Твердость стали 45 – 45
alexxlab | 10.01.2020 | 0 | Разное
Сталь 45 конструкционная углеродистая качественная
Заменители
Иностранные аналоги
| Германия (DIN) | C45, C45E+QT, Ck45, Cm45 |
| Евронормы (EN) | 1.0503, 1.1191 |
| США | M1044, 1044, 1045, M1045 |
| Япония | S45C, S48C |
ВАЖНО!!! Возможность замены определяется в каждом конкретном случае после оценки и сравнения свойств сталей
Расшифровка
Цифра 45 указывает среднее содержание углерода в сотых долях процента, т.е. содержание углерода в стали 45 составляет 0,45%.
Характеристики и назначение
Сталь марки 45 относится к конструкционным углеродистым нелегированным специальным качественным сталям с нормальным содержанием марганца.
Сталь марки 45 применяется для изготовления:
- муфт насосных штанг,
- вал-шестерни,
- валов центробежных насосов,
- штоков грязевых насосов,
- пальцев крейцкопфов грязевых насосов,
- компрессоров,
- роторов,
- стволов и переводников вертлюгов,
- переводников для рабочих и бурильных труб,
- корпусов колонковых долот,
- роликов превентора,
- конических шестерен,
- шестерни,
- фиксаторов и шпонок буровых станков,
- цепных колес буровых лебедок,
- штифтов,
- упорных винтов,
- скалок насосов,
- цапф,
- коленчатые и распределительные валы,
- шпиндели,
- бандажи,
- цилиндры,
- кулачки,
- другие нормализованные, улучшаемые и подвергаемые поверхностной термообработке детали, от которых требуется повышенная прочность.
Применение стали 45 для деталей арматуры и пневмоприводов, не работающих под давлением и не подлежащих сварке, предназначенных для эксплуатации в условиях низких температур
| Марка стали | Закалка + отпуск при температуре, °С | Примерный уровень прочности, Н/мм2(кгс/мм2) | Температура применения не ниже,°С | Использование в толщине не более, мм |
| 45 | 500 | 900 (90) | -50 | 20 |
ПРИМЕЧАНИЕ
- При термической обработке на прочность ниже указанной в графе 3 или при использовании в деталях с толщиной стенки менее 10 мм температура эксплуатации может быть понижена.
- Максимальная толщина, указанная в графе 5, обусловлена необходимостью получения сквозной прокаливаемости и однородности свойств по сечению.
Применение стали 45 для изготовление крепежных деталей (ГОСТ 32569-2013)
| Марка стали | Технические требования | Допустимые параметры эксплуатации | Назначение | |
| Температура стенка, °С | Давление среды, МПа(кгс/см2), не более | |||
| Сталь 45 ГОСТ 1050 ГОСТ 10702 | СТП 26.260.2043 | От -40 до +425 | 10(100) | Шпильки, болты |
| 16(160) | Гайки | |||
| От -40 до +450 | Шайбы | |||
Пределы применения, виды обязательных испытаний и контроля стали 45 для фланцев для давление свыше 10 МПа (100 кгс/см2) (ГОСТ 32569-2013)
| Марка стали | Технические требования | Наименование детали | Предельные параметры | Обязательные испытания | Контроль | |||||||
| Температура стенка, °С не более | Давление номинальное, МПа(кгс/см2), не более | σ0,2, МПа | σв, МПа | δ5, % | ψ% | KCU, Дж/см2 | Твердость HB | Дефектоскопия | Неметаллические включения | |||
| Сталь 45 ГОСТ 1050 ГОСТ 10702 | ГОСТ 9399 | Фланцы | От -40 до +200 | 32(320) | 16(160) | + | + | + | + | + | + | — |
Стойкость стали 45 против щелевой эрозии
| Группа стойкости | Балл | Эрозионная стойкость по отношению к стали 12X18h20T |
| Нестойкие | 6 | 0,005-0,05 |
ПРИМЕЧАНИЕ. Коэффициент эрозионной стойкости материала представляет собой отношение скорости эрозионного износа материала к скорости эрозионного износа стали 12Х18Н10Т (принятой за 1).
к содержанию ↑Применение стали 45 для изготовления основных деталей арматуры АС
| Материал | Вид полуфабриката или изделия | Максимально допустимая температура применения, °С | |
| Наименование | Марка, НД на материал | ||
| Углеродистая сталь | Сталь 45 ГОСТ 1050 | Поковки, сортовой прокат. Крепеж | 350 |
Вид поставки
- сортовой прокат, в том числе фасонный: ГОСТ 1050-88, ГОСТ 2590-88, ГОСТ 2591-88, ГОСТ 2879-88, ГОСТ 8509-93, ГОСТ 8510-86, ГОСТ 8239-89, ГОСТ 8240-89, ГОСТ 10702-78.
- Калиброванный пруток ГОСТ 1050-74, ГОСТ 7417-75, ГОСТ 8559-75, ГОСТ 8560-78, ГОСТ 10702-78.
- Шлифованный пруток и серебрянка ГОСТ 14955-77, ГОСТ 10702-78.
- Лист толстый ГОСТ 1577-93, ГОСТ 19903-74.
- Лист тонкий ГОСТ 16523-89.
- Лента ГОСТ 2284-79.
- Полоса ГОСТ 1577-93, ГОСТ 103-76, ГОСТ 82-70.
- Проволока ГОСТ 17305-91, ГОСТ 5663-79.
- Поковки и кованые заготовки ГОСТ 8479-70, ГОСТ 1133-71.
- Трубы ГОСТ 8732-78, ГОСТ 8733-74, ГОСТ 8734-75, ГОСТ 8731-74, ГОСТ 21729-76.
Химический состав, % (ГОСТ 1050-88)
| С | Si | Mn | Cr | S | P | Cu | Ni | As |
| не более | ||||||||
| 0,42-0,50 | 0,17-0,37 | 0,50-0,80 | 0,25 | 0,04 | 0,035 | 0,25 | 0,25 | 0,08 |
Химический состав, % (ГОСТ 1050-2013)
| Класс стали | Марка стали | Массовая доля элементов, % | |||||||
| C | Si | Mn | P | S | Cr | Ni | Cu | ||
| не более | |||||||||
| Нелегированные специальные | 45 | 0,42-0,50 | 0,17-0,37 | 0,50-0,80 | 0,030 | 0,035 | 0,25 | 0,30 | 0,30 |
Термообработка
Детали из стали марки 45 подвергаются нормализации при температуре 860-880° С или закалке в воде с температуры 840-860° С с последующим отпуском; температура отпуска устанавливается в зависимости от требуемых механических свойств (рис. ниже).
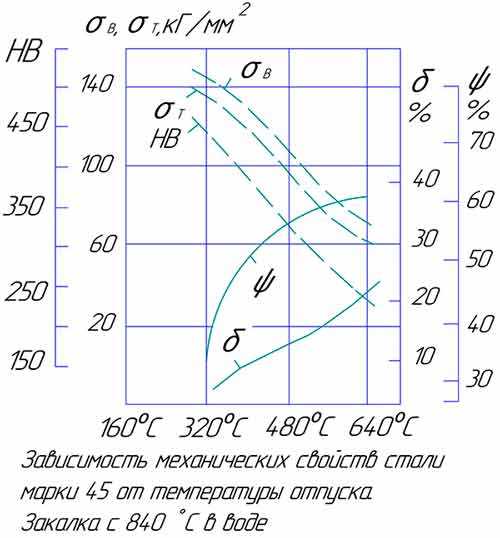
Так, например, детали буровых установок (шестерни, фиксатор, шпонки) превентора (плита основной опоры, ролики) подвергаются отпуску при температуре 550° С, цепные колеса буровой лебедки — при температуре 500 С.
