Трубы электросварные прямошовные гост: Трубы электросварные | ГОСТы и ТУ компании МЕТАЛЛСЕРВИС
alexxlab | 04.06.2021 | 0 | Разное
|
ГОСТ 10704-91 Трубы стальные электросварные прямошовные Наружный диаметр: 12 – 1220 мм (12; 14; 16; 17; 17,5; 18; 19; 20; 21,3; 22; 24; 25; 26; 28; 30; 32; 33; 33,7; 36; 38; 40; 42; 45; 48; 51; 57; 60; 63,5; 76; 89; 102; 108; 114; 133; 146; 152; 159; 168; 219; 273; 325; 377; 426;530;630; 720; 820; 1020; 1220.) Толщина стенки: 0,9 – 5 мм. Предельные отклонения: D 219 – 426 мм: ± 0,75 мм D 426 – 1020 мм: ± 0,7 мм D 1020 – 1220 мм: ± 0,6 мм
Примечания:
| ||||||||||

Трубы электросварные прямошовные – характеристики по ГОСТ
Стальные прямошовные электросварные трубы востребованы практически во всех отраслях народного хозяйства, выпускаются в широком диапазоне диаметров – 10-1420 мм, в соответствии с ГОСТом 10704-91 и ГОСТом 10705-80. По применению эта продукция разделяется на универсальную и с узкой специализацией, например для организации газо- и нефтепроводов. Изделия диаметром до 820 мм изготавливают с одним продольным швом, более – с двумя. Серийный характер изготовления, значительная протяженность шва и несложная форма продукции дают возможность использовать высокоскоростные способы сварки и полностью механизировать производственный процесс.
По применению эта продукция разделяется на универсальную и с узкой специализацией, например для организации газо- и нефтепроводов. Изделия диаметром до 820 мм изготавливают с одним продольным швом, более – с двумя. Серийный характер изготовления, значительная протяженность шва и несложная форма продукции дают возможность использовать высокоскоростные способы сварки и полностью механизировать производственный процесс.
Области применения сварных труб, в зависимости от их материала
В соответствии с ГОСТом 10705-80, регламентирующим технические условия на электросварные прямошовные трубы, для изготовления может использоваться углеродистая сталь обыкновенного качества (марки Ст1, Ст2, Ст3, Ст4)и качественная конструкционная (08, 10, 15, 20) всех степеней раскисления – сп, пс, кп. Изделия из них применяются для прокладки надземных и подземных трубопроводов тепло-, водо-, газоснабжения, в качестве составных частей машин и механизмов, при организации технологических трубопроводов, в сельском хозяйстве и строительстве. Чем выше содержание углерода в стали, тем прочнее изделие в нормальных температурных условиях, но тем хуже оно работает при пониженных температурах.
Чем выше содержание углерода в стали, тем прочнее изделие в нормальных температурных условиях, но тем хуже оно работает при пониженных температурах.
Низколегированныестали 09Г2С, 09ГСФ, 13ХФА, 17ГС, 22ГФ, 26ХМА востребованы для изготовления труб большого диаметра, а также продукции, предназначенной для работы под воздействием значительных нагрузок, при отрицательных температурах. Добавки легирующих элементов в пределах 2,5% существенно увеличивают прочность продукции, ее долговечность, стойкость к коррозии. Цена на сварные изделия при этом возрастает несущественно.
Трубная продукция из нержавеющих сталей
Электросварные прямошовные трубы из нержавеющих сталей08Х18Н10Т, 12Х18Н10Т, 08Х21Н6М2Т регламентируются ГОСТом 11068-81. Они обладают уникальными эксплуатационными характеристиками, среди которых:
- прочность;
- стойкость к агрессивным средам;
- устойчивость к низким и высоким температурам;
- гигиеничность;
- низкий уровень линейного расширения;
- отсутствие влияния на передаваемые среды.

Благодаря этим преимуществам, они применяются в пищевой, химической, энергетической индустрии, медицине и фармацевтике.Эстетическая привлекательность шлифованных и полированных нержавеющих труб обеспечивает их востребованность в архитектуре, дизайне интерьера.
Материалом для изготовления может служить как холоднокатаный лист толщиной 0,4-5,0 мм, так и горячекатаный значительной толщины.
Сортамент электросварных прямошовных труб в соответствии с ГОСТом 10704-91
Этот нормативный документ регламентирует сортамент трубных изделий, изготавливаемых способом сварки с одним или двумя швами. Диапазон наружных диаметров электросварных прямошовных труб составляет 10-1420 мм, толщина стенки находится в пределах 1-32 мм, вес 1 м – 0,222-779,7 кг.
Стандарт предусматривает длину изделий немерной длины при диаметрах:
- до 30 мм – не менее 2 м;
- 30-70 мм – 3 м и более;
- 70-152 мм – 4 м и более;
- более 152 мм – от 5 м.

Мерной длины:
- до 70 мм – 5-9 м;
- 70-219 мм – 6-9 м;
- 219-426 мм – 10-12 м.
Продукция диаметром более 426 мм выпускается только немерной длины.
Каждая партия электросварных прямошовных труб сопровождается сертификатом соответствия нормативным требованиям. В этом документе указывают: шифр, номер плавки, марку стали, номера
Особая категория электросварных трубных изделий– водогазопроводные
Производство этой продукции регламентируется ГОСТом 3262-75. Основные отличия таких трубных изделий – классификация не по наружному диаметру, а по условному проходу и обязательная проверка качества сварного шва методами неразрушающего контроля. При такой проверке необходимость в проведении гидравлических испытаний отсутствует.
Определение! Условным проходом называют внутренний диаметр, округляемый до стандартной величины. Измеряется в дюймах или миллиметрах. Каждому стандартному условному проходу соответствует фиксированный наружный диаметр и три варианта толщины стенки, соответствующих трем сериям – легкой, обыкновенной, усиленной.
Каждому стандартному условному проходу соответствует фиксированный наружный диаметр и три варианта толщины стенки, соответствующих трем сериям – легкой, обыкновенной, усиленной.
Эта металлопродукция востребована при создании магистральных и распределительных трубопроводов, транспортирующих воду и газ. После демонтажа трубопроводных систем по окончании нормативного эксплуатационного срока изделия обычно обладают прочностью, допускающей их использованиедля создания металлоконструкций различного назначения.
Для повышения коррозионной стойкости водогазопроводных электросварных прямошовных труб применяют цинкование. В промышленных масштабах обычно проводят горячее и термодиффузионное цинкование.Обработанная таким образом продукция эффективна при использовании в системах постоянного холодного водоснабжения. При длительных перерывах в подаче воды и в отопительных трубопроводах оцинкованные трубные изделия использовать не рекомендуется.
Трубы электросварные прямошовные или просто Трубы сварные. Трубы сварные прямошовные
Трубы сварные производят разного качества для различных целей – Конструкционные, для трубопроводов и для магистральных трубопроводов. Трубы сварные конструкционные должны соответствовать ГОСТ 10704-91 и ГОСТ 10705-80, кроме требований по гидроиспытаниям. Они не важны, так как жидкости и газы внутри трубы не находятся. Как правило такие трубы изготавливают из марок Ст2, Ст3 по ГОСТ 380-88 или Ст10, Ст20 по ГОСТ 1050-88. Выбор марки стали зависит от условий применения и требований по прочности. Так же электросварные конструкционные трубы могут изготавливаться с тонкими стенками, такие трубы обычно называют тонкостенные трубы. Для труб сварных для трубопроводов наоборот, наиболее важный критерий – испытания на гидравлическое давление. Такие трубы предназначены для перемещения жидкостей и газообразных сред на расстояния. Как правило, рабочее давление, при использовании труб, изготовленных в соответствии с ГОСТ 10705-80 не высокое. Однако существует понятие «гидравлический удар». Происходит гидравлический удар как правило при пуске жидкостей по трубопроводу. Производитель обязан гарантировать надежность сварных труб как в рабочем режиме, так и при гидравлическом ударе, поэтому испытания проводятся на гидравлическое давление от 30 кгс/см2 до 60 кгс/см2. Трубы электросварные прямошовные для магистральных газонефтепроводов должны соответствовать ГОСТ 20295-85. Как следует из названия, такие трубы предназначены для магистральных трубопроводов, как правило больших диаметров от 159 и выше. Такие трубы обязательно подвергаются испытаниям гидравлического давления по ГОСТ 3845-75. Магистральные трубы, по требованию потребителя изготавливают разных классов прочности – К34, К38, К42, К50, К52, К55, К60. Марка стали выбирается обычно производителем, с учетом обеспечения необходимого класса прочности. Чаще всего применяются Ст10, Ст20, 09Г2С и 17Г1С Купить сварные трубы в нашей компании возможно как по ГОСТ 10705-80, так и для магистральных трубопроводов по ГОСТ 20295-85, любыми партиями от 1-ой тонны до вагонных норм. Поставка осуществляется самовывозом, с доставкой автомобильным или железнодорожным транспортом. ЦеныЦены на сварные трубы меняются довольно часто, что сильно затрудняет публикацию актуальных цен, соответствующих настоящему моменту. Просим Вас уточнять текущие цены и наличие интересующей продукции по телефону + 7(495) 669-29-10 или направляйте Ваш заказ. |
 Сортамент электросварных труб должен соответствовать ГОСТ 10704-91. Технические условия на изготовление труб электросварных должны соответствовать ГОСТ 10705-80 или ГОСТ 20295-85.
Сортамент электросварных труб должен соответствовать ГОСТ 10704-91. Технические условия на изготовление труб электросварных должны соответствовать ГОСТ 10705-80 или ГОСТ 20295-85.
 Как правило такие трубы изготавливают из марок Ст2, Ст3 по ГОСТ 380-88 или Ст10, Ст20 по ГОСТ 1050-88. Выбор марки стали зависит от условий применения и требований по прочности.
Как правило такие трубы изготавливают из марок Ст2, Ст3 по ГОСТ 380-88 или Ст10, Ст20 по ГОСТ 1050-88. Выбор марки стали зависит от условий применения и требований по прочности.
