Угол наклона метрической резьбы: Резьбовые соединения
alexxlab | 15.02.2023 | 0 | Разное
Особенности резьбового соединения. Преимущества и недостатки, виды
Резьбовым называется соединение, сформированное с помощью витков спиралевидной нити. Оно является разъемным. Такие соединения получили очень широкое распространение. Данное явление обусловлено совокупностью следующих факторов: небольшая стоимость резьбовых деталей – процесс их изготовления характеризуется высокой производительностью; удобство монтажа/демонтажа; в продаже присутствует широкая номенклатура товарных позиций резьбового крепежа.
Разновидности резьбы
Для подразделения резьбы на виды используется большое количество критериев. Рассмотрим лишь основные.
Предназначение. По этому признаку резьба бывает:
- крепежной. Используется для реализации неподвижных соединений. Нарезка витков осуществляется в/на специальных элементах изделий и на крепежных деталях – в отверстиях гаек, а также на стержнях винтов, болтов и на поверхности шпилек.
 Нередко резьбы данного типа выполняют еще одну функцию – обеспечивают герметичность резьбового соединения, уплотняя его. Их принято называть крепежно-уплотнительными;
Нередко резьбы данного типа выполняют еще одну функцию – обеспечивают герметичность резьбового соединения, уплотняя его. Их принято называть крепежно-уплотнительными; - кинематической (другое общепринятое название – ходовая). Применяется, когда нужно создать подвижное соединение. У кинематической резьбы гарантированно имеются зазоры между сопрягаемыми поверхностями. В них удерживается смазочный материал, служащий для уменьшения трения. Кроме того, наличие зазоров призвано компенсировать температурные деформации;
 Нередко резьбы данного типа выполняют еще одну функцию – обеспечивают герметичность резьбового соединения, уплотняя его. Их принято называть крепежно-уплотнительными;
Нередко резьбы данного типа выполняют еще одну функцию – обеспечивают герметичность резьбового соединения, уплотняя его. Их принято называть крепежно-уплотнительными;- специальные. В соответствии с названием эти резьбы предназначены для выполнения специальных (читай, определенных) функций.
Конфигурация поверхности:
-
цилиндрическая;
-
коническая.
Расположение поверхности. Резьба,
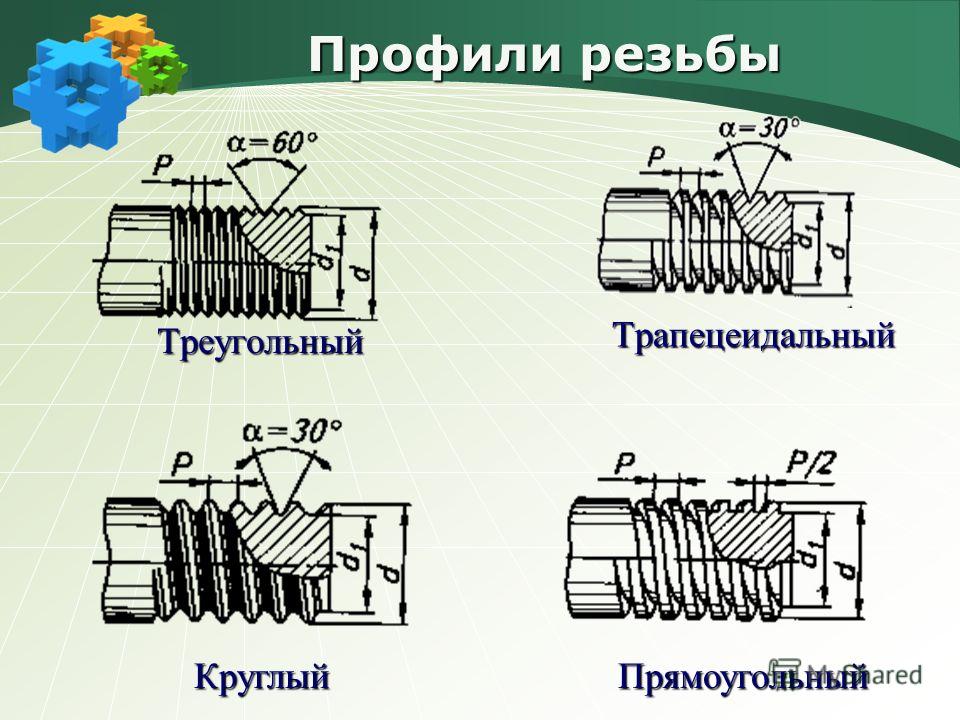
Профиль витков. По этому признаку резьбы бывают: треугольными.
трапецеидальными. Подразделяются на упорную усиленную, упорную, трапецеидальную;
круглыми; со специальным профилем.
Удаленность одноименных точек на резьбовой нити – шаг резьбы:
-
мелкий;
-
крупный;
-
специальный.
Количество заходов. По данному критерию резьба бывает:
Направление винтовой линии:
-
резьба правосторонняя. Нить нарезается по направлению перемещения часовой стрелки;
-

Кроме того, резьбы принято подразделять на два вида:
-
стандартные. Их параметры устанавливаются Государственными стандартами. В частности, значения основных рабочих характеристик т.н. резьб общего назначения утверждены положениями ГОСТа 11708-82. Отдельную группу формируют специальные резьбы, имеющие стандартный профиль, но диаметр которых и шаг отличаются от стандартизованных величин. Сюда же входят резьбы с нестандартным профилем;
-
нестандартные. К этой группе причисляются резьбы с витками прямоугольного и квадратного сечения. Для их изготовления разрабатываются индивидуальные чертежи, отображающие все рабочие параметры нарезки.
