Твердость после улучшения стали: Улучшение стали: процесс, технология, улучшаемые стали
alexxlab | 24.10.2020 | 0 | Разное
Руководство как повысить твердость стали и цветных металлов
Технологии придания большей твердости металлам и сплавам совершенствовались в течение долгих веков. Современное оборудование позволяет проводить термическую обработку таким образом, чтобы значительно улучшать свойства изделий даже из недорогих материалов.
Закалка стали и сплавов
Закалка (мартенситное превращение) — основной способ придания большей твердости сталям. В этом процессе изделие нагревают до такой температуры, что железо меняет кристаллическую решетку и может дополнительно насытиться углеродом. После выдержки в течение определенного времени, сталь охлаждают. Это нужно сделать с большой скоростью, чтобы не допустить образования промежуточных форм железа.
В результате быстрого превращения получается перенасыщенный углеродом твердый раствор с искаженной кристаллической структурой. Оба эти фактора отвечают за его высокую твердость (до HRC 65) и хрупкость.
Микроструктура быстрорежущей стали Р6М5: а) литое состояние; б) после ковки и отжига;
в) после закалки; г) после отпуска. ×500.
Режимы закалки
- Закалка в одной среде
Нагретое изделие опускают в охлаждающую среду, где оно остается до полного остывания Это самый простой по исполнению метод закалки, но его можно применять только для сталей с небольшим (до 0,8%) содержанием углерода либо для деталей простой формы. Эти ограничения связаны с термическими напряжениями, которые возникают при быстром охлаждении — детали сложной формы могут покоробиться или даже получить трещины.
- Ступенчатая закалка
При таком способе закалки изделие охлаждают до 250-300С в соляном растворе с выдержкой 2-3 минуты для снятия термических напряжений, а затем завершают охлаждение на воздухе. Это позволяет не допускать появления трещин или коробления деталей. Минус этого метода в сравнительно небольшой скорости охлаждения, поэтому его применяют для мелких (до 10 мм в поперечнике) деталей из углеродистых или более крупных — из легированных сталей, для которых скорость закалки не столь критична.
- Закалка в двух средах
Начинается быстрым охлаждением в воде и завершается медленным — в масле. Обычно такую закалку используют для изделий из инструментальных сталей. Основная сложность заключается в расчете времени охлаждения в первой среде.
- Поверхностная закалка (лазерная, токами высокой частоты)
Применяется для деталей, которые должны быть твердыми на поверхности, но иметь при этом вязкую сердцевину, например, зубья шестеренок. При поверхностной закалке внешний слой металла разогревается до закритических значений, а затем охлаждается либо в процессе теплоотвода (при лазерной закалке), либо жидкостью, циркулирующей в специальном контуре индуктора (при закалке током высокой частоты)
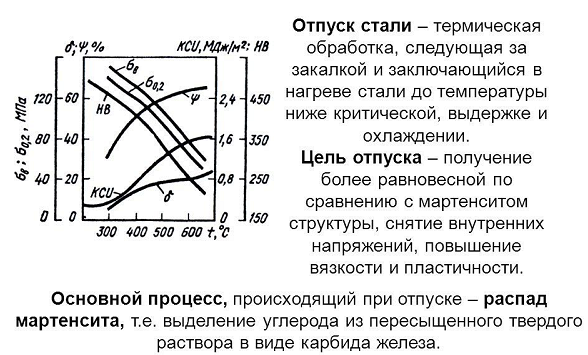
Отпуск
Закаленная сталь становится чрезмерно хрупкой, что является главным недостатком этого метода упрочнения. Для нормализации конструкционных свойств производят отпуск — нагрев до температуры ниже фазового превращения, выдержку и медленное охлаждение. При отпуске происходит частичная «отмена» закалки, сталь становится чуть менее твердой, но более пластичной. Различают низкий (150-200С, для инструмента и деталей с повышенной износостойкостью), средний (300-400С, для рессор) и высокий (550-650, для высоконагруженных деталей) отпуск.
Таблица температур закалки и отпуска сталей
| № п/п | Марка стали | Твёрдость (HRCэ) | Температ. закалки, град.С | Температ. отпуска, град.С | Температ. зак. ТВЧ, град.С | Температ. цемент., град.С | Температ. отжига, град.С | Закал. среда | Прим. |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
| 1 | Сталь 20 | 57…63 | 790…820 | 160…200 | 920…950 | Вода | |||
| 2 | Сталь 35 | 30…34 | 830…840 | 490…510 | Вода | ||||
| 33…35 | 450…500 | ||||||||
| 42…48 | 180…200 | 860…880 | |||||||
| 3 | Сталь 45 | 20…25 | 820…840 | 550…600 | Вода | ||||
| 20…28 | 550…580 | ||||||||
| 24…28 | 500…550 | ||||||||
| 30…34 | 490…520 | ||||||||
| 42…51 | 180…220 | Сеч. до 40 мм | |||||||
| 49…57 | 200…220 | 840…880 | |||||||
| <= 22 | 780…820 | С печью | |||||||
| 4 | Сталь 65Г | 28…33 | 790…810 | 550…580 | Масло | Сеч. до 60 мм | |||
| 43…49 | 340…380 | Сеч. до 10 мм (пружины) | |||||||
| 55…61 | 160…220 | Сеч. до 30 мм | |||||||
| 5 | Сталь 20Х | 57…63 | 800…820 | 160…200 | 900…950 | Масло | |||
| 59…63 | 180…220 | 850…870 | 900…950 | Водный раствор | 0,2…0,7% поли-акриланида | ||||
| «— | 840…860 | ||||||||
| 6 | Сталь 40Х | 24…28 | 840…860 | 500…550 | Масло | ||||
| 30…34 | 490…520 | ||||||||
| 47…51 | 180…200 | Сеч. до 30 мм | |||||||
| 47…57 | 860…900 | Водный раствор | 0,2…0,7% поли-акриланида | ||||||
| 48…54 | Азотирование | ||||||||
| <= 22 | 840…860 | ||||||||
| 7 | Сталь 50Х | 25…32 | 830…850 | 550…620 | Масло | Сеч. до 100 мм | |||
| 49…55 | 180…200 | Сеч. до 45 мм | |||||||
| 53…59 | 180…200 | 880…900 | Водный раствор | 0,2…0,7% поли-акриланида | |||||
| < 20 | 860…880 | ||||||||
| 8 | Сталь 12ХН3А | 57…63 | 780…800 | 180…200 | 900…920 | Масло | |||
| 50…63 | 180…200 | 850…870 | Водный раствор | 0,2…0,7% поли-акриланида | |||||
| <= 22 | 840…870 | С печью до 550…650 | |||||||
| 9 | Сталь 38Х2МЮА | 23…29 | 930…950 | 650…670 | Масло | Сеч. до 100 мм | |||
| <= 22 | 650…670 | Нормализация 930…970 | |||||||
| HV > 670 | Азотирование | ||||||||
| 10 | Сталь 7ХГ2ВМ | <= 25 | 770…790 | С печью до 550 | |||||
| 28…30 | 860…875 | 560…580 | Воздух | Сеч. до 200 мм | |||||
| 58…61 | 210…230 | Сеч. до 120 мм | |||||||
| 11 | Сталь 60С2А | <= 22 | 840…860 | С печью | |||||
| 44…51 | 850…870 | 420…480 | Масло | Сеч. до 20 мм | |||||
| 12 | Сталь 35ХГС | <= 22 | 880…900 | С печью до 500…650 | |||||
| 50…53 | 870…890 | 180…200 | Масло | ||||||
| 13 | Сталь 50ХФА | 25…33 | 850…880 | 580…600 | Масло | ||||
| 51…56 | 850…870 | 180…200 | Сеч. до 30 мм | ||||||
| 53…59 | 180…220 | 880…940 | Водный раствор | 0,2…0,7% поли-акриланида | |||||
| 14 | Сталь ШХ15 | <= 18 | 790…810 | С печью до 600 | |||||
| 59…63 | 840…850 | 160…180 | Масло | Сеч. до 20 мм | |||||
| 51…57 | 300…400 | ||||||||
| 42…51 | 400…500 | ||||||||
| 15 | Сталь У7, У7А | НВ <= 187 | 740…760 | С печью до 600 | |||||
| 44…51 | 800…830 | 300…400 | Вода до 250, масло | Сеч. до 18 мм | |||||
| 55…61 | 200…300 | ||||||||
| 61…64 | 160…200 | ||||||||
| 61…64 | 160…200 | Масло | Сеч. до 5 мм | ||||||
| 16 | Сталь У8, У8А | НВ <= 187 | 740…760 | С печью до 600 | |||||
| 37…46 | 790…820 | 400…500 | Вода до 250, масло | Сеч. до 60 мм | |||||
| 61…65 | 160…200 | ||||||||
| 61…65 | 160…200 | Масло | Сеч. до 8 мм | ||||||
