Твердость после закалки стали 40х: Термическая обработка, закалка сталь 45, сталь 40Х.
alexxlab | 13.07.2021 | 0 | Разное
Термическая обработка, закалка сталь 45, сталь 40Х.
В этой статье вы узнаете и сможете, ознакомится с характеристиками стали 45, 40Х. Узнать какая твердость данных марок стали. Узнать предел текучести стали 45 и стали 40Х. Так же ознакомится с гостами на сталь 45 и гост стали 40Х. Предлагаем, ознакомится с понятием термообработка стали, режимы термообработки, виды термообработки стали 45, и стали 40Х.
Так же ознакомитесь что такое закалка стали, виды закалки стали.
Данная статья предполагает глубокое самостоятельное изучение всех процессов
связанных с закалкой, термообработкой различных марок стали. Мы постарались
собрать в виде ПДФ документов интересные статьи различных авторов, курсы
лекций по металлообработке, закалке, термообработке различных марок стали, а
так же стали 45 и 40Х которые Вы можете приобрести в компании Метпромснаб.
Предлагаем, ознакомится с обучающими видео материалами по закалке стали,
термообработке стали.
Надеемся, что данный материал будет интересен и полезный как людям давно занимающимися металлопрокатом, так и людям работающими с термообработкой металлопроката или заинтересованным в изучении данного материала. Данная статья так же будет интересна студентам обучающихся по дисциплине металловедение.
Начнем знакомство: сталь 40Х.
В прикрепленных файлах Вы можете, ознакомится с характеристиками стали 40Х, химический состав сталь 40Х, как производится термообработка сталь 40Х, как расшифровывается сталь 40Х, технологические свойства стали 40Х, какими сталями можно заменить сталь 40Х, как производится закалка стали 40Х и на что обратить внимание.
Приятного Вам изучения материала.
Также рекомендуем прочесть статью о влиянии термической обработки на
структуру стали 40Х. “В статье рассмотрено влияние предварительной термической обработки стали 40Х на структуру и свойства поверхности, упрочненной деформирующим резанием. Заготовки из стали 40Х в исходном состоянии после нормализации, закалки с низким отпуском и высоким отпуском были закалены деформирующим резанием. В результате получены образцы с различной структурой и твердостью поверхностного слоя. Выявлены структурные особенности, проведён сравнительный анализ и установлена зависимость твердости и структуры упрочненного слоя и переходной зоны от вида предварительной термической обработки. Сделан вывод о целесообразности использовании нормализованных заготовок из стали 40Х под закалку методом деформирующего резания.”
“В статье рассмотрено влияние предварительной термической обработки стали 40Х на структуру и свойства поверхности, упрочненной деформирующим резанием. Заготовки из стали 40Х в исходном состоянии после нормализации, закалки с низким отпуском и высоким отпуском были закалены деформирующим резанием. В результате получены образцы с различной структурой и твердостью поверхностного слоя. Выявлены структурные особенности, проведён сравнительный анализ и установлена зависимость твердости и структуры упрочненного слоя и переходной зоны от вида предварительной термической обработки. Сделан вывод о целесообразности использовании нормализованных заготовок из стали 40Х под закалку методом деформирующего резания.”
Предлагаем посмотреть обучающее видео о “Термическая обработка металлов”.
Продолжим знакомство: сталь 45.

В прикрепленных файлах Вы можете, ознакомится с характеристиками стали 45, химический состав сталь 45, как производится термообработка сталь 45, как расшифровывается сталь 45, технологические свойства стали 45, какими сталями можно заменить сталь 45, как производится закалка стали 45 и на что обратить внимание.
Приятного Вам изучения материала.
Предлагаем посмотреть лекцию о термической обработки стали.
40Х :: Металлические материалы: классификация и свойства
Сталь 40Х ГОСТ 4543-71
Группа стали – хромистая
Массовая доля элементов, % | ||||||||
Углерод | Кремний | Марганец | Хром | Никель | Молибден | Алюминий | Титан | Ванадий |
0,36-0,44 | 0,17-0,37 | 0,50-0,80 | 0,80-1,10 | – | – | – | – | – |
Ac1 | Ac3(Acm) | Ac3(Arcm) | Ar1 | Mн |
743 | 815 | 730 | 693 | 325 |
Число твердости, НВ, не более | |
Отожженный или высокоотпущенный прокат | 217 |
Нагартованный прокат | 269 |
Термообработка | Передел текучести σт, Н/мм2 (кгс/мм2) не менее | Временное сопротивление σв, Н/мм2 (кгс/мм2) | Относительное удлинение δ5,% | Относительное сужение ψ, % | Ударная вязкость KCU, Дж/см2 (кгс·м/см2) | Размер сечения заготовок для термической обработки (диаметр круга или сторона квадрата), мм | |||||
Закалка | Отпуск | ||||||||||
Температура, оС | Среда охлаждения | Температура, оС | Среда охлаждения | ||||||||
1-й закалки или нормализации | 2-й закалки | ||||||||||
не менее | |||||||||||
860 | – | Масло | 500 | Вода или масло | 785(80) | 980(100) | 10 | 45 | 59(6) | 25 | |
Температура отпуска, ºС | Предел текучести ,σ0,2 МПа | Временное сопротивление σв, МПа | Относительное удлинение δ5 | Относительное сужение ψ | KCU, Дж/см2 | НВ |
% | ||||||
300 400 500 600 | 1560 1390 1180 910 720 | 1760 1610 1320 1150 860 | 8 8 9 11 14 | 35 35 40 49 60 | 29 20 49 69 147 | 552 498 417 326 265 |
Температура испытания, ºС | Предел текучести ,σ0,2 МПа | Временное сопротивление σв, МПа | Относительное удлинение δ5 | Относительное сужение ψ | KCU, Дж/см2 |
% | |||||
Закалка 830 ºС,
масло. | |||||
200 300 400 500 | 700 680 610 430 | 880 870 690 490 | 15 17 18 21 | 42 58 68 80 | 118 – 98 78 |
Образец диаметром 10 мм и
длиной 50 мм, кованый и отожженый. Скорость деформирования 5 мм/мин. | |||||
700 800 900 1000 1100 1200 | 140 54 41 24 11 11 | 175 98 69 43 26 24 | 33 59 65 68 68 70 | 78 98 100 100 100 100 | – – – – – – |
 Отпуск 550 ºС
Отпуск 550 ºС Скорость
деформации 0,002 1/с
Скорость
деформации 0,002 1/сСечение, мм | Предел текучести, σ0,2 | Временное сопротивление σв, | Относительное удлинение δ5 | Относительное сужение ψ | KCU, Дж/см2 | HB |
МПа | % | |||||
не менее | ||||||
Закалка 840-860 ºС,
вода, масло. | ||||||
101-200 201-300 301-500 | 490 440 345 | 655 635 590 | 15 14 14 | 45 40 38 | 59 54 49 | 212-248 197-235 174-217 |
 Отпуск 580-650 ºС, вода, воздух
Отпуск 580-650 ºС, вода, воздухПредел выносливости | Состояние стали | ||
σ-1, МПа | τ-1, МПа | n | |
363 470 509 333 372 | – – – 240 – | 106 106 – 5·105 – | σв=690
МПа. σв=940 МПа. σ0,2=870 МПа, σв=960 МПа σв=690 МПа Закалка 860 ºС, мало, отпуск 580 ºС |
Температура, ºС | Термообработка | |||
20 | -25 | -40 | -70 | |
Ударная вязкость KCU, Дж/см2 | ||||
160 91 | 148 82 | 107 – | 85 54 | Закалка
850 ºС, масло. Закалка 850 ºС, масло. Отпуск 580 ºС |
 Отпуск 650 ºС
Отпуск 650 ºСРасстояние от торца, мм | Примечание | ||||||||||
1,5 | 4,5 | 6 | 7,5 | 10,5 | 13,5 | 16,5 | 19,5 | 24 | 30 | Закалка 850 ºС | |
Прокаливаемость | |||||||||||
50,5-60,5 | 48-59 | 45-57,5 | 39,5-57 | 35-53,5 | 31,5-50,5 | 28,5-46 | 27-42,5 | 24,5-39,5 | 22-37,5 | Твердость для полос прокаливаемости, HRCЭ | |
Термообработка | Количество мартенсита, % | Критическая твердость HRCЭ | Критический диаметр, мм | |
в воде | в масле | |||
Закалка | 50 90 | 43-46 49-53 | 38-76 23-58 | 16-48 6-35 |
Заменитель
– стали: 45Х, 38ХА, 40ХН, 40ХС, 40ХФ, 40ХР.
Температура ковки, ºС:
начала 1250,
конца 800.
Заготовки сечением до 350 мм охлаждаются на воздухе.
Свариваемость – трудно свариваемая; способы сварки: РДС, ЭШС. Необходимы подогрев и последующая термообработка. КТС – необходима последующая термообработка.
Обрабатываемость резанием – в горячекатаном состоянии при HB 163-168, σв=610 МПа, КV т.в. спл =0,95, КV б. ст =0,95.
Флокеночувствительность – чувствительна.
Склонность к отпускной хрупкости – склонна.
Назначение: оси, валы, вал-шестерни, плунжеры, штоки, коленчатые и кулачковые валы, кольца, шпиндели, оправки, рейки, зубчатые венцы, болты, полуоси, втулки и другие улучшаемые детали повышенной прочности.
Полосы прокаливаемостиПо требованию потребителя, указанному в заказе, пачки, концы или торцы горячекатаных и кованых прутков, а по согласованию изготовителя с потребителем и калиброванных прутков из стали всех марок в зависимости от группы должны маркироваться краской в соответствии с таблицей
Группа стали | Цвет маркировки |
Хромистая | Зеленый + желтый |
Сортамент:
горячекатаная квадратная – ГОСТ 2591-88,
горячекатаная квадратная – ГОСТ 2590-88,
горячекатаная шестигранная – ГОСТ 2879-88,
горячекатаная полосовая – ГОСТ 103-76,
кованая круглая и квадратная – ГОСТ 1133-71,
калиброванная круглая – ГОСТ 7417-75,
калиброванная квадратная – ГОСТ 8559-75,
калиброванная шестигранная – ГОСТ 8560-78,
серебрянка – ГОСТ 14955-77
Металловедение и программирование – Разработка технологического процесса изготовления медицинского скальпеля
1. Выбор
материала
Выбор
материала
Скальпели предназначены для рассечения мягких биологических тканей при хирургических вмешательствах.
В зависимости от назначения инструмент изготавливается:
– скальпель многоразовый;
– скальпель одноразовый стерильный;
– съемное лезвие для скальпеля;
– съемное лезвие для скальпеля одноразовое стерильное;
Для изготовления скальпелей и съемных лезвий применяется сталь нержавеющая марок 40Х13 ГОСТ 5582, 95Х18 ГОСТ 5949.
Выбранная для изготовления скальпеля сталь должна быть коррозиостойкой и позволять не только производить первоначальную острую заточку, но и длительно сохранять ее при пользовании.
Рассмотрим технологию изготовления скальпелей из стали 40Х13.
Химический
состав и механические свойства данной стали приведены в таблицах 1 и 2.
Таблица 1 Химический состав стали 40Х13
|
C |
Cr |
Fe |
Mn |
P |
S |
Si |
|
0,36-0,45 |
12-14,0 |
Осн. |
≤0,8 |
≤0,030 |
≤0,025 |
≤0,8 |
Таблица 2 Нормированные механические свойства при 20 °С
|
ГОСТ |
Вид продукции |
Режим термической обработки |
Сталь |
σв, Н/мм² |
δ5, % |
HRC |
НВ |
|
не менее |
|||||||
|
ГОСТ 5582-75 |
Лист тонкий |
Отжиг или отпуск при 740-800 °С |
40Х13 |
550 |
15 |
– |
– |
|
ГОСТ 5949-75 |
Сорт Ø, ¤ до 200 мм Калиброванная сталь |
Отжиг или отпуск |
40Х13 |
– |
– |
– |
229-143 |
|
Закалка: с 950-1050°С; отпуск при 200-300°С, охлаждение на воздухе или в масле |
40Х13 |
– |
– |
50 |
– |
||
Содержание
хрома в количестве 12-14% обеспечивает необходимую коррозиостойкость стали.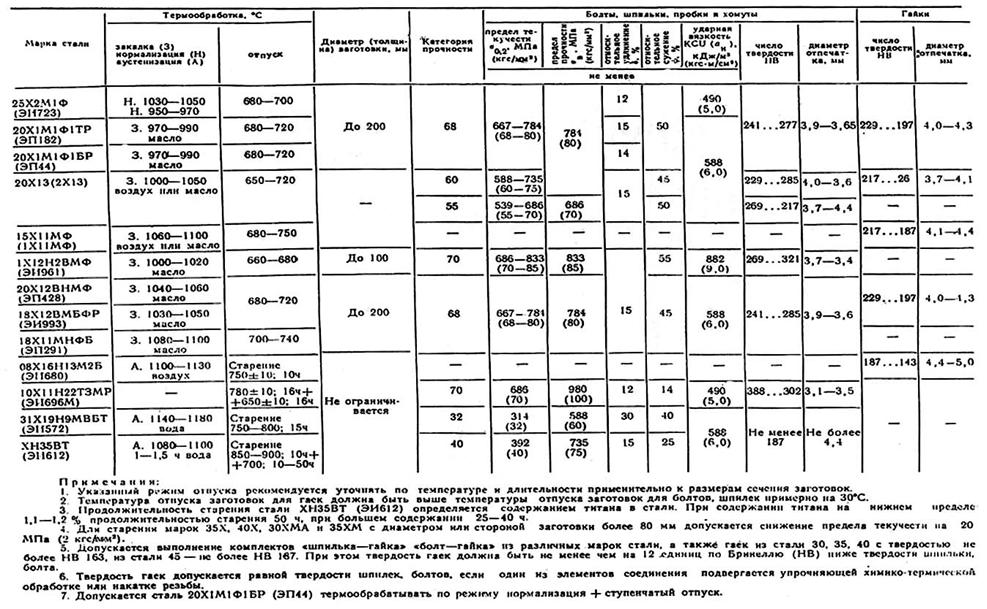 Благодаря высокому содержанию углерода стали имеют мартенситную структуру с
наличием карбидов и остаточного аустенита, что обеспечивает необходимую
твердость и износостойкость. Мартенситные стали обладают хорошей коррозионной
стойкостью в атмосферных условиях, в слабоагрессивных средах (в слабых
растворах солей, кислот) и имеют высокие механические свойства.
Благодаря высокому содержанию углерода стали имеют мартенситную структуру с
наличием карбидов и остаточного аустенита, что обеспечивает необходимую
твердость и износостойкость. Мартенситные стали обладают хорошей коррозионной
стойкостью в атмосферных условиях, в слабоагрессивных средах (в слабых
растворах солей, кислот) и имеют высокие механические свойства.
2. Термообработка
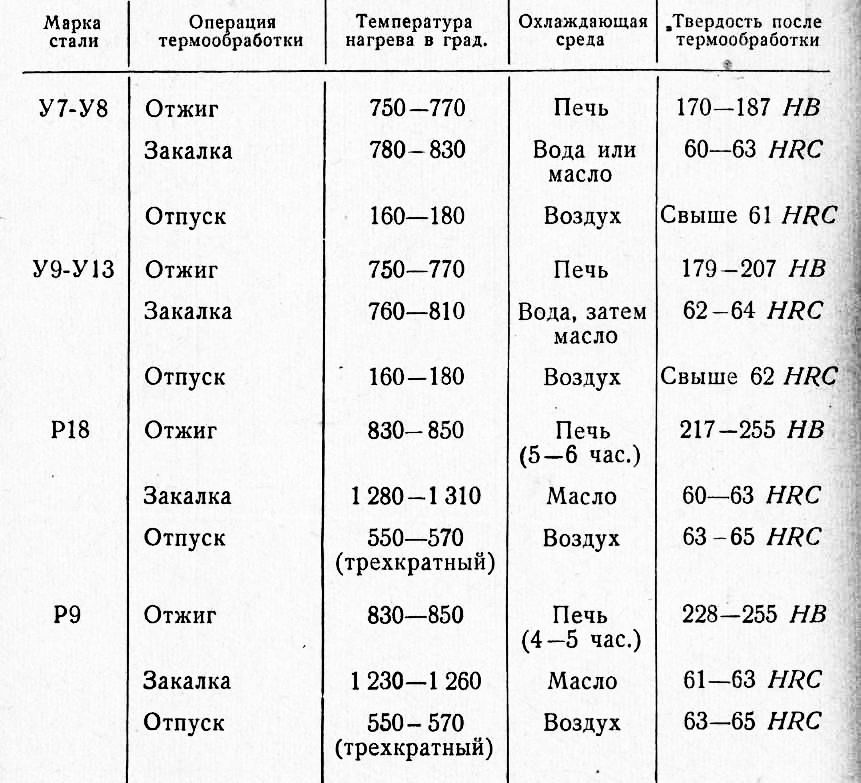
Эти стали
применяют после закалки и отпуска на заданную твердость. Благодаря малой
критической скорости закалки стали 40X13 закаливаются на мартенсит при
охлаждении на воздухе (рис. 1). Закалку изделий из этих сталей проводят от температур
950—1020°С, так как только выше этих температур происходит полное растворение в
аустените карбидов Сr23С6. После закалки стали отпускают
на требуемую твердость. Так, после закалки сталь 40Х13 имеет твердость HRC
56-58, после отпуска при 200—300 °С HRC 50, а после отпуска при 600 °С HRC 32-34. В интервале 480-520 °С наблюдается существенное снижение пластичности и ударной
вязкости сталей из-за развития отпускной хрупкости.
В интервале 480-520 °С наблюдается существенное снижение пластичности и ударной
вязкости сталей из-за развития отпускной хрупкости.
Рис. 1 Диаграмма изотермического распада переохлажденного аустенита стали 40Х13. 1 – закалка в масле, 2 – охлаждение на воздухе, 3- охлаждение в печи
После закалки стали имеют высокую коррозионную стойкость. Отпуск при 200—400 °С проводят для снятия внутренних напряжений; он не оказывает влияния на коррозионную стойкость. При отпуске выше 500 °С происходит распад мартенсита на феррито-карбидную смесь и выделение карбидов типа Ме23С6, структура стали становится гетерогенной, ферритная матрица обедняется хромом, коррозионная стойкость резко снижается. Отпуск при более высоких температурах повышает коррозионную стойкость.