Профили и рабочие характеристики резьбы
Профилям резьбы присущи существенные отличия. Коротко обозначим их.
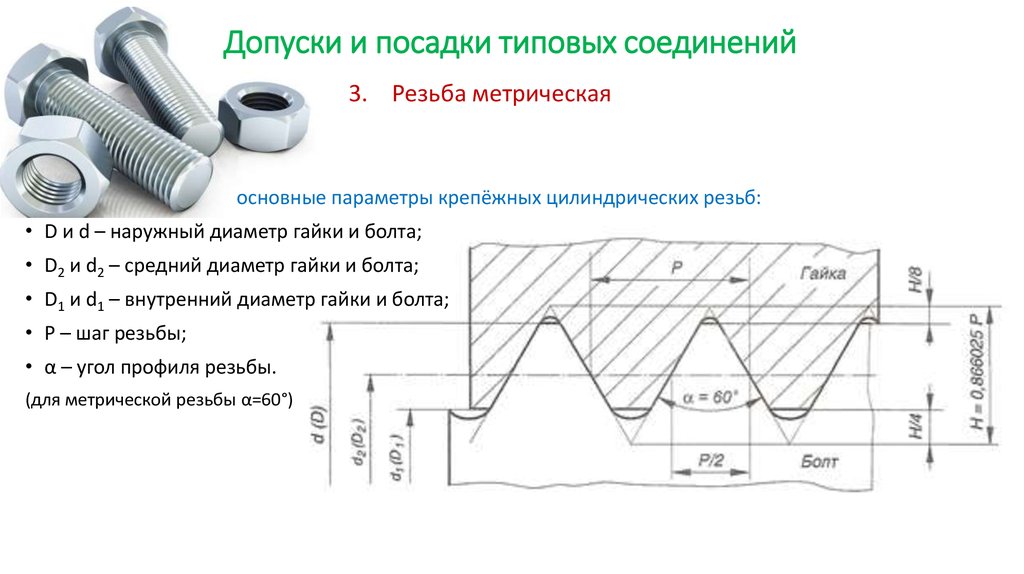
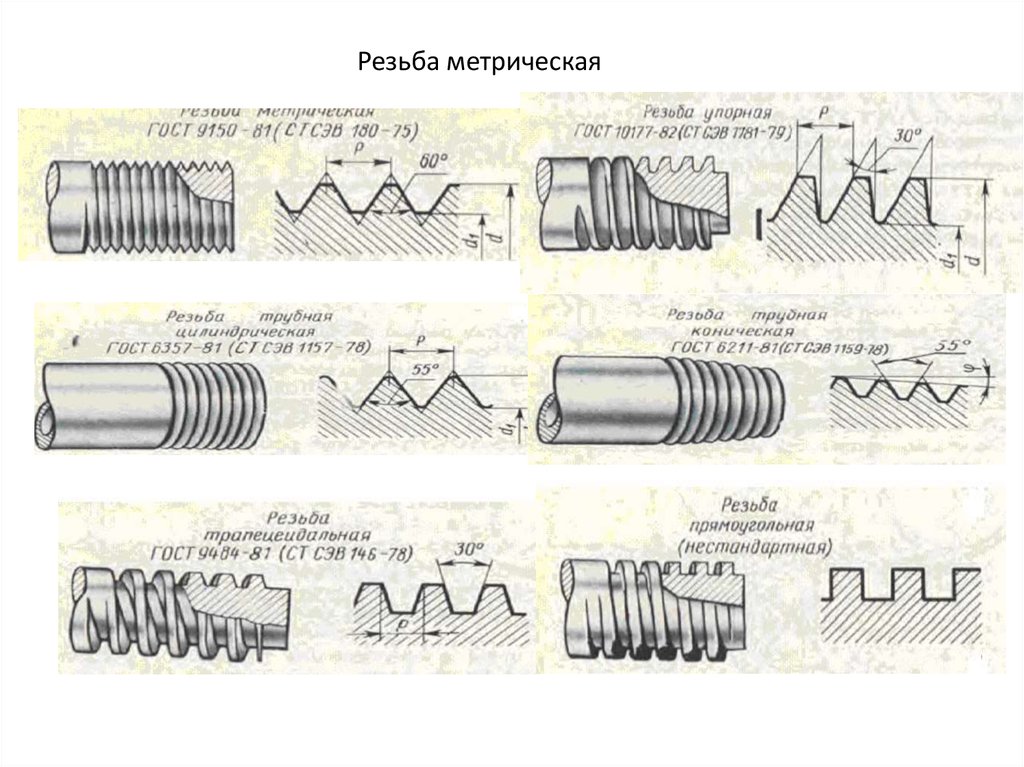
Резьба метрическая
Профиль представляет собой равносторонний треугольник. Таким образом, угол при вершине витка составляет 60°. Требования к резьбе метрической устанавливают нормы ГОСТа 9150-2002. Одно из них формулируется так: гребни и впадины выполняются притупленными.
Таким образом, угол при вершине витка составляет 60°. Требования к резьбе метрической устанавливают нормы ГОСТа 9150-2002. Одно из них формулируется так: гребни и впадины выполняются притупленными.
