Тс 75 станок – Токарный станок ТС 75: технические характеристики
alexxlab | 13.05.2020 | 0 | Разное
Токарные, токарно-винторезные, токарно-карусельные станки : Универсальный токарно-винторезный станок ТС-75
Max диаметр заготовки – 435, max длина заготовки 1000 мм.
ОписаниеУниверсальный токарно-винторезный станок ТС-75
Станок токарно-винторезный ТС-75 предназначен для выполнения разнообразных токарных работ, в том числе для нарезания резьб: метрической, дюймовой, модульной, питчевой и архимедовой спирали с шагом 3/8″, 7/16″, 8, 10 и 12 мм. Класс точности Н по ГОСТ 8. Условия эксплуатации УХЛ4, ТС4, ТВ4 по ГОСТ15150 в зависимости от заказ-наряда.
Основное достоинство станка – высокая мощность главного привода, большая жесткость и прочность всех звеньев кинематической цепи, надежность и виброустойчивость конструкции, широкий диапазон частот вращения шпинделя, рассчитанных на скоростное и силовое резание.
Универсальный токарно-винторезный станок ТС-75 относится к средним станкам и предназначен для обработки заготовок средних размеров:
- Наибольший диаметр заготовки типа “диск” над станиной – Ø 435 мм
- Наибольший диаметр заготовки типа “вал” над суппортом – Ø 224 мм
- Межцентровое расстояние (РМЦ) – 1000 или 1500 мм
- Мощность электродвигателя главного движения – 11 кВт
- Сквозное отверстие в шпинделе для обработки прутка – Ø 55 мм
- Максимальный диаметр прутка – Ø 53 мм
Шпиндель станка получает 23 ступени прямых (12,5..2000 об/мин) и 12 обратных (19..2420 об/мин) ступеней частот вращения от коробки скоростей в передней бабке.
Узнайте о цене, состоянии и условиях покупки этого токарно-винторезного станка, отправивив запрос “Задать вопрос по товару” вверху страницы. Или просто позвоните по телефону (812) 325-38-30! Вам ответят о всех имеющихся токарных станках бу.
Технические характеристики станка ТС-75:
|
Наименование параметра |
ТС-75 |
|
Основные параметры |
|
|
Класс точности по ГОСТ 8-82 |
Н |
|
Наибольший диаметр заготовки над станиной, мм |
435 |
|
Наибольший диаметр заготовки над суппортом, мм |
224 |
|
Наибольшая длина заготовки (РМЦ), мм |
1000 |
|
Наибольшая масса заготовки в патроне, кг |
200 |
|
Наибольшая масса заготовки в центрах, кг |
900 |
|
Шпиндель |
|
|
Диаметр сквозного отверстия в шпинделе, мм |
55 |
|
Наибольший диаметр прутка, мм |
|
|
Число ступеней частот прямого вращения шпинделя |
23 |
|
Частота прямого вращения шпинделя, об/мин |
12,5..2000 |
|
Число ступеней частот обратного вращения шпинделя |
12 |
|
Частота обратного вращения шпинделя, об/мин |
19..2420 |
|
Размер внутреннего конуса в шпинделе, М |
Морзе 6 |
|
Конец шпинделя по ГОСТ 12593-72 |
6К |
|
Наибольший крутящий момент, кНм |
2 |
|
Электрооборудование |
|
|
Количество электродвигателей на станке |
3 |
|
Мощность электродвигателя главного привода, кВт |
11 |
|
Мощность электродвигателя быстрых перемещений (ходов), кВт |
0,75 |
|
Мощность электродвигателя насоса охлаждения, кВт |
0,12 |
|
Мощность электродвигателя гидростанции, кВт |
– |
|
Мощность всех электродвигателей, кВт |
11,87 |
|
Габариты и масса станка |
|
|
Габариты станка мм |
3182 х |
|
Масса станка , кг |
2650 |
stankos.ru
Тс-75 Станок токарно-винторезный универсальный. Назначение, область применения
Станки токарно-винторезные моделей ТС-75 предназначены для выполнения разнообразных токарных работ, в том числе для нарезания резьб: метрической, дюймовой, модульной, питчевой и архимедовой спирали с шагом 3/8″, 7/16″, 8, 10 и 12 мм. Класс точности Н по ГОСТ 8. Условия эксплуатации УХЛ4, ТС4, ТВ4 по ГОСТ15150 в зависимости от заказ-наряда.