Термообратка
скальпеля из стали 40Х13 проводится путем закалки при температуре 950—1020°С с
охлаждением на воздухе и низкого отпуска при 200 °С, что дает возможность
сохранить Мартенситную структуру.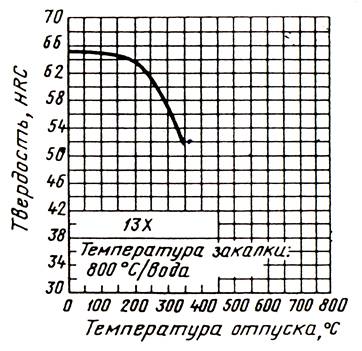
Литература:
– ГОСТ 30208-94 (ИСО 7153-1-88)/ГОСТ Р 50328.1-92 (ИСО 7153-1-88) Инструменты хирургические. Металлические материалы. Часть 1. Нержавеющая сталь.
– Специальные стали. Учебник для вузов. Гольдштейи М. И., Грачев С. В., Векслер Ю. Г. М.: Металлургия, 1985. 408 с.
Закалка стали 40Х твердость, режимы, время, температура, технология
При сильном нагреве фактически все материалы меняют собственные физические характеристики. В большинстве случаев нагрев проходит целенаправленно, так как таким образом можно сделать лучше некоторые рабочие качества, например, твердость. Термообработка на протяжении долгого времени применяется для увеличения твердости поверхности стали. Исполнять закалку следует учитывая специфики металла, так как технология увеличения твердости поверхности создается на основании состава материала. В большинстве случаев провести закалку можно дома, но необходимо учесть, что сталь относиться к труднообрабатываемым материалам и чтобы придать пластичности необходимо проводить крепкий нагрев до больших температур с помощью конкретного оборудования. В этом случае рассмотрим характерности нагрева стали 40Х для увеличения пластичности и проведения закалки или отпуска.
В этом случае рассмотрим характерности нагрева стали 40Х для увеличения пластичности и проведения закалки или отпуска.
Как раньше было отмечено, для правильного проведения закалки и отпуска стали необходимо учесть ее состав и остальные особенности. Подобрать правильно режимы термообработки можно с учетом следующей информации:
- Рассматриваемая сталь относится к конструкционной легированной группе. Легированная группа отличается содержанием немалого количества примесей, которые формируют изменение рабочих качеств, в том числе твердости.
- Применяется в промышленности при разработке валов, осей, штоков, оправок, планок, болтов, втулок, шестерней и остальных деталей.
- Критерий твердости до проведения термообработки HB 10 -1 = 217 Мпа.
- Температура критических точек определяет момент, при котором сталь 40Х начинает терять собственные качества из-за термообработки: c1= 743 , Ac3(Acm) = 815 , Ar3(Arcm) = 730, Ar1 = 693.

- При температуре отпуска 200 °С HB = 552.
Расшифровка стали 40Х говорит про то, что в составе материала находится 0,40% углерода и 1,5% хрома.
Скачать ГОСТ 4543-71 «Прокат из легированной конструкционной стали 40Х»
Процесс закалки
Процесс обработки большой температурой стали 40Х и другого сплава называют закалкой. Необходимо учесть, что нагрев делается до конкретной температуры, которая была определена путем многих испытаний. Время выдержки, после которого проходит охлаждение, а еще прочие моменты можно выяснить из специализированных таблиц. Провести нагрев дома весьма не легко, так как в рассматриваемом случае необходимо достичь температуры около 800 градусов по Цельсию.
Состав стали 40Х
Результатом большого нагрева и выдержки металла 40Х со временем с дальнейшим резким охлаждением в водной массе становится увеличение твердости и уменьшение пластичности. При этом результат зависит от приведенных ниже критериев:
- скорости нагрева металла 40Х;
- времени выдержки;
- от скорости охлаждения.

При проведении работы дома необходимо учесть температуру обработки и время охлаждения.
Механичные свойства стали 40Х в зависимости от температуры отпуска
При подборе метода разогрева поверхности необходимо посмотреть на ТВЧ. Такой способ распространен больше, чем обыкновенная объемная обработка из-за причины достижения нужной температуры за более небольшое время.
Дома ТВЧ применяется очень нечасто. После выполнения работы во время использования ТВЧ увеличивается эксплуатационная крепость детали, что связано с возникновением поверхностных сжимающих стрессов.
Провести закалку 40Х на примере изделия болта М24 можно так:
- разогревается электропечь;
- нужно провести подогрев до 860 °C, для чего в большинстве случаев нужно 40 минут;
- время, которое необходимо для аустенизации, после которого проходит охлаждение, составляет 10-15 минут. Одинаковый жёлтый цвет изделия – признак правильного прохождения процесса закалки 40Х;
- последним этапом становится охлаждение в ванной с водой или остальной жидкостью.

Определить собственными силами момент, после которого следует охладить металл, в промышленных и кустарных условиях невозможно. Собственно поэтому по проведенным изысканиям было принято, что для нагревания металла в электропечах нужно 1,5-2 минуты на один миллиметр, после этого структура может быть перегрета.
Обозначение твердости проходит по способу Роквелла. Улучшение, проведенное путем отпуска или закалки, можно померять с помощью определения HRC. Стандартное обозначение HR, к которому проходит добавление буквы в согласии с типом проведенного проверки. Обозначение HRC наиболее нередко встречается, последняя буква значит применение алмазного конуса с углом 120 0 при испытании.
Отпуск и нормализация
Отпуск проходит конкретно сразу после окончания закалки, так как существует очень высокая вероятность появления трещин в структуре. Разогревается изделие в данном случае до точки ниже критичной, проходит выдерживание в течении конкретного временного промежутка и делается охлаждение. Отпуск обеспечивает улучшение структуры, ликвидирует напряжение и увеличивает эластичность, ликвидирует хрупкость стали 40Х.
Механичные свойства стали 40Х в зависимости от температуры отпуска
Отличают 3 вида рассматриваемой термические обработки:
- Невысокий отпуск определяет подогрев поверхности до 250 °С с выдержкой и охлаждение на воздухе. Используется для снятия стрессов и несущественного увеличения пластичности фактически без потери твердости. В случае конструкционного сплава используется нечасто.
- Усредненный отпуск позволяет обогревать изделие до 500 °С. В данном случае вязкость существенно увеличивается, а твердость уменьшается. Применяют такой способ термические обработки во время получения пружин, рессор и некоторого инструмента.
- Большой позволяет раскаливать деталь до 600 °С. В данном случае происходит распад мартенсита с образованием сорбита. Аналогичная структура представлена оптимальным комбинированием прочности и пластичности. Также увеличивается критерий ударной вязкости. Применяют такой способ термические обработки для получения деталей, используемых при ударных нагрузках.
Дополнительным видом популярной термические обработки считается нормализация. Очень часто нормализация проходит путем разогрева металла до верхней критичной точки с дальнейшей выдержкой и охлаждением в обыкновенной обстановке, например, на чистом воздухе. Проводят нормализацию чтобы придать мелкозернистой структуры, что приводит к повышению пластичности и ударной вязкости.
Если вы нашли погрешность, пожалуйста, выдилите фрагмент текста и нажмите Ctrl+Enter.
Похожие статьи
04 семестр / Домашние задания / Готовые ДЗ варианты Остальные / Остальные / 40Х / 40Х
МГТУ им. Н. Э. Баумана
Кафедра МТ8
Домашнее задание
по курсу материаловедения
Студент: Клёнкин А. В.
Группа: М2-51
Преподаватель: Силаева В. И.
Москва, 2000г.
Для изготовления шестерней, валов, осей применяется улучшаемая хромистая сталь, легированная бором.
1. Подберите легированную сталь для изготовления оси диаметром 20мм.
Укажите оптимальный режим термической обработки, обеспечивающей получение твердости 265HB, постройте график термической обработки в координатах “температура – время”.
2. Опишите все структурные превращения, происходящие при процессе улучшения стали.
3. Приведите основные сведения об этой стали: ГОСТ, химический состав, свойства, влияние легирующих элементов на прокаливаемость достоинства, недостатки и т.д.
Отчет
Для изготовления шестерней, осей, валов применяют улучшаемую хромистую сталь, легированную бором.
Особенности работы деталей типа оси состоят в том, что в них используют прочность и сопротивление усталости стали. В связи с этим стали должны иметь большой запас прочности и высокий предел выносливости. Детали этого типа работают при статических нагрузках.
Для обеспечения этих свойств вводят легирующие элементы, что повышает конструкционную прочность стали. Их применяют после закалки и отпуска, поскольку в отожженном состоянии они по механическим свойствам практически не отличаются от углеродистых. Высокие механические свойства при улучшении возможны лишь при обеспечении требуемой прокаливаемости, поэтому она служит важнейшей характеристикой при выборе этих сталей. Кроме прокаливаемости важно получить мелкое зерно и не допустить развития отпускной хрупкости.
К группе легированных конструкционных сталей относятся среднеуглеродистые стали с содержанием углерода 0,3…0,5% , которые для улучшения свойств (прокаливаемость, мелкозернистая структура, предел выносливости) дополнительно легируют хромом
( до 2%), никелем (от 1 до 5%), марганцем (до 1,5%), кремнием (до 2%), молибденом и вольфрамом (0,2-0,4 Mo и 0,8-1,2 W), ванадием и титаном (до 0,3% V и 0,1% Ti), а так же микро легируют бором
(0,002-0,005%).
Среднеуглеродистые стали приобретают высокие механические свойства после термического улучшения – закалки и высокого отпуска (500-650град) на структуру сорбита.
В соответствии с заданием необходимо подобрать легированную сталь. Выбираем сталь 40Х, так как она относится к широко используемым дешевым конструкционным материалам. Хромистые стали склонны к отпускной хрупкости, устранение которой требует быстрого охлаждения от температуры высокого отпуска. Эта сталь прокаливается на глубину 15-25 мм и применяется для деталей небольшого сечения.
Примем первый вариант термической обработки: закалку и высокий отпуск. По данным ГОСТ 4543-71 температура закалки для стали 40Х составляет 850 С (Ас3 – 815 С). В качестве охлаждающей среды выбираем воду. Последующий отпуск назначаем при температуре 600 С
(выше интервала температур необратимой отпускной хрупкости).
Указанный режим термообработки обеспечивает получение следующих свойств (минимальные значения):
0.2 > 720 Мпа; > 14 %
в > 860 Мпа; > 60 %
HB 265 после отпуска при 600 С.
Сталь 40Х – сталь перлитного класса до термообработки имеет структуру:
Феррит (Ф) + Перлит (П). П (Ф+Fe3C).
Ф=Fe(C) – твердый раствор, С’ в Fe.
На практике при обычных скоростях нагрева (электропечи) под закалку перлит сохраняет свое пластинчатое или зернистое строение до температуры Ас1. При нагреве до Ас1 (743 С.) никаких превращений не происходит. При температуре Ас1 в стали происходит превращение перлита в аустенит. Кристаллы (зерна) аустенита зарождаются в основном на границах фаз феррита и цементита. При этом параллельно развиваются 2 процесса: полиморфный переход Fe Fe и растворение цементита в аустените.
Представим общую схему превращения:
Ф+П (Ф+Ц) Ас1Ф+Ц+АА+ЦАнеоднородн.Агомогенный
Образование зерен аустенита происходит с большей скоростью, чем растворение цементита перлита, поэтому необходима выдержка стали при температуре закалки для полного растворения цементита и получения гомогенного аустенита. Фазовая перекристаллизация приводит к измельчению зерна в стали. При этом, выше дисперсность структуры перлита (Ф+Ц) и скорость нагрева стали, тем больше возникает центров зарождения аустенита, а следовательно возрастает дисперсность продуктов его распада, что приводит к увеличению пластичности, вязкости, уменьшению чувствительности к концентрации напряжений.
При охлаждении при Vохл. > Vкрит будет образовываться мартенсит – неравновесная фаза – пересыщенный твердый раствор внедрения углерода в Fe и остаточный аустенит (А). Кристаллы мартенсита М, имея пластинчатую форму, растут с огромной скоростью, равной скорости звука в стали(5000м/с). Росту кристаллов мартенсита препятствует граница зерна аустенита или ранее образовавшаяся пластина мартенсита(рис. 2).
Мартенситное превращение состоит в закономерной перестройке решетки, при которой атомы не обмениваются местами, а лишь смещаются на расстояния, не превышающее межатомные. При этом перестройка решетки происходит по тем кристаллографическим плоскостям исходной модификации, которая по строению одинаковая, а по параметрам близки к определенным плоскостям кристаллической решетки образующей фазы, т.е. выполняется принцип структурного и размерного соответствия. Для мартенситного превращения характерно, что растущие кристаллы мартенсита когерентно связаны с кристаллами исходной фазы. Два кристалла считаются когерентными, если они соприкасаются по такой поверхности раздела, которая является общей для их кристаллических решеток. При нарушении когерентности решеток интенсивный упорядоченный переход атомов из аустенита в мартенсит становится невозможным, и рост кристалла мартенсита прекращается. Мартенсит имеет тетрагональную пространственную решетку. Чем больше углерода было в аустените, тем большее число элементарных ячеек мартенсита будет содержать атом углерода и тем большими окажутся средние искажения пространственной решетки.
Свойства мартенсита сталей зависят от растворенного в нем углерода.
Мартенсит имеет очень высокую твердость равную или превышающую HRC 60, при содержании углерода большем 0,4%.
После мартенситного превращения в стали сохраняется небольшое количество остаточного аустенита(1 – 3%). Затрудненность распада последних порций аустенита связывают с появлением значительных сжимающих напряжений, возникающих вследствие увеличения объема при переходе ГЦК решетки в ОЦК решетку.
Для придания стали требуемых эксплуатационных свойств, после закалки всегда проводят отпуск. При отпуске снижается уровень напряженного состояния ( в, НВ,, КСV).
До t =80C не происходит никаких структурных изменений. Первое превращение при отпуске развивается в диапазоне 80…200C и приводит к формированию структуры отпущенного мартенсита – смеси пересыщенного углеродом -раствора и когерентных с ним частиц карбида. В результате этого существенно уменьшается степень тетрагональности мартенсита (часть углерода выделяется в виде метастабильного -карбида ), уменьшается его удельный объем, снижаются остаточные напряжения.
Второе превращение при отпуске развивается в интервале температур 200…260 C (300 C) и состоит из следующих этапов:
превращение остаточного аустенита в отпущенный мартенсит;
распад отпущенного мартенсита: степень его пересыщенности уменьшается до 0,15…0,2% , начинается преобразование -карбида в Fe3C –цементит и его обособление, разрыв когерентности;
снижение остаточных напряжений:
некоторое увеличение объема, связанное с переходом АостМотп.
Третье превращение при отпуске развивается в интервале 300…400C. При этом заканчивается распад отпущенного мартенсита и процесс карбидообразования. Формируется ферритокарбидная смесь, существенно снижается остаточные напряжения; повышение температуры отпуска выше 400C активизирует процесс коалесценции карбидов, что приводит к уменьшению дисперсности феррито-цементитной смеси.
В стали 40Х после полной закалки в воде и высокого отпуска при 600C образуется структура сорбита отпуска.
Сталь 40Х. Основные данные. ГОСТ 4543 – 71.
Химический состав: С – 0,36…0,44 %; Ni – не более 0,3%;
Si – 0,17…0,37 %; Cu – не более 0,3%;
Мn – 0,50…0,80 %; S – не более 0,035%
Сr – 0,80…1,10 %; P – не более 0,035%
Назначение – оси, валы, вал-шестерни, плунжеры, штоки, коленчатые и кулачковые валы, кольца, шпиндели, оправки, рейки, зубчатые венцы, болты, полуоси, втулки и другие улучшаемые детали повышенной прочности.
Прокаливаемость 18 – 25 мм.
Улучшение механических свойств обусловлено влиянием легирующих элементов на свойства феррита, дисперсность карбидной фазы, устойчивость мартенсита при отпуске, прокаливаемость, размер зерна.
Легирующие элементы, растворяясь в феррите, упрочняют его. Наиболее сильно повышают твердость медленно охлажденного (нормализованного) феррита кремний, марганец, никель, т.е. элементы, имеющие отличную от Fe кристаллическую решетку. Слабее влияют молибден вольфрам и хром, изоморфные Fe. Упрочняя феррит и мало влияя на пластичность, большинство легирующих элементов снижают его ударную вязкость, особенно если их концентрация выше 1%. Исключение составляет никель, который не снижает вязкости. Марганец и хром при содержании до 1% повышают ударную вязкость; при большей концентрации она снижается, достигая уровня нелегированного феррита, примерно при 3% Cr и 1,5% Mn.
Вид поставки – сортовой прокат, в том числе фасонный: ГОСТ 4543 –71,
ГОСТ 2590 – 71, ГОСТ 2591 – 71, ГОСТ 2879 – 69, ГОСТ 10702 – 78.
Калиброванный пруток ГОСТ 7417 – 75, ГОСТ 8559 – 75, ГОСТ 8560–78,
ГОСТ 1051 – 73. Шлифованный пруток и серебрянка ГОСТ 14955 – 77.
Лист толстый ГОСТ 1577- 81, ГОСТ 19903 – 74. Полоса ГОСТ 103 – 76,
ГОСТ 1577 – 81, ГОСТ 82 – 70. Поковки ГОСТ 8479 – 70. Трубы
ГОСТ 8731-87, ГОСТ 8733 – 87, ГОСТ 13663 – 68.
Литература:
Материаловедение. Учебник для вузов под ред. Арзамасова Б.Н. 2-ое издание исправленное и дополненное. М.: Машиностроение, 1986. 384 с.
2. Марочник сталей и сплавов, под ред. Сорокина В.Г. М.: Машиностроение, 1989 г. 640с.
Термообработка, хромирование, цинкование,заточка режущего инструмента, резьбонакатка
ООО «Завод «Омскгидропривод» предоставляет различные услуги металлообработки: цинкование, хромирование, термообработку, резьбонакатку. Мы также занимаемся заточкой режущего инструмента.