Труба электросварная круглая по ГОСТ 14637-89
Производство трубы электросварной ГОСТ 10704
ИТЗМ выпускает стальные электросварные прямошовные трубы диаметром 168–325 мм, соответствующие ГОСТ 10704 на сортамент такой продукции.
В документе определены перечень типоразмеров круглых прямошовных изделий и их характеристики: вес, размеры, предельные отклонения по длине, наружному диаметру и пр.
Качество продукции и ее соответствие нормативным документам на Ирбитском трубном заводе Металлинвест контролируются на всех этапах производства: от закупки сырья до отправки на склад или непосредственно заказчику.
Характеристики и применение круглой электросварной трубы (ГОСТ 10704)
Стальная электросварная труба ГОСТ 10704 отличается рядом свойств:
- имеет значительный запас прочности;
- может эксплуатироваться в тяжелых условиях;
- выдерживает большие нагрузки.
Это позволяет использовать такие изделия в регионах с неблагоприятными климатическими условиями при прокладке магистральных газо-, нефте- и водопроводов, обустройства систем водоснабжения и водоотведения в системе ЖКХ, промышленности и пр.
Кроме условий эксплуатации и размеров при выборе трубы стоит ориентироваться на марку стали.
ИТЗМ выпускает следующие типоразмеры продукции по ГОСТ 10704:
- ст3: наружный диаметр 168–325 мм, толщина стенки 6–10 мм;
- ст10: наружный диаметр 168–325 мм, толщина стенки 6–10 мм;
- ст20: наружный диаметр 168–325 мм, толщина стенки 6–10 мм;
- 09г2с: наружный диаметр 168–325 мм, толщина стенки 6–10 мм.

Преимущества покупки круглой электросварной трубы ГОСТ 10704 на ИТЗМ
Приобретая электросварную круглую трубу 10704 у производителя, вы получаете:
- минимальную цену;
- гарантию качества;
- профессиональную обработку заявки;
- удобную доставку автомобильным или железнодорожным транспортом;
- все сертификаты соответствия.
ГОСТ 10704-91 – Труба электросварная. OOO Сталь-центр
Стальные электросварные прямошовные трубы из углеродистой стали применяются для трубопроводов, в том числе и газопроводов с рабочим давлением не более 16 МПа и металлоконструкций.Трубы изготавливаются из спокойной, полуспокойной, кипящей стали по ГОСТ 380-94, из спокойной, полуспокойной и кипящей стали 08, 10, 15, 20 по ГОСТ 1050-88.
Особые возможности:
- Широкий диапазон выпускаемых труб диаметром от 10 мм до 219 мм включительно;
- Оцинкованы наружные и внутренние поверхности труб;
- Защитное консервационное покрытие труб;
- Увязка труб в пакеты;
Стандарты:
Нормативно-техническая документация | Размеры труб | Марка стали | |
Наружный диаметр, мм | Длина, мм | ||
1 | 2 | 3 | 4 |
ГОСТ 10705-80 Трубы стальные электросварные. Сортамент ГОСТ 10704-91. Для трубопроводов разного назначения |
10-219 |
2,0-11,7 | 08кп, 08пс, 08Ю, 08, 10кп, 10пс, 10, 15кп, 15пс, 15, 20кп, 20пс, 20, Ст2кп, Ст2пс, Ст2сп, Ст3кп, Ст3пс, Ст3сп, Ст4еп, Ст4пс, Ст4сп. |
ГОСТ 10707-80 Электросварные холоднодеформированные трубы. Для использования в условиях повышенных требований к точности изготовления по диаметру и толщине стенки |
41,5-76,0 |
3,0-9,0 |
10, 08пс, 08кп |

Механические свойства электросварных прямошовных труб ПО ГОСТ 10705-80
:
Марка стали | Временное сопротивление разрыву кгс/мм2 | Предел текучести | Относительное удлинение % | ||||
От 20 до 60 при толщине стенки | От 63 до 152 | От 20 до 60 при толщине стенки | От 63 до 152 | ||||
Более 0,06 | 0,06 и менее | Более 0,06 | 0,06 и менее | ||||
Не менее | |||||||
Ст2кп | 372(38) | 333(343) | 314(32) | 174(18) | 6 | 15 | 23 |
Ст2пс | 372(38) | 333(343) | 314(32) | 186(19) | 6 | 15 | 23 |
Ст2сп | 372(38) | 333(343) | 314(32) | 196(20) | 6 | 15 | 23 |
Ст3кп | 441(45) | 392(40) | 372(38) | 196(20) | 5 | 13 | 20 |
Ст3пс | 441(45) | 392(40) | 372(38) | 206(21) | 5 | 13 | 20 |
Ст3сп | 372(38) | 392(40) | 372(38) | 216(22) | 5 | 13 | 20 |
08кп | 372(38) | 314(32) | 294(30) | 174(18) | 6 | 15 | 23 |
08пс | 372(38) | 314(32) | 294(30) | 174(18) | 6 | 15 | 23 |
8 | 372(38) | 314(32) | 294(30) | 186(19) | 6 | 15 | 23 |
10кп | 372(38) | 333(343) | 314(32) | 174(18) | 6 | 15 | 23 |
10пс | 372(38) | 333(343) | 314(32) | 186(19) | 6 | 15 | 23 |
10 | 372(38) | 333(343) | 314(32) | 196(20) | 6 | 15 | 23 |
Механические свойства электросварных прямошовных труб ПО ГОСТ 10705-80 (с объемной нормализацией и горячим редуцированием):
Марка стали | Временное сопротивление кгс/мм2 | Предел текучести кгс/мм2 | Относительное удлинение % |
Не менее | |||
08кп | 294 (30) | 174 (18) | 27 |
08,08пс,10кп | 314 (32) | 196 (20) | 25 |
10, 10пс | 314 (32) | 196 (20) | 25 |
Ст2кп,Ст2пс, Ст2сп | 333 (34) | 206 (21) | 24 |
Ст3кп, Ст3пс, Ст3сп | 372 (38) | 225 (23) | 22 |
Трубы стальные электросварные прямошовные со склада в Екатеринбурге
Труба электросварная представляет собой высококачественное изделие из углеродистой стали, которое применяется во многих отраслях деятельности человека. Она хорошо сваривается без образования окалины и шлака, поэтому идеальна для создания герметичных трубопроводных систем при прокладке воды, газа, пара, различных углеводородных веществ и продуктов нефтехимической отрасли.
Она хорошо сваривается без образования окалины и шлака, поэтому идеальна для создания герметичных трубопроводных систем при прокладке воды, газа, пара, различных углеводородных веществ и продуктов нефтехимической отрасли.
Описание, условное обозначение
Трубы стальные электросварные обычно изготавливаются из стали Ст20 по ГОСТ 10704-91, что говорит о высокой прочности и достаточной пластичности без дополнительной обработки.
Материал легко поддается механическим воздействиям с целью изготовления из него деталей сложной формы при сооружении различных металлоконструкций. Разнообразие размеров труб электросварных прямошовных позволяет выполнять работы любой сложности, обеспечивая высокое качество, надежность и долгий срок службы готовых проектов.
Трубы стальные электросварные прямошовные предлагаются широким сортаментом:
- Длина труб для реализации может быть от 3 до 12 м в зависимости от диаметра и толщины стенок изделия.
- Толщина стенок варьируется в пределах от 1 до 12 мм.

- Диаметр готовых труб может быть от 10 до 530 мм.
Согласно ГОСТ труба стальная электросварная представляет собой надежный строительный материал, который может быть применен в реализации любых объектов, начиная от частного строительства, заканчивая промышленными сооружениями.
По своим физическим и прочностным свойствам способны обеспечивать долгий срок службы системы при сохранении основных показателей. Выдерживают высокие температурные перепады и резкие изменения давления в широком диапазоне.
Чтобы купить трубы стальные электросварные прямошовные недорого с доставкой по всей РФ, обращайтесь к нашему консультанту. Он поможет сформировать заказ и организовать его доставку нашим транспортом. Работаем быстро, заключаем со всеми клиентами договора.
На всю продукцию предоставляется сертификат соответствия качества, обеспечивающий возможность их применение для прокладки газопровода по частному сектору. У нас цены на трубы электросварные ниже, чем у конкурентов, а заказы реализуются не только по РФ, но и в страны СНГ.
Данная страница не существует!
Сталь…
ЧИТАТЬ ДАЛЕЕ
С появлением более современных синтетических материалов металлическ…
ЧИТАТЬ ДАЛЕЕ
Сварная сетка – это «полотно», сформированное из …
ЧИТАТЬ ДАЛЕЕ
Профнастил, он же профлист, пользуется достаточно высоким спросом в…
ЧИТАТЬ ДАЛЕЕ
Стальной шестигранник – одна из разновидностей сортового прок…
ЧИТАТЬ ДАЛЕЕ
В одной из предыдущих публикации мы детально рассказали о том, как …
ЧИТАТЬ ДАЛЕЕ
Профлист, он же профилированный лист или профнастил, в последние го…
ЧИТАТЬ ДАЛЕЕ
 Какие выбрать? Что учесть при монтаже?
Какие выбрать? Что учесть при монтаже?Широкий ассортимент – палка о двух концах. С одной стороны он…
ЧИТАТЬ ДАЛЕЕ
Гнутый стальной уголок – не самый популярный, но все же доста…
ЧИТАТЬ ДАЛЕЕ
Двутавр и швеллер можно считать одними из самых популярных разновид…
ЧИТАТЬ ДАЛЕЕ
С ростом количества разнообразной потребительской электроники в каж…
ЧИТАТЬ ДАЛЕЕ
Трубный прокат имеет достаточно обширное применение, в том числе ис…
ЧИТАТЬ ДАЛЕЕ
К монтажу металлопроката предъявляются достаточно жесткие требовани…
ЧИТАТЬ ДАЛЕЕ
Стальная арматура является незаменимым атрибутом практически любого. ..
..
