трубогибах используется принцип вальцовки или прокатки, который позволяет минимизировать риск излома и повреждения трубы.
Чтобы сделать загиб на профильной трубе при помощи такого приспособления, ее необходимо вставить между роликами трубогиба и повернуть ручку. Использование такого простейшего гибочного устройства позволяет получать на профильной трубе изгибы, полностью соответствующие заданным параметрам.
Трубогиб с использованием домкрата
Чтобы сделать простой станок для выполнения гибки профильных труб, потребуются следующие конструктивные элементы:
- обычный домкрат;
- металлические профили и полка, необходимые для изготовления каркаса;
- пружины, отличающиеся высокой прочностью;
- приводная цепь;
- ряд других конструктивных элементов.
При использовании такого устройства, процесс работы которого можно увидеть на одном из видео ниже, труба укладывается на два боковых ролика, а сверху на нее опускается третий, создавая требуемое усилие. Чтобы придать трубе необходимый изгиб, следует прокрутить ручку, приводящую в движение цепь и, соответственно, валы оборудования.
Чтобы придать трубе необходимый изгиб, следует прокрутить ручку, приводящую в движение цепь и, соответственно, валы оборудования.
Вариант с перевернутым домкратом
Процесс изготовления трубогиба
Чтобы сделать устройство для получения изгиба профильных труб, необходимо выполнить следующие процедуры.
- Подготовить надежный каркас, элементы которого соединяются при помощи сварки и болтовых соединений.
- По предварительно подготовленному чертежу установить ось вращения и сами валы, два из которых размещаются выше третьего. От расстояния, на котором располагаются оси таких валов, зависит радиус изгиба профильной трубы.
- Чтобы привести в действие такой гибочный механизм, используется цепная передача. Для комплектации такой передачи ее оснащают тремя шестернями, а саму цепь можно подобрать со старого автомобиля, мотоцикла или другого оборудования.
- Для приведения такого оборудования в действие необходима ручка, которая соединяется с одним из валов.
 Именно за счет такой ручки создается требуемое крутящее усилие.
Именно за счет такой ручки создается требуемое крутящее усилие.
Чертежи трубогиба для профтруб
Инструкция по изготовлению трубогиба
Самостоятельно изготовить трубогиб для профильной трубы совсем несложно, если придерживаться следующей технологической последовательности.
- На прижимном валу размещают шестерни, подшипники и кольца, которые соединяют с ним при помощи шпонки. Сначала разрабатывается чертеж такого вала, обоймы для подшипников и роликов, затем эти детали вытачиваются, что лучше всего доверить квалифицированному токарю. Всего для данного устройства необходимо сделать три вала, один из которых подвешивается на пружинах, а два других располагаются по бокам.
- Затем в кольцах необходимо просверлить отверстия, которые необходимы для изготовления пазов и нарезания резьбы.
- Теперь необходимо сделать полку, для чего используют швеллер, в котором также сверлят отверстия и нарезают резьбу, требуемые при монтаже прижимного вала.
- Всю конструкцию оборудования после выполнения подготовительных мероприятий необходимо собрать, для чего используют сварку и болтовые соединения.
 В первую очередь выполняют монтаж каркаса, который одновременно служит и ножками трубогиба.
В первую очередь выполняют монтаж каркаса, который одновременно служит и ножками трубогиба. - Следующим этапом является подвешивание полки с закрепленным на ней прижимным валом, для чего используются пружины. После этого на самодельный трубогиб необходимо установить боковые опорные валы, на один из которых крепится ручка.
- Последним штрихом является установка домкрата на трубогиб.
Некоторые тонкости выполнения монтажных работ:
- прижимной вал, зафиксированный при помощи шпонок, дополнительно прикручивается к полке;
- монтаж прижимного вала осуществляется по следующей схеме: вал устанавливается на полку, к которой предварительно приварены гайки для пружин, после выполнения монтажных работ полка переворачивается и подвешивается на пружины;
- натяжение цепей выполняется при помощи магнитного уголка, который используется в качестве держателя;
- при закручивании звездочек применяются шпонки, которые предварительно изготавливают из гровера;
- приводную ручку для гибочного станка делают с проворачивающейся трубкой;
- домкрат на такое самодельное устройство устанавливают на подвесную платформу, для чего используются болтовые соединения и сварка.
Изготовление гидравлического трубогиба
В интернете можно найти много фото и видео того, как самостоятельно сделать устройство для гибки профильных труб с гидравлическим приводом. Процесс изготовления такого трубогиба, оснащенного гидроцилиндром, нагнетательным устройством и упорами для труб, является достаточно трудоемким мероприятием.
На чертеже и в конструкции такого трубогиба можно выделить следующие элементы:
- домкрат гидравлического типа грузоподъемностью не менее 5 тонн;
- башмак;
- ролики в количестве 2–3 штук;
- мощный металлический швеллер;
- пластины из толстого металла и другие детали.
Чтобы выполнить требуемый изгиб профильной трубы при помощи гидравлического устройства, необходимо вставить ее в башмак и зафиксировать оба ее конца. После этого нужно задействовать домкрат, который своим поднимающимся штоком давит на ролик, воздействующий на трубу и изгибающий ее. После того как требуемый угол загиба получен, процесс можно остановить и извлечь трубу из трубогиба, провернув ручку домкрата несколько раз в обратном направлении.
После того как требуемый угол загиба получен, процесс можно остановить и извлечь трубу из трубогиба, провернув ручку домкрата несколько раз в обратном направлении.
Трубогиб для профильных труб в готовом и покрашенном виде
Чтобы самостоятельно изготовить гидравлическое гибочное устройство для профильных труб, фото которого без проблем можно найти в интернете, необходимо выполнить следующие процедуры.
- По чертежу или фото изготавливают конструкцию для монтажа башмака и роликов, а также каркас оборудования.
- На нижнюю платформу крепят металлическую пластину, на которой будет установлен домкрат. После этого такое приспособление закрепляют болтами и устанавливают на него приводную ручку.
- Самое главное — найти подходящие вальцы для профильной трубы, которые должны плотно обхватывать своей рабочей частью. При желании, вальцы для профильной трубы, которые устанавливаются на швеллер на одной высоте, можно изготовить своими руками. Башмак устанавливают ниже вальцов, а их взаимное положение определяется требуемым радиусом изгиба.

- Для фиксации роликов и башмака используют болты, отверстия для которых выполняются по размерам, обозначенным в чертеже.
Чертеж еще одного варианта трубогиба
Методы гибки труб при помощи самодельного станка
Вопрос, как согнуть профильную трубу при помощи самодельного трубогиба, вряд ли поставит вас в тупик, если вы ознакомитесь с еще несколькими рекомендациями. На гидравлических станках можно с успехом выполнять гибку профильных труб из разных материалов, а также толстостенных изделий. Выполнять такую операцию можно как холодным, так и горячим методом, предполагающим предварительный нагрев участка трубы.
Таким образом, ручной гидравлический гибочный станок можно использовать для воздействия на трубу двумя способами:
- холодным;
- горячим.
Очередная вариация с домкратом
Холодный — это наиболее простой способ гибки, который используется для труб, изготовленных из пластичных материалов. Тонкостью такого процесса является наполнение трубы перед гибкой песком, солью, маслом или холодной водой. Это позволяет получить более качественный изгиб без значительных деформаций трубы.
Если вас интересует вопрос, как правильно согнуть профильную трубу с толстыми стенками или изготовленную из материалов повышенной жесткости, то ответом на него станет использование горячего метода гибки.
Полезные советы
На вопрос о том, как согнуть профильную трубу максимально точно и без лишних трудозатрат, дадут ответы несколько полезных советов от квалифицированных специалистов.
Съемные ролики разной формы позволят комфортно работать не только с профильными трубами, но и с круглыми
- В ручных трубогибах для гибки профильных труб можно не использовать звездочки, а собрать конструкцию на основе одного приводного ролика. Вместо прижимного винта в таких трубогибах нередко используется домкрат.
- Если вы выполняете гибку по шаблону, то чтобы труба не соскальзывала с него, в качестве упоров можно использовать металлические крючки.
- При необходимости выполнения гибки профильной трубы под большим радиусом, лучше всего использовать трубогиб с тремя роликами.

- Чтобы получить более универсальный гибочный станок, можно сделать его упорные ролики подвижными. Так вы сможете изменять радиус изгиба трубы.
В видео ниже мастер делится опытом по постройке трубогиба из подручных материалов.
Чтобы строго соблюсти размеры требуемого изгиба трубы, лучше всего выполнять такую операцию с использованием шаблона, который изготавливается из древесины. Даже простейший ручной трубогиб с использованием такого шаблона позволит получить изгиб профильной трубы с точным соблюдением заданных параметров. К слову сказать, такие шаблоны в основном и изготавливаются для реализации простейших ручных способов гибки.
Трубогиб для профильной трубы своими руками: способы изготовления
ПОДЕЛИТЕСЬ
В СОЦСЕТЯХ
Тот, кто любит самостоятельно мастерить различные изделия и конструкции, часто сталкивается с необходимостью изгиба в дугу профильной трубы. Сделать это без специальных приспособлений ровно и аккуратно невозможно, поэтому возникает потребность изготовить трубогиб для профильной трубы своими руками. Народными умельцами придумано достаточно много конструкций этого устройства. Многие из них вполне можно сделать самостоятельно. При этом они не требуют больших средств и просты в изготовлении и использовании.
Сделать это без специальных приспособлений ровно и аккуратно невозможно, поэтому возникает потребность изготовить трубогиб для профильной трубы своими руками. Народными умельцами придумано достаточно много конструкций этого устройства. Многие из них вполне можно сделать самостоятельно. При этом они не требуют больших средств и просты в изготовлении и использовании.
Трубогиб – это приспособление, с помощью которого можно изогнуть трубу под нужным углом
Основная информация о трубогибах
Пред тем, как начать рассказ о вариантах и способах изготовления трубогибов, нужно определиться – что это такое и для чего применяется. Так вот трубогиб – это ручное приспособление или стационарный станок, который позволяет изогнуть трубу из любого материала под произвольным углом.
Труба может быть стальная, медная, алюминиевая или пластиковая с диаметром от 5 до 1220 мм или профильная с любым сечением. Угол загиба от 0 до 180 градусов. Данная статья предлагает вашему вниманию технологию изготовления нескольких видов этого незамысловатого устройства, изучив которую, вы за несколько часов сможете изготовить любой понравившийся экземпляр.
Устройство трубогиба с башмаками для различных углов сгибания труб
Полезный совет! Прежде чем приступить к изготовлению трубогиба, необходимо разобраться в их видах. Выбрать следует тот, который наиболее подходит вам по функциональным возможностям и посилен для самостоятельного изготовления именно вами.
Какие существуют виды трубогибов
Если мы говорим о промышленных устройствах, то они поделены на несколько видов по способу осуществления привода, а также по типу изгиба.
Классификация по типу привода
Станки бывают: гидравлические, электромеханические и ручные. Станки на основе гидропривода бывают ручными и стационарными. Их мощности хватает, чтобы спокойно сгибать трубы даже 3-дюймового диаметра. Гидравлические трубогибы используются в профессиональной деятельности на специализированных производствах и способны выполнять очень большой объем работ.
Гидравлический трубогиб для сгибания водо- и газопроводных труб под углом до 90°
Электромеханические приборы можно применять для сгибания практически любых труб, даже с очень тонкими стенами, что не под силу гидравлике. Ведь электроника позволяет очень точно рассчитать усилие и угол изгиба, что не дает материалу разорваться. Изогнутые такими приборами трубы не имеют ни малейших признаков деформации.
Ведь электроника позволяет очень точно рассчитать усилие и угол изгиба, что не дает материалу разорваться. Изогнутые такими приборами трубы не имеют ни малейших признаков деформации.
Электромеханический трубогиб для труб PEX/AL/PEX и углом изгибания до 180°
Ручные трубогибы используют только для изгибания небольшого диаметра труб из полимеров, нержавейки либо цветных металлов. Работают они в основном от электросети. Они просты в использовании и не требуют большой физической силы для работы. Такие трубогибы для профильной трубы своими руками изготовить вполне возможно.
Ручной инструмент для сгибания прямоугольного профиля и стальных труб
Классификация по способу изгиба трубы
Изогнуть трубу с помощью устройства можно различными способами. В зависимости от этого, можно выделить следующие виды трубогибов: арбалетные, пружинные, сегментные, дорновые.
Арбалетные устройства снабжены особой формой, которая и является изгибающим элементом. Она предназначена для одного диаметра или сечения трубы. Чтобы гнуть трубу иного диаметра, форму следует заменить. Пружинные приспособления снабжены упругими пружинами, позволяющими сгибать без деформации пластиковые трубы. Сегментные оборудованы специальным сегментом, который вокруг себя протягивает трубу, изгибая ее под нужным углом.
Она предназначена для одного диаметра или сечения трубы. Чтобы гнуть трубу иного диаметра, форму следует заменить. Пружинные приспособления снабжены упругими пружинами, позволяющими сгибать без деформации пластиковые трубы. Сегментные оборудованы специальным сегментом, который вокруг себя протягивает трубу, изгибая ее под нужным углом.
Принцип сгибания профильной трубы с помощью самодельного инструмента
Нужно понимать, что способ и величина угла изгиба трубы зависит от ее характеристик. Имеется даже такая величина, как минимальный радиус изгиба, при дальнейшем снижении которого труба деформируется или просто рвется. Этот показатель зависит от толщины стенок, материала и сечения трубы.
Полезный совет! Независимо от того, можно или нет согнуть трубу больше, чем предписано, делать этого не следует. Даже если вы сможете изогнуть изделие без повреждений, качество этого сгиба будет плохим, а это рано или поздно проявится.
Поэтому минимального радиуса обязательно надо придерживаться.
Один из вариантов применения согнутого профиля — обустройство теплицы
Как изготовить простейший ручной трубогиб для профильной трубы своими руками
Теперь рассмотрим некоторые самодельные варианты трубогибов. Простейший вариант предусматривает возможность сгибания трубы посредством шаблона на заданный радиус. Такая технология вполне подойдет и для сгибания стальных труб, а не только алюминиевых. Шаблон просто выпиливают из досок, толщина которых несколько больше диаметра или сечения трубы, которую требуется сгибать.
Эти доски между собой надежно скрепляются, чтобы труба в процессе сгиба не могла выскочить из них. Чтобы образовался желоб, скрепляемые доски просто выпиливаются под уклоном для круглой трубы. Затем, готовый деревянный шаблон прикрепляют к столу или другому подобному основанию. Рядом с шаблоном крепят упор для фиксации трубы.
Статья по теме:
Дровокол своими руками: чертежи, фото, инструкции.
Как выбрать дровокол. Типы дровоколов. Особенности винтовых, гидравлических и реечных дровоколов. Самостоятельная сборка агрегата.
Построенный своими руками трубогиб для профильной трубы подобного вида способен согнуть даже достаточно толстостенные трубы, если применить лебедку. Если труба профильная, то скосы при выпиливании досок не делают. Вместо этого трубу фиксируют с помощью нескольких ограничителей.
Чертеж с размерами для изготовления трубогиба своими руками
Используя древесину можно соорудить даже прокатный трубогиб, если выточить деревянные ролики. Их можно также изготовить из подшипников или полиуретана. Вообще, сложность изготовления самодельных трубогибов определенным образом зависит от гибкости трубы. Податливые варианты можно сгибать на деревянных приспособлениях без особого труда просто руками, а вот для жестких труб понадобятся более сложные устройства с металлическими деталями.
Изготовление самодельного гидравлического трубогиба
Если вы решили изготовить настоящий гидравлический трубогиб, вам нужно обзавестись домкратом с гидравлическим приводом, швеллером, двумя роликами и башмаком. Кроме того, понадобится несколько металлических пластин из стали более 3 мм толщиной.
Схема и принцип работы самодельного гидравлического трубогиба с использованием домкрата
Из швеллера с помощью сварочного аппарата создают прямоугольную конструкцию, высота которой совпадает с высотой полностью выдвинутого домкрата. Его устанавливают на жесткое основание и надежно закрепляют металлическими пластинами.
Домкрат нужно выбирать грузоподъемностью не менее 5 тонн. Он призван выполнять роль толкателя. Главной задачей здесь является поиск самых подходящих роликов. Сложность в том, что только при максимально точном обхвате трубы роликами может получиться действительно качественный изгиб. Если подыскать разные ролики и сделать их съемными, то можно будет гнуть трубы различного сечения и диаметра.
Пример устройства для сгибания металлических труб, созданного своими руками
Преимуществами гидравлического, сооруженного своими руками трубогиба для профильной трубы, являются: простота изготовления, доступность и низкая стоимость домкрата и деталей.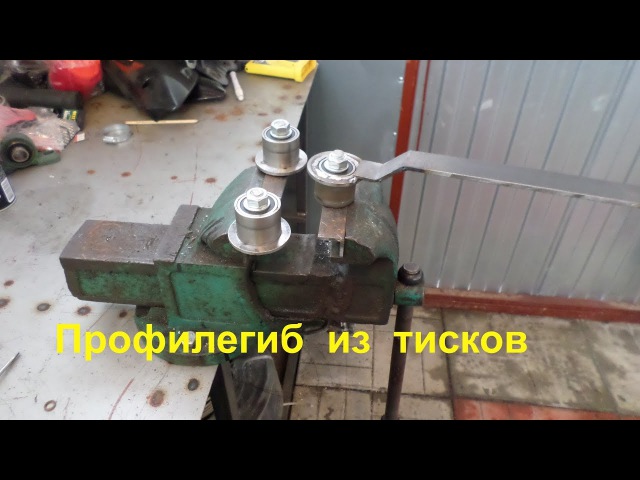 Такое устройство позволяет с высоким качеством сгибать любые профильные и круглые трубы в холодном состоянии.
Такое устройство позволяет с высоким качеством сгибать любые профильные и круглые трубы в холодном состоянии.
