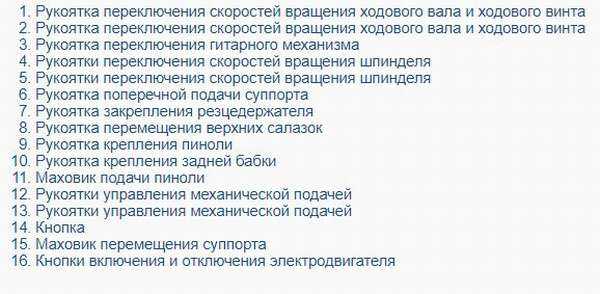
Тв 6 технические характеристики – Токарный станок ТВ-6 – технические характеристики, устройство
alexxlab | 13.07.2020 | 0 | Разное
ТВ-6 токарно-винторезный станок: характеристики, назначение, устройство
Для качественного проведения токарных работ требуются определенные навыки. Токарный станок ТВ-6 применяется для обучения азам профессии токаря, что определяет его широкое распространение в различных обучающих организациях. Несмотря на то, что оборудование появилось в продаже в 80-х годах, сегодня школьный токарный станок встречается довольно часто. Рассмотрим особенности этого оборудования подробнее.

Технические характеристики станка
Тот момент, что токарный станок ТВ-6 разрабатывался для обучения, определяет весьма скромные параметры. При применении рассматриваемого оборудования можно проводить нижеприведенные операции:
- Сверление отверстий.
- Подрезку торцов.
- Нарезание метрической резьбы.
- Расточку и проточку деталей, которые имеют цилиндрическую форму или коническую поверхность.
- Отрезка части заготовки.
Распространенный станок токарный ТВ-6, технические характеристики которого не позволяют работать с закаленной сталью, может применяться для обработки металлов, при резании которых не образуется летучих соединений или пыли. Характеризуется ТВ-6 следующими характеристиками:
- Максимальный диаметр заготовки составляет 12 мм.
- Длина обтачиваемой поверхности составляет 300 мм.
- Высота расположения центров 108 мм.
- Частота вращения шпинделя варьирует в диапазоне от 130 до 170 об/мин.
- Расстояние между центрами составляет 350 мм.
При рассмотрении того, какой вес токарного станка школьник следует учитывать, что в минимальной комплектации вес составляет 300 килограмм.
Именно поэтому при монтаже и транспортировке следует учитывать довольно большой вес, установка модели проводится на фундаментной плите. За счет этого обеспечивается поглощение вибрации на момент работы.
Назначение оборудования
Рассматривая назначение токарного станка, следует уделить внимание тому, что он является учебным. Несмотря на это, точение по металлу может проводится с высокой степенью точности. Определенные технические характеристики позволяют проводить установку оборудования в домашних или учебных мастерских. Рассматривая инструкцию (руководство) отметим следующие моменты:
- Производитель рекомендует проводить время от времени натяжение ремня. Подобная профилактика позволяет добиться максимальной мощности и производительности на протяжении длительного периода.
- Для наладки достаточно провести ослабление гайки, после чего изменяется положение электрического двигателя. Устройство расположено на салазках, поэтому шкивы не смещаются относительно друг друга.
- Довольно распространенной проблемой можно назвать то, что во время работы возникает серьезная вибрация шпинделя. Происходит это из-за расслабления винтов.
В целом можно сказать, что модель не характеризуется высокой производительностью.
Именно поэтому модель в большинстве случаев устанавливается в учебных заведениях для получения требуемых навыков. При необходимости может проводится производственная деятельность.
Скачать паспорт (инструкцию по эксплуатации) токарного станка ТВ-6
Конструктивные элементы ТВ-6
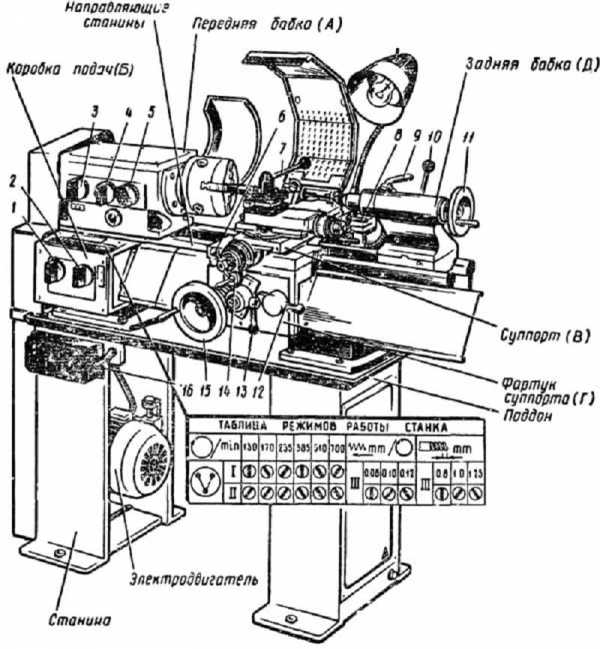
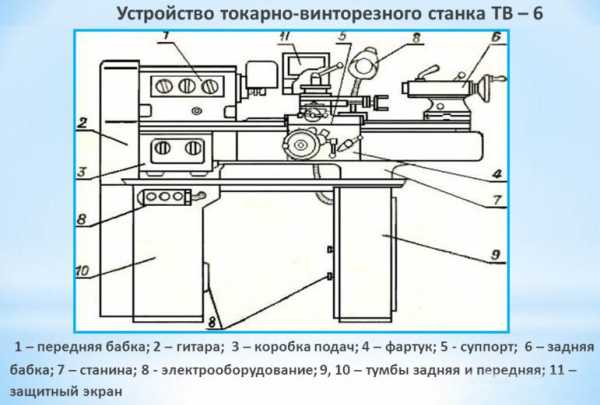
Токарно-винторезный станок ТВ-6 обладает классической компоновкой, свойственной оборудованию токарной группы. Основными элементами можно назвать:
- Передняя и задняя бабка.
- Коробка передач.
- Защитный экран.
- Элемент, предназначенный для подачи смазывающего вещества.
- Несущая станина.
- Фартук.
- Элементы сменной гитары.
- Защитный кожух.
Все узлы расположены с высокой точностью относительно друг друга. Некоторые из них можно демонтировать для замены или обслуживания.
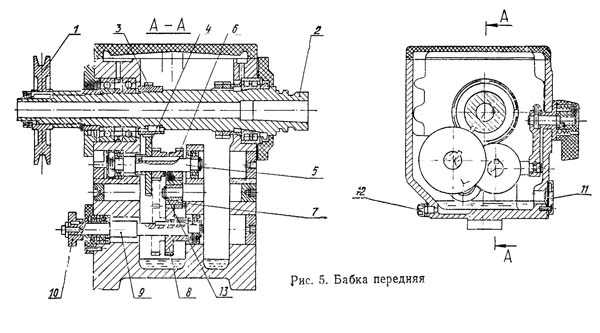
Передняя и задняя бабки
Основными элементами токарного станка можно назвать переднюю и заднюю бабку. Их особенностями назовем следующие моменты:
- Передняя бабка служит для расположения шпинделя и коробки скоростей.
- Задняя бабка применяется для крепления центров, которые могут использоваться для поддержки торцевой поверхности большого изделия. За счет применения центров можно существенно повысить точность обработки
Передняя бабка ТВ-6 обеспечивает доступ к коробке передач и гитаре сменных колес, которые позволяют изменять параметры нарезаемой резьбы
Коробка подач и гитара сменных шестерней
Также важными элементами устройства можно назвать коробку подач и гитару сменных шестерней. Ключевыми моментами назовем:
- Гитара сменных колес позволяет изменить параметры нарезаемой на цилиндрической поверхности резьбы.
- Коробка подач не требует обслуживания, в зону соприкосновения шестерен подается смазка.
Рассматриваемая модель характеризуется высокой надежностью. Она может прослужить в течение многих лет при соответствующем обслуживании.

Станина
Для объединения всех узлов применяется станина. Она изготавливается при применении чугуна, характеризуется высокой жесткостью. Станина обладает следующими особенностями:
- Погашает вибрацию.
- Обеспечивает точное позиционирование всех узлов.
- На момент установки устройство надежно позиционируется.
Точное позиционирование всех узлов обеспечивает требуемое качество обработки. Станина окрашивается защитным составом для того, чтобы продлить срок службы.
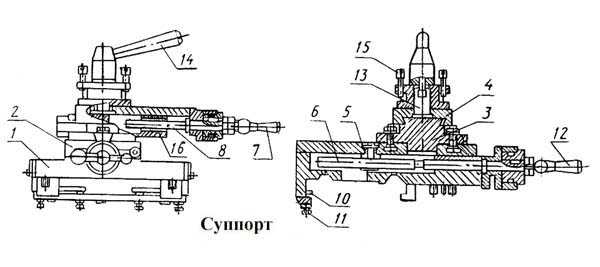
Суппорт
Важным элементом является суппорт. Он применяется для закрепления инструмента во время обработки. Устанавливаемый суппорт обладает классическими характеристиками:
- Обеспечивает надежную фиксацию инструмента.
- Может располагаться под определенным углом относительно заготовки.
- Перемещается по салазкам в продольном и поперечном направлении.

Суппорт может использоваться для фиксации различных вариантов исполнения резцов. За счет этого существенно расширяется область применения токарного станка.
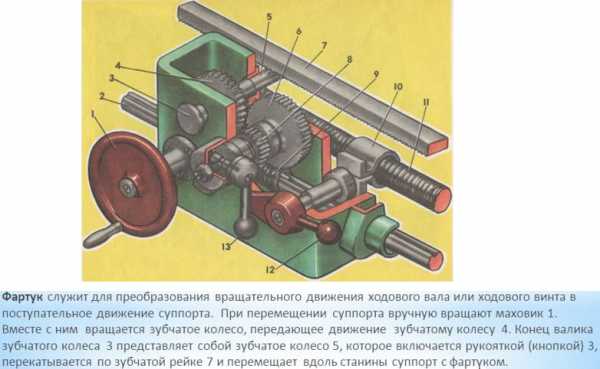
Фартук
В качестве фартука выступает часть конструкции, на которой расположены салазки для перемещения суппорта. При его изготовлении также применяется сталь.
Особенностями рассматриваемой модели можно назвать небольшие габаритные размеры. Кроме этого, устройство характеризуется относительно невысоким показателем энергопотребления. Для управления основными параметрами работы устройства и режимами обработки имеются различные переключатели, рычаги и клавиши. Быстрое перемещение может применяться для быстрого позиционирования рабочего органа в требуемом положении.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
устройство, технические характеристики, описание и отзывы
Практические занятия являются залогом успешного образования специалиста. Нельзя стать настоящим токарем, только лишь изучая теорию по учебникам. Здесь необходимо в первую очередь научиться работать за станком. С этой целью еще в 80-х прошлого века было начато производство токарно-винторезного станка ТВ-6. Выпускали его на Ростовском заводе учебно-станочного оборудования. Данный станок изготавливали для обучения азам, которые должен знать каждый токарь. Эту модель можно было встретить во многих школах и специальных учебных заведениях.
Назначение
Токарный станок ТВ-6 разрабатывался для обучения азам токарного дела. Поэтому никаких заоблачных характеристик от него ждать не нужно. Станок подходит для выполнения наиболее простых операций:
- Подготовка отверстий.
- Обрезка торцов.
- Отрезка части заготовки.
- Выполнение метрической резьбы.
- Расточка деталей, имеющих цилиндрическую (коническую) форму.