| 61…65 | 160…180 | 880…900 | Водный раствор | 0,2…0,7% поли-акриланида | |||||
| 17 | Сталь У10, У10А | НВ <= 197 | 750…770 | ||||||
| 40…48 | 770…800 | 400…500 | Вода до 250, масло | Сеч. до 60 мм | |||||
| 50…63 | 160…200 | ||||||||
| 61…65 | 160…200 | Масло | Сеч. до 8 мм | ||||||
| 59…65 | 160…180 | 880…900 | Водный раствор | 0,2…0,7% поли-акриланида | |||||
| 18 | Сталь 9ХС | <= 24 | 790…810 | С печью до 600 | |||||
| 45…55 | 860…880 | 450…500 | Масло | Сеч. до 30 мм | |||||
| 40…48 | 500…600 | ||||||||
| 59…63 | 180…240 | Сеч. до 40 мм | |||||||
| 19 | Сталь ХВГ | <= 25 | 780…800 | С печью до 650 | |||||
| 59…63 | 820…850 | 180…220 | Масло | Сеч. до 60 мм | |||||
| 36…47 | 500…600 | ||||||||
| 55…57 | 280…340 | Сеч. до 70 мм | |||||||
| 20 | Сталь Х12М | 61…63 | 1000…1030 | 190…210 | Масло | Сеч. до 140 мм | |||
| 57…58 | 320…350 | ||||||||
| 21 | Сталь Р6М5 | 18…23 | 800…830 | С печью до 600 | |||||
| 64…66 | 1210…1230 | 560…570 3-х кратн. | Масло, воздух | В масле до 300…450 град., воздух до 20 | |||||
| 26…29 | 780…800 | Выдержка 2…3 часа, воздух | |||||||
| 22 | Сталь Р18 | 18…26 | 860…880 | С печью до 600 | |||||
| 62…65 | 1260…1280 | 560…570 3-х кратн. | Масло, воздух | В масле до 150…200 град., воздух до 20 | |||||
| 23 | Пружин. сталь Кл. II | 250…320 | После холодной навивки пружин 30-ть минут | ||||||
| 24 | Сталь 5ХНМ, 5ХНВ | >= 57 | 840…860 | 460…520 | Масло | Сеч. до 100 мм | |||
| 42…46 | Сеч. 100..200 мм | ||||||||
| 39…43 | Сеч. 200..300 мм | ||||||||
| 37…42 | Сеч. 300..500 мм | ||||||||
| НV >= 450 | Азотирование. Сеч. св. 70 мм | ||||||||
| 25 | Сталь 30ХГСА | 19…27 | 890…910 | 660…680 | Масло | ||||
| 27…34 | 580…600 | ||||||||
| 34…39 | 500…540 | ||||||||
| «— | 770…790 | С печью до 650 | |||||||
| 26 | Сталь 12Х18Н9Т | <= 18 | 1100…1150 | Вода | |||||
| 27 | Сталь 40ХН2МА, 40ХН2ВА | 30…36 | 840…860 | 600…650 | Масло | ||||
| 34…39 | 550…600 | ||||||||
| 28 | Сталь ЭИ961Ш | 27…33 | 1000…1010 | 660…690 | Масло | 13Х11Н2В2НФ | |||
| 34…39 | 560…590 | При t>6 мм вода | |||||||
| 29 | Сталь 20Х13 | 27…35 | 1050 | 550…600 | Воздух | ||||
| 43,5…50,5 | 200 | ||||||||
| 30 | Сталь 40Х13 | 49,5…56 | 1000…1050 | 200…300 | Масло | ||||
Термообработка цветных металлов
Сплавы на основе других металлов не отвечают на закалку столь же ярко, как стали, но их твердость тоже можно повысить термообработкой. Обычно используют сочетание закалки и предварительного отжига (нагрева выше точки фазового превращения с медленным охлаждением).
- Бронзы (сплавы меди) подвергают отжигу при температуре чуть ниже температуры плавления, а потом закалке с охлаждением водой. Температура закалки от 750 до 950С в зависимости от состава сплава. Отпуск при 200-400С производят в течение 2-4 часов. Наибольшие показатели твердости, до HV300 (около HRC 34) можно при этом получить для изделий из бериллиевых бронз.
- Твердость серебра можно повысить отжигом до температуры, близкой к температуре плавления (тусклый красный цвет) с последующей закалкой.
- Различные сплавы никеля подвергают отжигу при 700-1185С, такой широкий диапазон определяется разнообразием их составов. Для охлаждения используют соляные растворы, частички которых потом удаляют водой либо защитные газы, препятствующие окислению (сухой азот, сухой водород).
| Металл | Температура отжига, C° | Охлаждающая среда |
| Медь Латунь Л96 Латунь Л90-Л62 Мельхиор Нейзильбер Серебро Алюминий Дюралюминий | 500 — 600 540 — 600 600 — 700 650 — 700 700 — 750 650 — 700 300 — 350 360 — 380 | Вода На открытом воздухе На открытом воздухе Вода Вода Вода На открытом воздухе Охлаждение в печи |
Оборудование и материалы
Для нагрева металла при термообработке используются 4 основных типа печей:
— соляная электродная ванна
— камерная печь
— печь непрерывного горения
— вакуумная печь
В качестве закалочных сред, в которых происходит охлаждение, используются жидкости (вода, минеральное масло, специальные водополимеры (Термат), растворы солей), воздух и газы (азот, аргон) и даже легкоплавкие металлы. Сам агрегат, где происходит охлаждение, называется закалочная ванна и представляет собой емкость, в которой происходит ламинарное перемешивание жидкости. Важной характеристикой закалочной ванны является качество удаления паровой рубашки.
Старение и другие методы повышения твердости
Старение — еще один вид термообработки, позволяющий повысить твердость сплавов алюминия, магния, титана, никеля и некоторых нержавеющих сталей, которые подвергают предварительной закалке без полиморфного превращения. В процессе старения увеличиваются твердость и прочность, а пластичность понижается.
- Сплавы алюминия, например, дуралюмины (4-5% меди) и сплавы с добавлением никеля и железа выдерживают в пределах часа при температуре 100-180С
- Сплавы никеля подвергают старению в 2-3 этапа, что в сумме занимает от 6 до 30 часов при температурах от 595 до 845С. Некоторые сплавы подвергают предварительной закалке при 790-1220С. Детали из никелевых сплавов помещают в дополнительный контейнеры, чтобы предохранить от контакта с воздухом. Для нагрева используют электрические печи, для мелких деталей могут применяться соляные электродные ванны.
- Мартенситно-стареющие стали (высоколегированные безуглеродистые сплавы железа) стареют около 3 часов при 480-500С после предварительного отжига при 820С
Химико-термическая обработка — насыщение поверхностного слоя легирующими элементами,
- неметаллическими: углеродом (цементация) и азотом (азотирование) применяются для повышения износостойкости колен, валов, шестерней из низкоуглеродистых сталей
- металлическими: например, кремнием (силицирование) и хромом помогает повысить износо- и коррозионную стойкость деталей
Цементирование и азотирование производят в шахтных электропечах. Существуют также универсальные агрегаты, позволяющие проводить весь спектр работ по термохимической обработке стальных изделий.
Обработка давлением (наклеп) — увеличение твердости в результате пластической деформации при относительно низких температурах. Таким образом происходит упрочнение низкоуглеродистых сталей при холодной объемной штамповке, а также чистых меди и алюминия.
В процессе термической обработки изделия из стали могут претерпевать поразительные превращения, приобретая износостойкость и твердость, в разы большую чем у исходного материала. Диапазон изменения твердости сплавов из цветных металлов при термической обработке гораздо меньше, но их уникальные свойства зачастую и не требуют масштабного улучшения.
Обрабатываемость сталей (теоретические основы и практические рекомендации)
Перлит, в свою очередь, осложняет процесс резания следующими факторами: сильный абразивный износ; повышенные силы резания.