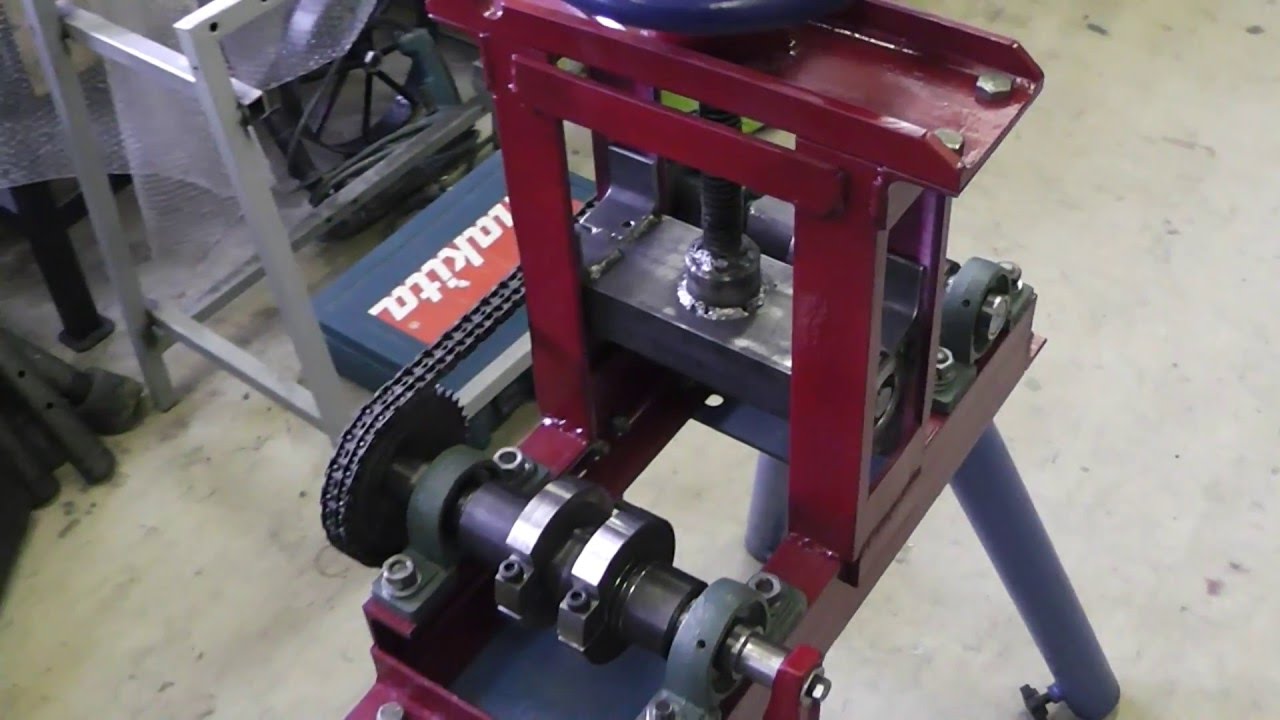
Как самостоятельно сделать прокатный трубогиб
Процесс сгибания трубы в прокатном станке проходит следующим образом. Труба укладывается на боковые ролики, а сверху на нее опускается третий, фиксируя изделие в заданной позиции. Когда мы начинаем вращать рукоятку, цепь приводит во вращательное движение валы, и профильная либо круглая труба сгибается под необходимым углом.
Шаг 1: создание основания трубогиба из стального швеллера 80х80х4
Для изготовления такого устройства необходимо:
- выточить ролики и обоймы для подшипников. Эту задачу можно доверить токарю, который по чертежам сделает работу в лучшем виде. В устройстве будет три вала, один из которых подвешен на пружинах, а два других зафиксированы в боках рамы;
Шаг 2: изготовление корпуса винтового механизма
- подготовить полку из 50-миллиметрового швеллера.
 Она имеет вид прямоугольника со сторонами 100х30 см. В ней делают отверстия для крепления валов и нарезают резьбу для регулировки положения прижимного вала;
Она имеет вид прямоугольника со сторонами 100х30 см. В ней делают отверстия для крепления валов и нарезают резьбу для регулировки положения прижимного вала;
Шаг 3: создание винта со стандартной нарезной резьбой
- все детали скрепить между собой при помощи сварочного аппарата;
- полку с прижимным валом подвешивают на пружинах, а боковые валы соединяют через звездочки цепью. На один из валов приваривают рукоятку для вращения;
Шаг 4: изготовление поворотной ручки центрального ведущего ролика
- монтируют домкрат так, чтобы с его помощью можно было легко регулировать прижимное усилие.
Полезный совет! Изготовить прокатный трубогиб без наличия чертежей и расчетов вам вряд ли удастся. Если вы не обладаете инженерными знаниями, то лучше найти готовую документацию, по которой и сделать станок.
Шаг 5: сборка всех деталей самодельного прокатного трубогиба
Трубогиб для профильной трубы своими руками вполне можно сделать. Его сложность зависит от того, для каких целей он вам нужен. Если это только разовые действия, то достаточно деревянных конструкций. Если же вы на постоянной основе занимаетесь изготовлением изделий из трубы, то вам понадобится более сложный агрегат.
Его сложность зависит от того, для каких целей он вам нужен. Если это только разовые действия, то достаточно деревянных конструкций. Если же вы на постоянной основе занимаетесь изготовлением изделий из трубы, то вам понадобится более сложный агрегат.
Трубогиб (видео)
ОЦЕНИТЕМАТЕРИАЛ Загрузка… ПОДЕЛИТЕСЬ
В СОЦСЕТЯХ
СМОТРИТЕ ТАКЖЕ
REMOO В ВАШЕЙ ПОЧТЕСамодельные трубогибы для профильной трубы: видео, фото
У мастеров и любителей, которые занимаются изготовлением разного рода наружных конструкций, рано или поздно возникает необходимость использовать изогнутые элементы из профильной трубы. Для сгибания такого вида проката существуют специальные станки, однако они достаточно дороги. Как же быть, если надобность в гнутом профиле возникает нечасто, а сэкономить хочется? Ответ напрашивается сам собой – надо изготовить трубогиб для профильной трубы своими руками. Предлагаем разобраться, как подступиться к решению данного вопроса.
Предлагаем разобраться, как подступиться к решению данного вопроса.
Почему для профильной трубы?
Условимся, что сейчас мы говорим только о профильной трубе – то есть имеющей не круглый поперечный срез, а, как правило, квадратный или прямоугольный, реже – овальный. Подобный прокат чаще всего используется в качестве арматуры при строительстве разного рода сооружений, благодаря следующим его характеристикам:
- меньшему весу (а, значит, и цене) по сравнению с цельнометаллическими элементами;
- форме, позволяющей компактно складировать, перевозить и прокладывать профтрубу, особенно по плоским поверхностям;
- возможности простого и удобного монтажа;
- повышенной прочности;
- стойкости к деформациям.
Сечения профильных труб
И если вы выбрали именно профильную трубу, но хотите сделать конструкцию закругленной формы, например, теплицу, беседку, навес, арку – то прямой профиль придется гнуть специальным станком. Но поскольку условие нашего эксперимента – минимальные денежные затраты, то для работы мы возьмем самодельный трубогиб для профиля.
Но поскольку условие нашего эксперимента – минимальные денежные затраты, то для работы мы возьмем самодельный трубогиб для профиля.
Что представляет собой инструмент для сгибания труб?
Трубогибом емко и логично называют профилегибочный станок, на котором равномерно сгибают профильную трубу таким образом, чтобы она не сплющилась ни в каком месте изгиба. Просвет сечения сохраняет свою конфигурацию, а сам профиль принимает форму дуги.
Станки, с помощью которых гнут профтрубу, в зависимости от типа привода бывают:
- электрическими;
- гидравлическими;
- механическими (ручными).
Механизмы с электроприводом относятся, как правило, к профессиональному оборудованию и способны за короткое время изогнуть много метров профиля. Но для нечастых работ в домашней мастерской приобретать их не рационально.
Заводские модели трубогибов
Гидравлические трубогибы отличаются большой мощностью и очень хороши тем, что не требуют применения физических усилий при работе. А если учесть их низкую стоимость, то понятно, почему они широко используются строительными бригадами. Однако трубогибы с гидравликой могут быть как компактными переносными, так и громоздкими. Вся разница в том, для профтрубы какого диаметра они предназначены.
А если учесть их низкую стоимость, то понятно, почему они широко используются строительными бригадами. Однако трубогибы с гидравликой могут быть как компактными переносными, так и громоздкими. Вся разница в том, для профтрубы какого диаметра они предназначены.
Станок последнего типа, для ручной гибки, вполне возможно сделать самостоятельно. Самостоятельно изготовленный инструмент обойдется гораздо дешевле – ведь почти все нужные материалы найдутся в любом гараже. К тому же свой собственный трубогиб можно собрать специально для планируемых задач, например, под определенный радиус дуги.
Самодельные конструкции
Что необходимо для изготовления инструмента?
Перечислим основные конструктивные узлы и детали, из которых мы сможем сделать трубогиб.
- Для станины, на которой будет закреплен сам механизм, понадобится швеллер (уголок).
- Валки подходящего диаметра, которые и будут задавать изгиб профильной трубе, можно подобрать или заказать в токарной мастерской.
- Также понадобится цепной механизм – шестерни с натянутой цепью, с помощью которых крутящий момент будет передаваться на валы.
- Натяжитель.
- Для регулируемого вала потребуется направляющая – ее можно сварить из двух уголков.
- В качестве элемента, приводящего барабан в движение, подойдет отрезок профтрубы.
- Винт регулировки.
- Любая ручка, подходящая для вращения.
- Болты для крепления колес.
Принцип работы трубогиба при гибке профильной трубы по радиусу
Как собирается ручной трубогиб?
Из швеллера сваривается станина удобной для работы высоты, на ножках-опорах. На поверхности основания, посередине, закрепляется центральный ролик. Этот вал должен быть соединен с прижимным винтом и при помощи его подниматься и опускаться. Центральный валок – главный элемент трубогиба, именно он и сгибает заготовку.
По обе стороны от центрального вала, параллельно ему, устанавливаются два вращающихся ролика. Задача этих второстепенных валков – облегчать сгибание трубы и не давать ей ложиться параллельно основанию, сохраняя изгиб.
Три валка должны образовывать равнобедренный треугольник. Ограничивающие валики можно закрепить на одном месте, а можно предусмотреть возможность перемещать их относительно центрального. В таком случае вы сможете регулировать угол изгиба трубы.
На рабочей части валиков надо сделать бортики-направляющие из уголка, которые будут удерживать заготовку в ровном положении, не позволяя ей «гулять». Направляющие помогут контролировать точность и равномерность изгиба. К одному из роликов подсоединяется привод.
Как происходит сгибание трубы?
В самодельный ручной станок на ролики помещается отрезок проката, который нужно согнуть. При помощи винта профиль плотно закрепляется в одном положении. Затем, вращая ручку, прокручивают валы, одновременно протягивая трубу вдоль них. Сделав оборот прижимного винта для усиления давления, пропускают заготовку через ролики еще раз. Таким образом постепенно достигается нужная кривизна дуги. При необходимости и настойчивости профильный отрезок можно согнуть даже в кольцо.
Таким образом постепенно достигается нужная кривизна дуги. При необходимости и настойчивости профильный отрезок можно согнуть даже в кольцо.
Как видите, в том, чтобы самостоятельно сделать ручной трубогиб для профиля, нет сложностей или секретов. Так что необязательно покупать специальный станок, если заниматься гибкой вам приходится пару раз в год. Все что требуется – найти нужные составляющие, а уж собрать ручной трубогиб под силу любому мужчине. Зато с помощью такого приспособления вы сможете гнуть профильные заготовки в дугу с любым радиусом.
И еще одна видео схема трубогиба, изготовленного своими руками
Как изготовить трубогиб для профильной трубы своими руками
Автор aquatic На чтение 7 мин. Просмотров 5.9k. Обновлено
При монтаже большинства металлических конструкций требуется сгибание труб под разным углом. Готовое устройство для этого можно купить в магазинах инструментов, но что если оно больше вряд ли пригодится? Стоит ли тратить деньги на механизм, если он в дальнейшем будет пылиться на полке мастерской? Самый простой и логичный выход – соорудить прибор своими руками. Как для профильной трубы изготовить трубогиб? Рекомендации опытных мастеров и видео-инструкция в этой статье.
Готовое устройство для этого можно купить в магазинах инструментов, но что если оно больше вряд ли пригодится? Стоит ли тратить деньги на механизм, если он в дальнейшем будет пылиться на полке мастерской? Самый простой и логичный выход – соорудить прибор своими руками. Как для профильной трубы изготовить трубогиб? Рекомендации опытных мастеров и видео-инструкция в этой статье.
Самостоятельно изготовленный прибор поможет придать изделию любую форму
Как устроен трубогибМеталлопрокат, согнутый под определённым углом, необходим во многих конструкциях. В их числе:
- инженерные коммуникации в жилых домах: водопровод, канализация, вентиляция;
- ограждения по периметру участка;
- мебель домашняя и садовая;
- теплицы;
- беседки и навесы.
Сложные металлические конструкции требуют использования сгонов или трубогиба
Согнуть можно любой металлопрокат, главное – использовать правильный инструмент для этой цели. Придавать необходимую форму можно не только стальным конструкциям, сгибанию поддаются металлопластик, медь, алюминий.
Полезная информация! Для подбора трубогиба нужно учитывать не только сечение изделия, но и его профиль. Простые круглые трубы поддаются сгибанию гораздо легче профильных. Последние при неправильном подходе могу значительно деформироваться или даже сломаться.
Чтобы грамотно использовать инструмент, необходимо внимательно изучить советы профессионалов на видео. Трубогиб своими руками для профильной трубы может быть изготовлен в простом, ручном варианте или с использованием гидравлики.
Считается, что профильный материал труднее поддается сгибанию
Гидравлические устройства быстро и качественно согнут любые металлические детали.
Обычный, фронтальный трубогиб состоит из следующих элементов:
- трёх металлических валов;
- цепи привода;
- вращающейся оси;
- поворотного механизма;
- рамы из металлического профиля.
Схема ручного устройства
Иногда валы делают из дерева или пластика, но стоит принять во внимание, что подобные ролики справятся не с любой трубой.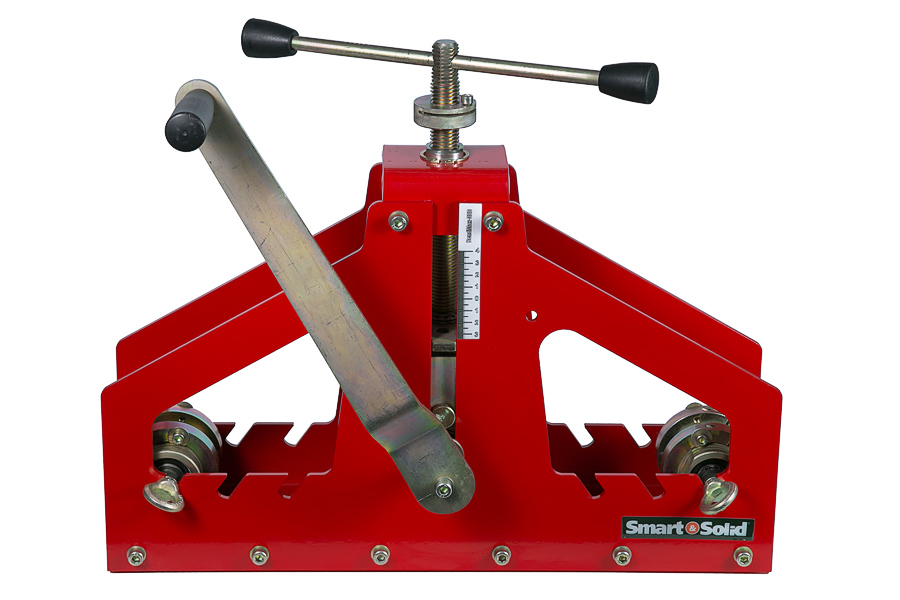 Если не рассчитать сопротивление материала, валы могут просто разрушиться.
Если не рассчитать сопротивление материала, валы могут просто разрушиться.
Прежде, чем взаться за изготовление самодельного трубогиба для круглой трубы или профиля, нужно понять принцип действия прибора. Действие механизма основано на прокатке или вальцовке. Этот принцип помогает исключить риск случайно деформации и перелома материала. Для придания металлу нужной формы, его вставляют между валами и проворачивают ручку прибора. В результате должен получиться заданный изгиб.
Меняя валики, можно добиться разного изгиба
Трубогиб своими руками для профильной трубы: виды приборовПриборы различаются по назначению. Есть приспособления для формирования поворотов на стальных, металлопластиковых ,медных, алюминиевых изделиях.
Приспособления бывают переносными или стационарными. Переносные модели удобны тем, что их можно установить непосредственно в помещении, где происходит монтаж коммуникаций. Стационарные станки применяют в производстве.
Стационарные станки применяют в производстве.
Стационарный промышленный трубогиб
Ручной трубогибОбратите внимание! Неправильное использование станка может привести к изменению внутреннего диаметра труб, сминанию поверхности и изменению толщины стенок.
Мягкие материалы, металлопластик и медь, легко сгибаются ручным устройством. Его конструкция довольно примитивна. Сам сгибатель не занимает много места и легко поместится в небольшой мастерской. Кроме, собственно, самих труб, на нем можно согнуть арматуру или металлопрокат.
Простой ручной прибор для изгибания
Гидравлический приборЭто устройство способно придать нужную форму материалу с диаметров до четырёх дюймов. Профильный материал при помощи гидравлики может делать замысловатые изгибы, повторяя рельеф стены.
Гидравлический механизм
Изготовление трубогиба своими руками для профильной трубы: чертежи и схемыСамое простое устройство состоит из рамки, планок, двух упоров. Если нужно, к нему можно добавить гидравлическую систему. В сложных конструкциях используется силовой нагнетатель и дополнительные рычаги.
Если нужно, к нему можно добавить гидравлическую систему. В сложных конструкциях используется силовой нагнетатель и дополнительные рычаги.
Пример схемы трубогибов для профильной трубы своими руками:
Схема прибора
Модель №1 – прокатнаяПолезная информация! Металлические части конструкции нужно тщательно смазывать для защиты от ржавчины. Можно предусмотреть даже специальный отсек для автоматической подачи смазки.
Алгоритм сборки:
- Металлическую основу нужно закрепить на ровной прочной поверхности и по торцам высверлить отверстия.
- На стальных прямоугольных пластинах нужно также выполнить сверление для закрепления катков.
- Закрепить пластины на основе гайками и болтами.
- В пазы установить ролики нужного размера и прочно их зафиксировать.
- В центре основания приварить стойки для центрального вала и закрепить его шпилькой с гайкой.
- Один вал снабдить рукоятью для поворота.

Результат: Должна получиться конструкция, как на фото. Можно не использовать основу металла, а закрепить плаcтины непосредственно к основанию.
Прокатная модель
Модель №2Ещё один трубогиб для профильной трубы своими руками более простой конструкции справится с изделиями сечением в два с половиной сантиметра.
Порядок работ:
- Необходимо изготовить шаблон устройства на бумаге.
