Твердость hrc р6м5: характеристики и расшифовка, применение и свойства стали
alexxlab | 18.12.1989 | 0 | Разное
характеристики и расшифовка, применение и свойства стали
- Стали
- Стандарты
Всего сталей
| Страна | Стандарт | Описание | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Россия | ГОСТ 19265-73 |  Технические условия Технические условия | ||||||||||
Химический состав Р6М5
Массовая доля элементов стали Р6М5 по ГОСТ 19265-73
| C (Углерод) | Si (Кремний) | Mn (Марганец) | P (Фосфор) | S (Сера) | Cr (Хром) | Mo (Молибден) | Ni (Никель) | V (Ванадий) | Cu (Медь) | W (Вольфрам) | Co (Кобальт) | Fe (Железо) |
| 0,82 – 0,9 | 0,2 – 0,5 | 0,2 – 0,5 | 3,8 – 4,4 | 4,8 – 5,3 | 1,7 – 2,1 | 5,5 – 6,5 | остальное |
×
Отмена Удалить
×
Выбрать тариф
×
Подтверждение удаления
Отмена Удалить
×
Выбор региона будет сброшен
Отмена
×
×
Оставить заявку
×
| Название | |||
Отмена
×
К сожалению, данная функция доступна только на платном тарифе
Выбрать тариф
Быстрорежущая сталь марки Р6М5 расшифровка, характеристики и применение, химический состав, термобработка, механические свойства
Содержание
- 1 Аналоги и заменители
- 2 Расшифровка стали Р6М5
- 3 Применение стали Р6М5
- 4 Вид поставки
- 5 Химический состав, % (ГОСТ 19265—73)
- 6 Термообработка стали Р6М5
- 6.
 1 Закалка
1 Закалка - 6.2 Температура закалки стали Р6М5
- 6.3 Отпуск
- 6.
- 7 Критические точки, °С
- 8 Механические свойства (ГОСТ 19265-73)
- 9 Технологические свойства
- 10 Узнать еще
Аналоги и заменители
Иностранные аналоги — HS 6-5-2 (Германия, DIN), 1.3343 (Европа, En)
Расшифровка стали Р6М5
Буква «Р» означает, что сталь является быстрорежущей.
Цифра 6 после буквы «Р» указывает содержание вольфрама в процентах, т.е. для стали Р6М5 содержание вольфрама 6%.
Буква «М» означает, что сталь легирована молибденом, а цифра 5 указывает содержание молибдена в процентах, т.е. молибдена в стали 5%.
Во всех быстрорежущих сталях содержится около 4% Хрома (Cr), но в обозначении марки буквы «Х» не указывается.
По требованию потребителей могут изготавливаться стали марок Р6М5 с легированием азотом (массовая доля азота от 0,05% до 0,10%). В этом случае марка стали будет обозначаться Р6АМ5.
Применение стали Р6М5
Сталь Р6М5 относится к вольфрамолибденовым сталям и применяется для изготовления — режущего инструмента всех видов для обработки при обычной скорости резания деталей из углеродистых и среднелегированных конструкционных сталей с пределами прочности до 90—100 МПа, а также зуборезных инструментов для обработки нержавеющих сталей.
Наиболее широко сталь Р6М5 применяется для изготовления сверл, метчиков, долбяков, протяжек и других инструментов. Прочность 315—325 кгс/мм2 и вязкость 4—5 кгс*м/см2 (для проката диаметром 25 мм). Теплостойкость немного ниже (в указанных пределах), чем вольфрамовых и Р8МЗ. Шлифуемость стали хорошая.
Недостатки:
а) повышенное обезуглероживание при нагреве выше 1000 С; ванны нагрева для закалки надо тщательно раскислять MgFa2
б) чувствительность отдельных плавок к перегреву и росту зерна при нагреве для закалки, что затрудняет установление одинаковых температур закалки
для инструментов разных плавок.
Вид поставки
Сортовой прокат, в том числе фасонный: ГОСТ 19265—73, ГОСТ 2590-88, ГОСТ 2591-88.
Калиброванный пруток ГОСТ 19265-73, ГОСТ 7417-75.
Шлифованный пруток и серебрянка ГОСТ 19265—73, ГОСТ 14955—77.
Поковки и кованые заготовки ГОСТ 19265—73, ГОСТ 1133—71.
