Тв 4 вес станка – Вопросы новичка по ТВ-4 – Станки серии ТВ-х
alexxlab | 07.07.2020 | 0 | Разное
Токарный станок ТВ-4: паспортные данные, конструкция оборудования
Людям, у которых имеется тяга к металлу и есть желание выточить какую-нибудь металлическую деталь в домашних условиях, поможет Токарный станок ТВ-4. Это бюджетный вариант оборудования, которое применяется в процессе обучения и используется в мастерских и на предприятиях небольшого производства. Оборудование имеет немало положительных характеристик среди пользователей, также подходит как хобби.
Сведения о производителе учебного токарно-винторезного станка ТВ-4
Изготовителем, на котором стали проектировать и выпускать токарный станок ТВ-4, является завод «Учебное оборудование» в Ростове. Сейчас все оборудование усовершенствовано, поэтому ТВ-4 снят с производства, приобрести его возможно на вторичном рынке.
Назначение, область применения станка
ТВ-4 является универсальным самым простым токарным станком, выполняющим многие действия на наружной и внутренней поверхности металлической заготовки, превращая ее в законченную деталь. ТВ-4 более популярен в использовании как учебный вариант оборудования в различных учебных заведениях токарному мастерству. По этой причине станок по-другому называют «школьный». Это не профессиональное оборудование, предназначающееся для больших масштабов продукции, а оборудование, которое подходит только для обучения. Основным назначением является возможность ученикам получить минимальные навыки работы при изготовлении металлических деталей.

На оборудовании ТВ-4 возможно выполнения следующих видов работ:
- Растачивать и протачивать поверхность стальной заготовки путем вращения.
- Подрезать торцы с высокой степенью точности.
- Сверлить отверстия.
- Нарезать различного вида резьбы разного шага.
Функциональность станка небольшая, она упрощена с возможностью удешевления конструкции. Расширенные функциональные возможности имеет модернизированное оборудование, с улучшенными техническими характеристиками.
Характеристики и особенности конструкции
Поскольку станок не является профессиональным оборудованием, имеет немного функциональных возможностей оно спроектировано так, чтобы на нем без затруднений смог работать подросток.
Преимуществом ТВ-4 является неубиваемость станка. Современные подобные аппараты зарубежного производства, при какой-либо поломке ощутимо ударят по карману, к тому же достать необходимую деталь в мастерских не всегда имеется возможным. Модель ТВ-4 трудно сломать, а подобрать необходимые запасные части при поломке нетрудно.
Габаритные размеры рабочего пространства
ТВ-4 – небольшое по габаритам оборудование — 47×102×144 см и по весу – 280 кг. По подобным размерам станок подходит для работы в условиях небольших по площади учебных мастерских.

Общий вид станка
Чтобы понять принцип работы агрегата, необходимо ознакомиться с его главными механизмами. По общему внешнему виду это металлическая конструкция на базе электродвигателя, которая включает в себя типовые элементы, которые и определяют технические его возможности.
Конструкция токарно-винторезного станка ТВ-4
В конструкцию ТВ-4 входят следующие узлы оборудования и главные механизмы:
Передняя тумба
С размещенным на задней ее стороне электрическим оборудованием, на передней – кнопками его запуска/отключения.
Задняя тумба
Используется для размещения в ней щитка с электрическим двигателем.
Станина станка
Является несущей опорой, которая поддерживает, закрепляет и соединяет все узлы оборудования путем установки на две направляющие тумбы – переднюю и заднюю.
Передняя бабка
Представляет собой корпус из чугуна, куда входит переключатель скоростей и шпиндель и располагающейся на левой стороне станины. Предназначается для осуществления движения станка, то есть отвечает за передачу вращения от электродвигателя к обрабатываемой детали.
Передаточный механизм (гитара)
Является вспомогательным устройством, отвечающим за шаговые движения во время нарезки резьбы.
Коробка подач станка ТВ-4
Контролирует перемещение направления движения от гитары на ходовой вал/винт, что влечет изменение частоты вращения, и приводит к воспроизведению нужного шага резьбы. Кроме того, коробка передач контролирует перемещение суппорта. Рукоятка переключения с ходового вала на винт обеспечивает блокировку, что предотвращает их совместное включение.
Суппорт станка
Включает в себя три движения по направлению станине:
- Продольное (с автоматической подачей) – вдоль направляющих;
- Поперечное – перпендикулярно;
- Дополнительное перемещение – верхние салазки с 4-х позиционными резцедержателями, закрепляющими режущий инструмент, которые способны поворачиваться на 45° в каждую из сторон.
Фартук
Предназначается для выбора движения вала или винта в продольную подачу суппортного узла. Если сделать поворот вверх левым рычагом фартука, произойдет включение кулачковой муфты, что введет шестерню в сцепление с ходовой рейкой, в результате чего произойдет перемещение суппорта. Если повернуть правый рычаг разрезная гайка будет захватывать ходовой винт в движении и выполнять нарезку резьбы.
Задняя бабка
Предназначается в качестве места установки для сверл, зенкеров, разверток и других сверлильных инструментов, необходимых при обработке длинных заготовок и разных вариантов исполнения деталей. Ее можно перемещать по внутренним направляющим, расположенным в станине, и фиксировать в необходимое положение при помощи поворотной каретки.
Электрооборудование
Процесс вращения в станке происходит за счет трехфазного электродвигателя с мощностью 1 кВт, который рассчитан для подключения к электросети 380 В. С целью использования в быту при однофазном напряжении 220 В, необходима замена двигателя или установка специального блока.Важно! При сбоях в электропитании, перерывах и временном отсутствии необходимо в обязательном порядке отключать оборудование от источника питания.
Эксплуатация токарно-винторезного станка ТВ-4
Перед началом выполнения работ на ТВ-4 учеников следует ознакомить с основными техническими характеристиками конструкции и основами техники безопасности.
При эксплуатации станка следует выполнять следующие этапы:
- Выполнить предварительный осмотр оборудования и подготовку работы на нем. Осмотреть оборудование и рабочее место, оно должно быть очищено от стружки при работе предыдущей смены. При отсутствии неисправностей настроить станок получение детали заданного типа.
- Воспроизведение работы на агрегате. Выполнить предварительную настройку оборудования, правильно расположить заготовку между задней и передней бабкой, чтобы получить точную деталь.
- Выполнить профилактические работы. После работы удалять остатки стружки и металлической пыли после каждой обработанной детали. Для этого можно воспользоваться специальными приспособлениями – щетками или пылесосом. Также необходимо проверить целостность оборудования, отключить станок от электрической сети.
ТВ-4 не рассчитан производство деталей в большом количестве, соответственно степень его нагрузки необходимо контролировать.

Важно! При эксплуатации станка по металлу не должно быть никакой вибрации! В случае возникновения вибрации, следует оставить действие станка и принять меры к устранению неполадки. Прежде всего, проверить крепление инструмента и обтачиваемой детали.
В заключение
Устройство ТВ-4 не предназначено для изготовления деталей в большом объеме для производства, подходит для обучения минимальному уровню учеников по обработке металлов. Научившись производить простые операции на этом станке, знания можно применять в дальнейшем на усовершенствованных более сложных оборудованиях.vseochpu.ru
Токарный станок тв 4 технические характеристики
ТВ-4 характеристики станка
Купить этот станок без посредников:

Технические характеристики:
Станки модели тв-4 является настольным универсальным токарно-винторезным станком и предназначается для всевозможных токарных работ в мастерских школ для политехнического обучения.
Основные параметры станка Класс точности Н Наибольший диаметр заготовки над станиной, мм 200 Наибольший диаметр заготовки над суппортом, мм 125 Высота центров, мм 108 Наибольшая длина заготовки в центрах (РМЦ), мм 350 Наибольшая длина обтачивания в патроне, мм 300 Наибольшая высота держателя резца, мм 10 х 12 Высота от опорной поверхности резца до линии центров, мм 12 Наибольшее расстояние от оси центров до кромки резцедержателя, мм 78 Шпидель Диаметр сквозного отверстия в шпинделе, мм 16 Наибольший диаметр прутка, мм 15 Конус Морзе шпинделя №2 Число ступеней частот прямого вращения шпинделя 6 Частота прямого вращения шпинделя, об/мин 120, 160, 230, 375, 500, 710 Число ступеней частот обратного вращения шпинделя 6 Частота обратного вращения шпинделя, об/мин 120, 160, 230, 375, 500, 710 Торможение шпинделя нет Блокировка рукояток нет Суппорт. Подачи Наибольшее продольное перемещение суппорта, мм 300 Перемещение суппорта продольное на одно деление лимба, мм 0,5 Наибольшее поперечное перемещение суппорта, мм 100 Перемещение суппорта поперечное на одно деление лимба, мм 0,025 Наибольшее перемещение резцовых салазок, мм 50 Перемещение резцовых салазок на одно деление лимба, мм 0,025 Угол поворота резцовых салазок, град ±45° Число ступеней продольных подач суппорта 3 Пределы продольных рабочих подач суппорта, мм/об 0,08; 0,1; 0,12 Пределы рабочих поперечных подач суппорта, мм/об нет Количество нарезаемых резьб метрических 3 Пределы шагов нарезаемых резьб метрических, мм 0,8; 1; 1,25 Пределы шагов нарезаемых резьб дюймовых нет Пределы шагов нарезаемых резьб модульных нет Пределы шагов нарезаемых резьб питчевых нет Задняя бабка Конус Морзе задней бабки №2 Наибольшее перемещение пиноли, мм 65 Электрооборудование Электродвигатель главного привода, кВт 1,0 Габариты и масса станка Габариты станка (длина ширина высота), мм 1440 х 470 х 1020 Масса станка, кг 280mashinform.ru
Токарный станок ТВ 4 – обучение школьников ремеслу токаря
Описываемый агрегат начали производить на Ростовском комбинате специального учебного оборудования в 1970-х годах.
Он стал достойной заменой станкам ТВ 2 и ТВ 3, на которых до этого советские школьники и учащиеся политехнических училищ получали азы обработки металлических изделий резанием.
ТВ 4 – универсальный агрегат. На нем можно выполнять многие токарные работы, включая и такие распространенные, как:
- сверление отверстий;
- подрезка торцов;
- нарезание резьб метрического типа;
- проточка поверхностей конической и цилиндрической формы;
- отрезка.