- Из обрезков пиломатериалов собрать устройство по шаблону, скрепляя детали саморезами.
- Прикрутить полученный модуль к стене. С одной стороны модуля прикрутить брус для упора.
Совет! Прикручивая детали, нужно ориентироваться на диаметр трубы. Она должна легко вставляться и фиксироваться.
Результат на фото:
Образец модели
Модель №3Этот вариант выполненного своими руками трубогиба для профильной трубы ещё проще:
- Лист фанеры прикручивается к стене, не нем изображается нужный изгиб.

- По линии закрепляются при помощи винтов металлические крюки. К каждому крюку нужно приделать пластинки из металла, они будут дополнительно фиксировать сгибаемый материал.
- Нужно предусмотреть упор для конца трубы.
Совет! Если вручную не хватает сил выполнить нужный изгиб, можно использовать лебёдку.
Результат работы:
Трубогиб из фанеры
Применение гидравликиДля гидравлического устройства потребуются:
- ролики – 2 штуки;
- гидравлический домкрат;
- башмак;
- швеллер;
- стальные пластины.
Домкрат фиксируют на верстаке. Он будет толкать трубу в плотной захватывающие ролики. Если подготовить ролики разного диаметра, можно работать с изделиями любого размера.
Подобное устройство не требует дополнительный затрат, а домкрат есть у каждого автомобилиста
Видео: ручной самодельный трубогиб своими руками для профильной трубыДля сооружения прибора сгибания труб можно использовать готовые чертежи. Видео «Как сделать своими руками для профильной трубы трубогиб» отразит процедуру изготовления и способ использования полученного инструмента.
Видео «Как сделать своими руками для профильной трубы трубогиб» отразит процедуру изготовления и способ использования полученного инструмента.
- Для сгибания металлопрокат нужно нагреть, особенно с внешней стороны диаметра.
Нагреть трубу можно газовой горелкой
- Чтобы предотвратить деформацию, трубу перед сгибанием нужно заполнить песком.
Песок не позволит трубе переломиться
- Не уверен в результате – не берись.
 Порой легче купить готовые сгоны и приварить их к трубе, чем правильно придать ей нужную форму.
Порой легче купить готовые сгоны и приварить их к трубе, чем правильно придать ей нужную форму.
Вполне реально выполнить несложное устройство для сгибания металлопроката своими руками. Если необходимо изготовить сложную по конфигурации металлическую конструкцию, лучше воспользоваться прокатным методом. Для пары-тройки простых изгибов подойдёт приспособление с использованием крюков.
С помощью трубогиба можно получить любую форму
Стоит помнить, что неправильное соотношение усилия и чрезмерная торопливость может привести к непоправимой деформации материала.
самодельный ручной станок по чертежам
Профильные трубы квадратного или прямоугольного сечения широко применяются в строительстве и ремонте. Из них изготавливают беседки, навесы, теплицы, каркасы для различных сооружений, ограждения. Чтобы придать элементу изогнутую форму, используют специальное устройство — трубогиб.
Из них изготавливают беседки, навесы, теплицы, каркасы для различных сооружений, ограждения. Чтобы придать элементу изогнутую форму, используют специальное устройство — трубогиб.
Сложные пространственные конструкции производят специализированные мастерские на высокоточных мощных станках. В домашних условиях чаще применяется ручной инструмент промышленного изготовления или самодельный. Если нужно согнуть несколько элементов, трубогиб для профильной трубы целесообразно сделать своими руками. Простое надежное приспособление справится с задачей не хуже заводского, при этом обойдется в несколько раз дешевле.
Принцип работы трубогиба
Трубогибочный станок предназначен для сгибания трубы под углом до 90°. Такая обработка жесткого цельнометаллического элемента позволяет избежать приваривания патрубков и создания резьбовых соединений.
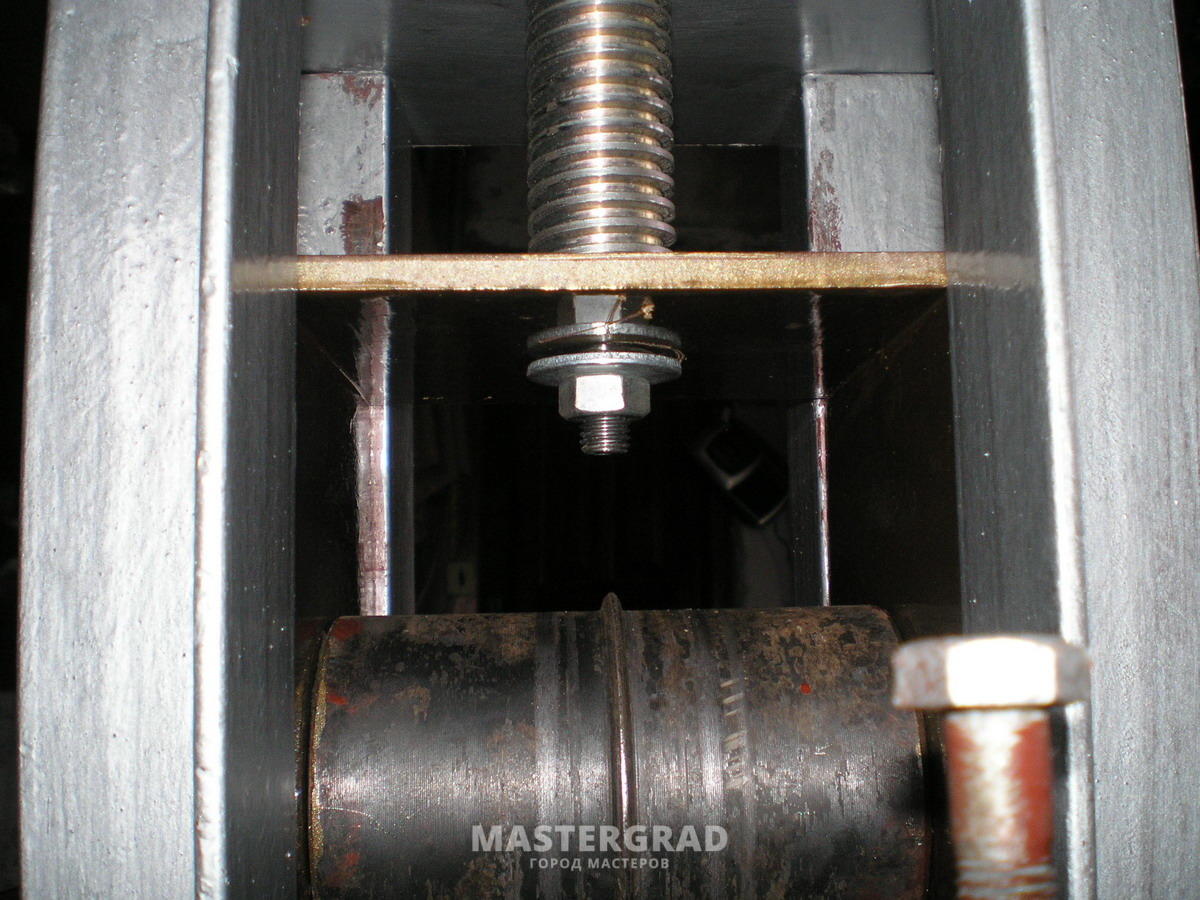
При сгибании используется принцип механического холодного деформирования. Материал не подвергается неблагоприятному воздействию высокой температуры. Металлопрокат помещают между статичными вальцами устройства, а подвижный прижимной вал создает усилие, сгибающее профиль под нужным углом.
Металлопрокат помещают между статичными вальцами устройства, а подвижный прижимной вал создает усилие, сгибающее профиль под нужным углом.
Чтобы избежать ухудшения технических характеристик и разрушения металла, ограничивается радиус изгиба трубы.
Его минимальное значение зависит от вида материала — сталь, медь, алюминий — и толщины стенки. При этом утоньшение сечения не превышает 20-25%. В результате пластической деформации профиль приобретает изогнутую форму без потери прочности.
Таблица минимальных радиусов для гибки стального профиля*
Чтобы получить участок угловой конфигурации, используют инструмент локального воздействия. Усилие прикладывается точечно. Изгиб формируется выдавливанием.
Профилегиб отличается от обычного трубогиба для круглой трубы, поскольку предназначен для деформирования профиля, более устойчивого к изгибающим нагрузкам. Для изготовления дуг или арок заготовку протягивают на прокатном станке с одним или несколькими роликами и большим радиусом изгиба.
Виды трубогибов и их конструкция
Строительная индустрия производит профилегибочные станки в широком ассортименте. Они предназначены для обработки металлопроката с различными техническими характеристиками и решения конкретных задач.
Ручные
Компактные мобильные устройства применяют для изготовления дуговых элементов из профильных труб небольших размеров. Ручной инструмент работает за счет мускульных усилий человека.
Разновидности ручных трубогибов:
- с ведущим центральным валом;
- с подвижным крайним роликом;
- поворотный.
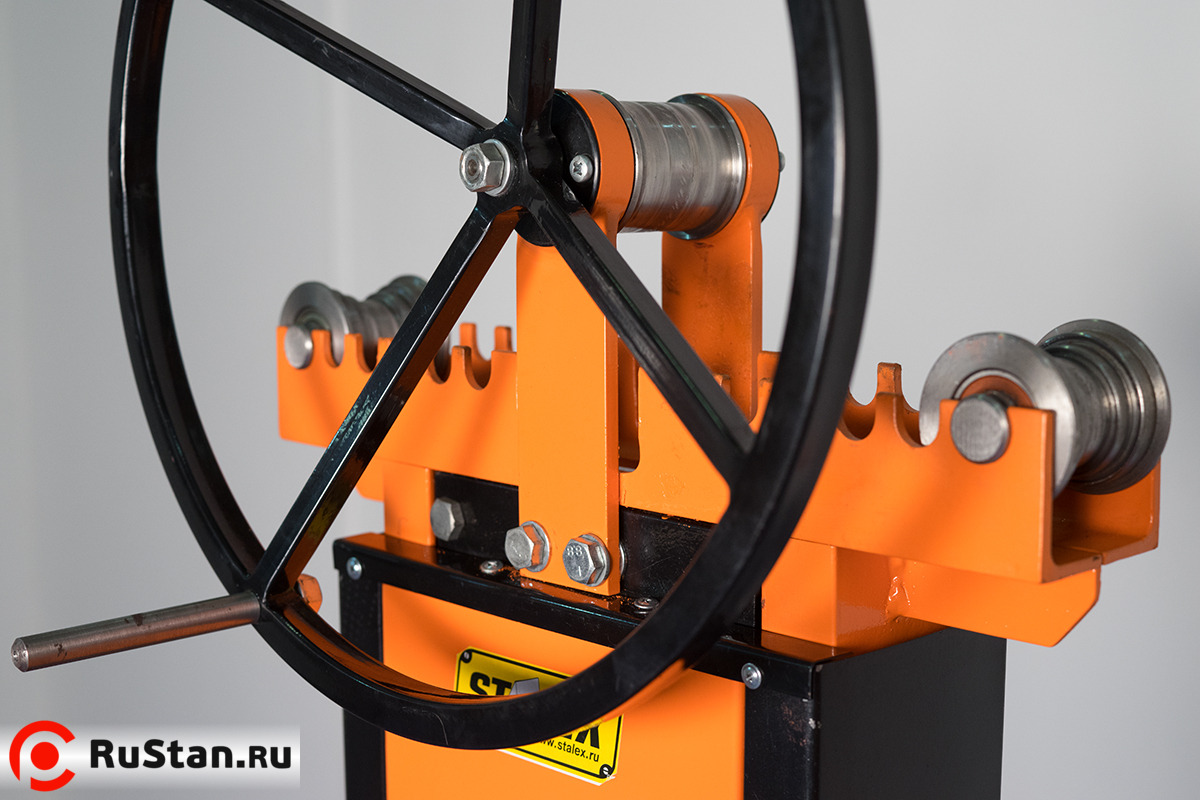
Конструкция ручного трубогиба с ведущим центральным валом состоит из основания, двух опорных роликов и одного подвижного. Воздействие регулируют воротом прижимного винта, вставленным в верхнюю часть механизма.
Роликовый трубогиб с прижимным винтом на центральном валуТрубу протягивают через валы вручную помощью рукоятки и закрепленной на осях роликов цепи. Давление усиливают, опуская нажимной болт. Профиль постепенно изгибается и приобретает форму дуги.
Профиль постепенно изгибается и приобретает форму дуги.
Ручной профилегиб может оборудоваться подвижным крайним роликом. Его закрепляют к части рамы, соединенной со станиной мощными петлями.
Высоту подъема изменяют домкратом, поднимая край стола. Ручка для протягивания металлоизделия крепится к центральному неподвижному ролику.
Трубогиб с подвижной частью станиныДля изготовления крутоизогнутых участков из трубы 20х20, 30х20 и 40х20 мм с толщиной стенки до 1,5 мм применяют поворотные ручные трубогибы. Они позволяют согнуть профиль на угол до 360°.
Поворотный трубогиб*
Устройство закрепляют на станине или столе горизонтально, в проточку нужного размера вставляют металлоконструкцию. Поворотом длинной рукоятки обжимают профиль вокруг шаблона и формируют изгиб.
Гидравлические
В таких трубогибах усилие нагнетается гидравлическим двигателем. Гидроцилиндры передают участку трубы давление до 12 тонн, что позволяет согнуть даже крупные заготовки.
Гидравлические трубогибы выпускаются промышленностью в двух вариантах:
- Ручной.
 Трубу вставляют в сменный шаблон подходящего размера — опорный башмак, который надежно фиксирует изделие при гибке. Гидроцилиндр приводится в действие рукояткой, возвращается в исходное положение при помощи обратного клапана. Инструмент переносной, применяется для обработки профилей размером до 50 мм.
Трубу вставляют в сменный шаблон подходящего размера — опорный башмак, который надежно фиксирует изделие при гибке. Гидроцилиндр приводится в действие рукояткой, возвращается в исходное положение при помощи обратного клапана. Инструмент переносной, применяется для обработки профилей размером до 50 мм.
- С электроприводом. Более мощные устройства позволяют сгибать трубу сечением до 150 мм и толщиной стенки до 3 мм. Электродвигатели снабжены двухступенчатыми телескопическими гидроцилиндрами. Благодаря этому в конце рабочего хода развивается большое усилие.
Гидравлические трубогибы обладают высокой производительностью и обрабатывают конструкции с высокой точностью. Для придания заготовке заданного угла изгиба на корпусе устройства находится проградуированная шкала.
Электромеханические
*
Электрический роликовый профессиональный профилегиб — технологичное оборудование для изготовления изогнутых тонко- и толстостенных металлических конструкций. Позволяет автоматизировать выполнение больших объемов работ.
Позволяет автоматизировать выполнение больших объемов работ.
Электромеханические трубогибы могут быть ручными или стационарными. Первые используют для гнутья труб диаметром до 50 мм в условиях, где доступно электропитание. Вторые — габаритные станки с мощными двигателями, устанавливаемые в промышленных цехах. Ими управляют операторы посредством ЧПУ.
Электромеханический станок с ЧПУИзгиб профиля формируют один или несколько валов. По способу гибки различают трубогибы:
- намоточные — элемент изгибается при вращении вокруг неподвижного шкива;
- обкатывающие — кривизну детали придает подвижный ролик, при проходе прижимающий ее к шаблону;
- вальцовочные — профиль протягивают через три валка, два из которых неподвижны, а третий перемещается относительно других;
- выдавливающие — работает по типу арбалета, сгибает заготовку выдвигающимся пуансоном с насадкой, выполненной под трубу определенного размера.
Стальной профиль чаще всего изгибают вальцовочными станками, где усилие распределяется более равномерно.
В роликовых трубогибах прокат квадратного или прямоугольного сечения испытывает меньшие деформации, при которых сохраняется устойчивость стенок.
Ручной трубогиб для профильных труб своими руками
*
Чтобы согнуть профильную трубу с небольшими размерами сечения без трубогиба, мастера используют шаблоны нужной кривизны, изготовленные из металла или дерева. Заготовку прижимают вручную к краям сегмента, жестко зафиксировав один конец.
Шаблон из дереваТонкостенный элемент можно деформировать в нагретом виде. Разогревают участок паяльной лампой до температуры 350-400°С и, применяя ручную силу, придают профилю дугообразную форму.
Если воспользоваться простыми способами не разрешают параметры изделия, можно сконструировать ручной роликовый трубогиб для профильной трубы. С его помощью изготавливают арки и дуги для навесов, теплиц и других сооружений сложной формы.
Необходимые материалы и инструмент
Чтобы смастерить приспособление, понадобятся:
- швеллер №8 или №10 для жесткой рамы;
- 2 ролика из закаленной стали со ступеньками под профили разной высоты или ограничительными кольцами;
- ролик с насечками для подвижного вала;
- готовые подшипниковые узлы;
- 2 или 3 шестерни или «звездочки»;
- стальная цепь;
- прижимной винт;
- тонкая труба для ворота;
- рукоятка;
- сварочный аппарат;
- дрель;
- «болгарка»;
- молоток.

Еще нужны шплинты, гайки, втулки с резьбой, шайбы. Для обработки готовой конструкции потребуются краска и смазка.
Чертежи
Чертеж — это основа, которая поможет изготовить трубогиб без грубых ошибок. При трудоемкой работе с металлом это особенно важно.
В интернете размещены готовые чертежи. Имея достаточный опыт, в них легко разобраться и подогнать под свои возможности.
Представить примерное устройство трубогиба можно при изучении заводского аналога, а потом разработать детальную схему своей модели.
Чертеж и общий вид ручного инструмента*
Этапы сборки конструкции
Последовательность операций по изготовлению самодельного роликового трубогиба:
- Раскроить швеллер по размерам стоек и основания.
- Просверлить отверстия в деталях рамы под крепление роликов.
- Сварить из швеллера опорную раму со стойками.
- Вырезать и сварить из швеллера корпус с отверстиями для установки ведущего ролика. Вал должен легко вращаться внутри.

- Закрепить прижимной винт к получившейся коробочке с помощью подшипников. В верхней части винта просверлить отверстие под ворот.
- Вставить между стойками корпус с ведущим роликом. Конструкция должна свободно перемещаться вертикально. Сверху закрепить крышку с гайкой под винт.
Схема прижимного механизма
- Прикрутить подшипниковые узлы к раме.
- Вставить ворот в отверстие прижимного болта.
- На оси валов снаружи насадить шестерни на шпонку или конусные разрезные втулки с гайками. Третью «звездочку» прикрепить к стойке. Надеть цепь, напрессовать втулку для ручки.