Химический состав, % (ГОСТ 19265—73)
| C | Cr | W | V | Mo | Mn | Si | Ni | S | P |
| не более | |||||||||
| 3,8-4,4 | 5,5-6,5 | 1,7-2,1 | 5,0-5,5 | 0,4 | 0,5 | 0,4 | 0,03 | 0,03 | |
Термообработка стали Р6М5
Закалка
Инструменты подогревают при 800-850°С 10-15 мин или при 1050-1100°С 3-5 мин, а крупные инструменты предварительно при 550-600°С 15-20 мин.
Нагрев выполняют в смеси ВаСl2 (78%) и NaCl (28%) при 800-850°С и в ВаСl2 при нагреве выше 1050°С. Соли каждые 8-12 ч раскисляют добавками 2—3% буры по массе или MgFa2 (4—5% по массе). Раскисление MgFa2 создает лучшую защиту и обязательно для сталей, легированных молибденом или кобальтом, как более чувствительных к обезуглероживанию.
Соли каждые 8-12 ч раскисляют добавками 2—3% буры по массе или MgFa2 (4—5% по массе). Раскисление MgFa2 создает лучшую защиту и обязательно для сталей, легированных молибденом или кобальтом, как более чувствительных к обезуглероживанию.
Выдержка при окончательном нагреве 10—12 с на 1 мм диаметра или наименьшей стороны (для стали В11М7К23 — 30—60 с).
Инструменты простой формы охлаждают в масле, а сложной — в горячих средах (KNO3) при 400—250°С.
Может быть и более высокая температура выдержки — 650°С.
Выдержка в горячих средах 3—5 мин при более высоких температурах и 8—15 мин при более низких.
Инструменты небольшой толщины (прорезные фрезы, пилы и др.) при 600—650°С помещают под пресс, а сверла диаметром 8—20 мм охлаждают под катком или между роликами правильной машины для уменьшения деформации.
Температуры закалки понижают на 10—15°С для инструментов небольшого сечения или сложной формы.
Температура закалки стали Р6М5
| Инструменты | Температура нагрева стали Р6М5, °С | Балл зерна | Твердость HRC после отпуска при 560°С и нагрева при 620°С (4 ч) |
| Крупные сверла и резцы | 1220-1240 | 10-8,5 | 60-61 |
| Остальные режущие инструменты | 1210-1230 | 10,5-9,5 | 59-60 |
| Остальные режущие инструменты | 1180-1200 | 12 | 56-57 |
Отпуск
После закалки выполняют многократный 2 раза для вольфрамомолибденовых.
Температуры первого отпуска 350—375°С, а второго 550—560°С для вольфрамомолибденовых сталей. Назначают также температуры первого отпуска 550—560°С, но твердость и теплостойкость в этом случае немного меньше.
Для инструментов небольшого сечения (сверл), нагреваемых в автоматизированных агрегатах с точной регулировкой температур, применяют краткосрочный отпуск в течение 20 мин при 580—590°С для вольфрамомолибденовых сталей.
Отпуск после шлифования выполняют при 400—450°С в течение 30—40 мин для снятия напряжений и повышения стойкости инструментов.
Критические точки, °С
| Аc3 | Аc3 | Аr2 | Аrm |
| 800 | 860 | 720 | 780 |
Механические свойства (ГОСТ 19265-73)
| Режим термообработки | HRCz после отпуска | σизг, МПа | Красностойкость (HRC58), °С |
Закалка с 1200-1230 °С, охл. на воздухе, в масле, на воздухе, в масле, в расплаве солей; отпуск при 540- 560 °С, охл. в соляных ваннах | 63-65 | 320-360 | 620 |
Технологические свойства
Температура ковки, °С: начала — 1160, конца — 850.
Обрабатываемость резанием:
В отожженном состоянии при 255 HB
Kv = 0.8 (твердый сплав).
Kv = 0.6 (быстрорежущая сталь).
Для повышения твердости, износостойкости, коррозионной стойкости поверхностного слоя используют цианирование, азотирование, сульфидирование, обработку паром.
Флекеночувствительность — не чувствительна.
Склоность к отпускной хрупкости.
Не применяется для сварных конструкций.
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Применяется для всех видов режущего инструмента при обработке углеродистых легированных конструкционных сталей; предпочтительно для изготовления резьбонарезного инструмента, а также инструмента, работающего с ударными нагрузками.
Температура критических точек материала Р6М5: Ac 1 = 815 , Ar 1 = 730 Твердость материала Р6М5 после отжига: HB = 255 Заменитель – сталь Р18. Применяется для изготовления инструментов простой формы, не требующих большого объема шлифовки, для обработки обычных конструкционных материалов.