Основные достоинства предлагаемой серии станков – высокая мощность главного привода, большая жесткость и прочность всех звеньев кинематической цепи, надежность и виброустойчивость конструкции, широкий диапазон частот вращения шпинделя, рассчитанных на скоростное и силовое резание.
Базовая модель серии – универсальный токарно-винторезный станок 1К62Д, который является усовершенствованным прототипом хорошо зарекомендовавшего себя во многих странах мира станка 1К62, выпускавшегося ранее заводом “Красный пролетарий”.
Кроме базовой модели в составе серии представлены несколько модификаций станков, учитывающих индивидуальные запросы потребителей. Особенности той или иной модификации нетрудно проследить по маркировке станка.
Шпиндель станков установлен на специальных подшипниках, которые обеспечивают необходимую жесткость и высокую точность обработки.
Обработка разнообразных материалов может производиться с ударными нагрузками без потери точности.
Станки могут использоваться для обработки закаленных заготовок из жаропрочной и инструментальной стали, требующих тяжелых режимов резания.
Выемка в станине (ГАП) позволяет устанавливать и обрабатывать заготовки, радиус которых превышает расстояние, ограниченное высотой центров
Например, наибольший диаметр заготовки, устанавливаемой над станиной станка 1К62Д – 435 мм, а станок 1К62ДГ с ГАПом дает возможность изготавливать деталь с наружным диаметром 630 мм.
Класс точности Н по ГОСТ 8-82.
Условия эксплуатации УХЛ4, ТС 4, ТВ 4 по ГОСТ 15150-69 в зависимости от заказ – наряда.
Тс-75 Модификации универсального токарно-винторезного станка
ТС-75 – Ø 435 мм, станок токарно-винторезный спроектирован на базе станка 1К62Д. Оборудован узлом пневмооборудования для привода зажима изделия
ТС 75-01 – Ø 435 мм, станок токарно-винторезный оснащен дополнительными технологическими приспособлениями
ТС 75-02 – Ø 435 мм, станок токарно-винторезный оборудован гидрокопировальным устройством для обработки сложных фасонных и ступенчатых поверхностей по шаблону
ТС-75 Габариты рабочего пространства станка. Суппорт
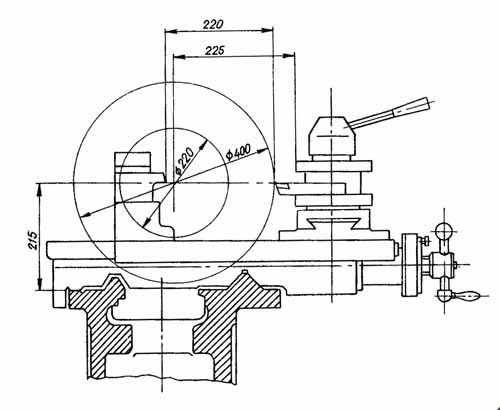
Суппорт токарно-винторезного станка ТС-75
ТС-75 Общий вид токарно-винторезного станка

ТС-75 Расположение составных частей токарно-винторезного станка
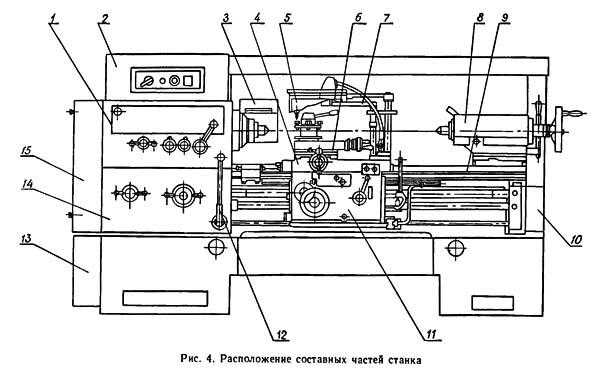
Перечень составных частей токарно-винторезного станка ТС-75
Бабка передняя 1К62Д.020.000
Электрооборудование 1К62Д.180.000
Ограждение патрона 1К62Д.260.000
Каретка 1К62Д.050.000
Ограждение суппорта 1К62Д.261.000
Суппорт 1К62Д.041.000
Охлаждение 1К62Д.250.000
Бабка задняя 1К62Д.030.000
Станина 1К62Д.010.000
Привод быстрых ходов 1К62Д.140.000
Ограждение 1К62Д.280.000
Фартук 1К62Д.060.000
Управление фрикционом 1К62Д.160.000
Установка моторная 1К62Д.150.000
Коробка подач 1К62Д.070.000
Коробка передач 1К62Д.080.000
ТС-75 Расположение органов управления токарно-винторезным станком
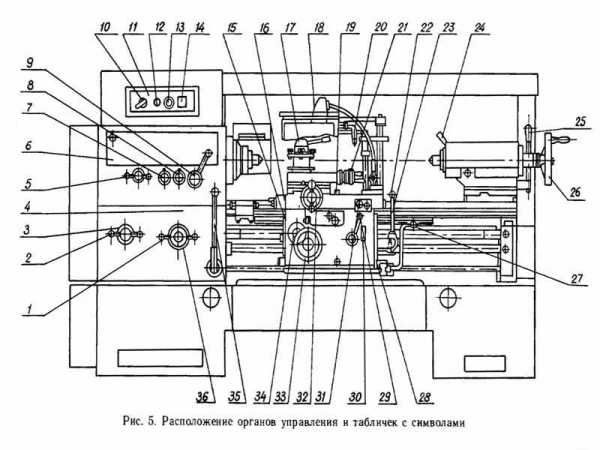
Органы управления токарным винторезным станком