- Провести пробные испытания, если нужно, внести коррективы.
Последний шаг — разобрать, очистить металл от заусенцев, покрасить неподвижные детали, собрать. Узлы, которые подвергаются трению при эксплуатации, обработать Литолом или другой густой смазкой.
Готовый самодельный станокЧтобы согнуть заготовку, ее помещают на неподвижные вальцы, опускают прижимной винт до упора и протягивают с помощью крутящейся рукоятки поочередно в одну и другую сторону.
После каждого проката винт затягивают воротом. Когда дуга приобретет достаточную кривизну, гайку винта фиксируют контргайкой. Это позволит согнуть несколько арок с одинаковым радиусом.
Такой самодельный трубогиб можно использовать даже в профессиональных целях. Он «осилит» профили размером до 60х60 мм или одновременно 3 трубы с шириной сечения 20 мм.
Подробности процесса изготовления ручного станка можно увидеть здесь
Гидравлический трубогиб
Использование гидравлики существенно упрощает как эксплуатацию трубогиба, так и его конструкцию. Простейшее устройство представляет собой раму с двумя опорными роликами. Механическое воздействие на профиль оказывает домкрат с насадкой-башмаком.
Гидравлическое приспособление предназначено для угловой гибки труб, так как деформирующее усилие передается на участок небольшой длины.
Инструменты, материалы и чертеж
Для самостоятельного изготовления гидравлического трубогиба потребуются:
- «болгарка»;
- сварочный аппарат;
- гидравлический домкрат;
- швеллер и уголок для силовой рамы;
- башмак для упора;
- ролики или направляющие.
Этапы сборки
Схема для сборки простого гидравлического трубогиба:
- Нарезать по размерам уголок и сварить раму в виде опорной площадки со стойками.
- Приварить к раме горизонтальную станину из швеллера.
- Для регулирования радиуса изгиба в станине просверлить несколько отверстий.
Траверса для регулировки радиуса изгиба трубы
- Установить ролики в нужную позицию.
- Надеть башмак на шток домкрата, установить гидромеханизм в нижнюю часть рамы.
Чтобы согнуть заготовку, ее помещают между сегментом и опорными роликами. Плавно увеличивают нагрузку рычагом домкрата.
Когда нужный угол изгиба получен, открывают перепускной клапан гидроцилиндра, опускают поршень домкрата и вынимают готовую деталь.
Для тонкостенных профилей применяют механизмы грузоподъемностью 5-8 т. Чтобы согнуть мощные трубы, гидравлика должна иметь большие возможности — до 12 т.
Видео об изготовлении гидравлического трубогиба:
Гидравлический самодельный трубогиб легко разбирается. Домкрат можно заменить более удобным или мощным. Чтобы проще совершать все операции, конструкцию иногда приспосабливают для горизонтальной работы.
Самые распространенные дефекты гибки гидравлическим трубогибом — образование впадин, гофры, трещин или поломка профиля. Чтобы этого не случилось, рекомендуется применять башмаки заводского изготовления. Они сделаны из прочной стали, отцентрированы и равномерно передают нагрузку на стенки трубы.
2 бюджетных вида, чертежи + видео
На чтение 10 мин. Просмотров 6.3k. Обновлено
Просмотров 6.3k. Обновлено
Сегодня, мы хотим рассказать вам, как сделать простую модель трубогиба для профильной трубы своими руками. Потребность в этом устройстве возникает у многих из нас, особенно на дачном участке, когда необходимо согнуть профиль, чтобы соорудить теплицу или беседку.
Покупать профессиональное оборудование нет смысла, так как в обычной жизни оно требуется нам не часто.
Мы будем делать с вами простую конструкцию профилегиба своими руками, которую каждый мастер-любитель сможет сделать самостоятельно.
Принцип работы трубогиба
Принцип функционирования трубогиба достаточно прост — профильная труба подвергается воздействию, что приводит к её температурному изменению, и сталь становится мягче. Заготовка размещается в прокатной зоне станка для гибки, между валами, которые выступают также в качестве шаблона. Именно от того, как они расположены, какой имеют диаметр, зависит угол загиба профиля.
Ролики бывают:
- направляющими — они удерживают деталь;
- прижимными — придают угол загиба.
Направляющих два, и один прижимной вал.
Стоит заметить, что многократно менять форму профильного трубопроката (нагревать и изгибать) не следует, так как это уменьшает его прочность.
Виды профилегибочных станков и их устройства
Профильные трубы имеют различную толщину стен и диаметр, поэтому трубогибы требуются разные. Механизмы для гибки профтруб имеют конструктивные отличия от стандартных трубогибов для круглых труб. Ведь профили обладают большой устойчивостью к изгибанию, а также радиус сгиба у них обычно больше.
Станок для гибки профильной трубыОсновные виды трубогибов для профильного изделия:
- по типу привода;
- по методу изгиба;
- по месту расположения подвижного валика.
По типу привода
От угла загиба, а так же материала профтрубы и требуемой точности, зависит выбор гибочного станка, которые бывают:
- Гидравлическими — предназначены для изгиба трёхдюймовых элементов.
 Они обладают высоким уровнем производительности, точности и скорости. Встречаются ручного и автоматического типа. Это самый мощный профилегиб, способный изогнуть любую трубу. В него входит — швеллер (широкие и узкие отрезки, по три каждого вида), петлевой замок, ролики — 3 шт. (размещённые на подшипниковых узлах), передающая ручка с втулкой, машинный домкрат.
Они обладают высоким уровнем производительности, точности и скорости. Встречаются ручного и автоматического типа. Это самый мощный профилегиб, способный изогнуть любую трубу. В него входит — швеллер (широкие и узкие отрезки, по три каждого вида), петлевой замок, ролики — 3 шт. (размещённые на подшипниковых узлах), передающая ручка с втулкой, машинный домкрат. - Электрическими — рекомендованы для гибки профильной трубы большого диаметра. Используются чаще для магистральных трубопроводов. Аппарат состоит из:
- рамки из швеллеров;
- прокатных валов из металла— 2 шт;
- трёх шестерёнок;
- металлической цепи;
- редуктора, электрического двигателя с механическим приводом.
- Ручными — они работают за счёт физической силы человека. Предназначены для профиля малого диаметра. Инструмент работает по типу прокатного станка. Основные детали в большинстве своём металлические:
- опорный каток;
- ролики;
- элементы шасси;
- винт регулировки;
- подающая рукоятка.

По способу изгиба
Одну и туже деталь можно изогнуть разными способами, с использованием трубогибов различного типа:
- сегментных — популярность их в том, что деталь, возможно, протаскивать, для получения нескольких поворотных фрагментов;
- арбалетных — суть работы в натягивание металла и сгибание его в одной месте;
- пружинных — предназначенных для пластиковых изделий.
По месту расположения подвижного вала
Подвижной валик может находится в середине, или по бокам (справа или слева):
- Конструкция, в которой подвижной ролик находится в середине, а крайние валики фиксируются к его корпусу. Они слегка приподняты над основой. Средний ролик устанавливается на специально смонтированном П-образном постаменте, посредине которого крепится крупный прижимной винт. С нижнего края, к винту приваривается прижимной ролик. В процессе вращения этого винта, происходит опускание или поднимание профиля, что приводит его к изгибу.
 К одному неподвижному ролику следует приварить ручку, с её помощью профиль перемещается по станку. Чтобы облегчить процесс прокатки, неподвижные валы объединяются цепью.
К одному неподвижному ролику следует приварить ручку, с её помощью профиль перемещается по станку. Чтобы облегчить процесс прокатки, неподвижные валы объединяются цепью. - С подвижным валом с краю — он размещается справа или слева. Вращается вместе с частью основы, которая соединена со станиной металлическими петлями. На угол изгиба влияет уровень подъёма стола, высота которого меняется домкратом. Конструкция вращается за счёт центрального ролика, к которому приваривается ручка. Чтобы уменьшить прикладываемые усилия, устройство можно снабдить цепью.
Подводя итог, скажем, что наиболее подходящий вид трубогиба, для придания нужного загиба профильной трубе, при монтаже теплицы или некой конструкции на придомовом участке — с ручным приводом. Ведь размер профильной заготовки и объёмы работ небольшие.
Какие материалы и инструменты нам понадобятся
Пред тем, как перейти к изготовлению трубогибочного станка для профильных квадратных труб, мы советуем запастись инструментарием и материалом. Иначе, во время работы вы будите отвлекаться, в итоге, процесс займёт у вас больше времени.
Иначе, во время работы вы будите отвлекаться, в итоге, процесс займёт у вас больше времени.
Для изготовления профилегибочного станка нам понадобится:
- для основы самодельного профилегиба — швеллер или два сварных уголка, толщина полочек не больше 3 мм;
- стальные ролики высокого качества, в идеале закалённые, они не должны быть гладкими, на краях наличие небольших валиков.
Это остальные части любого трубогиба. В зависимости от модели и вида устройства, может понадобиться ещё ряд элементов.
Из инструментов, у вас должна быть под рукой — болгарка, дрель, молоток, гаечный ключ, правило, имеющее надёжное и внушительное основание, и сварочный инвертор, если вы станете сваривать элементы станка, а не садить детали на болты.
Инструкция как сделать профилегиб своими руками
Итак, переходим к изготовлению трубогиба без токарных работ. Мы решили сделать две разные модели. Можете ознакомиться как с видео инструкцией, так и текстовой версией пошагового руководства..png)
Трубогиб с ручным приводом
Нам понадобится 8 штук подшипников 33 размера, для основы швеллер 40 на 80, строительная шпилька на 18, шайбы размером 18, металлический уголок на 25, отрезок прямоугольной пластины.
Так как мы первый раз делаем своими руками ручной трубогиб для профильной трубы, то решили подготовить чертёж нашего устройства — это упросит работу.
Чертёж будущего трубогибаПосле этого, уже приступили к изготовлению самого трубогиба:
- Отпиливаем швеллер нужной длины и очищаем его от ржавчины болгаркой.
- Счищаем со строительного шпиля резьбу, так же болгаркой. Это необходимо для свободного перемещения подшипников по ней.
- Подготавливаем шайбы — используя молоток, придаём шайбе слегка форму конуса. Шайба такой формы позволит беспрепятственно двигаться подшипнику.
- Собираем два ролика — на шпильку по краям устанавливаем гайки на 18, в середине 3 подшипника.
 Слегка изогнутые шайбы не задевают края подшипников и они свободно двигаются.
Слегка изогнутые шайбы не задевают края подшипников и они свободно двигаются.
- Подтягиваем гайки с помощью ключа и обрезаем излишки шпильки.
- Края прихватываем сваркой.
- Из металлического уголка отрезаем 4 заготовки по 25 см. Они будут служить направляющими для валиков — ведущего и прижимного.
- Привариваем уголки к швеллеру. Расстояние между двумя соседними заготовками определяется размером шпильки, она должна свободно проходить в зазор.
- Изготавливаем ведущий ролик — на 18 шпильку одеваем отрезок трубы диаметром 25 мм. Пространство между трубой и шпилькой наполняем гвоздиками на 40, с которых предварительно отрезаем шляпки.
- Для надёжности конструкции, края также схватываем сваркой, предварительно зажав заготовку в тисках.

- Одеваем на края вала по 33 подшипнику.
- Переходим к изготовлению подвижной каретки. Для этого берём два отрезка профильной трубы 20 на 40, длиной 30 мм, и прямоугольную металлическую пластину 80 на 50 мм.
- Привариваем к пластине отрезки профиля, а к нему ведущие ролики.
- Снизу каретки, определив её среднею точку, проделываем дрелью отверстие. Его размер должен совпадать с диаметром шпильки на 18.
- Приступаем к сборке подъёмного механизма. Нам потребуется шпилька и три гайки. В отверстие каретки вставляется шпилька, с внутренней стороны на неё закручивается гайка, которая прихватывается сваркой. Затем, с обратной стороны на шпильку одеваем вторую гайку, которую тоже привариваем.
- Отрезаем заготовку из прямоугольной металлической пластины размером 70 на 13 — которая будет служить упором для подъёмного механизма.

- В заготовке отмеряем середину, проделываем отверстие на 18.
- Приступаем к сборке трубогиба. На основание из швеллера устанавливаем каретку с ведущим валиком. Сверху надеваем пластину и закручиваем гайку, которую прихватываем сваркой.
- Привариваем по краям основания ролики, а к подъёмному механизму ручку.
- Изготавливаем ручной привод — для этого берем профиль 20 на 20, ручку от дрели, которую прикручиваем к профилю. Отрезок трубы прихватываем сваркой к ведущему валику.
Трубогиб для профильной трубы готов, можно переходить к испытанию.
Трубогиб с гидравлическим приводом
Как сделать трубогиб своими руками | Обустройство мастерской и самодельные станки
Watch this video on YouTube
Мы решили ещё попробовать изготовить более мощное устройство, работающее от гидравлического привода, как оказалось сделать это не так уж и сложно.
- Сначала подготовили станину, её мы соорудили из швеллера, уголков и пластины из металла, путём сваривания этих элементов между собой. Также нам понадобится 2 ролика, насадка полукруглой формы и машинный домкрат.
- В основе станины поделываем по 6 регулировочных отверстий с обеих сторон, в них будут закрепляться ролики, в зависимости от требуемого угла загиба.
- Устанавливаем валики в проделанные дырочки в станине.
- Надеваем полукруглую насадку на крадомый механизм, и размещаем его под роликами.
- Устройство готово, вставляем профиль между роликами и домкратом. Путём поднимания механизма производим загибание профильного трубопровода.
Дефекты гибки и как их избежать
Для облегчения гибочного процесса профильной трубы, и, чтобы избежать образования дефектов, мы решили поделиться с вами моментами, которые их вызывают.
Нередко в бытовых самодельных трубогибах присутствует тянучка и волна, в самом узком месте — в месте уменьшения площади. Это в свою очередь может привести к образованию микротрещин, хотя для сооружения парников и беседок это не важно.
Ещё один дефект, который возникает при гибки квадратной профтрубы — в процессе происходит её закручивание по оси. Исправить такую трубу для использования в качестве арки теплицы будет невозможно. Причиной «пропеллера» является несимметричное распределение нагрузки при проведении загибочных работ.
Но главная причина образования дефектов при изгиба профиля — выбор неправильного радиуса изгиба, и наличие маленького технологического «хвостика» (расстояния от начала трубы — ближайшее к месту изгиба, до места загиба).
«Хвостик» не только надёжно фиксирует профильную трубу, но также поглощает отдачу технологического напряжения.
Как снизить издержки на изготовление
Чтобы снизить затраты при изготовлении трубогиба, можно использовать подручные детали. Допустим вместо роликов, подойдут ступнины от старого велосипеда. Они не смогут выдержать больших нагрузок, но для загиба профильной трубы 20 на 40 подойдут. При отсутствии шайбы, её можно заменить металлическим кругом подходящего диаметра.
Допустим вместо роликов, подойдут ступнины от старого велосипеда. Они не смогут выдержать больших нагрузок, но для загиба профильной трубы 20 на 40 подойдут. При отсутствии шайбы, её можно заменить металлическим кругом подходящего диаметра.
Не следует покупать для самоделки новые подшипники, подойдут «убитые», которые легко раздобыть в автосервисах. Кроме того, многие элементы можно найти на пункте сдачи металла.
Сегодня, мы попробовали изготовить две модели самодельных трубогибов для профильной трубы — это оказалось нам под силу. Но если вам не нужно сложное устройство, и требуется произвести разовый изгиб проф трубы, то можете сделать более простое приспособление для гибки профиля — рычажное, по шаблону, арбалетное, которое смастерить быстрее и проще.
Надеемся, что, руководствуясь нашей статьёй, вы без труда соберёте профилегиб из подручных материалов, и сможете изогнуть трубу под нужным вам радиусом для изготовления парника или веранды.
Видео инструкции
Трубогиб для профильной трубы своими руками
Профильная труба справедливо считается одним из наиболее популярных в домашнем хозяйстве материалов. Из трубы изготавливают до 90% каркасов и несущих конструкций самодельных гаражей, пристроек, всевозможных инструментов и приспособлений. Зачастую, чтобы добиться необходимой кривизны профильной трубы, например, для постройки арочной крыши, нужен трубогиб, способный работать как с обычной, так и с профилированной трубами.
Из трубы изготавливают до 90% каркасов и несущих конструкций самодельных гаражей, пристроек, всевозможных инструментов и приспособлений. Зачастую, чтобы добиться необходимой кривизны профильной трубы, например, для постройки арочной крыши, нужен трубогиб, способный работать как с обычной, так и с профилированной трубами.
Как сделать самодельный трубогиб для профильной трубы
Изогнуть профилированную трубу по заданному радиусу можно несколькими способами:
- Обкатывая разогретую газовой горелкой профилированную трубную заготовку вокруг болванки шаблона или в специальном зажиме. Такая схема трубогиба может быть собрана за 10 минут, потребуется только засыпать трубу песком и правильно подобрать калибр болванки, на которой формируется изгиб;
- На самодельном трубогибе рычажно-роликовой конструкции. В этом случае профилированная труба изгибается по отдельным секторам. Конструкция трубогиба очень проста в изготовлении, но при формировании дуги потребуется определенный навык в работе, чтобы на всей профилированной трубе выдерживался один радиус кривизны;
- С помощью прокатно-роликового трубогиба.
 Преимуществом подобной схемы является возможность максимально точно выдержать радиус кривизны, поэтому можно изготовить необходимое количество изогнутых профилированных отрезков практически любой длины.
Преимуществом подобной схемы является возможность максимально точно выдержать радиус кривизны, поэтому можно изготовить необходимое количество изогнутых профилированных отрезков практически любой длины.
Поэтому и ручной, и рычажно-роликовый трубогибы используются для единичного изготовления всевозможных деталей и переходников, например, при ремонте систем водопровода, несложных строительных конструкций. Прокатно-роликовая конструкция трубогиба позволяет выгнуть относительно простые изделия из профилированной трубы, но в неограниченном количестве раз.
Ручной способ изгиба разогретой профильной трубы на калиброванной болванке используется с незапамятных времен и дает неплохие результаты. Лучше всего получается изогнуть обычную трубу, для профилированной потребуется вдвое увеличить количество гибочных переходов, чтобы на гранях не происходило образования брыжей или волн. Труба перед разогревом заполняется чистым и сухим прокаленным песком. Концы завариваются сваркой или запрессовываются металлическими пробками.