Токарный станок ТВ-6 («школьник», как его еще называют) может работать только с цветными металлами и сталью. Такой выбор объясняется тем, что материал во время обработки не должен выделять летучие соединения и пыль, оказывающие пагубное воздействие на окружающих.
Основные характеристики
Токарный станок ТВ-6 при первом осмотре удивляет своими небольшими размерами. При весе 300 килограммов его длина составляет 144 сантиметра, ширина – 47 см, высота – 110 см. Благодаря этому станок прекрасно вписывается даже в небольшие мастерские.
Результатом небольших габаритов являются небольшие размеры деталей, которые могут обрабатываться на станке. Агрегат позволяет работать с деталью, длина которой не превышает 35 см. При этом протачивание возможно на промежутке, длина которого не больше 30 см. Если говорить о высоте, то над станиной могут обрабатываться детали с диаметром до 20 см. Над суппортом это значение составляет всего 8 сантиметров.
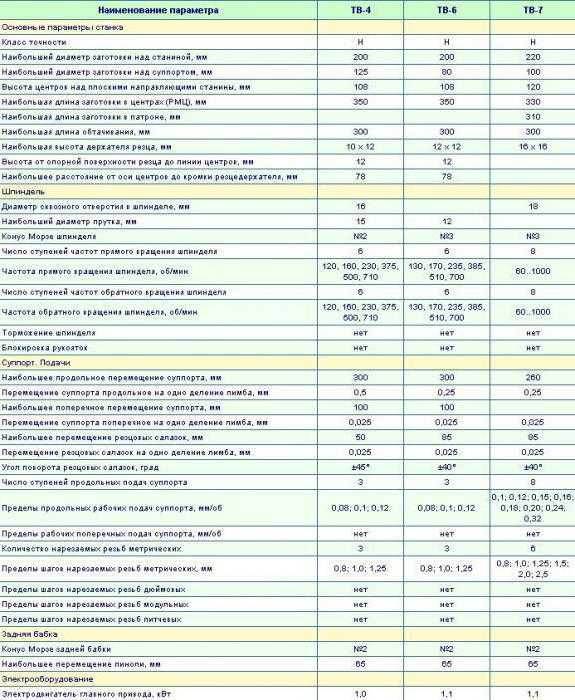
Главные характеристики в сравнении с показателями других агрегатов можно увидеть на фотографии ниже.
Устройство токарного станка ТВ-6
Лучше понять возможности аппарата поможет понимание того, из каких узлов и механизмов состоит агрегат. Ведь именно конструкция обеспечивает указанные технические характеристики.
Конструкция представлена следующими основными механизмами:
- Тумба (условно разделена на две части).
- Экран для обеспечения безопасности.
- Коробка передач.
- Бабка (также условно выделяют переднюю и заднюю).
- Электрический двигатель.
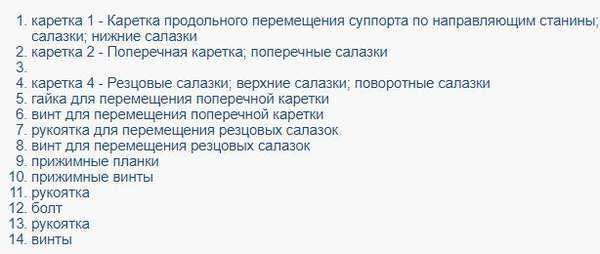
Коробка скоростей с 6 ступенями является передним узлом. К ней присоединен вал, который передает вращение от двигателя. Для этого используется ременная передача. Направление движения держателя резцов изменяется за счет специального механизма, установленного в коробке. Регулируется это с помощью рукояти. При ее повороте шестерня передвигается в одно из крайних положений. Если зубчатое колесо вращается влево, то происходит процесс прямого вращения. В этом процессе участвует блок шестеренок. Если же зубчатое колесо передвигается в правое положение, происходит вращение в обратную сторону. От радиального биения защищает задний узел. Кроме того, он позволяет обрабатывать отверстия при помощи сверла.
Разберем устройство токарно-винторезного станка ТВ-6 более подробно. Для этого рассмотрим основные его механизмы и узлы (их принцип действия и устройство) отдельно.
Тумба
Конструкция токарного станка разделяет тумбу на две части: переднюю и заднюю. Они имеют схожее, но неодинаковое устройство.
Передняя тумба собрана в форме буквы «П». Чтобы конструкция была более прочной, снизу и сверху монтированы ребра жесткости. Сзади тумбы размещен двигатель. Включается (выключается) он нажатием кнопки, которая находится спереди тумбы.
Отличием задней тумбы является то, что ее конструкция вместо двигателя включает электрический щиток.
Гитара и коробка передач
Гитарой называют передаточный механизм зубчатых колес. Она необходима для передачи движения от главного вала непосредственно к коробке. Гитара представляет собой кронштейн с закрепленными на нем шестернями. Токарный станок ТВ-6 имеет постоянное передаточное число, которое равно одной четвертой.

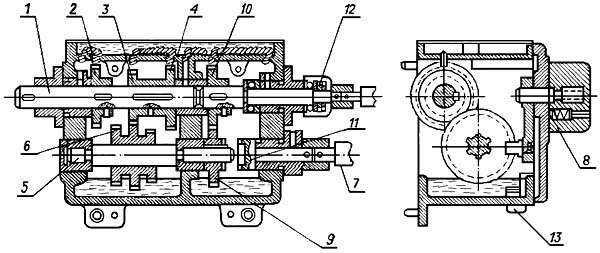
Гитара передает вращение на коробку передач. Она, в свою очередь, состоит из следующих деталей:
- Шестеренки (5 шт. с разными характеристиками).
- Блок-шестерня.
- Сливная пробка.
- Ходовой валик.
- Рукоять для настроек (2 шт.).
Параметры резьбы определяются за счет изменения настроек рукояти, которая размещается на лицевой стороне коробки передач. При ее вращении (а она имеет 3 положения) блок шестерня, двигающаяся по шлицам, зацепляет другую шестерню. На панели коробки находится еще одна рукоять, которая запускает ходовой валик и винт.
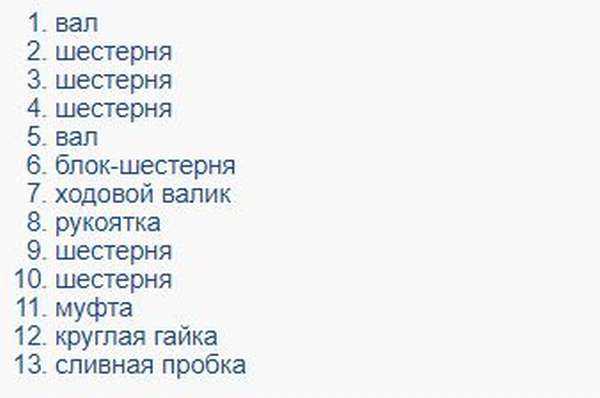
Фартук
Фартук необходим для подачи суппорта от ходового валика (винта) механическим или ручным способом. Если необходимо выполнить подачу вручную, следует вращать маховик, который расположен на валу-шестерне. Последний смыкается с шестерней, которая находится на валике реечного зубчатого колеса.
Червяк, соединенный при помощи скользящей шпонки с валиком, обеспечивает механическую подачу. Он передает движение на червячную шестерню. От нее по следующему зубчатому колесу и кулачковой муфте движение передается реечной шестерне. Кулачковая муфта соединена с рукоятью, поворот которой приводит к механической подаче.
Суппорт
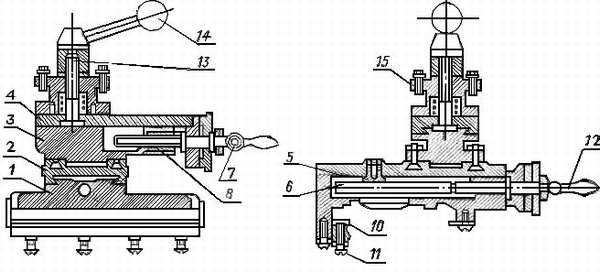
Установка резцов в токарном станке по металлу ТВ-6 осуществляется благодаря суппорту. Благодаря наличию 4 салазок (кареток) резцы двигаются:
- По направляющим в осевом направлении.
- В направлении, перпендикулярном движению первой каретки.
- В осевом направлении по направляющим третьей салазки.
Каретки установлены последовательно, то есть друг на друге. Деталь закрепляется на четвертой каретке с помощью специального механизма. При повороте рукоятки механизм отжимается, и его положение закрепляется штифтом.

Бабка
Второй конец детали при обработке на токарном станке ТВ-6 фиксируется с помощью задней бабки. Она имеет основание и корпус, за счет которых крепится к направляющим станины. По ним бабка и осуществляет движение. Внутри за счет маховика двигается в продольном направлении пиноль. Во внутреннее отверстие пиноли, по форме напоминающее конус, вставляются сверла, патроны и другой инструмент.
Отзывы
Токарный станок ТВ-6 – прекрасный представитель времен Советского Союза. Изготовленный в восьмидесятых прошлого века, он встречается до сих пор. И отказываться от него многие пользователи не собираются. Это надежный, долговечный станок, качественно выполняющий свои функции.

Решаясь на покупку данной модели токарного станка, опытные пользователи советуют ответить для себя на два главных вопроса:
- Какая точность нужна.
- Какие виды работ планируется выполнять на станке.
Конечно же, современные импортные аналоги обходят станок ТВ-6 по точности. Но если нужно снять более толстый слой металла, то равных «школьнику» не найти.
Что касается второго вопроса, то не все работы станок способен выполнить. К примеру, как отмечают некоторые из пользователей, на станке не удалось заточить трубу для резцов. Для расширения функциональных возможностей понадобится набор сменных шестеренок, которые необходимы для нарезания резьбы с помощью резца. Они позволят изменить при необходимости размер шага.
Из недостатков можно назвать то, что станок работает от электрической сети с напряжением 380 В. Если дома нет силовой линии, то аппарат нужно переделывать под 220 В. Еще один минус данного токарного станка – во время работы он очень громко шумит. Но с другой стороны, если установить его на своем частном дворе, то никаких проблем с этим не будет.
Как видно, отечественный токарный станок для работы с металлом ТВ-6, который производился с целью обучения токарному мастерству, нашел свое применение и в быту. Им пользуются многие любители изготовить своими руками полезные самоделки. Это надежный, долговечный агрегат, который даже спустя почти четыре десятилетия пользуется спросом.
fb.ru
опять купил ТВ, теперь ТВ6М – Станки серии ТВ-х
Всем доброго вечера!
Иметь много станков хорошо, а еще больше намного лучше)
только вот когда на 16к20 приходится делать мелочь… это не особо нравится электро счетчику)
было решено приобрести старого друга, т.е. что-то из серии ТВ.
получилось так, что станок можно сказать – почти не юзанный.
на всей длине направляющих призм заводская фрезеровка, на поперечной подаче заводская фрезеровка, на малой продольной тоже самое.
временно подключил на соплюшки.
Станок подключен на 380 и как мне кажется, он работает намного тише моего бывшего тв4 + мощнее намного.
Раньше капралон снимал в половину резца на тв-4 и мотор начинал чахнуть, тут-же на всю ширину и толщина стружки в 1-1,5 мм лезет спокойно.
в общем вот такой станок, дальнейшие действия наверное – отмою и перекрашу, но уже без фанатизма)
+ заменю древнюю проводку на новую и поставлю новый патрон.
www.chipmaker.ru
Токарный станок ТВ-6: технические характеристики, схемы, вид
Токарный станок марки ТВ-6 выпускается ростовским заводом станочного оборудования. Его применяют для изменения свойств предмета труда при выполнении определенного технологического процесса, например, размеров и форм. Они преобразовываются машинным либо ручным способом.
Назначение и область применения
Основное назначение металлорежущего станка ТВ-6 содержится в закреплении теоретических знаний на практике.
Он входит в число тренировочных производственных машин, на котором производится обучение азам токарного дела.
На нем выполняются рабочие операции:
- сверление просветов в предметах заданных размеров, из которых путем изменения форм, размера изготавливается деталь,
- обрезка торцов деталей,
- отрезание некой части с целью придания детали нужной формы,
- спиральная винтовая нарезка,
- обработка резцом внутренней либо внешней поверхности деталей, имеющих форму цилиндра либо конуса.

