Инструмент, который работает в условиях, не вызывающих разогрева рабочей кромки: фрез, зенковок, топоров, стамесок, долот, пил продольных и дисковых, накатных роликов, кернеров, отверток, комбинированных плоскогубцев, боковых кусачек.
Механические свойства стали У8А
Твердость стали в зависимости от температуры отпуска
Температура отпуска, °С
Твердость, HRCЭ
Закалка при 780-800 °С, вода
160 – 200
61 – 65
200 – 300
56 – 61
300 – 400
47 – 56
400 – 500
37 – 47
500 – 600
29 – 37
Механические свойства стали в зависимости от температуры испытаний
Температура испытаний, °С
Предел текучести, σ0,2, МПа
Временное сопротивление разрыву, σв, МПа
Относительное удлинение при разрыве, δ5, %
Относительное сужение, ψ, %
Твердость, НВ
Отжиг или нормализация
100
–
710
17
24
195
200
–
640
15
15
205
300
–
–
17
16
205
400
–
–
19
23
190
500
–
500
23
29
170
600
–
370
28
39
150
700
–
255
33
50
120
Закалка при 780 °С, масло. Отпуск при 400 °С (образцы гладкие диаметром 6,3 мм)
20
1230
1420
10
37
–
-40
1270
1450
11
36
–
-70
1300
1470
12
35
–
Образец диаметром 5 мм и длиной 25 мм, деформированный и отожженый
Скорость деформирования 10 мм/мин. Скорость деформации 0,007 1/с
700
–
105
58
91
–
800
–
91
58
100
–
900
–
55
62
100
–
1000
–
33
62
100
–
1100
–
21
80
100
–
1200
–
15
69
100
–
Свойства по стандарту ГОСТ 1435-99
Предел текучести, σ0,2, МПа
Временное сопротивление разрыву, σв, МПа
Относительное удлинение при разрыве, δ5, %
Относительное сужение, ψ, %
-
640 – 740
10 – 15
–
Твердость стали после термообработки
Состояние поставки
Твердость
Сталь термообработанная
До НВ 187
Закалка при 780-800 °С, вода
Свыше HRCЭ 63
Свойства по стандарту
ГОСТ 2283-79
Состояние поставки
Класс прочности
Сечение, мм
Временное сопротивление разрыву, σв, МПа
Относительное удлинение при разрыве, δ5, %
Лента отожженая холоднокатаная
–
0,1 – 1,5
650
15
Лента отожженая холоднокатаная
-
1,5 – 4,0
750
10
Лента нагартованная холоднокатаная
Н1
0,1 – 4,0
750 – 900
–
Лента нагартованная холоднокатаная
Н2
0,1 – 4,0
900 – 1050
–
Лента нагартованная холоднокатаная
Н3
0,1 – 4,0
1050 – 1200
–
Лента отожженая высшей категории качества
–
0,1 – 4,0
650
15
Технологические свойства марки У8А
Удельный вес
7839 кг/м3
Термообработка
Закалка при 780°C, масло, Отпуск при 400°C.
Твердость материала
HB 10 -1 = 187 МПа
Температура критических точек
Ac1 = 720 , Ar1 = 700 , Mn = 245
Температура ковки
Начала 1180 °С, конца 800 °С. Сечения до 100 мм охлаждаются на воздухе, 101-300 мм в яме
Обрабатываемость резанием
При HB 187-227, σв=620 МПа, К υ тв. спл=1,2 и Кυ б.ст=1,1
Свариваемость материала
Не применяется для сварных конструкций.
Флокеночувствительность
Не чувствительна
Склонность к отпускной хрупкости
Не склонна
Теплостойкость
Температура, °С
Время, часы
Твердость, HRCэ
150 – 160
1
63
200 – 220
1
59
прокаливаемость
Расстояние от торца, мм
Примечание
2
4
6
8
10
12
14
16
18
Закалка при 790 °С
65,5-67
63-65
45,5-55
42-43,5
40,5-42,5
39,5-41,5
37-40,5
39-40
36-39,5
Твердость для полос прокаливаемости, HRC
×
Отмена
Удалить
×
Выбрать тариф
×
Подтверждение удаления
Отмена
Удалить
×
Выбор региона будет сброшен
Отмена
×
×
Оставить заявку
×
Название
Отмена
×
К сожалению, данная функция доступна только на платном тарифе
Выбрать тариф
Сталь У8А – расшифровка и характеристики
Инструментальная углеродистая нелегированная высококачественная сталь У8А относится к ножевым. Ее характеристики идеально подходят для изготовления лезвий клинков и других режущих инструментов, а также ударных инструментов и износостойких изделий. Сталь подвержена к коррозии, т.к. не содержит в составе легирующих добавок, изделия требуют защитного покрытия или регулярного ухода. Лезвия из стали У8А сохраняет остроту дольше, чем другие ножевые стали, кроме того, ее очень легко затачивать. Производство стали У8А остается сравнительно простым, т.к. не требует добавления легирующих добавок, что способствует сохранению сравнительно невысокой стоимости.
Расшифровка
Расшифровка марки стали всегда указывает на химический состав, концентрацию наиболее значимых элементов в сплаве, качество по концентрации вредных примесей и степень раскисления. Маркировка стали У8А включает в себя:
Буква У означает углерод, а цифра 8 – его содержание в десятых долях процента. Сталь У8А содержит 0.8% углерода. Углерод является главным компонентом в нелегированных углеродистых сталях. В зависимости от уровня содержания углерода меняется структура металла. Стали с высоким содержанием углерода обладают повышенной твердостью, прочностью и упругостью. Такие стали идеально подходят для возведения жестких несущих конструкций, но не годятся для изготовления деталей, подвергающихся динамическим нагрузкам. Стали с низким содержанием углерода считаются мягкими благодаря высоким показателям текучести и ударной вязкости. Такие стали легко выдерживают ударные нагрузки.
Буква А означает, что сталь является высококачественной. Качество сплава определяется по концентрации фосфора и серы в его составе: чем выше процент содержания вредных примесей, тем ниже качество. По качеству стали бывают обыкновенного качества (ст), качественные (сталь), высококачественные (А) и особо высококачественные (Ш). Для каждой категории строго определена допустимая нома содержания серы и фосфора.
Кроме углерода и железа сталь У8А содержит кремний, марганец, медь, никель и хром. Их концентрация ниже значимой, поэтому в маркировке они не указываются.
Применение
Сталь У8А является инструментальной сталью и применяется для создания режущих инструментов, в частности ножей и клинкового оружия. Также из этой стали изготавливают ударный инструмент, не нагревающийся в процессе эксплуатации. К таковым относятся:
зубила;
топоры;
молотки;
стамески;
колуны.
Сталь пользуется популярностью у производителей слесарно-монтажного инструмента.Помимо инструментов, сталь широко используется при изготовлении износостойких изделий – пружин, роликов и т.д.
Плюсы и минусы
Каждая марка стали имеет сильные и слабые стороны, это нормально, т.к. никто не пытается удовлетворить все нужды всех производств за счет одной универсальной формулы. Разновидностей стали огромное множество, каждая из них применяется в той сфере, в которой ее показатели наиболее востребованы. Поэтому, говоря о достоинствах и недостатках, мы имеем в виду факторы, определяющие назначение стали и дающие понимание, как правильно с ней обращаться.
К достоинствам стали У8А можно отнести:
Сбалансированная твердость. Твердость рассчитывается по шкале Роквелла, в среднем показатель находится в границах 42-61 HRC. Приближение к нижней границе означает, что материал становится нестойким. Верхняя граница означает угрозу ломкости и хрупкости. Твердость сплава У8А составляет 58 HRC, это сбалансированный показатель – сталь обладает хорошей твердостью, при этом не слишком подвержена хрупкости.
Прочность. Из стали У8А получаются прочные лезвия, которые очень трудно сломать или повредить. Это следствие высокого содержания железа в сплаве (более 97%).
Надолго сохраняющаяся острота. Лезвия из сплава У8А можно не точить очень долго, а если все же приходится это делать, можно воспользоваться любыми подручными средствами. В этом отношении сплав надежен и неприхотлив, так показывает себя углеродный баланс.
Качество. Сплав не сливается с другими сплавами при обработке и не меняет свои свойства.
Отсутствие дефектов структуры. Благодаря этому достоинству изделиям из стали У8А не страшны динамические нагрузки, сталь не трескается от ударов и вибраций.
Отсутствие вторичных карбидов в составе. Благодаря этому материал демонстрирует высокие показатели однородности структуры и пластичности, что особенно важно в оружейном деле. Из сплава У8А делают шпаги, а это один из самых требовательных к металлу видов холодного оружия.
Недорогое производство. Т.к. в составе сплава У8А отсутствуют дорогостоящие легирующие добавки, производство не требует высоких затрат.
Среди недостатков можно отметить:
Неустойчивость к коррозии. Как и все углеродистые стали, У8А подвержена коррозии и требует специального ухода.
Термообработку следует проводить осторожно. Отсутствие в сплаве вторичных карбидов накладывает жесткие ограничения на температурный диапазон обработки. Превышение температуры всего на 10 градусов уже может грозить потерей ударной вязкости материала.
Не применяется для изготовления сварных конструкций и деталей, предназначенных для эксплуатации при высоких температурах в виду невысокой теплопроводности стали У8А.
Необходима термообработка для повышения эксплуатационных характеристик. Без обработки углеродистые стали не отличаются высокими параметрами по умолчанию.
Типы выпуска и вид поставки
Сталь У8А поставляется в виде листового проката горячекатаного и холоднокатаного, калиброванных и шлифованных прутков, кругов, полос, лент, заготовок для ковки.
Обработка
Для обработки стали У8А применяются процедуры отжига, закалки и отпуска.
При проведении отжига очень важно соблюдать технологические требования – выдерживать температуру обработки, прогревать металл определенным образом, учитывать размеры детали и правильно помещать ее в печь. В печи рекомендуется использовать асбестовую панель, на которой детали располагаются в один ряд с соблюдением необходимого промежутка между деталями.
Отдельное внимание следует уделить длительности нагревания (в зависимости от сечения и при температурах 1000-1200С):
30 мм – 9 минут;
40 мм – 10 минут 30 секунд;
50 мм – 13 минут 30 секунд;
75 мм – 15 минут 30 секунд;
100 мм – 22 минуты.
Термообработку листовой стали У8А необходимо проводить в инертной газовой среде, т.к. в ходе температурной обработке на поверхности металла будет скапливаться углерод в больших количествах. Если это невозможно, скорость прогрева должна быть снижена на 20%.
Закалка позволяет повысить прочностные характеристики материала до 61 HRC без снижения показателей вязкости и текучести, это важнейшая процедура обработки, которой рекомендуется в обязательном порядке подвергать изделия из стали У8А. При проведении процедуры необходимо учитывать следующие условия:
Температура закалки не ниже 800С и не выше 1720С.
Предварительный нагрев по длительности равен окончательному при 450-550С. Длительность определяется размером изделия.
Охлаждать деталь необходимо в воде.
Аналоги
Аналоги – это марки, максимально совпадающие по составу, но маркированные по-разному в соответствии со стандартами разных стран. Заменители – любые марки стали, способные справиться с задачей целевой марки в каждом конкретном случае. Как правило, заменителями также являются сплавы, близкие по составу.
Марка металлопроката
Заменитель
У8А
У7
У10
Точные и ближайшие зарубежные аналоги
Германия
США
DIN, WNr
–
1.1525
C80W1
Химический состав
Массовая доля элементов не более, %:
Кремний
Марганец
Медь
Никель
Сера
Углерод
Фосфор
Хром
0,17–0,33
0,17–0,28
0,25
0,25
0,018
0,75–0,84
0,025
0,2
Механические свойства
Для углеродистой высококачественной инструментальной стали У8А основными механическими характеристиками являются:
Высокая твердость. Для лезвий это возможность длительной эксплуатации без заточки.
Невысокая теплостойкость. В результате интенсивного трения температура изделия повышается, происходит перегрев, приводящий к изменению структуры и утрате эксплуатационных характеристик. Теплостойкость – это свойство стали, препятствующее изменениям структуры в случае перегрева. Сталь У8А теплостойкой не является.
Невосприимчивость к прилипанию. Разные металлы не слипаются при интенсивной обработке, качество стали не меняется.
Невосприимчивость к растрескиванию. При ударной или вибрационной нагрузке в структуре стали могут образовываться микротрещины, приводящие к разрушению материала. Сталь У8А не подвержена подобным повреждениям.
Высокий показатель ударной вязкости. Позволяет применять сталь У8А при изготовлении ударных инструментов.
Механические свойства в зависимости от температуры испытания
Образец диаметром 5 мм и длиной 25 мм, деформированный и отожженный. Скорость деформирования 10 мм/мин. Скорость деформации 0,007 1/с.
700
105
58
91
800
91
58
100
900
55
62
100
1000
33
62
100
1100
21
80
100
1200
15
69
100
Механические свойства ленты
Термообработка, состояние поставки
Сечение, мм
sB, МПа
d5, %
Лента отожженная холоднокатаная
0,1-1,5
650
15
1,5-4,0
750
10
Лента нагартованная холоднокатаная.
Класс прочности Н1
0,1-4,0
750-900
Класс прочности Н2
0,1-4,0
900-1050
Класс прочности Н3
0,1-4,0
1050-1200
Лента отожженная высшей категории качества
0,1-4,0
650
15
Технологические свойства
Температура ковки
Начала 1180, конца 800. Охлаждение заготовок сечением до 100 мм на воздухе, 101-300 мм — в яме.