Термообработка
Для увеличения срока эксплуатации металлических изделий, повышения твердости или, наоборот, пластичности применяют метод термической обработки. Термообработка представляет собой тепловую обработку металла для улучшения свойств изделий. Суть термообработки состоит в нагревании до высоких температур и последующей выдержке или охлаждении изделия в жидкой среде. Мы предлагаем свои услуги по таким видам термообработки, как объемная закалка, поверхностная закалка ТВЧ (в том числе отжиг), а для снятия напряжений после навивки – низкотемпературный отпуск пружин.
|
Вид обработки |
Назначение |
Марки материалов |
Габариты деталей |
Масса, кг |
Примечание |
|
Термическая обработка: |
Упрочнение: |
||||
|
-объемная закалка; |
-объемное; |
Стали 40,45 ГОСТ1050-88 40Х,45Х,65Г,35ХГСА ГОСТ 4543-71ШХ15 ГОСТ 801- |
15-150мм |
0,05-1,0кг |
|
|
-поверхностная закалка ТВЧ; |
-поверхностное; |
40,45ГОСТ1050-88 |
Штоки d =20…70мм L=50…800мм |
||
|
-отжиг |
снижение твердости, улучшение обрабатываемости |
Стали 40,45ГОСТ1050-88 40Х,45Х,65Г,35ХГСА ГОСТ 4543-71 ШХ15 ГОСТ 801-78 |
Изготовление индукторов под тип размера |
||
|
-низкотемпературный отпуск пружин |
снятие напряжений после навивки, повышение стойкости к релаксации |
Стали пружинные |
проволоки 0,8..3мм dпружины 5…40мм L=15…500мм |
||
|
ХТО (химико-термическая обработка): |
|||||
|
-цементация + закалка + отпуск |
Науглероживание поверхности и повышение прочности поверхности и сердцевины |
Сталь 15Х,20Х,18ХГТ, 25ХГТ ГОСТ 4543-74 Сталь 10, 20 ГОСТ 1050-88 |
15-150мм |
0,05-1,0кг |
Хромирование
Ещё одним способом, который защищает металлические изделия от коррозии, является хромирование, то есть покрытие металла слоем хрома. Хромирование применяется также для повышения твердости поверхностей изделий, увеличения износостойкости трущихся деталей и для декоративных целей. В связи с этим выделают два вида хромирования: декоративное и твердое. ООО «Завод «Омскгидропривод» осуществляет твердое хромирование металлических изделий, которое уменьшает трение, повышает твердость, износостойкость и антикоррозийные характеристики изделий из металла.
|
Вид обработки |
Назначение |
Марки материалов |
Габариты деталей |
Масса, кг |
Примечание |
|
ГХП (гальвано-химические покрытия) |
Повышение коррозионной стойкости |
Стали 40,45ГОСТ1050-88 |
-»- |
-»- |
|
|
Твердое хромовое покрытие |
Повышение коррозионной стойкости, твердость покрытия 600…800HV |
Толщина покрытия 15…33 мкм |
Штоки d =20…70мм L=50…800мм |
0,05…0,5кг |
|
|
Цинкование |
Повышение коррозионной стойкости |
Стали 20,35 ГОСТ1050-88 Стали 40Х,35ХГСА ГОСТ4543-71 Толщина покрытия 6…9 мкм |
5…150мм |
0,05…0,5кг |
Цинкование
Чтобы повысить срок эксплуатации металлических изделий, применяют также специальные покрытия, защищающие металл от коррозии. Одним из распространенных способов антикоррозийной защиты является цинкование, то есть покрытие металла слоем цинка. Цинкование бывает нескольких видов, различающихся между собой способом нанесения защитного покрытия: холодное, горячее, газопламенное, термодиффузное и гальваническое. Мы предлагаем услуги по цинкованию сталей покрытием толщиной от 6 до 9 мкм, которое обеспечит металлическим изделиям антикоррозийную защиту, а также придаст им декоративный вид.
Заточка режущего инструмента
Любой режущий инструмент по истечении определенного времени тупится, перестает резать, в результате качество обрабатываемой поверхности ухудшается. Поэтому режущим инструментам периодически необходима заточка. Заточка режущего инструмента позволяет восстановить режущие свойства инструмента путем шлифовки граней, удаления неровностей и зазубрин режущей кромки.
Резьбонакатка
Для получения резьбы на металлических заготовках существует два метода: резьбонарезка (с образованием стружки) и резьбонакатка (без образования стружки). Наш завод предоставляет свои услуги по накатке резьбы. Резьбонакатка представляет собой такую обработку металла, с помощью которой в результате пластической деформации на заготовке получается резьба. Резьба образуется за счет вдавливания резьбонакатного инструмента (плашек, роликов, зубчатых накатников) в заготовку и выдавливания части материала.
|
Вид обработки |
Область применения |
Марка материалов |
Габариты деталей |
Примечание |
|
Резьбонакатка |
Накатка резьбы |
-»- |
до М36мм |
URW25х100, RWT-30 -40t |
Замена стали 40х – В помощь хозяину
Конструкционная легированная сталь 40Х
Стали заменители
- 45Х,
- 38ХА,
- 40ХН,
- 40ХС,
- 40ХФ,
- 40ХР.
Иностранные аналоги
ВАЖНО. Возможность замены определяется в каждом конкретном случае после оценки и сравнения свойств сталей
Вид поставки
- Cортовой прокат, в том числе фасонный: ГОСТ 4543—71, ГОСТ 2590-88, ГОСТ 2591-88, ГОСТ 2879-88, ГОСТ 10702-78.
- Калиброванный пруток ГОСТ 7417-75, ГОСТ 8559-75, ГОСТ 8560-78, ГОСТ 1051-73.
- Шлифованный пруток и серебрянка ГОСТ 14955—77.
- Лист толстый ГОСТ 1577—93, ГОСТ 19903-74.
- Полоса ГОСТ 103-76, ГОСТ 1577-93, ГОСТ 82-70.
- Поковки ГОСТ 8479-70.
- Трубы ГОСТ 8731-74, ГОСТ 8733-74, ГОСТ 13663-86
Описание и применение
Сталь 40Х относится к конструкционным легированным сталям и применяется для изготовления следующих деталей:
- оси,
- валы,
- вал-шестерни,
- плунжеры,
- штоки,
- коленчатые и кулачковые валы,
- кольца,
- шпиндели,
- оправки,
- рейки,
- зубчатые венцы, болты,
- полуоси,
- втулки и другие улучшаемые детали повышенной прочности.
Расшифровка стали 40Х
Число 40 указывает среднее содержание углерода в сотых долях процента, т.е. среднее содержание углерода в стали 40Х равно 0,4%.
Буква Х указывает среднее содержания хрома до 1,5%.
Химический состав, % (ГОСТ 4543-71)
Химический состав, % (ГОСТ 4543-2016)
- В стали 40Х допускается массовая доля остаточных элементов, не более: вольфрама — 0,20 %, молибдена — 0,11 %, ванадия — 0,05 % и остаточного или преднамеренно введенного титана (за исключением стали марок,
перечисленных в примечании 1 настоящей таблицы) — не более 0,03 %. - Знак «-» означает, что массовую долю данного элемента не нормируют и не контролируют, если иное не указано в 7.1.2.3 ГОСТ 4543-2016.
к содержанию ↑
Твердость по Бринелю ГОСТ 4543-2016
Твердость по Бринеллю металлопродукции в отожженном (ОТ) или высокоотпущенном
(ВО) состоянии, а также горячекатаной и кованой металлопродукции, нормализованной с последующим
высоким отпуском (Н+ВО), диаметром или толщиной свыше 5 мм должна соответствовать нормам,
указанным в таблице
Примечание: Согласно ГОСТ 4543-71 твердость калиброванного проката в отожженном или высокоотпущенном состоянии, а также горячекатаного проката в нормализованном с последующим высоким отпуском состоянии может быть на 15 единиц НВ больше.
Свариваемость
Трудносвариваемая.
Способы сварки:
- РДС (ручная дуговая сварка), ЭШС (электрошлаковая сварка). Необходимы подогрев и последующая термообработка.
- КТС (контактная сварка) — необходима последующая термообработка.
Применение стали 40Х для корпусов, крышек, фланцев, мембран и узла затвора, изготовленных из проката, поковок (штамповок) (ГОСТ 33260-2015)
Применение стали 40Х для крепежных деталей арматуры (ГОСТ 33260-2015)
Допускается применять крепежные изделия из сталей марки 40Х при температурах ниже минус 40°С до минус 60°С, если при испытании на ударный изгиб образцов типа 11 по ГОСТ 9454 при рабочих отрицательных температурах ударная вязкость не будет ниже 300 кДж/м (3 кгс·м/см ) ни на одном из испытуемых образцов.
Сталь 40Х
Среди всех различных материалов, которые применяются в машиностроительной и других областях, наибольшее распространение получила сталь. Она выпускается в самых различных вариантах исполнения, эксплуатационные качества во многом зависят от химического состава. Процесс легирования позволяет придать материалу определенные эксплуатационные качества. К примеру, высокая концентрация хрома приводит к повышению коррозионной стойкости. Довольно большое распространение получила сталь 40Х. Она представлена легированной структурой, которая может выдерживать несущественное воздействие влаги и некоторых химических веществ. Сталь 40Х, характеристики которой могут быть улучшены при проведении термической обработки, имеет ряд особенностей, о которых далее поговорим подробнее.
Расшифровка стали 40Х
На территории СНГ применяется стандарт ГОСТ 4543-2016, который позволяет определить не только химический состав, но и различные эксплуатационные качества материала.
Скачать ГОСТ 4543-2016
Сталь 40Х ГОСТ определяет следующие вещества в составе:
- Первая цифра 40 применяется для обозначения основного элемента в составе, которым является углерод. Как правило, большая часть состава приходится на железо, а углерод, концентрация которого составляет 0,44%, определяет основные эксплуатационные характеристики.
- Следующая буква Х указывает на то, что в составе есть легирующий элемент, представленный хромом. Отсутствие цифры после буквы указывает на то, что концентрация элемента составляет 1,1%. Как ранее было отмечено, хром повышает коррозионную стойкость структуры. Однако, рассматриваемая марка стали 40Х не характеризуется высокими антикоррозионными качествами.
- Рассматривая 40Х ГОСТ отметим, что в состав входит довольно большое количество никеля, кремния и марганца. Они определяют некоторые эксплуатационные характеристики металла, но они не отмечаются в маркировке.
Расшифровка позволяет определить химический состав и основные эксплуатационные качества материала. Стоит учитывать, что зарубежные производители применяют иные стандарты при маркировке материалов, но химический состав у аналогов примерно схожий.
Химический состав стали
Как ранее было отмечено, химический состав стали 40Х определяется маркировкой. Однако, она не отображает весь состав. Сталь марки 40Х характеризуется следующими особенностями:
- Показатель концентрации углерода в составе находится в пределе от 0,36% до 0,44%. Отметим, что более точный показатель выдержать производители не могут по причине сложности процесса получения металла.
- Хром является основным легирующим элементом, его в металле содержится 0,8-1,1%.
- Процесс производства сплава определяет то, что в металл включается никель, кремний и марганец. Их концентрация не больше 1%, но даже незначительное количество приводит к изменению эксплуатационных характеристик.
- В составе есть вредные элементы, к примеру, фосфор и сера. Их концентрация строго регламентирована.
- Также в состав включается медь, но ее около 0,035%. Именно поэтому концентрация этого элемента не изменяет основные эксплуатационные характеристики.
Химический состав стали 40х по ГОСТ
Рафинирование структуры различными легирующими элементами проводится при применении сильных раскислителей, после чего вводится шлак, обрабатываемый кремнием и углеродом.
Физические и механические свойства
Рассматривая механические свойства стали 40Х следует учитывать, что она обладает высокой твердостью и прочностью, структура может выдерживать существенную нагрузку и во время эксплуатации не подвергаться разрушению. Сталь 40Х характеризуется следующими положительными качествами:
- Достаточно высокая коррозионная стойкость, которая достигается при включении в состав хрома.
- Высокие прочностные показатели. Твердость измеряется в различных показателях, часто применяется HRC и HB. Показатель твердости соответствует значению 217 МПа.
- При выборе более подходящего материала уделяется внимание и удельному весу. Плотность стали 40Х составляет 7820 кг/м 3 .
Свойства Ст 40х
Модуль упругости и предел текучести могут варьироваться в достаточно большом диапазоне, что зависит от температуры. К примеру, при существенном повышении температуры модуль упругости падает. Предел текучести определяет то, насколько применим сплав при получении заготовок методом литья.
Есть и несколько существенных недостатков у сплава:
- Отпускная хрупкость. После закалки структура становится весьма восприимчивой к ударной нагрузке. Снизить вероятность повышения хрупкости можно при соблюдении технологии термической обработки.
- Высокая степень склонности к образованию флокенов. Она свойственна довольно большому количеству различных сплавов.
- Плохая свариваемость усложняет процесс изготовления различных изделий. При желании могут применяться самые различные технологии сварки. Процесс существенно упрощается за счет предварительного нагрева структуры. Кроме этого, структура сложна в резке при применении сварочного оборудования.
- Флокеночувствительность – свойство, которое определяет высокую вероятность появления внутренних трещин после отливки различных изделий. Подобные дефекты часто возникают при горячей деформации легированной стали. Подобные дефекты становятся причиной высокой концентрации водорода во время термической обработки. Снизить вероятность появления дефектов можно за счет строгого соблюдения температурного режима.
В последнее время достаточно часто применяется метод вакуумизации сплава, за счет чего снижается концентрация водорода. Именно поэтому качество полученной структуры существенно увеличивается.
Область применения
По степени свариваемости структуры она относится к 4 группе. Сварочный шов может стать причиной образования различных трещин. Именно поэтому материал 40Х перед выполнением сварочных работ предварительно разогревается, что позволяет избежать просто огромного количества проблем с эксплуатацией полученного изделия.
Кроме этого, требуется проводить предварительную подготовку кромок к выполнению дуговой сварки. При применении контактно-точечной технологии требуется термическая обработка.
Другие свойства рассматриваемого материала определяют его широкое применение. На производственные площадки поставляются заготовки следующего типа:
- Листы. Листвой металл получил широкое распространение, к примеру, при холодной или горячей штамповке. Кроме этого, листы металл используются при обшивке каркасных конструкций.
- Поковки используются в качестве основы при создании различных изделий.
- Трубы сегодня весьма распространены, к примеру, при создании отопительной системы или для транспортировки различной жидкости.
- Металлопрокат применяется в машиностроительной области в качестве заготовки для различных деталей.
Круг ф 160 ст 40Х с обточкой
После проведения термической обработки Сталь 40 может применяться для получения насадок, разверток и корпусов метчиков. Аналог стали 40Х может использоваться для получения различных ответственных конструкций, к примеру, осей, валов, зубчатых колес, болтов или плунжеров. Аналоги зарубежные могут использоваться для изготовления деталей, которые будут эксплуатироваться на открытом воздухе при низкой температуре. Примером назовем элементы мостов и железнодорожных конструкций.
Для существенного увеличения эксплуатационных характеристик получаемых изделий проводится различная термическая обработка.
Закалка приводит к существенному повышению твердости поверхности, однако хрупкость снизить можно только при отпуске. Достигнуть требуемых показателей можно только при соблюдении особенностей технологии.
Термическая обработка
Во многих случаях термическая обработка позволяет существенно повысить эксплуатационные качества металла. Термическая обработка стали 40Х проводится с учетом особенностей структуры. Рекомендации по выполнению подобной процедуры следующие:
- Закалка стали 40Х проводится в масляной среде. Это позволяет существенно повысить качество поверхностного слоя структуры.
- Проводимая закалка 40Х проводится с последующим охлаждением заготовки. Для этого может применяться обычная воздушная или масляная среда. Масло позволяет существенно повысить качество получаемого изделия, в то время как на воздухе охлаждение происходит при больших размерах. Применение водной среды может привести к появлению окалины и других дефектов.
- Обязательно проводится отпуск, который позволяет снизить внутренние напряжения. Отпуск проводится в масле или на воздухе.
Термообработка стали 40Х проводится в зависимости от нагрузок, на которые рассчитаны изделий. Расчет проводится в зависимости от трех критических точек. Закалка проводится при температуре 860 градусов Цельсия. Показатель часового интервала составляет 4 часа. Отпуск на воздухе может проводиться при температуре 200 градусов Цельсия, при применении масляной ванны показатель повышается до 500 градусов Цельсия. В некоторых случаях проводится нормализация стали 40Х.
При правильном проведении термической обработки твердость после закалки составляет около 217 HB. При этом внутренние напряжения существенно снижаются, за счет чего существенно продлевается срок эксплуатации получаемого изделия.
Свойства Ст 40х при повышенных температурах
В заключение отметим, что рассматриваемая сталь довольно сложна в изготовлении, за счет чего существенно повышается себестоимость. Именно поэтому легированный сплав применяется при изготовлении ответственных изделий, которые должны обладать исключительной прочностью. Поверхность характеризуется достаточно высокой устойчивостью к воздействию влаги, но при этом показатель не соответствует нержавейке. Это связано с тем, что нержавейка имеет в составе хром с концентрацией около 18%. Включение других химических элементов позволяет расширить область применения сплавов.
Сталь марки 40Х
Расшифровка марки стали 40Х: эта марка означает, что в стали содержится 0,40% углерода и менее 1,5% хрома.
Преимущества термообработки изделий из стали 40Х в кипящем слое по сравнению с традиционными способами: был исследован нагрев под закалку высокопрочных болтов из сталей 40Х и 38ХС. Из опытов следует, что при горизонтальном положении болта М24 в кипящем слое частиц корунда диаметром 0,32 мм, отапливаемом природным газом, медленнее всего температура повышается на оси болта в месте стыка его тела и головки. Скорость нагрева в этой точке почти вдвое меньше, чем на поверхности в середине болта, так что во избежание перегрева температура кипящего слоя не должна заметно превышать конечную температуру нагрева. В слое с температурой 900° С болт прогревается до 860° С примерно за 3 мин (термопара зачеканена на оси под головкой), в то время как в применяемых в настоящее время электропечах К-160 нагрев до 860° С длится, по нашим экспериментальным данным, 40 мин. За это время в электропечах образуется значительный слой отслаивающейся окалины, в то время как при нагреве в кипящем слое с двухступенчатым сжиганием поверхность получается чистой. Эксперименты показали, что для аустенизации достаточна выдержка болтов из обеих сталей при температуре слоя 860-870° С в течение 10-15 мин. Поскольку скорость охлаждения этих изделий в кипящем слое оказалась недостаточной, закалку осуществляли в масле. Отпущенные после закалки (410° С, 80 мин) болты отличались высокими показателями прочности при достаточной пластичности:
Сталь 40Х: σв=147-150 кгс/мм 2 , ан=3,84-3,27 кгс*м/см 2 , HB 345-360
Сталь 38ХС: σв=165-173,5 кгс/мм 2 , ан=3,18-4,41 кгс*м/см 2 , HB 400-430
(ударную вязкость ан определяли на образцах, предел прочности σв на целых болтах).