ЧИТАТЬ ДАЛЕЕ
Расчет веса проволоки, в основном, может потребоваться в двух ситуа…
ЧИТАТЬ ДАЛЕЕ
Швеллер – это одна из разновидностей фасонного проката, отлич…
ЧИТАТЬ ДАЛЕЕ
Рифленый лист – разновидность листового металлопроката, отлич…
ЧИТАТЬ ДАЛЕЕ
Утверждена постановлением Госарбитража при Совете Министров СССР от…
ЧИТАТЬ ДАЛЕЕ
Строго говоря, термин «метизы» (аббревиатура от «…
ЧИТАТЬ ДАЛЕЕ
…
ЧИТАТЬ ДАЛЕЕ
Коррозия металла, в простонародье называемая ржавчиной, – это распа…
ЧИТАТЬ ДАЛЕЕ
Профнастил. ..
..
ЧИТАТЬ ДАЛЕЕ
Современный индустриальный пейзаж нево…
ЧИТАТЬ ДАЛЕЕ
Для современного человека колючая проволока — предмет накрепко ассо…
ЧИТАТЬ ДАЛЕЕ
Ассортимент производимых металлоизделий, даже без учета типоразмеро…
ЧИТАТЬ ДАЛЕЕ
Современный рынок предлагает широкий выбор различной продукции для …
ЧИТАТЬ ДАЛЕЕ
Металлопрокат — это строго говоря, тот самый материал который опред…
ЧИТАТЬ ДАЛЕЕ
…
ЧИТАТЬ ДАЛЕЕ
Профильная труба – один из самых удобных вариантов металлоп. ..
..
ЧИТАТЬ ДАЛЕЕ
Новые отрасли промышленности, бурно развившиеся во второй половине …
ЧИТАТЬ ДАЛЕЕ
Пробивка отверстий в металле является одним из методов перфорации. …
ЧИТАТЬ ДАЛЕЕ
Стальная проволока – самое простое и широко известное изделие из м…
ЧИТАТЬ ДАЛЕЕ
За счет своей формы, имеющей перпендикулярные ребра жесткости, швел…
ЧИТАТЬ ДАЛЕЕ
Окраска для металлических изделий — процедура совершенно необходима…
ЧИТАТЬ ДАЛЕЕ
Рубка металла – один из основных способов металлообработки, п…
ЧИТАТЬ ДАЛЕЕ
Металлические сетки — один из наиболее востребованных видов стальны. ..
..
ЧИТАТЬ ДАЛЕЕ
Использование любой разновидности металлоизделий зависит сразу от н…
ЧИТАТЬ ДАЛЕЕ
…
ЧИТАТЬ ДАЛЕЕ
Утверждена постановлением Госарбитража при Совете Министров СССР от…
ЧИТАТЬ ДАЛЕЕ
Всю массу выпускаемого производителями металлопроката можно раздели…
ЧИТАТЬ ДАЛЕЕ
Двутавр, он же …
ЧИТАТЬ ДАЛЕЕ
Проволока — один из самых востребованных видов изделий из металла. …
ЧИТАТЬ ДАЛЕЕ
Трубный металлопрокат предназначен не только для создания трубопров. ..
..
ЧИТАТЬ ДАЛЕЕ
…
ЧИТАТЬ ДАЛЕЕ
Сварка металлов при помощи вольтовой дуги появилась в XIX веке и ст…
ЧИТАТЬ ДАЛЕЕ
Железо и сталь — это материал из которого изготовлен скелет совреме…
ЧИТАТЬ ДАЛЕЕ
ХХI век – это век трубопроводов. Труб для нефте- и газотранспортных…
ЧИТАТЬ ДАЛЕЕ
Сортамент металлопроката, выпускаемого современной промышленностью …
ЧИТАТЬ ДАЛЕЕ
Швеллер — это один из видов фасонного стального проката. В поперечн…
ЧИТАТЬ ДАЛЕЕ
ERW Труба | Электросварка сопротивлением
Nucor Skyline имеет обширный опыт в производстве трубных свай для индустрии стальных фундаментов Северной Америки. Благодаря нашим стратегически расположенным производственным предприятиям мы можем обслуживать потребности любого государственного или частного проекта по всей стране.
Благодаря нашим стратегически расположенным производственным предприятиям мы можем обслуживать потребности любого государственного или частного проекта по всей стране.
- Внешний диаметр
- : от 2-3 / 8 дюймов до 24 дюймов; Толщина: до 0,625 дюйма
- Нестандартная длина и толщина
- Услуги по изготовлению на заказ
- Возможности внутреннего и стороннего тестирования
- Сделано в США
Труба, сваренная сопротивлением (ВСВ), изготавливается из стальной катушки, сварной шов проходит параллельно трубе.Ширина змеевика такая же, как и окружность трубы, поэтому диаметр ограничен 24 дюймами. Однако, поскольку производственный процесс является быстрым, он идеально подходит для больших партий изделий небольшого (<= 24 дюйма) диаметра.
Производственный процесс
Труба, сваренная сопротивлением сопротивлению (ERW), изготавливается путем холодного формования плоской стальной полосы в круглую трубу и пропускания ее через ряд формующих роликов для получения продольного шва. Затем два края одновременно нагреваются током высокой частоты и сжимаются вместе, образуя связь.Продольный шов ВПВ не требует присадочного металла.
Затем два края одновременно нагреваются током высокой частоты и сжимаются вместе, образуя связь.Продольный шов ВПВ не требует присадочного металла.
Катаные и сварные трубы, трубы со спиральной сваркой или трубы ERW
Труба, сваренная сопротивлением (ВСВ), является одним из самых универсальных инструментов в отрасли. Однако трубы ERW – лишь один из множества доступных типов труб. Чтобы выбрать подходящую трубу, важно знать различия между типами труб.
Труба катаная и сварная изготавливается из отрезков листовой стали, закатанных в жестяные банки.Шов банки сваривается, а затем отдельные банки свариваются вместе, чтобы получилась готовая труба. Катаные и сварные трубы могут изготавливаться диаметром до 16 футов и толщиной более 2,0 дюймов.
Спирально-сварная труба, как и труба ERW, также изготавливается из рулонной стали. Разница в том, что катушка намотана под углом, поэтому сварной шов проходит по внешней стороне трубы в форме спирали. Это позволяет намного больше варьироваться по диаметру и толщине, чем трубы ERW. Спирально-сварные трубы чаще всего используются для труб диаметром от 24 дюймов.и 120 дюймов и для толщины 1,0 дюйма или меньше.
Это позволяет намного больше варьироваться по диаметру и толщине, чем трубы ERW. Спирально-сварные трубы чаще всего используются для труб диаметром от 24 дюймов.и 120 дюймов и для толщины 1,0 дюйма или меньше.
Напротив, труба ERW изготавливается путем прокатки металла с последующим нагревом двух кромок электричеством, так что они образуют сварной шов по всей длине. Это образует «шов», отличающий его от бесшовной трубы.
Несколько преимуществ, которые следует отметить при использовании трубы ERW:
- В процессе производства не используются сплавы металлов. Это означает, что труба очень прочная и долговечная.
- Сварной шов не виден и не ощущается.Это главное отличие, если смотреть на процесс двойной дуговой сварки под флюсом, который создает очевидный сварной шов, который, возможно, придется удалить.
- С развитием высокочастотных электрических токов для сварки процесс стал намного проще и безопаснее.

РАЗМАТЫВАНИЕ И ПЛОСКОПИРОВАНИЕ | СОЕДИНЕНИЕ РУЛОНОВ | ОБРЕЗКА КРОМКИ | ФОРМИРОВАНИЕ |
СВАРКА | КОНТРОЛЬ КАЧЕСТВА | РАЗМЕР / ВЫПРЯМИРОВАНИЕ ТРУБ | РЕЗКА ТРУБ |

Введение в производство сварных труб
Стальные трубы – это длинные полые трубы, которые используются в основном для транспортировки продуктов из одного места в другое.Они производятся в основном двумя различными способами, в результате чего получается сварная труба или бесшовная труба. В обоих методах производства сырая сталь сначала отливается в более пригодную для обработки исходную форму (горячая заготовка или плоская полоса). Затем из нее делают трубу, вытягивая горячую стальную заготовку в бесшовную трубу или прижимая края плоской стальной полосы вместе и герметизируя их сварным швом. В этой статье мы обсудим различные методы производства сварных труб.
Затем из нее делают трубу, вытягивая горячую стальную заготовку в бесшовную трубу или прижимая края плоской стальной полосы вместе и герметизируя их сварным швом. В этой статье мы обсудим различные методы производства сварных труб.
Процесс электросварки сопротивлением (ERW)
В процессе электросварки сопротивлением (ERW) труба изготавливается путем холодного формования плоского стального листа в цилиндрическую форму.Затем между двумя краями стального цилиндра пропускается ток для нагрева стали до точки, в которой края прижимаются друг к другу, образуя соединение без использования сварочного присадочного материала.
Для производства труб доступно несколько процессов электросварки сопротивлением (ERW). Двумя основными типами ВПВ являются:
- Высокочастотная сварка
- Сварка вращающегося контактного колеса.
Высокочастотная сварка
Первоначально в процессе производства ВПВ использовались низкочастотные А. C. ток для нагрева кромок. Этот низкочастотный процесс использовался с 1920-х по 1970 год. В 1970 году низкочастотный процесс был заменен высокочастотным процессом ERW, который обеспечил более качественный сварной шов. Со временем было обнаружено, что сварные швы низкочастотных ВПВ-труб подвержены избирательной коррозии швов, трещинам в виде крючков и недостаточному склеиванию швов, поэтому низкочастотные ВПВ больше не используются для производства труб. Процесс высокочастотной ВПВ все еще используется в производстве труб.
C. ток для нагрева кромок. Этот низкочастотный процесс использовался с 1920-х по 1970 год. В 1970 году низкочастотный процесс был заменен высокочастотным процессом ERW, который обеспечил более качественный сварной шов. Со временем было обнаружено, что сварные швы низкочастотных ВПВ-труб подвержены избирательной коррозии швов, трещинам в виде крючков и недостаточному склеиванию швов, поэтому низкочастотные ВПВ больше не используются для производства труб. Процесс высокочастотной ВПВ все еще используется в производстве труб.
Существует два типа процессов высокочастотных ВПВ.