Свариваемость
не применяется для сварных конструкций. Способ сварки — КТС.
Обрабатываемость резанием
при НВ 187-227 Kuтв.спл. = 1.2, Kuб.ст. = 1.1.
Склонность к отпускной способности
не склонна
Флокеночувствительность
не чувствительна
Шлифуемость
хорошая
Температура критических точек
Критическая точка
°С
Ac1
730
Ac3
765
Ar1
700
Mn
245
Твердость
Состояние поставки, режим термообработки
HRCэ поверхности
НВ
Сталь термообработанная. Закалка 780-800 С, вода.
Св. 63
187
Закалка 780-800 С, вода. Отпуск 160-200 С.
61-65
Закалка 780-800 С, вода. Отпуск 200-300 С.
56-61
Закалка 780-800 С, вода. Отпуск 300-400 С.
47-56
Закалка 780-800 С, вода. Отпуск 400-500 С.
37-47
Закалка 780-800 С, вода. Отпуск 500-600 С.
29-37
Прокаливаемость
Закалка 790 °С.
Расстояние от торца, мм / HRC э
2
4
6
8
10
12
14
16
18
65,5-67
63-65
45,5-55
42-43,5
40,5-42,5
39,5-41,5
37-40,5
39-40
36-39,5
Крит. диам. в воде, мм
Крит.диам. в масле, мм
15-20
4-6
Физические свойства
Температура испытания, °С
20
100
200
300
400
500
600
700
800
900
Модуль нормальной упругости, Е, ГПа
209
205
199
192
185
175
166
Модуль упругости при сдвиге кручением G, ГПа
81
80
77
74
71
67
62
Плотность, pn, кг/см3
7839
7817
7786
7752
7714
7676
7638
7600
7852
Коэффициент теплопроводности Вт/(м ·°С)
49
46
42
38
35
33
30
24
25
Уд. электросопротивление (p, НОм · м)
230
305
395
491
625
769
931
1129
1165
Температура испытания, °С
20- 100
20- 200
20- 300
20- 400
20- 500
20- 600
20- 700
20- 800
20- 900
20- 1000
Коэффициент линейного расширения (a, 10-6 1/°С)
11.4
12. 2
13.0
13.7
14.3
14.8
15.2
14.5
15.2
15.7
Удельная теплоемкость (С, Дж/(кг · °С))
477
511
528
548
565
594
624
724
724
703
Теплостойкость, красностойкость
Температура, °С
Время, ч
Твердость, HRCэ
150-160
1
63
200-220
1
59
R
Ом·м
Удельное сопротивление
r
кг/м3
Плотность
C
Дж/(кг·град)
Удельная теплоемкость
l
Вт/(м·град)]
Коэффициент теплопроводности
a
1/Град
Коэффициент линейного расширения
E
МПа
Модуль упругости
T
Град.
Температура
У8А :: Металлические материалы: классификация и свойства
Сталь У8А ГОСТ 1435-99
Массовая доля, %
углерода
кремния
марганца
серы
фосфора
не более
0,75 – 0,84
0,17 – 0,33
0,17 – 0,28
0,018
0,025
Температура критических точек, °С
Ас1
Ас3 (Асm)
Ar1
Мн
730
765 (112)
700
245
Твердость стали после термообработки
Состояние поставки
Твердость
Сталь термообработанная
Закалка 780 – 800°С, вода
До НВ 187
Св. HRCЭ 63
Твердость стали в зависимости от температуры
отпуска
Температура отпуска,
°С
HRCЭ
Закалка 780 – 800 °С, вода
160 – 200
61 – 65
200 – 300
56 – 61
300 – 400
47 – 56
400 – 500
37 – 47
500 – 600
29 – 37
Механические свойства ленты
Состояние поставки
Сечение,
мм
σВ, МПа,
не более
δ5, %,
не менее
Лента отожженная
холоднокатаная
0,1 – 1,5
1,5 – 4,0
650
750
15
10
Лента нагартованная
холоднокатаная, класс прочности Н1
Н2
Н3
0,1 – 4,0
750 – 900
900 – 1050
1050 – 1200
–
–
–
Лента отожженная высшей
категории качества
0,1 – 4,0
650
15
Механические свойства в зависимости от
температуры испытания
Температура испытания, °С
σ0,2
σВ
δ5
ψ
НВ
МПа
%
Отжиг или нормализация
100
–
710
17
24
195
200
–
640
15
15
205
300
–
–
17
16
205
400
–
–
19
23
190
500
–
500
23
29
170
600
–
370
28
39
150
700
–
255
33
50
120
Закалка 780 °С, масло. Отпуск 400 °С.
(образцы гладкие диаметром 6,3 мм)
20
1230
1420
10
37
–
-40
1270
1450
11
36
–
-70
1300
1470
12
35
–
Образец диаметром 5 мм и длиной 25 мм,
деформированный и отожженный.
Скорость деформирования 10 мм/мин. Скорость
деформации 0,007 1/с
700
–
105
58
91
–
800
–
91
58
100
–
900
–
55
62
100
–
1000
–
33
62
100
–
1100
–
21
80
100
–
1200
–
15
69
100
–
Теплостойкость
Температура,
°С
Время,
ч
HRCЭ
150 – 160
1
63
200 – 220
1
59
Прокаливаемость (Твердость HRCЭ)
Расстояние от торца, мм
2
4
6
8
10
12
14
16
18
65,5 – 67
63 – 65
45,5 – 55
42 – 43,5
40,5 – 42,5
39,5 – 41,5
37 – 40,5
39 – 40
36 – 39,5
Критический диаметр, мм: в воде 15 – 20, в
масле 4 – 6.
Температура испытания °С
20
100
200
300
400
500
600
700
800
900
Модуль
нормальной упругости, Е, ГПа
209
205
199
192
185
175
166
–
–
–
Модуль
упругости при сдвиге кручением G, ГПа
81
80
77
74
71
67
62
–
–
–
Плотность
ρn, г/см3
7839
7817
7786
7752
7714
7676
7638
7600
7852
–
Коэффициент
теплопроводности λ, Вт/(м * °С)
–
49
46
42
38
35
33
30
24
25
Удельное
элекросопротивление (ρ, Ном*м)
–
230
305
395
491
625
769
931
1129
1165
20 – 100
20 – 200
20 – 300
20 – 400
20 – 500
20 – 600
20 – 700
20 – 800
20 – 900
20 – 1000
Коэффициент
линейного расширения (α, 10-6 1/°С)
11,4
12,2
13,0
13,7
14,3
14,8
15,2
14,5
15,2
15,7
Удельная
теплоемкость
(С,
Дж/(кг*°С))
477
511
528
548
565
594
624
724
724
703
Группа
стали
Назначение стали
Массовая доля, %
хрома
никеля
меди
не более
1
Для
продукции всех видов (кроме патентированной проволоки и ленты)
Не более
0,20
0,25
0,25
4
Для
патентированной проволоки и ленты
Не более
0,12
0,12
0,20
5
Для
горячекатаных и холоднокатаных листов и лент в том числе и термически
обработанных (кроме патентированной ленты), а также для горячекатаной и
кованой стали и стали со специальной отделкой поверхности.
0,20 – 0,40
0,20
0,20
Заменитель – стали: У7А, У7,
У10А, У10.
Шлифуемость – хорошая.
Температура
ковки, °С:
начала 1180,
конца 800.
Сечения до 100 мм охлаждаются на
воздухе, 101 – 350 мм – в яме.
Свариваемость
– не применяется для сварных конструкций. Способ сварки – КТС.
Обрабатываемость
резанием – при HB 187 –
227, Кυ тв. спл=1,2; Кυ
б. ст=1,1.
Склонность к
отпускной хрупкости – не склонна.
Флокеночувствительность
– не чувствительна.
Применение: для изготовления инструментов,
работающих в условиях, не вызывающих разогрева
режущей кромки. Для обработки дерева: фрез, зенковок, цековок, топоров,
стамесок, долот, пил продольных и дисковых. Для накатных роликов, плит и
стержней для форм литья под давлением оловянно-свинцовых сплавов. Для
слесарно-монтажных инструментов: обжимок для заклепок, кернеров, бородок,
отверток, комбинированных плоскогубцев, острогубцев, боковых кусачек. Для
калибров простой формы и пониженных классов точности. Для холоднокатаной
термообработанной ленты толщиной от 2,5 до 0,02 мм, предназначенной для
изготовления плоских и витых пружин и пружинящих деталей сложной конфигурации,
клапанов, щупов, берд, ламелей двоильных ножей, конструкционных мелких деталей,
в том числе для часов и т.д.
Сортамент:
лента – ГОСТ 2283-79, ГОСТ
10234-77.
кованая круглого и квадратного
сечений – ГОСТ 1133-71;
полосовая горячекатаная – ГОСТ
4405-75 и ГОСТ 103-76;
кованая – ГОСТ 4405-75;
калиброванная – ГОСТ 7417-75,
ГОСТ 8559-75 и ГОСТ 8560-78;
сталь со специальной отделкой
поверхности – ГОСТ 14955-77.
Подготовка высокопрочных алюминиевых сплавов к выдерживанию усталости
Нац. общ. 2020; 11: 5198.
Опубликовано онлайн 2020 октября 15. DOI: 10.1038/S41467-020-19071-7
, , , , и
Информация о сообщении.
Дополнительные материалы
Заявление о доступности данных
Усталостные характеристики высокопрочных алюминиевых сплавов, используемых в самолетах, поездах, грузовиках и автомобилях, общеизвестно плохи. Инженеры должны проектировать с учетом этого важного ограничения, чтобы использовать алюминиевые сплавы для облегчения транспортных конструкций. В этой работе демонстрируется альтернативная концепция проектирования микроструктуры для повышения усталостной прочности. Микроструктуры предназначены для использования механической энергии, передаваемой во время начальных циклов усталости, для динамического заживления внутренних слабых мест в микроструктуре. Усталостная долговечность алюминиевых сплавов с самой высокой прочностью увеличивается в 25 раз, а усталостная прочность увеличивается примерно на 1/2 от предела прочности при растяжении. Подход учитывает разницу между статической и динамической нагрузкой и представляет собой концептуальное изменение микроструктурного дизайна для усталости.
Тематические термины: Механические свойства, Металлы и сплавы
Алюминиевые (Al) сплавы являются вторым по популярности конструкционным сплавом, используемым сегодня. По сравнению со сталью они легкие (1/3 по сравнению с плотностью стали), немагнитны и обладают отличной коррозионной стойкостью. Алюминиевые сплавы с дисперсионно-упрочненным сплавом также можно обрабатывать, чтобы они стали относительно прочными, поэтому их особые механические свойства (свойство/плотность) обеспечивают конкурентное преимущество в приложениях, где важно снижение веса. Примером являются транспортные приложения, такие как самолеты, поезда, грузовики и автомобили. Транспортная отрасль уделяет особое внимание снижению веса для снижения выбросов топлива, и это привело к постоянному увеличению использования алюминиевых сплавов в этих важных областях применения 9. 0011 1 – 3 .
Транспортные конструкции подвержены воздействию переменных сил, а напряжения, которые должны выдерживать материалы, носят циклический характер. Эта нагрузка приводит к усталости 4 – 9 , а сопротивление материала усталостному разрушению имеет решающее значение в этих применениях. Подсчитано, что 80% всех отказов технических сплавов происходит из-за усталости 5 , 8 . Циклическое напряжение, которое сплав может выдерживать в течение длительного времени (~10 7 циклов) без разрушения называется усталостной прочностью, и она всегда ниже растягивающего напряжения, которое привело бы к разрушению при монотонной нагрузке. Усталостная прочность (динамическое свойство) и предел прочности при растяжении (статическое свойство) сильно коррелируют в случае сталей: усталостная прочность / прочность на растяжение ~ 1/2 (дополнительный рисунок 1 ) 10 . Это подчеркивает одну стратегию, используемую, когда требуется повышенная усталостная прочность — выбирается материал с более высокой прочностью на растяжение.
К сожалению, усталостные характеристики высокопрочных алюминиевых сплавов сравнительно низкие, и это одна из ахиллесовых пят алюминиевых сплавов. На рисунке показана корреляция усталости и прочности на растяжение для трех наиболее распространенных дисперсионно-упрочненных алюминиевых сплавов: AA2024 (Al–Cu–Mg), AA6061 (Al–Mg–Si) и AA7050 (Al–Zn–Mg–(Cu )). Усталостная прочность алюминиевых сплавов составляет ~1/3 их предела прочности при растяжении. Инженеры вынуждены проектировать с учетом этого ограничения при использовании высокопрочных алюминиевых сплавов в приложениях, где усталость является ограничивающим свойством. Несмотря на усилия материаловедов изменить микроструктуру алюминиевых сплавов, чтобы сделать их более прочными, соответствующее улучшение усталостной прочности намного меньше, чем для стали.
Открыть в отдельном окне
Соотношение усталостной прочности и предела прочности при растяжении (UTS) для коммерческих сплавов AA2024, AA7050 и AA6061.
Корреляция между усталостной прочностью и пределом прочности при растяжении для трех алюминиевых сплавов. 10 – 15 .