Настоящий трубогиб для профильной трубы своими руками
Устройство прокатного трубогиба отличается от предыдущих вариантов тем, что перед изгибанием профилированной трубы выполняется установка необходимого радиуса кривизны, после этого трубная заготовка с помощью цепного привода и пары роликов достаточно быстро прокатывается в изогнутый профиль.
Проще всего собрать трубогиб своими руками, чертежи которого приведены ниже.
Конструкция прокатно-роликового трубогиба состоит из нескольких базовых узлов:
- Массивной станины, сваренной из швеллера. Конструктивно станина трубогиба представляет собой две стойки, приваренные к массивной плите основания. На стойках закрепляется домкрат, с помощью которого создается необходимое усилие для деформации металла;
- Система роликового привода. После прижатия домкратом профилированной трубы к роликовой поверхности происходит деформация металла трубы с одновременным прокатыванием профилированного материала;
- Система цепного привода используется для протягивания профилированной трубы через деформирующую линейку трубогиба.

Принцип работы и скорость изгиба можно дополнительно уточнить из видео:
Собираем станину и приводной механизм трубогиба
Первоначально собирается станина трубогиба. Для этого две вертикальные стойки свариваются в П-образную вертикальную конструкцию.
Далее на изготовленную опору приваривается винтовая пара винт-гайка от домкрата с подъемным усилием не менее пяти тонн. Особое внимание требуется уделить точной установке винтовой гайки, чтобы при заворачивании винт опускался строго в вертикальном направлении.
На следующем этапе привариваются две роликовые опоры, насаженные на 30-ти миллиметровую литую ось. С боковой стороны на ось сваркой крепится звездочка от велосипеда. Таким образом, получается цепная передача. Чтобы привод станка работал без проскальзывания, потребуется изменить длину цепи под реальное расстояние между звездочками.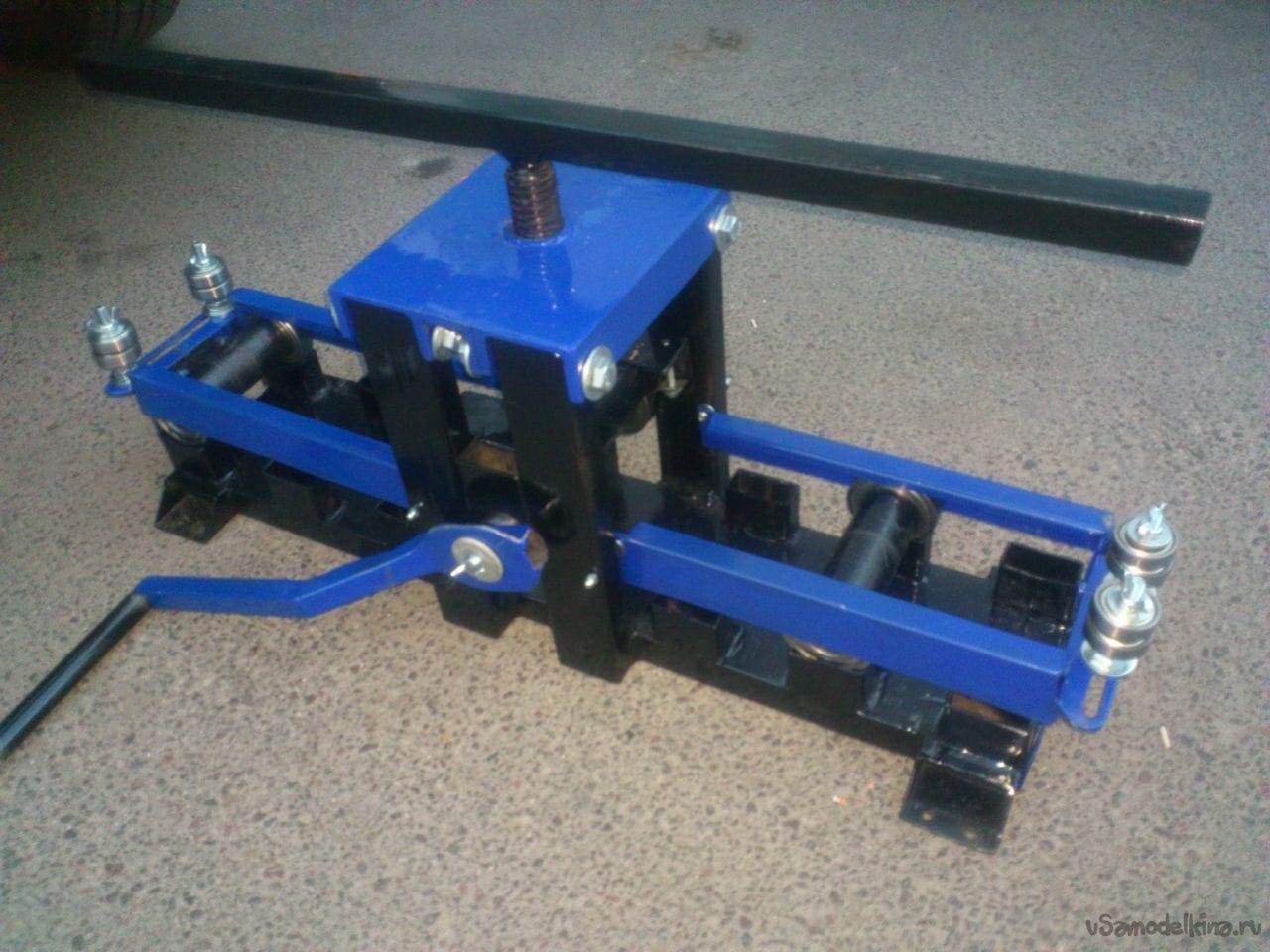
Последовательность работы трубогиба:
- На ролики закладывается профилированная труба и прижимается винтом, после первого прокатывания замеряют положение винта и измеряют радиус изгиба;
- Чтобы получить требуемую кривизну профилированного материала, вертикальным винтом пропорционально изменяют величину деформации;
- Наиболее массивные профилированные трубы прокатывают в несколько заходов.
Точность изгиба профилированной трубы можно легко оценить по фотографии. Изгибание профиля является достаточно тяжелым и трудоемким мероприятием, поэтому, если трубогиб планируется использовать на постоянной основе, есть смысл оборудовать станок электродвигателем с редуктором.
Для заготовок сечением более 30-ти миллиметров вместо велосипедных цепей и звездочек используют запчасти от привода ГРМ «волговских» и «москвичевских» двигателей.
Роликово-рычажный вариант трубогиба
Более простая и доступная в изготовлении конструкция трубогиба представлена на чертеже и на фото.
В основе конструкции используется пара из гибочного ролика и опорной плиты. Привод головного ролика осуществляется с помощью двухметрового рычага, что позволяет получить на изгибающем инструменте огромное усилие, примерно около полутора тонн. Сам ролик представляет собой двадцатисантиметровый круг с центрирующими бортами. Ширина между бортами равна сечению профилированной трубы.
Важно! Инструмент приходится подгонять под параметры профтрубы заменой главного ролика на инструмент с соответствующей шириной гибочной части.
Процесс выгибания профилированной трубы идет поэтапно. Заготовку размечают на несколько секторов. В станок профиль закладывается и фиксируется с помощью струбцин по выполненной ранее разметке.
Простым поворотом на заданный угол профтруба изгибается по заданному радиусу. Далее необходимо переставить следующий сектор и повернуть рычаг точно на заданный угол. От того, насколько точно выполняется позиционирование сектора профилированной трубы в зажиме станка, зависит стабильность радиуса изгиба.
Наиболее удачные конструкции трубогибов
Чтобы добиться высокой производительности, в изгибе профтрубы зачастую используют не два ролика, а три, и вместо винтового домкрата применяется гидравлический привод. В этом случае можно изгибать профилированную трубу с сечением до 50 мм.
Трехроликовые трубогибы позволяют получать не только плоскую, но и винтовую спиралевидную форму. Разумеется, что деформирующее усилие возрастает в несколько раз, поэтому привод трубогиба оснащается редуктором.
Намного сложнее выгнуть четырехугольный профиль в направлении меньшей стороны прямоугольного сечения. В этом случае трубогиб приходится использовать минимум в четыре прохода. Если используется сварной профиль, перед прокаткой рекомендуется подогревать его до 200оС.
Заключение
Средняя стоимость постройки трубогиба своими руками составляет 70-90 долл. Если для строительства арочной крыши из поликарбоната необходимо изогнуть более пяти профилей, постройка станка вполне оправдает затраты. Для меньшего количества профилированных труб более выгодно экономически выполнить профилирование в ремонтной мастерской. Подобные станки очень популярны среди любителей работать своими руками, поэтому удачную конструкцию можно продать или отдать в аренду, и тем самым оправдать большую часть затрат на его изготовление.
Для меньшего количества профилированных труб более выгодно экономически выполнить профилирование в ремонтной мастерской. Подобные станки очень популярны среди любителей работать своими руками, поэтому удачную конструкцию можно продать или отдать в аренду, и тем самым оправдать большую часть затрат на его изготовление.
Трубогибы и трубогибы | Качественное трубогибочное оборудование
Ротационные волочильные машины для труб и трубогибовErcolina идеально подходят для большинства операций по гибке.
Ротационная гибка с вытяжкой на сегодняшний день является основным методом высококачественной гибки труб. Изгибы образуются путем протягивания материала вокруг вращающегося формирователя центра изгиба. В частности, касательная вперед трубы или трубки удерживается в захватном рычаге гибочной матрицы Ercolina, когда труба протягивается вокруг и в канавку гибочной матрицы. Матрица встречного изгиба или пресс-форма прилагает к трубе противодействующее усилие, обеспечивая высокое качество гибки. Площадь контакта между вращающимся штампом для гибки и штампом для встречного гиба называется линией касания. Что отличает ротационную гибку с вытяжкой от других методов, так это то, что линия касания фиксируется в точке изгиба, чтобы полностью контролировать поток материала. Этот контроль помогает производить изгибы труб высочайшего качества.
Матрица встречного изгиба или пресс-форма прилагает к трубе противодействующее усилие, обеспечивая высокое качество гибки. Площадь контакта между вращающимся штампом для гибки и штампом для встречного гиба называется линией касания. Что отличает ротационную гибку с вытяжкой от других методов, так это то, что линия касания фиксируется в точке изгиба, чтобы полностью контролировать поток материала. Этот контроль помогает производить изгибы труб высочайшего качества.
Подробнее о ротационных вытяжных машинах Ercolina
Ротационные волочильные станки являются наиболее популярными машинами для гибки труб, труб и твердых тел для таких применений, как: поручни, отводы поручней и возврат стен, поручни для инвалидов, мебель и рамы знаков, нестандартные детали автомобилей, такие как каркасы, щетки и т. Д. нерф-бары, легкие стойки, подножки и многое другое.Ротационные волочильные станки Ercolina создают эстетически приятные изгибы, если для этого подобрана правильная оснастка. Кроме того, во многих случаях стандартная готовая оснастка Ercolina предлагается с различными радиусами изгиба по осевой линии, чтобы быстро приспособиться к вашим условиям гибки. Стандартный инструмент для гибки часто может быть немного изменен при необходимости для соответствия конкретным требованиям к гибке; или специальные инструменты для гибки труб могут быть изготовлены в соответствии с конкретными требованиями применения гибки.
Стандартный инструмент для гибки часто может быть немного изменен при необходимости для соответствия конкретным требованиям к гибке; или специальные инструменты для гибки труб могут быть изготовлены в соответствии с конкретными требованиями применения гибки.
Клиенты часто спрашивают, можно ли использовать станки и инструменты Ercolina для гибки труб из алюминия и нержавеющей стали. Ответ: «Да». и с отличными результатами. Гибочные штампы Ercolina могут быть модифицированы для соответствия наиболее часто используемым материалам из стали, алюминия и нержавеющей стали.
Трубогибы Ercolina надежны
Нашим клиентам требуются надежные гибочные машины, способные производить гибки высокого качества, потому что нет ничего важнее, чем гибка с точностью и эффективностью.Машины Ercolina используются нашими клиентами во многих отраслях промышленности и настоятельно рекомендуются для гибки с вращательной вытяжкой. С нашими моделями поворотно-вытяжных машин Super и Top Bender у вас есть возможность точно контролировать процесс гибки трубы от начала до конца. Ercolina предлагает модели станков для всех уровней производительности гибки в цехе от прототипа до производства с ЧПУ или ЧПУ.
Быстрая и повторяемая качественная гибка
Конструкция ротационной вытяжной машины для гибки труб Ercolina привнесла новшества и изменила рынок, предлагая быструю и стабильную качественную гибку по разумной цене.Наша компактная и мощная конструкция обеспечивает большую гибкость и требует ограниченного пространства в цехе. Машины Ercolina производятся с использованием передовых компонентов и доказали свою надежность, предлагая клиентам душевное спокойствие на протяжении многих лет производства гибки. Для клиентов Ercolina это означает высококачественный продукт, обеспечивающий невероятные результаты. Машины Ercolina превосходят так называемые конкурирующие гибочные машины, в которых используется устаревшая гидравлика и концевые выключатели для контроля углов изгиба. Никаких медленных движений с храповым механизмом, до середины гибки не требуется трудоемкая настройка инструмента.Все гибочные машины Ercolina программируются на угол изгиба с компенсацией упругого возврата и полные изгибы на 180 градусов за один быстрый цикл.
Почему сейчас хорошее время для модернизации цехового трубогибочного оборудования?
Сегодняшнему заказчику-изготовителю требуются рентабельные решения для конкуренции на существующих рынках, расширяя и улучшая свои текущие возможности. Производители, предлагающие услуги по гибке труб и труб, часто увеличивают свою долю на рынке и увеличивают важность для своих текущих клиентов.С помощью трубогибов и трубогибов Ercolina вы можете быстро производить гибочные работы в своем цехе и контролировать время и трудозатраты.
Цены на продукцию и гибочный станокErcolina вполне укладываются в бюджетный диапазон большинства клиентов. Хотя финансирование оборудования может быть сложной задачей, клиенты, имеющие право на получение кредита, находят более конкурентоспособные арендные ставки и общую более низкую стоимость аренды. Для максимальной финансовой гибкости CML USA, Inc. и Ercolina предлагают несколько вариантов аренды и различных сроков в соответствии с вашими требованиями.Посетите нашу страницу вариантов аренды, чтобы получить дополнительную информацию о доступных вариантах аренды и получить оценку стоимости.
Остались вопросы?
Если вам требуется помощь в определении того, какие трубогибы Ercolina подходят для вашего цеха, наши сотрудники хорошо обучены, чтобы помочь вам с вашими приложениями для гибки труб и труб. Звоните (563) 391-7700 или свяжитесь с нами.
заявок, рисунков, видео. Трубогиб для профильной трубы своими руками Трубогиб для профильной трубы
Следует обратить внимание на механизмы, рассмотренные в этой статье.Сделать трубогиб для профильной трубы своими руками – подробная инструкция, видео, фото, чертежи. С этими материалами реализовать соответствующий проект несложно.
Читайте в статье
Трубогиб для профильной трубы своими руками: Основные данные
Перед изучением рабочей документации и алгоритмов монтажа необходимо точно определиться с назначением изделия. Трубогиб для профильной трубы должен быть рассчитан на определенные усилия, размер заготовки, материалы.После ознакомления с параметрами адаптации, испытанной на практике, легче установить значимые критерии.
Что нужно этим устройствам
Для создания необходимого усилия здесь установлен рычажный механизм. Для фиксации свободного участка трубы применяют металлический штифт. Устанавливается в соответствующие пазы «гребешка» перед выполнением рабочих операций.
На примере данного заводского образца проще изучить конструктивные особенности:
- Рукоятка (1) регулирует автоматический ход поршня в обратном направлении.Это решение снижает нагрузку на пользователя.
- Гидравлическая система установлена внутри корпуса. Когда вы перемещаете рукоятку вверх и вниз на рабочий поршень (8), усилие передается до 150 кН. Этого достаточно, чтобы быстро гнуть заготовки из прочных металлов.
- Опорные ролики (3, 4) устанавливаются в нужные отверстия рамы открытого типа (5, 9). Они не повреждают поверхность, но обеспечивают надежную фиксацию.
- Такой съемный сегмент (6) рассчитан на сгибание под углом 90 °.Но при соответствующей конфигурации можно установить аналогичный продукт другой формы.
- Прочный корпус (10) установлен на трех опорах (7). Резиновые накладки предотвращают смещение при выполнении рабочих.
- Помимо очистки от загрязнений, периодически необходимо проверять состояние масляного фильтра (11). Других регулирующих процедур не требуется.
В этой технике используйте заготовку нужной формы. Он прижимается к трубе с помощью вращающегося ролика и рычага.
Важно! Перед скручиванием заготовки с использованием определенного радиуса необходимо изучить специальные каталоги. Сюда входят данные о допустимых деформациях труб из разных материалов с разной толщиной стенки. При нарушении этих инструкций в готовой продукции образуются видимые или скрытые дефекты.
Сравнительно небольшие механические нагрузки на рабочие инструменты создаются рычагами и ручным приводом. Для работы с твердыми металлами оборудование оснащено гидравликой,.
Изготовление трубогиба своими руками для профильной трубы: Чертежи и другие подготовительные операции
Простое приспособление для гибки алюминиевых и пластиковых заготовок показано на этом рисунке.
Для изготовления такой конструкции понадобится прочный. После разметки из него вырезают круглый профиль. Оставшаяся часть используется для изготовления опорного элемента. Созданные детали жестко прикрепляются к опорной поверхности. Для прочности составов, помимо шурупов, используются хомуты.Далее труба сгибается вручную до образования нужной формы.
Перед тем, как создать эту простую гибку для профильной трубы, рекомендуется составить элементарный чертеж с размерами. В шаблоне пригодится плотный картон, на который будет нанесена разметка. Понятно, что для изготовления более сложных конструкций необходима подготовка полноценной конструкторской документации.
Не обязательно строгое соблюдение инженерных норм производить гибку трубы для профильной трубы своими руками, схематического изображения вполне достаточно.Нужно только указать все размеры, определиться с материалами, технологическим процессом и комплектующими. Проект поможет решить несколько практических задач:
- В процессе подготовки будет понятно, нужно ли применять другое специальное оборудование.
- Полный список необходимых компонентов Подробности понадобятся для целевого посещения определенных магазинов.
- Нельзя забывать, что машину нужно защищать от неблагоприятных внешних воздействий с помощью пропитки из дерева ,.
- Некоторые детали будет сложно сделать самому. Вам следует разместить соответствующие заказы в профильных мастерских.