Параллельно болты М24 из стали 38ХС после выдержки в кипящем слое с температурой 910° С (15 мин) охлаждали в соляной ванне при 360° С (20 мин) с целью получения структуры нижнего бейнита. При достаточно высокой прочности (σв = 163 кгс/мм 2 ) была получена значительно большая ударная вязкость (8,65- 10,6 кгс-м/см 2 ). Наконец, часть болтов из стали 38ХС после такого же нагрева выдерживали в масле в течение 42 с, а затем переносили в кипящий слой температурой 360° С. Такой режим позволил повысить предел прочности до 171,5-173 кгс/мм 2 , но несколько снизил ударную вязкость (ан = 6,25-6,72 кгс.м/см 2 ). Как показали исследования, нагрев в течение 8-10 мин в слое температурой 910° С обеспечивает превращение исходной ферритокарбидной смеси в аустенит и получение достаточно однородных свойств.
Арматура — швеллер — балка
Компания «УралТрубоСталь» предлагает своим клиентам металлопрокат: арматура, швеллер, балка, а также нержавеющий трубный и нержавеющий металлопрокат лист российского и китайского производства в Екатеринбурге. В нашей компании вы можете купить следующие виды металлопроката:
Кроме этого, компания «УралТрубоСталь» оказывает следующие виды услуг:
- резка лист металлопроката по размерам заказчика
- нарезка фасок на трубах
- резка лист на станках с ЧПУ
- отгрузка сборных машин, вагонов и контейнеров
Арматура, швеллер цена
Работая на рынке с 1997 года, компания «УралТрубоСталь» ежемесячно отгружает крупные партии порядка 1000 тонн. Высококачественный металлопрокат (лист, арматура, швеллер) с широкой географией поставок — от Калининграда до Сахалина. В результате, сотни объектов по всей России обеспечиваются высококачественным металлопрокатом для самых различных нужд. Купить металлопрокат (арматура, швеллер, лист) в городе Екатеринбург могут как крупные компании, так и частные лица. Весь металлопрокат, реализуемый со складов нашей организации, сертифицирован заводами-производителями и соответствует ГОСТ и ТУ.
Работая с компанией «УралТрубоСталь» вы получаете:
- высококачественную продукцию
- профессиональный подбор продукции в соответствии с необходимыми требованиями
- сервис от квалифицированного персонала компании
- выгодные условия оплаты
- предоставление скидок и товарных кредитов постоянным клиентам
- возможность выполнения индивидуальных заказов
- возможность выбора из высоколиквидных складских запасов компании
- отгрузку в минимальные сроки на условиях самовывоза, а также автомобильным, железнодорожным и речным транспортом до вашего склада
Металлопрокат (швеллер, арматура, лист)
Продажа и отгрузка металла со складов компании «УралТрубоСталь» производится в количестве от одной штуки. Заказная продукция, например резка лист, с заводов отгружается согласно нормативам минимальных партий заводов-производителей. Более подробную информацию о размерах минимальных партий, скидках и необходимых сроках поставки металлопроката в Екатеринбург можно оперативно получить у наших менеджеров.
Компания зарекомендовала себя как исключительно надежный партнер в сфере поставок металлопроката (балка). В работе со своими клиентами мы используем исключительно индивидуальный подход и предоставляем по-настоящему конкурентоспособные цены. Оперативная работа с заводами-производителями металла, необходимый сервис непосредственно на отгрузочных площадках, экспедирование грузов, гибкая система скидок — далеко не полный перечень конкурентных преимуществ компании «УралТрубоСталь». Полноценная реализация всех этих принципов в сочетании с ответственным отношением к взятым на себя обязательствам являются залогом успешного сотрудничества с нашими клиентами.
Чтобы заказать необходимый вам металлопрокат (арматура, балка, швеллер, резка лист), достаточно позвонить по нашим телефонам в Екатеринбурге или отправить письмо по электронной почте [email protected]. Возможен как наличный, так и безналичный расчет. К оплате также принимаются пластиковые карты всех стандартов.
Предлагаем посетить страницы каталога металлопроката и труб: стальная труба, лист стальной, просечно-вытяжной лист.
(PDF) Улучшение механических свойств легированной стали типа (40x) за счет использования термообработки
, но при проведении отжига стали на растяжение. Но при закалке в масле
предел прочности повышается в значительной степени из-за формы мартенситной фазы, с другой стороны, когда сталь
обработана отпуском при (300 ° C), предел прочности на растяжение будет уменьшаться, поэтому в основном из-за образования мартенсита
(сорбита), который имеет небольшой размер зерна.Этот вид мартенсита состоит из
ферритной матрицы, распределенной на ней карбидного зерна.
в редакции, это свойство будет значительно увеличиваться при обработке стали с отпуском при (600 ° C) из-за
при замене
Скорость диффузии
, где эти карбиды повышают предел текучести и, в конечном итоге, повышают прочность на
.
Относительное удлинение обратно пропорционально пределу прочности на разрыв, где при увеличении удлинения предел прочности на разрыв
будет уменьшаться, и наоборот.Основным фактором, определяющим значение удлинения, является
размера зерна материалов. Кроме этого фактора, на удлинение влияют несколько факторов, таких как
, такие как термические напряжения, тип дефектов легирующих элементов. Перлитная сталь
имеет относительно высокое удлинение
, и, как показано на рисунке (5), это удлинение обусловлено структурой стали, которая состоит из перлита
и феррита, и обе фазы являются пластичными
.
удлинение приводит к интенсивному уменьшению, которое происходит из-за изменения его внутренней структуры, так как структура
трансформировалась в мартенсит и некоторый остаточный феррит с генерируемыми термическими напряжениями
и
увеличивали зерна мартенсита до крупных зерен, все это из-за увеличения хрупкости и меньшее удлинение.
а, обработанная сталь с полным отжигом
.
удлинение будет увеличиваться настолько сильно, что связано с уменьшением размера зерна до структуры стали
, которая
содержит перлит в ферритной матрице, и эта структура является пластичной, так что удлинение будет расти.
, однако, удлинение увеличивается вдвое по сравнению с удлинением при закалке при отпуске при (300 ° C)
, когда структура трансформируется в ферритную матрицу, распределенные на ней зерна карбидов, которые обеспечивают высокое удлинение
, а также снимаются напряжения с стали . но при повышении температуры отпуска
до (600 ° C) величина удлинения будет уменьшаться из-за увеличения образования карбидов в структуре стали
, что приводит к меньшему удлинению.
Рисунок
(6) показывает влияние термообработки на уменьшение площади образцов, где образцы
имеют хороший процент уменьшения площади из-за хорошей пластичности.
thi
s процент уменьшения площади может быть улучшен при выполнении полного отжига за счет увеличения
пластичности материала, который происходит из структуры стали (перлит + феррит). однако уменьшение площади на
будет уменьшаться при обработке материала закалкой в масле из-за образования мартенсита
, который является твердой и хрупкой фазой
.
твердость и хрупкость мартенсита могут быть минимизированы отпуском при (300 ° C), где хрупкий мартенсит
превратится в отпущенную фазу (троостит), которая имеет лучшую пластичность
, что приводит к хорошему уменьшению площади и при повышении Температура отпуска до (600 ° С) понижение в области
будет снижаться за счет увеличения образования карбидов.
Выводы.
Из полученных результатов получаем:
1- Повышение твердости и прочности на разрыв после закалки в масле с уменьшением удлинения и
уменьшением площади за счет образования мартенситной фазы.
2- После полного отжига удлинение будет увеличиваться, сопряженно с уменьшением значения твердости
ness
,
прочности на разрыв и уменьшением площади
из-за измельчения зерна стали
.
3- Улучшение удлинения и уменьшения площади после отпуска при (300 ° C) с понижением твердости
и
прочности на разрыв
за счет образования фазы отпущенного мартенсита (троостита).
4-
После отпуска при (600 ° C)
твердость и предел прочности на растяжение будут увеличиваться вместе с уменьшением
удлинения и уменьшения площади
, так как образуется фаза сорбита
.
Al
–
Qadisiya Journal For Engineering Science
Special Issue
Влияние термической обработки на механические свойства стали (40X)
- M.Khidhair
Первый онлайн:
Часть Конспект лекций по машиностроению серия книг (LNME)Abstract
В теоретический обзор данной работы включена некоторая информация о таком типе конструкционной легированной стали, которая имеет широкий спектр применения, в том числе ее химический состав, твердость, UTS, предел текучести и пластичность (относительное удлинение). в горячекатаном корпусе.Однако в практической части было изготовлено несколько образцов в двух формах: круглые диски для испытания на твердость после каждого процесса термообработки и образцы для механических испытаний, обработанные до размеров, близких к окончательным стандартным размерам, чтобы завершить обработку до точного размера после термообработки. использовать их при испытании UTS, предела текучести, удлинения и сжатия по площади поперечного сечения. В данной работе мы использовали следующие термические обработки: полный отжиг, нормализация, закалка в масле, высокий и низкий отпуск.Это было сделано для определения проверенных свойств этой стали, чтобы можно было выбрать подходящие свойства по запросу, или в случае поиска материала для замены при производстве данных деталей, чтобы помочь как проектировщику, так и производителю. Исследование включало в себя множество таблиц и графиков, а также обсуждение результатов.
Ключевые слова
Инженерные материалы Термическая обработка Сталь 40XЭто предварительный просмотр содержания подписки,
войдите в, чтобы проверить доступ.
Список литературы
Браун Дж. Р. (1986) Справочник литейщика Фосеко, 9-е изд.Оксфорд, Нью-Йорк
Google ScholarКаллистер В.Д. мл. (2003a) Материаловедение инженера. Wiely, New York
Google ScholarКаллистер В.Д. мл. (2003b) Введение в материаловедение и инженерное дело. Wiley, New York
Google ScholarФлинн Р.А., Trojan PK (1994) Технические материалы и их приложения, 4-е изд. Вили, Нью-Йорк
Google ScholarRollanson EC (1970) Металлургия для инженеров. Эдвард Арнольд, Лондон
Google ScholarTotten GE (2009) Справочник по термообработке стали, 2-е изд.CRC Press, Boca Raton
Google ScholarYoung JF (1998) и другие – наука и технологии CEM
Google Scholar
Информация об авторских правах
© Springer International Publishing Switzerland 2014
Авторы и аффилированные лица
- 1 .Al-Mustaqbal College University HillahIraq
Микроструктуры и свойства твердости нержавеющей стали типа 304 после термообработки
1.1 История нержавеющей стали
В 1871 году родился Гарри Брирли, который руководил исследовательской лабораторией в Шеффилде, Англия, в 1907 году.Стволы ружья в то время имели тенденцию к ржавчине, поэтому в лаборатории исследовали причину появления ржавчины. Были образцы с разным количеством сплавов. Один из образцов, который был исключен из предыдущего теста, не был ржавчиной, в то время как все остальные были. Оказалось, что этот образец стали был легирован хромом. В то время этот сплав был наиболее устойчивым к ржавчине, чем любой другой металл того времени. Спустя два месяца после этого открытия впервые была изготовлена нержавеющая сталь.[1] Брерли хотел продать свое новое изобретение после того, как оно будет отлито. В то время Шеффилд был известен как город производителей столовых приборов. Сталь столовых приборов была покрыта серебром или никелем для предотвращения ржавчины, и этот материал, нержавеющая сталь, казался идеальной заменой для нее. Поскольку это был новый материал, производители не стали производить его там, где Брирли заказал себе ножи. Эти продукты при продаже не пользовались полным успехом. В 1924 году У. Хатфилд запатентовал нержавеющую сталь 18-8, которая должна была стать одной из самых популярных и часто используемых сталей.[1] В современном мире произошло много изменений из-за нержавеющей стали. Он также используется больше, чем другие металлы, такие как алюминий, углеродистая сталь и углерод. Основные причины заключаются в том, что нержавеющая сталь обладает физическими и химическими свойствами, которые полезны во всех аспектах производства. Он имеет высокую коррозионную стойкость, а также высокую термостойкость. Он не ржавеет, его легко формовать или сваривать. Нержавеющая сталь плохо реагирует со многими другими веществами и дешевле других металлов с аналогичными свойствами.После изобретения, по прошествии многих лет, металлурги открыли новые методы производства этой стали, а также способы управления ее свойствами. Нержавеющая сталь может быть полностью переработана, и она не разрушается при переработке. Поскольку он устойчив к коррозии и имеет длительный срок службы, он не требует повторной замены или ремонта. [2]1.2 Основные достижения в истории нержавеющей стали
Шли годы, открывалось множество различных свойств нержавеющей стали.Достижения, достигнутые в прошлом веке в области нержавеющей стали, кратко описаны в нижеследующих пунктах.- С 1919 по 1923 год нержавеющая сталь была модифицирована для производства хирургических скальпелей, столовых приборов и других инструментов в Шеффилде.
- В 1920-х годах были испытаны различные количества комбинаций хрома и никеля, и комбинация, содержащая 18 процентов хрома и 8 процентов никеля, была известна как нержавеющая сталь.
- В 1925 году азотная кислота хранилась в резервуаре из нержавеющей стали.Это показало способность нержавеющей стали противостоять коррозии.
- В 1926 году впервые были имплантированы хирургические имплантаты из нержавеющей стали.
- В 1928 году впервые пиво варили в сосуде из нержавеющей стали. Это показало высокий уровень гигиены нержавеющей стали. Различные отрасли пищевой промышленности и производства напитков начали использовать нержавеющую сталь.
- Поезд был впервые изготовлен из нержавеющей стали в США в 1930-х годах.
- В 1931 году впервые был изготовлен самолет из нержавеющей стали.
- В 1935 году широко использовались кухонные мойки из нержавеющей стали.
- В 1954 году из нержавеющей стали была изготовлена подводная телекамера.
- В 1966 году во Франции была изготовлена приливная электростанция, лопасти которой были изготовлены из нержавеющей стали.
- В 1980-х годах самый длинный барьер от наводнений, который можно было сдвинуть, был построен на реке Темзе из нержавеющей стали.
- К 2010 году производство нержавеющей стали во всем мире достигло 31 миллиона метрических тонн.(1 Мт = 1000 кг).
- В Китае в 2010 году было произведено 11 миллионов стиральных машин, барабаны которых были изготовлены из нержавеющей стали. [2]
1.3 Почему нержавеющая сталь
Различные типы сталей, которые обладают хорошей устойчивостью к коррозии, обычно называются нержавеющими сталями. Все различные типы нержавеющих сталей содержат минимум 10,5% хрома. Хром – это легирующий элемент, который придает нержавеющей стали ее основную коррозионную стойкость, а также стойкость нержавеющей стали к окислению.Другие элементы, такие как никель и молибден, также добавляются для улучшения коррозионной стойкости нержавеющей стали. Нержавеющая сталь пользуется успехом в различных сферах применения благодаря одному уникальному преимуществу. Сплав хрома в нержавеющей стали притягивает кислород элемента и образует пленку оксида хрома на поверхности нержавеющей стали на молекулярном уровне. Эта пленка, которая образуется, очень тонкая и является пассивным слоем, что означает, что она не реагирует на другие материалы. Он также остается на слое стали и больше никуда не переносится.Этот слой также является самообновляющимся, поэтому, если он поврежден, он будет реагировать с образованием большего количества оксида хрома. Это означает, что если материал, сделанный из нержавеющей стали, используется в течение определенного периода времени, он может изнашиваться из-за регулярного использования, но материал останется нержавеющим. Нержавеющая сталь также является наиболее экономичным материалом для использования во многих случаях. Из-за его более высокой стоимости стоимость производства выше, а опыт, необходимый для обработки, также больше, чем у обычной стали, но у нее более низкие затраты на жизненный цикл, что делает ее очень привлекательным материалом.Нержавеющая сталь имеет более длительный срок службы, благодаря чему достигается меньшая стоимость обслуживания для применений, в которых она используется. Нержавеющая сталь также может быть полностью переработана, и при выводе из эксплуатации имеет высокую стоимость лома. [3, 4]1.4 Типы нержавеющей стали
Шли годы, было открыто множество марок нержавеющей стали. Эти марки относятся к четырем основным категориям нержавеющей стали, которые- ферритный
- мартенситные, в том числе дисперсионно-твердые стали
- аустенитный
- Дуплексные стали, в состав которых входит смесь ферритных и аустенитных сталей.