- Высокочастотная индукционная сварка
- Высокочастотная контактная сварка
При высокочастотной индукционной сварке сварочный ток передается материалу через рабочую катушку перед точкой сварки. Рабочий змеевик не контактирует с трубой. Электрический ток индуцируется в материале трубы через магнитные поля, окружающие трубу. Высокочастотная индукционная сварка устраняет следы контакта и сокращает время переналадки при изменении размера трубы.
При высокочастотной контактной сварке сварочный ток передается материалу через контакты, перемещающиеся по полосе. Сила сварки подается непосредственно на трубу, что делает этот процесс более эффективным с точки зрения электричества, чем высокочастотная индукционная сварка. Поскольку он более эффективен, он хорошо подходит для производства труб большого диаметра и большой толщины стенки.
Сварка вращающегося контактного колеса
При сварке с вращающимся контактным колесом электрический ток передается через контактное колесо в точке сварки.Контактное колесо также создает некоторое давление ковки, необходимое для процесса сварки. Есть три основных типа сварочных аппаратов с роторным контактным колесом: переменный, постоянный и прямоугольный. Во всех трех источниках питания электрический ток передается узлами щеток, которые входят в контакт с контактными кольцами, прикрепленными к вращающемуся валу, который поддерживает контактные колеса. Эти контактные колеса передают ток к краям полосы.
Эти контактные колеса передают ток к краям полосы.
Роторная контактная сварка полезна в тех случаях, когда в трубу или трубу не помещается импедер.Примерами этого являются труба малого диаметра для холодильного оборудования и труба, на внутреннюю поверхность которой наносят краску сразу после процесса сварки.
Процесс дуговой сварки под флюсом (SAW)
Процесс дуговой сварки под флюсом (SAW) включает образование дуги между непрерывно подаваемым неизолированным проволочным электродом и заготовкой. В процессе используется флюс для образования защитных газов и шлака, а также для добавления легирующих элементов в сварочную ванну. Защитный газ не требуется. Дуга движется по линии стыка, и при этом излишки флюса рециркулируют через бункер.Оставшиеся слои расплавленного шлака легко удаляются после сварки. Поскольку дуга полностью покрыта слоем флюса, она обычно не видна во время сварки, а потери тепла также чрезвычайно низки. Это обеспечивает тепловой КПД до 60% (по сравнению с 25% для ручной металлической дуги).
Существует два типа процессов дуговой сварки под флюсом (SAW):
- Процесс продольной дуговой сварки под флюсом (LSAW)
- Процесс спиральной дуговой сварки под флюсом (SSAW)
Процесс продольной дуговой сварки под флюсом (LSAW)
В процессе продольной дуговой сварки под флюсом (LSAW) продольные кромки стальных листов сначала скашиваются с использованием твердосплавного фрезерного оборудования.Затем скошенным пластинам придают U-образную форму с помощью U-образного пресса, а затем O-образную форму с помощью O-пресса. Затем продольные кромки пластин свариваются прихваточными швами с последующими внутренними и внешними швами. Трубы, изготовленные с помощью этого процесса, подвергаются операции расширения для снятия внутренних напряжений и получения точных допусков по размерам. После того, как трубы будут переданы на холодное расширение, гидростатические испытания и неразрушающий контроль, трубы будут подвергнуты окончательной проверке.
Диапазон диаметров трубы LSAW больше, чем ERW, обычно от 16 дюймов (406 мм) до 60 дюймов (1500 мм).Хорошие характеристики устойчивости к высокому давлению и стойкости к низкотемпературной коррозии.
Процесс спиральной дуговой сварки под флюсом (SSAW)
В процессе спиральной дуговой сварки под флюсом (SSAW), также известном как HSAW, линия сварки имеет форму спирали. Он использует ту же технологию сварки под флюсом с трубами LSAW. Единственное существенное отличие состоит в том, что труба SSAW сваривается по спирали, тогда как LSAW сваривается продольно. Производственный процесс заключается в прокатке стальной полосы, чтобы направление прокатки имело угол с направлением центра трубы, формирование и сварка, поэтому сварной шов находится в спиральной линии.
Диапазон диаметров труб SSAW составляет от 20 дюймов (406 мм) до 100 дюймов (2540 мм). Преимущество состоит в том, что мы можем получить трубы SSAW разного диаметра с одинаковым размером стальной полосы, это широкое применение для стальная полоса из исходного материала и сварной шов должны избегать первичного напряжения, иметь хорошие характеристики, чтобы выдерживать напряжение. Недостатком является плохой физический размер, длина сварочного шва больше длины трубы, легко вызвать дефекты трещин, воздушных отверстий, включения шлака, частичной сварки, сварочного усилия в состоянии растяжения.
Недостатком является плохой физический размер, длина сварочного шва больше длины трубы, легко вызвать дефекты трещин, воздушных отверстий, включения шлака, частичной сварки, сварочного усилия в состоянии растяжения.
Процесс электросварки оплавлением
В процессе сварки оплавлением стальному листу придают цилиндрическую форму. Кромки нагревали до тех пор, пока они не стали полурасплавленными, а затем прижимали друг к другу, пока расплавленная сталь не вытеснялась из стыка и не образовывала валик. Швы труб, сваренных оплавлением, подвержены коррозии и образованию трещин. Трубы этого типа также подвержены отказам из-за твердых участков в толстолистовой стали, возникающих из-за случайной закалки стали в процессе производства.
Сварка оплавлением больше не используется в качестве основного процесса при производстве труб.
Процесс сварки внахлест
В процессе сварки внахлест сталь нагревали в печи, а затем прокатывали в форме цилиндра.
Сварка внахлест больше не используется в качестве основного процесса при производстве труб.
база технических знаний для всех профессионалов в области технологических трубопроводов во всем мире…
Поделитесь этой статьей – Знания расширяются за счет обмена, но не за счет сохранения.
СвязанныеТрубы, полученные дуговой сваркой под флюсом (LSAW)
Трубы, сваренные дуговой сваркой под флюсом (LSAW), с продольным швом были изготовлены из стальных пластин, вырезанных из выровненных горячекатаных рулонов как JCOE, так и UOE (процесс формовки, при котором на пластине появляются буквы «J», «C», « O »или« U »форма, затем расширение) процессы формирования. Кроме того, были протестированы механические свойства основного металла трубы и металла сварного шва, и результаты были в соответствии с соответствующей спецификацией трубы API SPEC 5L или DNV-OS-F101, которая показала, что отечественные трубы LSAW могут использоваться для нефти и газа. трубопроводы.
Кроме того, были протестированы механические свойства основного металла трубы и металла сварного шва, и результаты были в соответствии с соответствующей спецификацией трубы API SPEC 5L или DNV-OS-F101, которая показала, что отечественные трубы LSAW могут использоваться для нефти и газа. трубопроводы.
Трубы, полученные дуговой сваркой под флюсом с продольным швом и технологией JCOE
Трубы, полученные дуговой сваркой под флюсом с продольным швом и технологией UOE
1.Производство : Для труб большого диаметра (25 сантиметров (10 дюймов) или более) обычно используются ERW (электросварка сопротивлением), EFW (электросварка плавлением) или дуговая сварка под флюсом (SAW), но существуют технологии буксировки, с которыми мы может производить трубы большего диаметра, чем бесшовные и сварные методом ERW! Это трубы с продольной сваркой под флюсом (LSAW) и спиральной сваркой под флюсом (SSAW). Процесс производства прямошовных труб под флюсом (LSAW) представляет собой гибку и приварку широких стальных листов к трубам. Наиболее часто используется в нефтегазовой промышленности при низком давлении.Инспекция: анализ химических компонентов, механические свойства (предел прочности на разрыв, предел текучести, удлинение), технические свойства (испытание на сплющивание, испытание на изгиб, испытание на удар, испытание на удар), проверка внешнего размера, гидростатическое испытание, рентгеновское испытание. Применение стальных труб LSAW Трубы в основном используются для нефти, природного газа, газа, центрального отопления, водоснабжения, очистки сточных вод, подачи жидкости под низким давлением и так далее.
Процесс производства прямошовных труб под флюсом (LSAW) представляет собой гибку и приварку широких стальных листов к трубам. Наиболее часто используется в нефтегазовой промышленности при низком давлении.Инспекция: анализ химических компонентов, механические свойства (предел прочности на разрыв, предел текучести, удлинение), технические свойства (испытание на сплющивание, испытание на изгиб, испытание на удар, испытание на удар), проверка внешнего размера, гидростатическое испытание, рентгеновское испытание. Применение стальных труб LSAW Трубы в основном используются для нефти, природного газа, газа, центрального отопления, водоснабжения, очистки сточных вод, подачи жидкости под низким давлением и так далее.
Трубы, сваренные прямошовной сваркой под флюсом (LSAW)
Материал стальных труб LSAW представляет собой лист средней или большой толщины, свернутый в бухту в формовочной или формовочной машине, сваренный двойной дуговой сваркой под флюсом и увеличенный в диаметре. Диапазон спецификации широк и имеет хорошую вязкость, пластичность, однородность, компактность. Преимущество стальной трубы LSAW в отличие от стальной трубы SSAW: большой диаметр, большая толщина стенки, защита от высокого давления, защита от низких температур и коррозии.
Диапазон спецификации широк и имеет хорошую вязкость, пластичность, однородность, компактность. Преимущество стальной трубы LSAW в отличие от стальной трубы SSAW: большой диаметр, большая толщина стенки, защита от высокого давления, защита от низких температур и коррозии.
Рынок сварных стальных труб | Обзор, области применения, конечные пользователи, производители
Сварные трубы производятся путем придания плоской стали (стального листа или стального листа) цилиндрической формы под действием механического давления, а затем стыковки шва посредством сварки.Лист Quarto (также известный как лист реверсивного стана) широко используется в промышленности для производства сварных труб. Кроме того, горячекатаные рулоны также используются в качестве основы для производства сварных труб. Сварные трубы также известны как трубы ВПВ (электросварные электросварные).
Типы сварных труб: Спирально-сварные трубы Сварной шов или шов в этих трубах имеет форму спирали. Пластине или листу придают форму спирали с помощью процесса дуговой сварки под флюсом (SAW).Эти трубы обычно бывают большого диаметра и в основном используются в качестве магистральных трубопроводов в энергетическом секторе, а также во многих других секторах, например, в строительстве.