Обрабатываемость резанием сталей с содержанием C < 0,25 % в значительной мере обусловлена вышеназванными свойствами феррита. При низких скоростях резания на режущей кромке образуются наросты. С повышением скорости резания износ инструмента постепенно увеличивается, при этом возрастает и температура резания. Учитывая эти факторы, следует выбирать инструмент по возможности с положительным передним углом. Поверхности низкого качества и с множеством заусенцев образуются прежде всего при низких скоростях резания, обусловленных технологией обработки.
Для углеродистых сталей с содержанием C от 0,25 до 0,4 % свойства перлита влияют на обрабатываемость резанием следующим образом: снижаются склонность к налипанию и образование наростов на режущей кромке; вследствие повышенной нагрузки на зону контакта возрастает температура резания и увеличивается износ инструмента; структура материала положительно влияет на чистоту обработки поверхности, на количество и форму стружки.
При дальнейшем повышении содержания углерода (0,4 % < C < 0,8 %) доля перлита увеличивается, а при 0,8 % C перлит остается единственной структурной составляющей. В целом стали считаются материалом, хорошо поддающимся резанию, только с точки зрения образования стружки и чистоты обработки поверхности. Вследствие повышенной твёрдости и прочности надлежит считаться с интенсивным износом. Для уменьшения износа следует работать с пониженной скоростью или с использованием СОЖ.
В заэвтектических углеродистых сталях (C > 0,8 %) при медленном охлаждении на воздухе также образуются феррит и цементит. В отличие от доэвтектических углеродистых сталей ферритовая решетка не образуется, феррит присутствует только в качестве раствора в перлите. Образование перлита начинается непосредственно от границ зерна аустенита. При содержании углерода значительно выше 0,8 % на границах зерна происходит осаждение цементита, т.е. даже свободный цементит образует оболочку вокруг зерен аустенита или перлита. Подобные стали при обработке резанием вызывают очень сильный износ. Наряду с интенсивным абразивным воздействием твёрдых и хрупких структурных составляющих, возникающие высокие давления и температуры даже при
сравнительно низких скоростях резания вызывают сильный износ по передней и задней поверхностям. В связи с этим надлежит работать с низкими скоростями резания и большими поперечными сечениями стружки, а также с прочными режущими кромками.
В инструментальных, легированных и быстрорежущих сталях увеличение легирующих элементов всегда приводит к ухудшению обрабатываемости (до Коб = 0,6) и росту шероховатости обработанной поверхности вследствие образования твердых карбидов. При этом, как правило, повышаются предел прочности σв при растяжении и твердость сталей, возрастает сопротивление сталей обработке резанием. Наихудшую обрабатываемость имеют структуры: сорбитообразный перлит, сорбит и тростит после закалки и отпуска. Наилучшей по обрабатываемости структурой инструментальных сталей является зернистый перлит с равномерно распределенными мелкими карбидами после тщательной проковки и сфероидизирующего отжига. В целом же в зависимости от химического состава у высоколегированных сталей коэффициент обрабатываемости снижается от Коб = 0,65 (хромистые, коррозионностойкие стали) до Коб = 0,3 (хромоникелевые жаростойкие стали).
Говоря про особенности обработки различных типов сталей …
Низкоуглеродистая сталь… такая как Ст. 3, Сталь 20… (содержание углерода <0,25%) требует особого внимания из-за сложностей со стружкодроблением и тенденции к налипанию (наростообразование на режущей кромке). Для дробления и отвода стружки необходимо обеспечить как можно большую подачу. Необходимо использовать высокую скорость резания для предотвращения наростообразования на режущей кромке пластины, которое может отрицательно сказываться на качестве обработанной поверхности. Применение пластин с острыми кромками и геометриями для ненагруженного резания уменьшают тенденции к налипанию материалов и предотвращают разрушение кромки.
Закалка и отпуск стали 45: твердость, HRC, режимы, технология
Обработка стали, осуществляемая в процессе термообработки, является одной из важнейших операций в металлургической отрасли и машиностроении. При соблюдении технологии PC 45 изделие приобретает достаточную прочность, значительно расширяя область использования изготовляемых изделий. При необходимости можно осуществлять закалку изделия из стали, в домашних условиях строго соблюдая технологию. При закалке лезвия ножа в домашних условиях вполне допустимо добиться повышения прочностных характеристик изделия в 3-4 раза.

Структурные изменения металла
При нагревании конструкционной специальной стали 45 до аустенитного уровня, происходит изменение состояния структурной решетки железа с переходом из объемно-центрированной в гранецентрированную структуру. Осуществляется перемещение углерода входящего в перлит и представляющего собой мельчайшие кристаллы Fe3C (цементита) в гранецентрированную измененную решетку железа.

Структура стали 45 после отжига и закалки
В ходе охлаждения происходит быстрое снижение температуры обрабатываемой стали, но из-за замедления скорости перемещения атомов углерода они остаются внедренными в новую решетку железа, образуя твердую пересыщенную структуру, имеющую внутреннее напряжение. Решетка преобразуется в тетрагональную с ориентацией в одном направлении.
Происходит образование игольчатых мелких структур имеющих название мартенсит. Данный вид кристаллов придает металлу высокую прочность, твердость и улучшенные характеристики. Происходит образование одновременно двух видов кристаллов аустенита и мартенсита, которые воздействуют друг, на друга создавая внутреннее избыточное напряжение. При активном влиянии на металл внешних сил происходит взаимная компенсация двух видов кристаллов, придавая структуре прочность.
Термическая обработка металла
Для изменения характеристик стали производится термическая обработка с соблюдением необходимых режимов воздействия.
Процесс термической обработки состоит из процессов:
- отжига;
- нормализации;
- старения;
- закалки и отпуска.

Режимы термообработки стали 45
Закалка и отпуск стали во многом зависят от ряда факторов:
- температурного режима;
- скорости повышения температуры;
- временного промежутка воздействия на металл высоких температур;
- процесса охлаждения (скорости изменения температуры охлаждения среды или жидкости).
Закалка стали
Процесс закалки стали заключается в проведении термообработки заготовок с нагреванием до температуры выше критической с дальнейшим ускорением охлаждения. Данное состояние способствует повышению прочности и твердости (HRC) стали с одновременным снижением пластичности и улучшением потребительских характеристик.
Режим воздействия температуры охлаждения металла зависит от количества содержания углерода и легирующих присадок в стали.
После проведения закалки стали заготовки покрываются налетом окалины и частично теряют содержащийся углерод, поэтому технология обязательно должна соблюдаться согласно установленному регламенту.
Охлаждение металла должно проходить быстро, для предотвращения преобразования аустенита в сорбит или троостит. Охлаждение должно производиться точно по графику быстрое остывание заготовок, приводит к образованию мелких трещин. В процессе охлаждения от 200 °C до 300 °C происходит искусственное замедление при постепенном остывании изделий для этого, могут использоваться охлаждающие жидкости.
Закалка стали с помощью ТВЧ
При проведении поверхностной закалки с помощью ТВЧ процесс нагрева изделий осуществляется до более высокой температуры.
Это вызвано двумя факторами:
- Нагрев осуществляется за короткое время с ускоренным изменением и переходом перлита в аустенит.
- Реакция перехода должна осуществляться в сжатые сроки за небольшой промежуток времени при высокой температуре.

Закалка ТВЧ (токами высокой частоты)
Процессы, протекающие при обычной закалке в печи с использованием ТВЧ, имеют различные характеристики и ведут к изменению твердости (HRC) заготовок:
- При нагреве в печи скорость составляет, 2-3 °С/сек до 840 – 860 °С.
- С использованием ТВЧ – 250 °С/сек до температуры 880 – 920 °С или в режиме при 500 °С/сек – до 980 – и 1020 °С.
Нагрев деталей при использовании ТВЧ осуществляется до более высокой температуры, но перегрева заготовки не происходит. В процессе обработки с применением ТВЧ время операции нагрева значительно сокращается, что способствует сохранению размера и структуры зерна. В ходе выполнения операции закалки ТВЧ твердость металла ( HRC) возрастает на 2-3 един. по Роквеллу.
Процесс нагрева
Заготовки из стали нагреваются в печах. При нагреве инструмента используется предварительный подогрев отдельных частей с использованием
- печей с температурой рабочей среды от 400 °С до 500 °С;
- в специальных соляных ваннах с погружением на 2-4 сек. 2-3 раза.
Обязательно должно соблюдаться условие равномерного прогрева всего изделия. Строго выдерживаться условие одновременного помещения деталей в печь с соблюдением времени нагрева деталей.