Технологические свойства Температура ковки: Начала 1200°, конца 900°. Охлаждение в колодцах при 750-800°С. Свариваемость: при стыковой электросварке со сталью 45 и 40Х хорошая. Обрабатываемость резанием: при НВ 205-255 K u тв.спл. = 0.8, K u б.ст. = 0.6. Шлифуемость: пониженная (ГОСТ 19265-73) Применяется для всех видов режущего инструмента при обработке углеродистых легированных конструкционных сталей.
Температура критических точек материала: Ac 1 = 820 , Ac 3 (Ac m ) = 850 , Ar 1 = 720 Твердость материала после отжига: HB = 255 Заменитель – сталь Р12. Применяется для обработки конструкционных сталей с прочностью до 1000 МПа, от которых требуется сохранение режущих свойств при нагревании во время работы до 600 °С.
Технологические свойства Температура ковки: Начала 1200°, конца 900°. Охлаждение в колодцах при 750-800°С. Свариваемость: при стыковой электросварке со сталью 45 и 40Х хорошая. Обрабатываемость резанием: при НВ 205-255 K u тв.спл. = 0.8, K u б.ст. = 0.6. Шлифуемость: повышенная (ГОСТ 19265-73) Применяется для обработки высокопрочных, нержавеющих и жаропрочных сталей и сплавов.
Температура критических точек материала: Ac 1 = 815 , Ar 1 = 725 Твердость материала после отжига: HB = 269 Применяется для обработки высокопрочных нержавеющих и жаропрочных сталей и сплавов в условиях повышенного разогрева режущей кромки.
Технологические свойства Температура ковки: Начала 1160°, конца 850°. Шлифуемость: хорошая (ГОСТ 19265-73) Применяется для инструмента простой формы при обработке углеродистых и малолегированных сталей.
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 21
21 8 – 5.3
8 – 5.3 Отпуск трехкратный по 1 ч.
Отпуск трехкратный по 1 ч. электросопротивление (p, НОм · м)
электросопротивление (p, НОм · м) 8 – 0.9
8 – 0.9 5
5 электросопротивление (p, НОм · м)
электросопротивление (p, НОм · м) 8 – 1
8 – 1 50
50 электросопротивление (p, НОм · м)
электросопротивление (p, НОм · м) 02 – 1.12
02 – 1.121.3343, HS6-5-2, AISI M2, S6-5-2
Быстрорежущая вольфрамомолибденовая сталь HS6-5-2C, S6-5-2, 1.
 3343, AISI M2 по ISO 4957, DIN 17350.
3343, AISI M2 по ISO 4957, DIN 17350.
| Standard | Steel Grade | |||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Chemical Composition % | ||||||||||||||||||||||
| C: | Mn: | Si: | P: | S: | Cr: | Mo: | Никель: | В: | W: | CO: | ||||||||||||
| PN | SW7M | |||||||||||||||||||||
| 0,82 – 0,92 | <0,4 | 0,82 – 0,92 | . | 4.5 – 5.5 | <0.4 | 1.7 – 2.1 | 6.0 – 7.0 | <0.5 | ||||||||||||||
| ISO | HS6-5-2C | |||||||||||||||||||||
0.86 – 0. 94 94 | <0.4 | <0.45 | <0.03 | <0.03 | 3.8 – 4.5 | 4.7 – 5.2 | – | 1.7 – 2.1 | 5.9 – 6.7 | – | ||||||||||||
| ISO | HS6-5-2 – 1,3339 | |||||||||||||||||||||
| 0,80 – 0,88 | <0,4 | <0,45 | <0,4 | .0049 | 3.8 – 4.5 | 4.7 – 5.2 | – | 1.7 – 2.1 | 5.9 – 6.7 | – | ||||||||||||
| DIN | S6-5-2 – 1.3343 | |||||||||||||||||||||
| 0.86 – 0.94 | <0.4 | <0.45 | <0.03 | <0.03 | 3.8 – 4.5 | 4.7 – 5.2 | – | 1.7 – 2.0 | 6.0 – 6.7 | – | ||||||||||||
| NF | Z85WDCV06-05-04-02 | |||||||||||||||||||||
0. 80 – 0.87 80 – 0.87 | <0.4 | <0.5 | <0.03 | <0.03 | 3.5 – 4.5 | 4.6 – 5.3 | – | 1,7 – 2,2 | 5,7 – 6,7 | – | ||||||||||||
| ASTM | UNS T11302 – AISI M2 | 99999999999509 UNS T11302 – AISI M2999999999999999999507 UNS T11302 – AISI M29999999999999970.78 – 0.88 | 0.15 – 0.40 | 0.20 – 0.45 | <0.03 | <0.03 | 3.75 – 4.50 | 4.5 – 5.5 | – | 1.75 – 2.20 | 5.50 – 6.75 | – | ||||||||||
| GOST | R6M5 – r6M5 | |||||||||||||||||||||
| 0,82 – 0,90 | <0,5 | <0,5 | <0,03 | 66 <0,5 | <0,03 | 6 <0,5 | <0,03 | 6 <0,5 | <0,03 | 9966.3.80 – 4.40 | 4.8 – 5.3 | <0.4 | 1.7 – 2.1 | 5.5 – 6.5 | <0.5 | |||||||
 0049
0049
S6-5-2, HS6-5-2, 1.3343 – Спецификация и применение
Быстрорежущая сталь с очень хорошим коэффициентом полезного действия, пластичностью, стойкостью к истиранию и кручению, ударной вязкостью, применяемая для работы с изделиями прочностью более 830 МПа. Он используется в производстве сверл, лезвий, ножей, спиральных сверл, инструментов для нарезания резьбы, протяжных инструментов, зубчатых инструментов, фрез, разверток оправки, концевых фрез и сегментов дисковых пил. SW7M/1.3343 склонен к обезуглероживанию и перегреву при термообработке. После закалки и отпуска достигает твердости выше 63 HRC.