На выше размещенном рисунке приняты такие обозначения:
-
литера «Р» – шаг резьбы;
-
буква «d» – внешний диаметр резьбы;
-
сочетание символов «d1» –внутренний диаметр резьбы.
Резьба трубная
Профиль этой резьбы – равносторонний треугольник, угол при вершине витка которого равен 55°. Предназначена для соединений элементов конструкции с трубной резьбой. Размер такой насечки не следует рассматривать, как ее физический диаметр. Это – число, отображающее величину проходного диаметра стандартного трубного изделия.
Трубная резьба бывает цилиндрической и конической.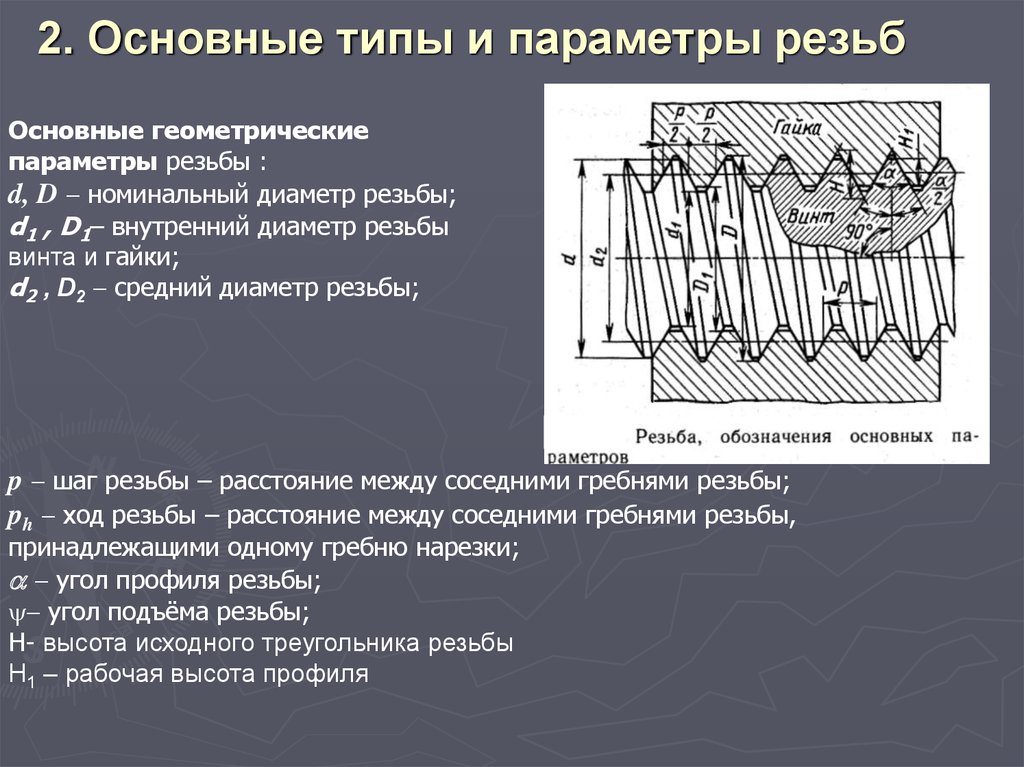
Насечка первого вида применяется в резьбовых соединениях:
-
деталей с цилиндрическим сечением;
-
элементов конструкции, имеющих внутреннюю цилиндрическую резьбу с объектами, на конической поверхности которых проделана соответствующая внешняя цилиндрическая резьба.
Резьба коническая дюймовая
Угол при вершине витка резьбы данного вида равен 60°, а ее профиль является равносторонним треугольником. Изготавливается эта насечка по нормам ГОСТа 611-52 с конусностью 1:16.
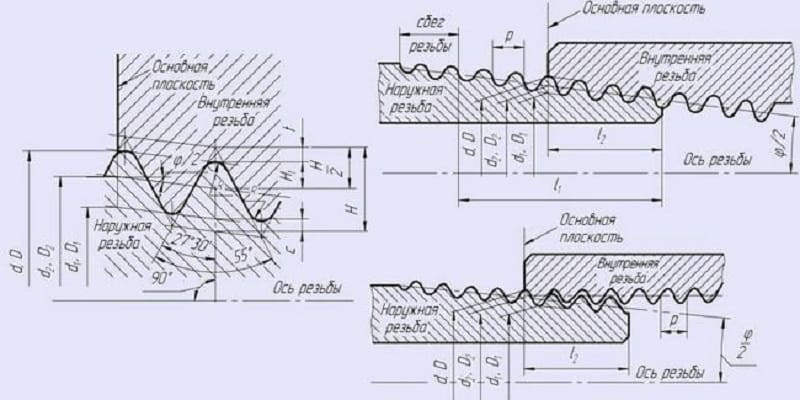
При этом нужно соблюдать следующее требование: угол, в качестве лучей которого выступают отрезки линии уклона поверхности и линии, параллельной продольной оси резьбы (на рисунке обозначен литерой «φ»), должен быть таким: φ/2=1°47′24″.
Резьба круглая
Профиль резьбы круглой получается путем сопряжения двух дуг, характеризующихся одинаковым радиусом, отрезками, образующими угол, равный 30°.
Применяется данная насечка в сантехнической арматуре:
-
валах, способных вращаться в двух противоположных направлениях – шпиндели;
-
запорных приспособлениях, устанавливаемых на входе системы, включающей одну либо несколько сантехнических точек – вентили;
-
устройствах, обеспечивающих возможность регулировки мощности потока воды – смесители;
-
кранах водопроводных и для мытья рук (туалетных).