1.4.1 Ферритный
i) Ферритные нержавеющие стали состоят из объемно-центрированной кубической кристаллической структуры (рис. 1), которая подобна структуре чистого железа при комнатной температуре. В основном используемым легирующим элементом является хром, содержание которого составляет от 11 до 17 процентов. Он также имеет низкое содержание углерода, что является причиной его ограниченной прочности. После термообработки ферритная нержавеющая сталь не закаляется. По сравнению с аустенитной нержавеющей сталью они дешевле, так как не содержат никелевого сплава.У них меньшая вязкость, т.е. способность пластически деформироваться без разрушения. Он не может растягиваться из-за низкой пластичности. По сравнению с аустенитной нержавеющей сталью они обладают плохой сварочной вязкостью. Эта сталь магнитная. [5]1.4.2 Мартенситный
ii) Второй сорт известен как мартенситный сорт. Структура этого типа стали состоит из объемно-центрированной тетрагональной кристаллической решетки, как показано на рисунке 2. Этот тип стали почти такой же, как и ферритная сталь, по количеству хрома в ней, но имеет высокий уровень углерода.В них содержится не менее 12-15 процентов хрома. По этой причине они упрочняются и отпускаются аналогично углеродистым и низколегированным сталям. Он используется, когда требуется прочность и нормальная коррозионная стойкость. Эта сталь магнитная. [6, 8] Нержавеющие стали с дисперсионной закалкой – это стали, состоящие из сплавов хрома и никеля, которые обеспечивают хорошее сочетание свойств мартенситных и аустенитных сталей. После термообработки их прочность увеличивается аналогично мартенситной стали, но они также имеют коррозионную стойкость, аналогичную стойкости аустенитной нержавеющей стали.[9]1.4.3 Аустенит
iii) Третий сорт нержавеющей стали известен как сорт аустенита. Эта марка стали является наиболее часто используемой. Когда добавляются три элемента: никель, марганец и азот, получается микроструктура аустенитной стали. Эта структура придает стали способность свариваться и формоваться. Они обладают хорошей устойчивостью к коррозии. Эти марки нержавеющей стали имеют гранецентрированную кубическую кристаллическую структуру, что означает, что они имеют по одному атому в каждом углу куба и по одному в середине каждой стороны.В сталь с 18-процентным содержанием хрома необходимо добавить не менее 8-10 процентов никелевого сплава для формирования этой зеренной структуры. Аустенитные стали немагнитны и не подвергаются термообработке. Они могут быть подвергнуты холодной обработке, что повысит их твердость, прочность и устойчивость к нагрузкам. Отжиг в растворе вернет сплав в исходное состояние. Аустенитные стали, в которые добавлен никелевый сплав, известны как серия 300. Наиболее распространенным типом стали этой серии является нержавеющая сталь 304, которая содержит 8 процентов никеля и 18 процентов хрома.Это минимальное количество никеля, которое можно добавить для полного преобразования ферритной стали в аустенит. Два процента сплава молибдена добавляются для повышения коррозионной стойкости стали, и эта сталь известна как 316. Азот также используется для производства аустенитной стали. Серия 200 отличается низким содержанием никелевого сплава и высоким содержанием азота. Можно добавить только ограниченное количество азота, потому что при добавлении большого количества азота образуются нитриды, что делает сплав слабым. Однако, если добавлен марганцевый сплав, можно добавить большее количество газообразного азота, и эти два элемента в сочетании с медью обычно используются для замены никеля в нержавеющей стали серии 200.[6, 7]1.4.4 Дуплекс
v) Четвертый сорт нержавеющей стали – это сталь дуплексного типа. Эта нержавеющая сталь состоит из хрома, никеля, молибдена, меди и железа. Они известны как дуплекс, поскольку имеют двухфазную микроструктуру, состоящую из зерен нержавеющей стали как ферритного, так и аустенитного типа. Когда эта сталь плавится, она превращается из жидкой фазы в твердую с ферритной структурой. При охлаждении до комнатной температуры половина прироста ферритной структуры превращается в аустенитные зерна.Этот тип стали обладает свойствами, которые представляют собой комбинацию свойств как ферритной, так и аустенитной нержавеющей стали. Эта сталь в два раза прочнее, чем нержавеющая сталь аустенитного или ферритного типа. У них лучшая ударная вязкость и пластичность, чем у ферритных нержавеющих сталей, но хуже, чем у аустенитных нержавеющих сталей. Их устойчивость к коррозии под напряжением очень хорошая. Это свойство позаимствовано у ферритной стороны нержавеющей стали. Дуплексные стали содержат небольшое количество никелевых и молибденовых сплавов по сравнению с аустенитной нержавеющей сталью с такой же степенью коррозионной стойкости.По этой причине стоимость дуплексной стали невысока. Они ферромагнитны, а также свариваются. Тепловое расширение находится между аустенитным и ферритным типом нержавеющей стали, а его другие термические свойства аналогичны свойствам простых углеродистых сталей. [10, 11] У нержавеющей стали есть много преимуществ, которые можно увидеть ниже;- Марки с низким содержанием сплавов обладают стойкостью к коррозии в атмосфере и среде с водой, а сорта с высоким содержанием сплавов обладают стойкостью к коррозии в кислой или щелочной среде.Эти свойства очень полезны при переработке растений.
- Марки с высоким содержанием хрома и никеля устойчивы к образованию накипи, а также сохраняют свою прочность при высоких температурах.
- Нержавеющая сталь обладает очень хорошими гигиеническими свойствами и может использоваться в средах, где требуется чистота, таких как больницы, кухни и предприятия пищевой промышленности.
- Поверхность из нержавеющей стали имеет привлекательный внешний вид и за ней легко ухаживать.
- Нержавеющая сталь поддается резке, сварке, формованию, механической обработке и изготовлению так же легко, как и традиционную сталь.
- Нержавеющая сталь серии 300, которая относится к аустенитному типу стали, имеет высокую вязкость при высоких температурах, а также при низких температурах ниже точки замерзания, что делает ее пригодной для криогенных применений.
- Если рассматривать полный жизненный цикл нержавеющей стали, это наименее дорогой материал по сравнению с другими типами металлов.
- Нержавеющая сталь может быть упрочнена холодной обработкой. Это можно использовать для создания материалов меньшей толщины, что позволяет снизить затраты и вес.Нержавеющая сталь также может подвергаться термообработке для получения высокопрочных компонентов. [12]
1,5 Цели
- Для исследования микроструктуры и свойств твердости нержавеющей стали марки 304 после ее термообработки.
1,6 Цели
- Для исследования свойств нержавеющей стали, в том числе марок 304 и 316L.
- Записать исчерпывающий обзор литературы, разделив его на две части. Первая часть – это применение нержавеющей стали, которое также будет включать биомедицинские применения.Вторая часть – это фазовая диаграмма термической обработки этих двух сталей.
- Для тщательной подготовки подходящих образцов из нержавеющей стали 304, обеспечивающих максимальную точность результатов.
- Изучите теорию испытаний материалов, чтобы убедиться, что испытания проводятся надлежащим образом и в соответствии с международными стандартами.
- Для термообработки образцов нержавеющей стали 304 при различных температурах для определения конкретных свойств, связанных с этой температурой.
- Проведите испытание на микротвердость образцов из нержавеющей стали 304 при различных температурах, а затем проанализируйте результаты с помощью графиков и результатов в обзоре литературы.
- Чтобы посмотреть на микроструктуру различных образцов нержавеющей стали 304, проанализировать полученные изображения и сравнить их с каждым снимком, полученным при комнатной температуре.
- Чтобы посмотреть, как образцы из нержавеющей стали 304 повреждаются при помещении в травильный раствор, который вызывает коррозию.
- Для исследования углов смачивания каждого образца из нержавеющей стали 304, нагретого и обработанного при разной температуре.
- -Получите результаты испытаний и сделайте вывод, включая любой другой тип металла, который может быть использован в качестве имплантата из-за его лучших свойств.
2.1 Нержавеющая сталь
Люди ежедневно контактируют с нержавеющей сталью, будь то столовые приборы или какой-либо другой материал.Однако в случае инженерных применений нержавеющая сталь является специальным материалом и используется только тогда, когда это жизненно необходимо. Это связано с тем, что это гораздо более сложный в обработке материал, а также более высокая стоимость по сравнению с углеродистой сталью и алюминием. В других областях применения, таких как пищевая, фармацевтическая и химическая промышленность, важно использовать нержавеющую сталь из-за ее устойчивости к коррозии. Поскольку существует множество различных марок и типов нержавеющих сталей, инженеров, не обладающих необходимыми знаниями о них, легко запутать, поэтому очень важно, чтобы для создания требуемого материала использовался правильный тип нержавеющей стали, чтобы он мог также производиться по разумной цене.Нержавеющая сталь отличается от углеродистой стали тем, что содержит 10,5 процента хрома по весу, и до 26 процентов может быть добавлено для повышения коррозионной стойкости нержавеющей стали в более жестких условиях. Хром образует оксидный слой, реагируя с воздухом, и если он поврежден, хром, который обнажается, образует другой слой, защищая металл. Рисунок 3 [31] Трубы из нержавеющей стали. Нержавеющая сталь обладает стойкостью к коррозии, и это свойство дает ей преимущество в том, что она легко перерабатывается.Углеродистые стали могут быть очень сильно корродированы, а также загрязнены лакокрасочными покрытиями или другими металлическими покрытиями, из-за которых они не могут быть полностью переработаны. Нержавеющая сталь подлежит 100% вторичной переработке. В повседневных материалах из нержавеющей стали, по оценкам, не менее 60 процентов из переработанной нержавеющей стали. Рис. 4 [31] изготавливаемые детали из нержавеющей стали. Из нержавеющей стали можно придать множество различных форм и размеров, чтобы соответствовать типу применений, в которых она будет использоваться, например, для полос, листов, пластин, стержней, проволоки, а также труб, как показано на рисунках 3 и 4.[13]2.1.1 Применение нержавеющей стали
Архитектура и строительство Впервые нержавеющая сталь широко использовалась в строительстве в период ар-деко. Верхняя часть здания Крайслер, которое было самым высоким зданием в 1930 году, была построена из нержавеющей стали. Нержавеющая сталь отличается коррозионной стойкостью, гибкостью и высокой прочностью, благодаря чему она широко используется в современном строительстве. Он используется для покрытия внешних конструкций ударопрочных зданий, а также используется в интерьере для поручней, столешниц и фартуков.Нержавеющую сталь легко сваривать, она также имеет очень привлекательную отделку при низких затратах на техническое обслуживание. Это причина того, что он используется в современной архитектуре, такой как терминал Eurostar, который находится на лондонском вокзале Ватерлоо, мост Helix в Сингапуре, а также единственный центр мировой торговли в Нью-Йорке. Зеленое строительство – это практика, при которой происходит повышение эффективности, за счет которой здания и прилегающие к ним участки используют воду, энергию и материалы. При строительстве этих конструкций предпочитают использовать нержавеющую сталь, поскольку она состоит из переработанного металла.Полировка нержавеющей стали также поможет обеспечить естественное освещение внутри здания, что, в свою очередь, также снизит потребление энергии. [14] Автомобилестроение и транспорт Впервые нержавеющая сталь была использована в автомобильной промышленности в 1930-х годах компанией Ford Motor для создания различных концептуальных автомобилей. В настоящее время использование нержавеющей стали в этой отрасли растет. Нержавеющая сталь используется для изготовления выхлопных систем автомобилей, отделки и оборок, а также различных других деталей.Введение новых стандартов сокращения выбросов, а также забота об окружающей среде побудили производителей отдать предпочтение нержавеющей стали и при изготовлении конструктивных элементов. Нержавеющая сталь также используется во многих других видах транспорта, таких как танкеры, судовые контейнеры и мусоровозы. Он отлично подходит для перевозки химикатов, жидкостей и пищевых продуктов. Нержавеющая сталь обладает высокой прочностью, поэтому емкости можно сделать тоньше, что, в свою очередь, снизит расходы на топливо.Устойчивость к коррозии нержавеющей стали также поможет снизить затраты на техническое обслуживание и требуемую очистку. [14] Медицинский Нержавеющая сталь также подходит для сред, требующих гигиены, поскольку она не подвержена коррозии и легко поддается стерилизации. Из него делают стоматологические и хирургические инструменты, посуду для почек, столы для операций, а также различное другое медицинское оборудование, такое как канюли, паровые стерилизаторы и сканеры МРТ. Нержавеющая сталь используется в хирургических имплантатах, а также в различных типах суставов, таких как протезы бедра.Штифты и пластины из нержавеющей стали используются для фиксации сломанных на их месте костей. [14] Энергетика и тяжелая промышленность Различные отрасли промышленности, такие как химическая, газовая и нефтяная промышленность, работают в средах с высокими температурами и токсичными веществами. Специальные сорта нержавеющей стали были специально разработаны для использования в этих отраслях промышленности, которые имеют более высокую коррозионную стойкость в более высоком диапазоне температур. Нержавеющая сталь высокого качества требуется для изготовления резервуаров для хранения, трубопроводов клапанов и других компонентов.Нержавеющая сталь обязательна для нефтяных вышек, находящихся в открытом море. Сырая нефть очень агрессивна, поэтому они должны быть изготовлены из нержавеющей стали, которая имеет меньший вес и является прочной. Другие возобновляемые технологии, такие как солнечная, гидро-, геотермальная и ветровая энергия, также состоят из различных частей, изготовленных из нержавеющей стали, поскольку они могут оставаться в морской воде, которая очень агрессивна. [14] Питание и общественное питание Нержавеющая сталь также используется для производства кухонных принадлежностей, столовых приборов и посуды.Сорта с меньшей пластичностью используются для изготовления острых лезвий ножей, а сорта нержавеющей стали с более высоким уровнем пластичности используются для изготовления материалов, которым необходимо придать форму, таких как плиты, раковины, кастрюли и грили. Из нержавеющей стали также делают детали для холодильников, морозильников и посудомоечных машин. Нержавеющая сталь не оказывает никакого воздействия на пищу, с которой соприкасается, поэтому идеально подходит для производства продуктов питания. Устойчивость нержавеющей стали к коррозии также важна, поскольку некоторые продукты, такие как апельсиновый сок, могут быть кислыми.Нержавеющая сталь легко очищается, что предотвращает попадание микробов на поверхность материала. Это также очень важно при производстве мороженого, поскольку на него не влияют сильные антибактериальные чистящие средства. [14]2.2 Применение нержавеющей стали 304, в том числе в биомедицине
В эту эпоху используется много металлов, и из них нержавеющая сталь играет очень важную роль. Это также наиболее распространенный тип, используемый в биомедицинских целях.При изготовлении хирургических имплантатов необходимо соблюдать осторожность, поскольку они должны работать так же, как и были разработаны, поскольку они должны быть имплантированы в человеческое тело, поэтому они будут контактировать с частями тела, которые могут быть чувствительны к типу. металла, и у иммунной системы будет много шансов атаковать чужеродный имплант. Очень сложно спроектировать и изготовить медицинское устройство, отвечающее всем требованиям, и с таким большим количеством применений медицинские устройства бывают всех форм и размеров, все в зависимости от типа работы, для которой они предназначены.При таком чрезмерном количестве материалов ученые и инженеры из разных областей нанимают для помощи в реализации конкретных требуемых проектов. [15] Нержавеющая сталь – это тип стали, наиболее часто используемый при производстве медицинских устройств. Нержавеющая сталь 304 из серии 300 аустенитной нержавеющей стали используется для изготовления медицинских устройств, которые используются во всех типах медицинских приложений. Это самый распространенный в мире вид нержавеющей стали.Из всех марок нержавеющей стали это тот, который имеет множество форм и отделок и имеет множество применений. Он также выбирается по сравнению с другими металлами из-за его цены и поэтому является наиболее логичным выбором для применения в медицинских устройствах. Если для этих медицинских применений требуется более твердая или прочная нержавеющая сталь, то ее можно упрочнить путем холодной обработки. Когда они находятся в отожженном состоянии, они чрезвычайно пластичны, и их можно легко формовать, гнуть, глубоко вытягивать или изготавливать.Нержавеющая сталь 304 быстро затвердевает, поэтому для повышения пластичности может потребоваться дополнительный отжиг. [15] Нержавеющая сталь 304 обладает высокой устойчивостью к коррозии, а также имеет низкое содержание углерода, что делает ее более подходящей для медицинского применения, чем другие марки нержавеющей стали. В больницах, хирургических больницах и фельдшерах лучше всего использовать нержавеющую сталь 304, поскольку она не вступает в химическую реакцию с тканями тела, а также с чистящими средствами, которые используются для ее стерилизации.Кроме того, отсутствие эффекта от его жесткого и непрерывного использования делает его еще более подходящим. Нержавеющая сталь 304 имеет низкий предел текучести, а также высокий потенциал удлинения, поэтому ей можно придать сложную форму при отжиге, при котором металл нагревается до высокой температуры, а затем медленно охлаждается. [15] Нержавеющая сталь марки 304 отличается превосходным сочетанием устойчивости к коррозии и способности легко формоваться. Это причина того, что эти сплавы нержавеющей стали широко используются и составляют почти половину от общего объема производства нержавеющей стали в США.S состоит из этих сплавов. Нержавеющая сталь марки 304 доступна в различных формах продукции, таких как листы, полосы, фольга и пластины. Эти сплавы нержавеющей стали марки 304 используются для производства различных типов оборудования в зависимости от их конкретного применения. Примеры включают продукты питания, напитки, санитарные, криогенные и работающие под давлением. Предыдущие пользователи, использующие нержавеющую сталь марки 302, также начали использовать нержавеющую сталь марки 304 в качестве процесса обезуглероживания кислородом аргона, который обеспечивает способ производства нержавеющей стали без потери драгоценных элементов, что сделало низкий уровень углерода более легким в достижении, а также более экономичным. .Иногда предпочтение отдается другим сплавам нержавеющей стали, например, в дрессированном прокате, поскольку более высокий уровень присутствия углерода позволяет удовлетворить требованиям предела текучести и предела прочности при растяжении при более высоком уровне пластичности. Версия из нержавеющей стали 304 с более низким содержанием углерода используется для сварных изделий, которые могут не быть защищены от условий, связанных с межкристаллитной коррозией. Нержавеющая сталь марки 304 обеспечивает очень полезную стойкость к коррозии в широком диапазоне окислительных или восстановительных сред.Эти сплавы часто используются в оборудовании, которое также требует обработки пищевых продуктов, напитков и молочных продуктов. Другие типы продуктов, контактирующих с водой, такие как теплообменники, трубы, резервуары и другое технологическое оборудование, также используют эти сплавы. Эти сплавы также широко используются в архитектурных и конструкционных решениях, которые подвергаются воздействию атмосферы. [16] Нержавеющая сталь марки 304 применяется во многих сферах, включая бытовую и промышленную химию.Процент содержания хрома в этих сплавах обеспечивает невосприимчивость к окисляющим средам, таким как разбавленная азотная кислота. Когда эти сплавы нержавеющей стали подвергаются воздействию температур от 800 до 1500 градусов по Фаренгейту, на границах зерен может происходить выделение карбидов хрома. Эти сорта становятся сенсибилизируемыми, и при воздействии агрессивных сред возникает межкристаллитная коррозия. Содержание углерода, которое присутствует в нержавеющей стали марки 304, может позволить ей быть чувствительной к высоким тепловым условиям, которые могут возникнуть при сварке сплава, и к зонам термического влияния сварных швов.Когда необходимо испытать эти условия, используется низкоуглеродистая версия того же сплава, что увеличивает время, необходимое для выделения вредного уровня карбидов хрома, хотя это не полностью останавливает реакцию осаждения от протекания в материале, хранящемся в течение длительного времени. чрезмерное количество времени в диапазоне температур осадков. [16] В таблице 1 ниже представлен состав нержавеющей стали 304.| Марка | углеродистый | марганец | кремний | фосфор | сера | хром | никель | азот | |