Пластине или листу придают форму спирали с помощью процесса дуговой сварки под флюсом (SAW).Эти трубы обычно бывают большого диаметра и в основном используются в качестве магистральных трубопроводов в энергетическом секторе, а также во многих других секторах, например, в строительстве.
В этих трубах сварка выполняется в продольном направлении. Пластины или листы изогнуты, и для соединения швов в продольных направлениях используется контактная дуговая сварка. Если лист имеет большую толщину, для изготовления таких труб также используется продольная дуговая сварка под флюсом.
Эти трубы изготавливаются после изгиба стального листа в виде трубы и сварки в продольном направлении. При производстве этих труб в основном выполняется контактная сварка сопротивлением. LSAW также используется при производстве этих труб.
Сварка стальных труб Типы Печная сварка (FW) или непрерывная сварка – это уникальный метод сварки, позволяющий производить трубы с минимальными сварочными дефектами. Процесс сравнительно дорогостоящий. Трубу сваривают путем нагрева в печи при температуре сварки с последующей экструзией на оправке.Иногда с помощью этого процесса изготавливаются высокопроизводительные трубы, подобные тем, которые используются в котлах.
Процесс сравнительно дорогостоящий. Трубу сваривают путем нагрева в печи при температуре сварки с последующей экструзией на оправке.Иногда с помощью этого процесса изготавливаются высокопроизводительные трубы, подобные тем, которые используются в котлах.
Дуговая сварка под флюсом (SAW) широко используется в промышленности. Электрическая дуга и сварной шов полностью погружены в расплавленный гранулированный флюс и остаются защищенными от окисления во время процесса. В спиральных трубах он известен как S-SAW или HSAW, в то время как в продольных трубах он называется LSAW.
Самый экономичный процесс производства труб – это сварка сопротивлением (ВПС). Пластины или листы цилиндрической формы подвергаются воздействию высоких токов на стыковых кромках.Электрическое сопротивление нагревает стык и вызывает сварку швов.
Обработка сварных труб Обработка сварных труб зависит от требований заказчика и области применения. К ним относятся резьбовые и соединенные концы для использования в длинных линиях транспортировки жидкости, резьбовые концы без муфты для линий различного диаметра, гладкие концы или отрезные квадраты для общих целей.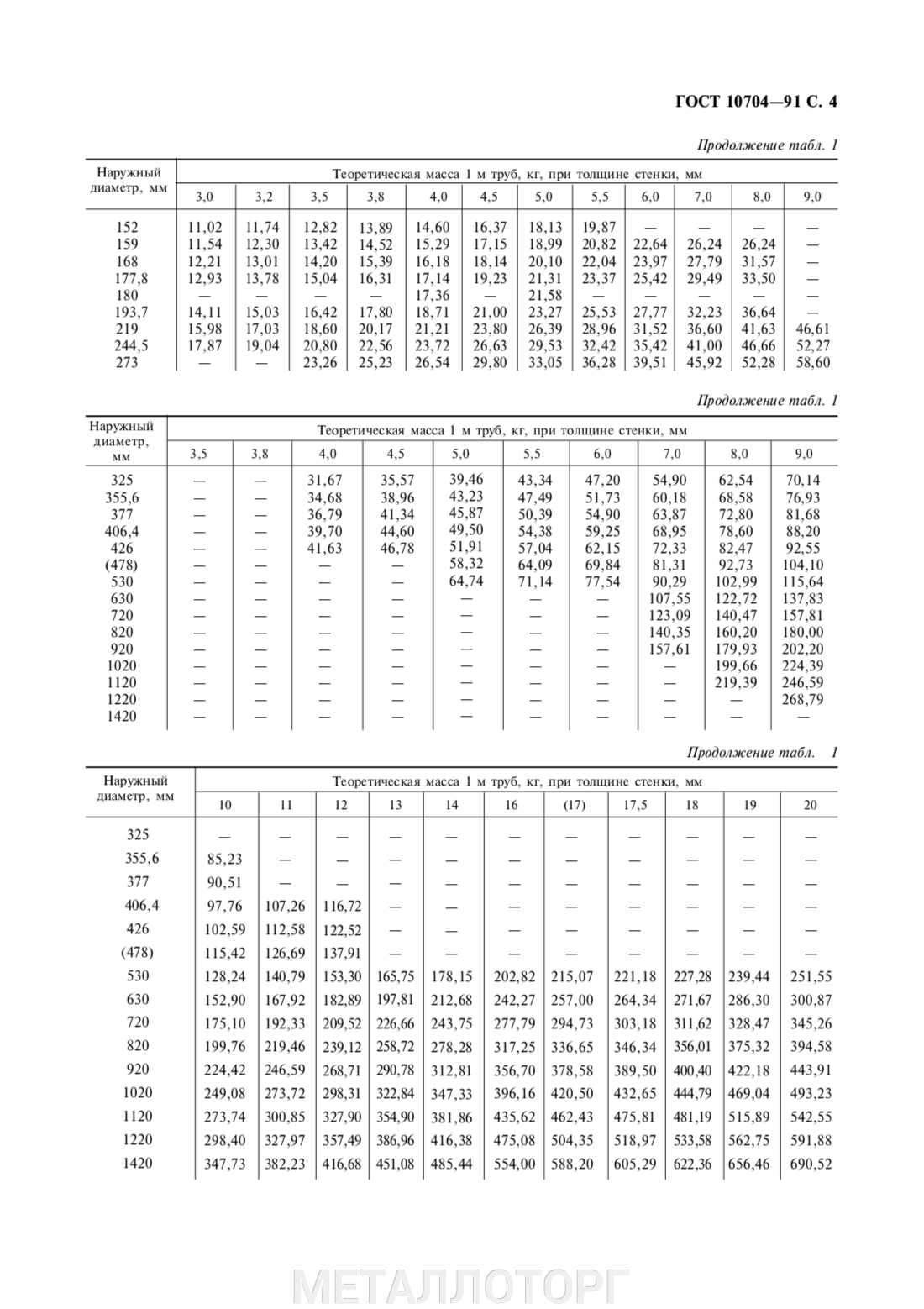 Трубы с предварительно рифленым или скошенным концом поставляются для строительного применения.
Трубы с предварительно рифленым или скошенным концом поставляются для строительного применения.
Различные металлические покрытия, такие как гальванизация, свинцовая футеровка, алюминирование и плакирование, также используются для защиты от коррозии во время применения.Неметаллические покрытия, такие как смазка, краски, пластиковое покрытие, каменноугольная смола и т. Д., Также используются для защиты при хранении и транспортировке. Обработка концов и нанесение покрытий значительно увеличивают стоимость сварных труб.
Обозначения и спецификацииASTM A53 и API-5L обычно используются для определения общих характеристик сварных труб. Стандарт ASTM B36.10 используется для определения размеров и размеров труб и трубок. Хотя в некоторых отраслях есть свои нормы и нестандартные размеры.
В Северной Америке обозначения, используемые для определения размеров труб, известны как номинальный размер трубы (NPS) и номер спецификации (Sch.). NPS определяет внутренний диаметр труб, а Sch. относится к диапазону толщины стенки.
относится к диапазону толщины стенки.
В европейских стандартах номинальное отверстие (NB) используется для обозначения внутреннего диаметра в мм, а OD – внешнего диаметра труб. Стандартные веса ASTM / ANSI обычно выражаются в кг / м или фунт / фут.
Следующие стандарты длины используются на рынке и являются жизненно важными для проектирования трубопроводов.
1. Единичная произвольная длина (SRL) находится в диапазоне от 18 до 25 футов с гладким концом или от 18 до 22 футов с резьбой и соединенными трубами.
2. Двойная случайная длина (ДХО) колеблется в пределах 38-40 футов.
3. Длиннее двойного рандома составляет более 38-40 футов в длину.
4. Режущие длины производятся фиксированной длины в пределах +/- 1/8 дюйма, в то время как некоторые производятся длиной до 80 футов.
- ArcelorMittal
- Condesa
- Europipe
- Evraz Group
- Handan Zhengda Steel Pipe
- PSL 9000 9000i Padana
- TMK
- United States Steel
- Welspun Power & Steel
Факторы, определяющие рынок сварных труб, зависят от региона. Спрос на сварные трубы большого и среднего диаметра в основном обусловлен крупными трубопроводными проектами. Большинство трубопроводных проектов тесно связаны с деятельностью по разведке углеводородов.
Спрос на сварные трубы большого и среднего диаметра в основном обусловлен крупными трубопроводными проектами. Большинство трубопроводных проектов тесно связаны с деятельностью по разведке углеводородов.
Спрос на углеводородное топливо и цены на топливо являются ключевыми факторами спроса на сварные трубы. Кроме того, урбанизация также играет ключевую роль в стимулировании спроса, который поддерживает инфраструктуру для линий водоснабжения и канализации с использованием сварных труб. К другим факторам, определяющим спрос на сварные трубы, относятся рост ВВП, строительство, автомобильная и химическая промышленность.
Изменения в отрасли производства сварных труб Северо-Восточная Азия, Северная Америка и Европа демонстрируют стабильный рост спроса на строительство трубопроводов в течение следующих пяти лет. В 2017 году Китай объявил об увеличении существующих 112 000 км сети энергопроводов до 169 000 км к 2020 году и до 240 000 км к 2025 году. Япония планирует построить трубопровод длиной 1500 км для импорта газа из России.
На долю Северной Америки приходится почти 31 000 миль запланированных трубопроводов, из которых 15 279 миль уже находились в стадии строительства по состоянию на 2017 год.Один из текущих проектов в США – строительство трубопровода на атлантическом побережье протяженностью 600 миль. Ожидается, что к 2021 году также будет завершен проект «Северный поток – 2». По состоянию на 2018 год на Ближнем Востоке и в Африке строятся трубопроводы протяженностью 4 423 мили, а на будущее запланировано строительство 4 794 мили трубопроводов.
Сварные трубы A приложенийТрубы используются для транспортировки нефти и газа с нефтяных месторождений на экспортные терминалы, нефтеперерабатывающие заводы и конечным потребителям.Мировая отрасль трубопроводного транспорта движется за счет увеличения глобального спроса на энергию и торговли топливом.