Требования к резьбе круглой прописаны в ГОСТе 13536-68.
Резьба трапецеидальная
Это резьба метрическая. Угол ее профиля при вершине равен 30°. Предназначена для выполнения функции передачи движения. Встречается в винтах грузовых и штурвальных, а также в ходовых винтах и винтах суппортов. Применяется в различных агрегатах и технологическом оборудовании, например, в автомобильных подъемниках и токарных/фрезерных станках.
Применяется в различных агрегатах и технологическом оборудовании, например, в автомобильных подъемниках и токарных/фрезерных станках.
Технические характеристики и требования к резьбе трапецеидальной прописаны в Государственных стандартах под номерами:
-
9484-81. Устанавливает профиль нити и его размерные характеристики;
-
24737-81. Здесь указаны основные размеры однозаходной трапецеидальной резьбы;
-
24738-81. В этом стандарте прописаны диаметры резьбы трапецеидальной и ее шаги;
-
24739-81. Утверждает профиль и основные размеры резьбы трапецеидальной многозаходной.
Резьба упорная
Резьба упорная отличается профилем, имеющем вид неравнобокой трапеции с углом наклона нерабочей стороны, равным 30°, а рабочей – 3°. Применяется в устройствах, предназначенных для продуцирования значительного одностороннего давления.
Применяется в устройствах, предназначенных для продуцирования значительного одностороннего давления.
Это, например, приводы винтов нажимных прокатных станов, прессы винтового типа. Требования к резьбе упорной, а также ее профиль и основные размерные характеристики прописаны в ГОСТе 10177-82.
Резьба прямоугольная
Профиль резьбы прямоугольной не стандартизован. То есть сегодня не принят Государственный стандарт, устанавливающий такие ее рабочие параметры, как значение хода и среза, величину диаметра и шага.
Между тем, производители обычно придерживаются определенного подхода к формированию профиля резьбы прямоугольной. Формулируется он так: его глубина равна ½ Р, где Р- шаг резьбы.
В настоящее время резьба прямоугольная используется нечасто. Обусловлено это:
Прямоугольную насечку с успехом заменяет резьба трапецеидальная.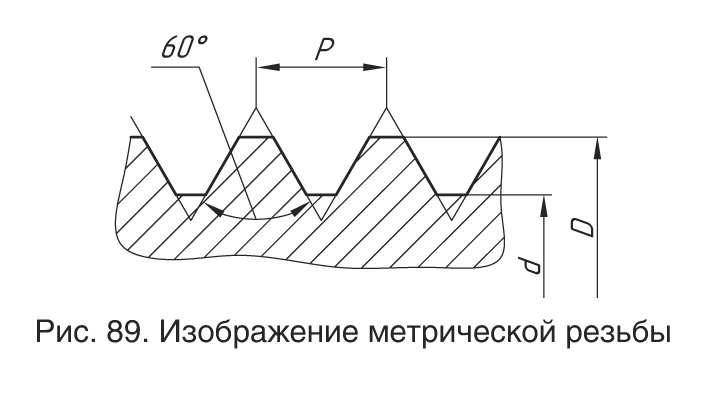
Нарезание резьбы представляет собой процесс формирования винтовой линии путем снятия стружки (или операцией пластического деформирования) на поверхностях (внешних либо внутренних) изготавливаемых крепежных деталей либо сопрягаемых элементов конструкции. Кратко рассмотрим наиболее часто применяемые способы.
Нарезание метчикомМетчик представляет собой инструмент, посредством которого нарезается внутренняя резьба с необходимыми рабочими параметрами. Он бывает универсальным или комплектным.
Рабочий сегмент инструмента первого вида состоит из трех участков. Каждый характеризуется присущей только ему геометрией. Участок, первым проникающий в отверстие, осуществляет черновую обработку его поверхности, второй – промежуточную, а третий – финишную.
Когда работа ведется комплектом метчиков, важно соблюдать очередность использования входящих в набор экземплярами. Первым нужно применять инструмент №1, затем №2 и потом №3. Тогда будет получена высококачественная резьба. При формировании комплекта производителем на каждый инструмент наносится соответствующая маркировка.
Первым нужно применять инструмент №1, затем №2 и потом №3. Тогда будет получена высококачественная резьба. При формировании комплекта производителем на каждый инструмент наносится соответствующая маркировка.
Выполняя нарезку метчиком, нужно соблюдать следующее правило: после каждых двух оборотов в направлении нарезки витков выполняется один оборот в обратную сторону. Тогда с режущей части инструмента будет сбрасываться стружка, что уменьшит на него нагрузку.
Нарезание плашкойС помощью плашек нарезается внешняя резьба. Они бывают двух видов.
-
Круглые. С использованием такого инструмента формируется резьба, диаметр которой не превышает 52,0 мм. Выполняется эта операция за 1 проход.
-
Клупповые (они же раздвижные). Их конструкция включает 2 половинки. Каждая из них устанавливается в клупп. В этом приспособлении имеются специальные направляющие.
Закрепление частей плашки осуществляется посредством сухаря и винта. Диаметр резьбы регулируется с помощью последней детали.
 Закрепление частей плашки осуществляется посредством сухаря и винта. Диаметр резьбы регулируется с помощью последней детали.
Закрепление частей плашки осуществляется посредством сухаря и винта. Диаметр резьбы регулируется с помощью последней детали.