| 304 | мин. | – | – | – | – | – | 18.0 | 8,0 | – |
| Макс | 0,08 | 2,0 | 0,75 | 0,045 | 0,03 | 20,0 | 10,5 | 0,10 |
2.3 Применение нержавеющей стали 316L, в том числе биомедицинской
Нержавеющая сталь марки 316L является низкоуглеродистой версией нержавеющей стали марки 316. Она имеет более высокий процент никелевого сплава, чем нержавеющая сталь марки 304, а также содержит молибденовый сплав. Состав этой марки нержавеющей стали делает ее коррозионную стойкость лучше, чем у нержавеющей стали марки 304, во многих агрессивных средах.В таблице ниже представлен состав нержавеющей стали 316L.| Марка | углеродистый | марганец | кремний | фосфор | сера | хром | молибден | никель | азот | |
| 316L | мин. | – | – | – | – | – | 16.0 | 2,00 | 10,0 | – |
| Макс | 0,03 | 2,0 | 0,75 | 0,045 | 0,03 | 18,0 | 3,00 | 14,0 | 0,10 |
3.1 Различные методы термообработки
Процесс термической обработки, через который будет проходить материал, зависит от типа нержавеющей стали, которая будет подвергаться термообработке, и причины, по которой она будет обрабатываться.Различные способы термической обработки по-разному воздействуют на нержавеющую сталь. Снятие напряжений, закалка и отжиг повышают прочность пластичности, а также устойчивость к коррозии нержавеющей стали, которая будет проявляться в процессе производства. Термическую обработку различных видов нержавеющей стали следует проводить при определенных условиях, чтобы гарантировать отсутствие науглероживания, обезуглероживания и образования накипи на поверхности металла. [41] Перед тем как приступить к термообработке нержавеющей стали, поверхность нержавеющей стали должна быть тщательно очищена.Это делается для удаления любых остатков, таких как нагар, жир и масло. Эти остатки могут вызвать науглероживание, что снизит свойства коррозионной стойкости нержавеющей стали. [41] Существует множество способов отжига нержавеющей стали. Нержавеющая сталь аустенитного типа не может быть упрочнена путем термообработки, но они упрочняются путем холодной обработки. Отжиг нержавеющей стали вызывает рекристаллизацию зерен, которые подверглись деформации (упрочнение материала путем холодной обработки).Это также заставляет карбиды хрома возвращаться в раствор. Отжиг также может использоваться для снятия напряжений, вызванных холодной обработкой материала. Для отжига нержавеющей стали требуется температура выше 1040 градусов по Цельсию. [42] Отжиг нержавеющей стали аустенитного типа известен как закалочный отжиг, поскольку металл должен быстро охлаждаться, когда он имеет температуры в диапазоне от 1040 градусов Цельсия до температур ниже 600 градусов Цельсия. Это необходимо для предотвращения сенсибилизации, которая представляет собой выделение карбидов на границах зерен.[42] Твердость мартенситных нержавеющих сталей повышается за счет аустенитизации, закалки и отпуска. Температура их аустенизации находится в диапазоне от 980 до 1010 градусов по Цельсию. Твердость закаленной нержавеющей стали повышается до температуры 980 градусов Цельсия, а затем снижается из-за наличия остаточного аустенита. Перед процессом аустенизации следует использовать медленную скорость нагрева, чтобы предотвратить образование трещин в нержавеющих сталях с высоким содержанием углерода.Когда нержавеющая сталь достигает температуры аустенита, она охлаждается воздухом, так что она полностью затвердевает. Когда нержавеющая сталь достигает комнатной температуры, ее следует немедленно закалить, чтобы избежать растрескивания. [42] Чтобы снять напряжение с нержавеющей стали, ее нагревают от 425 до 925 градусов по Цельсию. Нагревание нержавеющей стали до 870 градусов Цельсия снижает нагрузку на материал на 85 процентов. Когда нержавеющая сталь снимается с напряжений в этом диапазоне температур, происходит сенсибилизация, которая представляет собой выделение карбидов хрома с границ зерен.Это снижает коррозионную стойкость нержавеющей стали. [42] Снятие напряжений с нержавеющей стали снижает остаточное напряжение, а также предотвращает коррозионное растрескивание нержавеющей стали. Это также увеличивает чувствительность нержавеющей стали к надрезам, то есть способность этого материала поглощать энергию при наличии дефекта. Это также улучшает стабильность размеров, то есть количество, в котором материал сохраняет свои первоначальные размеры при изменении температуры и влажности используемой нержавеющей стали.Во время изготовления сваривается большое количество нержавеющей стали. Когда невозможно полностью отжечь некоторые компоненты, сварные детали можно нагреть до средней температуры, чтобы снизить высокие остаточные напряжения. [42] Когда нержавеющая сталь аустенитного типа была подвергнута холодной обработке для увеличения ее прочности, снятие напряжения при низкой температуре в диапазоне от 160 до 415 градусов по Цельсию снизит остаточные напряжения без влияния на коррозионную стойкость или стойкость к коррозии. механические свойства нержавеющей стали.Если стойкость к межкристаллитной коррозии не требуется, можно использовать температуру до 425 градусов Цельсия. [42] Если требуется пластичность, нержавеющая сталь может быть отпущена. Незакаленная сталь очень твердая, но ее нельзя использовать во многих областях, поскольку она слишком хрупкая. Отпуск – это процесс, в котором используется не слишком высокая температура, и обычно его проводят после закалки стали, чтобы достичь требуемого отношения твердости к вязкости. В этом процессе металл нагревается до низкой температуры, что снижает твердость.После этого металл охлаждается воздухом, в результате чего металл становится более твердым и менее хрупким. [43]3,2 Марка нержавеющей стали 304
С. А. Тукур, М. С. Дамбатта, А. Ахмед и Н. М. Муаз провели исследование, чтобы найти влияние температуры термообработки на механические свойства нержавеющей стали 304. Образцы нержавеющей стали 304 были получены из качественной и надежной механической продукции. лаборатории компании Delta Steel в Нигерии, и образец имел состав, состоящий из 0.08% углерода, 18,75% хрома, 1% кремния, 10,5% никеля и 2% марганца. [44] Всего 12 образцов сенсибилизировали в высокотемпературной печи при температуре 660 градусов Цельсия в течение 30 минут. Затем образцы находились на открытом воздухе. Затем эти образцы подвергались отжигу на твердый раствор при различных температурах. [44] В соответствии с международными стандартами, детали были изготовлены из обработанных образцов нержавеющей стали 304. Затем на этих образцах были проведены механические испытания, чтобы определить их свойства при растяжении и твердости.Для определения твердости образцов использовалась цифровая машина для определения микротвердости типа HV-1000 Rockwell. Значение было получено путем усреднения пяти значений в разных положениях одного и того же образца. Испытание на растяжение также было проведено на образцах с использованием универсальной испытательной машины Avery-Denison 600 кН. Концы образцов зажимали в машине и прикладывали нагрузку до тех пор, пока образец не разрушился. [44] Рис.6. Изменение значения твердости в зависимости от температуры. На рисунке 6 справа показана микротвердость образцов, отожженных при разных температурах.Образец, который был сенсибилизирован при температуре 660 градусов Цельсия, имел наивысшее значение твердости по сравнению с образцами при других температурах. Это увеличение значения твердости может быть связано с выделением карбидов хрома на границах зерен. Осажденные карбиды хрома останавливают движение дислокаций и уменьшают дефекты кристаллической решетки сенсибилизируемого образца. Движение дислокаций обычно называют основным носителем пластичности, которая заключается в том, что она легко формируется.Произошло резкое снижение значения твердости образцов в диапазоне от 1010 градусов Цельсия до 1050 градусов Цельсия. Существует небольшое увеличение твердости при температуре 1090 градусов Цельсия. Уменьшение связано с растворением карбида и повышением содержания хрома в матрице, тогда как увеличение может быть связано с растяжением матрицы образца при этой температуре, что увеличивает прочность образца. Поскольку также предпочтительно, чтобы карбиды были гомогенно в растворе перед началом стадии охлаждения.Карбиды хрома растворяются медленно. По этим причинам максимальная температура, при которой нержавеющая сталь может нагреваться с ограниченным ростом зерна, в этом случае составляет 1090 градусов Цельсия. Образцы, термообработанные выше этих температур, имеют снижение твердости образцов, что может быть связано с увеличением размера зерна. Результаты также показали, что образцы, отожженные при более высоких температурах, избавились от образовавшейся сегрегации сплава и сигма-фазы, которая представляет собой интерметаллическую фазу, состоящую из железа и хрома, которая является немагнитной и образуется в аустенитных нержавеющих сталях при воздействии различных температур. от 560 градусов Цельсия до 980 градусов Цельсия.Это привело к увеличению пластичности образцов нержавеющей стали при более высоких температурах. Растворение карбидов хрома на границах зерен также было причиной, так как это остановило движение дислокаций. [44] На рисунке справа сравниваются результаты предела текучести и предела прочности на разрыв, которые были обнаружены для образцов в этом исследовании. Он показывает, что образец, сенсибилизированный при 660 градусах Цельсия, имел самую высокую прочность по сравнению с необработанным образцом, а также с образцами, отожженными при более высоких температурах.Это может быть связано с образованием карбидов хрома на границах зерен образца, которые ограничивают движение дислокаций, что приводит к увеличению предела текучести материалов. Температуры, которые были отожжены при более высоких температурах, привели к резкому снижению прочности образцов, что могло быть связано с растворением карбида и участков, обогащенных хромом, в матрице образца, что привело к снижению прочности образца. Было замечено, что после 1000 градусов Цельсия наблюдалось небольшое повышение, которое могло быть связано с ростом зерен в микроструктуре образцов.[44] Рисунок 7 Изменение прочности в зависимости от температуры. Образец подвергали термообработке до На рисунке 8 справа показана пластичность образцов, измеренная в зависимости от температур, при которых они подвергались термообработке. Пластичность образца, сенсибилизированного при температуре 660 градусов Цельсия, снижается. Это может быть связано с тем, что движению дислокаций препятствуют выделившиеся карбиды хрома. Происходит повышение пластичности, после чего происходит ее снижение, а затем снова повышение.Повышенная пластичность из-за обработки отжигом на твердый раствор при высоких температурах вызывает увеличение количества плоскостей на обработанных образцах, в которых может происходить движение дислокаций. [44] Рисунок 8: изменение пластичности образцов в зависимости от температуры, до которой они подвергались термообработке. В заключение, в этом исследовании было оценено влияние процесса термообработки и температуры, до которой должен быть нагрет образец. Было обнаружено, что наивысшее значение твердости сенсибилизированного образца было при 660 градусах Цельсия, тогда как для образца, отожженного на раствор, оно было при 1090 градусах Цельсия.Это была температура, которую они сочли лучшей для предотвращения роста зерен в отожженном на твердый раствор образце нержавеющей стали. [44]3.3 Нержавеющая сталь марки 316L
В исследовании, проведенном П. Атандой, А. Фатудиму и О. Олуволе, различные образцы нержавеющей стали типа 316L были сенсибилизированы, чтобы выяснить, как она влияет на микроструктуру и твердость образцов. Всего было 20 образцов. Каждые четыре образца подвергались термообработке при одинаковой температуре, но в течение разного времени.Это можно увидеть в таблице ниже. [45] Таблица 3 – разные температуры, каждый образец подвергался термообработке до| 750 градусов Цельсия | 30 минут |
| 1 час | |
| 2 часа | |
| 8 часов | |
| 800 градусов Цельсия | 30 минут |
| 1 час | |
| 2 часа | |
| 8 часов | |
| 850 градусов Цельсия | 30 минут |
| 1 час | |
| 2 часа | |
| 8 часов | |
| 900 градусов Цельсия | 30 минут |
| 1 час | |
| 2 часа | |
| 8 часов | |
| 950 градусов Цельсия | 30 минут |
| 1 час | |
| 2 часа | |
| 8 часов |
4.1 Дизайн для испытаний
На этапе испытаний три образца из нержавеющей стали марки 304 будут нагреты до трех различных температур.Три образца будут помещены в тепловую печь. Каждый образец будет помещен отдельно, так как каждый образец будет нагреваться до разной температуры. Температура каждого из образцов будет нагрета до 300, 400 и 800 градусов Цельсия. Стол 5| Металл | Нержавеющая сталь класс 304 | ||
| Образец | 1 | 2 | 3 |
| Температура (градусы C) | 300 | 400 | 800 |
4.2 Обработка образца для реальных испытаний
Перед тестированием образцы должны были пройти несколько этапов обработки. После такой обработки образцы могут быть подвергнуты испытанию на микротвердость.Ниже приведены шаги, которые выполнялись изначально, и можно увидеть, через какие из следующих этапов образцы прошли перед тестированием образцов.4.2.1 Термическая обработка
Фактическое проведенное тестирование было очень похоже на то, которое было разработано, но только с некоторыми небольшими изменениями, такими как количество протестированных образцов. Всего было 9 образцов, 8 из которых были подвергнуты термообработке при различных температурах, как показано в таблице ниже. Таблица 6 Температурные образцы были подвергнуты термообработке до| # | Образец 0 | Образец 1 | Образец 2 | Образец 3 | Образец 4 | Образец 5 | Образец 6 | Образец 7 | Образец 8 |
| Температура (̊C) | Р.Т | 300 | 400 | 800 | 250 | 450 | 900 | 950 | 975 |
4.2.2 Фаза резки
Поскольку через 24 часа образцы остыли, их пришлось разрезать. Образец помещали в отрезную машину. В качестве отрезного станка была использована машина Struers secotom-10, специально разработанная для прецизионной резки различных типов образцов.Эта машина имеет множество функций, таких как просторная камера для резки, которая дает больше свободного места для различных материалов. Он также имеет джойстик, который можно использовать для позиционирования образца, что, в свою очередь, экономит много времени. Он также очень удобен в использовании и не требует дополнительной предварительной настройки, кроме тех, которые требуются для образца. Высота отрезной машины также может быть изменена в определенном диапазоне, и это позволяет пользователю легко вырезать образцы разных размеров. Скорость отрезного круга также можно изменить для максимальной точности резки образца.Рис.21. Струерс секотом-10, использованный для вырезания образцов. Затем в отрезной машине образец зажимался в соответствующем положении. Эта отрезная машина имела зажимной механизм, который следил за тем, чтобы образец был надежно зажат в соответствующем положении. После того, как было удостоверено, что он надежен, скорость подачи была настроена так, чтобы образец можно было разрезать с точностью, а также был минимизирован риск его повреждения. После этого убедились, что соблюдаются университетские правила техники безопасности и здоровья, и машина была включена.Использовались три настройки, и все они оставались постоянными для всей нержавеющей стали 304 на протяжении всего процесса. Скорость вращения колеса, которое вращалось и резало образец, была установлена равной 4000 об / мин, в то время как скорость подачи, которая представляла собой скорость прядильного колеса, движущегося к образцу, была установлена равной 0,050 м / с. Длина реза была 25 мм. Во время работы машины на образец автоматически распылялась охлаждающая жидкость. Это было сделано для того, чтобы убедиться, что образец защищен от любых возможных повреждений при нагревании.Перегрев образца может привести к изменениям микроструктуры образца, что может вызвать отклонения в результатах. Затем образцы помещали в сушилку для сушки образцов. Рисунок 23 – установка резки для станка.4.2.3 Фаза формования
Образцы нужно было отлить в эпоксидную смолу, чтобы их можно было поместить в карозель (формованный держатель для образцов), и это было обязательным для выполнения остальных процедур. Затем эти образцы шлифовали на роторной кофемолке MetaServ, и для этого просто удерживали образец, помещая его на машину во время вращения.На кофемолку также распылялась жидкость, чтобы свести к минимуму риск повреждения из-за перегрева, так как это могло привести к получению недостоверных результатов. Все это было сделано для того, чтобы форма получилась ровной. После того, как все это было сделано, с помощью гравера sinograph 25 нанесли номер образца на формы. Это гарантирует, что результаты тестирования не будут смешиваться. Рисунок 24 шлифуемая форма На рис.25 выгравированы номера образцов.4.2.4 Фаза измельчения
Для измельчения образцов использовалась машина Buehler Motopol 2000.Эта машина имеет магнитную плиту и держатель образца. Прилагаемое усилие осуществляется с помощью сжатого воздуха, и это усилие можно установить с помощью контроллера сенсорной панели, установленного на машине. На этом этапе испытаний образцы помещали в каросель (круглый держатель для образцов). Затем карозель был помещен в машину, и для измельчения этих образцов использовалась бумага марок P180, P240, P400, P800 и P1200. Бумагу каждого сорта использовали для измельчения образца в течение 2 минут, после чего образцы промывали и стерилизовали, помещая их в УФ (ультрафиолетовую) стерилизационную баню на 3 минуты.После стерилизации образцы были опрысканы изопропанолом и высушены с помощью сушилки. Рисунок 26. Образцы хранения кароселя.4.2.5 Фаза полировки
Рисунок 27 образцы в УФ-бане На этом этапе будет использоваться тот же станок, который использовался в процессе шлифования. Единственное, что изменилось, – это бумага, которая использовалась для полировки образцов. Первой бумагой, использованной для полировки образцов, был Metlab 4. Затем образцы промывали и стерилизовали, помещая их в УФ-стерилизационную баню на 3 минуты.После промывки на образец напыляли алмазную суспензию с алмазами размером 9 микрон. Второй бумагой, которая использовалась для измельчения образцов, была плоская ткань. После измельчения образец был снова промыт таким же образом и стерилизован в воде с УФ-излучением. На образец распыляли дистиллированную воду с алмазной суспензией на основе 3 микрона. Рисунок 28: образцы сушатся. На этой части процесса образцы очень легко повреждались, так как поверхность была слабой, поэтому при обращении с образцами нужно было соблюдать осторожность.Теперь образцы были отполированы с использованием альфа-ткани и распылены на них обычной дистиллированной водой. Затем образцы были промыты и стерилизованы, поместив их в УФ-баню. Время, необходимое для полировки образцов, составляло 4 минуты для каждого типа бумаги, используемой для полировки образцов. Образцы были отполированы, затем вынуты из кароселя и помещены перед нагревателем для сушки.4.3 Испытание на микротвердость
После завершения всех начальных этапов можно было проводить испытание на микротвердость.Для этого испытания образец помещали в машину для определения твердости. Машина, которая использовалась для определения твердости материалов по Виккерсу, была Struers durascan. В этом испытании машина использует метод вдавливания материала образца алмазным индентором. Алмазный индентор имеет форму пирамиды, состоящей из квадратного основания, а также угла в 136 градусов между двумя гранями алмаза. К материалу прилагается постоянная сила, которая в нашем случае составляла 100 грамм. Когда образец вдавлен, диагонали оставленных меток измеряются с помощью его микроскопа.Также вычисляется площадь наклонной поверхности отметок. Нагрузка, разделенная на площадь образовавшейся вмятины, дает значение твердости по Виккерсу, и все это автоматически выполняется самой машиной. В том же самом образце было всего десять отсчетов значения твердости в разных положениях, отличных от предыдущих. Это было сделано для того, чтобы можно было получить среднее значение, что обеспечило точность результатов теста. Тот же процесс был повторен для всех других образцов.Рисунок 29. Машина для определения твердости.4.4 Микроструктуры образцов