Усталостное разрушение происходит поэтапно. Циклическое нагружение приводит к микропластичности и накоплению необратимых повреждений в виде локализации пластичности (обычно связанной с дефектами). Пластическая локализация катализирует зарождение усталостной трещины. Усталостная трещина растет и приводит к окончательному разрушению 5 , 16 . Все этапы важны, но относительный вклад в общую усталостную долговечность зависит от условий внешнего нагружения. При многоцикловой усталости (МЦУ), где циклическое напряжение значительно ниже монотонного предела текучести, большая часть срока службы уходит на локализацию пластичности и зарождение усталостной трещины критического размера 6 , 17 , 18 . Во многих (но не во всех) транспортных приложениях циклы переменного напряжения попадают в режим HCF, и поэтому интерес представляет производительность HCF. Важным исключением являются самолеты, для которых характеристики малоцикловой усталости (LCF) представляют особый интерес.
В этом отчете мы представляем альтернативный концептуальный подход к существенному улучшению характеристик HCF дисперсионно-упрочненных алюминиевых сплавов. Мы демонстрируем увеличение усталостной долговечности на порядок и более, а также увеличение усталостной прочности до ~1/2 предела прочности при растяжении, как и в случае со сталями. Подход учитывает различия между статической и динамической нагрузкой и использует сообщаемую механическую энергию, связанную с начальными циклами усталости, для изменения микроструктуры таким образом, чтобы противостоять локализации пластичности и значительно увеличить время, необходимое для возникновения усталостной трещины. Это форма самовосстановления или обучения, представляющая собой концептуальное изменение микроструктурного дизайна материалов, упрочненных преципитатом, для работы HCF.
Реакция дисперсно-упрочненных алюминиевых сплавов на усталость при большом цикле
Высокая прочность дисперсно-упрочненных алюминиевых сплавов достигается благодаря тонкому распределению наноразмерных частиц, которые образуются в процессе зарождения и роста во время обработки при повышенных температурах. Процесс осаждения был хорошо изучен, и обработка была разработана для получения состояний максимальной прочности (т. е. пикового состояния старения — PA). В работе использованы коммерчески доступные сплавы АА2024, АА6061 и АА7050. Эти материалы были обработаны с использованием стандартных подходов (раздел «Методы» и таблица 9).0011 S1 ) и приготовлены как в состоянии пикового старения (PA), так и в состоянии недостарения (UA). Осадки в состоянии UA меньше, а их объемная доля уменьшена по сравнению с состоянием PA. Время термообработки UA выбирают таким образом, чтобы прирост отверждения составлял примерно половину от общего прироста отверждения, наблюдаемого во время обработки PA. Микроструктуры преципитатов в состояниях UA и PA трех сплавов, а также монотонное поведение при растяжении при комнатной температуре показаны на дополнительных рисунках. 2 и 3 . Предел текучести ( σ y ), предел прочности при растяжении (UTS) и равномерное удлинение ( ε u ) приведены в таблице. Предел текучести и предел прочности при растяжении в состоянии UA ниже, чем в состоянии PA для каждого сплава.
Таблица 1
Предел текучести ( σ y ), предел прочности при растяжении (UTS) и относительное удлинение при равномерном растяжении ( ε u ) недостаренного (UA) и пикового старения (PA) Сплавы AA2024, AA6061 и AA7050.
Alloy
Conditions
σ y (MPa)
UTS (MPa)
ε u
AA2024
UA
215 ± 4
428 ± 9
0.19 ± 0.01
PA
296 ± 4
446 ± 15
0. 09 ± 0.02
AA6061
UA
104 ± 9
210 ± 7
0.20 ± 0.04
PA
221 ± 7
264 ± 9
0.07 ± 0.01
AA7050
UA
227 ± 8
403 ± 10
0,22 ± 0,03
PA
317 ± 7
442 ± 10
0,13 ± 0,03
9022 2 903 903. R = −1) усталостное нагружение гладких образцов и результаты представлены на рис. Когда образцы выдержали 10 7 циклов (например, PA AA7050), этот уровень напряжения принимают за усталостную прочность. Для AA2024 и AA6061 кривые S-N были экстраполированы на 10 7 циклов для получения оценки усталостной прочности. Экспериментально измеренная усталостная прочность образцов PA была добавлена к рис. и согласуется со значениями, указанными в литературе. Ключевым наблюдением на рис. является то, что более слабое состояние UA неизменно лучше работает при всех исследованных уровнях стресса, чем более сильное состояние PA. Эти наблюдения противоречат общепринятому мнению, основанному на корреляции между усталостной прочностью и пределом прочности при растяжении сталей (дополнительный рис. 9).0011 1 ).
Открыть в отдельном окне
Многоцикловая усталость (HCF) Кривые S-N и зоны без выделений (PFZ) недостаренных (UA), максимально состаренных (PA) и обученных сплавов.
a – c HCF Кривые S-N недостаревших (UA), максимально состаренных (PA) и обработанных сплавов AA2024 ( a ), AA6061 ( b ) и AA7050 ( c ) . Тесты HCF были полностью обращены ( R = −1) при частоте 20 Гц. д – f Изображения LAADF-STEM показывают PFZ, сформированные в сплавах PA. Направление электронного пучка было параллельно <100> Al в d , e и параллельно <110> Al в f .
Причина различий в усталостных характеристиках между состояниями UA и PA может быть связана либо с различиями во времени, необходимом для возникновения усталостной трещины, либо с различиями в поведении роста усталостной трещины (FCG). FCG был измерен для каждого сплава как в состоянии UA, так и в состоянии PA и показан на дополнительном рисунке 9.0011 4 . FCG измеряли как параллельно, так и перпендикулярно направлению прокатки (RD). Нет существенной разницы между поведением FCG состояний UA и PA для одной и той же ориентации FCG. Как это обычно бывает при испытаниях HCF гладких образцов, различия в сроке службы определяются различиями во времени образования усталостной трещины критического размера.
Локализация пластичности в зонах без выделений
Ключевой особенностью дисперсионно-упрочненных алюминиевых сплавов является наличие зон без выделений (PFZ), прилегающих к границам зерен. Зарождение и рост выделений опосредуются диффузией вакансий и, следовательно, чувствительны к концентрации вакансий 19 , 20 . При термической обработке избыточные вакансии аннигилируют на границах зерен, оставляя область, обедненную вакансиями. Растворенное вещество в этой области менее подвижно, и осаждение задерживается. При дальнейшем старении при повышенных температурах эти области также обедняются растворенным веществом за счет неоднородного осаждения на границах зерен 19 – 21 . В результате получается слой материала, прилегающий к границам зерен, который не содержит выделений и сравнительно мягок по сравнению с внутренней частью зерен, упрочненной выделениями. PFZ для сплавов, исследованных в этом исследовании, показаны на изображениях сканирующей просвечивающей электронной микроскопии (STEM) с малоугловым кольцевым темным полем (LAADF) на рис.
При усталостном нагружении пластичность локализуется в этих мягких ПФЗ и необратимое циклическое движение дислокаций приводит к накоплению повреждений, что создает условия для зарождения усталостной трещины. При ВРП трещины почти всегда зарождаются на поверхности материала, а эволюция изначально гладкой поверхности при циклическом нагружении свидетельствует о локализации пластичности, приводящей к зарождению трещин. На рис. д представлены изображения оптической профилометрии внешних поверхностей материалов ПА AA2024, AA6061 и AA7050 через ~10 5 циклов загрузки. Локализация пластичности в ПФЗ хорошо видна по образованию выдавливаний и внедрений материала, примыкающих к границам зерен высотой 100–150 нм. Эта пластическая локализация увеличивается во время циклирования и была количественно определена для большого количества зерен на дополнительном рисунке 5 . Именно эта пластическая локализация приводит к зарождению усталостной трещины. Напротив, оптические профилометрические изображения состояний UA, рис. , подвергнутые такому же количеству циклов при тех же уровнях напряжения, демонстрируют гораздо меньшую локализацию пластичности. Скорее, пластичность более равномерно распределена по зернам, а необратимые изменения шероховатости поверхности имеют высоту всего ~20–40 нм. Они также развиваются медленнее во время циклирования, чем локализация на границах зерен в состояниях PA (дополнительный рис. 9).0011 5 ). Именно эта большая однородность пластичности образцов UA по сравнению с состояниями PA задерживает возникновение усталостной трещины критического размера и приводит к большей усталостной долговечности в состоянии UA, даже если материалы UA имеют более низкие текучесть и предел прочности при растяжении. сильнее, чем состояние PA (таблица ).
Открыть в отдельном окне
Эволюция поверхности закаленных на воздухе (AQ) сплавов AA2024, AA7050 и AA6061 с явными зонами без выделений (PFZ).
a , c , e Большой локальный рельеф поверхности вдоль границ зерен для сплавов с пиковым старением (PA) после определенного количества многоцикловых усталостей (HCF). b , d , f Равномерный рельеф поверхности, образованный зернами недостаренных (UA) сплавов после определенного количества многоцикловой усталости (ВЦУ). Красными кривыми показана относительная высота разного рельефа поверхности, выделенного белыми стрелками.
Динамические осадки в ПФЗ
Алюминиевые сплавы с дисперсионным упрочнением UA и PA содержат PFZ, но ведут себя по-разному при многоцикловой усталостной нагрузке. Несмотря на внешнее сходство, PFZ в штатах UA и PA не совсем одинаковы. На ранних стадиях процесса осаждения PFZ истощены вакансиями. Они содержат растворенное вещество, но осаждение не происходит по кинетическим причинам. Это относится к микроструктуре UA. По мере продолжения процесса осаждения PFZ также обедняются растворенным веществом из-за диффузии растворенного вещества к границе зерен с образованием выделений по границам зерен. Это относится к микроструктуре ПА. Наличие или отсутствие пересыщения растворенного вещества в PFZ имеет серьезные последствия для реакции PFZ на циклическую пластичность. Недавняя работа показала, что динамическое осаждение может происходить в алюминиевых сплавах при комнатной температуре, когда они подвергаются циклической пластичности 22 – 25 . Возвратно-поступательное движение дислокаций приводит к образованию вакансий (из-за увлечения выступов дислокаций), и эта инъекция вакансий может способствовать диффузии и осаждению даже при комнатной температуре. Приводит к выраженному укрепляющему эффекту 22 .
ПФЗ материала UA содержат растворенное вещество. Во время начальных циклов усталости микропластичность локализована в мягких PFZ, но движение дислокаций генерирует вакансии, которые способствуют динамическому осаждению и упрочнению PFZ. Устранение разницы в прочности между внутренней частью зерна и исходным PFZ приводит к большей однородности пластичности по всему материалу (рис. ). Динамическое выделение в PFZ можно увидеть на изображениях LAADF-STEM для каждого сплава в состоянии UA после циклирования на рис. Динамически образованные осадки имеют размер порядка 1 нм, и частицы такого размера обеспечивают значительный прирост упрочнения 22 . Пластичность также локализована в PFZ образцов PA во время циклирования (рис. ), но поскольку они обеднены как вакансиями, так и растворенным веществом, генерация вакансий из-за движения дислокаций не имеет доступного растворенного вещества для облегчения динамического осаждения, и, следовательно, они не упрочняются. . Динамического осаждения не наблюдается в PFZ из переработанных материалов PA (дополнительный рисунок 6 ).
Открыть в отдельном окне
Снимки LAADF-STEM, показывающие микроструктуру зон без выделений (PFZ) после деформации HCF.
a – c ПФЗ высокой циклической усталости (HCF), обработанные до старения (UA) образцов для AA2024 ( a ), AA6061 ( b ) и AA7050 ( c). AA2024 был испытан при 185 МПа в течение 3,5 × 10 6 циклов, AA6061 – при 120 МПа в течение 4 × 10 6 циклов, а AA7050 – при 175 ×106 МПа в течение 8 109 циклов. d – f Снимки LAADF-STEM с большим увеличением, показывающие наличие нанопреципитатов в PFZ, указанных в а – в . Соответствующие картины быстрого преобразования Фурье (БПФ), вставленные в d , e , показывают дифракцию от нанопреципитатов (указаны полыми стрелками желтого цвета). Направление электронного луча было параллельно <100> Al в a , b , d , e и параллельно <110> Al в c 9 f , 9002.
Тренировка для улучшения характеристик усталостной прочности при многоцикловой нагрузке
Наблюдения на рис. о том, что более слабые материалы UA имеют лучшие характеристики HCF, чем более прочные материалы PA, связаны с тем, что PFZ в материалах UA могут динамически укрепляться из-за динамического осаждения на ранних циклах усталости, и это повышает сопротивление пластической локализации и зарождение усталостной трещины. Поняв это, мы можем теперь рассмотреть альтернативный подход к разработке алюминиевых сплавов для обеспечения усталостных характеристик. Вместо использования традиционного материала PA мы можем вместо этого начать с материала UA и разработать специальную схему циклической тренировки для восстановления PFZ путем динамического осаждения, чтобы уменьшить разницу в прочности между внутренней частью зерна и PFZ. Следует ожидать значительно большей усталостной долговечности.
Было показано, что скорость образования новых частиц (N) из-за динамического осаждения во время циклической пластичности является линейной по пластической деформации (ε) (d N / d ε = const) 23 . Принимая во внимание, что образование новых частиц приводит к упрочнению, циклический график обучения может быть определен для имитации нагрузки с постоянной амплитудой пластической деформации в качестве средства восстановления PFZ путем упрочнения частиц до того, как материал будет подвергнут нормальному HCF. Пример показан на рис. . График тренировок применяется при более высоком стрессе, чем обычный тест HCF. Это обучение обычно составляет несколько сотен циклов, и они обобщены на дополнительном рисунке 9.0011 7 для трех рассмотренных здесь сплавов.