Приспособление успешно используется в мастерских средних школах, профессионально-технических училищах, колледжах, в цехах малых производственных и занимающихся ремонтом предприятий.
Технические характеристики
Токарно-винторезный станок ТВ-6 выделяется среди других незначительным габаритом – 144х47х11 см, что удобно для эксплуатации в целях обучения. На нем выполняется обработка металлических предметов диаметром до 200 мм при их установке над рабочей основой, держателем резца – 80 мм.
Отличительные признаки:
- масса – 300 кг,
- производительность электрического двигателя – 1,1 кВт,
- величина фазы требуемого развития скорости – 6,
- формат децимальной резьбы – 3,
- высота центральных частей – 10,8 см,
- предельное значение длины болванки – 350 мм,
- длина обтачки – 300 мм,
- предельный радиус обрабатываемой детали – 0,6 см,
- угол разворота каретки резца – 450,
- передвижка резцедержателя по отношению к значению лимба: продольное – 0,5 мм, поперечное – 0,025 мм. То же в зависимости от цикла лимба: продольное – 3 мм, поперечное – 2 мм,
- скорость кручения детали вокруг оси при движении прямо – 130-170 об/мин, при обратном ходе – 700 об/мин,
- постоянное передаточное число – ¼,
- шаг выполнения резьбы – 0,08, 0,1, 0,125 см.
- ширина и высота резца – 12х12 мм.

Школьник выполняет рабочие операции с точностью, отнесенной к классу – «нормальный». Она достигается за счет исправной работы суппорта.
Процедура точение деталей на нем осуществляется путем снятия резцом с крутящейся на валу детали металлической стружки.
Процедура вращения обеспечивается:
- асинхронным электродвигателем,
- механической энергии, которая передается гибкими элементами,
- коробкой скоростей,
- главным валом, на котором установлено приспособление, закрепляющее обрабатываемый предмет или инструмент,
- деталью, у которой необходимо изменить свойства путем выполнения определенного технологического процесса.
Отсчет передвижек станка ТВ-6 по металлу производится специфическое устройство – лимба. Болты на нем должны быть максимально зажаты, что увеличивает срок службы и позволяет снизить вибрацию.
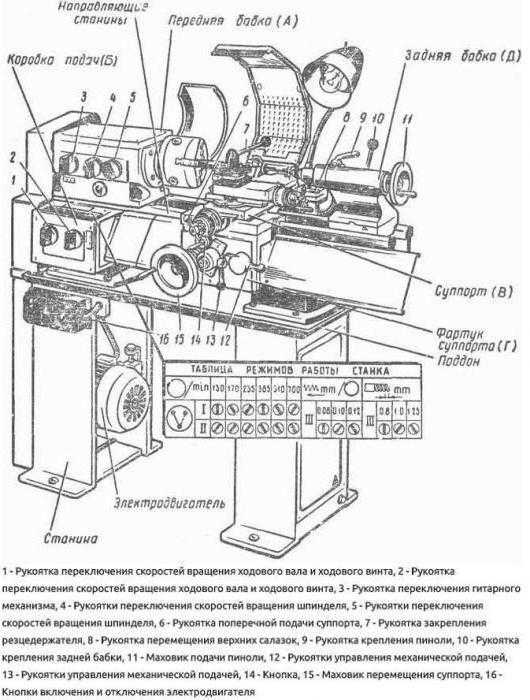
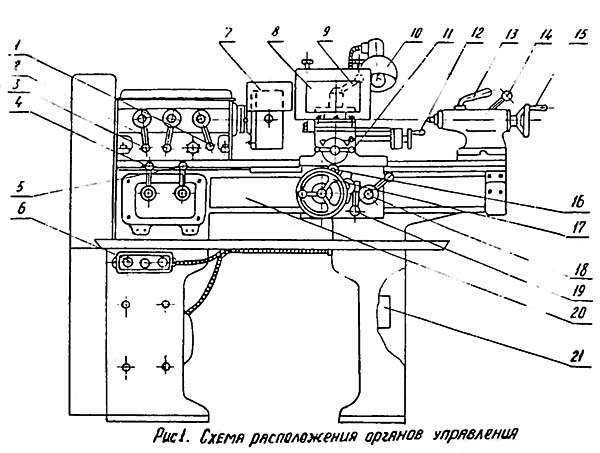
Схема органов управления
Комплектация токарного станка ТВ-6
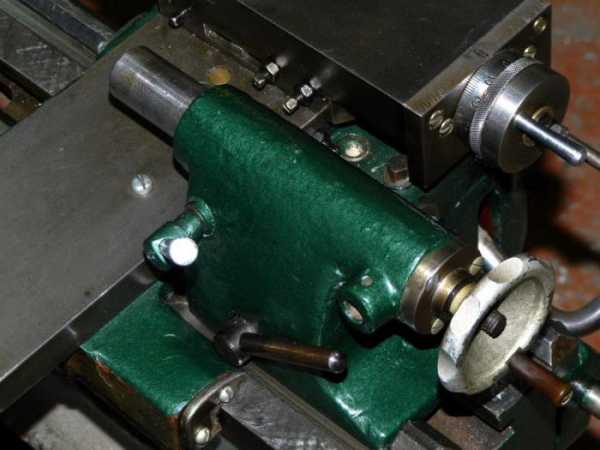
Основанием оборудования служит поставленная на 2 тумбах станина, изготовленная из чугуна методом литья. На ней закреплены передняя и задняя бабки, подвижное приспособление, на котором укреплен режущий инструмент.
В число основных элементов входят:
- электрический двигатель,
- механизм, передающий движение рабочим элементам,
- рабочий орган, представленный в виде шпинделя и система управления.

Тумба
У устройства для обработки различных видов металла предусмотрены две тумбы, зафиксированные спереди и сзади. Они имеют П-образную форму, прочность которой достигается ребрами жесткости.
Реверсивная кнопка установлена на лицевой стороне передней тумбы. Она предназначена для приведения в рабочее состояние электрического двигателя и его отключения. Щиток с электрооборудованием собран на тумбе, расположенной сзади.
Гитара и коробка передач
Под термином «гитара» подразумевается механизм, изготовленный в виде консоли с закрепленными на ней шестернями. Его основная функция заключается в передаче механической энергии от головки рабочего вала к коробке подач.
Она состоит из элементов:
- зубчатых колес, передающих вращательное движение,
- сливного устройства,
- фитинга,
- рукоятки,
- подвижного вала,
- блок-шестерни.

Коробка передач предназначена для изменения режима работы подвижных частей, что осуществляется при помощи рычагов и осуществления смазки шестеренок.
Фартук
Основное назначение фартука – одного из технических узлов заключается в механической подаче резца рычагами управления от главного вала или винта. Он передвигается по полозьям влево либо вправо в зависимости от заданной функции, срезая металлические стружки с подлежащей обработке детали.
На нем устанавливается:
- суппорт – узел, на котором крепится и перемещается инструмент,
- рычаги управления.
Суппорт
Назначение суппорта заключается в креплении и перемещения режущего инструмента, обрабатываемой детали. Он установлен на фартуке с целью подачи резца на протяжении всего технологического цикла по направлению к центру диаметра подлежащей обработке заготовки либо детали.
В его состав входят:
- три салазки – продольные, поперечные и верхние,
- резцедержатель.
Продольная каретка прикреплена к фартуку. Она двигается механически либо при помощи рукоятки по направляющим станины. Поперечные салазки перемещаются вручную. Верхние закреплены на поворотной плитке. С их помощью производится заточка конических поверхностей, что достигается за счет изменения угла до 400. Ее перемещение выполняется вручную.
Бабка
На станке ТВ-6 предусмотрены бабки – передняя и задняя. Основное различие между ними заключается в том, что последняя свободно двигается по направляющим станины.
Передняя бабка расположена на левой стороне станины, основными элементами которой являются шестерни. Они передают вращательное движение на обрабатываемую деталь, которая жестко закрепляется в головке. Их функциональное назначение заключается в производстве смены режима скоростей, для чего используется переключатель.
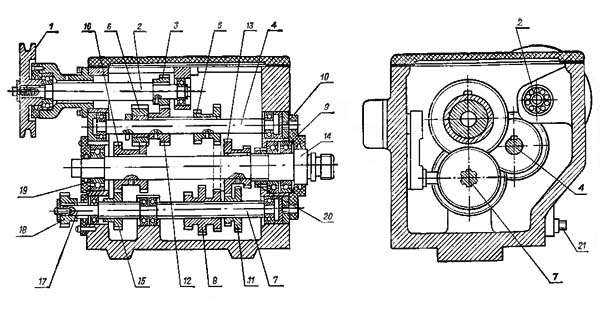
Задняя бабка расположена в правой части станины. Она удерживает обрабатываемую деталь в заданном положении. При производстве работ по сверлению отверстий функция задней бабки видоизменяется – осуществляет подачу обрабатываемой детали на сверло. В ее верхней части установлен пиноль, способная перемещаться при помощи маховика и фиксироваться.
Электрическая схема
Особенности эксплуатации
При эксплуатации направляющие металлорежущего токарного станка должны подвергаться регулярному осмотру с целью исключения неисправностей его отдельных элементов. Их износ повлечет за собой образование люфта и снижение точности обработки детали и заготовки.
Они должны быть чистыми, своевременно смазаны техническим маслом. При возникновении необходимости их следует заменить на новые, выполнив
Особое внимание в ходе эксплуатации станка ТВ-6 следует:
- обращать на клиноременные передачи приводного механизма, у которых возникает ослабление ремней. Их необходимо периодически проверять, чтобы натяжение на одну ветку ремня соответствовало требуемому – 10 кг,
- устранять вибрации шпинделя, подтягивая гайкой шпиндельный узел. Если мера не приносит желаемых результатов, то нужно заменить подшипники,
- регулировкой гаек, шлифовкой торцов колец аннулировать незначительные зазоры, возникающие в ходе обработки деталей.