ТС-75 Спецификация органов управления токарно-винторезным станком
Рукоятка установки величины по дачи и шага резьбы – Двадцать восемь фиксированных положений
Рукоятка выбора типа резьбы и вида работ (резьбы или подачи) – Пять фиксированных положений
Рукоятка установки частоты вращения шпинделя – Шесть фиксированных положений
Рукоятка установки нормального, увеличенного шага резьбы и положения – Три фиксированных положения при делении многозаходных резьб
Рукоятка установки правой и левой резьбы и подачи – Три фиксированных положения
Рукоятка установки частоты вращения шпинделя – Четыре фиксированных положения
Вводной автоматический Выключатель – Включение и выключение производится в соответствии с символами на панели электрошкафа управления – При автоматическом отключении рукоятка находится в промежуточном положении. Перед включением рукоятку предварительно установить в выключенное положение
Сигнальная лампа – Лампа светится — электропитание включено
Выключатель электронасоса подачи охлаждающей жидкости
Указатель нагрузки станка при обработке деталей – Служит для определения нагрузки на электродвигатель главного привода
Кран смазки направляющих каретки и поперечных салазок суппорта – Поворот — открывание крана
Рукоятка поворота и крепления индексируемой резцовой головки – Вращение против часовой стрелки — открепление и поворот резцовой головки. Вращение по часовой стрелке — фиксирование и закрепление резцовой головки
Болт крепления каретки на станине — Поворот болта ключом по часовой стрелке – закрепление каретки. Поворот болта ключом против часовой стрелки — открепление каретки
Регулируемое сопло подачи охлаждающей жидкости, подаваемой к режущему инструменту— Поворот по часовой стрелке – уменьшение количества охлаждающей жидкости. Поворот против часовой стрелки — увеличение
Рукоятка ручного перемещения резцовых салазок суппорта – Вращение по часовой стрелке — перемещение салазок влево. Вращение против часовой стрелки — перемещение салазок — вправо
Выключатель лампы местного освещения – Переключением тумблера
Кнопка включения электродвигателя привода быстрых перемещений каретки и поперечных салазок суппорта – Нажатие — включение электродвигателя
Рукоятка управления механическими перемещениями каретки и поперечных салазок суппорта – Поворот влево — включение перемещения каретки влево, поворот вправо — включение перемещения каретки вправо. Поворот от себя — включение перемещения поперечных салазок вперед. Поворот на себя — включение перемещения поперечных салазок назад
Рукоятка зажима пиноли задней бабки – Поворот вправо — пиноль зажата, поворот влево — пиноль разжата
Рукоятка крепления задней бабки к станине – Поворот от себя — закрепление задней бабки. Поворот на себя — открепление задней бабки
Маховик перемещения пиноли задней бабки — Вращение по часовой стрелке — перемещение пиноли влево. Вращение против часовой стрелки — перемещение пиноли вправо