Применение защитных мер
В процессе термической обработки происходит постепенное выгорание углерода и образование налета окалины. Для предотвращения ухудшения качества металла и его защиты используются защитные газы, которые закачиваются в ходе процесса закаливания. В печь имеющую герметичную камеру, где происходит термообработка с помощью специального генератора, закачивается газ аммиак или метан.
При отсутствии герметичных печей операции обработки производятся в специальной герметичной таре, куда предварительно засыпается чугунная стружка для предотвращения выгорания углерода.
При обработке заготовок в соляных ваннах металл защищен от окисления, а для создания необходимых условий для сохранения уровня углерода содержание ванной 2-х кратно в течение суток раскисляется борной кислотой, кровяной солью или бурой. При температуре обработки в диапазоне температур 760-1000 °С в качестве раскислителя может использоваться древесный уголь.
Использование специальных охлаждающих жидкостей
В ходе проведения технологического процесса для охлаждения деталей в основном используется вода. Качество охлаждающей жидкости можно изменить, добавив соду или специальные соли, что может повлиять на процесс охлаждения заготовки.
Для сохранения процесса закалки категорически запрещается использовать содержащуюся в нем воду для посторонних операций. Вода должна быть чистой и иметь температуру от 20 до 30 °С. Запрещено использовать для закалки стали проточную воду.

Состав смесей солей и щелочей, применяемых в качестве закалочных сред
Данный способ закалки применяется только для цементированных изделий или имеющих простую форму.
Изделия, имеющие сложную форму, изготовленные из конструкционной специальной стали охлаждаются в 5% растворе каустической соды при температуре 50-60 °С. Операция закалки, проводится в помещении, оснащенном вытяжной вентиляцией. Для закалки заготовок выполненных из высоколегированной стали применяют минеральные масла, причем скорость охлаждения в масленой ванне не зависит от температуры масла. Недопустимо смешивание масла и воды, что может привести к появлению трещин на металле.
При закалке в масляной ванне необходимо выполнять ряд правил:
- Остерегаться воспламенения масла.
- При охлаждении металла в масле происходит выделение вредоносных газов (обязательно наличие вытяжной вентиляции).
- Происходит образование налета на металле.
- Масло теряет свои свойства при интенсивном использовании для охлаждения металла.
При проведении процесса закалки стали 45 необходимо соблюдать технологический процесс с соблюдением всех операций.
Отпуск стали 45
Технологический процесс отпуска стали проводится в зависимости от необходимой температуры:
- в печах с принудительной циркуляцией воздуха;
- в специальных ваннах с селитровым раствором;
- в ваннах с маслом;
- в ваннах заполненных расплавленной щелочью.
Температура для проведения процесса отпуска зависит от марки стали, а сам процесс изменяет структуру и способствует снижению напряжения металла, а твердость снижается на малую величину. После проведения всех операций заготовка подвергается техническому контролю и отправляется заказчику.
При закалке и отпуске металла в домашних условиях необходимо строго соблюдать технологию и технику безопасности проведения работ.
Улучшаемые стали — Студопедия
Улучшаемыми сталями называют среднеуглеродистые конструкционные стали (0,3—0,5 % С), подвергаемые закалке и последующему высокотемпературному отпуску. После такой термической обработки стали приобретают структуру сорбита, хорошо воспринимающую ударные нагрузки.
Углеродистые улучшаемые стали (стали 35, 40, 45 и 50) обладают небольшой прокаливаемостью (до 10 мм), поэтому механические свойства с увеличением сечения изделия понижаются. Для мелких деталей после термической обработки получаютσв = 600…700 МПа и KCU = 0,4…0,5 МДж/м2. Если от деталей требуется более высокая поверхностная твердость (шпиндели, валы, оси и т. д.), то после закалки их подвергают отпуску на твердость HRC 40—50. Для получения высокой поверхностной твердости используют закалку ТВЧ (шестерни, коленчатые валы, поршневые пальцы и т. д.).
Для получения высоких механических свойств в деталях сечением более 25—30 мм применяют легированные стали, которые обладают большей прокаливаемостью, более мелким зерном, их критическая скорость закалки меньше, следовательно, меньше закалочные напряжения, выше устойчивость против отпуска.
Отсюда их основное преимущество перед углеродистыми конструкционными сталями — лучший комплекс механических свойств: выше прочность при сохранении достаточной вязкости и пластичности, ниже порог хладноломкости.
Большинство легированных конструкционных сталей относится к перлитному классу.
При создании легированных сталей всегда учитывают стоимость легирующего элемента и его дефицитность.
Основным легирующим элементом в конструкционных сталях является хром, содержание которого обычно составляет 0,8— 1,1 %; марганца в сталях до 1,5 %; кремния 0,9—1,2 %; молибдена 0,15—0,45 %; никеля 1—4,5 %. Общая сумма легирующих элементов не превышает 3—5 %.
Все перечисленные элементы, кроме никеля, увеличивая прочность стали, понижают ее пластичность и вязкость. Никель является исключением — он оказывает особенно положительное влияние на свойства стали, увеличивая ее прочность, не понижая пластичность и вязкость. Кроме того, никель понижает порог хладноломкости. Поэтому стали, содержащие никель, особенно ценны как конструкционный материал.
Кроме названных элементов, в конструкционные стали для деталей машин вводят около 0,1 % V, Ti, Nb, Zr для измельчения зерна. Введение 0,002—0,003% В увеличивает прокаливаемость.
Улучшаемые стали можно условно разделить на несколько групп.
Широко применяют стали, легированные хромом, особенно стали марок40Х, 45Х.Для увеличения прокаливаемости в них иногда добавляют бор (сталь40ХР). Увеличение прокаливаемости (в сечении до 40 мм) достигается и добавлением в хромистыестали около 1 % Мп: 30ХГ, 40ХГ, 40ХГР и др. Для уменьшения склонности хромистых сталей к отпускной хрупкости II рода вводят 0,15—0,25 % Мо.
Хромомарганцевые стали20ХГС, 25ХГС, ЗОХГС,называемыехромансиль,легированы хромом, кремнием и марганцем, т. е. не содержат дефицитных легирующих элементов. Эти стали обладают хорошей свариваемостью и прочностью, например, сталь30ХГСпосле термической обработки имеетσв= 1650 МПа при KCU = 0,4 МДж/м2. Недостаток этих сталей — склонность к отпускной хрупкости II рода и к обезуглероживанию поверхности при нагреве.
Чем больше размер детали, сложнее ее конфигурация, выше напряжения, возникающие в ней в процессе работы, тем с большим количеством никеля применяют сталь для ееизготовления:40ХНМ, 30ХН2МФ, 38ХНЗМФи т. д.
Молибден и вольфрам вводят в состав сталей также для уменьшения склонности к отпускной хрупкости. На рис. 152 приведена диаграмма, позволяющая выбрать нужную марку стали, в зависимости от заданных прочности и размеров сечения.
 |
20 40 60 80 100 120
А, мм
Рис. 152. Диаграмма для выбора марок конструкционной стали в зависимости от заданной прочности и размеров сечения
а детали (С. М. Баранов):
1 — 30ХН3М;
2 — 30ХН3;
3 —34ХМА;
4 — 33ХСА;
5—30НЗ;
6 — 3SXA;
7 — 35СГ;
Закалка стали 45 (термообработка) – твердость
Слово «термообработка» для обывателей не ново. Все прекрасно понимают, для чего она необходима. Повышение прочности стали. Но почему так происходит? Какие процессы протекают в металле в этот момент? Большинство пожимает плечами. Если Вы хотите понять, что такое термообработка, узнать в чем разница между отжигом и отпуском, и почему закалка стали 45 производится в масле, а не в воде, то тогда эта статья для Вас.

Общие сведения о термической обработке
Термообработка – это последовательность процессов нагревания, выдержки и охлаждения, направленных на изменение сталью механических свойств.
Улучшения свойств металла происходит за счет трансформации внутренней структуры. После осуществления термической обработки сталь может находиться в 2-х состояниях: устойчивом и неустойчивом.
Устойчивое состояние характеризуется полным завершением всех протекающих процессов в стали. Неустойчивое, соответственно, наоборот, когда на сталь еще воздействуют факторы, мешающие стабилизации внутренних напряжений. Ярким примером является химическая неоднородность закаленной стали.
Повышение теплового движения молекул способствует ускорению выхода стали из неустойчивого состояния. Достигается это путем нагрева.