Механизмы

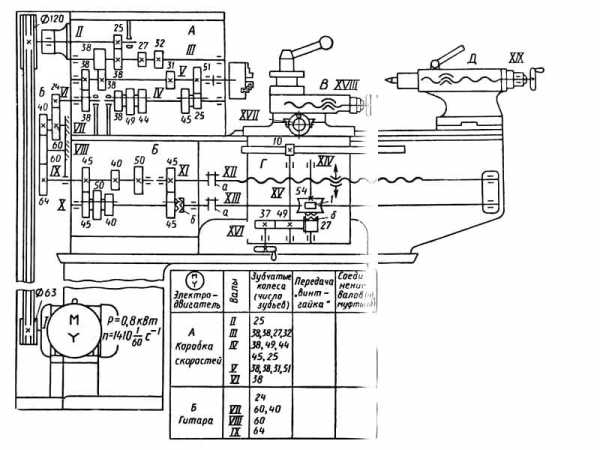
Кинематическая схема
Техника безопасности
При работе на токарном станке ТВ-6 необходимо строго соблюдать предъявленные к нему правила безопасности. Они позволяют избегнуть непредвиденных производственных ситуаций с непредсказуемыми последствиями.
В их число входит:
- выполнение операций в спецодежде,
- осуществление проверки наличия требуемых инструментов, их состояния,
- использование инструментов соответственно назначения,
- закрепление обрабатываемой детали надлежащим образом,
- уборка рабочего места.
xn—-ntbhhmr6g.xn--p1ai
Токарный станок ТВ6 по металлу: описание конструкции, характеристики
Токарно-винторезный станок ТВ-6 стал выпускаться в серийном производстве только с 1980 года ростовским станкостроительным предприятием «КомТез-Плюс». Эта модель заменила предшествующую ТВ-4 и широко применяется в учебных целях для молодых специалистов по токарному делу. В связи с этим его возможности в техническом и эксплуатационном плане стандартны, поэтому он способен выполнять типовые работы по холодной механической обработке заготовок.

Оглавление:
- Описание
- Технические параметры
- Главные узлы и детали
- Функциональные возможности
- Рекомендации по эксплуатации
Основное назначение станка
Данный вид оборудования разработан для проведения обучающей программы по базовым аспектам токарных работ, поэтому у него нет высокотехнологичных режимов. Как правило, его используют для таких стандартных операций, как:
- Высверливание и расточка отверстий.
- Обрезка лишних участков детали.
- Обработка торцевых частей.
- Создание резьбы метрического типа.
- Обточка изделий конусообразной и цилиндрической формы.
Станок ТВ6 или как его еще называют «школьник», применяется только для работы со сталью различной твердости и цветными металлами. Это связано с тем, что при обработке других материалов образуются летучие вещества, которые имеют в составе потенциально опасные включения, способные причинить вред здоровью человека. Также к числу вредных веществ относится мелкодисперсная пыль, которая небезопасна при точении изделий в учебных заведениях.
Технические характеристики
Оборудование обладает достаточно небольшими размерами – 144х47х11 см и весом 300 кг, поэтому он отлично помещается в учебную мастерскую. При этом такие габариты позволяют обеспечить доступ к нему со всех сторон, что немаловажно для полноценной работы. Обработка изделий может производиться в том случае, если ее наибольший диаметр над резцедержателем равен 8 см, а над основанием – 20 см.
Максимальная длина детали, которая помещается в рабочую зону, равняется 35 см, однако участок, подвергающийся обработке, может быть всего 30 см. Не менее важно знать высоту центров станка ТВ-6, расположенных над опорной частью режущего приспособления – 12 мм. Габариты резцедержателя в стандартной комплектации равны 12х12 мм. На основе паспортных данных можно выделить следующие основные параметры:
- Высота центров над направляющими основания – 108 мм.
- Расстояние между патроном и задней бабкой – 350 мм.
- Движение резцедержателя в параллельном направлении на деление лимба — 0,5 мм, в перпендикулярном – 0,025 мм.
- Движение резцедержателя в параллельном направлении на оборот лимба – 30 мм, в перпендикулярном – 2 мм.
- Есть 3 метрических резьбы.
- Скорость вращения в прямом и обратном направлении – 130, 170, 235, 385, 510,700 об/мин.
- Наибольший допустимый диаметр прутка – 12 мм.
- Количество ступеней вращения во всех направлениях – 6.
- Конус Морзе шпинделя — №3.
- Возможность остановки шпинделя – отсутствует.
- Возможность блокировки рукоятей – отсутствует.
- Мощность электрического двигателя – 110 Вт.
Основные функции элементов
Токарный станок в базовой комплектации состоит из станины (основы) и ее направляющих, главного привода (двигателя), суппорта и фартука, передней и задней бабки, поддона, коробки подач.
Особенности бабок
Передняя бабка необходима для надежного закрепления детали, а также подачи крутящего момента на заготовку. Удержание детали осуществляется в патроне при помощи зажима специальным ключом. Этот элемент расположен в левой части станины и имеет шестерни, придающие вращательную функцию. Также они способны изменять скоростной режим благодаря трем переключателям, расположенным на лицевой части бабки.

Задняя бабка токарно-винторезного станка работает одновременно с передней, однако располагается с правой стороны от основы. Этот элемент обладает теми же функциями, однако в ней отсутствуют сложные механизмы из шестерней и прочего. При этом она может передвигаться по направляющим станины в осевом направлении.
Задняя бабка обеспечивает надежное удержание заготовки именно в вертикальном положении. Если ее убрать из комплектации, заготовка будет испытывать прецессию при вращении, что гарантирует ее неустойчивость. Стоит отметить, что для сверлильных работ бабка является элементом подачи детали на сверло.
Устройство станины и коробки подач
Для токарного станка модели ТВ-6, как и для любых токарно-фрезерных или винторезных агрегатов, станина служит несущей частью или основанием для всех основных элементов механизма. Однако она должна соответствовать определенным параметрам. Ее размеры достаточно компактные, а максимальный вес, который она способна выдержать составляет 600 кг, при этом масса самого станка всего 300 кг.

Функциональная принадлежность коробки подач заключается в своевременном переключении скорости винта и вала. Для проведения такой процедуры есть 2 рычага, которые относятся к каждому элементу соответственно. Также она обеспечивает доступ к шестерням для смазки.
Функции суппорта и его фартука
Фартук суппорта является одним из основных механизмов токарного станка. С его помощью обеспечивается подача режущего инструмента. В его основе лежит элемент, который передвигается перпендикулярно оси обрабатываемой заготовки. Дополнительно на нем установлены суппорт и рукоятки управления движением фартука. На практике работа заключается в следующем:
- при помощи рычагов на фартуке происходит подача резца к телу болванки;
- фартук передвигается параллельно оси заготовки по направляющим станины, осуществляя снятие необходимого слоя материала.
Суппорт в токарно-винторезном станке ТВ-6 является своего рода держателем резца и позволяет подавать режущую кромку перпендикулярно к центру детали. Стоит отметить, что этот элемент работает непрерывно на протяжении всего процесса токарных работ. Если суппорт находится в неисправном состоянии, то это существенно снижает качество обработки. Чтобы продлить его срок службы необходимо все болты туго зажать, исключая возникновение вибрации.
Необходимость направляющих, двигателя и поддона
Полозья станины представляют собой рельсы, по которым передвигается суппортный механизм и задняя бабка токарного станка типа ТВ6. При этом, чем они ровнее, тем выше качество работы. Стоит отметить, что на протяжении всего времени эксплуатации этого оборудования не было замечено случаев неисправности направляющих, так как они обладают большим эксплуатационным сроком.
Поддон выглядит как столешница, которая располагается между станиной и основными элементами станка. Он играет роль сборщика смазочных материалов, которые попадают в него в процессе работы. Электродвигатель расположен между станиной и поддоном и является главным элементом, приводящим в движение все механизмы при помощи ременной передачи.
Чтобы работа осуществлялась максимально качественно, необходимо следить за исправностью всех механизмов. Своевременно проводить смазку составные детали и чистку токарного станка. Также нужно соблюдать правила эксплуатации электрических приборов.
Типы работ на станке
На токарном оборудовании модели ТВ-6 можно проводить следующие виды операций:
1. Обтачивание цилиндрических и конических деталей.
2. Подрезка уступных и торцевых участков.
3. Сверление, развертывание расточку отверстий.
4. Центрование заготовок и нарезка резьбы метчиком.
5. Расточка и обточка фасонных элементов.
В зависимости от длины обрабатываемой детали выбирается обтачивание в патроне или центрах. Если этот показатель превышает радиус изделия в 24 раза, то во избежание прогиба дополнительно устанавливается люнет. Он крепится на фартуке суппорта. Если длина маленькая, то практично использовать патроны с 2,3 и 4 кулачками, которые закрепляют заготовку. Также на станках по металлу существуют типы патронов с гидравлической или пневматической фиксацией. Если требуется подрезка торцевых частей, деталь может устанавливаться в шпиндельной части или задней бабке.
При изготовлении отверстий применяются различные сверлильные, метчиковые, зенкеровочные и разверточные приспособления. Их крепление происходит в заднюю бабку. При закреплении заготовки в патрон проводится передвижение инструмента в ее сторону.
Нюансы при эксплуатации станка
Станок модели ТВ6 согласно инструкции предназначен для обучающих целей. Однако, если работает опытный специалист, то на нем можно выполнять достаточно сложные операции отличного качества. По этой причине и по хорошим техническим параметрам его зачастую приобретают для обработки металлических заготовок в домашних условиях.
В процессе эксплуатации ТВ-6 необходимо следить за уровнем натяжения ремней двигателя и своевременно их регулировать. Это позволит использовать электрический двигатель мощностью 110 Вт и его возможности в полной мере. Для того чтобы провести коррекцию натяжения ремней следует корректировать положение гаек, которые соединяют двигатель и салазки. В среднем показатель натяжки одного ремня должен составлять 10 кг.
Когда при работе на токарно-винторезном станке возникает существенная вибрация шпиндельной части, следует провести затяжку всех гаек в этом узле. Если это не привело к положительному результату, стоит обратить внимание на состояние подшипников опоры шпинделя. При их неисправности потребуется проведение ремонта с применением специализированных инструментов в мастерской. Если в них есть зазор, то необходимо шлифование горцев в компенсационном кольце.
Токарно-винторезный станок модели ТВ-6 может прослужить достаточно долго, если ответственно подходить не только к его эксплуатации, но и техническому обслуживанию. При малейших отклонениях от нормы следует незамедлительно провести ремонтные работы, тогда можно исключить дальнейшие повреждения и неисправности механизмов.
orgstanki.ru
ТВ-7 (ТВ7) Станок токарно-винторезный учебный. Схемы, описание, характеристики
Сведения о производителе учебного токарно-винторезного станка ТВ-7
Производителем станка ТВ-7 являлся Ростовский завод малогабаритного станочного оборудования МАГСО, основанный в 1956 году.
Завод МАГСО входит в Финансово-промышленную группу КомТех, которая на рынке станочного оборудования существует уже несколько лет и имеет приоритет по выпуску малогабаритных металлорежущих станков токарных, фрезерных, вибрационных, заточных, сверлильных, которыми комплектуются школы, профтехучилища, колледжи, институты, ремонтно-монтажные организации всех регионов России.
Станки, выпускаемые Ростовским заводом малогабаритного станочного оборудования МАГСО
- ТВ-4 – станок токарно-винторезный учебный Ø 200, РМЦ 350 мм
- ТВ-6 – станок токарно-винторезный учебный Ø 200, РМЦ 350 мм
- ТВ-6М – станок токарно-винторезный учебный Ø 200, РМЦ 350 мм Дубно
- ТВ-7 – станок токарно-винторезный учебный Ø 220, РМЦ 330 мм
- ТВ-7М – станок токарно-винторезный учебный Ø 220 мм, РМЦ 275 мм
- ТВ-9 – станок токарно-винторезный учебный Ø 220 мм, РМЦ 525 мм
- ТВ-11 – станок токарно-винторезный учебный с частотным преобразователем Ø 240, РМЦ 750 мм
- НГФ-110Ш3 – станок фрезерный небольшой мощности 0,6кВт, размер стола 100х400 мм
- НГФ-110Ш4 – станок фрезерный небольшой мощности 0,75кВт, размер стола 100х400 мм
- НС-16 – станок сверлильный настольный Ø 16
- СНВШ-1 – станок сверлильный настольный Ø 12
ТВ-7 (ТВ7) станок токарно-винторезный учебный. Назначение, область применения
Токарный станок ТВ-7 заменил в серийном производстве устаревшую модель ТВ-6 и был заменен на более совершенную модель ТВ-7М.
Станок ТВ-7 (часто называемый “школьник”) является учебным универсальным токарно-винторезным станком и предназначается для всевозможных токарных работ в мастерских школ для политехнического обучения и по холодной обработке металлов резанием.
Учебный станок модели ТВ-7 позволяет эффективно осваивать как теоретические, так и практические навыки токарного дела. Станок пользуется огромной популярностью в домашних мастерских.
Токарно-винторезный станок ТВ-7 позволяет производить следующие виды токарных работ:
- Проточку и расточку цилиндрических и конических поверхностей
- Подрезку торцов
- Отрезку
- Нарезание резцом 6-и метрических резьб
- Сверление осевых отверстий, нрезание резьб метчиком и ряд других работ
Основные технические характеристики школьного токарно-винторезного станка ТВ-7
Изготовитель – Завод “Учебное оборудование № 1” г. Ростов на Дону.
- Наибольший диаметр заготовки типа Диск, обрабатываемой над станиной – Ø 220, мм
- Наибольший диаметр заготовки типа Вал, обрабатываемой над верхней частью суппорта – Ø 100 мм
- Расстояние между центрами – 330 мм
- Наибольшая длина обтачивания – 300 мм
- Мощность электродвигателя – 1,1 кВт
- Вес станка полный – 400 кг
Шпиндель токарно-винторезного станка ТВ-7
- Конец шпинделя резбовой – М45х4,5
- Диаметр отверстия в шпинделе – Ø 18 мм
- Пределы чисел оборотов шпинделя в минуту – (8 ступеней) 60..1000 об/мин
Подачи и резьбы токарно-винторезного станка ТВ-7
- Пределы продольных подач: – (6 шагов) 0,1; 0,12; 0,16; 0,20; 0,24; 0,32 мм/об
- Пределы шагов резьб метрических – (6 шагов) 0,8; 1; 1,25; 1,5; 2,0; 2,5 мм
Данный станок пришел на смену модели ТВ-6, которая была подвергнута незначительной модернизации. Основное отличие данных школьных станков состоит в том, что у них по-разному устроены коробки скоростей и шпиндельные бабки.
Понижающая коробка скоростей токарного станка ТВ-7 имеет два режима работы. Частота вращения шпинделя регулируется с ее помощью, а также посредством ручной переброски приводного ремня на требуемую позицию. В конструкции ТВ-7 не предусмотрены рычаги для переключения скоростей, которые присутствовали в более ранних моделях.
Основные отличия параметров станка ТВ-7 от станка модели ТВ-6 в следующем:
- Отсутствие коробки скоростей в передней бабке станка ТВ-7
- Наличие двухскоростной понижающей коробки в левой тумбе станка ТВ-7
- Уменшенное РМЦ – 330 мм вместо 350 мм станка ТВ-6
- Увеличенная высота центров – 120 мм вместо 108 мм станка ТВ-6. Соответственно дамметр обработки над станиной 220 мм и 200 мм
- Конец шпинделя имеет больший диаметр резьбы – М45 х 4,5 вместо М36 х 6, следовательно стандартный патрон Ø125 мм вместо Ø100 мм
- Большее количество ступеней вращения шпинделя – 8 и 6
- Большее число подач – 6 и 3, соответственно число нарезаемых метрических резьб
- Масса станка ТВ-7 – 400 кг, ТВ-6 – 300 кг соответственно.
Шпиндель токарно-винторезного станка ТВ-7 установлен на четырех радиально-упорных подшипниках по два в передней и задней опорах. На заднем конце шпинделя закреплен четырехступенчатый шкив, передний конец шпинделя – резьбовой М45 х 4,5 под промежуточный фланец ГОСТ 3889 исполнение 1 и стандартный патрон Ø125 мм.
Шпиндель токарного станка ТВ-7 получает 8 скоростей вращения: от двухскоростной понижающей коробки скоростей и четырехступенчатого шкива. Поэтому в передней бабке станка ТВ-7 отсутствует коробка скоростей, скорости шпинделя переключаются переброской приводного ремня и при помощи двухскоростной понижающей коробки в левой тумбе станка.
Общий вид токарно-винторезного станка ТВ-7