Рукоятка управления фрикционной муфтой главного привода (сблокирована с рукояткой 35)– Три фиксированных положения. Среднее положение — муфта выключена, тормоз включен. Нажатие влево и поворот вверх — включение прямого вращения шпинделя. Нажатие влево и поворот вниз — включение обратного вращения шпинделя
Рукоятка включения и выключения гайки ходового винта – Поворот вниз — включение гайки, Поворот вверх — выключение гайки
Кнопочная станция включения и выключения электродвигателя главного привода – Нажатие черной кнопки — включение электродвигателя. Нажатие красной кнопки — выключение электродвигателя
Аварийная кнопка «Стоп» Нажатие — отключение электрооборудования станка от сети вводным автоматическим выключателем
Рукоятка ручного перемещения поперечных салазок суппорта – Вращение по часовой стрелке — перемещение салазок вперед. Вращение против часовой стрелки — перемещение салазок назад
Маховик ручного перемещения каретки – Вращение против часовой стрелки — перемещение каретки влево. Вращение по часовой стрелке — перемещение каретки вправо
Рукоятка включения и выключения реечной шестерни – Перемещение от себя — сцепление шестерни с рейкой. Перемещение на себя — расцепление шестерни с рейкой
Рукоятка управления фрикционной муфтой главного привода (сблокирована с рукояткой 27)– Три фиксированных положения, Среднее положение — муфта выключена, тормоз включен. Перемещение на себя и поворот вправо — включение прямого вращения шпинделя. Перемещение на себя и поворот влево — включение обратного вращения шпинделя
Устройство токарно-винторезного станка ТС-75 и его составных частей
studfiles.net
| АО “УАП “Гидравлика” | Капитальный ремонт станка токарно-винторезного 16к20 | в работе | http://www.gidravlika-ufa.ru/ |
| ИП Нафиков И.С. | Продажа токарно-винторезного станка 16к20 РМЦ 710 | в работе | |
| ОАО “Заинский сахар” | Капитальный ремонт станка токарно-винторезного 1к62 – 1 шт.; Капитальный ремонт станка токарно-винторезного 1к62д – 1 шт. | в работе | www.agrosila-holding.ru |
| АО “Резинотехника” | Капитальный ремонт станка токарно-винторезного 16к20 | в работе | www.salnik.ru |
| ООО “Судостроительный завод “ЗАЛИВ” | Капитальный ремонт станка токарно-винторезного 1к62 | в работе | http://zalivkerch.com/ |
| Русджам Холдинг (Уфа) | Капитальный ремонт фрезерного станка 6р12 | в работе | http://www.sisecamcamambalaj.com/ru |
| АО “Трубодеталь” | Капитальный ремонт станка токарно-винторезного 1к625д – 1 шт.; Капитальный ремонт станка токарно-винторезного 1к62д – 1 шт.; Капитальный ремонт станка токарно-винторезного ТС-75 – 1 шт.; | в работе | www.omk.ru |
| АО “Машиностроительная компания “Витязь”, г. Ишимбай | Капитальный ремонт 2 единиц токарно-винторезных станков 16к20 | сентябрь 2018 года | http://www.bolotohod.ru |
| ООО “Грант-Софт” | Продажа токарно-винторезного станка 16к20 РМЦ 1000 | сентябрь 2018 года | www.grant-ufa.ru |
| ООО “Станкостроительная компания “ПИЛОТЕХНИКА” | Продажа токарно-винторезного станка 16к20 РМЦ 1000 | сентябрь 2018 года | http://stanki43.com |