Механические свойства SW7M, S6-5-2, HS6-5-2C, 1.3343
- Твердость в состоянии поставки +A: <269 HB
- Твердость в состоянии поставки +A+C: <319 HB
- Твердость в состоянии поставки +A+CR: <339 HB
- Твердость после закалки и отпуска:
- при 300 ℃ = 61,5 HRC
- при 350 ℃ = 62 HRC
- при 400 ℃ = 62 HRC
- 7 ℃ = 63 HRC
- при 500 ℃ = 65 HRC
- при 550 ℃ = 65 HRC
- AT 600 ℃ = 60 HRC
- AT 650 ℃ = 52 HRC
Процессы тепла и пластика SW7M, S6-5-2, HS6-5-2C, 1,333333333.
 Stleef:,,,,,,,. Умягчающий отжиг при температуре 800 – 900 ℃
Stleef:,,,,,,,. Умягчающий отжиг при температуре 800 – 900 ℃В указанных выше марках
9028
- Прутки тянутые, горячекатаные, кованые быстрорежущие 1.3343, HS6-5-2, S6-5-2, HS6-5-2C
- Листы из быстрорежущей стали 1.3343, HS6-5-2, S6-5-2, HS6-5-2C
Другие заменители и аналоги марки:
SW7M, 1.3343, HS6-5-2C, HS6-5-2, S6-5-2, 1.3339, X82WMoCrV6-5-4, X80WMoCrV6-5-4, X 82 WMoCrV 6-5-4, X 80 WMoCrV 6-5-4, R6M5, AISI M2, SKH51, SS 2722, R6, W6Mo5Cr4V2, CSN 19830, 1. 3553, SC6-5-2, SC 6-5-2, 1.3341, БС БМ2, X82WMo0605KU, X 80 WMo 06 05 КУ, RP5, EM2, F-550.A, UNS T11302, AISI M-2, HS 6-5-2 C, S 6-5-2, Р6М5, R6M5.
3553, SC6-5-2, SC 6-5-2, 1.3341, БС БМ2, X82WMo0605KU, X 80 WMo 06 05 КУ, RP5, EM2, F-550.A, UNS T11302, AISI M-2, HS 6-5-2 C, S 6-5-2, Р6М5, R6M5.
Морфология карбидов и микроструктура стали Р6М5 электронно-лучевого переплава.
Ускоренное контролируемое охлаждение при затвердевании с высокой скоростью стальные слитки, изготовленные методами специальной электрометаллургии, в частности ЭБКПЧ, вызывает фазовые и структурные изменения, которые оказывают существенное влияние на свойства металла слитка. Это широко открывает возможности получения качественных слитков с заданным комплексом механические и эксплуатационные свойства путем изменения контролируемых параметры технологического процесса переплава и последующего обработки [1-4].
Данные по контролю структурообразования слитков из быстрорежущей стали
в EBCHR практически отсутствуют в литературе. В этой связи
особенности структурообразования, морфология эвтектики, фазовые и
химические составы быстрорежущей стали Р6М5 электронно-лучевой
в данной работе исследуются переплавки.