Фото токарно-винторезного станка ТВ-7

Фото суппорта токарно-винторезного станка ТВ-7

Фото гитары токарно-винторезного станка ТВ-7

Фото фартука токарно-винторезного станка ТВ-7

Фото редуктора токарно-винторезного станка ТВ-7
Расположение составных частей ТВ-7
Расположение составных частей токарного станка ТВ-7
Спецификация составных частей токарно-винторезного станка ТВ-7
- Станина
- Передняя бабка
- Задняя бабка
- Суппорт
- Гитара
- Фартук
- Коробка подач
- Коробка понижающая двухскоростная
- Переключатель
- Тумбы
- Кожух защитный
- Щитки защитные
- Светильник
- Экран защитный
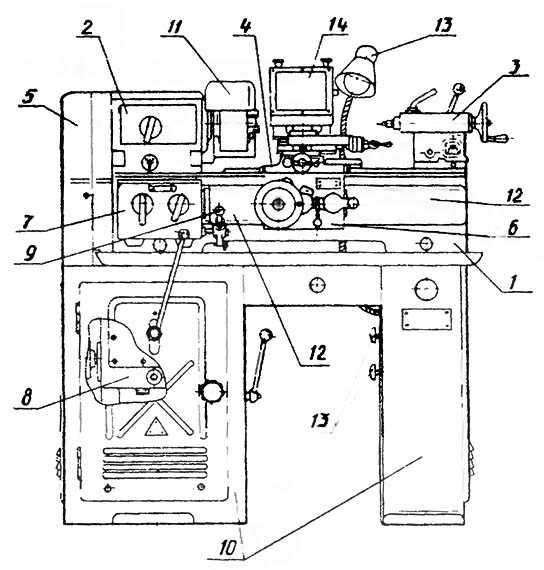
Расположение органов управления токарно-винторезным станком ТВ-7
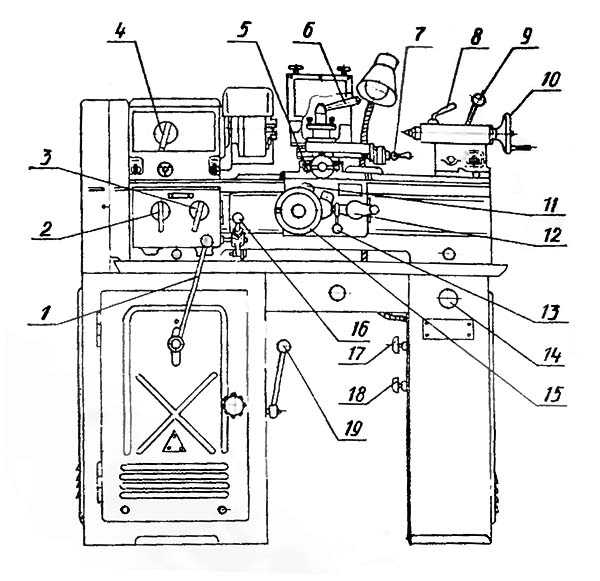
Расположение органов управления токарно-винторезным станком ТВ-7
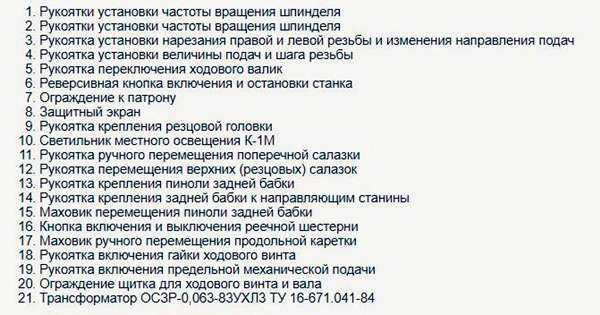
Спецификация органов управления токарно-винторезного станка ТВ-7
- Рукоятка установки частоты вращения шпинделя
- Рукоятка установки величины подач и шага резьбы
- Рукоятка включения ходового валика и ходового винта
- Рукоятка изменения направления подач
- Рукоятка ручного перемещения поперечной салазки
- Рукоятка крепления резцовой головки
- Рукоятка ручного перемещения верхней салазки
- Рукоятка крепления пиноли задней бабки
- Рукоятка крепления задней бабки к направляющим станины
- Маховик перемещения пиноли задней бабки
- Кнопка включения и выключения реечной шестерни
- Рукоятка включения гайки ходового винта
- Рукоятка включения продольной механической подачи
- Кнопка аварийного отключения станка
- Маховик ручного перемещения продольной каретки
- Рукоятка реверсивного включения электродвигателя
- Пакетный выключатель местного освещения
- Пакетный выключатель сети (общий)
- Рукоятка натяжения ремня шкивного редуктора
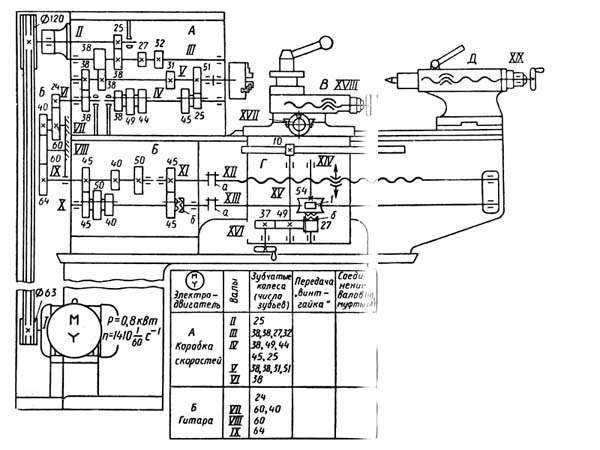
Схема кинематическая токарно-винторезного станка ТВ-7
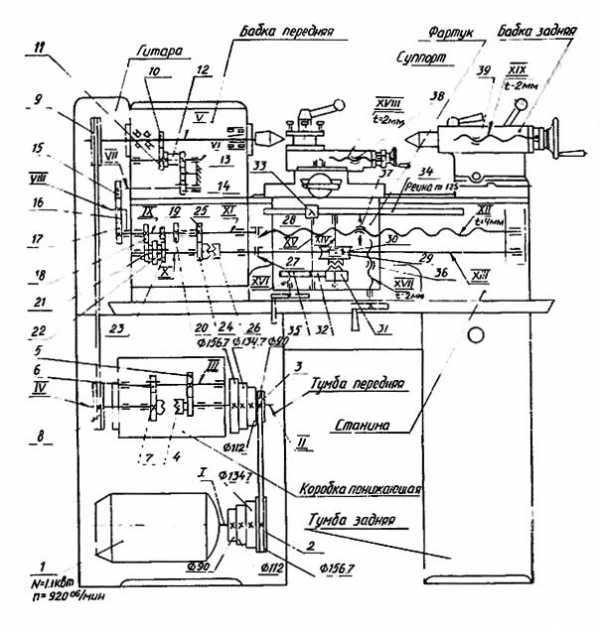
Кинематическая схема токарно-винторезного станка ТВ-7
Схема кинематическая токарно-винторезного станка ТВ-7. Смотреть в увеличенном масштабе
Конструкция токарно-винторезного станка ТВ-7
Станина станка
Станина является базовым узлом, на котором, за исключением привода, монтируются все остальные узлы и механизмы станка.
Станина — литая, чугунная, коробчатой формы с окнами. Имеет две призматические и две плоские направляющие.
Передняя призматическая и задняя плоская направляющие служат для перемещения суппорта, а задняя призматическая и передняя плоская направляющие служат для перемещения задней бабки.
Станина установлена на две тумбы станка.
Передняя бабка токарно-винторезного станка ТВ-7
Передняя бабка токарно-винторезного станка ТВ-7
Передняя бабка станка токарно-винторезного станка ТВ-7. Смотреть в увеличенном масштабе
Передняя бабка служит для закрепления или поддержания обрабатываемой детали и сообщения вращательного движения.
Передняя бабка крепится в левой части станины.
Движение с коробки понижающей, клиноременной передачей через шкив передается непосредственно на шпиндель передней бабки.
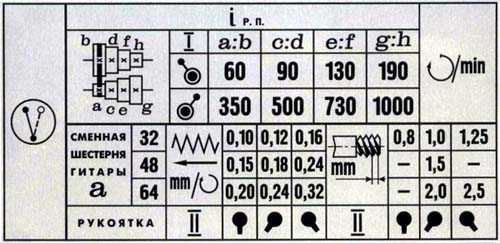
Шпиндель имеет 8 ступеней скоростей 60, 90, 130, 190, 350, 500, 730, 1000 об/мин.
В передней и задней опорах шпинделя установлены по два радиально-упорных подшипника.
Шпиндель передает вращение обрабатываемой детали при помощи трехкулачкового патрона или планшайбы с поводком, которые навинчиваются на его резьбовую часть. При обработке деталей в центрах, в шпиндель вставляется центр.
Движение подач суппорта заимствуется от шпинделя. Вал 9 получает вращение через шестерни 3—4—6—8. С вала 9 движение передается сменной шестерне гитары — 10.
В передней бабке смонтировано устройство, позволяющее изменять направление перемещения суппорта — реверсировать подачу. Реверсирование производится перемещением шестерни 8 в левое и правое крайние положения рукояткой 4 (рис. 3). При левом крайнем положении шестерня 8 получит прямое вращение непосредственно от блока шестерен 6, расположенного на валу 5. При правом крайнем положении шестерня 8 получит обратное вращение через паразитную шестерню 7, которая находится в постоянном зацеплении со второй ступенью блока шестерен 6.
На лицевой стороне корпуса передней бабки расположен маслоуказатель 11. С обратной стороны имеется пробка 12 для слива масла
Коробка понижающая токарно-винторезного станка ТВ-7