| ООО “Станкостроительная компания “ПИЛОТЕХНИКА” | Продажа токарно-винторезного станка 16к20 РМЦ 1400 | август 2018 г. | http://stanki43.com |
| ООО «Силур» | Продажа токарно-винторезного станка 16к20 РМЦ 710 | август 2018 г. | www.silur.ru |
| АО “УППО” | Ремонт транспортёра линии полимерных покрытий ЛНПП-02 | июль 2018 г. | http://uppo.kret.com |
| АО «ЦЭЭВТ» | Продажа токарно-винторезного станка 16к20 РМЦ 710 | июль 2018 г. | www.ceevt.ru |
| ООО «МагТехноПром» | Продажа станка резьбонарезного ВМС-2 после ремонта | июнь 2018 г | |
| АО «СТЕКЛОНиТ» | Ремонт горизонтально-фрезерного станка 6р81г | июнь 2018 г | http://steklonit.com |
| ООО «Крафт Памп» | Продажа токарно-винторезного станка 16к20 РМЦ 1000 | июнь 2018 г | |
| ООО «Метаплюс» | Продажа токарно-винторезного станка 16к20 РМЦ 1000 | июнь 2018 г | |
| ООО «ПроминвестГРУПП» | Продажа токарно-винторезного станка 16к20 РМЦ 1400 | май 2018 г. | |
| ООО «ИнвестФорэст» | Продажа токарно-винторезного станка 16к20 РМЦ 1000 | май 2018 г. | |
| ООО ОЗКО «ВНИИГИС» | Продажа токарно-винторезного станка 16к20 РМЦ 1400 | май 2018 г. | www.ozko.ru |
| ООО «Буртехмаш» | Продажа токарно-винторезного станка 16к25 РМЦ 1000 | май 2018 г. | |
| ООО «Бековское ДСП» | Продажа токарно-винторезного станка 16к20 РМЦ 710 | апрель 2018 г. | |
| ООО «Энергосервис» | Продажа токарно-винторезного станка 16к25 РМЦ 1000 – 4 шт. | март 2018 г. | www.energos.su |
| OOO “Сырьевая компания “Ал-Мет” | Продажа токарно-винторезного станка 1м63 РМЦ 2800 | февраль 2018 г. | |
| АО «Салаватский химический завод» | Капитальный ремонт станка токарно-винторезного 16в20 | февраль 2018 г. | |
| ООО «Промпродукт» | Продажа токарно-винторезного станка 16к20 после капитального ремонта – 1 шт. и Широкоуниверсального консольно-фрезерного станка после капитального ремонта – 1 шт | февраль 2018 г. | |
| ООО «ВЦТО» | Восстановление геометрии станка токарно-винторезного 1к62 | февраль 2018 г. | |
| ООО «ФлаидТех» | Продажа токарно-винторезного станка 16к20 РМЦ 1400 | январь 2018 г. | |
| СПК колхоз имени Салавата | Продажа токарно-винторезного станка 16к20 РМЦ 1400 | январь 2018 г. | |
| АО НПЦ «Горноспасательные технологии» | Продажа токарно-винторезного станка 16к20 РМЦ 1000 | январь 2018 г. | |
| ООО «НПП Уралнефтегаздиагностика» | Продажа токарно-винторезного станка 16к20 РМЦ 710 | декабрь 2017 г. | |
| ООО «МДС-Уплотнительные системы» | Продажа токарно-винторезного станка 16к20 РМЦ 1000 | декабрь 2017 г. | |
| ООО «Гидравлик-сервис» | Продажа токарно-винторезного станка 16к20 РМЦ 1400 | декабрь 2017 г. | |
| ООО «КИП-62» | Продажа токарно-винторезного станка 16к20 РМЦ 710 | ноябрь 2017 г. | |
| ООО «Техника-Сервис» | Ремонт станка токарно-винторезного 16к20 | август 2017 г. | |
| ООО «Бекам» | Продажа токарно-винторезного станка 16к20 РМЦ 1400 | июль 2017 г. | |
| ООО «Завод НефтеГазовых компонентов» | Продажа токарно-винторезного станка 1м63 РМЦ 1400 | июнь 2017 г | www.zngk.ru |