к содержанию ↑Влияние азотирования на предел выносливости стали 45
Для деталей, работающих на износ при невысоких контактных нагрузках, углеродистую сталь марки 45 упрочняют по кратковременным режимам азотирования (520—570 °С, Выдержка 1-6 ч).
| Марка стали | Тип образца | Предел выносливости, кгс/мм2 | |
| после улучшения | после азотирования | ||
| 45 | Гладкий, d = 7,5 мм | 44 | 61 |
ПРИМЕЧАНИЕ:
- Азотирование проводилось при 520-540°С, глубина слоя 0,35-0,45 мм.
- На образцах диаметром 7,5 мм надрез с углом 60° и глубиной 0,3 мм.
Твердость закаленного слоя после отпуска HRCэ при высокочастотной закалке
| Марка стали | Твердость закаленного слоя после отпуска HRCэ | Достижимая глубина слоя, мм |
| 45 | 55-60 | 4 |
Температура критических точек, °С
| Ас1 | Ас3 | Аr3 | Аr1 | Mн |
| 730 | 755 | 690 | 780 | 350 |
Твердость HB (по Бринеллю) для металлопродукции из стали 45 (ГОСТ 1050-2013)
| Марка стали | не более | |||
| горячекатаной и кованой | калиброванной и со специальной отделкой поверхности | |||
| без термической обработки | после отжига или высокого отпуска | нагартованной | после отжига или высокого отпуска | |
| 45 | 229 | 197 | 241 | 207 |
Твердость на закаленных образцах HRC (по Роквеллу) (ГОСТ 1050-2013)
| Марка стали | не менее |
| 45 | 46 |
Механические свойства проката
| Гост | Состояние поставки | σв, МПа | δ5(δ4), % | ψ% | |
| не менее | |||||
| ГОСТ 1050-88 | Сталь горячекатаная, кованая, калиброванная и серебрянка 2-й категории после нормализации | 25 | 600 | 16 | 40 |
| Сталь калиброванная 5-й категории после нагартовки | Образцы | 640 | 6 | 30 | |
| ГОСТ 10702-78 | Сталь калиброванная и калиброванная со специальной отделкой после отпуска или отжига | — | До 590 | — | 40 |
| ГОСТ 1577-93 | Лист нормализованный и горяче- катаный | 80 | 590 | 18 | — |
| Полоса нормализованная или горячекатаная | 6-25 | 600 | 16 | 40 | |
| ГОСТ 16523-89 | Лист горячекатаный (образцы поперечные) | До 2 2-3,9 | 550-690 | (14) (15) | — |
| Лист холоднокатаный | До 2 2-3,9 | 550-690 | (15) (16) | — | |
Механические свойства поковок (ГОСТ 8479-70)
| Термообработка | Сечение, мма | σ0,2, МПа | σв, МПа | δ5, % | ψ% | KCU, Дж/см2 | Твердость HB, не более |
| не менее | |||||||
| Нормализация | 100-300 | 245 | 470 | 19 | 42 | 39 | 143-179 |
| 300-500 | 17 | 35 | 34 | ||||
| 500-800 | 15 | 30 | 34 | ||||
| До 100 | 275 | 530 | 20 | 40 | 44 | ||
| 100-300 | 17 | 38 | 34 | ||||
| Закалка, отпуск | 300-500 | 15 | 32 | 29 | |||
| Нормализация, закалка + отпуск | До 100 | 315 | 570 | 17 | 38 | 39 | 167-207 |
| 100-300 | 14 | 35 | 34 | ||||
| 300-500 | 12 | 30 | 29 | ||||
| До 100 | 345 | 590 | 18 | 45 | 59 | 174-217 | |
| 100-300 | 345 | 590 | 17 | 40 | 54 | 174-217 | |
| До 100 | 395 | 620 | 17 | 45 | 59 | 187-229 | |
Механические свойства в зависимости от температуры отпуска
| tот, °С | σ0,2, МПа | σв, МПа | δ5, % | ψ% | KCU, Дж/см2 | Твердость HB, не более |
| Закалка с 850 °С в воде. Образцы диаметром 15 мм | ||||||
| 450 | 830 | 980 | 10 | 40 | 59 | — |
| 500 | 730 | 830 | 12 | 45 | 78 | — |
| 550 | 640 | 780 | 16 | 50 | 98 | — |
| 600 | 590 | 730 | 25 | 55 | 118 | — |
| Закалка с 840 °С в воде. Диаметр заготовки 60 мм | ||||||
| 400 | 520-590 | 730-840 | 12-14 | 46-50 | 50-70 | 202-234 |
| 500 | 470-520 | 680-770 | 14-16 | 52-58 | 60-90 | 185-210 |
| 600 | 410-440 | 610-680 | 18-20 | 61-64 | 90-120 | 168-190 |
Механические свойства при повышенных температурах
| tисп, °С | σ0,2, МПа | σв, МПа | δ5, % | ψ% | KCU, Дж/см2 |
| Нормализация | |||||
| 200 | 340 | 690 | 10 | 36 | 64 |
| 300 | 255 | 710 | 22 | 44 | 66 |
| 400 | 225 | 560 | 21 | 65 | 55 |
| 500 | 175 | 370 | 23 | 67 | 39 |
| 600 | 78 | 215 | 33 | 90 | 59 |
| Образец диаметром 6 мм и длиной 30 мм, кованый и нормализованный. Скорость деформирования 16 мм/мин; скорость деформации 0,009 1/с | |||||
| 700 | 140 | 170 | 43 | 96 | — |
| 800 | 64 | 110 | 58 | 98 | — |
| 900 | 54 | 76 | 62 | 100 | — |
| 1000 | 34 | 50 | 72 | 100 | — |
| 1100 | 22 | 34 | 81 | 100 | — |
| 1200 | 15 | 27 | 90 | 100 | — |
Механические свойства в зависимости от сечения
| Сечение, мм | σ0,2, МПа | σв, МПа | δ5, % | ψ% | KCU, Дж/см2 |
| не менее | |||||
| 15 | 640 | 780 | 16 | 50 | 98 |
| 30 | 540 | 730 | 15 | 45 | 78 |
| 75 | 440 | 690 | 14 | 40 | 59 |
| 100 | 440 | 690 | 13 | 40 | 49 |
ПРИМЕЧАНИЕ. Закалка с 850 °С, отпуск при 550 «С. Образцы вырезали из центра заготовок.