Важно! При изгибе прочных металлических труб требуются большие усилия. Чтобы не рисковать без надобности, можно использовать чертежи проверенной конструкции или копии промышленного образца.
Изготовление самодельного трубогиба для профильной трубы своими руками: видео и подробная инструкция
Здесь рассказывается о том, как быстро создать трубогиб своими руками для профильной трубы (видео).
Мастер использовал еловые материалы, швеллер, часть привода от старого велосипеда. Но ему пришлось самому создавать компаунды, чтобы обеспечить целостность тяжелой конструкции.
Чтобы узнать, как произвести гибку трубы для профильной трубы своими руками, чертежи и видео дополняют описания рабочих операций. Ниже приведены алгоритмы нескольких технологий сборки.
Прокатная труба
Гидравлическая гибка трубы
Винтовой механизм выполняет свои функции слишком медленно.
В этой конструкции используется стандартный домкрат. Он жестко закреплен на планке, которая подвешена на двух рессорах. Такое решение упрощает манипуляции с тяжелым домкратом при установке заготовок, зажимных сегментов.
Труба опирается на два круглых стержня. Их можно переставить в другие отверстия для создания изделий с желаемым радиусом кривизны. Детали прочного каркаса из стали (4-5 мм) скрепляются болтовыми и сварными соединениями. Конструкция была разборной. При необходимости демонтировать несложно.Домкрат можно использовать для выполнения других операций.
На основе каркаса созданы отверстия. Через них машинку можно надежно прикрепить к деревянным полугвоздям, самостоятельно вытягивая. Это придает дополнительную устойчивость стационарной конструкции. Его металлические части обезжирены, покрыты краской. Помимо хорошего внешнего вида обеспечивается хорошая защита от разрушительных процессов.
Для информации! При изготовлении самодельной гибки трубы для круглой трубы используются ролики, трафареты и отрезки с различной формой контактных поверхностей.Технологии используют те же, что и для гибки профильных изделий. Создайте указанные выше рисунки с соответствующими изменениями.
Артикул
Здравствуйте. Сегодня я хочу рассказать вам о своей самодельной гибке труб, которую я сделал этой зимой.
Идея собрать такую машину была у меня давно. С его помощью можно свернуть профильные трубы, придав им дугообразную форму. Такая операция очень востребована – можно собрать, например, теплицу, навес, козырек над входом.Можно придать интересную форму верхней кромке ворот, или металлической ограде …
И вот этой зимой я нашла время и взялась за эту самоделку. При проектировании я думал о следующих моментах:
Учитывая тот факт, что я не собираюсь использовать его профессионально, я решил сделать относительно простой дизайн, который легко транспортировать и который не будет занимать много места при хранении. . (Ведь буду гнуть трубы или возле дома, или на даче. Не буду каждый год пользоваться.И трубы большого сечения гнуть точно не надо). Поэтому мощную стационарную конструкцию с большим ресурсом я решил не делать …
В сети много описаний таких машин. Принцип работы у них одинаковый – в основе лежат три вала, один из которых движется в вертикальной плоскости. Именно он бьет по трубе и она, катаясь по этим валам, приобретает форму дуги.
… В основном все они делятся на два типа:
1.С «сломанной» станиной:
2. С подвижной центральной кареткой.
Второй тип более компактный (хотя и более сложный), поэтому я решил сделать именно такой.
В свою очередь трубогибы с подвижной центральной кареткой также делятся на два типа: с ведущим центральным валом и с двумя ведущими крайними валами, соединенными приводной цепью.
Если сделать ведущий центральный вал, то есть можно легко изменить расстояние между крайними, что даст дополнительную регулировку работы в зависимости от сечения (а значит, и жесткости) труб различного профиля.
Я сначала сомневался, не будет ли проскальзывания, если ведущий только один вал, но, пропустив в работе трубогиб с одним ведущим валом, я понял, что для этого усилия вполне хватит. А трубы на высоту больше, например 60 мм гнуть не собираюсь … поэтому остановился на таком приспособлении.
И вот через некоторое время у меня появился трубогиб, который вы увидите в этом видео:
Итак, еще … Мне нужно:
1. Старый неисправный гидравлический домкрат
2.Профильные трубы различного сечения.
3. Круг диаметром 40 мм, длиной 500 мм.
4. Подшипники 6206 4шт.
5. Подшипники 6202 8шт.
6. Schweller №65
7. Подшипники упорные 2 шт.
8. Метизы (болты, гайки, шайбы, плинтусы)
Начал с изготовления основных рабочих элементов – валов. У меня была завитая 40 мм, длинная половинка. Можно было досконально взять, но … было такое!))). И поэтому я разделил его на три части. Два – 130 мм и один – все, что осталось))))).Валы под подшипники заклеены на токарном станке (диаметром до 30 мм)
Валы готовы. Предназначен для сборки каретки. Решил сделать из 65-го Шавлера – в нем хорошо уложились 206-е подшипники …
После того, как я вырезал швеллер нужной длины, просверлил в его центре отверстие, а по бокам приварили угол:
После этого я начал делать центральный винт.Взял от старого гидравлического домкрата, который нашел на металлоломе. Когда я убедился, что он никогда не будет валетом, я решил его использовать.
Сам винт имел диаметр 30 мм. В его конце сверлом 8мм вывалил глухую ямку, забил там булавкой и прихватил сваркой:
Винт домкрата вкручивал в поршень. Срезал у него верх (ниткой) и еще одно кольцо, шириной 20 мм.
Я знал это до винта, сам винт вставил шпильку в отверстие каретки и приварил кольцо к каретке:
Это будет место для посадки опоры спереди.(Подобрал по внешнему диаметру)
Накрутил гайку на шпильку, и просверлил отверстие в гайке и в шпильке:
Можно было только в шпильке, но вроде бы мне надежнее. Теперь гайку можно сдать на хранение после сборки узла. А узел, как вы уже догадались, состоит из винта, подшипника, каретки, второго подшипника и гайки.
Теперь при нажатии винт будет опираться на каретку через верхний подшипник, а когда каретка будет висеть на нем через нижнюю.
По бокам каретки приварил профильную трубу 50 на 20 – это будут направляющие, а в углах просверлил отверстия и нарезал резьбу М6. Ввернуты болты крепления хомутов ведущего вала.
Сами хомуты крепления подшипников я вырезал из жести – крепость там не нужна, лишь бы вал не падал при подъеме каретки:
Далее я начал делать верхнюю пластину.Он должен быть очень прочным – все будет выдерживать всю силу винта, когда труба изгибается. Поэтому сделал из того же 65-го швелла. Так как для вертикальных стоек я решил использовать профильную трубу 50 на 25 (расстояние между полками 65-го швеллера всего 50 мм. Стойки войдут в нее и прикрутят болты М10 с гайками), то ширина верхней пластины должна Ширина каретки быть на 50 мм больше (2 раза 25). Вырезаю два таких кусочка капеллера.
Другой порез на Polull и распущенный вдоль:
Центр вставил резьбовую часть, отрезанную от поршня домкрата:
Все сварено и слишком сильно разрезано:
Затем я начал заправлять кровать.Она тоже собрана из профильной трубы. Секция заняла 60 на 30:
Я решил сделать по три позиции для каждого вала. Еще я сделал посадочную трубу для подшипников, поэтому отрезал 12 одинаковых отрезков по 50 мм. (Здесь и не только здесь мне очень помогло, о чем я вам рассказывал в прошлой публикации):
После этого приварил к станине вертикальные стойки и посадочные площадки для подшипников:
А также четыре ” ухо »по краям. Позже в них будут просверлены отверстия для крепления шурупов трубогиба к верстаку.
Основная масса готова. Можно приступить к предварительной сборке:
Отрезок трубы 20 был приварен к винту сверху. Ушла надолго. Решил, что в процессе тестирования, если будет мешать, приобрету и воспользуюсь съемным рычагом от патрубка 15 на 15, который вставлен внутрь … Но, забегая вперед, скажу, что не было нужно это. Рычаг реально мешает ручке ротора, если повернуть его на четверть оборота (торчит изгиб трубы).Но оказалось, что закручивать винт с интервалом вполне нормально.
Далее начал делать приводную ручку … Решил сделать саму ручку из профильной трубы 15 на 15 и шпильки. Просверлил на торце отверстие, вставил в него шнурки шпилек М14, приварил и зачистил:
Теперь на самом рычаге нужно сделать загиб – будет установлена загиба трубы. на краю стола или верстака.
Далее – совместить с валом. Решил заранее сделать ее не только съемной, но чтобы она переворачивалась и не болталась в транспортном положении и не цеплялась. На валу сделал такой профиль:
После этого просверлил глухое отверстие и нарезал в нем резьбой М8. Рукоятка оденется на вал и закрепится через шайбу с помощью барашкового болта.
Теперь нужно сделать ступицу на ручке.Использовал срезанный уголок:
Потом, как скульптор, слишком все проверял :)))))
Рычаг готов. На самой ручке (которая сделана из шпильки М14) достал полиэтиленовую обшивку водопровода и накрутил накидную гайку.
А вообще хочу отдельно остановиться на использовании мне накидных гаек. Я часто их использую, если нужна ось вращения. Правильно подобрав длину оси, можно накрутить накидную гайку и затянуть с максимальным усилием – она будет брошена в ось колпачка, и открутить ее будет непросто.Конечно, фиксировать ось таким образом не стоит, например колесо, без черчения, не стоит, а вот для «неважных» осей, типа «штор», на которых что-то открывается-закрывается, оно вполне подходит.
Вернемся к трубогибу … как я уже сказал, для меня был важен момент, как очень простая переустановка валов. (Потому что, зная, например, себя, я уверен, что не буду использовать его до последнего варианта, если его сложно использовать … Например, если бы валы были близко, и труба попала бы с большое сечение, я бы постарался аккуратно Прокатить в таком положении валов, если бы пришлось откручивать много гаек, чтобы поменять… и, скорее всего, бормочет …). Поэтому места установки подшипников я сделал из профильной трубы. Вал просто вкладывается в нужную пару стоек.
Но такая конструкция противоречила другому моему требованию – мобильности! Ведь при переноске станка валы пришлось бы снимать и переносить отдельно … При этом нужно было бы снимать с них подшипники (ругался под неплотную посадку и они могут подписаться). Меня это не устраивало. Поэтому решил сделать деталь, которая сверху лазает на подшипники и закрепил их.Я взял два разреза профильной трубы, сечением 50 на 20 мм, стенка 2 мм.
После этого обрезаю их по широкой части, разделяя стену на 10 и 40 мм. При этом, с другой стороны, я указал этот размер зеркала. Таких заготовок у меня получилось четыре:
Учитывая, что ширина 206-го подшипника 15 мм, внутри этой заготовки она сильно увеличивается.
Замерил нужную длину, остаток вырезал так:
После этого верхняя часть сломалась на 90 градусов, соответственно смыл угол:
На них вырезал для этого вот “зуб”:
Теперь установил оба вала с одной стороны изгиба трубы, одел на них получившиеся детали, к вертикальным стойкам, пропитая насквозь, прикрепил их длинными винтами М4 с накидными гайками (ось получилась ).Впереди же я подружился друг с другом, у которых вперед выступали полосы боковых стенок. Теперь, если сдвинуть их вместе, мы получим П-образную крышку, которая при опускании будет закрывать подшипники вала и плотно их фиксировать:
Трубы квадратного, прямоугольного или овального сечения называются профильными. Чтобы собрать изгиб трубы своими руками, нужно выяснить, с какой трубой вы собираетесь работать и уже выталкивая из профиля трубы собирать изгиб трубы.
При строительстве навесов, малых архитектурных форм, теплиц – такой материал применяется не реже, чем традиционные трубы.Строители отдают предпочтение такому сечению из-за ровных поверхностей, на которые удобно монтировать рубероид. Да я. Внешний вид Такая труба намного респектабельнее.
При обработке Profiter он не сложнее раунда, однако, когда он гибкий, следует учитывать некоторые особенности.
Как гнуть профильную трубу – самый простой трубогиб
Необязательно делать сложный прибор из валков, рычагов и станины. Для изгиба профильных труб небольшого сечения несложным способом например:
Заливка песком
Во внутренней полости заготовки засыпается песок, желательно речка.Песок предварительно расписан и просушен. Ямы с торцов забиты пробками. Далее профильная труба огибает шаблон необходимой формы.
Вместо дорна песка
При необходимости место загиба можно предварительно прогреть паяльной лампой или газовой горелкой.
ВАЖНО! При использовании этого метода необходимо контролировать боковые стенки заготовки. Если вы превысите критический радиус – труба будет предложена как карточный домик.
Заливка водой
На самом деле гнуть профиль водой бессмысленно.Поэтому сначала его нужно заморозить. Для этого трубу заглушают с одной стороны заглушкой (можно использовать обычный пластилин), заливают водой и выставляют на мороз.
Важно! Второй конец заготовки оставляют открытым, чтобы не «сломать» трубу при расширении льда.
Застывший профессионал сгибается на шаблоне. Конечно, использовать горелку или паяльную лампу нельзя, иначе пропадет весь смысл заливки льда. Таким способом хорошо гнутся тонкостенные медные или алюминиевые трубы.
Пружина (самодельная Дорна)
Предварительно из стальной проволоки представляет собой пружину, размеры которой на 3-5% меньше внутреннего сечения профиля. Готовую застежку кладут внутрь, а профтругубу можно сгибать традиционным образом по шаблону. После окончания работы пружина снимается, выравнивается и может быть использована повторно.
Резка и сварка
Следующий метод применим в случае, когда радиус изгиба небольшой, а профиль толстостенный и прочный.С внутренней стороны предполагаемого загиба болгаркой вырезают отрезки, геометрия которых рассчитывается перед началом работ.
Труба загибается на нужный радиус, а закрытые края вырезов завариваются любым способом. Для эстетики места сварки шлифуют болгаркой.
Важно! Перечисленные методы «работают» на мышечную силу, поэтому применимы только для тонкостенного профиля небольшой прочности.
Для работы с более серьезными размерами и характеристиками профиля требуется специальный инструмент.
В промышленных масштабах профилированную ручку изгибают с помощью специальных станков, многие из которых оснащены. Это совсем не значит, что процесс нельзя повторять дома.
Гибкая трубка – довольно распространенная процедура, которую выполняет специальное устройство – трубогиб. Трубогиб для профильной трубы можно сделать своими руками, а можно купить на строительном рынке или в магазине.
Последовательные устройства различаются по принципу работы, у них могут быть разные типы приводов, однако для работы с любым из этих устройств требуется определенный опыт.Ограничивает использование устройств, изготовленных в производственных условиях, и то, что им не подходит. Хорошим выходом из всех подобных ситуаций станет самостоятельное изготовление приспособлений для гибки профильных труб, от которых можно использовать средства защиты.
Обязательные элементы дизайна
Для изготовления трубогиба своими руками можно использовать чертежи различной конструкции. Их выбор определяется в основном тем, какие материалы у вас есть. Чаще всего останавливают свой выбор на отводах труб фронтального типа, в конструкцию которых входят:
- три ролика (вала), которые должны быть металлическими; Цепь приводная
- ; Ось вращения
- ;
- механизм, приводящий в движение все элементы устройства;
- металлических профилей, из которых будет изготовлен каркас устройства.
Чтобы разобраться, как согнуть профильную трубу на самодельном приспособлении, важно понимать, по какой технологии идет такой процесс. Как правило, при изгибе трубы используется принцип прокатки или прокатки, что позволяет минимизировать риск заворачивания и повреждения трубы.
Чтобы сделать изгиб профильной трубы с помощью такого приспособления, ее необходимо вставить между ручкой и повернуть. Использование такого простейшего гибочного устройства позволяет получить на профильной трубе волокнистые волокна, полностью соответствующие заданным параметрам.
Для изготовления простого станка для изготовления гибких профильных труб потребуются следующие конструктивные элементы:
- домкрат обыкновенный;
- металлических профилей и полки, необходимые для изготовления каркаса;
- пружин, отличающихся повышенной прочностью;
- валов в количестве 3 шт .; Цепь приводная
- ;
- ряд других конструктивных элементов.
При использовании такого устройства, процесс работы которого можно увидеть на одном из видео ниже, труба размещается на двух боковых роликах, а третья сторона опускается сверху, создавая необходимое усилие.Чтобы придать трубе необходимый изгиб, следует прокрутить рукоять, в результате получится цепь и соответственно валы оборудования.
Процесс изготовления отводов
Для изготовления устройства для получения необходимо выполнить следующие процедуры.
- Готовят надежный каркас, элементы которого соединяются с помощью сварки и болтовых соединений.
- По заранее подготовленному чертежу выставляем ось вращения и сами валы, два из которых размещены над третьим.От расстояния, на котором расположены оси таких валов, зависит радиус изгиба профильной трубы.
- Для активации такого механизма гибки используется цепная передача. Для настройки такой передачи она оснащена тремя передачами, а саму цепь можно выбрать от старой машины, мотоцикла или другого оборудования.
- Для переноса такого оборудования необходима ручка, которая соединяется с одним из валов. Именно за счет такой ручки создается необходимый крутящий момент.
Инструкция по изготовлению гибки труб
Самостоятельно изготовить трубогиб для профильной трубы совершенно несложно, если придерживаться следующей технологической последовательности.
- На зажимной вал установите шестерни, подшипники и кольца, которые соединяются с ним шпонкой со шпонкой. Сначала разрабатывается чертеж такого вала, затвора для подшипников и роликов, затем эти детали вынимаются, что лучше всего доверить квалифицированному поворотному столу. Всего для этого устройства необходимо сделать три вала, один из которых подвешен на пружинах, а два других расположены по бокам.
- Затем в кольцах необходимо просверлить отверстия, которые необходимы для изготовления проточки и нарезания резьбы.
- Теперь необходимо сделать полку, для которой используется швеллер, в котором также просверлить отверстия и нарезать резьбу, необходимую при установке напорного вала.
- Вся конструкция оборудования после подготовительных работ должна быть собрана, для чего используются сварные и болтовые соединения. В первую очередь выполняется монтаж каркаса, который одновременно обслуживает и опоры колена.
- Следующим шагом является навешивание полки с закрепленным на ней прижимным валом, для чего используются пружины. После этого на самодельной гибке труб необходимо установить боковые опорные валы, один из которых монтируется.
- Последний ход – установка домкрата на трубогиб.