| ООО «МВП-Авангард» | Продажа токарно-винторезного станка 16к20 РМЦ 1000 | июнь 2017 г. | |
| ООО «Кровмонтаж: кровельные линии и оборудование» | Ремонт станка токарно-винторезного 1к62д | май 2017 г. | |
| ООО «Дебит-Е» | Продажа вертикально-сверлильного станка 2Н135, после капитального ремонта | май 2017 г. | www.parafinanet.ru |
| ООО «ПФК «Курганпром» | Продажа токарно-винторезного станка 16к20 РМЦ 1000 | апрель 2017 г. | |
| ООО “БелГидроМаш” | Продажа токарно-винторезного станка 1м63 | март 2017 г. | www.belgm.ru |
| СПК Никольское | Продажа токарно-винторезного станка 16к20 РМЦ 1000 | январь 2017 г. | |
| ООО “Алтайский завод Автотракторного оборудования” | Продажа токарно-винторезного станка 16к20 | декабрь 2016 г. | www.azas.ru |
| ООО ПСК «АзовВторСплав» | Продажа пресса брикетировочного Б 6234, после капитального ремонта | ноябрь 2016 г. |
metallostan.ru
Токарный станок 1К62Д, 1К625Д, 1К625ДГ, ТС-70, ТС-75
Станок токарно-винторезый модели 1К62Д, 1К625Д предназначен для выполнения самых разнообразных токарных работ, в том числе для нарезанья резьб: метрической, дюймовой, модульной, питьчевой и архимедовой спирали с шагом 3/8″; 7/16″, 8, 10 и 12 мм. Класс точности Н по ГОСТ 8-82.
Технические характеристики
| Наибольший диаметр обрабатываемой заготовки, мм: | |
| над станиной | 435 |
| над суппортом | 224 |
| Наибольшая длина обрабатываемой заготовки, мм | 750, 1000, 1500 |
| Размер внутреннего конуса в шпинделе | Морзе 6 |
| Диаметр цилиндрического отверстия в шпинделе | 55 (62*) |
| Число ступеней частот вращения шпинделя | 23 |
| Частота вращения шпинделя | 12,5…2000 мин-1 |
| Число ступеней рабочих подач: | |
| продольных | 42(56*) |
| поперечных | 42(56*) |
| Рабочие подачи, мм/об: | |
| продольные | 0,70…4,16 (0,036…7,54*) |
| поперечные | 0,035…2,08 (0,018…3,77*) |
| Число нарезаемых резьб: | |
| метрической | 45(53*) |
| дюймовых | 28(57*) |
| модульных | 38 |
| питчевых | 37 |
| архимедовой спирали | 5 |
| Шаг нарезаемой резьбы: | |
| метрической, мм | 0,5…192 |
| модульной , модулей | 0,5…48 |
| дюймовой, ниток на дюйм | 24…15/8 |
| питчевой | 96…1 питч |
| архимедовой спирали, мм | 3/8″, 7/16″, 8; 10 и 12 |
| Быстрые установочные перемещения суппорта, м/мин: | |
| продольного | 4,5 |
| поперечного | 2,25 |
| Размер внутреннего конуса в задней бабке | Морзе 5 |
| Наибольшее перемещение пиноли задней бабки, мм | 200 |
| Поперечное смещение корпуса задней бабки, мм | ±15 |
| Наибольшее сечение резца | 25 |
| Давление воздуха, МПа | 0,4…0,6 |
| Питание от электросети напряжением | 220/380 В (50Гц) |
| Мощность электродвигателя главного привода, кВт | 11 (7,5*) |
| Габаритные размеры станка, мм: | |
| длина | 2786, 3286, 3786 |
| ширина | 1200 |
| высота | 1500 |
| Масса станка, кг. | 2700 |
www.stanko-rem.ru
Суппорт
Суппорт крестовой конструкции перемещается в продольном; направлении по направляющим станины и в поперечном по направляющим каретки.