Для большего понимания процессов, происходящих в стали во время термообработки, введем несколько понятий о структуре металла. Под этим понимается размер внутренних зерен и их положение относительно друг друга. Каждой структуре соответствует определенная температура и определенное содержание углерода.
Основные их виды и свойства, которыми они обладают:
- Феррит – твердый раствор железа с углеродом и небольшой долей других химических элементов. Ферромагнитен. Ферритная сталь обладает высокой тепло- и электропроводимостью. Пластична. Твердость порядка 70-140 единиц по шкале Бринелля.
- Цементит – неустойчивое соединение углерода с железом. Очень тверд и хрупок (НВ 790-810). Не поддается намагничиванию.
- Перлит – фазовый раствор феррита и цементита. На его механические свойства в первую очередь оказывает влияние расстояние между фазами. Чем они ближе, тем сталь прочнее. Твердость находится в пределах 160-230 НВ, при относительном удлинении 9-12%.
- Мартенсит – перенасыщенная физико-химическая смесь углерода и железа. Значение его механических характеристик зависит от количества углерода в составе. Мартенситная сталь с концентрацией 0,2% С обладает твердостью около 35 HRC. При 0,6% твердость составляет 60 HRC.
- Аустенит – твердый раствор углерода в железе. Аустенитная сталь парамагнитна и пластична. Относительное удлинение составляет 42%.
Сам процесс термообработки включает в себя:
- Закалка.
- Отжиг.
- Нормализация.
- Отпуск.
Отжиг
Процесс отжига состоит из нагревания, выдержки и медленного охлаждения в печной среде.
Существует две его основные разновидности:
- Отжиг первого рода, при котором структура в сталях не претерпевает изменений.
- Отжиг второго рода, сопровождающийся трансформациями структурных зон.
Каждая из представленных видов термообработки имеет определенное назначение.
Отжиг первого рода выполняет следующие технологические задачи:
- Выравнивание химсостава стали. При обработке металла давлением ликвация становится причиной образования изломов и микротрещин. Для уменьшения их вероятности появления сталь нагревают до 1250 ºС и выдерживают ее при такой температуре на протяжении 8-15 ч.
- Увеличение обрабатываемости стали давлением. Термообработка проходит при 670 ºС с выдержкой 40-120 мин. Отжиг увеличивает зерна феррита, что положительно влияет на пластичность.
- Уменьшение остаточных напряжений, возникших после технологической обработки сталей: резание, сварка и прочее. Для этого сталь выдерживают при 500-620 ºС на протяжении двух часов.
Отжиг второго рода измельчает зерна стали и способствует образованию структуры феррит+перлит. Как результат, происходит увеличение механических свойств. Температура нагрева для стали 45 составляет 780-830 ºС.
Отжиг второго рода считается подготовительной термообработкой. Его проводят перед операциями резания для повышения обрабатываемости металла.
Нормализация
Это процесс нагревания стали и последующее охлаждение на воздухе, в результате которого происходит измельчение крупнозернистой структуры.
Если сравнивать с отжигом, то нормализация дает в среднем на 10% выше показатель вязкости и прочности. Причина этого кроется в охлаждении на воздухе, которое способствует разложению аустенитных фаз в нижней зоне температур. Как следствие, наблюдается увеличение перлита, что и является причиной повышения механических свойств.

Нормализация – альтернатива закалке и высокому отпуску. Конечно, на выходе механические свойства получаются ниже, но и сама нормализация менее трудоемка. К тому же, по сравнению с закалкой она вызывает меньшие тепловые деформации детали.
Отпуск
Это термообработка, которая всегда проводится на заключительном этапе. Она включает в себя нагревание закалённой стали до температурной точки трансформации перлита в аустенит и дальнейшее ее охлаждение. С его помощью механические характеристики сталей доводятся до требуемых значений.
Помимо этого, в задачу отпуска входит снятие напряжений, оставшихся после закалки.
Отпуск подразделяется на 3 типа по температуре нагрева:
- Низкий отпуск. Проводится при 230-260 ºС. Способствует упрочнению с одновременным снижением внутренней напряженности. Закаленная сталь 45 после низкого отпуска обладает твердостью 55-60 HRC.
- Средний отпуск. Температура нагревания 340-550 ºС. Позволяет достичь наиболее высокого значения упругих свойств. Из-за этого в основном применяется при изготовлении пружин. Твердость находится на уровне 45-52 HRC.
- Высокий отпуск. Выполняется при 550 ºС. Снимает внутренние напряжения после закаливания.
Механические свойства уменьшаются, но значение их при этом не меньше, чем после нормализации и отжига. Также происходит увеличение ударной вязкости. Самой оптимальной термообработкой с точки зрения соотношения вязкости и прочности считается закалить сталь, а после провести высокий отпуск.
Закалка
Представляет собой процесс нагрева до температуры на 20-40 ºС выше точки растворения феррита в аустените и последующее быстрое охлаждение в воде или масле.
Образование значительных внутренних напряжений при закалке не позволяет ей быть окончательной термообработкой. Обычно за ней следует отпуск или нормализация.
В результате нагрева сталь получает аустенитную структуру, которая, охлаждаясь, переходит в мелкоигольчатый мартенсит.
Закалка стали 45 осуществляется при 840-860 ºС.
Если сталь закалить, не достигнув значения требуемой температуры, то в результате останутся ферритные зоны, чье присутствие значительно снижает прочность металла.
Если сталь 45 закалить при температуре выше 1000 ºС, это спровоцирует увеличение зерна мартенсита, что влечет за собой ухудшение вязкости и повышение риска образования трещин.
Нагрев сталей под закалку осуществляется в электропечах периодического или непрерывного действия.
Время нагрева зависит от:
- Химсостава стали.
- Формы и габаритов деталей.
Чем больше размеры и содержание углерода, тем большее количество времени необходимо для нагрева стали.
После нагревания стали идет ее выдержка при заданной температуре. Это необходимо для выравнивания неоднородности аустенита.
При сильном перегреве сталь начинает вступать в реакцию с печными газами. Это может повести за собой процессы окисления и обезуглероживания.
Окисление – химический процесс взаимодействия кислорода с железом. Оно отрицательно сказывается на свойствах стали, является причиной снижения качества поверхности и окалин.
Обезуглероживание возникает как следствие химической реакции углерода с водородом и кислородом. Как следствие, образуя такие соединения как угарный газ и метан. Полученные газы уносят вместе с собой с поверхности стали молекулы углерода, вызывая тем самым резкое снижение прочности.
Защитой стали от окисления и обезуглероживания служит осуществление нагревания в вакууме или расплавленной соли.
В качестве закалочных сред применяется вода или масло.
Вода обладает большой скоростью охлаждения, но она резко падает при увеличении температуры. Также недостатком воды является возникновение значительных напряжений и, соответственно, коробление деталей.

Масло в этом плане охлаждает более равномерно, что уменьшает риск образования микротрещин при закалке. Среди ее недостатков стоит отметить низкую температуру воспламенения и загустение, что уменьшает ее закалочные свойства.
Разная сталь имеет разную закаливаемость, т.е. способность увеличивать прочность посредством закалки. Как правило, чем выше концентрация углерода, тем выше закалочные свойства.
Закалка ТВЧ
Если сталь закалить таким образом, то она будет лучше справляться с переменной и ударной нагрузкой. Закалка ТВЧ считается разновидностью поверхностной закалки, основная задача которой получение более прочного наружного слоя, сохраняя при этом вязкость сердцевины.
Нагрев под закалку ТВЧ осуществляют в индукционных печах, используя ток высокой частоты. Принцип данной термообработки заключается в неравномерном нагреве сечения изделия. Плотность тока на наружней части стали значительно выше в сравнении с сердцевиной. Основная часть тепла приходится на поверхность, соответственно, именно в этой зоне и происходит упрочнение.

Охлаждение осуществляется непосредственно в печи специальными распрыскивающими устройствами. После закалки обычно требуется отпуск для выравнивания тепловых напряжений.
Структура стали в результате всех этих операций получается неоднородной. Верхний закалённый слой полностью состоит из мартенсита, а нетронутая сердцевина из феррита. Прочность глубинного слоя повышается предварительным проведением нормализации.
Преимущества закалки ТВЧ:
- Повышенная производительность.
- Сталь изолирована от влияния окисления и обезуглероживания.
- Возможность регулировать толщину закаленного слоя. Чем частота токов выше, тем глубина закалки меньше.