Паспорт станка указывает и на другие операции, которые допускается производить на ТВ 4.
Основные характеристики школьного агрегата ТВ 4 следующие:
- максимально возможная длина обтачивания – 30 см;
- максимальный диаметр детали для обработки над суппортом (если быть точным – над его нижней частью) – 12,5 см, над станиной – 20 см;
- шаги нарезаемой метрической резьбы – 1,25; 1 и 0,8 мм;
- интервал между центрами – 35 см;
- отверстие в шпинделе (диаметр) – 1,6 см.

Также паспорт токарной установки содержит информацию о мощности электродвигателя, установленного на нее, которая составляет 0,6 кВт, о пределах подач в продольном направлении (0,12; 0,10 и 0,08 мм), о количестве оборотов шестиступенчатого шпинделя (710, 500, 375, 230, 160 и 120) и о том, что на станке можно обрабатывать прутки сечением до 1,5 мм.
Специалисты, изучив паспорт и инструкцию по эксплуатации рассматриваемого нами агрегата, могут смело сказать, что он представляет собой технически очень эффективный станок, на котором несложно выполнять достаточно-таки серьезные обрабатывающие операции. А его модернизация позволяет в разы повысить техвозможности ТВ 4.
Школьный агрегат ТВ 4 располагает далее указанными составными частями:
- Задняя тумба. В ней находится панель для управления электрическим оборудованием, необходимым для стабильной эксплуатации станка. Конструктивно П-образная тумба выполнена с нижними и верхними ребрами жесткости, которые придают оборудованию высокий уровень устойчивости.
- Передняя тумба. Служит вместилищем двигателя приводного типа, размещенного сзади тумбы. Включается данный электрический двигатель (а также выключается) реверсивной кнопкой, находящейся на передней стороне тумбы.
- Станина. Монтируется на описанные тумбы, соединяет воедино все составные части агрегата для выполнения токарных работ, располагает призматическими направляющими (по задней происходит передвижение задней бабки, по передней – каретки). Форма станины – коробчатая, предусмотрено наличие окон. В передней части описываемого узла располагается рейка и ходовой винт.
- КП (коробка подач). Инструкция к станку указывает на то, что КП обеспечивается вращением через механизм шестеренной передачи от коробки скоростей. При помощи рукоятки на крышке КП можно выбирать требуемые подачи и резьбы, которыми располагает школьный станок. Рядом находится и другая рукоятка, необходимая для запуска ходового валика либо винта. Заметим – валик и винт не вращаются одновременно (паспорт станка отдельно оговаривает эту особенность, повышающую уровень безопасности работы на агрегате). Инструкция по эксплуатации ТВ 4, кроме того, обращает внимание на потребность постоянной смазки КП – в ее корыте всегда должно быть немного смазывающего состава (масла). Из корыта смазка подается фитилями на трущиеся и вращающиеся компоненты станка.
- Передняя и задняя бабка. При помощи соединительных изделий (две пары винтов и гаек) передняя бабка монтируется в горизонтальной плоскости по линии станочных центров. Находится она в станине (слева), выполняет функцию сообщения движения (вращательного) и крепления обрабатываемого изделия. Кстати, в описываемом станке коробка скоростей и передняя бабка – это один и тот же узел, внутри которого имеется несколько валов, блок-шестерня, блочные шестерни и шестерни неподвижного типа. Задняя бабка нужна для фиксации используемых при работе приспособлений, а также вращающегося или упорного центра.
- Шпиндель. Этот элемент находится в передней бабке, посредством патрона с тремя кулачками они вращает изделие, которое подвергается резке. Шпиндель имеет две шейки (задняя вращается в подшипнике радиальной конструкции, передняя – в подшипнике упорно-рад
i-perf.ru
Станок тв 4 технические характеристики
Обзор токарного станка ТВ-4: назначение, конструкция, характеристики
Изготовлением и проектированием токарного станка ТВ-4 занимается Ростовский специализированный завод «Учебное оборудование». Он предназначен для выработки навыков работы со стальными заготовками. Поэтому в отличие от профессиональных моделей имеет ряд отличительных характеристик.
Назначение оборудования

Одни из основополагающих правил проектирования подобного оборудования является его безопасность и простота настройки. Но одновременно с этими условиями в процессе работы учащиеся должны на наглядном примере ознакомиться с конструкцией и усвоить основные правила работы на токарном станке ТВ-4.
Изначально школьная модель предназначалась для выполнения всего спектра токарных операций. Для этого ее конструкция обладает классической компоновкой, свойственной для станков такого типа. На ТВ-4 можно сделать следующие типы токарных работ:
- проточка и расточка стальных заготовок методом вращения;
- подрезка торцов с высокой точностью;
- нарезание резьбы. Однако следует учитывать, что станок рассчитан только для формирования метрической резьбы;
- сверление.
Для увеличения функциональных возможностей оборудования необходимо провести его модернизацию. Это можно делать только после детального изучения специфики конструкции и технической характеристики. Каждый тип модернизации не должен негативным образом отразиться на эксплуатационных качествах станка, безопасности работы на нем.
Одним из свойств учебного оборудования является его компоновка и расположения органов управления. Они рассчитаны таким образом, чтобы работа на станке не затруднялась из-за невысокого роста или длины рук подростков.
Конструктивные особенности
Для увеличения степени надежности станка его тумба изготовлена из толстостенной листовой стали с дополнительными ребрами жесткости. Такая конструкция позволяет максимально эргономично разместить органы управления и основные рабочие узлы агрегата.
Основой конструкции является тумба. В ее задней части располагается электродвигатель, который необходим для привода шпиндельной бабки. На лицевой панели находится блок управления работой станка – кнопки включения/выключения и активации реверсивного режима. В задней части тумбы смонтировано все электрооборудование. Для проведения профилактических и ремонтных работ в нем предусмотрена дверца доступа.
Описание основных элементов универсального токарного станка ТВ-4:
- передняя бабка. Установлена в левой части станины. Для переключения скоростей к ней подключается коробка. Конструктивно они являются единым компонентом. Вращение шпинделя передается с помощью трехкулачкового патрона;
- передаточный механизм. Выполняет функции передачи вращения от блока шпинделя коробке скоростей. Передаточное соотношение для этой модели составляет ¼. Спецификой конструкции является невозможность установки других пар шестерней, поэтому передаточное соотношение в данном случае является константой;
- коробка передач. Для регулировки уровня подачи необходимо повернуть соответствующую рукоять. В схеме работы исключена возможность одновременного вращения валика и ходового винта. Корыто, расположенное в верхней части необходимо для подачи смазывающей жидкости.
Во время работы необходимо постоянно отслеживать уровень масла для смазки коробки передач. В корыте должно постоянно находиться хотя бы минимальное количество жидкости. В противном случае возникнет вероятность перегрева и поломки шестерней во время эксплуатации станка.
Для наглядности на лицевой части станка есть таблица с возможными числами оборотов. Это позволяет выбрать оптимальный режим работы перед началом токарной обработки заготовки.
Технические характеристики станка
Для ознакомления с техническими параметрами учебного универсального токарного станка необходимо изучить предлагающуюся инструкцию. Так как работа на этом типе оборудования зачастую выполняется неквалифицированным персоналом – особое внимание следует уделить рекомендуемым режимам функционирования.
Токарно-винторезный станок ТВ-4 обладает общей массой 280 кг, включая все компоненты оборудования. При этом его габариты равны 144*47*102 см. такие характеристики являются оптимальными для установки в ограниченных пространствах учебных мастерских. Для передачи крутящего момента компонентам станка в конструкции имеется трехфазный электродвигатель мощностью 1 кВт. Он рассчитан для подключения к электросети 380 В. Если же необходимо адаптировать станок для работы от сети 220 В – необходимо поменять силовой агрегат или установить специальный блок.
Токарный станок ТВ-4 обладает такими основными характеристиками:
- максимальный диаметр заготовки. Над станиной он не должен превышать 20 см, над суппортом – 12,5 см;
- допустимая длина обрабатываемого изделия – 35 см;
- длина обтачивания составляет 30 см;
- размеры резцедержателя рассчитаны для установки инструмента с габаритами не более 10*12 мм;
- диаметр сквозного отверстия в конструкции шпинделя – 1,6 см. Это дает возможность установить пруток с сечением 15 мм;
- количество ступней при прямом и обратном вращении составляет 6;
- значения возможных вариантов оборотов – 120, 160, 230, 375, 500 и 710 об/мин;
- продольное перемещение суппорта возможно на максимальное расстояние 30 см;
- поперечное перемещение суппорта – на 10 см;
- конструкция резцовых салазок допускает возможность смещения на 5 см;
- величина поворота салазок с закрепленным резцом — ±45°;
- суппорт имеет 3 степени продольных подач;
- параметры формирования метрической резьбы. Допустимое количество – 3. Пределы шагов ограничиваются значениями 0,8, 1 и 1,25 мм;
- смещение пиноли задней бабки до 6,5 см.
В конструкции станка нет механизмов принудительного торможения шпинделя и блокировки рукоятей управления. Потому остановка обрабатываемой детали происходит достаточно медленно. Это нужно учесть при планировании работы оборудования.
Класс точности станка соответствует значению «Н». Это дает возможность выполнять на нем обработку стальных деталей для достижения оптимального качества. Ограничение – точение заготовок из твердосплавных материалов.
Правила эксплуатации