Методика исследования. Цилиндрические слитки 70, 100 и 130
мм и слябы размером 140 х 160 мм из быстрорежущей стали Р6М5, выпускаемые
методом ЭБПЧ из промышленных отходов инструментального производства по
разработанная НПП «Геконт» технология, использовались в качестве
объекты исследования [5]. Образцы для исследования были вырезаны
из головной, средней и донной частей слитков вдоль и поперек оси.
Микроструктуру образцов исследовали на оптическом микроскопе. <
Результаты исследований и их обсуждение. Химическая
анализ образцов из быстрорежущей стали Р6М5 (ЭБЧР) соответствует
марочный по ГОСТ 19265-73 (табл. 1).
Химическая
анализ образцов из быстрорежущей стали Р6М5 (ЭБЧР) соответствует
марочный по ГОСТ 19265-73 (табл. 1).
Быстрорежущая сталь относится к ледебуритовому классу и
в литом состоянии характеризуется низкими показателями механических и
технологические свойства, особенно пластичность. Вот почему
эффективный выход металла на первой стадии процесса низкий. Особенности
первичная конструкция из литой стали сохраняется даже после полного нагрева
лечения и оказывают определяющее влияние на формирование высокоскоростных
свойства стали. Значительная доля эвтектики присутствует в
конструкция из быстрорежущей стали. При затвердевании в вольфрамо-молибденовых сталях образуются эвтектики четырех морфологических типов, которые имеют
широкий диапазон затвердевания (1430-1235 [град]С), возможен:
каркасные (на основе карбида М6С), стержневые и пластинчатые
(на основе метастабильного карбида [M2]C) и карбида MC. За
обеспечение максимальной технологической пластичности производства быстрорежущей стали
пластинчатой или стержневой эвтектики на основе карбида [M. sub.sub.C] с мелким аустенитным зерном и равномерным распределением структурных составляющих по всей
объем слитка желателен [6].
sub.sub.C] с мелким аустенитным зерном и равномерным распределением структурных составляющих по всей
объем слитка желателен [6].
Исследование поперечных макрошаблонов из быстрорежущей стали Р6М5 (ЭБПЧ) показали, что их макроструктура имеет плотную однородную структура; дефекты сегрегационного и усадочного характера не присутствует, благодаря чему в структуре площади поверхности равноосные кристаллы диаметром 0,4-1,0 мм (в зависимости от размера слитка) и в центре в части слитка обнаружены столбчатые кристаллиты. В макроструктуре продольных сечений слитка оси дендритов, ориентированные под углом 30-40[градусов] к краевым зонам (нормально к фронту затвердевания зона), выделяются.
Микроструктура литой быстрорежущей стали Р6М5 (ЭБХР) состоит из
границы зерен мартенсита (балл аустенитного зерна 9-10), остаточная
аустенит, разорванная карбидная сетка (показатель карбидной неоднородности по
по ГОСТ 19265-73 шкала 2, есть 6-7) и дисперсные карбиды, равномерно
распределяется по всему объему слитков (рис. 1, а).
1, а).
Повышенная (10-102 [град]С/с) скорость охлаждения перегретого в
расплавление стали промежуточного блока, образовавшееся в ЭБПЧ при затвердевании в
медный водоохлаждаемый шликерный кристаллизатор изменение кинетики его эвтектики
затвердевание, влияющее на количество, морфологию и характер
распределение эвтектической составляющей структуры. Твердосплавная сеть
вокруг мартенситных зерен рвется (дискретно), а сама эвтектика
Толщина 2-7 мм имеет тонкую нежную структуру (рис. 2).
На дифрактограммах, снятых с образцов из литой стали Р6М5 (ЭБПЧР) (рис. 3, а), кроме интерференций а-твердого раствора (мартенситные) пики сравнительной интенсивности от карбида [M.sub.6]C, входящий в состав скелетной эвтектики, из метастабильных [M 2 ]C (слоистая эвтектика), а из тугоплавкого карбида MC (VC) подарок. Общее количество карбидной фазы в структуре литой стали составляет 18-22 об.%.
Максимумы помех от аустенита неразличимы на
дифрактограммы из-за одинакового значения параметра d/n (угл. положение интерференции) для аналогичных максимумов карбида [M.sub.6]C,
когерентно связан с ним в эвтектике. Вот почему количество
остаточный аустенит в структуре литой быстрорежущей стали Р6М5 (ЭБЧР)
определяли методом магнитного анализа на магнитных
аустенометр МАК-2М по эталону из закаленного и
отожженная сталь Р6М5. Он был относительно низким (10-12 об.%).