Открыть в отдельном окне
Циклическая закалка и эволюция микроструктуры при циклической закалке недостаренных (UA) сплавов.
a Схематическое изображение полностью реверсивной ( R = −1) циклической тренировки с частотой 0,2 Гц. b Схематическое изображение осадков в ПФЗ по мере увеличения номера тренировочного цикла. c – e Изображения LAADF-STEM, показывающие нанопреципитаты, образовавшиеся в PFZ AA2024, обученных в течение 450 циклов ( c ), AA6061 обучен на 700 циклов ( d ) и AA7050 обучен на 450 циклов ( e ). На вставках БПФ в c , d показана дифракция от нанопреципитатов (обозначены полыми стрелками желтого цвета). Направление электронного пучка было параллельно <100> Al в c , d и параллельно <110> Al в e .
Динамическое осаждение в пределах PFZ каждого из сплавов UA после процесса обучения (рис. ) было исследовано с помощью LAADF-STEM и показано на рис. . Также можно увидеть некоторые дислокационные петли, которые образуются в результате конденсации избыточных вакансий, генерируемых циклическим движением дислокаций в ПФЗ 9.0011 22 .
Внутренняя часть зерен после циклической тренировки также показана на дополнительном рисунке 2g – i . Как и ожидалось, микроструктуры напоминают состояние UA, но с добавлением некоторых дислокационных петель, образующихся в результате конденсации вакансий, образующихся при циклировании. Изображения LAADF-STEM внутренней части зерна также показаны при большем увеличении на дополнительном рисунке 8 . При этом большем увеличении можно увидеть дополнительные мелкие частицы, и именно они вызывают повышенную урожайность и прочность на растяжение после тренировки (дополнительный рисунок 9). 0011 3 ).
После обучения были измерены характеристики HCF этих материалов. Эти данные показаны на рис. . Во всех случаях улучшение усталостной долговечности наблюдается при всех уровнях нагрузки. Усталостная долговечность сплава АА2024 после тренировки улучшается на порядок по сравнению с традиционным состоянием ПА под нагрузкой 200 МПа. Увеличение срока службы в 25 раз для обученного AA7050 по сравнению с состоянием PA, циклически нагруженным при аналогичных уровнях нагрузки. Усталостная прочность обученных материалов была добавлена на рис. и теперь приближается к ~1/2 предела прочности при растяжении. Усталостная характеристика больше всего улучшается для самых прочных материалов (7ххх), а улучшение меньше для самых слабых сплавов (6ххх). Причина в том, что разница прочности между исходной PFZ и внутренней частью зерна является самой большой для самых прочных сплавов, и эти материалы больше всего страдают от распределения деформации на более слабые PFZ во время усталостных состояний PA. Именно самые прочные алюминиевые сплавы больше всего выигрывают от этого альтернативного подхода к расчету микроструктуры с точки зрения усталости.
Высокопрочные алюминиевые сплавы имеют заведомо низкую усталостную прочность, и это известно уже 50 лет. В этом альтернативном подходе мы принимаем различия между статической и динамической нагрузкой и используем механическую энергию, сообщаемую материалам во время ранних циклов усталости, для укрепления слабых мест в микроструктуре (PFZ), используя ранние циклы разделения деформации для управлять динамическими осадками. Это сильно задерживает локализацию пластичности и зарождение усталостных трещин и приводит к увеличению усталостной долговечности и усталостной прочности. Можно себе представить, как этот график обучения может быть включен в тесты приспособляемости конструкций, в которых используются эти материалы.
Не все дисперсионно-твердеющие материалы содержат PFZ, разрушающие их так, как это обычно наблюдается в алюминиевых сплавах. В сплавах, где PFZ не существует или они очень малы, мы не ожидаем увидеть очевидное преимущество обучения, показанного в этом исследовании. Размеры ПФЗ в сплавах также сильно зависят от обработки и, как известно, они значительно шире при медленном охлаждении от температуры обработки на твердый раствор. Чем шире PFZ, тем большую выгоду следует ожидать от применения процедуры обучения, подобной той, что представлена в этом вкладе. У процедуры обучения, показанной здесь, также есть ограничения: обучение должно быть тщательно разработано и применено для управления динамическим осаждением в PFZ, чтобы укрепить эти слабые места, но не привести к локализации катастрофической деформации в PFZ в процессе. Последнее, которое может быть результатом плохо контролируемой тренировки, может привести к сокращению усталостной продолжительности жизни.
Подход, изложенный в этом вкладе, представляет собой концептуальное изменение в микроструктурном дизайне. Вместо того, чтобы проектировать прочную микроструктуру и надеяться, что она останется стабильной как можно дольше при усталостном нагружении, мы понимаем, что микроструктура будет изменена под действием динамической нагрузки, и проектируем исходную микроструктуру (которая может иметь более низкую статическую прочность), которая будет изменяться при таких нагрузках. таким образом, что его усталостные характеристики значительно улучшаются. В этом отношении структура обучается, и график обучения используется для лечения PFZ, которые в противном случае представляли бы слабые места. Подход является общим и может быть применен к другим дисперсно-упрочненным сплавам, содержащим PFZ, для которых усталостные характеристики являются важным фактором.
Материалы
В этом исследовании использовались коммерчески доступные сплавы AA2024, AA6061 и AA7050. Составы и условия термообработки перечислены в дополнительной таблице 1 . Сплавы были приобретены у Kaiser Aluminium Corporation как в виде экструдированных стержней, так и в форме пластин. Экструдированные стержни использовались для образцов на растяжение и усталость. Образцы пластин использовали для испытаний на рост усталостных трещин (FCG). Обработку раствором проводили в соляной ванне с последующим охлаждением на воздухе, чтобы имитировать промышленный процесс охлаждения, а дальнейшую обработку старением проводили в масляной ванне. Все образцы после термической обработки хранились в морозильной камере при температуре -35 °C, чтобы свести к минимуму эффекты естественного старения.
Механические испытания
Монотонные свойства растяжения всех сплавов были измерены с использованием машины Instron 4505 с тензодатчиком 10 кН и скоростью деформации 0,02 мм/с. Использовался 10-мм экстензометр.
Испытания на многоцикловую усталость (HCF) проводились с использованием сервогидравлической усталостной машины MTS 858 с силовой рамой 25 кН и приводом 15 кН в сочетании с тензодатчиком 15 кН. Образцы в форме песочных часов использовались для HCF, а размер был разработан в соответствии со стандартом ASTM E466-15 9.0011 26 . Образцы имеют калибровочный диаметр 5 мм в центре с радиусом конусности 40 мм. Обработанная поверхность была вручную отшлифована, а затем отполирована до поверхности суспензией активного оксида (OP-S) размером ~ 0,04 мкм (суспензия коллоидного кремнезема). Полностью обращенная (отношение напряжений R = −1) многоцикловая усталость при комнатной температуре при частоте 20 Гц была выполнена для всех сплавов при различных уровнях напряжения для всех условий старения. Тесты проводились не менее 10 6 циклов и кривые S-N были экстраполированы на 10 7 циклов для оценки усталостной прочности. Эти экстраполяции представляют собой нижний предел усталостной прочности и поэтому являются консервативными оценками.
Испытания на рост усталостной трещины (FCG) проводились на высокоточной усталостной машине NanoBiss 25 кН с сервоуправлением с использованием метода податливости с компактными образцами растяжения (CT) толщиной 6 мм в соответствии со стандартом ASTM E647-15e1 27 . Испытания проводились с использованием синусоидальной нагрузки постоянной амплитуды с коэффициентом нагрузки R = 0,1 при максимальной нагрузке 5 кН и частоте 5 Гц. Длину трещины измеряли с помощью измерителя раскрытия трещины (COD).
Цикл «обучения» несостаренных (UA) алюминиевых сплавов выполняли на сервогидравлической усталостной машине MTS 858, и в процессе использовали полностью реверсивное ( R = −1) циклическое нагружение со скоростью 0,2 Гц. После тренировки образцы были повторно обработаны в форме песочных часов, используемой для всех испытаний HCF, а поверхность датчика для испытаний HCF также была отшлифована вручную, а затем отполирована до чистоты поверхности с помощью суспензии для полировки активного оксида (OP-S) ~ 0,04 мкм. (суспензия коллоидного кремнезема). Это необходимо для обеспечения того, чтобы геометрия и чистота поверхности обученных образцов HCF были идентичны образцам HCF UA и PA, с которыми они сравниваются. Схема тренировок с контролируемым напряжением с прогрессивно увеличивающейся величиной напряжения основана на реакции циклического укрепления во время постоянной нагрузки с контролируемой пластической деформацией. В графике тренировок, контролируемых стрессом, квадрат среднего абсолютного прироста напряжения (Δσ) 2 пропорциональна кумулятивной пластической деформации (4 N ε p /2), полученной в результате контролируемого циклирования постоянной пластической деформации 23 . Квадрат приращения напряжения (Δ σ ) 2 является функцией числа циклов ( N ) по формуле:
(Δσ)2=(σi−σ0)2=k⋅Ni где σ i – уровень напряжения при номере цикла N i и σ 0 — начальное приложенное напряжение. Константа k может быть определена через расчетное начальное напряжение ( σ 0 ), конечное напряжение ( σ f ) и количество циклов ( N ):
k=(σf− σ0)2/N
2
Затем можно рассчитать приложенное напряжение при любом количестве циклов для определения профиля циклической тренировки:
для образцов UA предназначен для развития динамического осаждения путем приложения возрастающего внешнего напряжения, которое наиболее совместимо с приростом прочности, вносимым динамическим осаждением. Это развивающееся прикладное тренировочное напряжение эффективно ограничивает введение деформационного упрочнения из-за вывихов. Основным критерием для определения приложенного тренировочного напряжения является регулирование увеличения величины напряжения от предела текучести состояния UA ( σ 0 ) до конечного напряжения, близкого к пределу текучести состояния PA ( σ f ), исходя из предположения, что прирост дисперсионного твердения за счет динамического осаждения преобладает над увеличением прочности. Мы видели, что это предположение хорошо работает для сплавов AA2024 и AA7050, и при циклическом обучении в течение нескольких сотен циклов предел текучести обученных образцов достигает предела текучести в состоянии PA без внесения значительной макроскопической пластической деформации. Поскольку сплавы АА2024, АА6061 и АА7050 достигают разной прочности ПА из-за разного состава, точная форма их профилей циклического твердения также различается. Особое внимание было уделено сплаву AA6061, где прирост прочности при циклической тренировке сравнительно меньше, и мы ограничили максимальное тренировочное напряжение ниже предела текучести пикового стареющего AA6061, чтобы обеспечить минимальную макроскопическую деформацию во время тренировки. От 9 0011 Рис. S9 , при сравнении измеренных XRD микродеформаций в образцах, подвергнутых циклическому циклированию до конечного тренировочного напряжения ( σ f ), с образцами, монотонно деформированными до конечного тренировочного напряжения (т. циклические образцы намного меньше. Несмотря на то, что процесс циклической тренировки может привнести небольшую пластичность, циклически модифицированные алюминиевые сплавы принципиально отличаются от сплавов, упрочняемых преимущественно за счет деформационного упрочнения.
Характеристика микроструктуры
An FEI Tecnai G 2 T20 Twin LaB 6 Просвечивающая электронная микроскопия (ПЭМ) при напряжении 200 кВ использовалась для характеристики микроструктуры сплавов. Изображения с помощью низкоугловой кольцевой сканирующей просвечивающей электронной микроскопии в темном поле (LAADF-STEM) были получены на приборе FEI 80-300 Titan 3 с двойной поправкой на Cs, работающем при 300 кВ в (полу-) угловом диапазоне 19 –33 мрад. Этот режим визуализации основан на контрасте деформации и применяется для детальной характеристики мелких элементов, таких как дислокации или скопления в пределах PFZ. Фольги (S)TEM были вырезаны как из головки усталостного образца, так и из калибра образца с использованием низкоскоростной пилы толщиной ~ 0,5 мм и штампованы в диски диаметром 3 мм. Диски шлифовали до толщины ~0,15 мм и подвергали двухструйной электрополировке в растворе 33% азотной кислоты и 67% метанола при –25 °С с током 0,2 А. Все фольги были очищены Gatan 950 Solarus Advanced Plasma System перед наблюдением.
Оптический профилометр (OP) Veeco NT1100 использовался для измерения изменения шероховатости поверхности в процессе усталости. Для характеристики рельефа поверхности был выбран режим вертикальной сканирующей интерферометрии (VSI) с вертикальным разрешением ~3 нм и латеральным разрешением ~0,5 мкм. Образцы для наблюдения за поверхностью имели цилиндрическую форму на растяжение с длиной датчика 15 мм и диаметром датчика 5 мм, а небольшой плоский участок (длиной 10 мм и шириной 2 мм) был отрезан проволокой в центре датчика образца. Эта плоская поверхность была вручную отшлифована наждачной бумагой, а затем отполирована с помощью суспензии OP-S ~ 0,04 мкм.
Порошковая рентгеновская дифракция (XRD) использовалась для сравнения микродеформаций между циклически тренированными образцами и образцами, подвергающимися монотонному растяжению при одинаковых конечных тренировочных напряжениях. Данные были собраны на дифрактометре Bruker D8 Advance с излучением Cu Ka и позиционно-чувствительным детектором Lynxeye. Поверхность образцов обработана суспензией ОП-С. Данные РФА анализировали с использованием полноразмерного метода Паули, реализованного в пакете программ TOPAS (версия 5, Bruker AXS).