к содержанию ↑Предел выносливости
| Характеристики прочности | σ-1, МПа | τ-1, МПа |
| σ0,2 = 310 МПа, σв = 590 МПа | 245 | 157 |
| σ0,2 = 680 МПа, σв = 880 МПа | 421 | — |
| σ0,2 = 270 МПа, σв = 520 МПа | 231 | — |
| σ0,2 = 480 МПа, σв = 660 МПа | 331 | — |
Ударная вязкость KCU
| Термообработка | KCU, Дж/см2, при температуре, °С | |||
| +20 | -20 | -40 | -60 | |
| Пруток диаметром 25 мм | ||||
| Горячая прокатка | 14-15 | 10-14 | 5-14 | 3-8 |
| Отжиг | 42-47 | 27-34 | 27-31 | 13 |
| Нормализация | 49-52 | 37-42 | 33-37 | 29 |
| Закалка + отпуск | 110-123 | 72-88 | 36-95 | 31-63 |
| Пруток диаметром 120 мм | ||||
| Горячая прокатка | 42-47 | 24-26 | 15-33 | 12 |
| Отжиг | 47-52 | 32 | 17-33 | 9 |
| Нормализация | 76-80 | 45-55 | 49-56 | 47 |
| Закалка + отпуск | 112-164 | 81 | 80 | 70 |
Технологические свойства
Температура ковки, °С: начала 1250, конца 750. Сечение до 400 мм охлаждаются на воздухе.
Обрабатываемость резанием — Кv тв.спл = 1 и Kv б.ст = 1 в горячекатаном состоянии при НВ 170-179 и σв = 640 МПа.
Флокеночувствительность — малочувствительна.
Склонность к отпускной хрупкости — не склонна.
Свариваемость
Сталь 45 относится к трудносвариваемым. Способы сварки: РДС и КТС. Необходим подогрев и последующая термообработка.
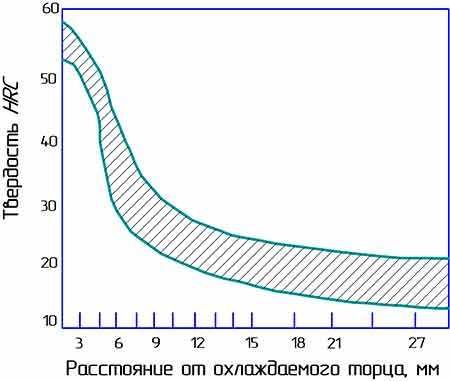
Прокаливаемость, мм (ГОСТ 1050-88)
Полоса прокаливаемости стали 45 после нормализации при 850 °С и закалки с 830 °С приведена на рисинке ниже.
Критический диаметр d
| Количество мартенсита, % | d, мм. после закалки | |
| в воде | в масле | |
| 50 | 15-35 | 6-12 |
Физико-механические свойства стали 45 (Атомная энергетика ПНАЭ Г-7-002-86)
| Сортамент | Характеристика | Температура, К (°С) | ||||||||||||
| 293 (20) | 323 (50) | 373 (100) | 423 (150) | 473 (200) | 523 (250) | 573 (300) | 623 (350) | |||||||
| Горячекатаная сортовая сталь толщиной или диаметром до 250 мм | RTm, МПа (кгс/см2) | 598 (61) | 598 (61) | 598 (61) | 598 (61) | 598 (61) | 579 (59) | 559 (57) | 540 (55) | |||||
| RTp0,2, МПа (кгс/см2) | 353 (36) | 343 (35) | 343 (35) | 343 (35) | 343 (35) | 294 (30) | 255 (26) | 235 (24) | ||||||
| A,% | 16 | 13 | 10 | 9 | 7 | 10 | 15 | 15 | ||||||
| Z,% | 40 | 37 | 33 | 30 | 30 | 30 | 30 | 30 | ||||||
| Заготовки крепежных деталей толщиной или диаметром 300 мм, КП315* | RTm, МПа (кгс/см2) | 569 (58) | 569 (58) | 569 (58) | 569 (58) | 569 (58) | 549 (56) | 530 (54) | 510 (52) | |||||
| RTp0,2, МПа (кгс/см2) | 315 (32) | 304 (31) | 304 (31) | 294 (30) | 274 (28) | 255 (26) | 245 (25) | 225 (23) | ||||||
| A,% | 14 | 12 | 12 | 12 | 12 | 12 | 12 | 17 | ||||||
| Z,% | 35 | 33 | 33 | 33 | 33 | 33 | 35 | 35 | ||||||
| То же, от 100 до 800 мм, КП245* | RTm, МПа (кгс/мм2) | 470(48) | 470 (48) | 470 (48) | 470 (48) | 470 (48) | 461 (47) | 441 (45) | 412 (42) | |||||
| RTp0,2, МПа (кгс/мм2) | 245 (25) | 235 (24) | 235 (24) | 235 (24) | 235 (24) | 206 (21) | 177 (18) | 167 (17) | ||||||
| A, % | 14 | 12 | 10 | 8 | 6 | 8 | 13 | 13 | ||||||
| Z, % | 30 | 27 | 23 | 23 | 23 | 23 | 23 | 23 | ||||||
| То же, до 800 мм, КП275* | RTm, МПа (кгс/мм2) | 530(54) | 530(54) | 530(54) | 530(54) | 530(54) | 510(52) | 491(50) | 481(49) | |||||
| RTp0,2, МПа (кгс/мм2) | 275(28) | 265(27) | 265(27) | 265(27) | 265(27) | 226(23) | 196(20) | 196(20) | ||||||
| A, % | 12 | 10 | 8 | 6 | 5 | 8 | 11 | 11 | ||||||
| Z, % | 30 | 27 | 23 | 22 | 22 | 22 | 22 | 22 | ||||||
| То же, до 800 мм, КП315* | RTm, МПа (кгс/мм2) | 570 (58) | 570 (58) | 570 (58) | 570 (58) | 570 (58) | 549 (56) | 530 (54) | 510 (52) | |||||
| RTp0,2, МПа (кгс/мм2) | 315 (32) | 304 (31) | 304 (31) | 304 (31) | 304 (31) | 255 (26) | 226 (23) | 206 (21) | ||||||
| A, % | 10 | 8 | 6 | 5 | 4 | 7 | 10 | 10 | ||||||
| Z, % | 30 | 27 | 23 | 22 | 22 | 22 | 22 | 22 | ||||||
| Поковки диаметром до 300 мм, КП345* | RTm, МПа (кгс/мм2) | 590(60) | 590(60) | 590(60) | 590(60) | 590(60) | 569(58) | 549(56) | 530(54) | |||||
| RTp0,2, МПа (кгс/мм2) | 345(35) | 333(34) | 333(34) | 333(34) | 333(34) | 284(29) | 245(25) | 226(23) | ||||||
| A, % | 10 | 8 | 6 | 5 | 4 | 7 | 10 | 10 | ||||||
| Z, % | 30 | 27 | 23 | 22 | 22 | 22 | 22 | 22 | ||||||
| То же, до 100 мм, КП395* | RTm, МПа (кгс/мм2) | 615(63) | 615(63) | 615(63) | 615(63) | 615(63) | 598(61) | 579(59) | 559(57) | |||||
| RTp0,2, МПа (кгс/мм2) | 395(40) | 395(40) | 395(40) | 395(40) | 395(40) | 333(34) | 294(30) | 275(28) | ||||||
| A, % | 10 | 8 | 6 | 5 | 4 | 7 | 10 | 10 | ||||||
| Z, % | 30 | 27 | 23 | 22 | 22 | 22 | 22 | 22 | ||||||
ПРИМЕЧАНИЕ:
- В предел «от» и «до» включаются обе значащие цифры
- RTm — минимальное значение временного сопротивления при расчетной температуре, МПа (кгс/мм2)
- RTp0,2 — минимальное значение предела текучести при расчетной температуре, МПа (кгс/мм2)
Физические свойства
Плотность ρ кг/см3