положение интерференции) для аналогичных максимумов карбида [M.sub.6]C,
когерентно связан с ним в эвтектике. Вот почему количество
остаточный аустенит в структуре литой быстрорежущей стали Р6М5 (ЭБЧР)
определяли методом магнитного анализа на магнитных
аустенометр МАК-2М по эталону из закаленного и
отожженная сталь Р6М5. Он был относительно низким (10-12 об.%).
Результаты рентгеномикроспектрального анализа и данные сканирования микроскопии, полученной в режиме «фазового контраста» в обратно рассеянных электронов (БЭИ), подтверждено наличие в структуре литая сталь Р6М5 (ЭБХР) из карбидов [М6]С, [М2]С, МС и дисперсные вторичные карбиды, равномерно распределенные по объему зерна (Рисунок 4).
Анализ распределения основных легирующих элементов по структурным
и фазовых составляющих литой стали Р6М5 (ЭБЧР) свидетельствует о высоком уровне
твердорастворное (мартенситное) легирование. Хром распределен равномерно
между карбидами и твердым раствором связаны вольфрам и молибден
в основном в карбидах [M6]C и [M2]C, а ванадий — в MC (VC). В состав карбидной фазы входят также вторичные карбиды на
основе хрома [M.sub.23.C.sub.6] и [M.sub.3.C.sub.2,], которые являются
рентгенологически неразличим из-за высокой дисперсности.
В состав карбидной фазы входят также вторичные карбиды на
основе хрома [M.sub.23.C.sub.6] и [M.sub.3.C.sub.2,], которые являются
рентгенологически неразличим из-за высокой дисперсности.
Изготовленные слитки из стали Р6М5 (ЭБЧР) подвергнуты гомогенизационный изотермический отжиг по схеме: аустенизация – нагрев до 880-900°С, выдержка 3 ч. (эвтектоидное превращение), охлаждение до 760-780°С, изотермическая выдержка в течение 6 ч (диффузионное превращение) с последующим медленное охлаждение с печью до 400 [градусов] C. Для защиты поверхность слитка от обезуглероживания и окисления отливки использовались железная стружка и защитная атмосфера в печи (эндогаз).
[РИСУНОК 1 ОПУЩЕН]
[РИСУНОК 2 ОПУЩЕН]
[РИСУНОК 3 ОПУЩЕН]
Структура отожженной стали по представленной схеме
состоит из глобулярных зерен сорбитовидного перлита (зерновой счет
по ГОСТ 19265-73 – 9-10), остатки порванной карбидной сетки
по границам зерен, и равномерно распределенные дисперсные карбиды
(рис. 1, б).
1, б).
Для определения оптимальных условий окончательной термической обработки высокопрочных быстрорежущая сталь Р6М5 (ЭБЧР) влияние параметров закалки и отпуска на его структуру, фазовый состав, твердость и термостойкость. исследован (табл. 2).
Значения твердости HRC стали Р6М5 (ЭБЧР) составляли в зависимости от охлаждающая среда для закалки после дополнительного отпуска при температура 580 [градусов] C в течение 180 мин, следующим образом: [KNO.sub.sub.3] + 30 % NaOH (400-420°С) – 61,0-62,0; масло – 61,0-61,5; вода – 60,0-61,5; воздух – 58,5-59,0.
Структура быстрорежущей стали Р6М5 (ЭБХР) после закалки состоит
игольчатого мартенсита, остаточного аустенита, остатков карбидной сетки
по границам зерен и структурно изолированные карбиды компактных
форма, равномерно распределенная по сечению металлографического образца
(рис. 1, в). Высоколегированный мартенсит быстрорежущей стали относительно
трудно поддается травлению. Количество остаточного аустенита составляет
14-18 об. %.
%.
При отпуске закаленной быстрорежущей стали требуется вторичная закалка
место в металле за счет выделения из твердого раствора дисперсных
избыток карбидов, а при последующем охлаждении превращение остаточных
происходит превращение аустенита в мартенсит. По ходу микроструктуры
исследования было установлено, что в образцах, нагретых для закалки
ниже принятого диапазона температур, а после однократного отпуска
границы многогранников (зерен) сохраняются в структуре. Против
на фоне мартенсита остаются поля, обогащенные аустенитом с
низкая способность к травлению. При повышении температуры нагрева на
закалка размер зерен увеличивается с балла 10-11 при 1180
[градусов]C до 8-9 балловпри 1240 [град.]С (ГОСТ 5639-65, шкала 1).