Обычно клуппы комплектуются несколькими плашками. Это предоставляет возможность при покупке одного набора нарезать резьбу с различным диаметром.
Нарезание на станкахНарезка резьбы осуществляется также и на станках.
На токарном станкеНа токарном станке эта операция может проводиться с использованием различного инструментария, в том числе метчиками и плашками. Также возможно формирование резьбовой нити на таком оборудовании накаткой. Но в данном случае чаще всего делается это резцом. Здесь все очень просто: инструмент перемещается вдоль продольной оси вращающейся заготовки. При этом его заостренный наконечник формирует на ней углубление винтового типа.
На фрезерном станке
Наружная резьба нарезается на фрезерном станке двумя способами.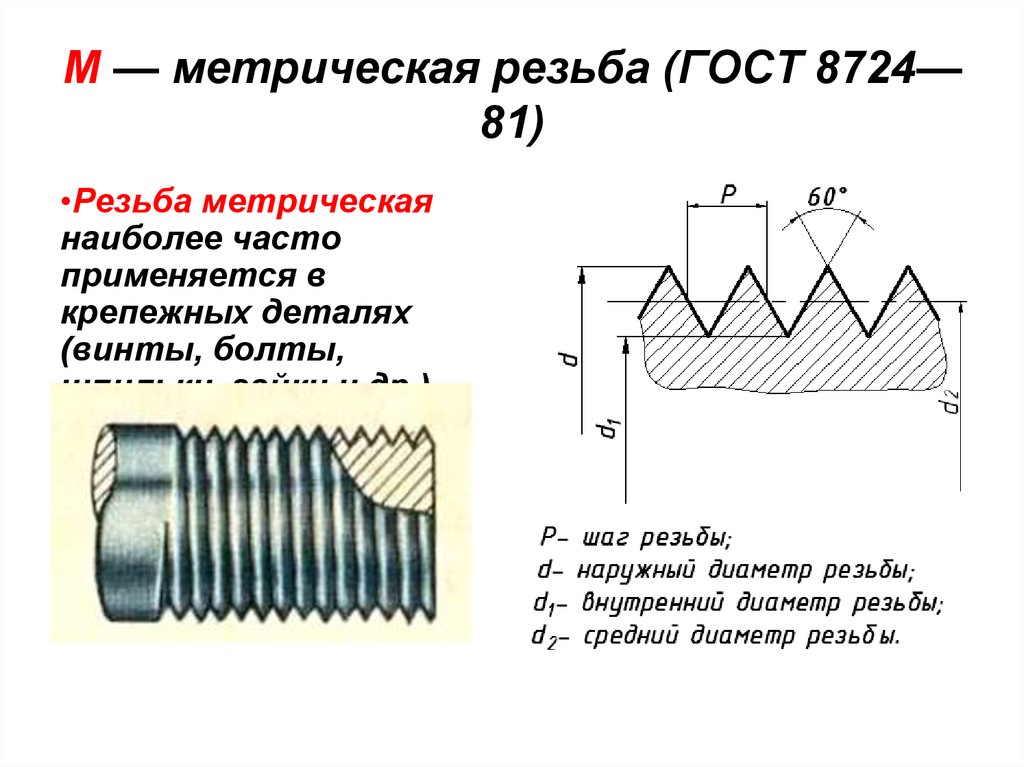
-
С помощью дисковой фрезы. Этот способ актуален, когда требуется сформировать длинную резьбу либо резьбу, отличающуюся крупным шагом.Устанавливается дисковая фреза относительно заготовки вдоль винтовой линии из расчета, чтобы ее кромки смогли углубляться на величину среднего диаметра формируемой резьбы. После этого фреза начинает вращаться, и одновременно выполнять обороты вокруг обрабатываемой детали, проделывая в ее поверхности канавку. Спиралевидная конфигурация этого углубления получается путем равномерного перемещения самой фрезы вниз вдоль оси заготовки.
-
С помощью гребенчатой фрезы. Применяется этот метод для создания короткой резьбовой нити с треугольным профилем. Длина подлежащей нарезке резьбы меньше этого параметра фрезы. Устанавливают инструмент параллельно продольной оси заготовки. Затем осуществляется радиально ориентированная подача вращающейся фрезы. Углубляясь в тело заготовки, она формирует на ее поверхности резьбу.
Сопровождается этот процесс периодическим осевым перемещением инструмента либо обрабатываемой детали от специального резьбового барабана на расстояние, равное шагу нарезаемой резьбы, пока заготовка выполняет один оборот.
 Сопровождается этот процесс периодическим осевым перемещением инструмента либо обрабатываемой детали от специального резьбового барабана на расстояние, равное шагу нарезаемой резьбы, пока заготовка выполняет один оборот.
Сопровождается этот процесс периодическим осевым перемещением инструмента либо обрабатываемой детали от специального резьбового барабана на расстояние, равное шагу нарезаемой резьбы, пока заготовка выполняет один оборот.
Такое устройство выдавливает(накатывает) внешнюю резьбовую нить на сплошных заготовках цилиндрической конфигурации без их нагревания. Главные компоненты этого автомата – два накатных ролика, имеющих винтовую насечку, соответствующую профилю подлежащей накатке резьбы. В ходе ее формирования они совершают вращательное движение в одну сторону с одинаковой частотой. Последовательность этапов выглядит так:
-
заготовку устанавливают на упор между роликами;
-
осуществляется радиально направленная подача одного из роликов до его внедрения в обрабатываемую деталь на требуемую глубину;
-
резьба калибруется – проводится обкатка, не сопровождающаяся радиальной подачей;
По завершении этой процедуры ролик занимает первоначальное положение, а готовая деталь специальным пуансоном выдавливается в приемный контейнер.