- Автоматизация процесса.
Рейтинг: 5/5 – 3 голосов
Улучшение стали – это… Что такое Улучшение стали?
- Улучшение стали
- вид термической обработки стали, заключающийся в закалке (См. Закалка) и последующем высоком Отпуске (при 550—650 °С). В результате У. с. достигается однородная и дисперсная структура Сорбита, обеспечивающая хорошее сочетание прочности, пластичности, ударной вязкости и критической температуры перехода из вязкого состояния в хрупкое. Наибольший эффект наблюдается в том случае, если при закалке не образуются немартенситные продукты превращений Аустенита (Феррит, Бейнит). Для предотвращения развития отпускной хрупкости во многих случаях после высокого отпуска необходимо охлаждение в масле или воде. Конкретные режимы У. с. определяются требуемым уровнем её свойств и составом. Иногда У. с. применяется в качестве промежуточной обработки для формирования однородной исходной структуры перед закалкой.
Большая советская энциклопедия. — М.: Советская энциклопедия. 1969—1978.
Смотреть что такое “Улучшение стали” в других словарях:
УЛУЧШЕНИЕ СТАЛИ — двойная термическая обработка закалка на мартенсит с последующим высоким отпуском для получения однородной дисперсной структуры сорбита, обеспечивающей хорошее сочетание прочности, пластичности, ударной вязкости и критической температуры перехода … Большой Энциклопедический словарь
Улучшение стали — [quenching and tempering] вид термической обработки стали, заключающийся в закалке и последующем высоком отпуске (при 550 650 °С). В результате улучшения стали достигается однородная и дисперсная структура сорбита, обеспечивающая хорошее… … Энциклопедический словарь по металлургии
улучшение стали — двойная термическая обработка закалка на мартенсит с последующим высоким отпуском для получения однородной дисперсной структуры сорбита, обеспечивающей хорошее сочетание прочности, пластичности, ударной вязкости и критической температуры… … Энциклопедический словарь
Улучшение стали — Улучшение термообработка стали, состоящая из закалки и высокого отпуска. Стали, которые можно подвергать улучшению, называются улучшаемыми (0.3 0.6% С). Структура, получаемая в результате улучшения: сорбит … Википедия
Улучшение — термообработка стали, состоящая из закалки и высокого отпуска. Стали, которые можно подвергать улучшению, называются улучшаемыми (0.3 0.6% С). Структура, получаемая в результате улучшения: сорбит … Википедия
улучшение — Вид термической обработки стали, состоящий из закалки с последующим высокотемпературным отпуском. В результате улучшения достигается наиболее оптимальное сочетание всех механических характеристик: повышаются предел прочности и предел текучести,… … Справочник технического переводчика
Улучшение (термообработка) — Улучшение комплексная термическая обработка металлов, включающая в себя закалку и последующий высокий отпуск. Описание В результате закалки сталей чаще всего получают структуру мартенсита с некоторым количеством остаточного аустенита,… … Википедия
УЛУЧШЕНИЕ — в металлообработке термич. обработка стали, заключающаяся в закалке на мартенсит с последующим высоким отпуском(550 650 °С). В результате У. сталь приобретает структуру, обладающую достаточной прочностью, высокой пластичностью и ударной вязкостью … Большой энциклопедический политехнический словарь
Кострукционные стали — Конструкционная сталь Фазы железоуглеродистых сплавов Феррит (твердый раствор внедрения C в α железе с объемно центрированной кубической решеткой) Аустенит (твердый раствор внедрения C в γ железе с гранецентрированной кубической решеткой)… … Википедия
quenching and tempering — Смотри Улучшение стали … Энциклопедический словарь по металлургии
температура, режимы, технология, твердость стали после закалки
Для придания стали определенных эксплуатационных качеств на протяжении многих десятилетий проводится термообработка. Сегодня, как и несколько столетий назад, закалка стали предусматривает нагрев металла и его последующее охлаждение в определенной среде. Температура нагрева стали под закалку должна быть выбрана в соответствии с составом металла и механическими свойствами, которые нужно получить. Допущенные ошибки при выборе режимов закалки приведут к повышению хрупкости структуры или мягкости поверхностного слоя. Именно поэтому рассмотрим способы закалки стали, особенности применяемых технологий, а также многие другие моменты.
 Закалка стали
Закалка сталиКакой бывает закалка метала?
Для чего нужна закалка стали знали еще древние кузнецы. Правильно выбранная температура закалки стали позволяет изменять основные эксплуатационные характеристики материала, так как происходит преобразование структуры.
Закалка – термообработка стали, которая сегодня проводится для улучшения механических качеств металла. Процесс основан на перестроении атомной решетки за счет воздействия высокой температуры с последующим охлаждением.
Технология закалки стали позволяет придать недорогим сортам металла более высокие эксплуатационные качества. За счет этого снижается стоимость изготавливаемых изделий, повышается прибыльность налаженного производства.
Основные цели, которые преследуются при проведении закалки:
- Повышение твердости поверхностного слоя.
- Увеличение показателя прочности.
- Уменьшение пластичности до требуемого значения, что существенно повышает сопротивление на изгиб.
- Уменьшение веса изделий при сохранении прочности и твердости
Существуют самые различные методы закалки стали с последующим отпуском, которые существенно отличаются друг от друга. Наиболее важными режимами нагрева можно назвать:
- Температуру нагрева.
- Время, требующееся для нагрева.
- Время выдержки металла при заданной температуре.
- Скорость охлаждения.
Изменение свойств стали при закалке может проходить в зависимости от всех вышеприведенных показателей, но наиболее значимым называют температуру нагрева. От нее зависит то, как будет происходить перестроение атомной решетки. К примеру, время выдержки при закалке стали выбирается в соответствии с тем, какой прочностью и твердостью должно обладать зубчатое колесо для обеспечения длительной эксплуатации в условиях повышенного износа.

Цвета закалки стали
При рассмотрении того, какие стали подвергаются закалке стоит учитывать, что температура нагрева зависит от уровня содержания углерода и различных примесей. Единицы закалки стали представлены максимальной температурой, а также временем выдержки.
При рассмотрении данного процесса изменения основных эксплуатационных свойств следует учитывать нижеприведенные моменты:
- Закалка направлена на повышение твердости. Однако с увеличением твердости металл становится и более хрупким.
- На поверхности может образовываться слой окалины, так как потеря углерода и других примесей у поверхностных слоев больше, чем в середине. Толщина данного слоя учитывается при расчета припуска, максимальных размеров будущих деталей.
Выполняется закалка углеродистой стали с учетом того, с какой скоростью будет проходить охлаждение. При несоблюдении разработанных технологий может возникнуть ситуация, когда перестроенная атомная решетка перейдет в промежуточное состояние. Это существенно ухудшит основные качества материала. К примеру, охлаждение со слишком большой скоростью становится причиной образования трещин и различных дефектов, которые не позволяют использовать заготовку в дальнейшем.
Процесс закалки сталей предусматривает применение камерных печей, которые могут нагревать среду до температуры 800 градусов Цельсия и поддерживать ее на протяжении длительного периода. Это позволяет продлить время закалки стали и повысить качество получаемых заготовок. Некоторые стали под закалку пригодны только при условии нагрева среды до температуры 1300 градусов Цельсия, для чего проводится установка иных печей.
Отдельная технология разрабатывается для случая, когда заготовка имеет тонкие стены и грани. Представлена она поэтапным нагревом.
Полную закалку используют обычно для сталей и деталей, которые не подвержены растрескиванию или короблению.
Зачастую технология поэтапного нагрева предусматривает достижение температуры 500 градусов Цельсия на первом этапе, после чего выдерживается определенный промежуток времени для обеспечения равномерности нагрева и проводится повышение температуры до критического значения. Холодная закалка стали не приводит к перестроению всей атомной сетки, что определяет только несущественное увеличение эксплуатационных характеристик.
Как ранее было отмечено, есть различные виды закалки стали, но всегда нужно обеспечить равномерность нагрева. В ином случае перестроение атомной решетки будет проходить так, что могут появиться серьезные дефекты.
Методы предотвращения образования окалины и критического снижения концентрации углерода
Назначение закалки стали проводится с учетом того, какими качествами должна обладать деталь. Процесс перестроения атомной сетки связан с большими рисками появления различных дефектов, что учитывается на этапе разработки технологического процесса.