Сварные стальные трубы также используются в строительстве и инфраструктуре для различных целей. Эти области применения включают строительные леса, электрические и осветительные опоры, несущие колонны и балки в зданиях из стальных конструкций, таких как крыши стадионов, метро и железнодорожные станции. Эти трубы также можно использовать в канализации и водопроводах.
Эти области применения включают строительные леса, электрические и осветительные опоры, несущие колонны и балки в зданиях из стальных конструкций, таких как крыши стадионов, метро и железнодорожные станции. Эти трубы также можно использовать в канализации и водопроводах.
Химическая промышленность также является одним из основных потребителей стальных сварных труб.Стальные трубы используются для строительства линий химической обработки, промышленных ангаров и механических сооружений. К некоторым подсекторам относятся нефтехимия, агрохимия, строительная химия, смолы и полимеры, заводы по переработке синтетических пищевых продуктов, электронная химия, производство газа, цементные заводы, производство пестицидов, промышленность удобрений, фармацевтическая промышленность и производство кислоты и т. Д.
Сварные стальные трубы также используются в автомобильной промышленности при изготовлении каркасов кузова, поддерживающих колонны и конструкции.Эти трубы и трубки также используются в выхлопных газах двигателей.
Другие секторы конечных пользователей включают машиностроительный сектор, промышленный сектор, судостроение, энергетику и секторы энергетики, а также металлическую мебель. В механической промышленности сварные трубы находят свое применение в механических конструкциях машин, роликах конвейерных лент или в других цилиндрических конструкциях, таких как гидравлические подъемники, мельницы, производственные линии и т. Д.
О товарах внутри труб и возможностей труб:
Commodity Inside имеет большой опыт работы на рынке стальных труб и труб.У нас есть ряд готовых отчетов по трубной промышленности . Мы также предоставляем консультации и индивидуальные исследования. Наша первоначальная предварительная оценка бесплатна. Пожалуйста, свяжитесь с нами сейчас по поводу вашего запроса по адресу [email protected]
Продольный сварной шов | Цифровая платформа IMTS
Что такое продольная сварка
Продольная сварка – это особый тип техники сварки, используемый при производстве труб, когда готовые изделия требуют исключительно большой толщины стенки из-за высокого внутреннего или внешнего давления.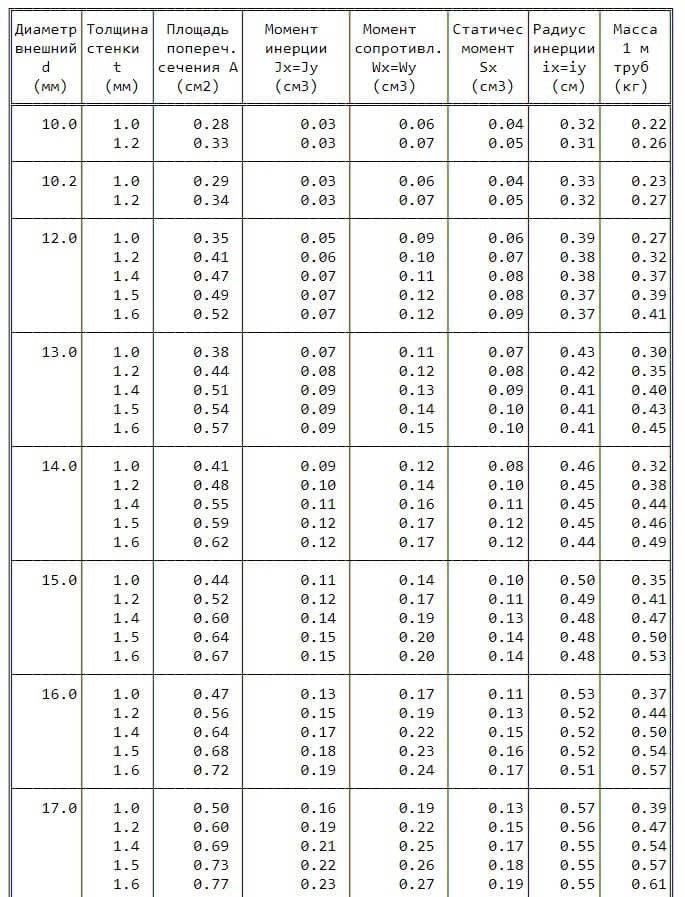 Тем не менее, основные области применения труб с продольным сварным швом включают нефть, газ, природный газ, центральное отопление, водоснабжение, очистку сточных вод и другие связанные с ними применения.
Тем не менее, основные области применения труб с продольным сварным швом включают нефть, газ, природный газ, центральное отопление, водоснабжение, очистку сточных вод и другие связанные с ними применения.
Сварные трубы широко используются на рынке транспортировки нефти и газа из-за их широкого выбора и относительно невысокой стоимости. Основываясь на различных сварных швах, сварные трубы можно разделить на две категории: прямошовные сварные трубы и спиральные сварные трубы, которые широко используются в соответствующей области и существенно отличаются друг от друга из-за различных технологий производства.Мы коснемся этого в следующем разделе.
Различия в производстве
По сравнению со спиральной сваркой, продольная сварка относительно проще с точки зрения технологии производства и сварки. Как следует из названия, продольная сварка представляет собой сварку линейных труб, имеющих прямую сварку на поверхности трубы. С другой стороны, спирально-сварные трубы скручиваются и свариваются под определенными винтовыми углами, тогда как продольные трубы свариваются вертикально в соответствии с осевой линией трубы.
Таким образом, из-за сложного метода сварки спиральная сварка при производстве трубопроводных труб обычно требует больше времени. Что касается продольной сварки линейных труб, необходимо учитывать длину линейных труб для соответствующих отраслевых проектов. Например, всегда требуется, чтобы более короткие линейные трубы соединялись и сваривались в более длинную трубу, что может значительно увеличить вероятность сварочного дефекта, поскольку появление Т-образных сварных швов неизбежно.Кроме того, Т-образные сварные соединения могут привести к остаточному напряжению при сварке, которое потенциально может вызвать усталостное растрескивание в более позднее время.
В заключение, продольная сварка менее надежна, чем спиральная сварка в случае линейного производства труб, несмотря на то, что продольная сварка проще и дешевле. Кроме того, продольная сварка также более полезна, когда речь идет о производстве труб относительно меньшего диаметра, в то время как спиральная сварка более идеальна для больших линейных труб. С учетом вышесказанного, к сожалению, продольная сварка является менее предпочтительным методом производства линейных труб на рынке. Но это не означает, что спиральная сварка безупречна, потому что она сложнее и дороже.
С учетом вышесказанного, к сожалению, продольная сварка является менее предпочтительным методом производства линейных труб на рынке. Но это не означает, что спиральная сварка безупречна, потому что она сложнее и дороже.
Процесс продольной сварки
Стальные трубопроводные трубы – это в основном длинные полые трубы, которые в основном используются для транспортировки продукции из одного места в другое. Крутые трубы производятся в основном двумя разными способами, в результате чего получаются бесшовные линейные трубы или сварные линейные трубы.При продольной сварке линейных труб первое, что нужно сделать, – это отлить необработанную сталь в исходную и более пригодную для обработки форму (например, горячую заготовку, слябы или плоскую полосу). Затем трубы формируются путем вытягивания горячих стальных плит, заготовок или полос в бесшовную трубу или соединения конца плоской стальной полосы с последующим их сварным швом.
Когда в соответствии с эксплуатационными требованиями требуется большая толщина стенки из-за высокого внутреннего или внешнего давления, прямошовные трубы обычно являются предпочтительным вариантом, поскольку они являются наиболее экономичными в таком контексте. Диаметр продольно сваренной трубы обычно больше, чем диаметр контактной сварки сопротивлением (ERW), который обычно составляет от 16 до 60 дюймов (то есть от 406 до 1500 мм). Прямошовные сварные трубы обладают положительными характеристиками по сопротивлению высокому давлению, а также коррозионной стойкости при низких температурах.
Диаметр продольно сваренной трубы обычно больше, чем диаметр контактной сварки сопротивлением (ERW), который обычно составляет от 16 до 60 дюймов (то есть от 406 до 1500 мм). Прямошовные сварные трубы обладают положительными характеристиками по сопротивлению высокому давлению, а также коррозионной стойкости при низких температурах.
Что касается фрезерования прямошовных сварных труб, то этот процесс выполняется и достигается путем холодной штамповки листов из тяжелой углеродистой стали и трубного сырья, которое влияет на свойства многих труб.Материал, используемый для продольной сварки линейных труб, по существу, представляет собой лист высокой или средней толщины, свернутый в бухту в формовочной или формовочной машине, который затем сваривается для увеличения диаметра. Они имеют широкий диапазон спецификаций, с превосходной пластичностью, прочностью, однородностью, компактностью и т. Д.
Проще говоря, процесс производства прямошовных труб – это в основном гибка и сварка широких стальных листов, так что трубы могут быть сформированы из выровненных рулонов горячекатаного проката. Форма катушек в процессе формирования очень напоминает английские алфавиты, такие как J, C, U, O.
Форма катушек в процессе формирования очень напоминает английские алфавиты, такие как J, C, U, O.
Нужна помощь в поиске следующего продольного сварного шва?
Выставка IMTS объединяет производителей со всего мира. Отправьте нам сообщение с вашими требованиями, и наши эксперты IMTS с радостью ответят на ваши вопросы.
Электрическая сварка сопротивлением – обзор
24.4 Инфраструктура старения
Как показано на рис. 24.2, по состоянию на 2001 год три четверти сети трубопроводов для нефти и нефтепродуктов были проложены между 1940 и 1980 годами.Хотя в последние десятилетия усовершенствования в производстве труб, покрытии трубопроводов и технологиях технического обслуживания сделали современные трубопроводы менее уязвимыми к сбоям, большая часть наших трубопроводов является частью стареющей инфраструктуры нашей страны, от которой мы полагаемся для удовлетворения наших потребностей в энергии (Kiefner and Желоб, 2001).
Рисунок 24. 2. Процент пробега трубопровода по десятилетиям.