Коробка понижающая токарно-винторезного станка ТВ-7
Коробка понижающая токарно-винторезного станка ТВ-7. Смотреть в увеличенном масштабе
Коробка понижающая (рис. 6) служит для расширения диапазона чисел оборотов шпинделя передней бабки (см. табл. 5).
Коробка установлена в передней тумбе станка, на общей с электродвигателем салазке.
Движение от электродвигателя на входной вал 2 коробки понижающей передается клиноременной передачей через шкив 1. Переставляя ремень поочередно в один из ручьев шкива 1 и шкива, расположенного на валу электродвигателя, можно получить 4 различные скорости вращения вала 2 (см. табл. 5).
Ослабление ремня производится поворотом рукоятки 19 (рис. 3) вниз на себя. После перестановки ремень натягивается поворотом рукоятки 19 в обратном направлении (вверх на себя).
Вал 7 получает вращение через (перебор) шестерни 3—4—5—6, либо напрямую соединяется с валом 2 через кулачковую муфту, выполненную на торцах шестерен 3 и 6. Для этого необходимо поворотом рукоятки 1 (рис. 3) переместить шестерню 3 в крайнее левое положение (включить муфту). Одновременно выходят из зацепления шестерни 3—4 и 5—6.
Таким образом, на выходном валу 7 коробки понижающей можно получить 8 разных скоростей. С вала 7 клиноременной передачей через шкив 8 движение передастся на шпиндель передней бабки.
На передней стороне корпуса коробки понижающей имеется маслоуказатель 9, на основании — пробка 19 для слива масла, Пробка для залива масла расположена на крышке 11.
Гитара токарно-винторезного станка ТВ-7
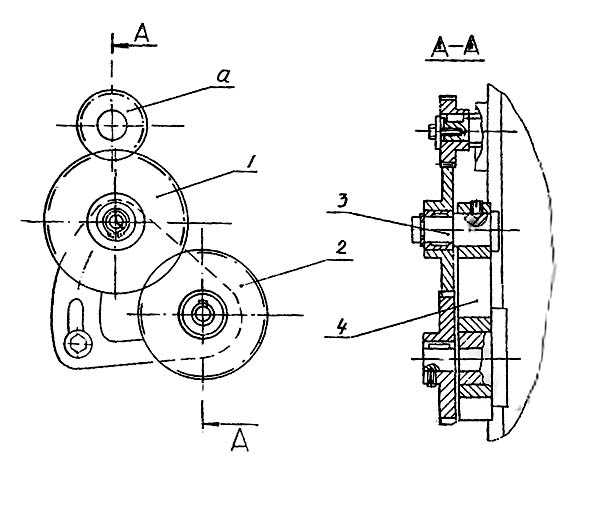
Гитара токарно-винторезного станка ТВ-7
Гитара (передаточный механизм) (рис. 7) служит для передачи вращения от шпинделя передней бабки к коробке подач.
В станке ТВ-7 часть шестерен гитары – шестрени 3, 4, 6, 8 (см. рис. 5) и механизм реверса подачи, работа которого описана в пункте 1.5.6., расположены в корпусе передней бабки. Такое расположение позволило снизить шум, создаваемый передаточным механизмом во время работы, и улучшить его смазку.
Передаточное отношение шестерен 3—4—6—8 составляет:
i = 48/60 * 30/48 = ½
Таким образом сменная шестерня гитары а (см. рис. 7) по отношению к шпинделю имеет в два раза меньше оборотов.
Применение сменных шестерен a (Z = 32; Z = 48; Z = 64) позволяет расширить диапазон нарезаемых резьб и величин подач суппорта.
Со сменной шестерни а, движение через паразитную шестерню 1 передается шестерне 2, расположенной на входном валу коробки подач. Шестерня 1 установлена на пальце 3, запрессованном в кронштейне 4
Коробка подач токарного станка ТВ-7
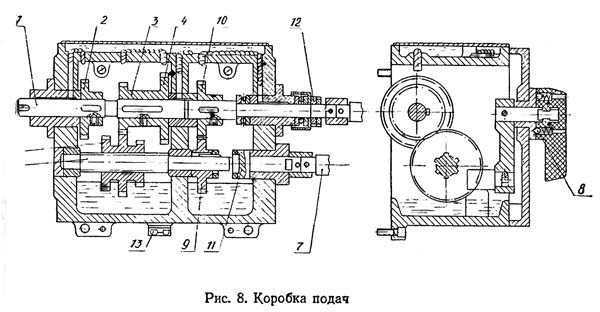
Коробка подач токарного станка ТВ-7
Коробка подач токарно-винторезного станка ТВ-7. Смотреть в увеличенном масштабе
Движение от шпинделя передней бабки станка через передаточный механизм (гитару) передается валу 1 коробки подач (рис. 8).
При повороте рукоятки 2 (рис. 3), которая имеет три фиксированных положения, блок-шестерня 6 перемещается по шлицам вала 5 и ее венцы поочередно входят в зацепление с шестернями 2, 3, 4, неподвижно сидящими на валу 1 (рис. 8).
Это дает возможность вместе со сменными шестернями гитары получить метрическую резьбу с шагом 0,8; 1,0; 1,25; 1,5; 2,0; 2,5 мм и продольную механическую подачу суппорта 0,10; 0,12; 0,15; 0,16; 0,18; 0,20; 0,24; 0,32 мм/об.
Включение ходового винта или ходового валика осуществляется попоротом рукоятки 3 (рис. 3).
В положении, указанном на рис. 8, осуществляется вращение ходового винта.
При перемещении шестерни 9 вправо, она выйдет из зацепления с шестерней 10 и войдет в зацепление с муфтой 11, которая передает вращение на ходовой валик 7.
Таким образом, в конструкции коробки подач исключается возможность одновременного вращения ходового винта и ходового валика.
Изменение направления вращения ходового винта и ходового валика производится поворотом рукоятки 4 (рис. 3).
Для смазки механизма коробки подач в верхней ее части имеется лоток для заливки масла.
Масло на шестерни и трущиеся поверхности полается фитилями.
Во время работы станка в лотке коробки подач постоянно должно находиться небольшое количество масла.
Для слива масла в нижней части коробки подач имеется сливная пробка 13.
При нарезании резьбы ходовой винт не должен иметь осевого перемещения.
Устранение осевого люфта производится подтягиванием двух круглых гаек 12.
Фартук токарно-винторезного станка ТВ-7
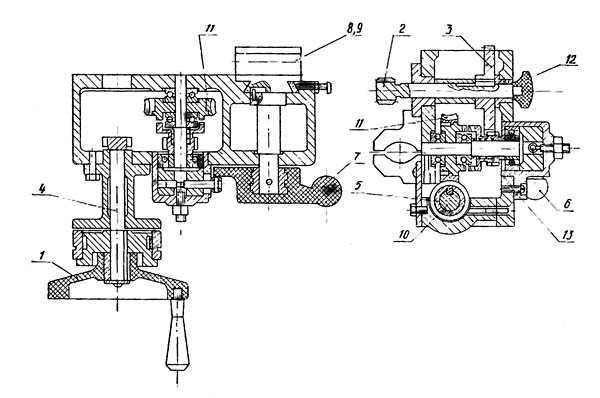
Фартук токарно-винторезного станка ТВ-7
Фартук токарно-винторезного станка ТВ-7. Смотреть в увеличенном масштабе
С помощью фартука (рис. 9) можно производить механическую продольную подачу суппорта от ходового валика и от ходового винта, а также ручную продольную подачу.
Ручная подача осуществляется вращением маховика 1, насаженного на вал-шестерню 4, входящего в зацепление с шестерней 3, сидящей на валике реечной шестерни 2.
Последняя входит в зацепление с зубчатой рейкой, жестко прикрепленной к станине. Механическая подача от ходового валика 10 осуществляется червяком 5, связанным с валиком скользящей шпонкой. Червяк приводит во вращение червячную шестерню 11 и далее через кулачковую муфту и шестерни 13, 3 вращение передастся па реечную шестерню. Для включения механической подачи надо рукоятку 6 повернуть на себя, при этом включается кулачковая муфта.
Механическая подача от ходового винта осуществляется поворотом вниз рукоятки 7, соединяющей разъемную маточную гайку 8—9 с ходовым винтом.
Реечную шестерню 2 при нарезании резьбы надо обязательно выводить из зацепления с рейкой движением рукоятки 12 на себя.
При механической подаче от ходового валика и при ручной подаче суппорта с помощью маховичка 1 реечную шестерню вводят обязательно в зацепление с зубчатой рейкой движением рукоятки 12 от себя.
В конструкции фартука предусмотрена блокировка, не позволяющая одновременно включать механическую подачу от ходового валика и маточную гайку.
Суппорт токарного станка ТВ-7
Суппорт станка токарно-винторезного станка ТВ-7
Суппорт станка токарно-винторезного станка ТВ-7. Смотреть в увеличенном масштабе
Суппорт (рис. 10) предназначен для закрепления и перемещения резца, он имеет четыре салазки.
Салазка 1 перемещается в продольном направлении по направляющим станины.
Салазка 2 перемещается по поперечным направляющим салазки 1 и служит для поперечного перемещения резца.
Салазка 4, несущая четырехпозиционную резцовую головку, имеет только продольное перемещение по направляющим салазки 3, которая имеет возможность поворачиваться на 40° от среднего положения в ту или иную сторону.
Поперечное перемещение салазки 2 по направляющим нижней салазки 1 производится винтом 6 и гайкой 5.
Винт 6 приводится во вращение от руки рукояткой 12.
Сверху салазка 2 имеет углубление, куда входит выступ новоротной части верхнего суппорта; для закрепления поворотной части имеются 2 болта, головки которых входят в Т-образный паз салазки 2.
Верхнюю салазку 4 суппорта можно перемещать по направляющим вручную, рукояткой 7, которая вращает винт 8. Направляющие станины, салазок и клиньев от продолжительной работы изнашиваются настолько, что между ними может появиться зазор.
В результате резец будет вибрировать, и снизится точность работы станка. Для устранения вибрации нужно отрегулировать прижимные планки 10 салазки 1 винтами 11.
Регулировка клиньев производится винтами, расположенными в торцах салазки 2 и салазки 4 суппорта.
Резцедержатель закрепляется на салазке 4 болтом 13 и рукояткой 14. При отворачивании рукоятки резцедержатель отжимается вверх от верхней салазки.
Для фиксации положения резцедержателя на салазке 4 имеется опорный штифт.
В резцедержателе можно закреплять одновременно до четырех резцов. Резцы крепятся болтами 15.
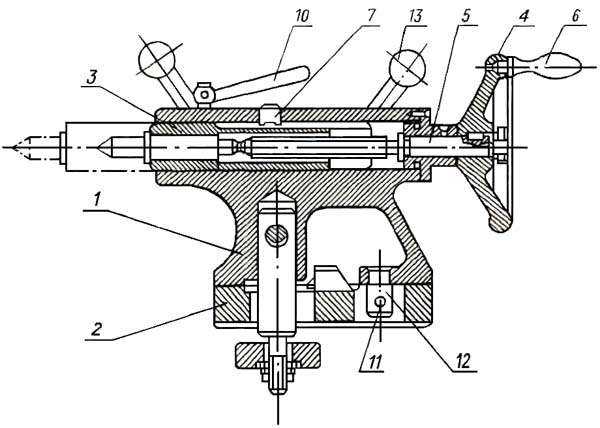
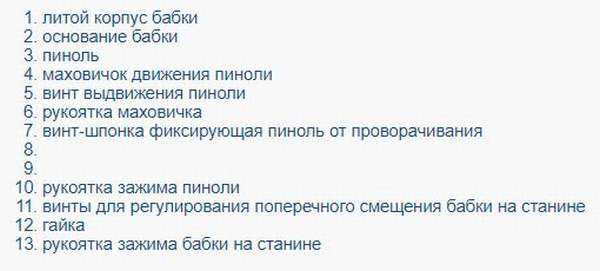
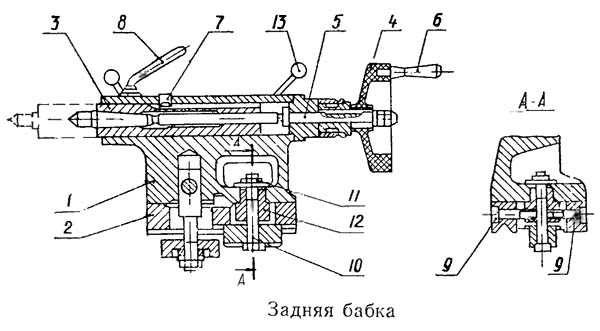
Задняя бабка токарно-винторезного станка ТВ-7
Задняя бабка токарно-винторезного станка ТВ-7
Задняя бабка (рис. 11) служит для поддержания второго конца обрабатываемой детали. Корпус 1 расположен на основании 2, перемещающемся по направляющим станины станка.
В корпусе продольно перемещается пиноль 3.
Пиноль имеет коническое отверстие (конус Морзе 2), в которое вставляется упорный центр или другой инструмент; сверла, развертки, патрон сверлильный и т. д. Перемещение пиноли производится маховичком 4, вращающим винт 5.
Для удобства вращения на маховике закреплена рукоятка 6.
Чтобы пиноль при вращении маховичка не поворачивалась, она имеет шпоночную канавку, в которую входит винт-шпонка 7. Рукоятка 8 служит для зажима пиноли в корпусе бабки. Оси шпинделя и пиноли задней бабки должны совпадать.
Механика токарно-винторезного станка ТВ-7