Структура быстрорежущей стали Р6М5 (ЭБЧР) после отпуска
состоит из высоколегированного мартенсита отпуска, остаточного аустенита (3-5
об.%), остатки разорванной карбидной сетки по границам и
карбиды, основным из которых является [M.sub.6]C. [M.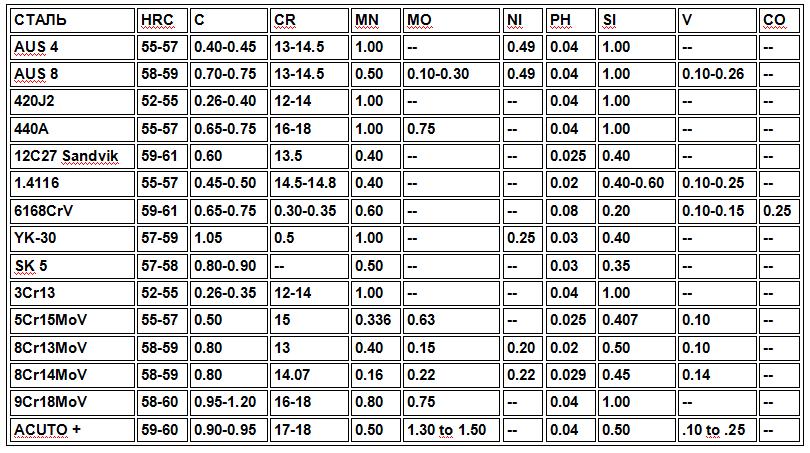 sub.3.C.sub.2] и MC,
которые составляют 8-12 об.% всей карбидной фазы, также присутствуют
(рис. 1, г). Мартенситная структура между карбидными линиями
неигольчатого характера из-за микросегрегации, а в областях
накопление карбидов игольчатого мартенсита с низкой травильной способностью
настоящее.
sub.3.C.sub.2] и MC,
которые составляют 8-12 об.% всей карбидной фазы, также присутствуют
(рис. 1, г). Мартенситная структура между карбидными линиями
неигольчатого характера из-за микросегрегации, а в областях
накопление карбидов игольчатого мартенсита с низкой травильной способностью
настоящее.
[РИСУНОК 4 ОПУЩЕН]
Анализ дифрактограмм от закаленных и отпущенных образцов (рис. 3, б) доказывает, что при их нагреве до закалки температуры в исходном метастабильном карбиде [M.sub.sub.2]C происходит его превращение в более устойчивые карбиды MC и [M.sub.6]C с последующая коагуляция. Уменьшение удельного углового расширения пиков мартенситных интерференционных линий и увеличение их интенсивности. также обнаружено, что свидетельствует о снижении внутренних напряжений в твердом раствор и кубическая структура мартенсита после двукратного отпуска закаленная быстрорежущая сталь.
ВЫВОДЫ
1. Показано, что структурные изменения, происходящие на стадии
затвердевание расплава быстрорежущей стали Р6М5 в ЭБПЧ оказывает
благоприятное влияние на фазовые превращения и образование
однородная дисперсная структура литого металла.
2. Установлено, что при электронно-лучевом переплаве в структуру литой быстрорежущей стали Р6М5 образуют эвтектики двух типов: пластинчатый (55-60 об.%) на основе метастабильного карбида [М2]С, и каркасный на основе карбида [M.sub.6]C.
3. Обнаружено выделение тугоплавких карбидов типа МС в стали Р6М5 (ЭБХР) при затвердевании на стадии перитектического превращения и не образуют эвтектики.
[1.] Чаус А.С., Рудницкий Ф.И. (2003) Структура и свойства из литой быстроохлаждаемой быстрорежущей стали Р6М5. Металловедение и срок. Обраб. Металлов, 5, 3-7.
[2.] Балабанов П.А., Борымский О.О., Делеви В.Г. (2004) Структура и механические свойства матриц сосудов высокого давления из стали Р6М5 производится различными способами. Металлознавство та Оброб. Металлов, 1, 7-11.
[3.] Шпак П.А., Гречанюк В.Г., Осокин В.А. (2002) Влияние
Электронно-лучевой переплав на структуру и свойства быстрорежущей стали
Р6М5. Успехи электрометаллургии, 3, 12-14.
[4.] Боккалини, М., Гольдштейн, Х. (2001) Затвердевание скоростная сталь. Междунар. Материалы обр., 46(2), 92-107.
[5.] Гречанюк М.И., Афанасьев И.Б., Шпак П.О. и другие. Метод производства полуфабрикатов для инструментов из быстрорежущей стали и приборов для его реализации. Пат. 37658 Украина. Междунар. Кл. С22 В9/22, С38/12, 38/10. Опубл. 15.07.2003.