Целесообразность получения деталей с резьбой методом литья – характеристика производная от количества отверстий, а также степени сложности формы. Этот вопрос решается в каждом конкретном случае.
Резьба наружнаяДля создания внешней резьбы применяются две технологии:
-
с использованием кольцевых вставок, форма которых совпадает с профилем подлежащей изготовлению резьбы. Обычно они выталкиваются совместно с отливкой и свинчиваются с нее уже за пределами формообразующей оснастки;
-
резьба образуется разъемом формы при помощи вставок-плашек, имеющих разъемную конструкцию и выглядящих, как резьба в негативном изображении.
Отливка внутренней резьбы выполняется сегодня только по одной технологии. Она предусматривает использование пробок-стержней. На их поверхность предварительно наносится резьба. Эти пробки-стержни подлежат вывинчиванию из отливки по извлечении ее из формообразующей оснастки.
На их поверхность предварительно наносится резьба. Эти пробки-стержни подлежат вывинчиванию из отливки по извлечении ее из формообразующей оснастки.
Наряду с преимуществами у резьбового соединения имеются и недостатки. Главный из них – это самопроизвольное отвинчивание входящих в него компонентов под воздействием вибрационных нагрузок. Данное явление приводит к ослаблению соединения, в результате чего могут возникнуть аварийные ситуации. Для их недопущения принято использовать стопорящие детали. Но это – тема отдельной обширной статьи.
Please enable JavaScript to view the comments powered by Disqus.comments powered by Disqus
Размеры резьбы болтов – Размеры Инфо
| Общая информация: |
Основные типы резьбы, которые нарезаются на болтах:
|
| Дополнительно: |
Практически, все болты, использующиеся в технике и при строительстве, оснащены метрической или дюймовой резьбой, в странах с метрической системой измерений, соответственно, используется на болтах метрическая резьба, в странах с дюймовой системой измерений – дюймовая резьба. Диаметры болтов с метрической резьбой указываются в миллиметрах (мм), диаметры болтов с дюймовой резьбой – в дюймах (in), при этом дюймы указываются в целых и дробных долях. Различается принцип измерения шага резьбы болта: для метрической резьбы он представляет собой расстояние между вершинами соседних профильных гребней, выраженное в миллиметрах, шаг дюймовой резьбы – это количество витков (ниток) на один дюйм длины стержня болта. Гребни резьбы на болтах имеют профиль равностороннего треугольника, при этом угол наклона профильного гребня у метрической резьбы составляет 60°, у дюймовой – 55°. Важно: основой любой резьбы на болте является винтовая линия, от конфигурации которой зависит тип резьбы, выделяют следующие типы резьбы: цилиндрическая (формируется на цилиндрической поверхности) и коническая (формируется на поверхности конической формы), также резьба может быть правой (винтовая линия направлена по часовой стрелке) или левой (винтовая линия направлена против часовой стрелки). |
| Стандарт Существующие международные стандарты | d (мм) Наружный диаметр наружной резьбы (мм) | d1 (мм) Внутренний диаметр наружной резьбы (мм) | Р (мм) Шаг резьбы (мм) Расстояние между соседними одноименными точками профиля в направлении, параллельном оси резьбы той же винтовой поверхности. |
|---|---|---|---|
| ГОСТ 24705-2004 Основные нормы взаимозаменяемости. Резьба метрическая | 0.25-600 | 0.169-593.505 | 0.075-8 |
| ГОСТ 8724-2002 Основные нормы взаимозаменяемости. Резьба метрическая | 0.25-600 | 0.169-593.505 | 0.075-8 |
| ГОСТ 25229-82 Основные нормы взаимозаменяемости. Резьба метрическая коническая | 6-60 | 4.917-57.835 | 1-2 |
| ОСТ НКТП 1260 Дюймовая резьба с углом профиля 55° | 4. 762-101.6 762-101.6 | 3.408-90.759 | 1.058-8.467 |
| ГОСТ 6111-52 Резьба коническая дюймовая с углом профиля 60° | 7.895-60.092 | 6.389-56.558 | 0.941-2.209 |
| ISО 261-98 Резьбы общего назначения | 0.25-600 | 0.169-593.505 | 0.075-8 |
| ISО 724-1993 Резьба метрическая общего назначения. Основные размеры | 0.25-600 | 0.169-593.505 | 0.075-8 |
. от 06.09.2019
4,1 тыс. пользователей
80 вопросов
320 баллов
120 минут
Объяснение:
Метрическая резьба ISO:
Метрическая резьба ISO состоит из симметричной V-образной резьбы. В плоскости оси резьбы боковые стороны V имеют угол 60° друг к другу.
Дополнительная информация
- Квадратная резьба. Квадратная резьба является наиболее часто используемой формой резьбы для силовых винтов.
Преимущества квадратной резьбы перед трапециевидной:
- Эффективность квадратной резьбы выше, чем у трапециевидной.
- На гайке нет радиального давления или бокового усилия. Это радиальное давление называется «разрывным» давлением на гайку. Так как боковая тяга отсутствует, гайка движется равномерно. Срок службы ореха также увеличивается.
Недостатки квадратной резьбы:
- Квадратная резьба сложна в изготовлении.