Механика токарно-винторезного станка ТВ-7
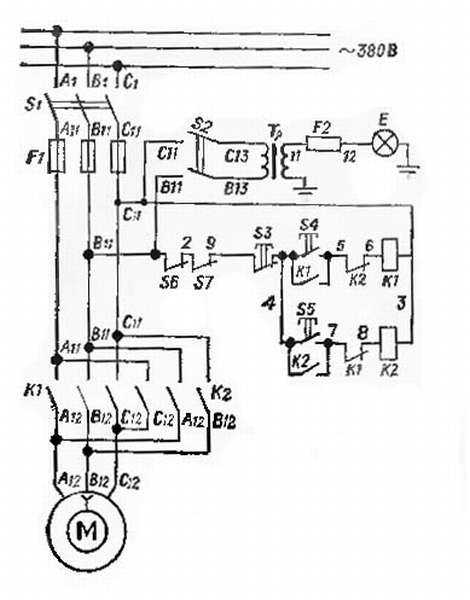
Схема электрическая токарно-винторезного станка ТВ-7
Электрическая схема токарно-винторезного станка ТВ7
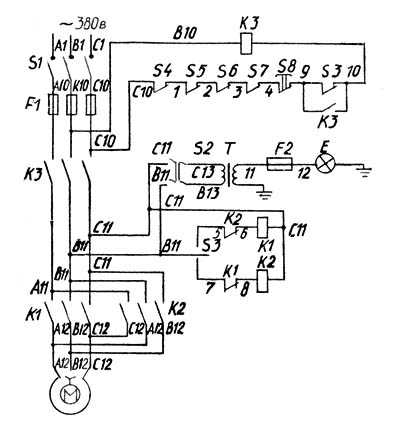
Электрооборудование токарно-винторезного станка ТВ-7
К электрооборудованию станка относятся: трехфазный асинхронный электродвигатель мощностью 1,1 кВт, переключатель кулачковый универсальный, светильник местного освещения и электрощит, на котором смонтированы магнитные пускатели, пакетные выключатели сети и местного освещения, трансформатор местного освещения и предохранители. Щит с электроаппаратурой установлен в задней тумбе станка. Электродвигатель расположен в передней тумбе, а переключатель кулачковый универсальный крепится на станине с обратной стороны станка.
Токарно-винторезный универсальный станок ТВ-7. Видеоролик.
Основные технические характеристики станка ТВ-7
| Наименование параметра | ТВ-4 | ТВ-6 | ТВ-7 |
|---|---|---|---|
| Основные параметры станка | |||
| Класс точности | Н | Н | Н |
| Наибольший диаметр заготовки над станиной, мм | 200 | 200 | 220 |
| Наибольший диаметр заготовки над суппортом, мм | 125 | 80 | 100 |
| Высота центров над плоскими направляющими станины, мм | 108 | 108 | 120 |
| Наибольшая длина заготовки в центрах (РМЦ), мм | 350 | 350 | 330 |
| Наибольшая длина заготовки в патроне, мм | 310 | ||
| Диаметр заготовки устанавливаемой в патроне, мм | 5..110 | ||
| Наибольшая длина обтачивания, мм | 300 | 300 | 300 |
| Наибольшая высота держателя резца, мм | 10 х 12 | 12 х 12 | 16 х 16 |
| Высота от опорной поверхности резца до линии центров, мм | 12 | 12 | |
| Наибольшее расстояние от оси центров до кромки резцедержателя, мм | 78 | 78 | |
| Передняя бабка. Шпиндель | |||
| Резьбовой конец шпинделя, мм | М36 х 4,5 | М36 х 4,5 | М45 х 4,5 |
| Диаметр стандартного патрона, мм | 100 | 100 | 125 |
| Диаметр сквозного отверстия в шпинделе, мм | 16 | 18 | |
| Наибольший диаметр прутка, мм | 15 | 12 | |
| Конус Морзе шпинделя | №2 | №3 | №3 |
| Число ступеней частот прямого вращения шпинделя | 6 | 6 | 8 |
| Частота прямого вращения шпинделя, об/мин | 120, 160, 230, 375, 500, 710 | 130, 170, 235, 385, 510, 700 | 60,90, 130, 190, 350, 500, 730, 1000 |
| Торможение шпинделя | нет | нет | нет |
| Блокировка рукояток | нет | нет | нет |
| Суппорт. Подачи | |||
| Наибольшее продольное перемещение суппорта, мм | 300 | 300 | 260 |
| Перемещение суппорта продольное на одно деление лимба, мм | 0,5 | 0,25 | 0,25 |
| Наибольшее поперечное перемещение суппорта, мм | 100 | 100 | |
| Перемещение суппорта поперечное на одно деление лимба, мм | 0,025 | 0,025 | 0,025 |
| Наибольшее перемещение резцовых салазок, мм | 50 | 85 | 85 |
| Перемещение резцовых салазок на одно деление лимба, мм | 0,025 | 0,025 | 0,025 |
| Угол поворота резцовых салазок, град | ±45° | ±45° | ±40° |
| Число ступеней продольных подач суппорта | 3 | 3 | 6 |
| Пределы продольных рабочих подач суппорта, мм/об | 0,08; 0,1; 0,12 | 0,08; 0,1; 0,12 | 0,1; 0,12; 0,16; 0,20; 0,24; 0,32 |
| Пределы рабочих поперечных подач суппорта, мм/об | нет | нет | нет |
| Количество нарезаемых резьб метрических | 3 | 3 | 6 |
| Пределы шагов нарезаемых резьб метрических, мм | 0,8; 1,0; 1,25 | 0,8; 1,0; 1,25 | 0,8; 1,0; 1,25; 1,5; 2,0; 2,5 |
| Пределы шагов нарезаемых резьб дюймовых | нет | нет | нет |
| Пределы шагов нарезаемых резьб модульных | нет | нет | нет |
| Пределы шагов нарезаемых резьб питчевых | нет | нет | нет |
| Задняя бабка | |||
| Конус Морзе задней бабки | №2 | №2 | №2 |
| Наибольшее перемещение пиноли, мм | 65 | 65 | 65 |
| Электрооборудование | |||
| Электродвигатель главного привода, кВт | 1,0 | 1,1 | 1,1 |
| Габариты и масса станка | |||
| Габариты станка (длина ширина высота), мм | 1440 х 470 х 1020 | 1100 х 470 х 110 | 1050 х 535 х 1200 |
| Масса станка, кг | 280 | 300 | 400 |
Связанные ссылки. Дополнительная информация
Каталог справочник токарно-винторезных станков
Паспорта и схемы к токарно-винторезным станкам и оборудованию
Купить каталог. Купить справочник. Купить базу данных: Прайс-лист информационных изданий
stanki-katalog.ru
Токарный станок ТВ 7: технические характеристики, устройство, обзор
Усовершенствование обработки заготовок резанием не прекращается ни на минуту. При этом такие операции с металлом и прочими материалами не теряю актуальности. Главное достоинство остается прежним – отсутствуют практически любые ограничения по конфигурации деталей. Фрезеровка, токарная обработка, строгание и шлифовка часто единственно возможные способы получения изделий сложной формы для энергетики и машиностроения, прочих смежных отраслей.
Токарный станок ТВ-7 имеет относительно небольшую массу и размеры, что делает такой агрегат весьма удобным для использования в личной мастерской или небольшом предприятии. Он имеет относительно простое внутреннее строение, его сервисное обслуживание вполне по силам многим пользователям. Хотя ремонт такого станка делать самостоятельно вряд ли стоит. Лучшим вариантом будет выполнение таких операций в условиях ремонтного цеха или участка. Приятная деталь – станок не займет много пространства в вашем гараже, а его энергопотребление будет вполне умеренным. Он выглядит немного скромно в сравнении с полноразмерным токарным оборудованием. Такой станок с успехом справится с большей частью рабочих операций.
Такие станки целесообразнее использовать для:
- Малых производственных участков.
- Единичный и мелкосерийный выпуск деталей.
- Преимущественно чистовых работ с соблюдением нормальной точности.