Влияние возраста трубопровода на его характеристики проиллюстрировано на примере трубопроводов, построенных до 1970 года с использованием стальных труб, изготовленных с использованием низкочастотной технологии ВПВ.В декабре 1988 года в результате разрыва 48-футового продольного сварного шва в 22-дюймовой трубопроводной системе Озарк в округе Марис, штат Миссури, около 20 000 баррелей (более 800 000 гa) нефти вылилось в реку Гасконейд, приток реки Гасконейд. Реки Миссури и Миссисипи. Расследование причин аварии показало, что линия Озарк была построена из трубы ВПВ и эксплуатировалась с 1949 года (Филдс и др., 1989).
Как указывалось в последующем отчете о расследовании Национального института стандартов и технологий (NIST), «[i] хорошо известно, что трубы из ВПВ, изготовленные примерно до 1970 года, содержат значительное количество дефектов сварных швов вследствие использования впоследствии снятых с производства низкочастотная техника ВПВ. Было установлено, что отказ Озарка «на самом деле возник из-за дефекта сварного шва в трубе ERW». NIST пришел к выводу, что «очевидно, что трубы для ВПВ, изготовленные примерно до 1970 года, по своей природе подвержены разрушению и преимущественно коррозии…». Основываясь на данных о частоте отказов, специальные стандарты не кажутся гарантированными для всей длины трубопроводов, содержащих более старые трубы ERW »( курсив добавлен ). Тем не менее, NIST рекомендовал «применять специальные стандарты для мест, где существует большой риск для общественной безопасности, собственности и окружающей среды.NIST далее рекомендовал «заменить старую трубу в определенных местах с критическим риском», частично основываясь на том факте, что «было известно, что дефекты растут со временем… и поскольку существующие методы неразрушающей оценки не могут обнаружить дефекты в шве ВПВ. сварные швы »(Филдс и др., 1989).
Было установлено, что отказ Озарка «на самом деле возник из-за дефекта сварного шва в трубе ERW». NIST пришел к выводу, что «очевидно, что трубы для ВПВ, изготовленные примерно до 1970 года, по своей природе подвержены разрушению и преимущественно коррозии…». Основываясь на данных о частоте отказов, специальные стандарты не кажутся гарантированными для всей длины трубопроводов, содержащих более старые трубы ERW »( курсив добавлен ). Тем не менее, NIST рекомендовал «применять специальные стандарты для мест, где существует большой риск для общественной безопасности, собственности и окружающей среды.NIST далее рекомендовал «заменить старую трубу в определенных местах с критическим риском», частично основываясь на том факте, что «было известно, что дефекты растут со временем… и поскольку существующие методы неразрушающей оценки не могут обнаружить дефекты в шве ВПВ. сварные швы »(Филдс и др., 1989).
Один вопрос, не рассмотренный NIST в его отчете 1989 г., заключался в том, как будут идентифицированы «места критического риска» для тестирования или замены трубы ERW до 1970 г. Как отмечалось в отчете, подготовленном в ноябре 2010 года, многие из трубопроводов страны изначально были построены в малонаселенных районах, но последующий рост населения, вызванный развитием городов и пригородов, привел к вторжению в то, что раньше было сельскими и даже отдаленными районами (PIPA, 2010) .
Как отмечалось в отчете, подготовленном в ноябре 2010 года, многие из трубопроводов страны изначально были построены в малонаселенных районах, но последующий рост населения, вызванный развитием городов и пригородов, привел к вторжению в то, что раньше было сельскими и даже отдаленными районами (PIPA, 2010) .
Проблема вторжения застройки в полосу отвода трубопроводов рассматривалась еще в 1988 г. Советом по транспортным исследованиям (TRB) Национального исследовательского совета. TRB признал хорошие показатели безопасности трубопроводной отрасли, но отметил, что «[d] несмотря на эти хорошие показатели безопасности, операторы трубопроводов сообщили о более чем 10 000 сбоев на линиях транспортировки и сбора жидкостей и газа в период с 1971 года, первого полного года, необходимого на федеральном уровне. отчетности, и 1986 ». Самой крупной причиной отказа трубопровода было повреждение от внешних сил (включая повреждения, нанесенные третьей стороной при выемке грунта, а также естественные причины), на которые в 1988 г. приходилось 40% зарегистрированных аварий (TRB, 1988).
приходилось 40% зарегистрированных аварий (TRB, 1988).
Ниже приведены лишь несколько примеров наиболее серьезных разрывов трубопроводов, произошедших в относительно недавнее время. В 1983 году NTSB расследовало аварию на трубопроводе в Западной Одессе, штат Техас, с участием 8-дюймового трубопровода для сжиженного нефтяного газа, проложенного в 1960 году в сельской неосвоенной земле. В 1970-х и начале 1980-х годов территория была разделена на жилые участки. Хотя у оператора трубопровода был постоянный 50-футовый сервитут, в котором проходил трубопровод; Правительство округа утвердило планы территориального деления, в которых два жилых участка размещались над сервитутом трубопровода и позволяли передвижному дому вторгаться в него, поскольку сервитут не был показан на карте участка, а в округе не было политики в отношении близости застройки к опасным объектам материалы трубопроводов.Когда в 1983 году буровое оборудование случайно врезалось в линию и разорвало ее, в результате пожара погибло шесть человек и четыре были серьезно ранены, а также был нанесен значительный материальный ущерб жилому комплексу (TRB, 1988).
В мае 1989 года поезд сошел с рельсов в жилом районе Сан-Бернардино, Калифорния, в результате чего четыре человека погибли. Поезд остановился на крыше нефтепровода. Линия взорвалась в том же месте через 13 дней после крушения поезда и после восстановления движения поезда, в результате чего два человека погибли, десятки получили ранения и было разрушено 10 домов (TRB, 2004).
За 7-дневный период в октябре 1994 года в пойме реки Сан-Хасинто около Хьюстона, штат Техас, выпало до 20 дюймов дождя, что привело к обширным наводнениям и эвакуации более 14 000 человек. В результате наводнения было обнажено 17 подземных трубопроводов, восемь прорваны, еще 29 были подорваны на переходах через реки. В реку было сброшено более 35 000 баррелей (1,47 миллиона галлонов) нефти и нефтепродуктов. Бензин из разорванного 40-дюймового трубопровода загорелся, и пламя спустилось вниз по реке и разрушило дома, деревья и баржи.Затраты на ликвидацию разливов превысили 7 миллионов долларов, а оценочные имущественные потери составили около 16 миллионов долларов (TRB, 2004). Конечно, ущерб от внешних источников был не единственным источником опасных разрывов. В 1980 году в результате коррозии и избыточного давления произошел разрыв трубопровода, транспортирующего нафту (полуочищенный нефтепродукт) через Лонг-Бич, штат Калифорния. Утечка топлива пробила дыру в мощеной улице, разбрызгивая нафту на 20 футов в воздух и вызвав пожар, в результате которого пять человек получили ранения и был разрушен дом (TRB, 1988).
Конечно, ущерб от внешних источников был не единственным источником опасных разрывов. В 1980 году в результате коррозии и избыточного давления произошел разрыв трубопровода, транспортирующего нафту (полуочищенный нефтепродукт) через Лонг-Бич, штат Калифорния. Утечка топлива пробила дыру в мощеной улице, разбрызгивая нафту на 20 футов в воздух и вызвав пожар, в результате которого пять человек получили ранения и был разрушен дом (TRB, 1988).
Не далее как в сентябре 2016 года было обнаружено, что трубопровод Colonial, 36-дюймовая бензиновая линия, построенная в 1963 году, течет в пруд недалеко от Пелхэма, округ Шелби, штат Алабама. Линия поставляет бензин из Хьюстона на юго-восток и восточное побережье. Была обнаружена утечка около 8000 баррелей бензина, и компания инициировала ответные меры, которые не позволили бензину достичь реки Кахаба (USEPA, 2016). В октябре линия взорвалась после удара лебедки, эксплуатируемой подрядчиком, ремонтирующим линию.Один рабочий трубопровода погиб, еще семь получили ранения, в результате чего пожар продолжался 3 дня (Alabama Media Group, 2016).
Типы нефтегазовых труб: бесшовные, ERW, LSAW
Узнайте о трех типах стальных труб, используемых в нефтехимической промышленности: бесшовные, ERW (контактная сварка сопротивлением) и LSAW (продольная сварка под флюсом). Бесшовная труба изготавливается путем протягивания твердой стальной заготовки через прошивной стержень. Сварные трубы производятся путем резки, гибки, сварки в бухтах (ERW) или стальных листов (LSAW).
Бесшовные трубы
Бесшовные трубы производятся из стальных заготовок, которые нагреваются и перфорируются для создания трубного профиля. Слово «бесшовные» означает отсутствие сварных швов.
Бесшовные стальные трубы используются для различных применений в нефтегазовой отрасли:
- операций на разведке (трубы OCTG)
- на промежуточном этапе (передача и распределение жидкостей, таких как нефть, газ, пар, кислоты, шламы)
- нисходящий поток (технологические трубопроводы для переработки нефти и газа в производные продукты)
- трубопроводы общего назначения для коммунальных служб
наиболее распространенных типов труб , используемых в нефтегазовой промышленности (спецификации труб ASTM):
- ASTM A53 , A106, A333 и API 5L (типы труб из углеродистой стали для высокотемпературной и низкотемпературной углеродистой стали)
- ASTM A335 марок от P5 до P91 (трубы из хромомолибденовой легированной стали для высоких температур и давления, для нефтеперерабатывающих заводов и электростанций )
- ASTM A312 серий 300 и 400 (трубы из нержавеющей стали марок 304, 316, 321, 347)
- ASTM A790 / A928 (дуплексные и супердуплексные трубы с двойным ферритным и аустенитная структура)
- Различные спецификации материалов из никелевых сплавов (Инконель, Хастеллой, Купроникель, Монель, Никель 200)
- Спецификации для труб из цветных металлов (алюминий, медь, латунь, медно-никелевый сплав)
Некоторые спецификации относятся только к бесшовным трубам (пример ASTM A106), другие применяются как к бесшовным, так и к сварным трубам (например, ASTM A53).