- Прочность винта зависит от толщины резьбы на диаметре стержня. Резьба квадратного сечения имеет меньшую толщину по диаметру стержня, чем резьба трапециевидной формы.
- Износ поверхности резьбы становится серьезной проблемой в сроке службы силового винта. Невозможно компенсировать износ в квадратных резьбах. Поэтому при износе гайка или винт требуют замены.
 Поэтому при износе гайка или винт требуют замены.
Поэтому при износе гайка или винт требуют замены.- Прямоугольная резьба: форма зуба квадратная, угол типа зуба 0 °, самая высокая эффективность передачи среди трех резьбовых, но в основе низкая интенсивность и низкая точность вождения. Именно поэтому прямоугольная резьба еще не была стандартизирована, а постепенно вытеснялась трапециевидной.
- V Резьба: винтовая резьба, имеющая угол резьбы 60°, биссектриса которого перпендикулярна оси резьбы, а вершины и впадины резьбы представляют собой линии, образованные пересечением сторон.
Поделиться в WhatsApp
Последние обновления технического помощника ISRO
Последнее обновление: 22 сентября 2022 г.
Индийская организация космических исследований (ISRO) вскоре опубликует официальное уведомление о наборе технических помощников ISRO на 2022 год. ISRO открыла в общей сложности 41 вакансию для последнего цикла набора. Ожидается, что в этом году будет открыто больше вакансий. Кандидаты, отобранные на должность технического помощника, будут получать базовую заработную плату в размере рупий. 44,900. Кандидаты могут обратиться к книгам технических помощников ISRO, чтобы улучшить свою подготовку и повысить шансы на участие. Наличие диплома в качестве основного образовательного ценза дает соискателям прекрасную возможность работать в ISRO.
ISRO открыла в общей сложности 41 вакансию для последнего цикла набора. Ожидается, что в этом году будет открыто больше вакансий. Кандидаты, отобранные на должность технического помощника, будут получать базовую заработную плату в размере рупий. 44,900. Кандидаты могут обратиться к книгам технических помощников ISRO, чтобы улучшить свою подготовку и повысить шансы на участие. Наличие диплома в качестве основного образовательного ценза дает соискателям прекрасную возможность работать в ISRO.
Крепеж
Резьба и крепеж |
Многие прецизионно обработанные детали бесполезны, пока они не собраны в
механические компоненты. Эти сборки требуют использования множества различных
виды крепежа. В этом блоке вы познакомитесь с различными типами
крепежных деталей и правильное их использование. Одна из самых основных задач
машинист – использование крепежных деталей. Резьбовые крепления берут на себя многие
различные формы и формы, но все они имеют одну общую черту — использование
нити. Хотя резьба используется для регулировки, измерение
применение инструментов и передача энергии, основное использование резьбы
является крепежным устройством.
Одна из самых основных задач
машинист – использование крепежных деталей. Резьбовые крепления берут на себя многие
различные формы и формы, но все они имеют одну общую черту — использование
нити. Хотя резьба используется для регулировки, измерение
применение инструментов и передача энергии, основное использование резьбы
является крепежным устройством.
Терминология резьбы
Некоторые из наиболее часто используемых терминов резьбы:
Угол резьбы – Угол резьбы является включенным углом между сторонами нити (рис. 1). Например, угол резьбы для унифицированных форм винтовой резьбы составляет 60 градусов.
Большой диаметр — обычно известный как внешний диаметр (рис. 2). На прямой винтовой резьбе наибольший диаметр равен наибольшему диаметру. резьбы на винте или гайке.
Второстепенный диаметр — широко известен как диаметр корня (рис.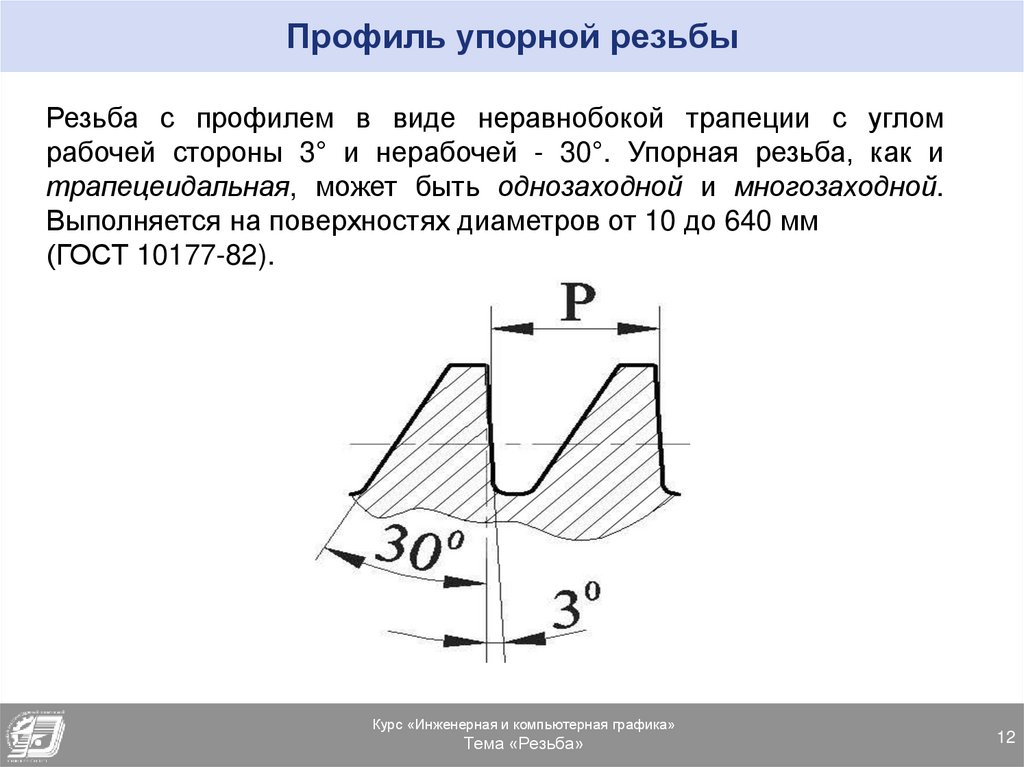 2).