| Марка Стали | При температуре испытаний, °С | |||||||||
| 20 | 100 | 200 | 300 | 400 | 500 | 600 | 700 | 800 | 900 | |
| 45 | 7826 | 7799 | 7769 | 7735 | 7698 | 7662 | 7625 | 7587 | 7595 | — |
Модуль нормальной упругости Е, ГПа
| Марка Стали | При температуре испытаний, °С | |||||||||
| 20 | 100 | 200 | 300 | 400 | 500 | 600 | 700 | 800 | 900 | |
| 45 | 200 | 201 | 193 | 190 | 172 | — | — | — | — | — |
Модуль упругости при сдвиге на кручение G, ГПа
| Марка стали | При температуре испытаний, °С | |||||||||
| 20 | 100 | 200 | 300 | 400 | 500 | 600 | 700 | 800 | 900 | |
| 45 | 78 | — | — | 69 | — | 59 | — | — | — | — |
Коэффициент линейного расширения α*106, К-1
| Марка стали | α*106, К-1 при температуре испытаний, °С | |||||||||
| 20-100 | 20-200 | 20-300 | 20-400 | 20-500 | 20-600 | 20-700 | 20-800 | 20-900 | 20-1000 | |
| 45 | 11,9 | 12,7 | 13,4 | 14,1 | 14,6 | 14,9 | 15,2 | — | — | — |
Коэффициент теплопроводности λ Вт/(м*К)
| Марка Стали | λ Вт/(м*К), при температуре испытаний, °С | |||||||||
| 20 | 100 | 200 | 300 | 400 | 500 | 600 | 700 | 800 | 900 | |
| 45 | — | 48 | 47 | 44 | 41 | 39 | 36 | 31 | 27 | 26 |
Удельная теплоемкость c, Дж/(кг*К)
| Марка стали | c, Дж/(кг*К), при температуре испытаний, °С | |||||||||
| 20-100 | 20-200 | 20-300 | 20-400 | 20-500 | 20-600 | 20-700 | 20-800 | 20-900 | 20-1000 | |
| 45 | 473 | 494 | 515 | 536 | 583 | 578 | 611 | 720 | 708 | — |
enginiger.ru
404 ошибка
- Главная
- Продукция
- Монтаж металлоконструкций
- Металлоконструкции
- Строительные металлоконструкции
- Мачты осветительные
- Быстровозводимые здания
- Прожекторные мачты и молниеотводы
- Прожекторные мачты и молниеотводы по серии 3.407-172
- Железобетонный молниеотвод МЖ-24,3
- Железобетонный молниеотвод МЖ-27,0
- Стальной молниеотвод МС-31,7
- Железобетонный молниеотвод МЖ-30,6
- Стальной молниеотвод МС-37,0
- Прожекторная мачта ПМЖ-19,3
- Стальной молниеотвод МС-40,2
- Прожекторная мачта ПМЖ-16,6
- Прожекторная мачта ПМЖ-19,3Б
- Ж/бет. прожекторная мачта ПМЖ-22,8Б
- Прожекторная мачта ПМЖ-22,8;22,8А
- Стальная прожекторная мачта ПМС-24,0;24,0А
- Стальная прожекторная мачта ПМС-24,0Б
- Стальная прожекторная мачта ПМС-29,3;29,3А
- Стальная прожекторная мачта ПМС-29,3Б
- Стальная прожекторная мачта ПМС-32,5Б
- Прожекторная мачта ПМС-32,5;32,5А
- Стальной молниеотвод МС-26,2
- Стальной молниеотвод МС-33,2
- Железобетонная прожекторная мачта ПМЖ-22,8
- Стальная прожекторная мачта ПМС-18,4
- Стальная прожекторная мачта ПМС-25,5
- Стальная прожекторная мачта ПМС-30,5
- Молниеотводы Шифр А31-95
- Прожекторные мачты и молниеотводы по серии 3.407-172
- Мачты сотовой связи
- Дымовые трубы
- Металлические фермы
- Металлические арки
- Металлические рамы для дорожного строительства
- Опоры дорожных знаков
- Эстакады для трубопроводов и кабелей
- Фундаменты
- Изделия из нержавейки
- Лестницы и площадки
- Металлические ограждения и заборы
- Серия 3.017-3 ограждения площадок и участков
- Серия 3.017-1 Oграждения площадок и участков
- Панели ПМ1, ПМ2, ПМ3
- Панели ПМ4, ПМ5
- Панели ПМ6, ПМ7, ПМ8
- Столб СМ1А
- Столбы СМ3А;3Б;3В
- Столбы СМ4А;4Б;СМ4В
- Столбы СМ2Б, СМ2В
- Столб СМ5В
- Рамки РМ1, РМ2, РМ3
- Рамки РМ4, РМ6, РМ8
- Рамки РМ5, РМ7, РМ9
- Рамка РМ10
- Рамка РМ11
- Элементы МС2,МС3,МС4
- Элемент МС13
- Элемент МС15
- Элемент МС16
- Элементы МС17-МС19
- Элемент МС20 (МС20 )
- Элемент МС21
- Элемент МС22
- Элемент МС23
- Элемент МС24
- Элемент МС25
- Элемент МС26
- Элемент МС27
- Элементы МС28;29;30;36
- Элемент МС31
- Элемент МС32
- Элемент МС34 (МС34 )
- Серия 3.017-3 вып.8. Ворота откатные металлические
- Ворота трансформаторных подстанций. Серия 3.4079-133
- Трубошпунт
- Подкрановые балки
- Мостовые конструкции
- Опорные части мостов
- Опора ПП
- Опора ПН
- Опора Т1Н
- Опорная часть Т1П-МА, МБ
- Опорная часть Т1Н-МА, МБ
- Опорная часть Т1НЛ – С, М
- Опорная часть Т2Н; Т2Н-С
- Опорная часть Т1ПЛ; Т1ПЛ-С,М
- Опорная часть Т2П, Т2П-С
- Опорная часть Т2Н-МА, МБ
- Опорная часть Т2ПЛ, Т2ПЛ-С
- Опорная часть СНЛ, СНЛ-М, СНЛ-С
- Опорная часть секторная подвижная литая СПЛ, СПЛ-М,С
- Опорная часть секторная, неподвижная СН, СН-С
- Опорная часть секторная подвижная сварная СП, СП-С
- Фартук вдоль моста
- Шифр 2120 РЧ выпуск 1 часть 1
- Пролетные строения для ж/д мостов серия 3.501.1-175.93
- Серия 3.503.1-103 Стаканные опорные части
- Деформационные швы Серия 3.503-50 выпуск 8
- Пролетные строения Серия 3.503-50 вып.15
- Мостовые инвентарные конструкции
- Инвентарные подмости ИПРС
- Опалубка мостовая металлическая
- Стаканные опорные части автодорожных мостов
- Специальные временные сооружения и устройства (СВСиУ)
- Радиусная опалубка стоек мостовых опор
- Цельнометаллическая опалубка мостовых опор
- Опорные части мостов
- Геодезические знаки
- Забивные стальные сваи
- Противопожарные двери