[6.] Нижниковская П.Ф., Калинушкин Е.П., Снаговский Л.М. и др. др. (1982) Формирование структуры быстрорежущей стали в кристаллизация. Металловедение и срок. Обраб. Металлов, 11, 23-30.
П.А. ШПАК, Н.И. ГРЕЧАНЮК, В.А. ОСОКИН и А.А. АРТЕМЧУК
Научно-производственное предприятие <<Геконт>>, Винница, Украина
Таблица 1. Химический состав быстрорежущей стали Р6М5 Объект Массовая доля элементов, % расследование C W Mo Р6М5 (ЭБЧР) * 0,896,2 5,1 Р6М5 (ГОСТ 0,82-0,90 5,50-6,50 4,80-5,30 19265-73) Объект Массовая доля элементов, % исследование Cr V Mn Р6М5 (ЭБХР) * 3,8 1,86 0,28 Р6М5 (ГОСТ 3,80-4,40 1,70-2,10 0,20-0,50 19265-73) Объект Массовая доля элементов, % изучение Р6М5 (ЭБЧР) * Si S P Р6М5 (ГОСТ 0,3 0,011 0,019 19265-73) 0,20-0,50 [больше или [больше или равно] 0,025 равно] 0,03 * Результат усреднен для 5 образцов.Таблица 2. Твердость HRC стали Р6М5 (ЭБЧР) после отпуска закалка Нагрев Закалка Отпуск при температуре 560 [градусов] C температура для первого второго третьего закалка, [градусы]С 1180 61,0-61,5 61-63 62-64 62,5-64,0 1200 59.0-60,5 62-63 63-64 63,0-65,0 1220 58,0-59,5 62-63 63-65 63,0-65,5 1240 58,0-60,0 62-63 62-65 63,0-65,0
Исследование стойкости инструмента при точении стали AISI D6
[1] Э. Аслан, Н. Камуску: Научный журнал Университета Гази, том. 18 (2005), стр. 453.
[2] JD Davim, L. Figueira: Mater Design Vol. 28 (2007), 1186–1191.
[3]
Л. Фигейра, Дж. П. Дэвим: Mater Manuf Process Vol. 24 (2009 г.), с.1373.
Фигейра, Дж. П. Дэвим: Mater Manuf Process Vol. 24 (2009 г.), с.1373.
[4] H. Bouchelaghem, MA Yallese, T. Mabrouki, A. Amirat и JF Rigal: Mach Sci Technol Vol. 14 (2010), стр. 471.
[5] С. Тамижманий, Б. Б. Омар, С. Сапарудин, С. Хасан: J Achieve Mater Manuf Engine Vol. 26, с.139.
[6]
М.А. Яллезе, К. Шауи, Н. Зегиб, Л. Булануар, Жан-Ф. Ригал: J Mater Process Tech Vol. 209 (2009), стр. 1092.
Булануар, Жан-Ф. Ригал: J Mater Process Tech Vol. 209 (2009), стр. 1092.
[7] В.Н. Гаитонд, С.Р. Карник, Л. Фигейра и С.Дж.П. Дэвим: Int J Refract Met H Vol. 27 (2009 г.), стр.754.
[8] Х. Бушелагхем, М.А. Яллезе, А. Амират и С. Белхади: Механика Том. 3 (2007), стр. 57.
[9]
Дж.Г. Лима, Р.Ф. Авила, А.М. Абрао, М. Фаустино и Дж.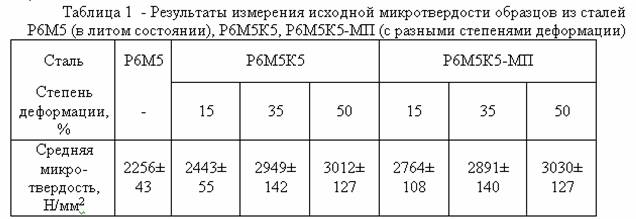 П. Дэвим: J Mater Process Tech Vol. 169 (2005), стр. 388.
П. Дэвим: J Mater Process Tech Vol. 169 (2005), стр. 388.
[10] Ю. Исык: Mater Design Vol. 28 (2007), стр. 1417.
[11] Х.М. Лин, Ю.С. Ляо и К.С. Вэй: Носить Том. 264 (2008), стр. 679.
[12] Л. Озлер, А. Инан и К. Озель: Int J Mach Tool Manu Vol. 41 (2001), стр. 163.
[13]
X.