Чтобы посмотреть на микроструктуру образцов через микроскоп, образец должен был пройти процесс, известный как процесс травления поверхности. Сначала был приготовлен травильный раствор, известный как травитель Виеллы. Раствор состоял из трех разных типов химикатов в разных объемах. В этом растворе содержались 15 мл азотной кислоты, 30 мл серной кислоты и 45 мл глицерина.Каждый образец помещали в этот раствор на определенный период времени. В растворе их перемещали, чтобы предотвратить образование пузырьков. Первоначально его помещали в него на 10 секунд, после чего его помещали под стандартный микроскоп и наблюдали, видны ли микроструктуры или нет. Если они не видны должным образом, их снова поместят в раствор для травления. После этого образцы вынимали из раствора и промывали этанолом, затем помещали в УФ-баню на 3 минуты.Поскольку образцы были очищены надлежащим образом, их вынимали из ультрафиолетовой ванны и сушили, помещая в сушилку. Затем эти образцы помещали под микроскоп для наблюдения микроструктуры образцов из нержавеющей стали 304. Тот же процесс был повторен для просмотра микроструктуры других образцов. Необходимо было соблюдать осторожность, чтобы образец не был чрезмерно травлен, и это было причиной того, что образцы проверялись многократно, что уменьшало вероятность чрезмерного травления образцов.Микроструктуры исследовали с увеличением в 50 раз для всего образца из нержавеющей стали 304. Рисунок 32 образцы в травильном растворе Рисунок 31 образцы в ультрафиолетовой воде4.5 Испытания на коррозию
На нержавеющей стали есть пассивный слой, который может подвергаться воздействию различных химикатов. Точечная коррозия образует атаки в виде пятен или ямок. Это происходит, когда нержавеющая сталь помещается в раствор, который может содержать галогениды. Они проходят там, где есть слабый пассивный слой.Различные факторы, такие как содержание хлоридов, значение pH и температура раствора, могут влиять на степень точечной коррозии. [38] Повторную полировку образцов проводили так же, как и ранее. Затем эти образцы помещали в травильный раствор на 5 минут. Затем использовали микроскоп с 20-кратным увеличением для всех образцов из нержавеющей стали 304, чтобы увидеть степень точечной коррозии, которая произошла в каждом из них. Рисунок 33 образцы в травильном растворе4.6 уголков контакта
Угол контакта – это угол, который создает определенный тип жидкости при контакте с твердой поверхностью. Этот угол определяется как свойствами твердого тела и жидкости, так и силами притяжения и отталкивания между ними. Взаимодействия, которые имеют эти два состояния, зависят от межмолекулярных сил, которые они известны как силы сцепления и адгезии. Силы сцепления – это силы, которые заставляют жидкость сопротивляться разделению, а силы сцепления заставляют жидкость прилипать к поверхности твердого тела.Более сильная сила сцепления между твердым телом и жидкостью приведет к намоканию поверхности. Более сильная сила сцепления заставит жидкость оставаться в том же сферическом пространстве и разбрызгивать поверхность. [39] Поскольку каждый из образцов подвергался термообработке до разной температуры, образующиеся углы смачивания будут различаться в каждом из них. Для этого испытания (название машины) образцы были помещены в свое определенное место, и был использован метод лежащей капли для определения углов смачивания. Капля воды капала на образец из нержавеющей стали, а затем угол смачивания автоматически рассчитывался программой в устройстве.Рис. 34 [40] углы смачивания5.1 Результаты испытаний на микротвердость
Всего было отобрано 8 образцов, каждый с разной температурой. Значение твердости по Виккерсу было взято в общей сложности 10 раз для одного и того же образца, каждый в разном. Затем было взято среднее значение для точности результатов. Нагрузка, использованная во время этих измерений, была постоянной для всех образцов и составляла 100 граммов. Таблица 7 Твердость по Виккерсу| Образец 0 (r.t C) | Образец 4 (250 ̊C) | Образец 1 (300 ̊C) | Образец 2 (400 ̊C) | Образец 5 (450 ̊C) | Образец 3 (800 ̊C) | Образец 6 (900 ̊C) | Образец 7 (950 ̊C) | Образец 8 (975 ̊C) |
| 244 | 262 | 236 | 238 | 260 | 227 | 160 | 164 | 168 |
| 258 | 258 | 228 | 238 | 249 | 221 | 150 | 160 | 180 |
| 230 | 257 | 220 | 239 | 249 | 218 | 162 | 159 | 157 |
| 238 | 240 | 246 | 242 | 265 | 220 | 163 | 156 | 162 |
| 257 | 253 | 240 | 252 | 235 | 209 | 169 | 162 | 157 |
| 254 | 257 | 236 | 228 | 246 | 228 | 164 | 173 | 159 |
| 254 | 274 | 226 | 233 | 245 | 222 | 155 | 168 | 168 |
| 248 | 264 | 246 | 242 | 249 | 228 | 169 | 169 | 175 |
| 243 | 257 | 232 | 245 | 253 | 224 | 175 | 163 | 159 |
| 257 | 255 | 235 | 238 | 246 | 226 | 174 | 178 | 163 |
| Образец 0 | Образец 4 | Образец 1 | Образец 2 | Образец 5 | Образец 3 | Образец 6 | Образец 7 | Образец 8 |
| Р.Т | 250 ̊C | 300 ̊C | 400 ̊C | 450 ̊C | 800 ̊C | 900 ̊C | 950 ̊C | 975 ̊C |
| 248,3 | 257,7 | 234,5 | 239,5 | 249,7 | 222,3 | 164,1 | 165,2 | 164,8 |
5.2 Обсуждение
Из теста твердости по Виккерсу значения, полученные для образцов, подвергнутых термообработке на различных образцах, показали общее снижение значения твердости. Хотя в среднем диапазоне температур от 300 до 450 градусов было небольшое увеличение, которое могло быть связано с выделением карбидов хрома на границах зерен, которые препятствовали перемещению дислокаций, что приводило к увеличению твердости. Результаты также показали, что образцы, прошедшие термообработку от 800 градусов Цельсия до 975 градусов Цельсия, показали снижение твердости, поскольку они избавились от образовавшейся сегрегации сплава и сигма-фазы, которая представляет собой интерметаллическую фазу, состоящую из железо и хром.Эта сигма-фаза немагнитна и образуется на образце из нержавеющей стали 304, когда он подвергается воздействию температур от 560 до 980 градусов Цельсия. По мере уменьшения твердости пластичность образцов из нержавеющей стали 304, прошедших термообработку в этом диапазоне, увеличивалась. Рис. 55. Выделение карбидов хрома на границах зерен [46] Кроме того, также можно увидеть, что размер зерна образцов, термообработанных в диапазоне 300, 400 и 450 градусов Цельсия, уменьшается, что, в свою очередь, уменьшает расстояние между атомами, перемещающимися вдоль плоскости скольжения, чтобы уменьшаться, вызывая снижение твердости образцов. увеличиваются с повышением температуры.Таким образом, чем меньше размер зерен, тем выше твердость образца. Из микроструктур также видно, что произошло резкое увеличение размера зерна для образцов из нержавеющей стали 304, подвергнутых термообработке при 800, 900, 950 и 975 градусах Цельсия. По мере повышения температуры размер зерна увеличивался, что приводило к снижению твердости образцов из нержавеющей стали 304. По микроструктурам после испытания на коррозию было обнаружено, что образец, который не подвергался термообработке, имел очень небольшую коррозию, что видно по небольшим пятнам, которые были распределены по большей площади.В образце, который подвергался термообработке при 250 градусов Цельсия, наблюдалась более высокая питтинговая коррозия, поскольку размер пятен коррозии увеличивался, таким образом, также занимая большую площадь образца, и это увеличилось еще больше для образца, прошедшего термообработку при 300 градусов Цельсия . Для образца, нагретого до 400 градусов Цельсия, размер пятен точечной коррозии немного уменьшился. Образец, прошедший термообработку при 450 градусах Цельсия, имел пятна точечной коррозии, которые немного увеличились. Образец, прошедший термообработку до 800 градусов Цельсия, имел более крупные пятна, но их концентрация была меньше, чем у образцов при более низкой температуре.При повышении температуры с 800 до 975 градусов Цельсия количество пятен питтинговой коррозии стало меньше, но их количество и концентрация увеличились. Результаты показали, что термически обработанные образцы имели более сильную питтинговую коррозию, чем необработанный образец, и коррозия усиливалась по мере увеличения температуры термообработки образца. Из результатов угла смачивания было отмечено, что в целом по мере увеличения температуры образца, подвергшегося термообработке, углы смачивания уменьшались.После проведения всех испытаний было отмечено, что наивысшим значением твердости обладал образец, прошедший термообработку при температуре 250 градусов Цельсия, в то время как образец, прошедший термообработку при 900 градусах Цельсия, также имел самое низкое значение твердости. как наименьший угол контакта 60,33 градуса. Также было отмечено, что при более высокой температуре количество точечной коррозии также увеличивается. Следует отметить, что, хотя нержавеющая сталь 304 демонстрирует хорошие коррозионно-стойкие свойства, ее недостаточно для длительного воздействия физиологических жидкостей, если должен быть выбран материал имплантата.Это хорошо для других приложений. Он обладает хорошими свойствами для использования в больницах, хирургических и фельдшерских учреждениях, поскольку он не вступает в химическую реакцию с тканями тела, а также не вступает в реакцию с чистящими средствами, которые используются для его стерилизации. Чтобы использовать его в имплантатах, поверхность может быть модифицирована для повышения коррозионной стойкости нержавеющей стали марки 304 таким образом, чтобы она соответствовала свойствам нержавеющей стали марки 316L. Лучшим типом нержавеющей стали для имплантации материалов в тело является нержавеющая сталь марки 316L.Обладает самой высокой устойчивостью к коррозии с биологической жидкостью по сравнению с другими марками стали. Этот сорт нержавеющей стали не содержит серы, которая является элементом, способствующим коррозии металлов. Этот сорт также содержит молибденовый сплав, который образует защитный слой на поверхности металла, защищая его от кислотных сред. Если другие металлы также просматриваются, то титановый сплав – лучший тип металла для имплантатов. Титановые сплавы прочнее нержавеющей стали и легче.Они обладают большой устойчивостью к повторяющимся нагрузкам, что делает их идеальным имплантатом для конкретного применения. Титановый сплав также имеет большую прочность, когда он многократно подвергается нагрузке, что позволяет этому металлу выдерживать напряжение во время внутренней фиксации имплантата. Он также имеет более низкий модуль упругости, следовательно, он менее жесткий и ограничивает нагрузку на структуры костей. Кроме того, вероятность реакции со стороны иммунной системы на него ниже, поскольку этот металл более устойчив к коррозии, чем имплантаты из нержавеющей стали.Этот сплав также служит дольше и долговечен, при этом он может служить более 20 лет, в то время как зубные имплантаты могут служить еще дольше. В ближайшие годы использование титановых сплавов будет продолжать расти. Это связано с тем, что медицинская промышленность будет продолжать исследовать новые методы использования этого металлического сплава. Экономическая эффективность этого металла также является еще одной причиной для его дальнейшего исследования.- История нержавеющей стали [Интернет].Estonentsteel.com. 2016 [цитируется 3 ноября 2016 года]. Доступно по адресу: http://www.estronicsteel.com/historyofstronicsteel.shtml
- Томас Г. История нержавеющей стали – 100-летие [Интернет]. AZoM.com. 2013 [цитируется 3 ноября 2016 года]. Доступно по ссылке: http://www.azom.com/article.aspx?ArticleID=8307
- Обзор различных типов нержавеющей стали – Мир нержавеющей стали [Интернет]. Stainless-steel-world.net. 2017 [цитировано 14 марта 2017 года].Доступно по адресу: http://www.strobe-steel-world.net/basicfacts/stronic-steel-and-its-families.html
- Влияние легирующих элементов | Больше нержавеющей | Продукты и свойства | Глобальный | Outokumpu [Интернет]. Outokumpu.com. 2017 [цитировано 14 марта 2017 года]. Доступно по адресу: http://www.outokumpu.com/en/products-properties/more-strobe/the-effects-of-alloying-elements%E2%80%8B/pages/default.aspx
- Артикул: Ферритные нержавеющие стали [Интернет]. Бсса.org.uk. 2016 [цитируется 3 ноября 2016 года]. Доступно по ссылке: http://www.bssa.org.uk/topics.php?article=20
- Сколько существует видов нержавеющей стали? [Интернет]. Bssa.org.uk. 2016 [цитируется 7 ноября 2016 года]. Доступно по ссылке: http://www.bssa.org.uk/faq.php?id=10
- Bell T. Что такое аустенитная нержавеющая сталь? [Интернет]. Баланс. 2016 [цитируется 7 ноября 2016 года]. Доступно по адресу: https://www.thebalance.com/metal-profile-austenitic-stronic-2340126
- Артикул: Мартенситные нержавеющие стали [Интернет].Bssa.org.uk. 2016 [цитируется 7 ноября 2016 года]. Доступно по ссылке: http://www.bssa.org.uk/topics.php?article=253
- Нержавеющая сталь – дисперсионная закалка – 1,4542 бар [Интернет]. Aalco.co.uk. 2016 [цитируется 7 ноября 2016 года]. Доступно по адресу: http://www.aalco.co.uk/datasheets/Stainless-Steel-14542-Bar_100.ashx
- Ассоциация I. Дуплекс из нержавеющей стали [Интернет]. Imoa.info. 2016 [цитируется 17 ноября 2016 года]. Доступно по адресу: http://www.imoa.info/molybdenum-uses/molybdenum-grade-stronic-steels/duplex-stronic-steel.php
- семейство нержавеющей стали [Интернет]. Международный форум по нержавеющей стали. 2016 [цитируется 17 ноября 2016 года]. Доступно по адресу: http://www.worldst БОЛЬШЕ.org/Files/issf/non-image-files/PDF/TheStainlessSteelFamily.pdf
- Преимущества нержавеющей стали [Интернет]. Assda.asn.au. 2016 [цитируется 17 ноября 2016 года]. Доступно по адресу: https://www.assda.asn.au/benefits-of-stronic-steel
- Типы нержавеющей стали, области применения и новые разработки | Инженер Live [Интернет].Engineerlive.com. 2017 [цитируется 15 марта 2017 года]. Доступно по адресу: http://www.engineerlive.com/content/23329
- Наиболее распространенные области применения нержавеющей стали | Металлические супермаркеты – сталь, алюминий, нержавеющая сталь, горячекатаный, холоднокатаный, сплав, углерод, оцинковка, латунь, бронза, медь [Интернет]. Металлические супермаркеты – сталь, алюминий, нержавеющая сталь, горячекатаный, холоднокатаный, сплав, углерод, оцинковка, латунь, бронза, медь. 2017 [цитируется 15 марта 2017 года]. Доступно по адресу: https://www.metalsupermarkets.ru / наиболее распространенное использование нержавеющей стали /
- Применение нержавеющей стали 304 в медицине (UNS S30400) [Интернет]. AZoM.com. 2016 [цитируется 28 ноября 2016 года]. Доступно по ссылке: http://www.azom.com/article.aspx?ArticleID=6641
- ATI [Интернет]. http://www.integritystarin.com/. 2014 г. [цитируется 13 декабря 2016 г.]. Доступно по адресу: http://www.integritystarin.com/wp-content/uploads/2016/07/ati_302_304_304l_305_tds_en3_v1.pdf
- Нержавеющая сталь марки 304 (UNS S30400) [Интернет].AZoM.com. 2001 [цитировано 4 декабря 2016 года]. Доступно по ссылке: http://www.azom.com/article.aspx?ArticleID=965
- 304: Начало [Интернет]. Assda.asn.au. 2016 [цитируется 1 декабря 2016 года]. Доступно по адресу: https://www.assda.asn.au/technical-info/grade-selection/304-the-place-to-start
- Пластина из аустенитной нержавеющей стали из сплава 304 / 304L – сталь Sandmeyer [Интернет]. Sandmeyer Steel. 2016 [цитируется 4 декабря 2016 года]. Доступно по адресу: https: //www.sandmeyersteel.com / 304L.html
- Продукты A. Использование нержавеющей стали [Интернет]. Строительная продукция Анкон. 2016 [цитируется 4 декабря 2016 года]. Доступно по адресу: http://www.ancon.co.uk/about-ancon/the-use-of-stronic-steel
- Нержавеющая сталь в гигиенических применениях [Интернет]. http://www.electropolish.be/. 2015 г. [цитировано 4 декабря 2016 г.]. Доступно по адресу: http://www.electropolish.be/electropolish/pdf/stintagesteel-in-hygienic-applications_en.pdf
- Нержавеющая сталь 304 [Интернет].Lenntech.com. 2016 [цитируется 4 декабря 2016 года]. Доступно по адресу: http://www.lenntech.com/stronic-steel-304.htm#ixzz4QwxHdklg
- Описание нержавеющей стали типа 304 / 304L [Интернет]. Баланс. 2016 г. [цитируется 13 декабря 2016 г.]. Доступно по ссылке: https://www.thebalance.com/type-304-and-304l-stronic-steel-2340261 Нержавеющая сталь
- – Марка 316L – Свойства, изготовление и применение (UNS S31603) [Интернет]. AZoM.com. 2016 г. [цитировано 12 декабря 2016 г.]. Доступно по адресу: http: // www.azom.com/article.aspx?ArticleID=2382
- Свойства нержавеющей стали типа 316 [Интернет]. Баланс. 2016 г. [цитировано 12 декабря 2016 г.]. Доступно по адресу: https://www.thebalance.com/type-316-and-316l-stronic-steel-2340262
- Нержавеющая сталь Северной Америки [Интернет]. http://www.integritystarin.com/. 2016 г. [цитировано 12 декабря 2016 г.]. Доступно по адресу: http://www.integritystarin.com/wp-content/uploads/2016/07/NAS-CR-Grade-316-316L.pdf
- ДУНДЕКОВА С, ШКОРИК В, ХАДЗИМА Б, БУКОВИНОВА Л.ВЛИЯНИЕ ТЕМПЕРАТУРЫ НА КОРРОЗИОННУЮ УСТОЙЧИВОСТЬ НЕРЖАВЕЮЩЕЙ СТАЛИ AISI 316L [Интернет]. http://annals.fih.upt.ro/. 2015 г. [цитировано 12 декабря 2016 г.]. Доступно по ссылке: http://annals.fih.upt.ro/pdf-full/2015/ANNALS-2015-1-36.pdf
- 2. ATI [Интернет]. http://www.integritystarin.com/. 2014 г. [цитируется 13 декабря 2016 г.]. Доступно по адресу: http://www.integritystarin.com/wp-content/uploads/2016/07/ati_316_316l_317_317l_tds_en2_v1.pdf
- Hermawan H, Ramdan D, R.П. Джуаншах Дж. Металлы для биомедицинских приложений [Интернет]. intechweb.org. 2016 [цитируется 26 октября 2016 года]. Доступно по ссылке: http://cdn.intechweb.org/pdfs/18658.pdf
- Eni Generalic C. Глоссарий по химии: результаты поиска для «объемно-центрированной тетрагональной решетки» [Интернет]. Glossary.periodni.com. 2017 [цитируется 15 марта 2017 года]. Доступно по ссылке: http://glossary.periodni.com/dictionary.php?en=body-centered+tetragonal+lattice
- Типы нержавеющей стали, области применения и новые разработки | Инженер Live [Интернет].Engineerlive.com. 2017 [цитируется 15 марта 2017 года]. Доступно по адресу: http://www.engineerlive.com/content/23329
- SD-YHC304 Ортопедическая вытяжная кровать из нержавеющей стали с четырьмя вращающимися рычагами_Shandong Shunde Medical High-Tech Products Co., Ltd [Интернет]. Sdsdyl.com. 2017 [цитировано 16 марта 2017 года]. Доступно по ссылке: http://www.sdsdyl.com/en/productshow.asp?ArticleID=94
- Твердомер по Виккерсу [Интернет]. Winex-instrument.com. 2017 [цитируется 6 апреля 2017 года]. Доступно по адресу: http: // www.winex-instrument.com/vickers.php
- Испытание на растяжение стального материала с высокоточным контролем деформации: SHIMADZU (Shimadzu Corporation) [Интернет]. ШИМАДЗУ (Shimadzu Corporation). 2017 [цитируется 6 апреля 2017 года]. Доступно по адресу: http://www.shimadzu.com/an/industry/ceramicsmetalsmining/i223.html
- 3. Оптика О., Оптика О. Омано OM139 40X-1000X составной лабораторный микроскоп с оптикой бесконечности [Интернет]. Microscope.com. 2017 [цитируется 6 апреля 2017 года]. Доступно по адресу: http: //www.microscope.ru / Student-Microscopes / University-Student-Microscopes / omano-om139-infinity-corrected-plan-optics.html # gref
- Оптический тензиометр – измеритель угла смачивания | Dyne Technology [Интернет]. Dynetechnology.co.uk. 2017 [цитируется 11 апреля 2017 года]. Доступно по адресу: http://www.dynetechnology.co.uk/measurement-equipment/contact-angle-meters/
- Тест твердости по Виккерсу [Интернет]. Gordonengland.co.uk. 2017 [цитируется 12 апреля 2017 года]. Доступно по адресу: http://www.gordonengland.co.uk/hardness/vickers.htm
- [Интернет].2017 [цитируется 12 апреля 2017 года]. Доступно по адресу: http://smt.sandvik.com/en/materials-center/corrosion/wet-corrosion/pitting/
- Силы сцепления и сцепления [Интернет]. Химия LibreTexts. 2017 [цитируется 13 апреля 2017 года]. Доступно по адресу: https://chem.libretexts.org/Core/Physical_and_Theoretical_Chemistry/Physical_Properties_of_Matter/States_of_Matter/Properties_of_Liquids/Cohesive_and_Adhesive_Forces
- Смачивание и угол контакта – Урок [Интернет]. www.teachengineering.org. 2017 [цитируется 13 апреля 2017 года].Доступно по адресу: https://www.teachengineering.org/lessons/view/duk_surfacetensionunit_less3
- Металлы A. Нержавеющая сталь – термическая обработка [Интернет]. AZoM.com. 2017 [цитируется 18 апреля 2017 года]. Доступно по ссылке: http://www.azom.com/article.aspx?ArticleID=1141
- ВРАЧ ПО ТЕПЛОВОЙ ОБРАБОТКЕ: нержавеющая сталь, часть вторая: методы термической обработки [Интернет]. http://www.industrialheating.com/. 2006 [цитируется 18 апреля 2017 года]. Доступно по адресу: http://www-eng.lbl.gov/~shuman/NEXT/MATERIALS&COMPONENTS/Pressure_vessels/strome-steel_heat_treat-article.pdf
- Как нагревание металла влияет на его свойства | Металлические супермаркеты – сталь, алюминий, нержавеющая сталь, горячекатаный, холоднокатаный, сплав, углерод, оцинковка, латунь, бронза, медь [Интернет]. Металлические супермаркеты – сталь, алюминий, нержавеющая сталь, горячекатаный, холоднокатаный, сплав, углерод, оцинковка, латунь, бронза, медь. 2017 [цитируется 18 апреля 2017 года]. Доступно по адресу: https://www.metalsupermarkets.com/how-heating-metal-affects-its-properties/
- Влияние температуры термообработки на механические свойства нержавеющей стали AISI 304 S.А. Тукур1, М.С. Дамбатта2, А. Ахмед3, Н.М. Международный журнал инновационных исследований в области науки, техники и технологий. 2014; 3 (2): 2-5.