- Ковши для элеваторов
- Швартовые тумбы
- Металлоконструкции для РЖД
- Контррельсовый узел
- Анкерная оттяжка тип АК-1
- Анкерная оттяжка тип А-2, Б-2, АП-2, БП-2
- Анкерная оттяжка тип АК-2, БК-2
- Консоль изолированная горизонтальная ИГ
- Консоль изолированная горизонтальная с подкосом ИГП
- Консоль изолированная наклонная
- Консоль неизолированная швелерная
- Узел компенсированной анкеровки контактной подвески переменного тока
- Узел полукомпенсированной анкеровки контактной подвески переменного тока на ж/б опоре
- Консоль изолированная горизонтальная средней анкеровки ИГС
- Консоль изолированная наклонная ИН
- Узел жесткой анкеровки контактной подвески переменного тока на ж/б опоре
- Узел крепления консолей на промежуточных опорах на удлинителях
- Фиксатор Ш-1
- Фиксатор анкеруемой ветви типа ФА-25
- Фиксатор сочлененный прямой тип ФП-25
- Фиксатор сочлененный обратный типа ФО-25
- Фиксатор сочлененный воздушных стрелок тип ФКС-25
- Ограничитель подъема дополнительных фиксаторов
- Кронштейн фиксаторный
- Стойка фиксаторная изогнутая
- Фиксатор дополнительный КС-109
- Фиксатор сочлененный обратный ФОИ-25
- Стойка дополнительного фиксатора КМ-117
- Фиксатор сочлененный прямой ФПТ
- Фиксатор анкеруемой ветви ФПА
- Фиксатор сочлененный обратный ФПО
- Фиксатор сочлененный прямой ФП-25
- Фиксатор сочлененный обратный ФО-25
- Кронштейн ограничителя грузов
- Кронштейн типа КФ-5
- Кронштейн типа КФ-6,5
- Кронштейн типа КФУ-5
- Кронштейн типа КФД
- Кронштейн типа КФДС
- Кронштейн типа КФПУ-50
- Кронштейн типа КФПУ-63
- Кронштейн типа А-III
- Кронштейн типа А-IV
- Кронштейн фидерный ТФ3
- Кронштейн фидерный ТФ2
- Кронштейн фидерный ТФ1
- Кронштейн фидерный ТН-1
- Кронштейн фидерный ТВ-1
- Траверса переходных опор
- Металлоконструкция рогового разрядника на ж.б. опоре
- Металлоконструкция рогового разрядника для установки на ригеле жесткой поперечины
- Металлоконструкция ограничителя перенапряжения на ж.б. опоре
- Установка разъединителя на ж.б. опоре
- Установка разъединителя для ДПР с моторным приводом на ж.б. опоре
- Узел крепления кронштейна КС-141
- Хомут для крепления кронштейнов КМ-131
- Хомут нижнего фиксирующего троса КС-132
- Хомут для подвешивания троса КС-133
- Узел крепления пяты консоли КС-139
- Узел крепления тяги консоли КС-140
- Хомут верхний КМ-129
- Хомут нижний КМ-130
- Роговый разрядник постоянного тока РР-1
- Оголовок ОГ-1 жестких перекладин
- Надставка Т-образная тип II жестких перекладин
- Подвес треугольный жесткой перекладины
- Ригель 30,260 м
- Ригель 34,010 м
- Ригель 39,165
- Ригель 44,165
- Ригель 44,165 м
- Швартовно-причальное оборудование для портов
- Судовое оборудование
- Металлические понтоны
- Цепи конвейерные
- Металлоконструкции кранов
- Навигационные знаки
- Дорожные металлоконструкции
- Изготовление металлических каркасов
- Технологические металлоконструкции
- Газоходы
- Циклоны ЦН-15
- Циклоны
- Пылеуловители (циклоны)
- Пылеуловитель ВЗП-300 серия 5.904-77.94
- Пылеуловитель ВЗП-200 серия 5.904-77.94
- Пылеуловитель ВЗП-400 серия 5.904-77.94
- Пылеуловитель ВЗП-450 серия 5.904-77.94
- Пылеуловитель ВЗП-500 серия 5.904-77.94
- Пылеуловитель ВЗП-600 серия 5.904-77.94
- Пылеуловитель ВЗП-800 серия 5.904-77.94
- Пылеуловитель ВЗП-1000 серия 5.904-77.94
- Пылеуловитель ВЗП-1200 серия 5.904-77.94
- Пылеуловитель ВЗП-1300 серия 5.904-77.94
- Пылеуловитель ПВМ3СА серия 5.904-8, 5.904-23
- Пылеуловитель ПВМ5СА серия 5.904-8, 5.904-23
- Пылеуловитель ПВМ10СА серия 5.904-8, 5.904-23
- Пылеуловитель ПВМ20СА серия 5.904-8, 5.904-23
- Пылеуловитель ПВМ40СА серия 5.904-8, 5.904-23
- Пылеуловитель ПВМ3Б серия 5.904-8, 5.904-23
- Пылеуловитель ПВМ5Б серия 5.904-8, 5.904-23
- Пылеуловитель ПВМ10Б серия 5.904-8, 5.904-23
- Пылеуловитель ПВМ20Б серия 5.904-8, 5.904-23
- Пылеуловитель ПВМ40Б серия 5.904-8, 5.904-23
- Пылеуловитель ПВМ5КБ серия 5.904-8, 5.904-23
- Пылеуловитель ПВМ10КБ серия 5.904-8, 5.904-23
- Пылеуловитель ПВМ20КБ серия 5.904-8, 5.904-23
- Пылеуловитель ПВМ40КБ серия 5.904-8, 5.904-23
- Пылеуловитель ПВМ5КМА серия 5.904-8, 5.904-23
- Пылеуловитель ПВМ10КМА серия 5.904-8, 5.904-23
- Пылеуловители КМП
- Пылеуловитель ПВМ20ЗИК
- Пылеуловитель ПВМ30ЗИК
- Пылеуловитель ПВМ40ЗИК
- Пылеуловитель ВЗП-М
- Пылеуловители КЦМП
- Пылеулавитель МПР
- Пылеуловители УСД-ЛИОТ
- Конвейерные ролики, роликоопоры
- Градирни
- Дымоходы из нержавеющей стали
- Дымоходы стальные
- Нестандартные металлоконструкции
- Контейнера
- Металлоконструкции из профильной трубы
- Металлоконструкции и металлоизделия из нержавеющей стали
- Светопрозрачные металлоконструкции
- Рекламные металлоконструкции
- Приспособление для испытания лестниц
- Технологические тележки
- Формы для ЖБИ
- Металлоконструкции шахт лифта
- Кнехты сварные
- Аэродромные плиты металлические PSP