Supplementary Materials (7.6M, pdf)
Авторы выражают признательность за использование просвечивающих электронных микроскопов в Центре электронной микроскопии Монаша (MCEM) и рентгеновских дифрактометров на рентгеновской платформе Монаша (MXP) . Эта работа была поддержана Австралийским исследовательским советом (ARC) в форме проекта Discovery (DP150101577). Q.Z. с благодарностью выражает благодарность в виде международной стипендии Монаша для аспирантов и стипендии для выпускников Монаша.
Концепция была разработана C.H.; Q.Z. и К.Х. разработал экспериментальную программу. Q.Z. выполнили все механические испытания, разработали графики тренировок и выполнили оптическую профилометрию. Ю.З. выполнили визуализацию LAADF-STEM. Х.Г. проведена предварительная обычная просвечивающая электронная микроскопия. Ю.В. выполнили рентгеновские измерения микродеформаций.
Данные, подтверждающие результаты этого исследования, можно получить у соответствующего автора по запросу.
Авторы заявляют об отсутствии конкурирующих интересов.
Информация о рецензировании Nature Communications благодарит Дмитрия Эскина и других анонимных рецензентов за их вклад в рецензирование этой работы.
Примечание издателя Springer Nature остается нейтральной в отношении юрисдикционных претензий в опубликованных картах и институциональной принадлежности.
Дополнительная информация доступна для этого документа по адресу 10.1038/s41467-020-19071-7.
1. Сачдев А., Мишра Р., Махато А. и Алпас А. Облегчение транспортных средств: проблемы и возможности в ICAA13 Pittsburgh (редакторы Вейланд, Х., Роллетт, А. и Кассада, в.) 609–622 (Спрингер, Нью-Йорк, 2012 г.).
2. Hirsch J. Алюминий в инновационном легком дизайне автомобиля. Матер. Транс. 2011; 52:818–824. doi: 10.2320/matertrans.L-MZ201132. [CrossRef] [Google Scholar]
3. Das S, et al. Использование энергии для облегчения транспортных средств влияет на парк легковых автомобилей в США. Поддерживать. Матер. Технол. 2016;8:5–13. [Академия Google]
4. Орован Э. Теория усталости металлов. проц. Р. Соц. Лонд. А. 1939; 171: 79–106. doi: 10.1098/rspa.1939.0055. [CrossRef] [Google Scholar]
5. Суреш, С. Усталость материалов 2-е изд. (Cambridge University Press, 1998).
6. Schijve, J. Усталость конструкций и материалов 2-е изд. (Springer, New York, 2009).
7. Кэмпбелл, Ф. К. в Элементы металлургии и инженерных сплавов 243–265 (ASM International, 2008).
8. Lampman, S.R. et al. в Справочнике ASM, Том 19: Усталость и разрушение (ASM International, 1996).
9. Pan Q, Zhou H, Lu Q, Gao H, Lu L. Независимый от истории циклический отклик нанодвойниковых металлов. Природа. 2017; 551: 214–217. doi: 10.1038/nature24266. [PubMed] [CrossRef] [Google Scholar]
11. Кауфман, Дж. Свойства алюминиевых сплавов – данные об усталости и влияние температуры, формы продукта и обработки (АСМ Интернэшнл, 2008 г.).
12. Джек В. в Справочнике ASM, Том 2: Свойства и выбор: Цветные сплавы и материалы специального назначения 177–483 ( ASM International, 1990).
13. Henry S.D. et al. Справочник данных по усталости: легкие конструкционные сплавы (ASM International, 1995).
14. Дэвис, Дж. Специальное руководство ASM: Алюминий и алюминиевые сплавы 2-е изд. (ASM International, 1993)
15. Лири, М. в Основы металлургии алюминия: производство, обработка и применение , (изд. Ламли, Р.) 784–827 (Woodhead Publishing, 2011).
16. Ричи Р.О. Механизмы развития усталостных трещин в пластичных и хрупких телах. Междунар. Дж. Фракт. 1999; 100:55–83. doi: 10.1023/A:1018655917051. [CrossRef] [Google Scholar]
17. Муграби Х. Необратимость циклического скольжения и усталостная долговечность: анализ на основе микроструктуры. Acta Mater. 2013;61:1197–1203. doi: 10.1016/j.actamat.2012.10.029. [CrossRef] [Google Scholar]
18. Муграби Х. Необратимость циклического скольжения и эволюция усталостного повреждения. Металл. Матер. Транс. Б. 2009; 40:431–453. doi: 10.1007/s11663-009-9240-4. [CrossRef] [Google Scholar]
19. Polmear, I.J., St John, D.T., Nie, J.F., Ma, Q. Light Alloys: Metallurgy Of The Light Metals 5th edn (Butterworth-Heinemann, 2017).
21. Zhao H, et al. Осаждение по границам зерен, вызванное сегрегацией, в модельном сплаве Al-Zn-Mg-Cu. Acta Mater. 2018; 156: 318–329. doi: 10.1016/j.actamat.2018.07.003. [CrossRef] [Google Scholar]
22. Sun S, et al. Дисперсионное упрочнение алюминиевых сплавов циклической пластичностью при комнатной температуре. Наука. 2019; 363: 972–975. doi: 10.1126/science.aav7086. [PubMed] [CrossRef] [Академия Google]
23. Hutchinson CR, De Geuser F, Chen Y, Deschamps A. Количественные измерения динамического осаждения при усталости сплава Al-Zn-Mg-(Cu) с использованием малоуглового рентгеновского рассеяния. Acta Mater. 2014;74:96–109. doi: 10.1016/j.actamat.2014.04.027. [CrossRef] [Google Scholar]
24. Han WZ, Chen Y, Vinogradov A, Hutchinson CR. Динамические осадки при циклическом деформировании несостаренного сплава Al-Cu. Матер. науч. англ. А. 2011;528:7410–7416. doi: 10.1016/j.msea.2011.06.037. [Перекрестная ссылка] [Академия Google]
25. Нанди С., Сехар А.П., Кар Т., Рэй К.К., Дас Д. Влияние старения на малоцикловую усталость сплава Al-Mg-Si. Филос. Маг. 2017; 97:1978–2003. doi: 10.1080/14786435.2017.1322729. [CrossRef] [Google Scholar]
26. ASTM International. E466-15 Стандартная практика проведения испытаний на осевую усталость металлических материалов с регулируемой силой при постоянной амплитуде (ASTM International, 2015).
27. Международное ASTM. E647-15e1 Стандартный метод испытаний для измерения скорости роста усталостной трещины (Международное ASTM, 2015 г.).
Пневматическая лебедка U8A-15 – Wintech International LLC – Каталоги в формате PDF | Документация
Добавить в избранное
{{requestButtons}}
Выдержки из каталога
Универсальная воздушная лебедка U8A-15 Описание: Модель U8A-15 представляет собой прочный экономичный буксир для использования при обслуживании предприятий, строительстве, горнодобывающей, нефтедобывающей и морской промышленности. Разработанный с использованием термообработанного высокопрочного алюминиевого сплава, U8A-15 представляет собой очень легкое и портативное устройство, с которым может справиться один человек. Червячный редуктор с прецизионной обработкой в масляной ванне обеспечивает положительное удержание нагрузки для превосходного контроля положения. Стандартные характеристики: • Легкая конструкция рамы и барабана из алюминиевого сплава • Полностью закрытый червячный редуктор обеспечивает надежное удержание груза и позиционирование • Непосредственно установленный реверсивный барабанный переключатель на электрических моделях • Самоблокирующийся червячный привод обеспечивает точное позиционирование груза и удержание груза при отпускании рукоятки управления • Постоянный болт и крюки для временного крепления для универсальности монтажа • Литые алюминиевые ручки для переноски для удобства переноски • Двойные глушители входят в стандартную комплектацию для более тихой работы • Линейное тяговое усилие — 1500 фунтов на 1-м слое** • Скорость — 40 футов в минуту** ** Производительность основана на подача воздуха 125 CFM @90 фунтов на квадратный дюйм Дополнительные характеристики: • • • • Ручной пульт дистанционного управления с кнопочным управлением Встроенный фильтр/лубрикатор/регулятор в сборе Тросы лебедки Увеличенная длина барабана 3/16 дюйма 650 футов Сделано в США 5319 Shreveport-Blanchard, Hwy. , Shreveport , LA 71107 Тел.: 318.929.1242 • www.wintech-winches.com • Факс: 318.929.1245
Все каталоги и брошюры Wintech International LLC
Пневматическая лебедка U12A-22
1 стр.
907:20
Пневматическая лебедка WA-45
1 стр.
Пневматическая лебедка WA-160
1 стр.
Пневматическая лебедка WA-220
1 стр.
Поворотная направляющая
1 стр.
Самоустанавливающийся роликовый упор
1 страниц
RB-12-SYN Синтетическая роликовая кнопка
1 стр.
Блок поворотного указателя поворота
1 стр.
Направляющие вертикальные дефлекторы
1 стр.
Двойные горизонтальные направляющие дефлектора
1 страниц
Направляющие для горизонтального дефлектора
1 стр.
Максимальное управление позиционированием
4 страницы
Система вытягивания вагонов
2 страницы
WA160
1 страниц
907:20
Стандартные вертикальные шпили Продукт
2 страницы
U12A-22
1 стр.
U8A-15
1 страниц
WA220
1 страниц
WA100
1 Стр.
Серия RK
2 страницы
Серия CP
2 страницы
Серия BP
2 страницы
Электрическая лебедка 30HL-E1
1 стр.
Электрическая лебедка DC65-E10
1 страниц
Баржевой соединитель BC-40
1 страниц
Стандартная вертикальная баржевая лебедка
2 страницы
Электрическая низкопрофильная баржевая лебедка
2 страницы
40HL-E2 Электрическая палубная лебедка
1 страниц
20HL-E1 Портовая лебедка
1 страниц
Ручные лебедки с цилиндрическим зубчатым колесом — 1/2 и 1 тонна
2 страницы
Ручные лебедки с цилиндрическим зубчатым колесом — 2 и 5 тонн
2 страницы
Ручные лебедки с цилиндрическим зубчатым колесом — 10 и 15 тонн
2 страницы
Четырехроликовый направляющий трос
1 стр.
Пневматическая лебедка WA-100
1 стр.
Лебедка серии WK
2 страницы
Электрическая палубная лебедка DC40-E7.5
1 стр.
907:20
Ручные лебедки с червячной передачей — 750–3000 фунтов
2 страницы
Сравнить
Удалить все
Сравнить 10 продуктов
Резьбовой трубный фитинг из нержавеющей стали от NAGOYA
MISUMI На главную>
Продукты>
Компоненты автоматизации>
Трубы, трубки, шланги и фитинги>
Резьбовые соединения>
Резьбовые фитинги, ввинчиваемые фланцы>
Ввинчивающийся трубный фитинг из нержавеющей стали
 Общие технические условия
Общие технические условия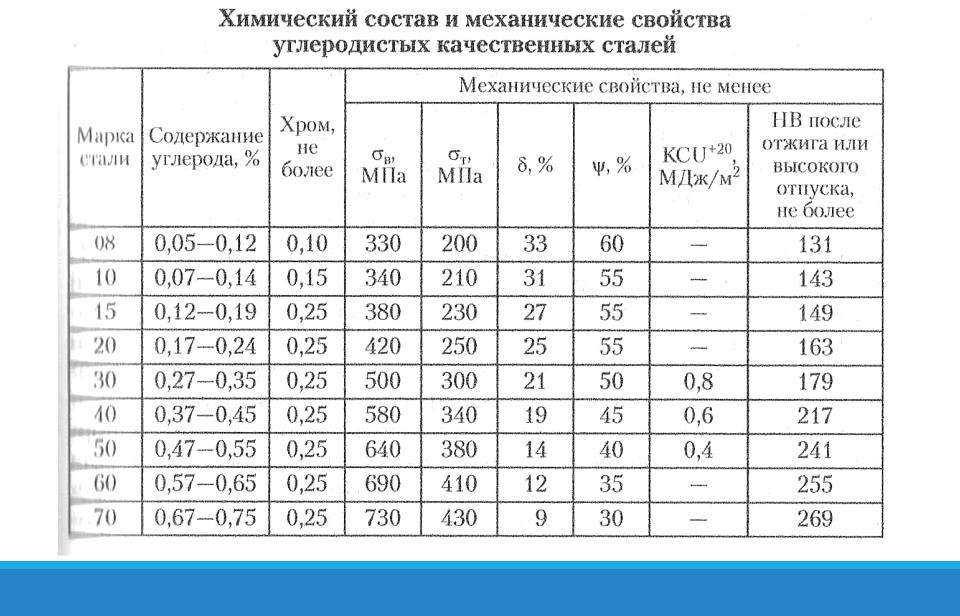
 Отпуск при 400 °С (образцы гладкие диаметром 6,3 мм)
Отпуск при 400 °С (образцы гладкие диаметром 6,3 мм)
 Скорость деформации 0,007 1/с
Скорость деформации 0,007 1/с
 Ее характеристики идеально подходят для изготовления лезвий клинков и других режущих инструментов, а также ударных инструментов и износостойких изделий. Сталь подвержена к коррозии, т.к. не содержит в составе легирующих добавок, изделия требуют защитного покрытия или регулярного ухода. Лезвия из стали У8А сохраняет остроту дольше, чем другие ножевые стали, кроме того, ее очень легко затачивать. Производство стали У8А остается сравнительно простым, т.к. не требует добавления легирующих добавок, что способствует сохранению сравнительно невысокой стоимости.