Так как станок по металлу относится к классу учебного оборудования его установку, наладку и эксплуатацию должны выполнять квалифицированные профессионалы. Перед процессом работы, учащиеся в обязательном порядке знакомятся с конструкцией оборудования, его техническими характеристиками, а также правилами по технике безопасности.
Для установки оборудования необходимо обустроить фундамент высотой 100 мм. Для этого можно использовать деревянные бруски или сделать бетонное основание. Так как в конструкции станка ТВ-4 не предусмотрены механизмы регулировки уровня — следует особое внимание обращать на отсутствие перепадов высот платформы. Альтернативным вариантом является монтаж специальных регулируемых опор.
Кроме этого, важными моментами эксплуатации станка являются:
- подготовка к работе. Оборудование очищается от антикоррозийной жидкости, заполняется емкость
i-perf.ru
Установка ТВ-4 на фундамент – Станки серии ТВ-х
Cherep,
Спасибо Саша. Меня зовут Дима, Ко мне на ты. Посмотрел я ролик, и убедился в своей правоте, ну так с ГОСТа схема вся…. Так же к ГОСТовской схеме пришел и Дядька Максим, только, как и я, оставив суть, технологию подогнал под себя. Суть и в ГОСТе такая – сначала, как и у меня, и у ДМ льем фундамент не на всю высоту, потом выставляем станок и доливаем фундамент. Но в ГОСте анкера вставляются после выставления станка, причем в конусообразную (основанием вниз) полость – анкерный колодец. Это для сопротивления на вырыв. Потом подливают бетона – сначала заполняют анкерные колодцы, потом доливают по высоте. В этой методе все правильно. Что бы гарантированно не было эффекта усадки – просадки, который заметил ДМ, не проблема. При грамотном исполнении правильно замешанный раствор цемент – 1 часть, песок средней фракции (я специально так пишу, не у всех калибровочные сита есть, да и ненужно) – 3 части, отношение воды к цементу – 0,4 даже если мы применим расширяющийся цемент (беру худший случай) у которого линейное расширение через сутки – 0,05% (0,005мм на 1см.) через 28 и более суток 0,02% (0,002 на 1см.) то о чем мы говорим? И это крайний случай, взятый исходя из условия, что кроме производителя никто не знает, что они напихали в мешок. Усадка при правильном, см. выше, замесе нормального раствора статистически не интересна, ибо составляет микроны. Кто работал на заводах ЖБИ меня поймет. Была бы не микронная усадка плиты в формах после твердения от бортов бы отходили, а они не отходят, и это при размерах метр и более. Просто мне не понравилось в ГОСТе две вещи – для получения анкерного колодца конической формы придется излишне, для данного случая, увеличить по площади, фундамент да еще и гондобить какую – никакую опалубочку в количестве 4 шт. Второе – ну не нравиться мне выравнивание клиньями когда до соток нужно, да и нет их у меня. Вот и изобретал. В методике ДМ мне не понравилось и сверление бетона на большую глубину, это только от безисходности можно делать, например на готовую пол, куда деваться, и цилиндрический анкерный колодец после сверления, и “химический” анкер – да, производители дают данные по прочности, но в нашей действительности купить вместо локтайта, например, то что сотворил дядюшка Ляо как два пальца, да и затраты это дополнительные.
Теперь почему стремянка. Не только из-за загиба. У нее мелкая резьба и хорошая прочность. А “строительные” шпильки” (я ведь давненько уже себе её купил, именно кайку на конце и собирался вмуровывать) бывают, мягко говоря всякие, уже нарвался, и в любом случае слабые при сравнении с аналогичным болтом по ГОСТу даже нижних классов прочности (сосед напилил шпильку М10 и прикрутил насосную станцию – через год-полтора полез, станция стала шуметь как то нездорОво, а она болтается. А гайки не крутятся – шпильку потянуло. Методом “напилинга” и “на искру” перепробовали его шпильку и множество моих – да у него откровенное г, но и мои недалеко ушли, куда там до обычного советского болта. А станок дает нехилую динамическую нагрузку. Чуть отвлекусь, сорри, накипело. Все женщины (во всяком случае у нас в стране, в штатах похоже не так) уверены, что управлять маленькой машиной легче. Моя супруга после маленькой митсубиси (все время забываю марку) но с гидроусилителем руля, усилителем тормозов, автоматом села на мой паджерик так же – автомат, естественно гур,и вут. Как я её запихивал и как она тряслась – отдельная тема, но… сама напросилась на открытие охоты – я поддал, а на её удивленный вопрос показал ей её права, заведомо подло выкраденные мною из её сумки. Сначала ехали по лесу, да в темноте, уже это немало, она немного побаивалась. Потом выехали на асфальт и она постепенно осмелела. Когда доехали и остановились она мне выдала – “Да, это вещь,такую же хочу!” К чему это я – а о распространенных заблуждениях. Рассмотрим два случая:
1. Одинаковая, максимально возможная для маленького станка заготовка, естественно с дисбалансом зажата в маленький станок, ну допустим ТВешку, и она же в что то доброе, типа 1К62, динамическая нагрузка на анкера будет больше у ТВ. масса то меньше. Инерция масс ибо.
2. Заготовка, которая по размеру в ТВ уже не лезет. До некоторой величины увеличивая размеры (и массу заготовки) мы будем приближаться к величине динамической нагрузки на анкера ТВ, а после какой то величины размеров и массы превысим величину нагрузки на ТВ. Кто не верит может пересчитать количество и сечение анкеров у какого либо большого станка и у маленького (китайцев не брать!)
idled, Скорее всего предстоит шабровка направляющих, так вот чтобы потом при проверке направляющих можно было пользоваться уровнем станок лучше выставить.
www.chipmaker.ru
Токарный станок ТВ4 – конструкция и характеристики
Токарные станки ТВ 4 проектирует и изготавливает предприятие «Учебное оборудование», находящееся в Ростове. Устройство предназначается для изучения обработки деталей из стали. Ввиду этого оборудование располагает определенными характеристиками, которые отличают его от профессионального оснащения. Есть большая разница между станками, которые используются в промышленности, и оборудованием, применяющимся для обучения новичков.
Предназначение
Основными требованиями к учебному оснащению считаются безопасность и легкость настройки. Ученики, работая на оборудовании, узнают, как оно конструктивно устроено, знакомятся с обработкой деталей.
Первоначально токарные станки ТВ 4 Школьник создавались для осуществления различных токарных операций. Их конструкция скомпонована классически. Это свойственно подобным устройствам. На таком оборудовании возможно:
- Протачивать и растачивать разнообразные детали из стали посредством вращения,
- Подрезать торцевые участки с большой точностью,
- Нарезать резьбу. Необходимо помнить, что устройство может формировать лишь метрическую резьбу. Иные виды резьбы сделать попросту невозможно,
- Сверлить.
Для того чтобы увеличить функционал оснащения, его нужно модернизировать. Это возможно сделать, детально изучив его конструктивные особенности и ознакомившись с техническими характеристиками. Модернизация не должна негативно сказываться на показателях эксплуатации устройства, безопасности работы.
Управляющие части учебных станков располагаются особым образом. Ввиду этого подростки могут без проблем обрабатывать стальные заготовки. Низкий рост и небольшая длина рук не являются проблемой при работе на учебном оснащении.