- К-1Д. Сборное покрытие для ВПП аэродромов
- Бадьи и ящики для бетона, тара строительная
- Бадья для бетона БН-0,5
- Бадья для бетона БН-1,0
- Бадья для бетона БН-1,5
- Бадья БН-1,0-Н (низкая)
- Бадья БН-1,5-Н (низкая)
- Бадья БН-2,0-Н (низкая)
- Бадья для бетона БН-2,0
- Конус КА (Конус Абрамса)
- Тара для мусора ТС-2.2 самооткрывающаяся
- Тара для мусора ТС-1.2 самооткрывающаяся
- Форма куба 2ФК-100
- Бадья для бетона БП-1,0 поворотная
- Бадья для бетона БП-1,6 поворотная
- Бадья для бетона БП-2,0 поворотная
- Ящик каменщика
- Ящик штукатура
- Ящик растворный ЯР-1-У
- Ящик ТР-0,25 (лодочка)
- Ящик ТР-0,5 (лодочка)
- Ящик ТР-1,0 (совок)
- Ящик ТР-1,5 (совок)
- Ящик ТР-2,0 (совок)
- Изделия из нержавейки
- Радиационно-защитное оборудование
- Стальные люки приборов КИП
- Ставни стальные герметические
- Радиационно-защитные двери
- Металлоконструкции для энергетики
- Металлические опоры ВЛ и ЛЭП
- Фундаменты опор ВЛ на винтовых сваях
- Фундаменты опор ВЛ на винтовых сваях и балки ростверков серия 3.407.9-158
- Унифицированные конструкции свайных фундаментов для стальных опор ВЛ. Серия 3.407.9-146
- Ф1.35-2;Ф1.42-2;Ф1.56-2
- Ф4.35,42,56-2
- Ф1.35-4;Ф1.42-4;Ф1.56-4
- 2.35-4-20,24; Ф2.42-4-20,24;Ф2.56-4-20,24
- фундамент Ф4.35-4; Ф4.42-4; Ф4.56-4; Ф4.35-4
- фундамент Ф4.35-4т; Ф4.45-4т;Ф4.56-4т
- Ф1.35-1; Ф1.42-1; Ф1.56-1
- Ф2.35-1; Ф2.42-1; Ф2.56-1
- Ф2.35-1;2.42-1;2.56-1(5-24,30,40)
- Ф4.35-1;Ф4.42-1;Ф4.56-1;-24,30,40(20,24,30)
- Ф4.35,42,56-1(5,10)-(24,30,40)-20,24,30
- свайный фундамент Ф1.35,42,56-0
- свайный фундамент Ф2.35, 42, 56
- свайный фундамент Ф2.35, 42, 56 – 20,30,40
- Ф4.35, 42, 56-0-20, 30, 40 (16,20,24,30)
- фундамент Ф4.35,42-0-3с,4с(3)
- Железобетонные опоры ВЛ 10 Кв Серия 3.407.1-143 выпуск 8
- Порталы ОРУ
- Мет конструкции для ЛЭП и ВЛ
- Металлические стойки опор контактной сети
- Ригели жестких поперечин
- Опоры освещения трубчатые
- Стальные опоры из гнутого профиля
- Траверсы
- Унифицированные конструкции свайных фундаментов для стальных опор ВЛ. Серия 3.407.9-146
- Опоры освещения
- Кронштейны опор освещения
- Заземлители
- Гасители вибрации ГВН и ГПГ
- А-образная монтажная падающая стрела
- Шарниры для установки стальных опор ВЛ
- Элементы наружного освещения ТПР 320-062 альбом 1
- Ростверк металлический
- Кронштейн контактной сети
- Установка конструкций для прокладки кабелей Серия 5.407-88
- Металлические опоры ВЛ и ЛЭП
- Емкостное оборудование
- Резервуары вертикальные стальные
- Резервуары горизонтальные
- Емкости по Гостам
- Аварийные емкости
- Силосы
- Силос для цемента сборный
- Подземные дренажные емкости
- Емкости подземные дренажные (ЕП и ЕПП)
- Емкости ЕП, ЕПП, объемом 8 м3
- Емкости ЕП, ЕПП, объемом 12,5 м3
- Емкости ЕП, ЕПП, объемом 16 м3
- Емкости ЕП, ЕПП, объемом 20 м3
- Емкости ЕП, ЕПП, объемом 25 м3
- Емкости ЕП, ЕПП, объем 40 м3
- Емкости ЕП, ЕПП, объемом 63 м3
- Горизонтальные подземные дренажные емкости ТУ 26-18-34-89
- Емкости подземные дренажные (ЕП и ЕПП)
- Резервуары металлические для воды
- Аппараты с перемешивающими устройствами
- Пожарные резервуары
- Люки
- Емкости для хранения пенооброзователя
- Бак аккумуляторный
- Емкости для канализации
- Металлические кессоны
- Емкости из нержавеющей стали
- Жидкостные сетчатые фильтры
- Детали трубопроводов
- Компенсаторы и клапана
- Анкерные системы
www.zavodsz.ru
Закалка и отпуск стали 45: твердость, HRC, режимы, технология
Обработка стали, осуществляемая в процессе термообработки, является одной из важнейших операций в металлургической отрасли и машиностроении. При соблюдении технологии PC 45 изделие приобретает достаточную прочность, значительно расширяя область использования изготовляемых изделий. При необходимости можно осуществлять закалку изделия из стали, в домашних условиях строго соблюдая технологию. При закалке лезвия ножа в домашних условиях вполне допустимо добиться повышения прочностных характеристик изделия в 3-4 раза.

Структурные изменения металла
При нагревании конструкционной специальной стали 45 до аустенитного уровня, происходит изменение состояния структурной решетки железа с переходом из объемно-центрированной в гранецентрированную структуру. Осуществляется перемещение углерода входящего в перлит и представляющего собой мельчайшие кристаллы Fe3C (цементита) в гранецентрированную измененную решетку железа.
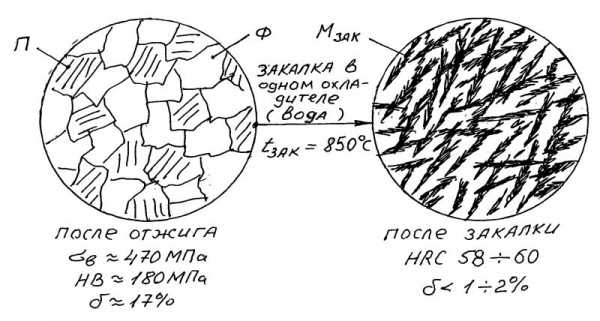
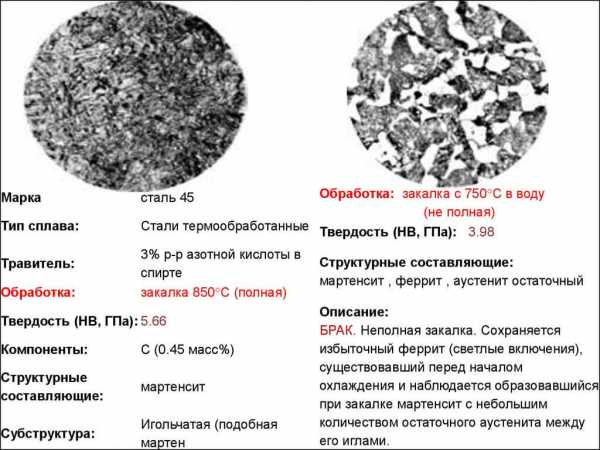
Структура стали 45 после отжига и закалки
В ходе охлаждения происходит быстрое снижение температуры обрабатываемой стали, но из-за замедления скорости перемещения атомов углерода они остаются внедренными в новую решетку железа, образуя твердую пересыщенную структуру, имеющую внутреннее напряжение. Решетка преобразуется в тетрагональную с ориентацией в одном направлении.