Ее характеристики идеально подходят для изготовления лезвий клинков и других режущих инструментов, а также ударных инструментов и износостойких изделий. Сталь подвержена к коррозии, т.к. не содержит в составе легирующих добавок, изделия требуют защитного покрытия или регулярного ухода. Лезвия из стали У8А сохраняет остроту дольше, чем другие ножевые стали, кроме того, ее очень легко затачивать. Производство стали У8А остается сравнительно простым, т.к. не требует добавления легирующих добавок, что способствует сохранению сравнительно невысокой стоимости. Стали с высоким содержанием углерода обладают повышенной твердостью, прочностью и упругостью. Такие стали идеально подходят для возведения жестких несущих конструкций, но не годятся для изготовления деталей, подвергающихся динамическим нагрузкам. Стали с низким содержанием углерода считаются мягкими благодаря высоким показателям текучести и ударной вязкости. Такие стали легко выдерживают ударные нагрузки.
Стали с высоким содержанием углерода обладают повышенной твердостью, прочностью и упругостью. Такие стали идеально подходят для возведения жестких несущих конструкций, но не годятся для изготовления деталей, подвергающихся динамическим нагрузкам. Стали с низким содержанием углерода считаются мягкими благодаря высоким показателям текучести и ударной вязкости. Такие стали легко выдерживают ударные нагрузки. Также из этой стали изготавливают ударный инструмент, не нагревающийся в процессе эксплуатации. К таковым относятся:
Также из этой стали изготавливают ударный инструмент, не нагревающийся в процессе эксплуатации. К таковым относятся: Приближение к нижней границе означает, что материал становится нестойким. Верхняя граница означает угрозу ломкости и хрупкости. Твердость сплава У8А составляет 58 HRC, это сбалансированный показатель – сталь обладает хорошей твердостью, при этом не слишком подвержена хрупкости.
Приближение к нижней границе означает, что материал становится нестойким. Верхняя граница означает угрозу ломкости и хрупкости. Твердость сплава У8А составляет 58 HRC, это сбалансированный показатель – сталь обладает хорошей твердостью, при этом не слишком подвержена хрупкости. Благодаря этому материал демонстрирует высокие показатели однородности структуры и пластичности, что особенно важно в оружейном деле. Из сплава У8А делают шпаги, а это один из самых требовательных к металлу видов холодного оружия.
Благодаря этому материал демонстрирует высокие показатели однородности структуры и пластичности, что особенно важно в оружейном деле. Из сплава У8А делают шпаги, а это один из самых требовательных к металлу видов холодного оружия. Без обработки углеродистые стали не отличаются высокими параметрами по умолчанию.
Без обработки углеродистые стали не отличаются высокими параметрами по умолчанию.
 Как правило, заменителями также являются сплавы, близкие по составу.
Как правило, заменителями также являются сплавы, близкие по составу. Для лезвий это возможность длительной эксплуатации без заточки.
Для лезвий это возможность длительной эксплуатации без заточки. Отпуск 400 °С (образцы гладкие диаметром 6,3 мм)
Отпуск 400 °С (образцы гладкие диаметром 6,3 мм)

 Закалка 780-800 С, вода.
Закалка 780-800 С, вода. диам. в воде, мм
диам. в воде, мм электросопротивление (p, НОм · м)
электросопротивление (p, НОм · м) 2
2
 HRCЭ 63
HRCЭ 63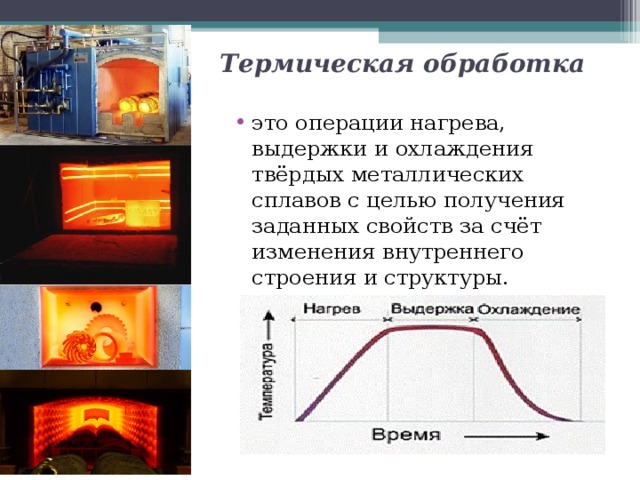 Отпуск 400 °С.
Отпуск 400 °С. Скорость
деформации 0,007 1/с
Скорость
деформации 0,007 1/с

 Для
калибров простой формы и пониженных классов точности. Для холоднокатаной
термообработанной ленты толщиной от 2,5 до 0,02 мм, предназначенной для
изготовления плоских и витых пружин и пружинящих деталей сложной конфигурации,
клапанов, щупов, берд, ламелей двоильных ножей, конструкционных мелких деталей,
в том числе для часов и т.д.
Для
калибров простой формы и пониженных классов точности. Для холоднокатаной
термообработанной ленты толщиной от 2,5 до 0,02 мм, предназначенной для
изготовления плоских и витых пружин и пружинящих деталей сложной конфигурации,
клапанов, щупов, берд, ламелей двоильных ножей, конструкционных мелких деталей,
в том числе для часов и т.д. DOI: 10.1038/S41467-020-19071-7
DOI: 10.1038/S41467-020-19071-7 Подход учитывает разницу между статической и динамической нагрузкой и представляет собой концептуальное изменение микроструктурного дизайна для усталости.
Подход учитывает разницу между статической и динамической нагрузкой и представляет собой концептуальное изменение микроструктурного дизайна для усталости. 0011 1 – 3 .
0011 1 – 3 . Это подчеркивает одну стратегию, используемую, когда требуется повышенная усталостная прочность — выбирается материал с более высокой прочностью на растяжение.
Это подчеркивает одну стратегию, используемую, когда требуется повышенная усталостная прочность — выбирается материал с более высокой прочностью на растяжение.
 Важным исключением являются самолеты, для которых характеристики малоцикловой усталости (LCF) представляют особый интерес.
Важным исключением являются самолеты, для которых характеристики малоцикловой усталости (LCF) представляют особый интерес. Процесс осаждения был хорошо изучен, и обработка была разработана для получения состояний максимальной прочности (т. е. пикового состояния старения — PA). В работе использованы коммерчески доступные сплавы АА2024, АА6061 и АА7050. Эти материалы были обработаны с использованием стандартных подходов (раздел «Методы» и таблица 9).0011 S1 ) и приготовлены как в состоянии пикового старения (PA), так и в состоянии недостарения (UA). Осадки в состоянии UA меньше, а их объемная доля уменьшена по сравнению с состоянием PA. Время термообработки UA выбирают таким образом, чтобы прирост отверждения составлял примерно половину от общего прироста отверждения, наблюдаемого во время обработки PA. Микроструктуры преципитатов в состояниях UA и PA трех сплавов, а также монотонное поведение при растяжении при комнатной температуре показаны на дополнительных рисунках. 2 и 3 . Предел текучести ( σ y ), предел прочности при растяжении (UTS) и равномерное удлинение ( ε u ) приведены в таблице.
Процесс осаждения был хорошо изучен, и обработка была разработана для получения состояний максимальной прочности (т. е. пикового состояния старения — PA). В работе использованы коммерчески доступные сплавы АА2024, АА6061 и АА7050. Эти материалы были обработаны с использованием стандартных подходов (раздел «Методы» и таблица 9).0011 S1 ) и приготовлены как в состоянии пикового старения (PA), так и в состоянии недостарения (UA). Осадки в состоянии UA меньше, а их объемная доля уменьшена по сравнению с состоянием PA. Время термообработки UA выбирают таким образом, чтобы прирост отверждения составлял примерно половину от общего прироста отверждения, наблюдаемого во время обработки PA. Микроструктуры преципитатов в состояниях UA и PA трех сплавов, а также монотонное поведение при растяжении при комнатной температуре показаны на дополнительных рисунках. 2 и 3 . Предел текучести ( σ y ), предел прочности при растяжении (UTS) и равномерное удлинение ( ε u ) приведены в таблице.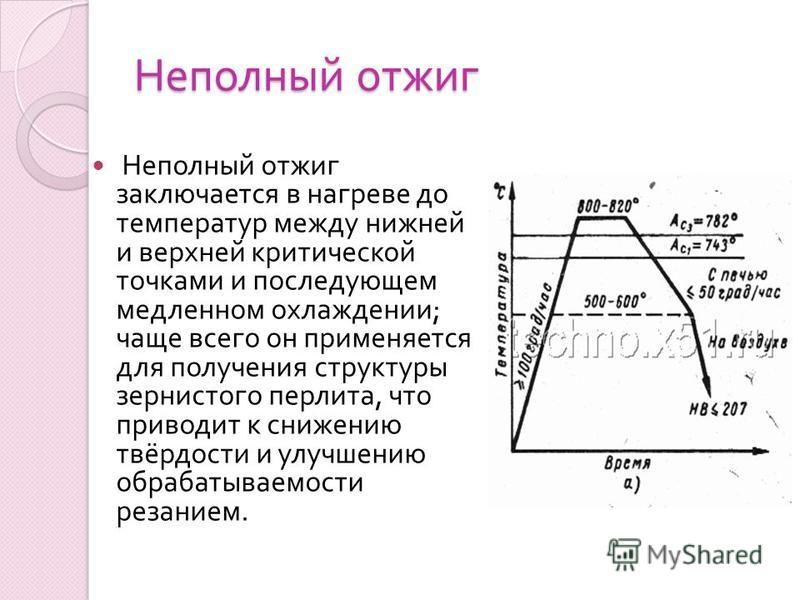 Предел текучести и предел прочности при растяжении в состоянии UA ниже, чем в состоянии PA для каждого сплава.
Предел текучести и предел прочности при растяжении в состоянии UA ниже, чем в состоянии PA для каждого сплава. 09 ± 0.02
09 ± 0.02 Когда образцы выдержали 10 7 циклов (например, PA AA7050), этот уровень напряжения принимают за усталостную прочность. Для AA2024 и AA6061 кривые S-N были экстраполированы на 10 7 циклов для получения оценки усталостной прочности. Экспериментально измеренная усталостная прочность образцов PA была добавлена к рис. и согласуется со значениями, указанными в литературе. Ключевым наблюдением на рис. является то, что более слабое состояние UA неизменно лучше работает при всех исследованных уровнях стресса, чем более сильное состояние PA. Эти наблюдения противоречат общепринятому мнению, основанному на корреляции между усталостной прочностью и пределом прочности при растяжении сталей (дополнительный рис. 9).0011 1 ).
Когда образцы выдержали 10 7 циклов (например, PA AA7050), этот уровень напряжения принимают за усталостную прочность. Для AA2024 и AA6061 кривые S-N были экстраполированы на 10 7 циклов для получения оценки усталостной прочности. Экспериментально измеренная усталостная прочность образцов PA была добавлена к рис. и согласуется со значениями, указанными в литературе. Ключевым наблюдением на рис. является то, что более слабое состояние UA неизменно лучше работает при всех исследованных уровнях стресса, чем более сильное состояние PA. Эти наблюдения противоречат общепринятому мнению, основанному на корреляции между усталостной прочностью и пределом прочности при растяжении сталей (дополнительный рис. 9).0011 1 ). Тесты HCF были полностью обращены ( R = −1) при частоте 20 Гц. д – f Изображения LAADF-STEM показывают PFZ, сформированные в сплавах PA. Направление электронного пучка было параллельно <100> Al в d , e и параллельно <110> Al в f .
Тесты HCF были полностью обращены ( R = −1) при частоте 20 Гц. д – f Изображения LAADF-STEM показывают PFZ, сформированные в сплавах PA. Направление электронного пучка было параллельно <100> Al в d , e и параллельно <110> Al в f .

 , подвергнутые такому же количеству циклов при тех же уровнях напряжения, демонстрируют гораздо меньшую локализацию пластичности. Скорее, пластичность более равномерно распределена по зернам, а необратимые изменения шероховатости поверхности имеют высоту всего ~20–40 нм. Они также развиваются медленнее во время циклирования, чем локализация на границах зерен в состояниях PA (дополнительный рис. 9).0011 5 ). Именно эта большая однородность пластичности образцов UA по сравнению с состояниями PA задерживает возникновение усталостной трещины критического размера и приводит к большей усталостной долговечности в состоянии UA, даже если материалы UA имеют более низкие текучесть и предел прочности при растяжении. сильнее, чем состояние PA (таблица ).