Конструкция
Для повышения уровня надежности оборудования его тумба сделана из листовой толстостенной стали, имеющей вспомогательные ребра жесткости. Подобная конструкция дает возможность по максимуму компактно расположить управляющие части и ключевые узлы рассматриваемого токарного станка.
Основной частью устройства считается тумба. Сзади находится электрический двигатель. Он служит для привода бабки шпинделя. Спереди расположен управляющий блок: клавиши пуска/отключения/активирования реверсии. В тумбе установлено все электрическое оснащение. Для выполнения профилактических работ и ремонта нужно открывать дверцу доступа.
Станок токарный ТВ 4 заключает в себе следующие главные компоненты:
- Передняя бабка. Монтирована в левой области станины. Для изменения скоростей к ней подсоединяется коробка. Конструкция бабки и коробки общая. Передача шпиндельного вращения осуществляется посредством патрона с тремя кулачками,
- Передаточный агрегат. Служит для того, чтобы передавать вращение от шпиндельного блока коробке скоростей. Передаточное отношение этого токарного станка равняется одной четвертой. Конструктивной особенностью считается то, что невозможно монтировать другие пары шестеренок. Передаточное отношение – константная величина,
- Коробка скоростей. Для того чтобы регулировать уровень подачи, нужно проворачивать специальную рукоятку. Валик и ходовой винт не могут одновременно вращаться. Корыто, которое располагается вверху, предназначается для того, чтобы подавать смазочное средство.
При обработке детали инструментом, закрепленным в резцедержателе, нужно следить за объемом специальной жидкости, обеспечивающей смазывание коробки скоростей. В корыте всегда должен быть необходимый минимум смазки. Если смазочной жидкости не будет, шестеренки могут перегреться и сломаться при использовании токарного станка по металлу.
Для наглядности в передней части устройства имеется таблица, в которой указаны допустимые обороты. Это дает возможность подобрать подходящий режим работы перед началом работы с деталью.
Характеристики
Для того чтобы ознакомиться с эксплуатационными показателями учебного оборудования, нужно изучить прилагающееся к нему руководство, а также паспорт ТВ 4. Ввиду этого что работа на подобном оснащении обычно осуществляется учениками, необходимо обращать особенное внимание на режимы эксплуатации.
Винторезный станок имеет вес в 280 килограмм (вместе со всеми элементами оснащения). Его габаритные размеры – 144x47x102 сантиметра. Подобные параметры считаются наиболее подходящими для монтажа в небольших учебных помещениях. Для передачи момента кручения элементам устройства есть трехфазный электромотор, имеющий мощность в 1000 Вт. Его возможно подключать к электрической сети 380 В. Если нужно провести адаптацию устройства для функционирования от электросети 220 В, надо менять двигатель либо монтировать особый блок.
Технические характеристики и ключевые показатели винторезного станка таковы:
- наибольший радиус детали – 100 мм (над станиной), 62,5 мм (над суппортом),
- максимальная длина детали – 350 мм,
- длина обточки – 300 мм,
- резцедержатель дает возможность установить резец, имеющий габариты до 10?12 мм,
- радиус сквозного шпиндельного отверстия – 16 мм. Это позволяет использовать пруток, который имеет сечение 15 мм,
- число ступней при прямом/обратном вращении – 6,
- допустимые обороты – 120/160/230/375/500/710 оборотов в минуту,
- суппорт перемещается на 300 мм (продольно), 100 мм (поперечно),
- допустимое смещение салазок резца – 50 мм,
- угол, на который поворачиваются салазки с установленным инструментом – сорок пять градусов,
- число степеней продольных подач суппорта – 3,
- пределы шагов резьбы – 0,8/1/1,25 мм,
- расстояние, на которое смещается пиноль задней бабки – 65 мм.
В конструкции устройства отсутствуют узлы, позволяющие принудительно тормозить шпиндель и блокировать управляющие рукоятки. Ввиду этого обработка заготовки останавливается не слишком быстро. Это необходимо принять во внимание, планируя работу устройства.
По точности этот токарный станок по металлу относится к категории «H». Это позволяет обрабатывать заготовки из стали и достигать высокого качества. Трудности могут возникнуть лишь с обработкой деталей из твердых сплавов.
Использование
Ввиду того что станок причисляется к учебному оснащению, устанавливать, налаживать его должны специалисты. Перед началом работы ученики обязательно изучают конструкцию устройства, его эксплуатационные показатели, технику безопасности.
Для монтажа станка нужно создать фундамент высотой 10 см. Для этого возможно применять бруски из дерева, бетон. Необходимо следить за тем, чтобы не было перепадов высот платформы. Можно монтировать особые регулируемые опоры.
Существуют определенные правила эксплуатации, которым нужно следовать:
- Подготовительные работы. Оснащение чистится от противокоррозийного средства, в специальную емкость заливается смазка для коробки скоростей. При подсоединении к электрической сети в обязательном порядке делается заземление, монтируется УЗО,
- Обработка детали. Прежде всего надо удостовериться, что все рукоятки находятся в стандартном положении. Затем можно выполнять настройку. Деталь закрепляется промеж передней и задней бабки. Положение инструмента определяется посредством механизмов резцедержателя,
- Профилактические работы. После завершения обработки обязательно убираются опилки металла, выполняется проверка целостности и правильности работы ключевых частей станка. Перед пуском проверяется количество смазки.
Данное учебное оборудование не предназначается для массового производства. Ввиду этого его нельзя подвергать высоким нагрузкам. Может сломаться любая часть станка, например, резцедержатель.~
Подробнее ознакомиться с особенностями эксплуатации устройства можно, посмотрев нижеприведенное видео.
Скачать паспорт
Скачать паспорт токарного станка ТВ-4
shop.deloproltd.ru
винторезный “Школьник” ТВ-4, Новокузнецк, Кемеровская Область : Мойтендер.рф
Реализуем Токарно – винторезный “Школьник” ТВ-4 мало эксплуатировали
ТВ-4 (ТВ4) Станок токарно-винторезный учебный. Назначение, область применения
Станок ТВ-4 является учебным универсальным токарно-винторезным станком и предназначается для всевозможных токарных работ в мастерских школ для политехнического обучения и по холодной обработке металлов резанием.
Станок позволяет производить следующие виды токарных работ:
- Проточку и расточку цилиндрических и конических поверхностей
- Подрезку торцов
- Отрезку
- Нарезание метрических резьб
- Сверление и ряд других работ
Техническая характеристика станка
- Наибольший диаметр изделия, устанавливаемого над станиной, мм – 200
- Наибольший диаметр точения над нижней частью суппорта, мм – 125
- Наибольший диаметр обрабатываемого прутка, мм – 15
- Расстояние между центрами, мм – 350
- Наибольшая длина обтачивания, мм – 300
- Пределы чисел оборотов шпинделя в минуту (6 ступеней) – 120, 160, 230, 375, 500, 710
- Пределы продольных подач, мм/об – 0,08; 0,1; 0,12
- Нарезаемые резьбы: метрическая шагом, мм – 0,8; 1; 1,25
- Диаметр отверстия в шпинделе, мм – 16
- Мощность электродвигателя, кВт – 0,6
Габаритные размеры рабочего пространства станка ТВ-4
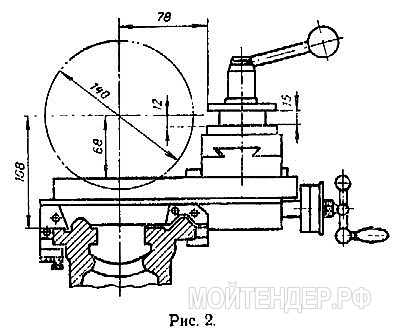
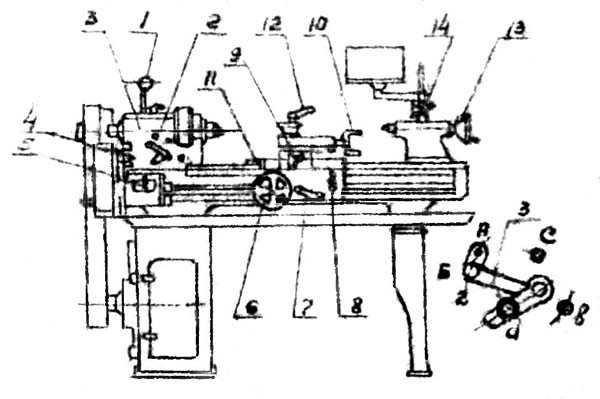
Общий вид токарно-винторезного станка ТВ-4