Эти перемещения могут быть осуществлены от механического привода на рабочей подаче, быстро, а также от руки.
Кроме того, верхняя часть суппорта, несущая на себе четырехгранную резцовую головку, имеет независимое ручное продольное перемещение по направляющим поворотной части суппорта и может быть повернута на угол от ±90°.
При тяжелых торцовых работах необходимо винтом 19 (рис. 5) затянуть прижимную планку каретки.
Жесткий микрометрический упор ограничения продольных перемещений крепится на передней полке станины двумя винтами.
На нижней части суппорта может быть установлен дополнительно задний резцедержатель.
Для установки заднего резцедержателя на станке ТС-75, полученного заказчиком по специальному заказу отдельно от станка, необходимо произвести доработку нижней части суппорта (рис. 9).
Механизм управления фрикционной муфтой главного привода
Конструкция механизма исключает возможность включения или выключения фрикционной муфты при случайном нажатии на рукоятки 27, 35 (рис. 5), которые сблокированы между собой следующим образом.
При работе рукояткой 27 рукоятка 35 повторяет операции первой. Выключение возможно любой из рукояток. Если же муфта включена рукояткой 35, то выключение можно произвести и рукояткой 27 только при условии предварительного поворота этой рукоятки в соответствующее рабочее положение с последующим возвращением в нейтральное (среднее) положение для выключения.
Коробка передач (сменные шестерни)
Коробка передач служит для передачи движения от выходного вала передней бабки к приводному валу коробки подач.
Для получения подачи и нарезания метрической и дюймовой резьб устанавливаются шестерни основного набора с передаточным отношением 42/95*95/50, для нарезания модульной или питчевой резьб — 64/95*95/97 и для нарезания дюймовой резьбы с шагом 19 ниток на 1″ — 64/95*95/50
Патроны к токарному станку тс-75
Трехкулачковый самоцентрирующийся патрон соединяется со шпинделем при помощи переходного фланца 5 (рис. 25).
При установке фланец 5 патрона центрируется на наружном конусе шпинделя 2, четыре шпильки 6 свободно проходят через отверстия фланца шпинделя и замкового кольца 7, затем замковое кольцо поворачивают и посредством равномерного перекрестного затягивания гаек 8 достигается беззазорное прилегание торца фланца 5 к фланцу шпинделя 2.
Корпус патрона центрируется по цилиндрическому пояску фланца 5 и притягивается к нему винтами.
Точность посадки патрона на шпиндель проверяется индикатором по контрольному пояску, расположенному на наружной цилиндрической поверхности корпуса патрона.
Радиальное биение не должно превышать 0,02 мм.
Для обеспечения надежности зажима и безопасности работы следует строго придерживаться требований, изложенных в паспорте патрона. Паспорт находится в ящике, в котором упакован патрон.
Установка патрона СТ-250П-Ф6 без переходного фланца осуществляется вышеуказанным способом.
Поводковый и четырехкулачковый патроны крепятся непосредственно на шпинделе без переходного фланца.