Некоторые тонкости выполнения монтажных работ:
- к полке дополнительно прикручивается прижимной вал, фиксируемый ключом;
- установка прижимного вала осуществляется по следующей схеме: вал устанавливается на полку, к которой предварительно привариваются гайки для пружин, после выполнения монтажных работ полка переворачивается и висит на пружинах;
- натяжение цепей осуществляется с помощью магнитного уголка, который используется в качестве держателя; №
- при вращении пружин используются мечи, которые предварительно изготовлены из Гроверса;
- ручка привода гибочного станка выполнена с поворотной трубкой; Домкрат
- у самодельного устройства Устанавливается на подвесной платформе, для чего используются болтовые соединения и сварка.
Производство отводов гидравлических труб
В Интернете можно найти множество фото и видео, как самостоятельно сделать приспособление для гибки профильных труб с гидроприводом. Процесс изготовления такого трубогиба, оснащенного гидроцилиндром, напорным устройством и трубами для труб, является довольно трудоемким мероприятием.
На чертеже и в конструкции такого гиба трубы можно выделить следующие элементы:
- домкрат гидравлический грузоподъемностью не менее 5 тонн;
- башмак;
- роликов в количестве 2-3 шт .;
- мощный нарезчик металла;
- пластин из толстого металла и других деталей.
Для выполнения требуемого изгиба профильной трубы с помощью гидравлического устройства необходимо вставить ее в башмак и зафиксировать оба ее конца. После этого необходимо использовать домкрат, который его поднимающийся стержень надевает на ролик, воздействуя на трубу и загибая ее. После получения необходимого угла изгиба процесс можно остановить и снять трубу с изгиба, потянув рукоятку домкрата несколько раз в обратном направлении.
Способы гибки труб на самодельном станке
Вопрос в том, как согнуть профильную трубу с помощью самодельной гибки трубы, вряд ли вас поставят в тупик, если вы ознакомитесь с еще несколькими рекомендациями.На гидравлических машинах безопасно выполнять гибкие профильные трубы из разных материалов, а также толстостенные изделия. Можно выполнить такую операцию как холодным, так и горячим способом, предполагающим предварительный прогрев участка трубы.
Таким образом, с помощью ручного гидравлического гибочного станка можно воздействовать на трубу двумя способами:
Холодный – это самый простой способ гибкости, который применяется для труб из пластмассовых материалов. Тонкость такого процесса – заполнение трубы гибким песком, солью, маслом или холодной водой.Это позволяет добиться лучшего изгиба без значительных деформаций трубы.
Если вас интересует вопрос, как правильно согнуть профильную трубу с толстыми стенками или изготовленную из материалов повышенной жесткости, ответом на него будет использование метода горячей гибки.
На вопрос, как согнуть профильную трубу максимально точно и без лишнего труда, дадут ответы несколько полезных советов от квалифицированных специалистов.
Съемные ролики разной формы позволят комфортно работать не только с профильными трубами, но и с круглыми
.- При ручной гибке гибких профильных труб можно не использовать звездочки, а собрать конструкцию на основе одного приводного ролика.Вместо зажимного винта при такой гибке труб часто используют домкрат.
- Если гибка по шаблону, то труба с него не выскользнет, в качестве упоров можно использовать металлические крючки.
- Если необходимо выполнить гибку профильной трубы большого радиуса, лучше всего использовать трубогиб с тремя роликами.
- Чтобы получить более универсальный гибочный станок, вы можете сделать его подвижными роликами. Так вы можете изменить радиус изгиба трубы.
В видео ниже мастер делится опытом изготовления трубогибов из материалов для студентов.
Чтобы строго соблюдать размер требуемого изгиба трубы, лучше всего проводить такую операцию, используя шаблон, сделанный из дерева. Даже самый простой ручной трубогиб с использованием такого шаблона позволит получить изгиб профильной трубы с точным соблюдением заданных параметров. Кстати, такие шаблоны в основном производятся для реализации простейших ручных способов гибки.
Трубогиб – это прокатный стан, предназначенный для гибки под заданным радиусом труб различного сечения и диаметра.
О том, как это работает и как это можно сделать в домашних условиях, и пойдет речь в этой статье.
Назначение
Очень часто при работе с металлической трубкой обычного (круглого) и прямоугольного (профильного) сечения требуется их согнуть на определенный угол. Такая необходимость возникает вне зависимости от вида работ – будь то прокладка трубопровода в мастерской, установка сплит-системы в квартире или приварка промо-скамейки или беседки к коттеджу.
Тонкие трубки, например, медные, часто используемые в системах кондиционирования, можно гнуть руками, но гнуть вручную всегда нестандартно, а проще говоря, изгибать. Для серьезного производства это недопустимо. Толстую стальную трубу, особенно профильную, вручную гнуть невозможно. Вот в этой ситуации и придет на помощь загиб трубы. Они могут аккуратно, точно по заданному радиусу изгибать трубу, не допуская разрывов, утонения стенок и других деформаций металла.
Принцип работы
Принцип работы любого станка для гибки труб, несмотря на большое разнообразие конструкций, одинаковый:
- Трубка либо закрепляется в двух точках, условно назовем их A и B, либо в точке b, которая находится между ними, проводится на ней, что приводит к образованию изгиба.По сути, это разновидность пресса.
- Либо используются только две точки, одна из которых фиксирует трубу в пространстве, позволяя свободно скользить назад (в одной плоскости), а вторая представляет собой вращающийся роликовый зажим. Конец профиля зажат в фиксаторе, ролик поворачивается на определенное количество градусов, профиль соответственно изгибается.
Разновидностей гибки труб много, но все они имеют схожие элементы конструкции: в них одна или две стационарные точки крепления для трубы и одна – мобильная .Его перемещение в заданной плоскости и приводит к изгибу профиля.
В качестве опорных точек всегда используются ролики или ролики. Изгиб трубы в жестких хомутах возможен, но легко может привести к разрыву материала. Если профиль может свободно скользить по роликам, значит, он не поврежден.
Для гибки профильных труб с поперечным сечением прямоугольника и квадрата применяется тот же принцип, что и для круглого сечения. На роликах с соответствующим желобом следует монтировать только гибку трубы, иначе это вызовет деформацию профиля и, возможно, выход из строя всего механизма.
Разновидности
В первую очередь, гибка труб делится на ручная и автоматическая . Первые рассчитаны на работу с профилем небольшого сечения, до 40х40 мм, потому что согнуть рукоятки более толстой трубы невозможно даже с помощью рычага. В быту они в основном используются, при этом бывают мобильные и стационарные устройства.
Мельницы автоматические насосные предназначены для промышленных условий. Как правило, они стационарного типа.
Они оснащены электроприводом от двигателя соответствующей мощности. Бывают гидравлические или комбинированные – электрогидравлические модели.
Основная классификация основана на принципе действия:
- домкрат (или арбал),
- прокатный
- обмотка.
Первые два типа конструктивно очень похожи друг на друга. Есть два ролика, через которые протягивается труба. На домкрате или прессе располагается третий ролик или полукруглый упор, осуществляющий давление на профиль.Единственное отличие состоит в том, что при прокатке профиль с определенной скоростью прогоняется под прижимным роликом, а сам ролик фиксируется неподвижно. А при использовании трубогиба типа «арбальт», наоборот, разливочный пресс выполняется на закрепленном участке профиля.
Тип намотки подразумевает, что изгибаемый материал закреплен в одном ролике (или системе роликов) и наматывается на другой.
Каждый вид строительства имеет свои достоинства и недостатки:
- «Арбельт» конструктивно проще, его проще сделать в домашних условиях из обычного домкрата.Но аккуратно распутать им конец трубы сложно, к тому же при изгибе на большой радиус это может привести к разрыву металла.
- Вальцегибочный станок обеспечивает высокое качество гибки на любой радиус, но для протягивания трубы необходим двигатель. Именно этот вид чаще всего можно встретить в заводских мастерских.
- Обмотка может быть как стационарной, так и мобильной (ручной). Это особенно удобно для труб малого и среднего диаметра. Основным недостатком является невозможность изменения бордюра изгиба и варьирования радиуса: они всегда зависят от намоточного ролика.
На заметку: в промышленности активно используются НКТ с ЧПУ, которые могут выполнять из труб любые криволинейные конструкции по программе.
Как сделать трубогиб своими руками?
Если вам нужен трубогиб для ремонтных работ дома или на даче, и работа планируется с трубами небольшого диаметра, то дорогое устройство можно не покупать, а смонтировать своими руками у подруги. Вариантов изготовления существует бесчисленное множество.
Перед тем, как приступить к работе, вам нужно будет определиться с сечением и формой профиля трубы, которую вы будете гнуть.Ширина и форма роликов должны точно соответствовать диаметру и сечению трубы, иначе она либо застрянет в них, либо будет «ходить», что приведет к неравномерному изгибу или другим деформациям. Труба должна входить между роликами как альбель, не торчать и не болтаться. Или необходимо использовать цилиндрические ролики без желоба и контролировать поломку вручную.
Также в вашей работе могут помочь следующие рисунки:
Производство труб прокатного типа
- Сварная рама монтируется на любую подходящую основу.В нем установлены два поддерживающих ролика. При этом на рисунке расстояние между ними может варьироваться за счет установки в паз – чем больше расстояние, тем больше радиус изгиба.
- Ролики соединены между собой через шкив. велосипедная цепь, приводной ремень и т. д. Чтобы они вращались одновременно.
- Рама приваривается или крепится на болты, состоит из опорного ролика с держателем и простого винтового механизма. Вместо прижимного винта можно использовать обычный домкрат.
Принцип работы прост: гибочный материал вставляется между опорными роликами, ведущий ролик опускается сверху, обеспечивая необходимый прогиб. Чем сильнее нажатие, тем больше изгибается профиль. Если вам нужно равномерно согнуть большой отрезок трубы, например, для формирования основания под крышей теплицы, ролики активируются с помощью ремня или цепи (вручную или с помощью электродвигателя), так как в результате чего трубка вытягивается и равномерно изгибается.
Производство трубогибов намоточного типа
Если есть необходимость изгибать трубы небольшого сечения, но с малым радиусом изгиба, то можно собрать самодельные трубы гибочного типа.
Конструкция чем-то похожа на витую машину для домашнего консервирования. Основная часть – два ролика с прямоугольными желобами точно по форме трубы. Ведущий ролик (на рисунке большой) крепится к любому основанию. Это обеспечит радиус и закругление гибкой трубки.
Маленький ролик, установленный на рычаге. Конструкция работает следующим образом: один конец профиля вставляется в фиксатор. Профиль заполняется между роликами. С помощью мышечной силы (как правило) рычаг «распахивает» трубу ведущему фильма.
Трубогибочный станок без оправки CC90 CNC
ПАНЕЛЬ УПРАВЛЕНИЯ ESA S625
Трубогибы Nargesa управляются с помощью интуитивно понятного и простого в использовании 7-дюймового цветного сенсорного экрана с новейшими 4-мя моделями.0 технологии. Просто введите размеры трубы, толщину, угол изгиба или кривых и выберите матрицу из библиотеки, и система управления автоматически запрограммирует остальные параметры; коррекция упругого восстановления (упругая отдача), рекомендуемая скорость вращения, необходимость в опоре резцедержателя или нет и возможна ли намеченная кривая … Все это может быть изменено конечным пользователем в зависимости от его собственных потребностей. Это некоторые из наиболее важных функций этой системы управления.
- Хранит до 10 000 программ.
- Можно запрограммировать до 50 различных углов на одной детали.
- Размеры могут быть запрограммированы в дюймах или миллиметрах.
- Библиотека имеющихся штампов с возможностью программирования новых.
- Библиотека труб различной формы и различной толщины.
- ЧПУ может поставляться на более чем 20 различных языках.
- Автоматическая или ручная регулировка скорости вращения от 1.От 5 до 5,4 об / мин.
- Ручной или автоматический режим.
- Автоматическая коррекция упругого восстановления (возвратное движение).
- Счетчик штук.
- Независимая коррекция программируемой конечной степени кривой.
- 4.0 Технологии
- Диагностика аварийных сигналов на экране.
- Предупреждение о профилактическом обслуживании.
- Может быть удаленно подключен производителем без необходимости выезжать на место установки.
- Предупреждение на экране, если необходимо использовать опору резцедержателя.
- 7-дюймовый цветной сенсорный экран с разрешением 800 x 480
- Силиконовый диск 128 МБ
- 2 аналоговых входа, разрешение 12 бит.
- 16 цифровых входов (24 В постоянного тока).
- 16 цифровых выходов (24 В постоянного тока, 0,7 А макс.) Защищены от перегрузок и коротких замыканий.
- 1 последовательный порт RS232
- 1 порт CAN с 9 контактами разъема D-Sub F.
- Источник питания 24 В постоянного тока
- 1 порт USB
Квадратный трубогиб для гибки труб
Наши трубогибочные машины, например, могут специализироваться на следующих областях применения. Если вам нужно специальное решение для гибки или правки труб для вашего трубного проекта – возможно, это будет возможно со Stierli Bieger.
Гибка газовых и водопроводных труб
Газовые и водопроводные трубы можно гнуть на гибочном станке Stierli с помощью стандартных инструментов для гибки труб.Для каждого размера трубы используется отдельный сегмент гибки.
Наряду с трубами, соответствующими DIN EN _______, трубы для перил можно гнуть без оправки. Однако эти трубы имеют больший радиус изгиба.
Изгиб нержавеющих труб невозможен. Такие трубы всегда необходимо гнуть на оправке.
Гибка газовых труб на стандартном трубогибе выполняется быстрее, чем на станке для гибки труб на оправке.
Гибка прямоугольных / квадратных труб
Гибка прямоугольных или квадратных труб может выполняться с помощью специального инструмента.При этом трубка изнутри слегка сжимается, чтобы материал мог течь.
Эта процедура гибки труб очень экономична и быстрее, чем на станке для гибки труб на оправке.
Колено американской трубы
При гибке квадратных или прямоугольных труб внутренняя часть слегка сжимается, чтобы материал мог течь контролируемым образом. Это также известно как «американский изгиб трубы».
Эта процедура часто используется, когда такие трубы требуют экономичного изгиба.Таким образом, не требуется дорогостоящая машина для гибки оправки, и процесс гибки также выполняется быстрее.
Сплющивающие трубы
Трубы могут быть плоскими в металлической или стальной конструкции. Плоские трубы можно использовать, например, для изготовления распорок.
Гибка тяжелых труб большого диаметра до 400 мм
Трехвалковые гибочные машины для большого диапазона диаметров очень дороги или даже не производятся производителями трехвалковых гибочных машин.
Если радиус изгиба не должен быть слишком маленьким, такую трубу можно также пошагово согнуть на гибочном прессе Stierli.
Большие диаметры> 400 мм по запросу.
Складные трубы
Мы создали решения для гибки труб в металлических и стальных конструкциях. В результате можно сэкономить на трудоемких работах по распиловке и сварке.
Процесс гибки труб при вытяжке
Более тонкие трубы и меньшие радиусы можно гнуть, чем на стандартной трубогибочной машине (процесс гибки труб под давлением).Процесс гибки труб с вытяжкой имеет еще несколько возможных применений, чем процесс гибки под давлением.
Для гибки труб мы можем порекомендовать вам, например, следующие станки:
Eagle Bending Machines, Inc. осуществляет инвентаризацию и поддерживает обширную линейку профилегибов, профилегибочных машин, универсальных валковых гибочных станков, угловых валков, а также трубогибов и трубогибов. У нас есть стандартные инструменты, специальные инструменты и детали, готовые к отправке. Хотя вальцегибочные машины Eagle технически представляют собой вальцы для гибки профилей, их часто называют трубогибами, профилегибами, трубогибами, гибочными вальцами или просто вальцегибочными станками. Наша дочерняя компания, Carell Corporation, поставляет листовые валки, горизонтальные прессы, профили для изготовления декоративных прутков, валки с двойным прижимным углом и многое другое. Профилегибочные машиныEagle используются для гибки всех типов материалов и профилей.Наши вальцегибочные машины обрабатывают низкоуглеродистую сталь, нержавеющую сталь, алюминий, титан, бронзу, латунь, медь, а также другие сплавы. Наши более 7500 гибочных станков используются для производства морских поручней, алюминиевых оконных рам, стальных профилей, декоративного и декоративного железа, рам и компонентов мотоциклов, выхлопных труб и многого другого. Наши прокатные станки обрабатывают плоский пруток, квадратный пруток, квадратную и прямоугольную трубу, круглый прут, швеллеры и Т-образный пруток, используя стандартные инструменты, поставляемые с машиной.С дополнительным оснащением Eagle Bender может катать угловое железо, круглые трубы и трубы, овальные трубы, гнутые профили, алюминиевые профили и специальные профили. Для декоративных применений Роликогибочные станки Eagle могут быть оборудованы дополнительными спиральными гибочными инструментами, инструментами для скручивания пикетов и приспособлениями для винтовых лестниц. Если вы планируете купить ручной гибочный или гидравлический гибочный станок, трубогиб с ЧПУ или трубогибочный станок, или любой тип вальцегибочного станка, Eagle может удовлетворить ваши производственные потребности. На нашем складе более 60 вальцовочных станков, готовых к быстрой доставке. Наши секционные трубогибы доступны во всех размерах от небольших экономичных портативных трубогибов до больших тяжелых трубогибов, которые соответствуют вашему бюджету на прокатку. E В отделе обслуживания гибочных машин agle работают опытные профессионалы, прошедшие заводскую подготовку, для обслуживания ваших запасных частей, ремонта и технических нужд . У нас есть запасные части и оснастка.Наш станочный цех с ЧПУ может изготовить любую необходимую вам оснастку в кратчайшие сроки. Мы производим инструмент для других марок кольцепрокатных и вальцегибочных машин. Вальцегибочные станки Eagle серии BA с ЧПУ с прямым вводом радиуса для гибки валков большого объема или деталей с несколькими радиусами вращения позволяют выполнять свертывание на новый уровень с высочайшей точностью, повторяемостью и скоростью. Наши высококачественные OEM-компоненты не являются патентованными и доступны по всему миру. Гарантия на наши вальцегибочные станки не имеет себе равных.На основные рамы предоставляется ограниченная пожизненная гарантия! Мы уверены в превосходном качестве Eagles. Независимо от ваших потребностей и бюджета на трубогиб, вы получите выгоду от выбора Eagle. Наш Истинное качество и целостность – в деталях каждого вальцегибочного станка Eagle. Сравните и убедитесь сами, почему Eagle Bending Machines является наиболее уважаемой торговой маркой в области гибки валков. Мы поддерживаем гибочные станки, выпущенные более 30 лет назад.Посетите наш выставочный зал, испытательный центр и цех станков с ЧПУ, чтобы увидеть «Детали» из первых рук и |
Руководство по выбору трубогибочных машин: типы, характеристики, применение
Трубогибочные станки используются для гибки труб и изготовления готовых деталей. Трубки представляют собой конструкционные полые трубопроводы, которые используются в качестве трубопроводов для жидкостей и газов в пневматических, гидравлических, медицинских и технологических приложениях.Трубы измеряются по их внешнему диаметру и обычно меньше и менее жесткие, чем трубы. Трубы – это сосуды, которые используются в транспортных системах для жидкостей и твердых тел. Как правило, они имеют больший диаметр и измеряются по их внутреннему диаметру независимо от толщины стенки. Оборудование для гибки и изготовления труб используется для выполнения таких операций, как гибка, обжимка, развальцовка и гибка.