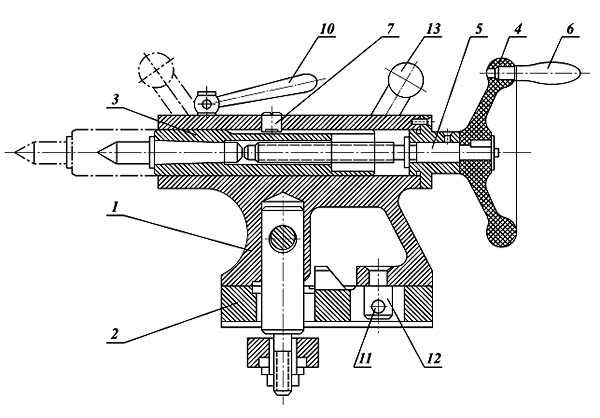
Расположение составных частей и органов управления токарно-винторезным станком ТВ-4
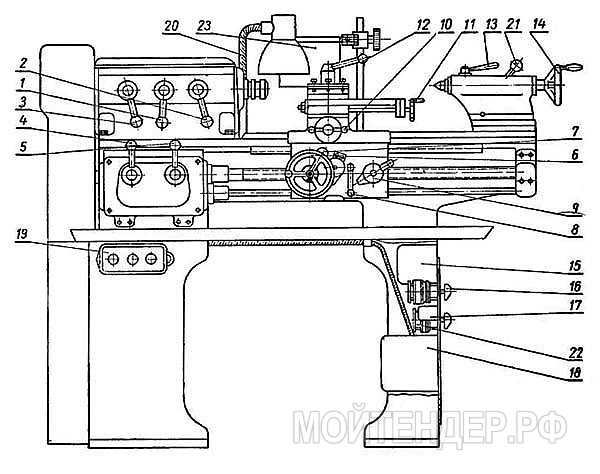
Спецификация составных частей и органов управления токарно-винторезного станка ТВ-4
- Рукоятка установки чисел оборотов шпинделя
- Рукоятка установки чисел оборотов шпинделя
- Рукоятка установки нарезания правой и левой резьб и изменение направления подач
- Рукоятка установки величины подач и шага резьбы
- Рукоятка переключения ходового валика
- Маховик ручного перемещения продольной каретки
- Кнопка включения и выключения реечной шестерни
- Рукоятка включения продольной механической подачи
- Рукоятка включения гайки ходового винта
- Рукоятка ручного перемещения поперечной салазки
- Рукоятка крепления резцовой головки
- Рукоятка крепления пиноли задней бабки
- Маховик перемещения пиноли задней бабки
- Понижающий трансформатор местного освещения
- Пакетный выключатель местного освещения
- Предохранительная колодка
- Реверсивный магнитный пускатель
- Реверсивная кнопка включения и остановки станка
- Светильник
- Рукоятка крепления задней бабки к направляющим станины
- Пакетный выключатель сети (общий)
- Защитный экран
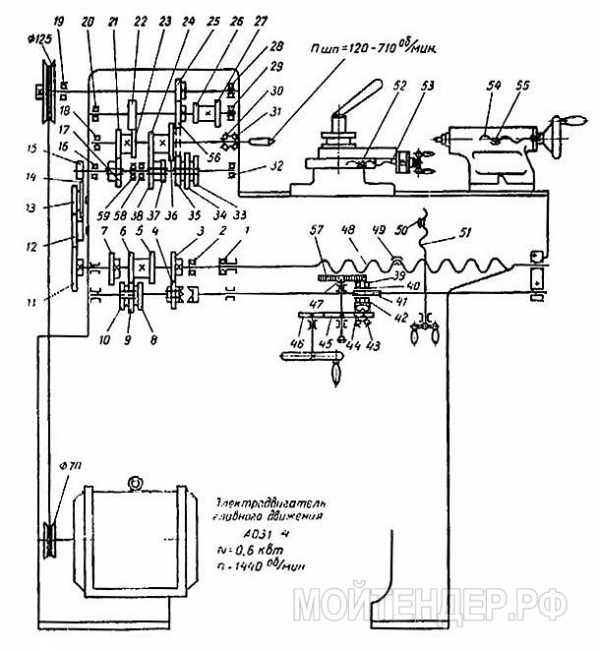
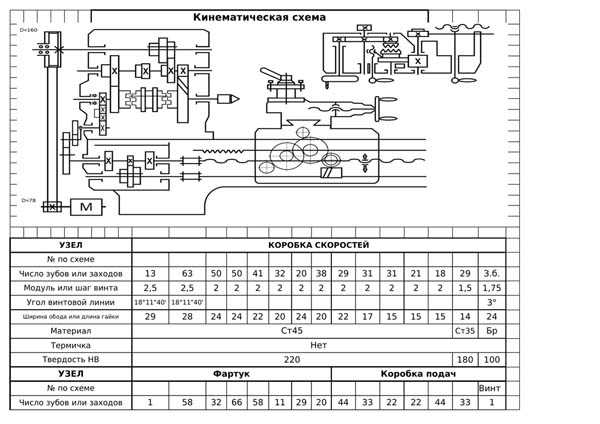
Схема кинематическая токарно-винторезного станка ТВ-4
Конструкция токарно-винторезного станка ТВ-4
Токарно-винторезный станок состоит из следующих основных узлов: передняя тумба, задняя тумба, станина, передняя бабка, коробка подач, гитара, фартук, суппорт, задняя бабка, защитный кожух, корыто, электрооборудование, защитный экран.
Передняя тумба
Передняя тумба выполнена П-образной формы с ребрами жесткости в верхней и нижней частях.
Приводной электродвигатель установлен на задней стороне тумбы, на передней — реверсивная кнопка включения и выключения электродвигателя.
Задняя тумба
Задняя тумба выполнена П-образной формы с ребрами жесткости в верхней и нижней частях. В задней тумбе смонтирован щиток с электрооборудованием станка.
Станина станка
Станина служит для поддержания, закрепления и взаимного соединения всех узлов станка.
Станина станка коробчатой формы с окнами. Имеет две призматические направляющие.
Передняя направляющая служит для передвижения каретки, задняя — для перемещения задней бабки.
На передней стороне станины установлены ходовой винт и рейка
Станина установлена на две тумбы.
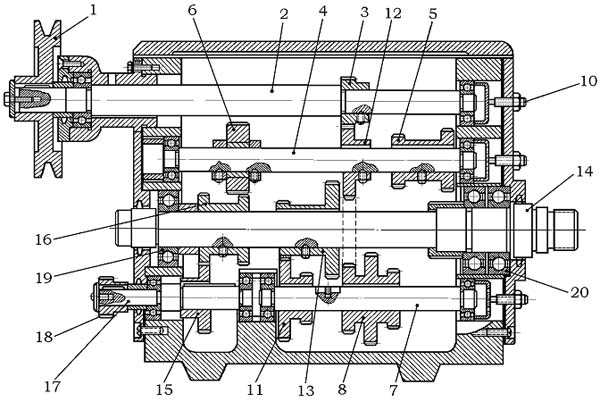
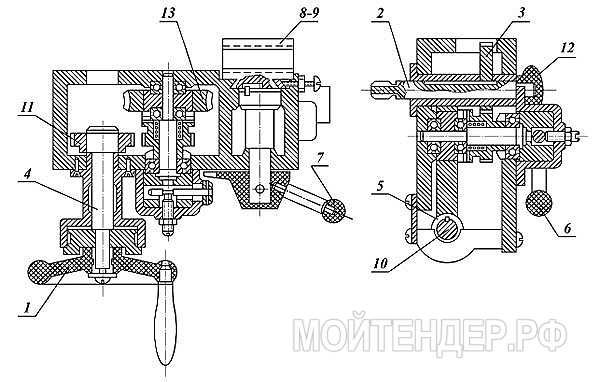
Передняя бабка токарно-винторезного станка ТВ-4
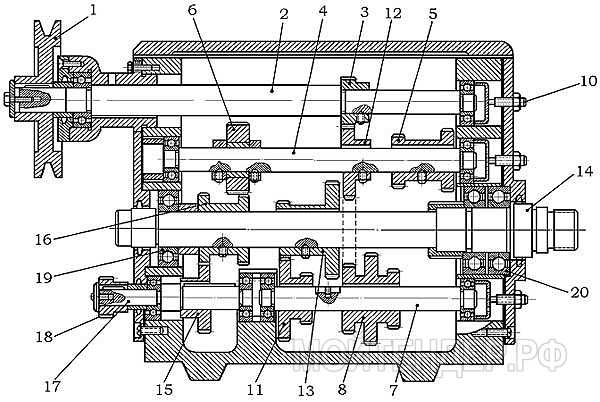
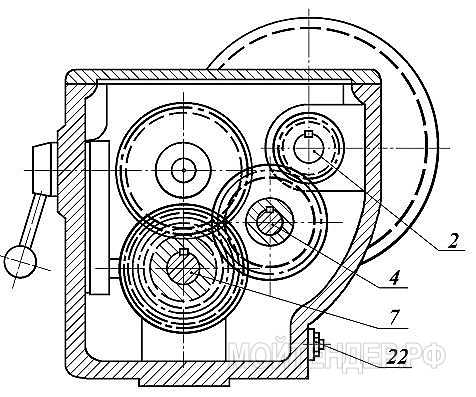
Фото передней бабки станка ТВ-4. Вариант с укороченным ведущим валом
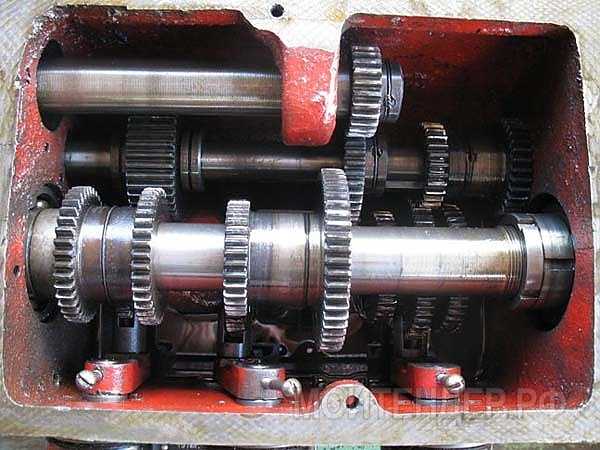
Передняя бабка (рис. 2 и 3) крепится в левой части станины. Установка коробки скоростей по линии центров в горизонтальной плоскости осуществляется двумя установочными винтами с гайками.
Движение коробки скоростей передается от индивидуального электродвигателя через клиноременную передачу на шкив. Передняя бабка служит для поддержания обрабатываемой детали и сообщения ей вращательного движения. В станке типа ТВ-4 передняя бабка является и коробкой скоростей, поэтому в дальнейшем будет применяться этот термин.
Внутри коробки движение передается через вал 2 и шестерню 3, сидящую на валу неподвижно, на вал 4, на котором сидят неподвижные шестерня 12 и блок-шестерня 5; шестерня 6 участвует только в работе трензеля.
На валу 7 находятся блочные шестерни 8 и 11, которые перемещаются на валу по шпонке при помощи рукояток 1 и 2 (рис. 1). Рукоятка /имеет три положения, получаемые поворотом вправо и влево. Рукоятка 2 имеет два положения.
Тройная блочная шестерня 8 имеет возможность находиться в постоянном зацеплении с блоком 5 или шестерней 12 и тем самым передавать движение валу 7 и блочной шестерне 13, находящейся непосредственно на шпинделе станка 14.’
Шпиндель передает вращение обрабатываемой детали при помощи трехкулачкового патрона или планшайбы с поводком, которые поворачиваются на его резьбовую часть. При обработке деталей в центрах в шпиндель вставляется центр.
В коробке скоростей смонтировано устройство, позволяющее изменять направление вращения ходового винта и ходового валика, т. е. изменять направление перемещения суппорта. Это производится перемещением шестерни 15 в левое и правое крайнее положение рукояткой 3 (рис. 1).
При левом крайнем положении рукоятки шестерня 15 получит прямое вращение непосредственно от блока шестерен 16, расположенного на шпинделе. При правом крайнем положении рукоятки шестерня 15 получит обратное вращение за счет зацепления с паразитной шестерней 6, которая в свою очередь получает вращение от второй ступени блока шестерен 16.
Вращение вала 17 передается шестерне 18, которая находится в постоянном зацеплении с шестернями передаточного механизма и далее с механизмом коробки подач.
При среднем нейтральном положении рукоятки и шестерни 15 вращение от шпинделя не будет передаваться к коробке подач, т. е. ни ходовой винт, ни ходовой валик вращаться не будут.