Даже наиболее распространенные методы, к примеру, закалка стали в воде, характерно появления окалины или существенного повышения хрупкости структуры при снижении концентрации углерода. В некоторых случаях закалка стали проводится уже после финишной обработки, что не позволяет устранить даже мелкие дефекты. Именно поэтому были разработаны технологии, которые снижают вероятность появления окалины или трещин. Примером можно назвать технологию, когда закалка стали проходит в среде защитного газа. Однако сложные способы закалки стали существенно повышают стоимость проведения процедуры, так как газовая среда достигается при установке печей с высокой степенью герметичности.
Более простая технология, при которой проводится закалка углеродистой стали, предусматривает применение чугунной стружки или отработанного карбюризатора. В данном случае сталь под закалку помещают в емкость, заполненную рассматриваемыми материалами, после чего только проводится нагрев. Температура закалки несущественно корректируется с учетом созданной оболочки из стружки. Технология предусматривает обмазывание емкости снаружи глиной для того, чтобы избежать попадание кислорода, из-за чего начинается процесс окислений.

Температура нагрева стали при термообработке
Как ранее было отмечено, термообработка предусматривает и охлаждение сталей, для чего может использоваться не только водяная, но, к примеру, и соляная ванная. При использовании кислот в качестве охлаждающей жидкости одним из требований является периодическое раскисление сталей. Данный процесс позволяет исключить вероятность снижения показателя концентрации углерода в поверхностном слое. Чтобы провести процесс раскисления используется борная кислота или древесный уголь. Также не стоит забывать о том, что процесс раскисления сталей приводит к появлению пламя на заготовки во время ее опускания в ванную. Поэтому при закалке, закалкой сталей с применением соляных ванн следует соблюдать разработанную технику безопасности.
Рассматривая данные методы термической обработки с последующим охлаждением следует отметить, что они существенно повышают себестоимость заготовки. Однако сегодня охлаждение в воде или закалка при заполнении камеры кислородом не позволяют повысить показатели свойств стали без появления дефектов.

Закалка стали — технологический процесс
Процедура охлаждения
Рассматривая все виды закалки стали стоит учитывать, что не только температура нагрева оказывает сильное воздействие на структуру, но и время выдержки, а также процедура охлаждения. На протяжении многих лет для охлаждения сталей использовали обычную воду, в составе которой нет большого количества примесей. Стоит учитывать, что примеси в воде не позволяют провести полную закалку с соблюдением скорости охлаждения. Оптимальной температурой воды, используемой для охлаждения закалённой детали, считают показатель 30 градусов Цельсия. Однако стоит учитывать, что жидкость подвергается нагреву при опускании раскаленных заготовок. Холодная проточная вода не может использоваться при охлаждении.
Обычно используют воду при охлаждении для получения не ответственных деталей. Это связано с тем, что изменение атомной сетки в данном случае обычно приводят к короблению и появлению трещин. Закаливание с последующим охлаждением в воде проводят в нижеприведенных случаях:
- При цементировании металла.
- При поверхностной закалке.
- При простой форме заготовки.
Детали после финишной обработки подобным образом не охлаждаются.
Для придания нужной твердости заготовкам сложной формы используют охлаждающую жидкость, состоящую из каустической соды, нагреваемой до температуры 60 градусов Цельсия. Стоит учитывать, что закаленное железо при использовании данной охлаждающей жидкости приобретает более светлый оттенок. Специалисты уделяют внимание важности соблюдения техники безопасности, так как могут выделяться токсичные вещества при нагреве рассматриваемых веществ.

Процесс закалки стали
Тонкостенные детали также подвергаются термической обработке. Закалочное воздействие с последующим неправильным охлаждением приведет к тому, что концентрация углерода снизиться до критических значений. Выходом из сложившейся ситуации становится использование минеральных масел в качестве охлаждающей среды. Используют их по причине того, что масло способствует равномерному охлаждению. Однако попадание воды в состав масла становится причиной появления трещин. Поэтому заготовки должны подвергаться охлаждению при использовании масла с соблюдением мер безопасности.
Рассматривая назначение минеральных масел в качестве охлаждающей жидкости следует учитывать и некоторые недостатки этого метода:
- Соблюдая режимы нагрева можно создать ситуацию, когда раскаленная заготовка контактирует с маслом, что приводит к выделению вредных веществ.
- В определенном интервале воздействия высокой температуры масло может загореться.
- Подобный метод охлаждения позволяет выдержать требуемую твердость, измеряемую в определенных единицах, а также избежать появления трещин в структуре, но на поверхности остается налет, удаление которого также создает весьма большое количество проблем.
- Само масло со временем теряет свои свойства, а его стоимость довольно велика.
Какие именно жидкости используют для охлаждения стали?
Вышеприведенная информация определяет то, что жидкость и режим охлаждения выбираются в зависимости от формы, размеров заготовки, а также того, насколько качественной должна быть поверхность после закалки. Комбинированным методом охлаждения называется процесс применения нескольких охлаждающих жидкостей. Примером можно назвать закалку детали сложной формы, когда сначала охлаждение проходит в воде, а потом масляной ванне. В этом случае учитывается то, до какой температуры на каком этапе охлаждается металл.
Криогенная обработка стали, часть 2 – Вязкость и прочность
Спасибо Гатору, Расселу Додду и Мэтту де Клерку за то, что они стали сторонниками Knife Steel Nerds Patreon!
Введение
Часть 1 серии «Криогенная обработка» посвящена превращению остаточного аустенита в мартенсит и происходящему увеличению твердости. Это наименее спорный аспект криогенной обработки стали. Двумя другими основными свойствами стали, на которые влияет криообработка, являются ударная вязкость и износостойкость.Оба эти свойства трудно определить, поскольку они очень изменчивы. Инструментальные стали известны своей относительно низкой вязкостью, что означает, что мы часто сравниваем небольшие числа.
Объезд – закалка
Одна важная взаимосвязь, которую следует иметь в виду при исследованиях при отрицательных температурах и крио, – это превращение остаточного аустенита при отпуске. При достаточно высоких температурах отпуска весь / большая часть остаточного аустенита преобразуется без какой-либо холодной обработки.Это зависит от содержания сплава, так как низколегированный 52100 потеряет остаточный аустенит с состоянием 500-600 ° F, в то время как высоколегированной стали требуется более 900 ° F. Подробнее читайте в статье о закалке. В случае высоколегированных сталей потеря остаточного аустенита также совпадает с «вторичной закалкой», которая представляет собой высокотемпературную отпускную обработку, повышающую твердость [1]:
Выше представлена диаграмма отпуска стали Калди (0,7C-5,0Cr-2,3Mo), которая показывает как твердость в зависимости от температуры закалки, так и остаточный аустенит.Вы можете видеть, что при низких температурах отпуска (<400 ° C) остаточный аустенит в основном постоянен. Вы также можете видеть, что твердость уменьшается с повышением температуры отпуска примерно до 350 ° C, а затем она увеличивается до пика примерно при 520 ° C (950 ° F). Поэтому отпуск в области вторичного упрочнения при температуре выше 400 ° C может привести как к высокой твердости, так и к удалению остаточного аустенита.
Низкая температура или криообработка перед отпуском также смещает кривую твердости при отпуске в сторону более низких температур при использовании диапазона вторичного твердения при отпуске [2]:
Это означает, что, как правило, требуется более низкая температура отпуска для достижения того же уровня твердости при вторичной закалке.Использование той же температуры отпуска, что и без отрицательной обработки, приведет к большей степени отпуска. Более закаливание может быть хорошим или плохим в зависимости от ситуации. Чрезмерный отпуск может привести к огрублению отпускаемых карбидов, что может снизить ударную вязкость. Однако, если отпуск был недостаточным без отрицательного значения, использование отрицательной обработки может повысить ударную вязкость из-за смещения диапазона «оптимальной вязкости».
Прочность
В более ранней статье, где мы тестировали влияние термической обработки на ударную вязкость Z-Wear, мы обнаружили, что ударная вязкость Z-Wear не изменялась криогенным воздействием, но что твердость была улучшена.Это означает, что баланс твердости и вязкости улучшился, хотя сама вязкость не изменилась. Это было несколько удивительно для меня, и я написал следующее: «Из-за огромного количества исследований, показывающих, что крио имеет тенденцию к несколько более низкой жесткости, это означает, что мы, вероятно, не можем принимать этот результат как жесткое правило. Возможно, остаточный аустенит в не криогенной версии Z-Wear не обладал нужным уровнем стабильности для повышения ударной вязкости, или его было слишком мало, чтобы иметь большое значение.”