, подвергнутые такому же количеству циклов при тех же уровнях напряжения, демонстрируют гораздо меньшую локализацию пластичности. Скорее, пластичность более равномерно распределена по зернам, а необратимые изменения шероховатости поверхности имеют высоту всего ~20–40 нм. Они также развиваются медленнее во время циклирования, чем локализация на границах зерен в состояниях PA (дополнительный рис. 9).0011 5 ). Именно эта большая однородность пластичности образцов UA по сравнению с состояниями PA задерживает возникновение усталостной трещины критического размера и приводит к большей усталостной долговечности в состоянии UA, даже если материалы UA имеют более низкие текучесть и предел прочности при растяжении. сильнее, чем состояние PA (таблица ). b , d , f Равномерный рельеф поверхности, образованный зернами недостаренных (UA) сплавов после определенного количества многоцикловой усталости (ВЦУ). Красными кривыми показана относительная высота разного рельефа поверхности, выделенного белыми стрелками.
b , d , f Равномерный рельеф поверхности, образованный зернами недостаренных (UA) сплавов после определенного количества многоцикловой усталости (ВЦУ). Красными кривыми показана относительная высота разного рельефа поверхности, выделенного белыми стрелками. Недавняя работа показала, что динамическое осаждение может происходить в алюминиевых сплавах при комнатной температуре, когда они подвергаются циклической пластичности 22 – 25 . Возвратно-поступательное движение дислокаций приводит к образованию вакансий (из-за увлечения выступов дислокаций), и эта инъекция вакансий может способствовать диффузии и осаждению даже при комнатной температуре. Приводит к выраженному укрепляющему эффекту 22 .
Недавняя работа показала, что динамическое осаждение может происходить в алюминиевых сплавах при комнатной температуре, когда они подвергаются циклической пластичности 22 – 25 . Возвратно-поступательное движение дислокаций приводит к образованию вакансий (из-за увлечения выступов дислокаций), и эта инъекция вакансий может способствовать диффузии и осаждению даже при комнатной температуре. Приводит к выраженному укрепляющему эффекту 22 . Динамически образованные осадки имеют размер порядка 1 нм, и частицы такого размера обеспечивают значительный прирост упрочнения 22 . Пластичность также локализована в PFZ образцов PA во время циклирования (рис. ), но поскольку они обеднены как вакансиями, так и растворенным веществом, генерация вакансий из-за движения дислокаций не имеет доступного растворенного вещества для облегчения динамического осаждения, и, следовательно, они не упрочняются. . Динамического осаждения не наблюдается в PFZ из переработанных материалов PA (дополнительный рисунок 6 ).
Динамически образованные осадки имеют размер порядка 1 нм, и частицы такого размера обеспечивают значительный прирост упрочнения 22 . Пластичность также локализована в PFZ образцов PA во время циклирования (рис. ), но поскольку они обеднены как вакансиями, так и растворенным веществом, генерация вакансий из-за движения дислокаций не имеет доступного растворенного вещества для облегчения динамического осаждения, и, следовательно, они не упрочняются. . Динамического осаждения не наблюдается в PFZ из переработанных материалов PA (дополнительный рисунок 6 ).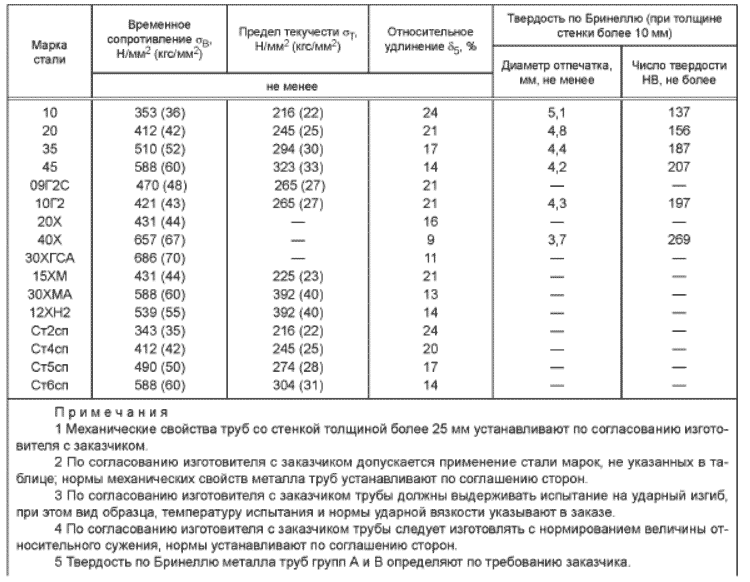 AA2024 был испытан при 185 МПа в течение 3,5 × 10 6 циклов, AA6061 – при 120 МПа в течение 4 × 10 6 циклов, а AA7050 – при 175 ×106 МПа в течение 8 109 циклов. d – f Снимки LAADF-STEM с большим увеличением, показывающие наличие нанопреципитатов в PFZ, указанных в а – в . Соответствующие картины быстрого преобразования Фурье (БПФ), вставленные в d , e , показывают дифракцию от нанопреципитатов (указаны полыми стрелками желтого цвета). Направление электронного луча было параллельно <100> Al в a , b , d , e и параллельно <110> Al в c 9 f , 9002.
AA2024 был испытан при 185 МПа в течение 3,5 × 10 6 циклов, AA6061 – при 120 МПа в течение 4 × 10 6 циклов, а AA7050 – при 175 ×106 МПа в течение 8 109 циклов. d – f Снимки LAADF-STEM с большим увеличением, показывающие наличие нанопреципитатов в PFZ, указанных в а – в . Соответствующие картины быстрого преобразования Фурье (БПФ), вставленные в d , e , показывают дифракцию от нанопреципитатов (указаны полыми стрелками желтого цвета). Направление электронного луча было параллельно <100> Al в a , b , d , e и параллельно <110> Al в c 9 f , 9002. Поняв это, мы можем теперь рассмотреть альтернативный подход к разработке алюминиевых сплавов для обеспечения усталостных характеристик. Вместо использования традиционного материала PA мы можем вместо этого начать с материала UA и разработать специальную схему циклической тренировки для восстановления PFZ путем динамического осаждения, чтобы уменьшить разницу в прочности между внутренней частью зерна и PFZ. Следует ожидать значительно большей усталостной долговечности.
Поняв это, мы можем теперь рассмотреть альтернативный подход к разработке алюминиевых сплавов для обеспечения усталостных характеристик. Вместо использования традиционного материала PA мы можем вместо этого начать с материала UA и разработать специальную схему циклической тренировки для восстановления PFZ путем динамического осаждения, чтобы уменьшить разницу в прочности между внутренней частью зерна и PFZ. Следует ожидать значительно большей усталостной долговечности.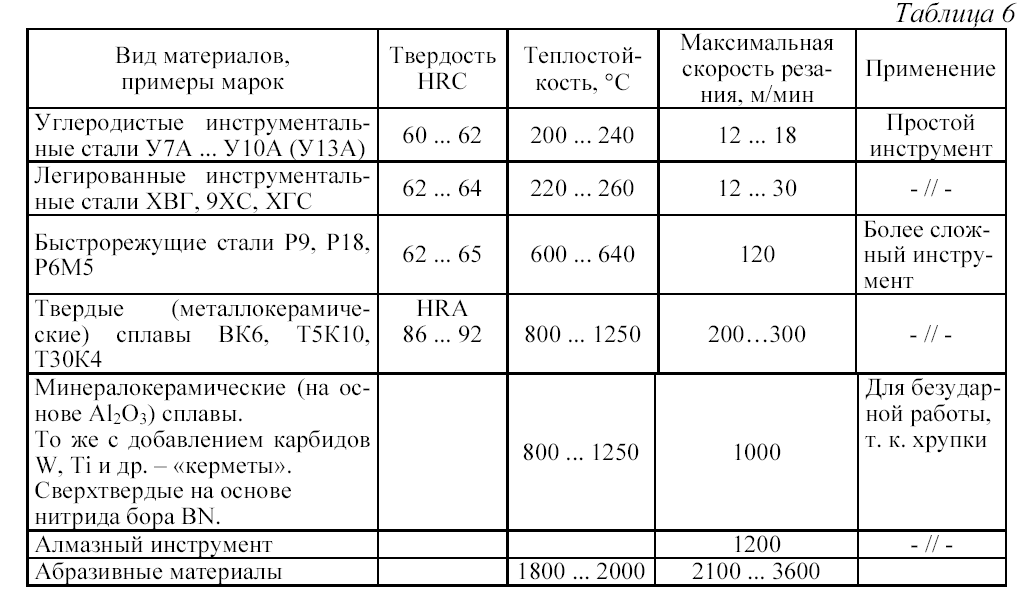 Пример показан на рис. . График тренировок применяется при более высоком стрессе, чем обычный тест HCF. Это обучение обычно составляет несколько сотен циклов, и они обобщены на дополнительном рисунке 9.0011 7 для трех рассмотренных здесь сплавов.
Пример показан на рис. . График тренировок применяется при более высоком стрессе, чем обычный тест HCF. Это обучение обычно составляет несколько сотен циклов, и они обобщены на дополнительном рисунке 9.0011 7 для трех рассмотренных здесь сплавов. Направление электронного пучка было параллельно <100> Al в c , d и параллельно <110> Al в e .
Направление электронного пучка было параллельно <100> Al в c , d и параллельно <110> Al в e . 0011 3 ).
0011 3 ). Именно самые прочные алюминиевые сплавы больше всего выигрывают от этого альтернативного подхода к расчету микроструктуры с точки зрения усталости.
Именно самые прочные алюминиевые сплавы больше всего выигрывают от этого альтернативного подхода к расчету микроструктуры с точки зрения усталости. В сплавах, где PFZ не существует или они очень малы, мы не ожидаем увидеть очевидное преимущество обучения, показанного в этом исследовании. Размеры ПФЗ в сплавах также сильно зависят от обработки и, как известно, они значительно шире при медленном охлаждении от температуры обработки на твердый раствор. Чем шире PFZ, тем большую выгоду следует ожидать от применения процедуры обучения, подобной той, что представлена в этом вкладе. У процедуры обучения, показанной здесь, также есть ограничения: обучение должно быть тщательно разработано и применено для управления динамическим осаждением в PFZ, чтобы укрепить эти слабые места, но не привести к локализации катастрофической деформации в PFZ в процессе. Последнее, которое может быть результатом плохо контролируемой тренировки, может привести к сокращению усталостной продолжительности жизни.
В сплавах, где PFZ не существует или они очень малы, мы не ожидаем увидеть очевидное преимущество обучения, показанного в этом исследовании. Размеры ПФЗ в сплавах также сильно зависят от обработки и, как известно, они значительно шире при медленном охлаждении от температуры обработки на твердый раствор. Чем шире PFZ, тем большую выгоду следует ожидать от применения процедуры обучения, подобной той, что представлена в этом вкладе. У процедуры обучения, показанной здесь, также есть ограничения: обучение должно быть тщательно разработано и применено для управления динамическим осаждением в PFZ, чтобы укрепить эти слабые места, но не привести к локализации катастрофической деформации в PFZ в процессе. Последнее, которое может быть результатом плохо контролируемой тренировки, может привести к сокращению усталостной продолжительности жизни. таким образом, что его усталостные характеристики значительно улучшаются. В этом отношении структура обучается, и график обучения используется для лечения PFZ, которые в противном случае представляли бы слабые места. Подход является общим и может быть применен к другим дисперсно-упрочненным сплавам, содержащим PFZ, для которых усталостные характеристики являются важным фактором.
таким образом, что его усталостные характеристики значительно улучшаются. В этом отношении структура обучается, и график обучения используется для лечения PFZ, которые в противном случае представляли бы слабые места. Подход является общим и может быть применен к другим дисперсно-упрочненным сплавам, содержащим PFZ, для которых усталостные характеристики являются важным фактором. Все образцы после термической обработки хранились в морозильной камере при температуре -35 °C, чтобы свести к минимуму эффекты естественного старения.
Все образцы после термической обработки хранились в морозильной камере при температуре -35 °C, чтобы свести к минимуму эффекты естественного старения.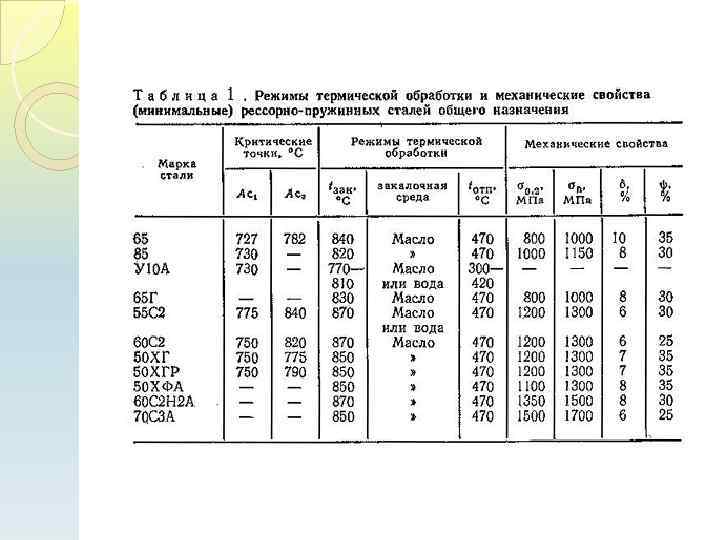 Тесты проводились не менее 10 6 циклов и кривые S-N были экстраполированы на 10 7 циклов для оценки усталостной прочности. Эти экстраполяции представляют собой нижний предел усталостной прочности и поэтому являются консервативными оценками.