Происходит образование игольчатых мелких структур имеющих название мартенсит. Данный вид кристаллов придает металлу высокую прочность, твердость и улучшенные характеристики. Происходит образование одновременно двух видов кристаллов аустенита и мартенсита, которые воздействуют друг, на друга создавая внутреннее избыточное напряжение. При активном влиянии на металл внешних сил происходит взаимная компенсация двух видов кристаллов, придавая структуре прочность.
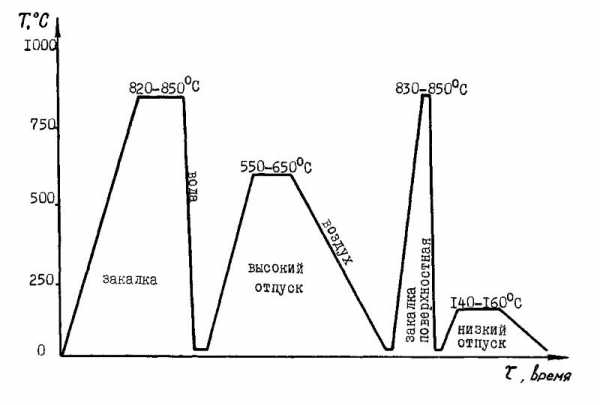
Термическая обработка металла
Для изменения характеристик стали производится термическая обработка с соблюдением необходимых режимов воздействия.
Процесс термической обработки состоит из процессов:
- отжига;
- нормализации;
- старения;
- закалки и отпуска.
Режимы термообработки стали 45
Закалка и отпуск стали во многом зависят от ряда факторов:
- температурного режима;
- скорости повышения температуры;
- временного промежутка воздействия на металл высоких температур;
- процесса охлаждения (скорости изменения температуры охлаждения среды или жидкости).
Закалка стали
Процесс закалки стали заключается в проведении термообработки заготовок с нагреванием до температуры выше критической с дальнейшим ускорением охлаждения. Данное состояние способствует повышению прочности и твердости (HRC) стали с одновременным снижением пластичности и улучшением потребительских характеристик.
Режим воздействия температуры охлаждения металла зависит от количества содержания углерода и легирующих присадок в стали.
После проведения закалки стали заготовки покрываются налетом окалины и частично теряют содержащийся углерод, поэтому технология обязательно должна соблюдаться согласно установленному регламенту.
Охлаждение металла должно проходить быстро, для предотвращения преобразования аустенита в сорбит или троостит. Охлаждение должно производиться точно по графику быстрое остывание заготовок, приводит к образованию мелких трещин. В процессе охлаждения от 200 °C до 300 °C происходит искусственное замедление при постепенном остывании изделий для этого, могут использоваться охлаждающие жидкости.
Закалка стали с помощью ТВЧ
При проведении поверхностной закалки с помощью ТВЧ процесс нагрева изделий осуществляется до более высокой температуры.
Это вызвано двумя факторами:
- Нагрев осуществляется за короткое время с ускоренным изменением и переходом перлита в аустенит.
- Реакция перехода должна осуществляться в сжатые сроки за небольшой промежуток времени при высокой температуре.

Закалка ТВЧ (токами высокой частоты)
Процессы, протекающие при обычной закалке в печи с использованием ТВЧ, имеют различные характеристики и ведут к изменению твердости (HRC) заготовок:
- При нагреве в печи скорость составляет, 2-3 °С/сек до 840 – 860 °С.
- С использованием ТВЧ – 250 °С/сек до температуры 880 – 920 °С или в режиме при 500 °С/сек – до 980 – и 1020 °С.
Нагрев деталей при использовании ТВЧ осуществляется до более высокой температуры, но перегрева заготовки не происходит. В процессе обработки с применением ТВЧ время операции нагрева значительно сокращается, что способствует сохранению размера и структуры зерна. В ходе выполнения операции закалки ТВЧ твердость металла ( HRC) возрастает на 2-3 един. по Роквеллу.
Процесс нагрева
Заготовки из стали нагреваются в печах. При нагреве инструмента используется предварительный подогрев отдельных частей с использованием
- печей с температурой рабочей среды от 400 °С до 500 °С;
- в специальных соляных ваннах с погружением на 2-4 сек. 2-3 раза.
Обязательно должно соблюдаться условие равномерного прогрева всего изделия. Строго выдерживаться условие одновременного помещения деталей в печь с соблюдением времени нагрева деталей.
Применение защитных мер
В процессе термической обработки происходит постепенное выгорание углерода и образование налета окалины. Для предотвращения ухудшения качества металла и его защиты используются защитные газы, которые закачиваются в ходе процесса закаливания. В печь имеющую герметичную камеру, где происходит термообработка с помощью специального генератора, закачивается газ аммиак или метан.
При отсутствии герметичных печей операции обработки производятся в специальной герметичной таре, куда предварительно засыпается чугунная стружка для предотвращения выгорания углерода.
При обработке заготовок в соляных ваннах металл защищен от окисления, а для создания необходимых условий для сохранения уровня углерода содержание ванной 2-х кратно в течение суток раскисляется борной кислотой, кровяной солью или бурой. При температуре обработки в диапазоне температур 760-1000 °С в качестве раскислителя может использоваться древесный уголь.
Использование специальных охлаждающих жидкостей
В ходе проведения технологического процесса для охлаждения деталей в основном используется вода. Качество охлаждающей жидкости можно изменить, добавив соду или специальные соли, что может повлиять на процесс охлаждения заготовки.
Для сохранения процесса закалки категорически запрещается использовать содержащуюся в нем воду для посторонних операций. Вода должна быть чистой и иметь температуру от 20 до 30 °С. Запрещено использовать для закалки стали проточную воду.
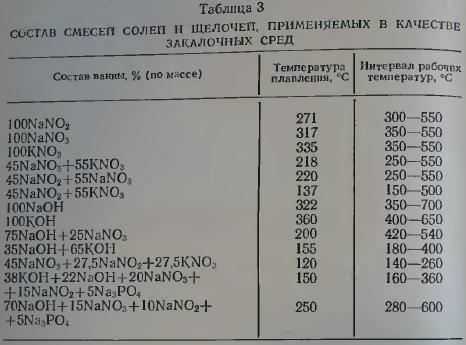
Состав смесей солей и щелочей, применяемых в качестве закалочных сред
Данный способ закалки применяется только для цементированных изделий или имеющих простую форму.
Изделия, имеющие сложную форму, изготовленные из конструкционной специальной стали охлаждаются в 5% растворе каустической соды при температуре 50-60 °С. Операция закалки, проводится в помещении, оснащенном вытяжной вентиляцией. Для закалки заготовок выполненных из высоколегированной стали применяют минеральные масла, причем скорость охлаждения в масленой ванне не зависит от температуры масла. Недопустимо смешивание масла и воды, что может привести к появлению трещин на металле.
При закалке в масляной ванне необходимо выполнять ряд правил:
- Остерегаться воспламенения масла.
- При охлаждении металла в масле происходит выделение вредоносных газов (обязательно наличие вытяжной вентиляции).
- Происходит образование налета на металле.
- Масло теряет свои свойства при интенсивном использовании для охлаждения металла.