Трубы из углеродистой стали (A53, A333, A106 и API 5L) занимают самую большую долю рынка, так как они могут использоваться для большинства высокотемпературных и низкотемпературных применений; Основное применение труб из нержавеющей стали – в коррозионных средах (и более высокие сорта используются при повышении температуры и давления или когда транспортируемая жидкость становится все более и более агрессивной).
В нефтегазовой отрасли API 5CT является ключевой спецификацией, охватывающей трубы OCTG (трубные изделия для нефтяных стран).
Бесшовные стальные трубы не следует путать с бесшовными трубами .Действительно, между трубками и трубками есть несколько важных различий, которые не только семантические. В общем, слово «труба» применяется к любой трубке, используемой для транспортировки жидкостей, тогда как слово «труба» применяется к трубчатым секциям (различной формы, круглой, овальной, квадратной формы), используемым для структурных / механических применений, систем КИП и строительство оборудования под давлением, такого как котлы, теплообменники и пароперегреватели.
ЦЕНА БЕСШОВНЫХ ТРУБ
Цена на бесшовные трубы за тонну выше, чем у труб ERW, обычно на 20-30% выше, из-за их довольно сложного производственного процесса (более сложный, чем процесс производства труб ERW и LSAW) и из-за Дело в том, что количество производителей бесшовных труб довольно ограничено (рынок носит олигополистический характер).
Для конкретных размеров и спецификаций (например, 20-дюймовая труба или труба с большой толщиной стенки из специальных или экзотических материалов, например, трубы ASTM A335 P91), есть несколько мировых поставщиков труб и цены за тонну (или за метр). ), как следствие, подвержены влиянию.
В связи с этим неправильно оценивать цены на трубы, используя стандартную цену за тонну для всех труб из «углеродистой стали» или «нержавеющей стали», независимо от фактического диаметра, толщины стенки и конкретной марки: все эти факторы необходимо принять во внимание, чтобы предотвратить перерасход средств во время выполнения проекта на более позднем этапе. Более того, цены колеблются ежедневно (особенно на легированные трубы, содержащие химические элементы, такие как молибден, никель, медь, хром, которые ежедневно продаются на Лондонской бирже металлов или на рынках ферросплавов).
Более того, цены колеблются ежедневно (особенно на легированные трубы, содержащие химические элементы, такие как молибден, никель, медь, хром, которые ежедневно продаются на Лондонской бирже металлов или на рынках ферросплавов).
РАЗМЕРЫ БЕСШОВНЫХ ТРУБ
Спецификации ASME B36.10 и B36.19 охватывают размеры и вес бесшовных труб для нефтехимической промышленности (спецификации относятся и к сварным трубам):
- Спецификация ASME B36.10 охватывает бесшовные углеродистые и низколегированные трубы размером (размеры и вес) от 1/8 до 24 дюймов
- Стандарт ASME B36.19 Спецификация , вместо этого, охватывает размеры и вес бесшовных и сварных труб из нержавеющей стали, дуплексных, никелевых сплавов. «график», который относится к толщине трубы (наиболее распространенными являются сортамент 40, STD, XS, XXS для труб из углерода / сплава и 10S, 40S и 80S для труб из нержавеющей стали и никелевого сплава).
Спецификации размеров трубы ASME можно приобрести в Интернете на веб-сайте ASME или в интернет-магазине IHS.

ПРОЦЕСС ИЗГОТОВЛЕНИЯ БЕСШОВНЫХ ТРУБ
Бесшовные трубы из мягкой стали от 1/8 до 6 дюймов. производятся с использованием так называемого «процесса центробежного фрезерования» или «процесса экструзии» (используется для меньших диаметров), тогда как «процесс фрезерования на оправке» используется для больших диаметров.
Видео о производстве бесшовных стальных труб (источник: канал Tenaris Youtube)
Труба ERW (электросварка сопротивлением)Трубы ERW производятся с использованием стальных рулонов: рулон сначала разматывается, затем сглаживается, разрезается и, наконец, формируется в форму трубы, электрически соединив два ее конца.

Трубы ERW доступны в размерах от 1/2 до 20 дюймов из углеродистой стали (ASTM A53 – наиболее распространенная спецификация) и нержавеющей стали (ASTM A312). Что касается размеров, ASME B36.10 и ASME B36.19 являются ключевыми справочными спецификациями (API 5L для сварных трубопроводов ERW).
Таблицы размеров ASME и API показывают типичные комбинации номинального размера трубы и толщины стенки (обозначенной как «график»), а также показывают вес трубы ERW в кг (или фунтах).
За последние несколько лет трубы ERW стали эффективной альтернативой бесшовным трубам, как с точки зрения цены, так и с точки зрения производительности, благодаря современным технологиям сварки, принятым производителями труб ERW (например, HFI и HFW, высокочастотная сварка). .Эти достижения в технологиях сварки со временем снизили техническое превосходство бесшовных труб по сравнению с трубами из ВПВ, сделав их взаимозаменяемыми, по крайней мере, в некоторых областях применения (при низком / среднем давлении и температуре).
 Конечно, бесшовные трубы всегда выигрывают от внутренней превосходной механической прочности стальных заготовок по сравнению с рулонами и листами.
Конечно, бесшовные трубы всегда выигрывают от внутренней превосходной механической прочности стальных заготовок по сравнению с рулонами и листами.ПРОЦЕСС ИЗГОТОВЛЕНИЯ ТРУБ ERW
Трубы ERW производятся из рулонов стали, которые сначала разматываются, разрезаются, обрабатываются, свариваются и испытываются, как показано на рисунке ниже.
Наиболее распространенной технологией сварки нефтегазовых труб является так называемая «высокочастотная индукционная технология» (ERW-HFI), заключающаяся в приложении индукционного тока на внешней поверхности трубы, способного генерировать прочный сварной шов и очень плотное соединение двух сторон стального рулона.
Процесс производства стальных труб ERW (источник: канал Tenaris Youtube)
Труба LSAW (продольная дуговая сварка под флюсом)Труба LSAW («сварка под флюсом») изготавливается путем резки, гибки и сварки стальные пластины (процесс JCOE).

Трубы LSAW конкурируют с бесшовными трубами и трубами ERW в диапазоне размеров от 16 до 24 дюймов, но являются обязательными вариантами для трубопроводов диаметром более 24 дюймов (поскольку 24 дюйма являются максимальным размером для промышленных бесшовных труб).
Двумя основными типами труб LSAW являются продольные (с одинарным или двойным прямым швом, DSAW) и спиральные (называемые трубами HSAW, SSAW или SAWL). Следовательно, разница между DSAW и LSAW заключается в том, что трубы DSAW имеют сварной шов внутри и снаружи трубы, тогда как трубы LSAW имеют одинарный сварной шов на внешней поверхности.
Разница между трубами LSAW и ERW заключается в том, что трубы LSAW производятся с использованием стальных пластин , трубы ERW производятся из рулонов стали .
В нефтегазовой промышленности трубы большого диаметра API 5L LSAW используются для эффективной транспортировки углеводородов на большие расстояния.
Спирально-сварные трубы HSAW / SSAW используются для некритических применений, таких как передача и распределение воды (не для нефти и газа).

ПРОЦЕСС ИЗГОТОВЛЕНИЯ ТРУБ LSAW
Трубы LSAW производятся по так называемому процессу JCOE, начиная со стальных листов, как показано ниже.
Процесс производства стальных труб LSAW (источник: канал YouTube Corinth Pipeworks).
Труба ВПВ VS. Бесшовные
На вопрос «Должен ли я использовать в проекте ВПВ или бесшовные трубы?» подходит снова и снова. У каждой из этих двух есть свои преимущества и недостатки, о которых следует подумать, чтобы принять правильное решение:
ЗА И МИНУСЫ БЕСШОВНЫХ ТРУБ
- Бесшовные трубы изготавливаются из цельного стального блока и не имеют сварных швов, которые могут представлять собой слабые места (подверженные коррозии, эрозии и общим выходам из строя).
- Бесшовные трубы имеют более предсказуемые и точные формы с точки зрения округлости и овальности по сравнению со сварными трубами.

- Основным недостатком бесшовных труб является то, что их стоимость за тонну выше, чем стоимость труб из ВПВ того же размера и сорта (бесшовные трубы против ВПВ конкурируют в диапазоне от 2 до 20 дюймов).
- Срок поставки может быть больше, поскольку существует меньше производителей бесшовных труб, чем сварных труб (для сварных труб существуют более низкие входные барьеры по сравнению с бесшовными трубами)
- Бесшовные трубы могут иметь непостоянную толщину стенки по всей длине, в действительности общий допуск составляет +/- 12.5%
Плюсы и минусы ERW PIPE
- Сварные трубы дешевле бесшовных (типа ERW HFI), поскольку они производятся с использованием стальных рулонов в качестве сырья на менее сложных производственных предприятиях
- Сварные трубы имеют более короткое время выполнения заказа, чем бесшовные трубы , поскольку производственная база больше
- Сварные трубы имеют постоянную толщину стенки, так как они производятся с использованием бухт (ERW) или пластин (LSAW), и в обоих случаях требуется строгий контроль допусков
- Основным «дефектом» сварных труб является что наличие сварного шва является фактором слабости.
 В то время как это могло быть правдой в прошлом, это становится все менее и менее верным с развитием сварочных технологий за последние десять лет.
В то время как это могло быть правдой в прошлом, это становится все менее и менее верным с развитием сварочных технологий за последние десять лет.
Заключение: современные сварные трубы ERW-HFI являются абсолютно действенной альтернативой бесшовным трубам и помогают конечным потребителям снизить цены и время выполнения заказа на 20-25%.
Трубы с клапанами являются наиболее значительным элементом затрат на трубопроводы при строительстве завода (как показывает практический опыт, трубопроводы покрывают 5-7% общей стоимости завода, а трубы составляют примерно 60-70% этой стоимости, клапаны 15 до 25%).Эти цифры являются средними значениями, которые относятся к нефтегазовой отрасли и относятся к материалам из углеродистой стали (вес трубопровода может быть выше для классов трубопроводов из нержавеющей стали, дуплексной стали и никелевых сплавов).
Последний пункт: трубы могут иметь разные цвета (окрашенные на внешней поверхности), чтобы обозначать тип жидкости, которую они переносят.