Шпиндель передней бабки получает от приемного шкива шесть чисел оборотов. Таблица с указанием чисел оборотов шпинделя в минуту в зависимости от положения рукояток размещается на верхней крышке коробки подач.
Передняя шейка шпинделя вращается в двух упорно-радиальных подшипниках, а задняя—в радиальном подшипнике. Для регулирования осевого натяжения на шпинделе установлены две гайки. Для фиксации осевого перемещения валиков на передней крышке коробки скоростей установлены регулировочные винты 10. На передней стороне коробки скоростей имеется указатель уровня масла, на задней стенке — пробка для слива масла 22.
Передаточный механизм (гитара) токарно-винторезного станка ТВ-4
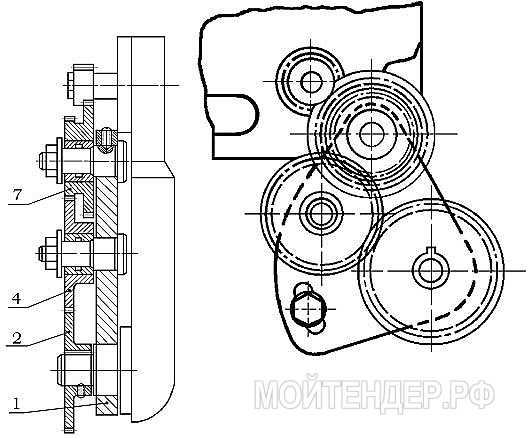
Передаточный механизм (рис. 4) служит для передачи вращения от шпинделя коробки скоростей к коробке подач. Механизм состоит из кронштейна 1, на котором смонтированы шестерни 7, 4, 2. Передаточный механизм характеризуется передаточным отношением, и для станка ТВ-4 оно составляет:
i = 24/60 * 40/64 = 1/4
Для этого станка такое передаточное отношение постоянно, так как сменные шестерни к станку не прилагаются.
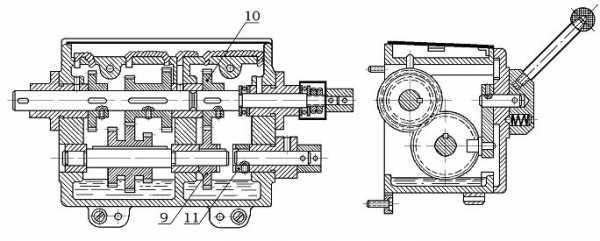
Коробка подач токарно-винторезного станка ТВ-4
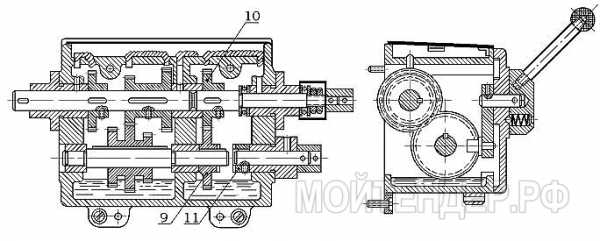
Коробка подач (рис. 5) получает движение от коробки скоростей через шестерни передаточного механизма. Механизм коробки подач дает возможность получить метрическую резьбу с шагом 0,8; 1,0; 1,25 мм и продольную подачу суппорта в пределах 0,08; 0,1; 0,12 мм на один оборот шпинделя.
Необходимые резьбы и подачи устанавливаются путем поворота рукоятки 4 (рис. 1), расположенной на передней крышке коробки подач.
Включение ходового винта или ходового валика осуществляется поворотом рукоятки 5 (рис. 1).
В положении, указанном на рисунке 5, осуществляется вращение ходового винта. При перемещении шестерни 9 вправо она выйдет из зацепления с шестерней 10 и войдет в зацепление с муфтой 11, которая передаст вращение на ходовой валик.
Таким образом, в конструкции коробки подач исключается возможность одновременного вращения ходового винта и ходового валика.
Изменение направления вращения ходового винта и ходового валика производится поворотом рукоятки 3 (рис. 1).
Для смазки механизма коробки подач в верхней ее части имеется корыто для заливки масла.
Масло на шестерни и трущиеся поверхности подается фитилями.
При работе необходимо следить, чтобы в корыте коробки подач постоянно находилось небольшое количество масла.
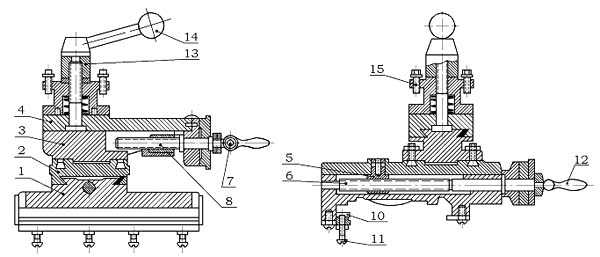
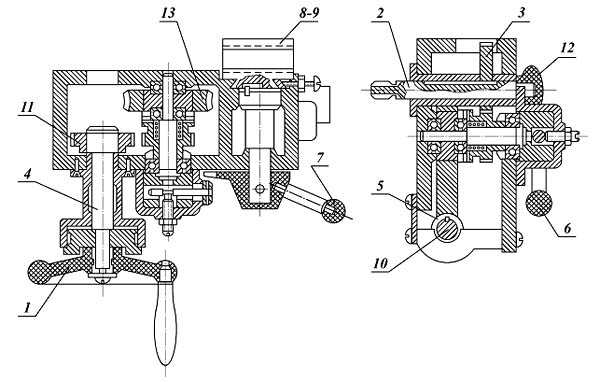
Суппорт токарно-винторезного станка ТВ-4
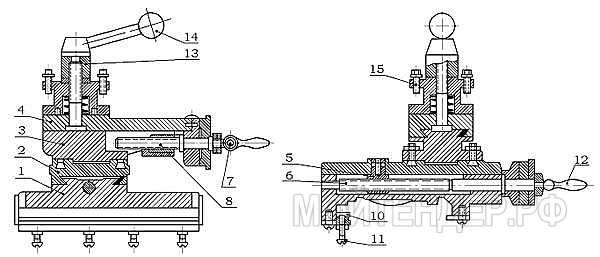
Суппорт (рис. 8) предназначен для закрепления и перемещения резца. Суппорт имеет четыре салазки.
Салазка 1 перемещается в продольном направлении по направляющим станины.
Салазка 2 перемешается по поперечным направляющим салазки 1 и служит для поперечного перемещения резца.
Салазка 4, несущая четырехпозиционную резцовую головку, имеет только продольное перемещение по направляющим салазки 3, которая имеет возможность поворачиваться на 40° от среднего положения в ту или иную сторону.
Поперечное перемещение салазки 2 по направляющим нижней салазки 1 производится винтом 6 и гайкой 5.
Винт 6 приводится во вращение от руки рукояткой 12.
Сверху салазка 2 имеет углубление, куда входит выступ поворотной части верхнего суппорта; для закрепления поворотной части имеются 2 болта, головки которых входят в Т-образный паз салазки 2.
Верхнюю салазку 4 суппорта можно перемещать по направляющим вручную рукояткой 7, которая вращает винт 8. Направляющие станины, салазок и клиньев от продолжительной работы изнашиваются настолько, что между ними может появиться зазор.
Фартук токарно-винторезного станка ТВ-4
С помощью фартука (рис. 7) можно производить механическую продольную подачу суппорта от ходового валика и от ходового винта, а также ручную продольную подачу.
Ручная подача осуществляется вращением маховика 1, насаженного на вал-шестерню 4, входящего в зацепление с шестерней 3, сидящей на валике реечной шестерни 2.
Реечная шестерня входит в зацепление с зубчатой рейкой, жестко прикрепленной к станине. Механическая подача от ходового валика 10 осуществляется червяком 5, связанным с валиком скользящей шпонкой. Червяк приводит во вращение червячную шестерню 11 и далее через кулачковую муфту и шестерни 13, 3 вращение передается на реечную шестерню. Для включения механической подачи надо рукоятку 6 повернуть на себя, при этом включается кулачковая муфта.
Задняя бабка токарно-винторезного станка ТВ-4
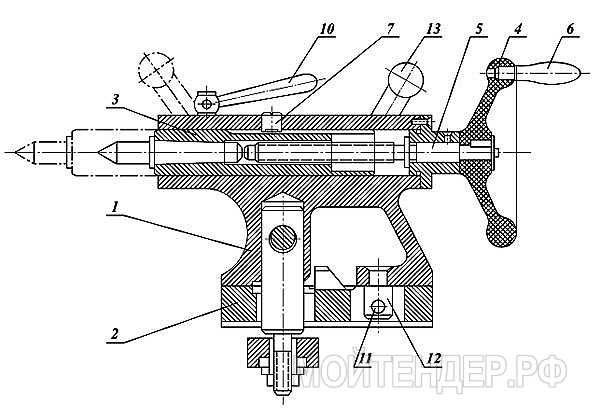
Задняя бабка служит для поддержания второго конца обрабатываемой детали. Корпус 1 расположен на основании 2, перемещающемся по направляющим станины станка.
В корпусе продольно переметается пиноль 3.
Пиноль имеет коническое отверстие (конус Морзе 2), в которое вставляется упорный центр или другой инструмент; сверла, развертки, патрон сверлильный и т. д. Перемещение пиноли производится маховичком 4, вращающим винт 5.
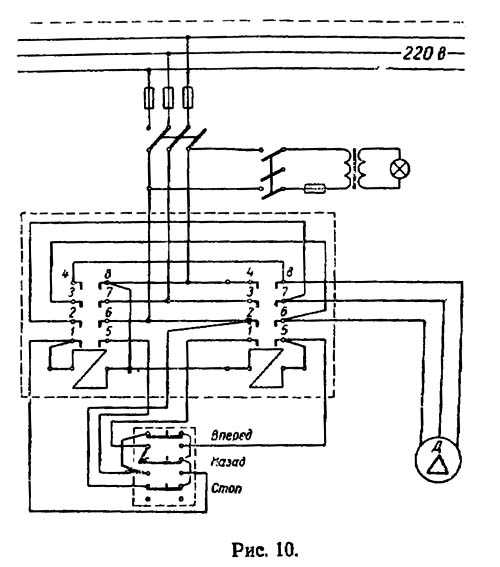
Схема электрическая токарно-винторезного станка ТВ-4