Тесты проводились не менее 10 6 циклов и кривые S-N были экстраполированы на 10 7 циклов для оценки усталостной прочности. Эти экстраполяции представляют собой нижний предел усталостной прочности и поэтому являются консервативными оценками. После тренировки образцы были повторно обработаны в форме песочных часов, используемой для всех испытаний HCF, а поверхность датчика для испытаний HCF также была отшлифована вручную, а затем отполирована до чистоты поверхности с помощью суспензии для полировки активного оксида (OP-S) ~ 0,04 мкм. (суспензия коллоидного кремнезема). Это необходимо для обеспечения того, чтобы геометрия и чистота поверхности обученных образцов HCF были идентичны образцам HCF UA и PA, с которыми они сравниваются. Схема тренировок с контролируемым напряжением с прогрессивно увеличивающейся величиной напряжения основана на реакции циклического укрепления во время постоянной нагрузки с контролируемой пластической деформацией. В графике тренировок, контролируемых стрессом, квадрат среднего абсолютного прироста напряжения (Δσ) 2 пропорциональна кумулятивной пластической деформации (4 N ε p /2), полученной в результате контролируемого циклирования постоянной пластической деформации 23 .
После тренировки образцы были повторно обработаны в форме песочных часов, используемой для всех испытаний HCF, а поверхность датчика для испытаний HCF также была отшлифована вручную, а затем отполирована до чистоты поверхности с помощью суспензии для полировки активного оксида (OP-S) ~ 0,04 мкм. (суспензия коллоидного кремнезема). Это необходимо для обеспечения того, чтобы геометрия и чистота поверхности обученных образцов HCF были идентичны образцам HCF UA и PA, с которыми они сравниваются. Схема тренировок с контролируемым напряжением с прогрессивно увеличивающейся величиной напряжения основана на реакции циклического укрепления во время постоянной нагрузки с контролируемой пластической деформацией. В графике тренировок, контролируемых стрессом, квадрат среднего абсолютного прироста напряжения (Δσ) 2 пропорциональна кумулятивной пластической деформации (4 N ε p /2), полученной в результате контролируемого циклирования постоянной пластической деформации 23 . Квадрат приращения напряжения (Δ σ ) 2 является функцией числа циклов ( N ) по формуле:
Квадрат приращения напряжения (Δ σ ) 2 является функцией числа циклов ( N ) по формуле: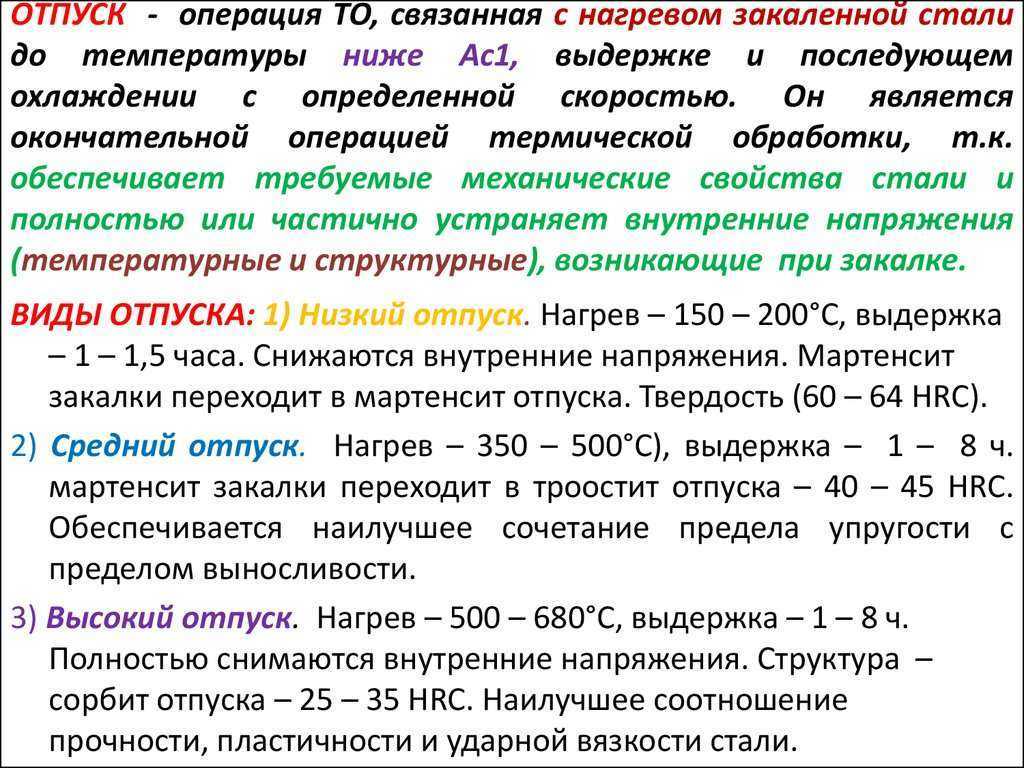 Основным критерием для определения приложенного тренировочного напряжения является регулирование увеличения величины напряжения от предела текучести состояния UA ( σ 0 ) до конечного напряжения, близкого к пределу текучести состояния PA ( σ f ), исходя из предположения, что прирост дисперсионного твердения за счет динамического осаждения преобладает над увеличением прочности. Мы видели, что это предположение хорошо работает для сплавов AA2024 и AA7050, и при циклическом обучении в течение нескольких сотен циклов предел текучести обученных образцов достигает предела текучести в состоянии PA без внесения значительной макроскопической пластической деформации. Поскольку сплавы АА2024, АА6061 и АА7050 достигают разной прочности ПА из-за разного состава, точная форма их профилей циклического твердения также различается. Особое внимание было уделено сплаву AA6061, где прирост прочности при циклической тренировке сравнительно меньше, и мы ограничили максимальное тренировочное напряжение ниже предела текучести пикового стареющего AA6061, чтобы обеспечить минимальную макроскопическую деформацию во время тренировки.
Основным критерием для определения приложенного тренировочного напряжения является регулирование увеличения величины напряжения от предела текучести состояния UA ( σ 0 ) до конечного напряжения, близкого к пределу текучести состояния PA ( σ f ), исходя из предположения, что прирост дисперсионного твердения за счет динамического осаждения преобладает над увеличением прочности. Мы видели, что это предположение хорошо работает для сплавов AA2024 и AA7050, и при циклическом обучении в течение нескольких сотен циклов предел текучести обученных образцов достигает предела текучести в состоянии PA без внесения значительной макроскопической пластической деформации. Поскольку сплавы АА2024, АА6061 и АА7050 достигают разной прочности ПА из-за разного состава, точная форма их профилей циклического твердения также различается. Особое внимание было уделено сплаву AA6061, где прирост прочности при циклической тренировке сравнительно меньше, и мы ограничили максимальное тренировочное напряжение ниже предела текучести пикового стареющего AA6061, чтобы обеспечить минимальную макроскопическую деформацию во время тренировки. От 9 0011 Рис. S9 , при сравнении измеренных XRD микродеформаций в образцах, подвергнутых циклическому циклированию до конечного тренировочного напряжения ( σ f ), с образцами, монотонно деформированными до конечного тренировочного напряжения (т. циклические образцы намного меньше. Несмотря на то, что процесс циклической тренировки может привнести небольшую пластичность, циклически модифицированные алюминиевые сплавы принципиально отличаются от сплавов, упрочняемых преимущественно за счет деформационного упрочнения.
От 9 0011 Рис. S9 , при сравнении измеренных XRD микродеформаций в образцах, подвергнутых циклическому циклированию до конечного тренировочного напряжения ( σ f ), с образцами, монотонно деформированными до конечного тренировочного напряжения (т. циклические образцы намного меньше. Несмотря на то, что процесс циклической тренировки может привнести небольшую пластичность, циклически модифицированные алюминиевые сплавы принципиально отличаются от сплавов, упрочняемых преимущественно за счет деформационного упрочнения. Этот режим визуализации основан на контрасте деформации и применяется для детальной характеристики мелких элементов, таких как дислокации или скопления в пределах PFZ. Фольги (S)TEM были вырезаны как из головки усталостного образца, так и из калибра образца с использованием низкоскоростной пилы толщиной ~ 0,5 мм и штампованы в диски диаметром 3 мм. Диски шлифовали до толщины ~0,15 мм и подвергали двухструйной электрополировке в растворе 33% азотной кислоты и 67% метанола при –25 °С с током 0,2 А. Все фольги были очищены Gatan 950 Solarus Advanced Plasma System перед наблюдением.
Этот режим визуализации основан на контрасте деформации и применяется для детальной характеристики мелких элементов, таких как дислокации или скопления в пределах PFZ. Фольги (S)TEM были вырезаны как из головки усталостного образца, так и из калибра образца с использованием низкоскоростной пилы толщиной ~ 0,5 мм и штампованы в диски диаметром 3 мм. Диски шлифовали до толщины ~0,15 мм и подвергали двухструйной электрополировке в растворе 33% азотной кислоты и 67% метанола при –25 °С с током 0,2 А. Все фольги были очищены Gatan 950 Solarus Advanced Plasma System перед наблюдением. Эта плоская поверхность была вручную отшлифована наждачной бумагой, а затем отполирована с помощью суспензии OP-S ~ 0,04 мкм.
Эта плоская поверхность была вручную отшлифована наждачной бумагой, а затем отполирована с помощью суспензии OP-S ~ 0,04 мкм.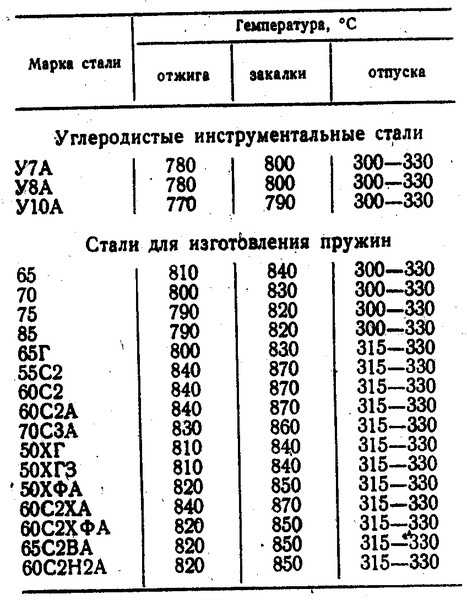 Q.Z. с благодарностью выражает благодарность в виде международной стипендии Монаша для аспирантов и стипендии для выпускников Монаша.
Q.Z. с благодарностью выражает благодарность в виде международной стипендии Монаша для аспирантов и стипендии для выпускников Монаша.
 (Springer, New York, 2009).
(Springer, New York, 2009).

 Матер. науч. англ. А. 2011;528:7410–7416. doi: 10.1016/j.msea.2011.06.037. [Перекрестная ссылка] [Академия Google]
Матер. науч. англ. А. 2011;528:7410–7416. doi: 10.1016/j.msea.2011.06.037. [Перекрестная ссылка] [Академия Google] Разработанный с использованием термообработанного высокопрочного алюминиевого сплава, U8A-15 представляет собой очень легкое и портативное устройство, с которым может справиться один человек. Червячный редуктор с прецизионной обработкой в масляной ванне обеспечивает положительное удержание нагрузки для превосходного контроля положения. Стандартные характеристики: • Легкая конструкция рамы и барабана из алюминиевого сплава • Полностью закрытый червячный редуктор обеспечивает надежное удержание груза и позиционирование • Непосредственно установленный реверсивный барабанный переключатель на электрических моделях • Самоблокирующийся червячный привод обеспечивает точное позиционирование груза и удержание груза при отпускании рукоятки управления • Постоянный болт и крюки для временного крепления для универсальности монтажа • Литые алюминиевые ручки для переноски для удобства переноски • Двойные глушители входят в стандартную комплектацию для более тихой работы • Линейное тяговое усилие — 1500 фунтов на 1-м слое** • Скорость — 40 футов в минуту** ** Производительность основана на подача воздуха 125 CFM @90 фунтов на квадратный дюйм Дополнительные характеристики: • • • • Ручной пульт дистанционного управления с кнопочным управлением Встроенный фильтр/лубрикатор/регулятор в сборе Тросы лебедки Увеличенная длина барабана 3/16 дюйма 650 футов Сделано в США 5319 Shreveport-Blanchard, Hwy.
Разработанный с использованием термообработанного высокопрочного алюминиевого сплава, U8A-15 представляет собой очень легкое и портативное устройство, с которым может справиться один человек. Червячный редуктор с прецизионной обработкой в масляной ванне обеспечивает положительное удержание нагрузки для превосходного контроля положения. Стандартные характеристики: • Легкая конструкция рамы и барабана из алюминиевого сплава • Полностью закрытый червячный редуктор обеспечивает надежное удержание груза и позиционирование • Непосредственно установленный реверсивный барабанный переключатель на электрических моделях • Самоблокирующийся червячный привод обеспечивает точное позиционирование груза и удержание груза при отпускании рукоятки управления • Постоянный болт и крюки для временного крепления для универсальности монтажа • Литые алюминиевые ручки для переноски для удобства переноски • Двойные глушители входят в стандартную комплектацию для более тихой работы • Линейное тяговое усилие — 1500 фунтов на 1-м слое** • Скорость — 40 футов в минуту** ** Производительность основана на подача воздуха 125 CFM @90 фунтов на квадратный дюйм Дополнительные характеристики: • • • • Ручной пульт дистанционного управления с кнопочным управлением Встроенный фильтр/лубрикатор/регулятор в сборе Тросы лебедки Увеличенная длина барабана 3/16 дюйма 650 футов Сделано в США 5319 Shreveport-Blanchard, Hwy. , Shreveport , LA 71107 Тел.: 318.929.1242 • www.wintech-winches.com • Факс: 318.929.1245
, Shreveport , LA 71107 Тел.: 318.929.1242 • www.wintech-winches.com • Факс: 318.929.1245


 ..
..