Люнеты
За отдельную плату со станком могут быть поставлены люнеты: подвижный с диаметрами установки 20… 110 мм и неподвижный с диаметрами установки 30… 160 мм.
studfiles.net
Передняя бабка станка токарно-винторезного станка тс-75
Передняя бабка служит для сообщения шпинделю различных частот вращения при резании, сверлении, нарезании резьб и приводит в движение сменные зубчатые колеса коробки передач. Механизм передней бабки позволяет:
нарезать резьбы с увеличенным шагом в 4 и 16 раз, передаточное отношение между цепью подач и шпинделем увеличивается в 8 и 32 раза
нарезать правые и левые резьбы
нарезать многозаходные резьбы с делением на 2, 3, 4, 5, 6, 10, 12, 15, 20, 30 и 60 заходов
Передняя бабка устанавливается на линии центров в горизонтальной плоскости винтами.
Установка числа оборотов шпинделя осуществляется двумя рукоятками 5 и 9 (рис. 5) по таблице, помещенной на передней бабке.
В правой и левой части таблицы даны ряды чисел оборотов шпинделя в минуту при прямом вращении и указаны положения рукояток для установки требуемого числа оборотов.
Рукояткой 9 устанавливается один из четырех рядов частот вращения шпинделя в соответствии с обозначением положения рукоятки, нанесенным на таблице.
Рукояткой 5, на ступице которой нанесены цифры от 1 до 6, устанавливается требуемое число оборотов из выбранного ряда.
Для этого цифру, обозначающую требуемое число оборотов по таблице, нужно совместить с вертикальной стрелкой, изображенной над рукояткой.
Задняя бабка станка
Задняя бабка перемещается по направляющим станины и крепится к ней в нужном положении через систему рычагов и эксцентрик рукояткой.
Перемещение пиноли осуществляется вращением маховика, а крепление пиноли рукояткой.
При помощи поперечного смещения задней бабки, осуществляемого винтами I и 2 (рис. 8), можно обрабатывать пологие конуса.
Коробка подач тс-75
Механизм коробки подач позволяет, через ходовой винт с шагом 12 мм (без звена увеличения шага), получить следующие резьбы:
метрические с шагом от 0,87 до 12 мм
дюймовые от 2 до 24 ниток на 1″
модульные от 0,5 до 3 модулей
питчевые от 1 до 96 питчей
Посредством механизма увеличения шага при числе оборотов шпинделя от 12,5 до 40 можно получить резьбы с увеличенным шагом, превышающим нормальный в 32 раза, а при числе оборотов от 50 до 160 — в 8 раз в соответствии с данными таблицы на рукоятке 1 (см. рис. 5).
Через ходовой валик суппорт, при любом числе оборотов шпинделя, получает продольные подачи от 0,07 до 2,08 мм/об, и поперечные от 0,035 до 1,04 мм/об., а при числе оборотов от 50 до 630 в минуту — продольные подачи от 2,28 до 4,16 мм/об и поперечные от 1,14 до 2,08 мм/об.
Для нарезания более точных резьб в коробке подач предусмотрено положение рукоятки 2 (рис. 5), при котором ходовой винт включается напрямую, минуя механизм коробки подач. При этом нужный шаг подбирается сменными шестернями специального набора.
Поворотом рукоятки 1 с барабаном определяется выбор ряда резьб или подач. Для получения требуемой величины и выбранного ряда резьбы или подачи необходимо рукоятку из барабана вытащить на себя, повернуть до совпадения риски рукоятки с соответствующей графой таблицы барабана, а затем подать рукоятку вперед в прежнее положение.
Для осуществления быстрых перемещений суппорта в коробке подач на выходном валу смонтирована обгонная муфта.
Фартук
Фартук имеет четыре кулачковые муфты, позволяющие осуществить прямой и обратный ход каретки и суппорта. Управление перемещениями каретки и нижней части суппорта осуществляется мнемонической рукояткой 23 (см. рис. 5).
Фартук имеет блокирующее устройство, препятствующее одновременному включению продольной и поперечной подач суппорта, одновременному включению ходового винта и ходового валика, а также предохранительную кулачковую муфту, которая срабатывает под действием усилий, возникающих при перегрузке фартука.
Зазор сцепления маточной гайки с ходовым винтом отрегулирован на заводе. При ремонте зазор устанавливается винтом, расположенным в торце корпуса маточной гайки снизу фартука.
studfiles.net