Электрооборудование токарно-винторезного станка ТВ-4
К электрооборудованию станка относятся: трехфазный короткозамкнутый асинхронный электродвигатель мощностью 1,0 кВт; магнитный пускатель с кнопочной станцией и электрощит, на котором смонтированы переключатели местного освещения и общего включения станка; трансформатор местного освещения и плавкие вставки.
Щиток электрооборудования и магнитный пускатель установлены в правой тумбе станка, электродвигатель и кнопочная станция — в левой тумбе.
Основные технические характеристики станка ТВ-4
| Наименование параметра | ТВ-4 | ТВ-6 | ТВ-7 |
|---|---|---|---|
| Основные параметры станка | |||
| Класс точности | Н | Н | Н |
| Наибольший диаметр заготовки над станиной, мм | 200 | 200 | 220 |
| Наибольший диаметр заготовки над суппортом, мм | 125 | 80 | 100 |
| Высота центров над плоскими направляющими станины, мм | 108 | 108 | 120 |
| Наибольшая длина заготовки в центрах (РМЦ), мм | 350 | 350 | 330 |
| Наибольшая длина заготовки в патроне, мм | 310 | ||
| Наибольшая длина обтачивания, мм | 300 | 300 | 300 |
| Наибольшая высота держателя резца, мм | 10 х 12 | 12 х 12 | 16 х 16 |
| Высота от опорной поверхности резца до линии центров, мм | 12 | 12 | |
| Наибольшее расстояние от оси центров до кромки резцедержателя, мм | 78 | 78 | |
| Шпиндель | |||
| Диаметр сквозного отверстия в шпинделе, мм | 16 | 18 | |
| Наибольший диаметр прутка, мм | 15 | 12 | |
| Конус Морзе шпинделя | №2 | №3 | №3 |
| Число ступеней частот прямого вращения шпинделя | 6 | 6 | 8 |
| Частота прямого вращения шпинделя, об/мин | 120, 160, 230, 375, 500, 710 | 130, 170, 235, 385, 510, 700 | 60..1000 |
| Число ступеней частот обратного вращения шпинделя | 6 | 6 | 8 |
| Частота обратного вращения шпинделя, об/мин | 120, 160, 230, 375, 500, 710 | 130, 170, 235, 385, 510, 700 | 60..1000 |
| Торможение шпинделя | нет | нет | нет |
| Блокировка рукояток | нет | нет | нет |
| Суппорт. Подачи | |||
| Наибольшее продольное перемещение суппорта, мм | 300 | 300 | 260 |
| Перемещение суппорта продольное на одно деление лимба, мм | 0,5 | 0,25 | 0,25 |
| Наибольшее поперечное перемещение суппорта, мм | 100 | 100 | |
| Перемещение суппорта поперечное на одно деление лимба, мм | 0,025 | 0,025 | 0,025 |
| Наибольшее перемещение резцовых салазок, мм | 50 | 85 | 85 |
| Перемещение резцовых салазок на одно деление лимба, мм | 0,025 | 0,025 | 0,025 |
| Угол поворота резцовых салазок, град | ±45° | ±45° | ±40° |
| Число ступеней продольных подач суппорта | 3 | 3 | 8 |
| Пределы продольных рабочих подач суппорта, мм/об | 0,08; 0,1; 0,12 | 0,08; 0,1; 0,12 | 0,1; 0,12; 0,15; 0,16; 0,18; 0,20; 0,24; 0,32 |
| Пределы рабочих поперечных подач суппорта, мм/об | нет | нет | нет |
| Количество нарезаемых резьб метрических | 3 | 3 | 6 |
| Пределы шагов нарезаемых резьб метрических, мм | 0,8; 1,0; 1,25 | 0,8; 1,0; 1,25 | 0,8; 1,0; 1,25; 1,5; 2,0; 2,5 |
| Пределы шагов нарезаемых резьб дюймовых | нет | нет | нет |
| Пределы шагов нарезаемых резьб модульных | нет | нет | нет |
| Пределы шагов нарезаемых резьб питчевых | нет | нет | нет |
| Задняя бабка | |||
| Конус Морзе задней бабки | №2 | №2 | №2 |
| Наибольшее перемещение пиноли, мм | 65 | 65 | 65 |
| Электрооборудование | |||
| Электродвигатель главного привода, кВт | 1,0 | 1,1 | 1,1 |
| Габариты и масса станка | |||
| Габариты станка (длина ширина высота), мм | 1440 х 470 х 1020 | 1100 х 470 х 110 | 1050 х 535 х 1200 |
| Масса станка, кг | 280 | 300 | 400 |
xn--d1abbnoievn.xn--p1ai
Т-4 Станок токарно-винторезный. Схемы, описание, характеристики
Сведения о производителе учебного токарно-винторезного станка Т-4
Производители токарно-винторезного станка модели Т-4 – несколько ремесленных училищ СССР.
Т-4 Станок токарно-винторезный учебный. Назначение, область применения
Станок Т-4 является учебным универсальным токарно-винторезным станком и предназначается для всевозможных токарных работ в мастерских школ для политехнического обучения и по холодной обработке металлов резанием.
Станок Т-4 выпускался в 40-х годах прошлого века несколькими ремесленными училищами СССР.
Учебный токарно-винторезный станк Т-4, несмотря на упрощенную конструкцию, имеет все узлы “взрослого” токарно-винторезного станка: коробку скоростей шпинделя, гитару, коробку подач, ходовой вал и ходовой винт, суппорт с механической подачей.
Станок позволяет производить следующие виды токарных работ:
- Проточку и расточку цилиндрических и конических поверхностей
- Подрезку торцов
- Отрезку
- Нарезание метрических резьб
- Сверление и ряд других работ
Технические характеристики школьного токарно-винторезного станка Т-4
Изготовитель – Областное Управление Трудовых Резервов, Ремесленное училище г. Горький.
Основные параметры станка – в соответствии с ГОСТ 42-40.
- Наибольший диаметр заготовки типа Диск, обрабатываемой над станиной – Ø 320, мм
- Наибольший диаметр заготовки типа Вал, обрабатываемой над верхней частью суппорта – Ø 112 мм
- Высота центров – 160 мм
- Расстояние между центрами – 750 мм
- Наибольшая длина обтачивания – 720 мм
- Пределы продольных подач – 0,027..2,28 мм/об
- Пределы поперечных подач – 0,008..0,711 мм/об
- Нарезаемые резьбы: метрическая 0,4..10 мм
- Нарезаемые резьбы: дюймовая 3..40 ниток на дюйм
- Нарезаемые резьбы: модульная 1..3 мод
- Мощность электродвигателя – 1,3 кВт, 1430 об/мин
- Вес станка полный – 500 кг
Шпиндель токарно-винторезного станка Т-4
- Конец шпинделя – резбовой М52 х 6
- Конец шпинделя – конус морзе №4
- Диаметр стандартного патрона – Ø 200 мм
- Диаметр отверстия в шпинделе – Ø 26 мм
- Наибольший диаметр обрабатываемого прутка – Ø 25 мм
- Пределы чисел оборотов шпинделя в минуту (6 ступеней) – 56, 98, 165, 269, 476, 800 об/мин
Передний конец шпинделя станка Т-4 имеет резьбу М52х6 для установки промежуточного фланца с патроном (смотрите статью Токарные патроны). Стандартный патрон для станка Т-4 – Ø200 мм.
Шпиндель токарного станка Т-4 получает 6 ступеней вращения (56, 98, 165, 269, 476, 800 об/мин) от коробки скоростей в передней бабке.
Шпиндель смонтирован на переднем и заднем бронзовых подшипниках скольжения и одном упорном подшипнике качения.
Коробка скоростей за счет переключения шестерен позволяет понизить частоту вращения шпинделя, необходимую для резьбонарезания метчиками, а также для тяжелых работ, требующих повышенного крутящего момента. Повышенная скорость шпинделя используется для чистовых работ.
Вращение на входной вал коробки скоростей поступает от электродвигателя через ременную передачу. С помощью блока зубчатых колес и фрикционной муфты выбирается одна из шести скоростей шпинделя.
Привод станка осуществляется от асинхронного электродвигателя. Через клиноременную передачу и одноступенчатые шкивы движение передается на входной вал коробки скоростей. Внутри коробки скоростей движение через шестерни передается на шпиндель. Шпиндель, в зависимости от положения рукояток на передней бабке, вращается с одной из 6-и скоростей. Направление вращения шпинделя определяется двигателем.
От шпинделя движение передается на выходной вал коробки скоростей, затем на гитару, и от нее на входной вал коробки подач.
Коробка подач обеспечивает вращение ходового вала для продольных и поперечных подач суппорта при точении, и вращение ходового винта, который начинает вращаться при нарезании резьбы.
Ходовой винт включается при нарезании резьб. Скорость ходового винта задается рукоятками на коробке подач и определяет одну из метрических резб (ходовой винт можно использовать в режиме продольной подачи, но не используется, чтобы не изнашивать его). Направление вращения ходового винта задается левой рукояткой на передней бабке.
Ходовой вал дает возможность получить одну из продольных подач суппорта. Скорость подачи задается рукоятками на передней стенке коробки подач.
Ходовой винт и ходовой вал проходят сквозь фартук суппорта, который преобразует вращательное движение ходового винта или ходового валика в поступательное продольное и поперечное движение суппорта.
Смазка коробки скоростей – разбрыгиванием шестернями масла из масляной ванны на дне передней бабки. Смазка коробки подач – фитильная с лотка, который заполняется маслом раз в смену. Фартук, суппорт, гитара, задняя бабка и станина смазываются вручную раз в смену.
Габаритные размеры рабочего пространства станка Т-4
Габаритные размеры рабочего пространства станка Т-4
Габаритные размеры рабочего пространства станка Т-4
Общий вид токарно-винторезного станка Т-4