- Исследование сенсибилизации нормализованной нержавеющей стали 316L. Журнал исследования свойств минералов и материалов и инженерии [Интернет]. 2010 [цитировано 19 апреля 2017 г.]; 9 (1): 13-23. Доступно по ссылке: http://file.scirp.org/pdf/JMMCE20100100002_65049058.pdf
- SSINA: нержавеющая сталь: коррозия [Интернет]. Ssina.com. 2017 [цитируется 19 апреля 2017 года].Доступно по адресу: http://www.ssina.com/corrosion/igc.html
ДОБРО ПОЖАЛОВАТЬ В IJSTR (ISSN 2277-8616) –
|
Закалка, закалка, отпуск в Metlab of Wyndmoor PA.
(нажмите на миниатюру, чтобы увеличить)
Закалка металла / Закалка металла / Закалка металла
Три больших комплекта подшипников извлекаются из печи Metlab диаметром 180 дюймов и высокой науглероживающей способностью 156 дюймов после температуры закалки (1550 ° F) для последующей закалки в горячее масло с перемешиванием.Детали были науглерожены до глубины корпуса более 0,200 дюймов ECD. Вес приспособления и компонентов составляет около 40 000 фунтов.
Закалка металлов | Закалка металлов | Закалка металлов | Удобства
Закалка металла
Использование этой обработки приведет к улучшению механических свойств, а также к повышению уровня твердости, в результате чего изделие станет более жестким и долговечным. Сплавы нагреваются выше критической температуры превращения материала, затем охлаждают достаточно быстро, чтобы мягкий исходный материал превратился в гораздо более твердую и прочную структуру.Сплавы могут охлаждаться на воздухе или охлаждаться закалкой в масле, воде или другой жидкости, в зависимости от количества легирующих элементов в материале. Затвердевшие материалы обычно подвергаются отпуску или снятию напряжений для улучшения их размерной стабильности и ударной вязкости.
Стальные детали часто требуют термической обработки для получения улучшенных механических свойств, таких как повышение твердости или прочности. Процесс закалки состоит из нагрева компонентов выше критической (нормализационной) температуры, выдержки при этой температуре в течение одного часа на дюйм толщины, охлаждения со скоростью, достаточно быстрой, чтобы позволить материалу преобразоваться в гораздо более твердую и прочную структуру, а затем отпуск. .Сталь по существу представляет собой сплав железа и углерода; другие стальные сплавы содержат в растворе другие металлические элементы. Нагревание материала выше критической температуры приводит к переходу углерода и других элементов в твердый раствор. Закалка «замораживает» микроструктуру, вызывая напряжения. Затем детали подвергаются отпуску для преобразования микроструктуры, достижения соответствующей твердости и устранения напряжений.
Закалка металла
Материал нагревается до подходящей температуры, а затем закаливается в воде или масле для затвердевания до полной твердости в зависимости от типа стали.
Материал нагревают до температуры, подходящей для затвердевания, затем быстро охлаждают, погружая горячую часть в воду, масло или другую подходящую жидкость, чтобы преобразовать материал в полностью затвердевшую структуру. Закаленные детали обычно должны быть выдержаны, отпущены или сняты напряжения для достижения надлежащей ударной вязкости, окончательной твердости и стабильности размеров.
Сплавы могут охлаждаться на воздухе или охлаждаться закалкой в масле, воде или другой жидкости, в зависимости от количества легирующих элементов в материале и конечных механических свойств, которые должны быть достигнуты.Закаленные материалы подвергаются отпуску для улучшения их размерной стабильности и прочности.
Закалка металла
Отпуск выполняется для достижения требуемого сочетания твердости, прочности и вязкости или для уменьшения хрупкости полностью закаленных сталей. Стали никогда не используются в закаленном состоянии. Комбинация закалки и отпуска важна для изготовления прочных деталей.
Эта обработка следует за закалкой или охлаждением на воздухе.Отпуск обычно считается эффективным для снятия напряжений, вызванных закалкой, в дополнение к снижению твердости до определенного диапазона или соблюдению определенных требований к механическим свойствам.
Отпуск – это процесс повторного нагрева стали при относительно низкой температуре, приводящий к выделению и сфероидизации карбидов, присутствующих в микроструктуре. Температура и время отпуска обычно контролируются для получения конечных свойств, требуемых от стали.В результате получается компонент с соответствующим сочетанием твердости, прочности и вязкости для предполагаемого применения. Отпуск также эффективен для снятия напряжений, вызванных закалкой.
Удобства
Открытая или закрытая печь – закалка, отжиг, нормализация, обработка раствором и т. Д. До 2200 ° F
- Шахтная печь – диаметр 144 дюйма, высота 96 дюймов
- Шахтная печь – диаметр 180 дюймов на высоту 156 дюймов
- Шахтная печь (2) – диаметр 54 дюйма, высота 180 дюймов
- Колпаковые печи (4) – диаметр 72 дюйма, высота 84 дюйма
- Интегральные закалочные печи в масле – 24 x 36 x 24 дюйма в высоту, 18 x 24 x 18 дюймов в высоту
- Печь с вращающимся подом и закалка под прессом – Детали диаметром до 16 дюймов
- Вакуумная печь – 24 “О.D. x глубина 24 дюйма
наверх
ИСПОЛЬЗОВАНИЕ КОЛЕБАНИЙ ДАВЛЕНИЯ ФЛУКУЮЩЕГО ПОТОКА ГАЗА ДЛЯ ОБРАБОТКИ 40Х ЗАКАЛЕННЫХ СТАЛЬНЫХ ОБРАЗЦОВ
Артикул в РусскийДля цитирования: Ильина Е.Е., Продан Н.В., Вологжанина С.А. Использование колебаний давления пульсирующего газового потока для работы с образцами из стали упрочненной 40Х. Научно-технический вестник информационных технологий, механики и оптики , 2016, т.16, нет. 4, стр. 635–641. DOI: 10.17586 / 2226-1494-2016-16-4-635-641
Абстракция
Предмет исследования. В статье рассматривается опыт использования передовых технологий аэроакустической обработки материалов для повышения ударной вязкости образцов конструкционной стали типа 40Х. Метод основан на воздействии на образец пульсирующей струи воздуха с колеблющимися ударно-волновыми структурами. В результате в образце генерируются так называемые волны Максвелла, которые могут привести к благоприятному преобразованию микро- и субструктуры, а также фазовой структуры закаленных сталей.Полученных изменений может быть достаточно для повышения ударной вязкости и уменьшения остаточных напряжений, возникающих в ходе предыдущих обработок. В этом случае уменьшается деформация компонентов, а при дальнейшей обработке и эксплуатации снижается вероятность отказа. Преимущество технологии – исключение дополнительной термообработки, например релаксационного отжига, что способствует снижению остаточных напряжений. Это может быть полезно, в частности, для сохранения высокой твердости и износостойкости, достигаемой закалкой и низкотемпературным отпуском (около 200 ° C), поскольку релаксационный отжиг обычно имеет более высокую температуру и приведет к их снижению.Повышение вязкости образцов считается показателем положительного воздействия рассматриваемой обработки. Основные результаты. Определены характеристики и режимы экспериментального акустического преобразователя, реализующего аэроакустическую обработку. Проведены эксперименты по оценке влияния аэроакустических воздействий на ударную вязкость широко применяемой стали типа 40Х. Полученные результаты позволяют предположить, что применение аэроакустической обработки образцов, упрочненных термической обработкой, приводит к повышению ударной вязкости исследуемого материала.В этом случае сохраняется повышенное значение твердости, полученное после термообработки. Практическая значимость. Результаты дополняют ранее полученные экспериментальные данные по аэроакустической обработке металлических материалов. Их можно использовать (после повышения статистической достоверности данных) при разработке технологии обработки деталей, где важно иметь высокую твердость и износостойкость при соответствующей ударной вязкости.
Ключевые слова: термообработка стали , закалка, отпуск, аэроакустическая обработка, резонатор, генератор акустического излучения, волны Максвелла, ударная вязкость
Благодарности. Авторы благодарят Т. Иванова за проведение фрактографических исследований на кафедре нанотехнологий и материаловедения Университета ИТМО и О.А. Приходько за ценные замечания и рекомендации.
Ссылки
1. Булат П.В., Засухин О.Н., Усков В.Н. О классификации режимов течения в канале с внезапным расширением. Теплофизика и аэромеханика , 2012, т. 19, нет. 2. С. 233–246. DOI: 10.1134 / S0869864312020072
2.Засухин О.Н., Булат П.В., Продан Н.В. Колебания базового давления. Фундаментальные исследования .2012. 3–1. С. 204–207. (На русском языке)
3. Ильина Е.Е., Вологжанина С.А., Иванов Д.А. Влияние термической обработки на акустические свойства поверхностных слоев стальных изделий. Материалы XXII Уральской школы металлов-Термистов. XXII Уральская школа металлургов-металлургов] . Орск, Россия, 2014. С. 222–223.
4. Ильина Е.Е., Вологжанина С.А., Иванов Д.А., Иголкин А.Ф., Засухин О.Н. Оценка влияния термической обработки на акустические свойства стали 40Х. Материалы XVII Между. Научно-Практ. Конф. Технология Упрочнения, Нанесения Покрытий и Ремонт: Теория и Практика. XVII Междунар. Конф. по технологии закалки, нанесения покрытий и ремонта: теория и практика] . Санкт-Петербург, 2015. С. 292–295.
5. Воробьева Г.А., Иводитов А.Н., Сизов А.М. О структурных превращениях в металлах и сплавах под действием импульсной обработки. Известия АН СССР. Металл , 1991, вып. 6. С. 131–137.
6. Ерофеев В.К., Воробьева Г.А. Концептуальная модель влияния аэротермоакустической обработки на свойства металлических материалов. Металлообработка .2009. 3. С. 31–38.
7. Ерофеев В.К., Воробьева Г.А. Исследование влияния аэроакустической обработки на структуру быстрорежущих инструментальных сталей и сплавов. Металлообработка .2009. 6. С. 34–40. (На русском языке)
8.Иванов Д.А. Повышение конструктивной прочности металлических материалов за счет их обработки нестационарными газовыми потоками без предварительного нагрева. Технико-технологические проблемы сервиса , 2011, №1. 4. С. 24–29.
9. Булат П.В., Продан Н.В., Засухин О.Н., Иванов Д.А. Акустический преобразователь. Патент на полезную модель № 152649, 2014.
.
10. Вагапов И.К., Ганиев М.М., Шинкарев А.С. Теоретическое и экспериментальное исследование динамики ультразвуковой виброударной системы с промежуточным бойком. Известия высших учебных заведений. Машиностроительный завод , 2008 г., вып. 5. С. 3–24. (На русском языке)
11. Витязь П.А., Гордиенко А.И., Хейфец М.Л. Проектирование процессов упрочняющей обработки конструкционных материалов концентрированными потоками энергии. Упрочняющие Технологии и Покрытия , 2011, № 4, с. 1. С. 8–14.
12. Гаврилова Т.М. Контактное трение в очаге деформации при ультразвуковой пластической деформации поверхности. Российские инженерные изыскания, 2008, т.28, вып. 8. С. 764–768. DOI: 10.3103 / S1068798X08080078
13. Киселев Е.С., Благовский О.В. Применение ультразвуковой обработки при производстве ответственных деталей. Технология машиностроения .2011. 5. С. 33–37.
14. Марочник стали и сплавов. Эд. В ВИДЕ. Зубченко. М .: Машиностроение, 2001.672 с.
15. Новиков И.И. Металловедение. Эд. ПРОТИВ. Золотаревский. М .: МИСиС, 2009. 2, 496 с.
16.Ежов А.А., Герасимова Л.П. Дефекты в металлах. Справочник-атлас. М .: Русский университет, 2002.360 с. (На русском языке)
Сквозная закалка | Paulo
Сквозная закалка – это процесс быстрой закалки для увеличения твердости стального сплава с целью увеличения его прочности. В отличие от цементирующей закалки, которая придает стали твердый внешний слой, сохраняя при этом более мягкую и пластичную сердцевину, в результате закалки углерод рассеивает углерод по всему сечению стали.
Сквозное упрочнение обычно состоит из трех этапов: нагрев сплава для изменения его физических свойств, быстрая закалка в среде, такой как масло, соль или щелочь, и повторный нагрев или отпуск для устранения избыточной хрупкости из обработанного сплава. .
Сталь со сквозной закалкой обычно называют «закаленной сталью», но это немного неправильное название, несмотря на то, что отпуск действительно имеет место. Отпуск – это просто процесс повторного нагрева материала после первоначального нагрева и закалки для борьбы с хрупкостью.Он проводится во многих процессах термообработки и не обязательно указывает на то, что сплав подвергся сквозной закалке.
Поскольку углерод, сплав и инструмент подвергаются термической обработке, могут возникать трещины и деформации – и это просто недопустимо. В Paulo мы понимаем эти риски и внедрили проверенные сложные компьютерные системы для оценки и снижения рисков. Это обеспечивает стабильное качество при выполнении крупных производственных заказов. Наш опытный металлургический персонал наблюдает за каждым этапом, обеспечивая постоянные усовершенствования, чтобы все было вовремя и в соответствии со спецификациями.
Аппликации для сквозной закалки
Сквозное упрочнение полезно в тех случаях, когда требуются прочность, твердость и износостойкость. Этот процесс используется в широком спектре инженерных приложений, в том числе:
- Каркасы сидений и пряжки ремней безопасности
- Инструмент ручной
- Детали, которые должны будут выдерживать большие нагрузки в течение срока службы, такие как гайки и болты, скобы, цепи, гвозди и крюки
- Пружины, оси, подшипники, лезвия, скребки и прочие компоненты, используемые в промышленности
В Paulo у нас есть закалочные печи, способные выдерживать циклы до 3500 фунтов.