Я думал об этом заявлении и хотел убедиться, что это правда. В рекламе компаний, занимающихся криогенной обработкой, часто утверждается, что увеличение прочности возможно. Я нашел обзор криообработки стали, в котором собраны 10 исследований по ударной вязкости, и добавил еще 11, которые я нашел [3-23]. Я сгруппировал исследования по трем категориям: 1) Повышенная ударная вязкость после криообработки, 2) Пониженная ударная вязкость после криообработки и 3) Отсутствие изменений прочности после криообработки.Я обнаружил, что 3 показали улучшение вязкости, 12 показали снижение вязкости, а 6 не показали изменения вязкости.
Повышение прочности
Ванадис 6
Я изучил три исследования, которые показали улучшение прочности при использовании крио. Одно исследование Vanadis 6 [16] обнаружило снижение твердости после крио (вероятно, из-за сдвига твердости при вторичном упрочнении, описанном выше), и после того, как была нанесена зависимость вязкости от твердости, стало ясно, что после криогенного воздействия не было изменений прочности:
Как быстро нужно гасить? Прокаливаемость стали
Спасибо Ричарду Паттерсону, Патрику Гиньо, Аарону Ли и Дэвиду Ричардсону за то, что они стали сторонниками Knife Steel Nerds Patreon!
Прокаливаемость
Скорость закалки стали определяется ее способностью к закалке. Прокаливаемость – это не показатель того, насколько твердой может стать сталь. Вместо этого это показатель того, насколько быстро вы должны закалить, чтобы достичь максимальной твердости для данного состава. Следовательно, сталь с 0.2% углерода может иметь высокую закаливаемость без достижения особенно высокой твердости; стали можно дать остыть на воздухе и достичь более или менее такой же твердости, как при закалке в воде. С другой стороны, сталь с очень высоким содержанием углерода, которая может достигать очень высокой твердости, может иметь низкую закаливаемость, что требует закалки в воде для достижения ее потенциальной твердости.
Для достижения максимальной твердости сталь должна образовывать полный мартенсит. При высокой температуре сталь находится в фазе «аустенита», а при быстрой закалке превращается в мартенсит.Вы можете прочитать об образовании аустенита в этой статье, а об образовании мартенсита и о том, почему это так сложно, в этой статье. Когда сталь не закаливается быстро, вместо нее образуются карбиды, перлит или феррит, которые снижают твердость, а не превращаются в полную твердость. Теперь я опишу, что происходит во время трансформации этих фаз.
Эвтектоид
Низкоуглеродистые стали называются «доэвтектоидными», высокоуглеродистые стали – «заэвтектоидными», и в идеальной точке между ними, где-то около 0.77% углерода, сталь «эвтектоидная». Это важно для прокаливаемости, поскольку от него зависит, какие фазы образуются при медленном охлаждении из аустенита. При низкой температуре мы имеем обычную низкотемпературную фазу стали, называемую ферритом, которая при высокой температуре превращается в аустенит. В низкоуглеродистой доэвтектоидной стали есть область, где присутствуют как феррит, так и аустенит. В высокоуглеродистых заэвтектоидных сталях есть область, где присутствуют как аустенит, так и карбиды. Вы можете видеть это на фазовых диаграммах ниже:
При медленном охлаждении эвтектоидная сталь охлаждается непосредственно от аустенитной фазы до «феррит + цементит».«Поэтому феррит и карбид должны образовываться одновременно. Это приводит к фазе, называемой перлит, которая представляет собой чередующиеся полосы феррита и цементита. Я кратко писал о перлите в этой статье о 52100. Цементит – это карбид железа, который представляет собой фазу с высокой твердостью, которая способствует износостойкости.
Перлит образуется по границам зерен аустенита. Границы зерен – это области высоких энергий, которые являются предпочтительными для зарождения новых фаз. Поэтому при образовании перлита высока вероятность его роста от границ зерен:
.Влияние закалки и закалки на свойства стали AISI 52100
Механические свойства стали определяют ее применимость в определенных условиях. Процессы термообработки обычно используются для улучшения требуемых свойств стали. Настоящая работа направлена на экспериментальное исследование влияния закалки и закалки на сталь AISI 52100. После процесса термообработки проводятся различные испытания, такие как анализ микроструктуры, испытание на твердость, испытание на удар и испытание на износ.Было обнаружено, что отожженная сталь была наименее твердой и более подверженной износу, тогда как закаленная сталь была самой твердой и наименее подверженной износу. Закаленная сталь имеет наивысшую ударную вязкость, и она увеличивается со временем выдержки до определенного уровня. Наименьшая скорость износа наблюдается в закаленном образце как при истирании, так и при сухом скольжении. Однако наименьший коэффициент трения демонстрируют отожженные образцы.
1. Введение
Знание материалов и их свойств имеет большое значение для технолога.Элементы машины должны быть изготовлены из материала, обладающего свойствами, соответствующими условиям эксплуатации. Например, AISI 52100 – это высокоуглеродистая легированная сталь, которая обеспечивает высокую степень твердости, прочность на сжатие и сопротивление истиранию, используемую в шариковых и роликовых подшипниках, прядильных инструментах, пуансонах и штампах. В таких случаях для достижения требуемых свойств обычно используются методы термической обработки.
Мартенситный отпуск – это обычный процесс термообработки, при котором материал закаливается до промежуточной температуры, чуть выше начальной температуры мартенсита (), а затем охлаждается воздух в диапазоне мартенситного превращения до комнатной температуры [1–4].Важно охлаждать на воздухе во всем диапазоне превращения, поскольку быстрое охлаждение в этом диапазоне требуется для создания остаточных напряжений, подобных тем, которые возникают при прямой закалке, и сводит на нет любые преимущества процесса [5]. Модифицированная закалка (MM) представляет собой аналогичную технологию, в которой температура промежуточной закалки ниже, но выше температуры конечной обработки мартенсита () [3, 4]. Отпуск сталей с закалкой или модифицированной закалкой до желаемой твердости и предела прочности на растяжение выполняется так же, как и при закалке и отпуске с лучшей ударопрочностью.Обычно закаленные стали включают AISI 1090, 4140, 4340, 6050 и SAE 52100 [3].
Аустенитная закалка – это метод закалки стали путем закалки от температуры аустенитизации в теплоотводящую среду (обычно расплавленную соль), которая поддерживается на заданном уровне температуры между
.Свариваемость броневой стали высокой твердости
[1] Кузьмикова Л., Исследование свариваемости высокотвердой броневой стали, Вуллонгонг, Австралия, стр. 17-234 (2013).
[2] Магудесваран, Г.В. Баласубраманян и Г. Мадхусудхан Редди, Влияние процесса сварки и расходных материалов на многоцикловую усталостную долговечность высокопрочных закаленных и отпущенных стальных соединений. Материал и дизайн 29 (2008) 1821-1827.
DOI: 10.1016 / j.matdes.2008.03.006
[3] Магудесваран, Г.В. Баласубраманян и Г. Мадхусудхан Редди, Влияние материалов для сварочного процесса на характер роста усталостных трещин в соединениях из закаленной и отпущенной стали марки брони. Defense Technology 10 (2014) 47-59.
DOI: 10.1016 / j.dt.2014.01.005
[4] Магудесваран, Г.В. Баласубраманян и Г. Мадхусудхан Редди, Влияние сварочных материалов на растяжение и ударные свойства соединений из высокопрочной закаленной и отпущенной стали. Международный журнал исследований чугуна и стали, 2008 г. 15 (6) 87-94.
DOI: 10.1016 / s1006-706x (08) 60273-3
[5] Кузьмикова Л., Норриш Дж., Ли Х. и Каллаган М., Исследования по установлению систематического подхода к разработке безопасных процедур сварки с использованием аустенитного присадочного материала для изготовления высокопрочной стали, 16-я Международная конференция по соединению материалов, 2011 г., страницы 1-13 .
[6] Алькемаде, С.Дж., Склонность к растрескиванию сварных швов высокопрочной броневой стали, 1996. Организация по оборонной науке и технологиям с.24.
[7] Бейли, Н., и другие. Сварка сталей Без водородного растрескивания. 2-е изд. 1993 Кембридж: Woodhead Publishing Limited.
[8] Бернетич Дж., Косец Б., Kosec G., Nagode A., Gojic M., Sokovic M, Burzic Z., Protac 500-A новое поколение армированной стали, Etikum 2015, Нови-Сад.
.