Существует семь основных типов трубогибочных машин, каждый из которых работает по-своему.Как описано ниже, способ работы каждой машины зависит от нескольких характеристик.
Гидравлическое формование труб. Кредит изображения: H&H Tube
Типы
Существует много различных типов трубогибочных машин.
с числовым программным управлением (ЧПУ) гибочные станки производят гибки с малым радиусом, сгибы с большим радиусом и эллиптические сгибы – все на одной и той же детали. Это сложные машины, которые гарантируют высокий уровень производительности и воспроизводимости.Гибочные станки с ЧПУ используются для создания сложных трубчатых деталей, поскольку они могут автоматически манипулировать трубой и точно позиционировать ее. Они состоят из трех осей и каретки с приводом от серводвигателя, которая автоматически устанавливает расстояние между изгибами и его плоскость. Гибочные станки с ЧПУ не имеют гидравлических или пневматических элементов, что обеспечивает большую повторяемость и производительность. Эти машины используются в нескольких отраслях промышленности, включая автомобилестроение, HVAC, судостроение и железные дороги. Существует три типа осевых гибочных станков с ЧПУ:
Станки для гибки труб Vector представлены в различных моделях и предназначены для автоматизированного производства труб.Они бывают разных размеров, скорости оси и управляемости для ускорения и замедления. В высокотехнологичных моделях цепи не используются. Эти машины могут использоваться для производства высокопрочных авиационных труб и автомобильных выхлопных труб.
Трубогибочные электрические трубогибочные машины Vector являются самыми современными и обеспечивают высокий уровень производительности, качества и надежности. Электрический привод этих машин позволяет экономить больше энергии, чем обычные трубогибочные машины с гидравлическим приводом.Эти машины могут реверсировать вращение гибочной головки, что дает операторам гибкость при выполнении сложных операций по гибке. Эти машины оснащены усовершенствованным пользовательским интерфейсом с сенсорным экраном для программирования и контроля производительности.
Станки для гибки труб с орбитальной головкой обладают значительной гибкостью и могут использоваться для сложной гибки труб с ЧПУ. Эти машины легко производят трубчатые детали со змеевиками, фитингами и шлангами, а также могут быть легко интегрированы с автоматическим погрузочно-разгрузочным оборудованием.Они используются с компьютерным управлением на сенсорном экране с высоким разрешением. Расширенные функции этих машин помогают вращать головку и цанги одновременно вокруг деталей, что сокращает время цикла и гарантирует оптимальную производительность. Машины – идеальное решение для систем кондиционирования воздуха, автомобилей, грузовиков и других сложных приложений.
Гидроформовочное оборудование использует давление жидкости для формования черных или цветных материалов в форме штампа. Компоненты машины состоят из гидравлического гидроформовочного пресса, усилителей давления, системы гидроформовки воды и гидроформовочной установки.Пресс открывает и закрывает пролитую полость формы, позволяя вставить заготовку и удалить готовый продукт. Насос обеспечивает внутреннее давление, а гидроцилиндры уплотняют концы трубы, чтобы улавливать давление для деформации. Преимущества использования этого процесса включают снижение веса, уменьшение количества деталей и увеличение вариантов конструкции. Гидроформинг позволяет создать уникальную геометрию в одном процессе.
Процесс гидроформинга. Кредит изображения: ALF Engineering
Плунжерная гибка и Машины для гибки под давлением помещают трубу или трубу в матрицу.Трубка или труба удерживается за два конца, и шток продвигается по центральной оси, чтобы согнуть трубу. Труба или трубка деформируются внутри и снаружи кривизны. В зависимости от толщины трубы или материала трубы этот процесс деформирует трубу или трубу в овальную форму. Это самый простой и дешевый способ гибки. Изгибание с помощью плунжера лучше всего использовать для электропроводки и аналогичных изделий небольшого калибра.
Гибочный барабан. Кредит изображения: Дизайн автомобильной космической рамы
Оборудование для гибки тепла помещает индукционную катушку вокруг трубы или трубы и прикладывает изгибающую силу, когда объект проходит через нагреваемую катушку.
Набивка песком или Машины для гибки горячих плит заполняют трубу песком, закрывают концы и нагревают. Труба изгибается вокруг штифтов с помощью механической силы. Этот процесс сводит к минимуму деформацию поперечного сечения трубы.
Станки для гибки на оправке или Станки для ротационно-вытяжной гибки вставляют оправку, неподвижную головку противогиба, в трубу или трубу во время гибки, чтобы форма и диаметр сохранялись, а изгибы не деформировались. Оправка поддерживает трубу изнутри и гарантирует, что внутренняя кривизна трубы является наилучшим возможным изгибом и не деформируется.Это наиболее распространенный процесс гибки. Гибка на оправке обеспечивает хорошую отделку и лучше всего подходит для перил, декоративных изделий из железа, выхлопных труб, каркасов роликов и всех нержавеющих и алюминиевых труб.
Станок для гибки оправок. Кредит изображения: Tricktools
- Вальцегибочные станки – это оборудование для гибки и изготовления труб, в котором используются три приводных ролика в треугольном расположении. В отличие от изгиба на оправке, внутренняя часть трубы или трубы не поддерживается.Верхний ролик оказывает давление вниз, а два нижних ролика толкают вверх, деформируя трубу. Могут использоваться два или три приводных ролика, а процесс можно регулировать вручную или гидравлически. Этот процесс лучше всего использовать, когда требуется большой радиус, например, для изготовления навесов и других круглых изделий.
Трубогиб с 3 роликами. Автор видео: GMK / CC BY-SA 4.0
Трубогибочные станки также включают:
- Намоточное оборудование
- Оборудование для гибки тонкостенных стенок
- Бустерные станки
- Станки для гибки перил
- Коленоогибы
Возможности
Дополнительные возможности трубогибочных машин могут включать в себя множество процессов.
Отжиг и Термическая обработка – это процесс, при котором металл нагревается до определенной температуры, а затем ему дают возможность медленно остыть. Отжиг упрощает резку и формовку металла.
Полировка и полировка делает шероховатую поверхность гладкой. Полировку можно выполнять резким движением, которое дает гладкую, полублестящую и однородную поверхность, перемещая заготовку против направления круга со средним и сильным давлением или с помощью цветных движений, чтобы получить яркую, блестящую и чистую поверхность. перемещая заготовку в направлении колеса со средним или легким давлением.
Два основных движения буферизации. Кредит изображения: Caswell
Сплющивание концов – это операция пробивного пресса, которая производит плоский конец трубы для трубчатых узлов. Специальная матрица способна сплющивать конец трубки, обрезать углы и пробивать отверстие для крепления трубки.
Сплющивание концов. Кредит изображения: Harco
Операции прорезания различаются в зависимости от детализации и применения требуемых прорезей.Процесс может быть выполнен с использованием штамповочного пресса, механической обработки или лазерной обработки. Пробивной пресс идеален для изготовления из-за его экономической эффективности, а механическая обработка или лазерные операции лучше всего подходят для трубчатых сложных конструкций.
Вырубка – это метод, в котором пуансонный пресс сочетается со специальной штамповочной головкой для изменения формы конца трубы. Вырезание позволяет собирать трубы с помощью соединителя для труб или сварочного аппарата.
Боковой вырез. Кредит изображения: Harco
Пробивка отверстий может быть одинарной или двойной.В стиле с двойной ямкой используются два отдельных удара, которые перемещаются навстречу друг другу во время цикла прессования. Стиль ударяет без поддержки, поэтому они создают ямочку. Пуансоны для одиночных отверстий имеют пуансон, который продвигается с одной стороны через трубу. В нижней части трубки предусмотрена опора, чтобы второе отверстие было «чистым» и без ямочек.
Пробивка отверстий на оправке использует внутреннюю опору, поэтому внешний диаметр не изменяется при создании отверстия. Этот стиль используется, когда трубки должны входить друг в друга, потому что он более точен и имеет более жесткие допуски, хотя и дороже, чем пробивка ямок.
Пробивка отверстий на щеках. Кредит изображения: Harco
Характеристики трубок и труб
Характеристики труб необходимо учитывать при выборе трубогибочных машин. К ним относятся материал и форма трубки, которые могут повлиять на тип необходимого оборудования.
Материал
Многие гибкие трубы и трубки изготавливаются из таких материалов, как:
- Алюминий
- Латунь
- Углеродистая сталь
- нержавеющая сталь
- Медь
- Никелевые сплавы
- Поливинилхлорид (ПВХ)
- Пластмассы
- Титан
- Суперсплавы
Форма
Большинство трубок и трубок имеют цилиндрическую форму.Однако некоторые процессы производят изделия с различным поперечным сечением, включая:
- Овальный
- Круглый
- Площадь
- прямоугольный
Формы труб. Кредит изображения: DIYTrade
Операции
Некоторые трубогибочные станки могут выполнять дополнительные операции, в том числе:
- Обжимка
- Развальцовка
- Вырез
- Крепеж
- Сборка
- Отделка бисером
Список литературы
Обзор отрасли металлообработки
Методы гибки труб
Разница между трубами и трубками
Производство труб
Трубогибы | Carell Corporation
ТРУБОГИБЫ
Щелкните изображение или прокрутите вниз для описания,
стандартное оборудование, опции и технические характеристики
Трубы и гибка труб, такие как «гибка под давлением» или «поворотная гибка с вытяжкой», используются для придания заготовке формы штампа.Прямой трубный материал может быть сформирован с использованием гибочного станка для создания множества одиночных или множественных изгибов и придания детали желаемой формы.
СЕРИЯ ETM
Серия ETM оснащена новейшими технологиями, предназначенными для гибки с трубами и профилями оправки или без них, а также с возможностью гибки как в правом, так и в левом направлении. Диапазон диаметров составляет от 1/2 до 3 дюймов и позволяет изгибать более 180 ° с высочайшим качеством отделки при минимальном радиусе изгиба в 3 раза больше диаметра трубы.
Благодаря нашему новому «цифровому сенсорному экрану для программирования гибки» эти машины чрезвычайно просты в использовании: они позволяют выбирать до 99 программ для каждой из них с 5-ступенчатой последовательностью операций гибки с автоматической регулировкой упругого возврата материала. Более того, он также может сохранять и сохранять каждый проект как повторяемую программу.
ETM60HD
ETM76HD
ETM80HD
ETM90HD
ETM90HD
Pedrick Tool & Machine Co.Основанная в 1875 году в Филадельфии, штат Пенсильвания, мы разработали нашу линейку ротационных гибочных машин для судостроения, нефтехимии, промышленности и технического обслуживания по всему миру, используя самые современные материалы и компоненты в машиностроении для гибки толстостенных труб, труб и конструкционных профилей. Линия включает 12 моделей для всех бюджетов и приложений.
Отводы, произведенные с радиусом изгиба 3D, соответствуют спецификациям Американского института нефти (API) по овальности (сплющиванию) и утонению стенки.
КОНЦЕПЦИЯ: Принцип ротационной компрессионной гибки использует неподвижную формовочную матрицу и мощный рычаг стеклоочистителя, который вращается вокруг матрицы, который тянет заготовку вокруг матрицы для создания изгиба. Рычаг стеклоочистителя фиксируется во вращающейся верхней пластине. Различные структурные, профилированные и экструдированные секции также могут быть сформированы с использованием процесса ротационного сжатия, экономя время и деньги!
СТАНДАРТНОЕ ОБОРУДОВАНИЕ: Эти машины Pedrick имеют рабочую поверхность и вращающуюся верхнюю пластину из толстой нормализованной стальной пластины, установленную на прочной литой или легированной стальной раме.Гибочный рычаг приводится в действие электрическим самоторможением, бесщеточным двигателем-редуктором SEW-Eurodrive с прямым углом, установленным под столом. Цикл изгиба контролируется реверсивными контакторами, модулями защиты двигателя от перегрузки и управляющим трансформатором, которые соответствуют спецификациям NEC, JIC и UL. Распределительное устройство заключено в шкаф в стиле NEMA, укомплектованный внешним разъединителем с предохранителем Lock-Out / Tag-0ut. Регулируемые концевые выключатели и ручные органы управления входят в стандартную комплектацию.
Характеристики: (щелкните, чтобы открыть pdf)
• С механическим приводом.(Без гидравлики или
пневматика используется для гибки трубы или трубы)
• Чугунный или стальной корпус для тяжелых условий эксплуатации
• Конический редуктор с цилиндрической зубчатой передачей
с двигателем и тормозом TEFC
• Валы из термообработанного сплава
• Сферические роликоподшипники
• Блок управления NEMA 12 соответствует спецификациям NEC JIC
• Концевой выключатель для выбора угла и
Автоматический реверс
Преимущества:
• Быстрая смена инструмента
• Регулируемые концевые выключатели
• Требует минимального обслуживания
• Доступно 12 моделей и переносных устройств!
Опции:
• Инструменты не являются обязательными и указаны в соответствии с
на производственные нужды
• Цифровое управление не является обязательным для замены
концевые выключатели с ручной регулировкой
• Напряжение машины может быть установлено для любого
страна или электросеть.
Машины отправляются напрямую с нашего предприятия к вам после обширных испытаний
нашими механиками, прошедшими обучение на заводе
ТРУБОГИБЫ СЕРИИ UNI
Модели без оправки: UNI-42 UNI-60 UNI-63 UNI-70 / C UNI-76 UNI-89
созданы для долговечности, изготовлены из стали, но при этом имеют экономичную цену, имеют компактные размеры, систему быстрой смены инструментов и программируются цифровым способом для обеспечения прецизионной повторяемости.
ИЗГИБ УНИ-42 3/4 “
Ротационный трубогибочный станок без оправки
Сохранение в цифровом виде 9 программ, до 9 изгибов в каждой
Односкоростной гибочный станок
Роторный привод с электрическим приводом, 220 В, только однофазный
ОПЦИИ
Инструменты и комплекты для труб и труб, позиционеры для плоскости изгиба
Изгиб UNI-60 1-1 / 2 “
Ротационный трубогибочный станок без оправки
Сохранение в цифровом виде 9 программ, до 9 изгибов в каждой
Односкоростной гибочный станок
Роторный привод с электрическим приводом, 220 В, только однофазный
ОПЦИИ
Инструменты и комплекты для труб и труб, позиционеры плоскости изгиба, комплект оправки для изгиба оправки небольшого объема, аксессуары для малого радиуса
UNI-60 Combi-Cal 1-1 / 2 “
Ротационная гибочная машина без оправки
Сохранение в цифровом виде 9 программ, до 9 изгибов в каждой
Односкоростной гибочный станок
Роторный привод с электрическим приводом, 220 В, только однофазный
ОПЦИИ
Инструменты и комплекты для труб и труб, позиционеры для плоскости изгиба
ИЗГИБ UNI-63 1-1 / 2 “
Ротационный трубогибочный станок без оправки
Сохранение в цифровом виде 50 программ, до 9 изгибов в каждой
Двухскоростной гибочный станок
Электрический вращающийся привод, 220/460 В, 3 фазы
ОПЦИИ
Инструменты и комплекты для труб и труб, позиционеры плоскости изгиба, комплект оправки для изгиба оправки небольшого объема, аксессуары с малым радиусом
UNI-70 / C BENDER 2 “
Ротационный трубогиб без оправки
Сохранение в цифровом виде 50 программ, до 9 изгибов в каждой
Двухскоростной гибочный станок
Поворотный привод с электрическим приводом
Поставляемые оправки 2 приводных размеров
ИЗгиб UNI-76 2-1 / 2 “
Ротационный трубогибочный станок без оправки
Сохранение в цифровом виде 50 программ, до 9 изгибов в каждой
Двухскоростной гибочный станок
Поворотный привод с электрическим приводом
Поставляемые приводные оправки 3 размеров
ОПЦИИ
Инструменты и комплекты для труб и труб
Принадлежности с малым радиусом
ИЗГИБ UNI-89 3 “
Ротационный трубогиб без оправки
Сохранение в цифровом виде 50 программ, до 9 изгибов в каждой
Двухскоростной гибочный станок
Поворотный привод с электрическим приводом
Поставляемые приводные оправки 3 размеров
ОПЦИИ
Инструменты и комплекты для труб и труб
Принадлежности с малым радиусом
РОТАЦИОННЫЕ ТРУБЫ / ТРУБОГИБЫ UNI MANDREL
Модели оправок: UNI-70 / HC UNI-80 UNI-90
созданы для долговечности, изготовлены из стали, но при этом имеют экономичную цену, имеют компактные размеры, систему быстрой смены инструментов и программируются цифровым способом для обеспечения прецизионной повторяемости.
ИЗГИБ UNI-70HC 1-1 / 2 “
Ротационный трубогиб с оправкой
Сохранение в цифровом виде 50 программ, до
9 изгибов в каждой
Гидравлические зажимы, программируемые
Программируемое гидравлическое извлечение оправки
ОПЦИИ
Инструмент и принадлежности для гибки оправки
Длина станины оправки
от 5 ’, 8’, 11 ’, 15’ и 18 ’
UNI-80 BENDER 2″
Ротационный трубогиб с оправкой
Сохранение в цифровом виде 50 программ, до
9 изгибов в каждой
Гидравлические зажимы, программируемые
Программируемое гидравлическое извлечение оправки
Двухскоростная гибка, поворотный привод с электрическим приводом
ОПЦИИ
Инструмент и принадлежности для гибки на оправке
Длина станины оправки
от 5 ’, 8’, 11 ’, 15’ и 18 ’
ИЗГИБ UNI-90 2-1 / 2 дюйма
Ротационный трубогиб с оправкой
Сохранение в цифровом виде 50 программ, до
9 изгибов в каждой
Гидравлические зажимы, программируемые
Программируемое гидравлическое извлечение оправки
Двухскоростная гибка, поворотный привод с электрическим приводом
ОПЦИИ
Инструмент и принадлежности для гибки на оправке
Длина станины оправки
от 5, 8, 11, 15 и 18 футов