Фото токарно-винторезного станка Т-4

Фото токарно-винторезного станка Т-4
Фото токарно-винторезного станка Т-4
Фото токарно-винторезного станка Т-4. Смотреть в увеличенном масштабе

Фото токарно-винторезного станка Т-4

Фото токарно-винторезного станка Т-4

Фото токарно-винторезного станка Т-4

Фото токарно-винторезного станка Т-4

Фото токарно-винторезного станка Т-4
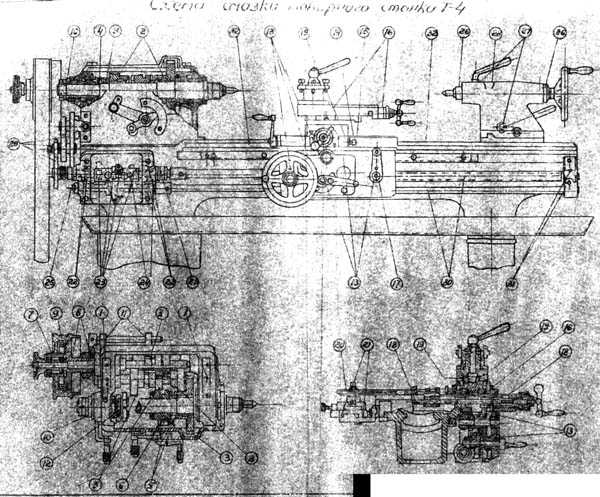
Расположение органов управления токарным станком Т-4
Расположение органов управления токарным станком Т-4
Спецификация органов управления токарно-винторезным станком Т-4
- Рукоятка фрикциона. Включение станка
- Рукоятка установки чисел оборотов шпинделя
- Рукоятка установки чисел оборотов шпинделя
- Рукоятка трензеля
- Рукоятка выбора скорости коробки подач
- Маховик ручного перемещения продольной каретки
- Рукоятка включения продольной и поперечной механической подачи (самохода)
- Рукоятка включения маточной гайки ходового винта
- Рукоятка ручного перемещения поперечной салазки
- Рукоятка для перемещения резцовых салазок
- Рычаг быстрого отвода резца
- Рукоятка зажима резцовой головки
- Маховик перемещения пиноли задней бабки
- Рукоятка зажима пиноли задней бабки
Схема кинематическая токарно-винторезного станка Т-4
Кинематическая схема токарно-винторезного станка Т-4
Схема кинематическая токарно-винторезного станка Т-4. Смотреть в увеличенном масштабе
Схема кинематическая токарно-винторезного станка Т-4. Смотреть в увеличенном масштабе
Таблица набора шестерен токарно-винторезного станка Т-4
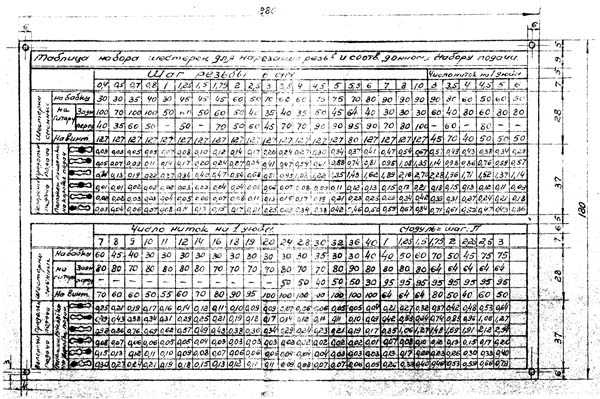
Таблица набора шестерен токарно-винторезного станка Т-4
Таблица набора шестерен токарно-винторезного станка Т-4. Смотреть в увеличенном масштабе
Таблица набора шестерен токарно-винторезного станка Т-4. Смотреть в увеличенном масштабе
Точки смазки токарно-винторезного станка Т-4
Точки смазки токарно-винторезного станка Т-4
Точки смазки токарно-винторезного станка Т-4. Смотреть в увеличенном масштабе
Конструкция токарно-винторезного станка Т-4
Токарно-винторезный станок состоит из следующих основных узлов: передняя тумба, задняя тумба, станина, передняя бабка, коробка подач, гитара, фартук, суппорт, задняя бабка, защитный кожух, корыто, электрооборудование, защитный экран.
Передняя тумба
Передняя тумба выполнена П-образной формы с ребрами жесткости в верхней и нижней частях.
Приводной электродвигатель установлен на задней стороне тумбы, на передней — реверсивная кнопка включения и выключения электродвигателя.
Задняя тумба
Задняя тумба выполнена П-образной формы с ребрами жесткости в верхней и нижней частях. В задней тумбе смонтирован щиток с электрооборудованием станка.
Станина станка
Станина служит для поддержания, закрепления и взаимного соединения всех узлов станка.
Станина станка коробчатой формы с окнами. Имеет две призматические направляющие.
Передняя направляющая служит для передвижения каретки, задняя — для перемещения задней бабки.
На передней стороне станины установлены ходовой винт и рейка
Станина установлена на две тумбы.
Токарно-винторезный станок Т-4. Видеоролик
Основные технические характеристики станка Т-4
| Наименование параметра | Т-4 | ТВ-4 | ТВ-6 | ТВ-7 |
|---|---|---|---|---|
| Основные параметры станка | ||||
| Класс точности | Н | Н | Н | Н |
| Наибольший диаметр заготовки над станиной, мм | 320 | 200 | 200 | 220 |
| Наибольший диаметр заготовки над суппортом, мм | 112 | 125 | 80 | 100 |
| Высота центров над плоскими направляющими станины, мм | 160 | 108 | 108 | 120 |
| Наибольшая длина заготовки в центрах (РМЦ), мм | 750 | 350 | 350 | 330 |
| Наибольшая длина заготовки в патроне, мм | 310 | |||
| Наибольшая длина обтачивания, мм | 730 | 300 | 300 | 300 |
| Наибольшая высота держателя резца (ширина х высота), мм | 17 х 30 | 10 х 12 | 12 х 12 | 16 х 16 |
| Высота от опорной поверхности резца до линии центров, мм | 20 | 12 | 12 | |
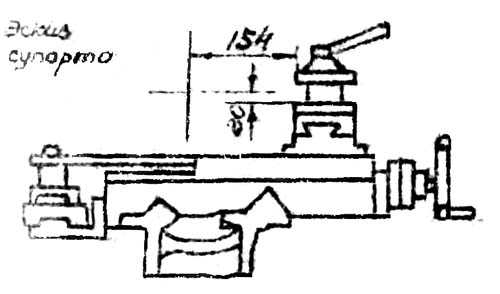
| Наибольшее расстояние от оси центров до кромки резцедержателя, мм | 154 | 78 | 78 | |
| Шпиндель | ||||
| Резьбовой конец шпинделя, мм | М52 х 6 | М36 х 4 | М36 х 4 | М45 х 4 |
| Диаметр стандартного патрона, мм | 200 | 100 | 100 | 125 |
| Диаметр сквозного отверстия в шпинделе, мм | 26 | 16 | 18 | |
| Наибольший диаметр прутка, мм | 25 | 15 | 12 | |
| Конус Морзе шпинделя | №4 | №2 | №3 | №3 |
| Число ступеней частот прямого вращения шпинделя | 6 | 6 | 6 | 8 |
| Частота прямого вращения шпинделя, об/мин | 56, 98, 165, 269, 476, 800 | 120, 160, 230, 375, 500, 710 | 130, 170, 235, 385, 510, 700 | 60..1000 |
| Число ступеней частот обратного вращения шпинделя | 6 | 6 | 8 | |
| Частота обратного вращения шпинделя, об/мин | 120, 160, 230, 375, 500, 710 | 130, 170, 235, 385, 510, 700 | 60..1000 | |
| Торможение шпинделя | нет | нет | нет | |
| Блокировка рукояток | нет | нет | нет | нет |
| Суппорт. Подачи | ||||
| Наибольшее продольное перемещение суппорта, мм | 720 | 300 | 300 | 260 |
| Перемещение суппорта продольное на одно деление лимба, мм | – | 0,5 | 0,25 | 0,25 |
| Наибольшее поперечное перемещение суппорта, мм | 170 | 100 | 100 | |
| Перемещение суппорта поперечное на одно деление лимба, мм | 0,05 | 0,025 | 0,025 | 0,025 |
| Перемещение суппорта поперечное на один оборот лимба, мм | 4 | |||
| Наибольшее перемещение резцовых салазок, мм | 100 | 50 | 85 | 85 |
| Перемещение резцовых салазок на одно деление лимба, мм | 0,05 | 0,025 | 0,025 | 0,025 |
| Перемещение резцовых салазок на один оборот лимба, мм | 4 | |||
| Угол поворота резцовых салазок, град | 360° | ±45° | ±45° | ±40° |
| Число ступеней продольных подач суппорта | 3 | 3 | 8 | |
| Пределы продольных рабочих подач суппорта, мм/об | 0,027..2,28 | 0,08; 0,1; 0,12 | 0,08; 0,1; 0,12 | 0,1; 0,12; 0,15; 0,16; 0,18; 0,20; 0,24; 0,32 |
| Пределы рабочих поперечных подач суппорта, мм/об | 0,008..0,711 | нет | нет | нет |
| Количество нарезаемых резьб метрических | 3 | 3 | 6 | |
| Пределы шагов нарезаемых резьб метрических, мм | 0,4..10 | 0,8; 1,0; 1,25 | 0,8; 1,0; 1,25 | 0,8; 1,0; 1,25; 1,5; 2,0; 2,5 |
| Пределы шагов нарезаемых резьб дюймовых | 3..40 | нет | нет | нет |
| Пределы шагов нарезаемых резьб модульных | 1..3 | нет | нет | нет |
| Пределы шагов нарезаемых резьб питчевых | нет | нет | нет | нет |
| Задняя бабка | ||||
| Конус Морзе задней бабки | №3 | №2 | №2 | №2 |
| Наибольшее перемещение пиноли, мм | 90 | 65 | 65 | 65 |
| Наибольшее поперечное перемещение бабки, мм | ±20 | |||
| Электрооборудование | ||||
| Электродвигатель главного привода, кВт (об/мин) | 1,3 (1430) | 1,0 | 1,1 | 1,1 |
| Габариты и масса станка | ||||
| Габариты станка (длина ширина высота), мм | 1780 х 795 х 1250 | 1440 х 470 х 1020 | 1100 х 470 х 110 | 1050 х 535 х 1200 |
| Масса станка, кг | 500 | 280 | 300 | 400 |
Связанные ссылки. Дополнительная информация
Каталог справочник токарно-винторезных станков
Паспорта и схемы к токарно-винторезным станкам и оборудованию
Справочник деревообрабатывающих станков
Справочник КПО
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
stanki-katalog.ru