При проведении процесса закалки стали 45 необходимо соблюдать технологический процесс с соблюдением всех операций.
Отпуск стали 45
Технологический процесс отпуска стали проводится в зависимости от необходимой температуры:
- в печах с принудительной циркуляцией воздуха;
- в специальных ваннах с селитровым раствором;
- в ваннах с маслом;
- в ваннах заполненных расплавленной щелочью.
Температура для проведения процесса отпуска зависит от марки стали, а сам процесс изменяет структуру и способствует снижению напряжения металла, а твердость снижается на малую величину. После проведения всех операций заготовка подвергается техническому контролю и отправляется заказчику.
При закалке и отпуске металла в домашних условиях необходимо строго соблюдать технологию и технику безопасности проведения работ.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Закалка стали 45 – технология, методы, особенности, твердость
Термообработка представляет собой одну из необходимых и важных операций в процессе обработки стали. Ее широко использует металлургия и машиностроение. Технология термообработки стали 45 обеспечивает достижение высоких характеристик прочности. Это обстоятельство позволяет значительно расширить область применения обработанных подобным способом деталей. При использовании технологии закалки стали 45 твердость изделий становится существенно выше.

Особенности термообработки
Закалка стали 45 – метод, широко используемый в металлургии и машиностроении. Но как закалить сталь 45, чтобы получить ожидаемый результат? Чтобы изменить характеристики, необходимо провести термообработку. При этом должны соблюдаться определенные режимы воздействия. Этот процесс схематично можно представить следующими процессами:
- Отжиг.
- Нормализация.
- Старение.
- Закалка и отпуск.
Качество стали 45 при термообработке зависит от ряда факторов.
- Температурный режим.
- С какой скоростью повышается температура.
- Промежуток времени, в течение которого на металл воздействует высокая температура.
- С какой скоростью происходит процесс охлаждения.
Термическая обработка состоит в нагревании детали до заданной температуры. Охлаждают ее с той же либо несколько иной скоростью. Железоуглеродистые сплавы характеризуются превращениями при нагревании их до определенных температур. Они носят название критических точек. Эти превращения сопряжены с кристаллизационным характером. При закалке стали 45 твердость изделий значительно повышается.
Химический состав
Что для стали означает номер 45? Это говорит о том, что в данном сплаве содержится 0,45% углерода. Остальные примеси представлены в незначительном количестве. Среди основных ее заменителей можно выделить сталь 40 и 50. Их также характеризует высокая прочность. Если рассматривать химические соединения, входящие в состав стали в процентном отношении, то наибольшая доля приходится на железо. У него этот показатель достигает 97%. В различных количествах входят и другие химические элементы. Самый низкий показатель у фосфора. В ней его содержится всего 0,035%.
Структурные изменения металла
В исходном состоянии структура представляет собой две фазы, которые смешаны между собой – феррит и цементит. Если медленно нагревать до незначительных температур, то никаких изменений в ней не произойдет. Если вести дальнейшее нагревание, феррит растворится в аустените. При нагреве выше критической температуры, структура их примет однородный характер.
Атомная решетка железа имеет объемно-центрированный характер. При сильном нагревании она становится гранецентрированной по типу. До нагревания углеродные атомы входят в перлит (кристаллы цементита), после этого он примет иное состояние и станет твердым раствором. В этом случае его атомы окажутся в решетке железа. При резком охлаждении, например, при помощи воды, ее можно закалить.
В таком состоянии она приобретет величины, характерные для комнатной температуры. Казалось бы, все перестроится в обратном порядке. Но подобные температурные параметры не придадут углеродным атомам выраженной мобильности. Скорость в этом случае настолько незначительная, что атомы просто не успевают выйти из раствора, когда имеет место быстрое охлаждение. Они остаются в структуре решетки. При этом возникает сильное внутреннее напряжение металла. Использование закаленной стали существенно увеличивают возможность применения деталей, материалом для изготовления которых явилась именно такая сталь.
Закалка
Термообработка стали 45 предполагает нагрев выше критической температуры. В дальнейшем проводится ускоренное охлаждение, проще говоря, осуществляется закаливание. После этого закаленный материал приобретает повышенную прочность и твердость. Температурный режим при закалке стали 45 определяется тем, сколько углерода и присадок легирующего характера содержится в стали.
Технология должна осуществляться в соответствии с установленным регламентом, поскольку после того, как проведена закалка, на заготовке образуется слой окалины. При этом происходит частичная потеря углерода. Металл должен охлаждаться быстро. Это не даст аустениту преобразоваться с появлением сорбита или троостита. Деталь охлаждается в соответствии с точным графиком. Если он будет нарушаться, будут образовываться мелкие трещины. Охладив деталь до температуры 200-300 градусов, процесс искусственно замедляют. При этом проводят применение охлаждающих жидкостей.
Для нагревания используются специальные печи. Перед этим производят подогрев отдельных частей. При этом проводят использование:
- печей, где температура 500 градусов;
- специальных соляных ванн.
Деталь погружается на несколько секунд 2-3 раза. Непременное условие: прогрев всей детали должен осуществляться равномерно. Все заготовки погружаются одномоментно, далее необходима выдержка. Подробнее об этом можно посмотреть в видео.
Закалка с помощью ТВЧ
С использованием ТВЧ температура нагрева более высокая по своим показателям.
Подобное обстоятельство становится возможным благодаря наличию двух факторов:
Нагрев обусловливает ускоренное изменение и переход перлита в аустенит.
Процесс происходит в границах сжатых временных рамок. Температура при этом очень высокая о своей величине.
Но при этом заготовка не перегревается. При таких операциях характеристики металла, обусловливающие его твердость, становятся больше на 3 единицы по Роквеллу. С помощью такого способа закалить деталь можно весьма основательно.
Испытание твердости, а, следовательно, и закаливаемость деталей, определяют по методу Бринелля.
Отпуск
Этот процесс определяется той температурой, которая необходима. С этой целью используются:
- печи, имеющие принудительную циркуляцию воздуха;
- селитровый раствор в специальных ваннах;
- масляные ванны;
- ванна, заполненная щелочью.
Температуру отпуска определяет марка стали. Процесс позволяет изменить структуру и снизить напряженность в металле. При этом не наблюдается значительного снижения твердости. Затем заготовка попадает в поле зрения технического контроля, а после этого отправляется заказчику.

Меры предосторожности
Подобные операции представляют определенную опасность для жизни и здоровья человека. Электроустановки для нагрева связаны с опасным воздействием электрического тока. Работа с закалочными ваннами связана с выделением в окружающее пространство вредных паров и газов. В этом плане большое значение имеет оборудование и хорошая исправная работа локальных вытяжных вентиляционных систем. Помимо этого, подобные места оборудуются и общеобменной вентиляцией.
Если процесс осуществляется с использованием масла либо керосина, не исключена возможность, что воспламенятся их пары. Надо проводить защиту от химических ожогов. Хранение селитры осуществляется в соответствии с требуемыми правилами. Раствор селитры в расплавленном состоянии не должен быть температурой выше 60 градусов. Цианистые соли фасуются только при наличии местной вытяжной вентиляции. Все работы проводятся только с применением средств индивидуальной защиты. Чтобы не образовывалась ядовитая синильная кислота, нельзя допускать совместное хранение цианистых солей с растворами кислот.
oxmetall.ru