Краткое описание и назначение учебного токарного станка ТВ-7
Этот агрегат в полной мере соответствует требованиям, предъявляемым к технологическому оборудованию для обучения специальности токаря или получения квалификации инженера по обработке материалов резанием. Агрегат чаще всего используют в условиях небольших домашних мастерских, частных автосервисов, фермерских хозяйств, производственных участков общеобразовательных школ, колледжей и профтехучилищ для получения молодежью начальных навыков токарных операций. С помощью станка ТВ-7 можно выполнить несложные работы по изготовлению небольших по размерам и несложных деталей типа втулок, болтов, гаек и т. д.
Хотя не исключена ситуация, что высококвалифицированный токарь-профессионал выполнит на станке работы достаточного уровня сложности, с соблюдением чистоты поверхности и точности размеров. Но все же основное назначение такого оборудование – обучение основам обработки металла. Хотя силовые методы резания и черновую обдирку болванок на них лучше не производить. К тому же у токарного станка ТВ-7 полностью отсутствует система подачи СОЖ на режущие инструменты. Это слегка ограничивает сферу его возможного применения.
Токарные станки ТВ-7 выпускаются в Ростове-на-Дону, на заводе МАГСО (Малогабаритное станочное оборудование). Они запущены в серию свыше 30 лет назад. Такой токарный агрегат пользуется устойчивым спросом благодаря относительно невысокой стоимости и небольшим размерам. Агрегаты, комплектующие изделия и запасные части к ним постоянно имеются в продаже, их цена – приемлемая.
Станок модели ТВ-7 часто именуют «школьник», т.к. он хороший помощник в эффективном освоении теоретических и практических навыков токарного ремесла. Он был сконструирован как модифицированный вариант станка ТВ-6. Агрегат ТВ-7 подвергнут незначительным изменениям по сравнению с предшественником. Они коснулись устройства коробки скоростей и передней бабки со шпинделем.
С помощью коробки пониженных скоростей, которая используется в 2-х возможных режимах, можно менять обороты шпинделя. Те же возможности дает ручная перекидка клиновидных ремней на один из четырех шкивов нужного диаметра. Рукояток для изменения скорости шпинделя у этой модели нет. Шпиндельный вал вращается на четырех радиально-упорных подшипниках, по паре на задней и передней опоре. На выходном конце шпинделя из корпуса передней бабки есть резьба (М 46 х 4,5) под промежуточную план-шайбу с зажимным 3-х кулачковым патроном диаметра 125 мм.
Для подбора корректного режима резания, включая соответствующие обороты шпинделя и скорость подачи, на корпусе станка закреплена таблица-шильдик. Она является полноценной инструкцией для облегчения выбора.
На токарном станке ТВ-7 можно выполнить такие работы:
- Отрезание заготовок и деталей.
- Нарезание с помощью резца наружной метрической резьбы (6-ь величин по шагу).
- Подрезка торцевых плоскостей.
- Сверление, развертывание и зенкерование отверстий, нанесение внутренней резьбы с помощью метчика.
- Растачивание и проточка ступенчатой и криволинейной поверхности.
Токарный станок ТВ-7 и его технические характеристики
Допускаются к обработке заготовки с такими предельными размерами:
- Диаметр – 220 (вид детали – «диск»), 100 («вал») и 18 мм («пруток»).
- Длина – 300 мм.
Агрегат нарезает метрическую резьбу с шагом 0,8; 1,0; 1,25; 1,5; 2,0 и 2,5 мм.
Продольная механическая подача резца осуществляется со скоростями 0,1; 0,12; 0,16; 0,2; 0,24 и 0,32 мм/об.
Обороты шпинделя находятся в диапазоне 60 – 1000 об/мин.
Потребляемая мощность электрического двигателя главного привода – 1,1 кВт.
Масса — габаритные показатели:
- Размеры (Д * Ш * В) – 1050 х 535 х 1200 мм.
- Масса 0,4 т.
Как устроен токарно-винторезный станок ТВ-7
Основой конструкции токарных станков считают станину. На нее устанавливают и обвязывают между собой оставшиеся узлы и агрегаты (кроме приводного электродвигателя). Она выполнена литьем из чугуна, ее коробчатая конфигурация дополнена проемами (окнами). В верхней части станины расположены важные конструктивные элементы станка – 4-е направляющих разной формы в сечении (плоские и призматические). Особенность в том, что на каждую пару разнородных (призматическая + плоская) направляющих опираются задняя бабка и суппорт. Опорой станины являются две тумбы.
Слева на станине стоит передняя бабка. Она предназначена для фиксации детали и ее вращения с помощью патрона на шпинделе. В свою очередь шпиндель приводится в движение от коробки пониженных скоростей и ременной передачи. Для шпинделя доступны 8 значений оборотов, а опирается он при вращении на пару упорно-радиальных подшипников. Кроме 3-хкулачкового патрона, деталь может вращаться от поводковой план-шайбы либо опираться на конусный центр. Коробка подач, заставляющая двигаться суппорт, также приводится от шпинделя через шестерни (5 ед.) и их вал.
Кроме указанных выше механизмов, внутри передней бабки есть реверс суппорта, служащий для смены направления движения. Это делается перемещением зубчатого колеса рукояткой из одного крайнего положения в другое. В левой точке колесо соединено с шестеренным блоком и валом, а в правой – только с паразитной шестерней. Впереди на корпусе передней бабки установлен прозрачный глазок уровня масла, а сзади – пробка-заглушка для его удаления.
Особенностью конструкции токарного станка ТВ-7 является наличие дополнительной коробки пониженных скоростей. Она расширяет границы по оборотам шпинделя и размещается внутри передней тумбы станка, на салазках электродвигателя. Момент вращения от привода поступает от привода к входному валу понижающей коробки через клиноременную передачу. За счет переустановки ремня по ступенчатым шкивам разного диаметра получают нужные значения оборотов.
Ослабить натяжение ремня и вернуть в исходное положение помогает специальная рукоять. Понижение оборотов осуществляется перебором из 4-х шестерен, переключаемых кулачковой муфтой. Т. о. на выходном валу коробки получается 8 значений скорости, которые также посредством ременной трансмиссии передаются шпинделю. Коробка пониженных скоростей имеет 2-е горловины с пробками для налива/замены масла и указатель его уровня.
Коробка подачи приводится от шпинделя с помощью передаточного механизма, называемого гитарой. Она тоже помещена в корпусе передней бабки для снижения общего уровня шума, создаваемого станком. Передаточное число гитары токарно-винторезного станка ТВ-7 равно ½. Для гитары поставляется комплект из 3-х сменных шестерен (число зубьев 32, 48 и 64), что позволило увеличить количество подач суппорта и расширить диапазон шага нарезаемой резьбы.
Вращение от гитары идет на вал коробки подачи. С помощью расположенной тут рукояти, движущей блок-шестерню относительно трех зубчатых колес, можно настраивать выполнение метрической резьбы с шагом 0,8…2,5 мм или ряда продольных подач для суппорта (0,1 – 0,32 мм/об). В зависимости от вида технологической операции (точение или резьба) специальная ручка может подключить ходовой вал или аналогичный винт. Причем два этих элемента вместе вращаться не могут. Смазочное масло в коробку подачи подают с помощью лотка, в котором при эксплуатации станка должно быть немного масла. Смазка попадает на шестерни и узлы трения по фитилям. Перед нарезанием резьбы убедитесь в отсутствии люфта на оси ходового винта. Уменьшить его можно подтяжкой 2-х гаек круглой формы.
Фартук служит для осуществления продольных механических (при помощи ходового вала/винта) и ручных подач суппорта токарно-винторезного станка ТВ-7. Суппорт перемещается вручную путем вращения маховика, связанного с валом-шестерней и ее реечным аналогом. Последний элемент сообщен с зубчатой рейкой, зафиксированной на станине. Механическая подача идет от ходового вала к червяку и его шестерне, далее вращающий момент через кулачковую муфту попадает на реечную шестерню. Такая подача включается рукояткой, запускающей в работу указанную выше муфту. Подачу суппорту можно придать через ходовой винт путем соединения с ним разъемной маточной гайки. В конструкции фартука заблокирована возможность включения механических подач одновременного и от ходового винта, и от вала.
Для фиксации резца, установки ему глубины и угла резания служит суппорт с каретками (4 ед.). Первая из них может двигаться вдоль станины по ее направляющим. Вторая – поперечно, по направляющим первой. А третью можно только поворачивать на ее оси вправо и влево на угол 40о. Сверху на четвертую каретку установлен 4-х местный резцедержатель. Перемещение всех кареток делают соответствующими винтами с маховиком. Эксплуатация станка связана с взаимным износом трущихся поверхностей кареток, регулирующих клиньев и станины. Появляются значительные зазоры, ведущие к вибрации резца при работе и несоблюдению точности в размерах деталей.
На вращающийся конус задней бабки опирается торец обтачиваемых деталей. Бабка состоит из корпуса и основания, перемещаемого по станине. Стопорят основание задней бабки зажимной ручкой. В корпус вставлена выдвижная часть – пиноль для установки сверла, зенкера или вращающегося опорного центра. Пиноль движет винт, усиленный маховиком.
moistanki.ru