На прямой винтовой резьбе меньший диаметр – это наименьший диаметр резьбы.
резьба на винте или гайке.
2).
На прямой винтовой резьбе меньший диаметр – это наименьший диаметр резьбы.
резьба на винте или гайке.
Количество витков — количество витков на дюйм длина.
| Шаг -Расстояние от заданной точки на одном нить в соответствующую точку на следующей нити (рис. 1). | |
Рис. 2. Основные части потока
Шаг — расстояние, на которое проходит винтовая резьба за один оборот. Ведущий и шаг одинарной резьбы одинаков. На двойном свинце резьбы, шаг в два раза больше. Двойная резьба имеет два захода. точки.
Резьбовые формы
Существует большое количество форм резьбы. В более поздних подразделениях этого
конечно, вы изучите их более подробно, и у вас будет
возможность отрезать некоторые нити. Что касается крепежа, то мы
сосредоточится на унифицированной форме винтовой резьбы. Унифицированная форма резьбы
это попытка стандартизировать формы резьбы в США, Канаде,
и Великобритании. Унифицированные нити делятся на следующие серии:
Что касается крепежа, то мы
сосредоточится на унифицированной форме винтовой резьбы. Унифицированная форма резьбы
это попытка стандартизировать формы резьбы в США, Канаде,
и Великобритании. Унифицированные нити делятся на следующие серии:
- UNC Unified National Coarse
- UNF Единый национальный штраф
- Унифицированный национальный специальный номер
UNS
Унифицированный грубый и унифицированный тонкий относятся к количеству витков на дюйм. на застежках. Определенный диаметр болта или гайки будет иметь определенный количество витков на дюйм длины. Например, дюймовый диаметр унифицированный национальный крупный болт будет иметь 20 витков резьбы на дюйм длины. Этот болт будет идентифицирован по следующим характеристикам:
-20-УНК
— это основной диаметр, а 20 — количество витков на
дюйм. Болт диаметром в дюйм с мелкой резьбой будет идентифицирован по
следующие характеристики:
Болт диаметром в дюйм с мелкой резьбой будет идентифицирован по
следующие характеристики:
-28-УНФ
— это основной диаметр, а 28 — количество витков на
дюйм.
Точно так же идентифицируется унифицированная специальная серия. Дюймовый диаметр
Болт UNS может иметь 24 или 27 витков резьбы на дюйм.
Вы можете удивиться, зачем нужны резьбы серий UNC и UNF.
Вот некоторые основные области применения грубых и тонких нитей.
СЕРИЯ КРУПНОЙ РЕЗЬБЫ
Эта серия, UNC, наиболее часто используется в массовом производстве.
болтов, винтов, гаек и других общих крепежных изделий. это
также используется для нарезания резьбы в материалах с более низкой прочностью на растяжение (бронза,
латунь, алюминий и пластмассы) для получения наилучшей устойчивости к зачистке
внутренней резьбы. Он также используется для быстрой сборки или разборки,
или если возможны коррозия или легкое повреждение.
Он также используется для быстрой сборки или разборки,
или если возможны коррозия или легкое повреждение.
СЕРИЯ ТОНКОЙ РЕЗЬБЫ
Эта серия, UNF, при использовании на наружной резьбе имеет большую прочность на растяжение площади напряжения, чем грубая резьба того же размера. Прекрасная серия будет сопротивляться зачистке лучше, чем грубая резьба в местах, где наружная и ответная внутренняя резьба подвергаются нагрузкам, равным или больше, чем мощность винта или болта. Также используются тонкие нити. там, где длина зацепления ограничена или где толщина стенки требует тонкий шаг.
Рис. 3. Унифицированная таблица резьбы.
КЛАССЫ РЕЗЬБЫ
Некоторые приложения с потоками могут допускать незакрепленные потоки, в то время как другие
требуют более плотного прилегания. Примером этого может быть головка двигателя.
Головка двигателя вашего автомобиля или грузовика удерживается резьбовым креплением.
называется шпилькой. Шпилька имеет резьбу на обоих концах. Один конец продет в
блок двигателя. На другом конце используется гайка для затягивания цилиндра.
главный. Когда головка снята, вы хотите, чтобы шпилька осталась в двигателе.
блокировать. Этот конец требует более плотной посадки, чем конец шпильки, принимающий
орех. Если посадка на гайке слишком тугая, шпилька будет отвинчиваться по мере того, как
гайка снимается.
Примером этого может быть головка двигателя.
Головка двигателя вашего автомобиля или грузовика удерживается резьбовым креплением.
называется шпилькой. Шпилька имеет резьбу на обоих концах. Один конец продет в
блок двигателя. На другом конце используется гайка для затягивания цилиндра.
главный. Когда головка снята, вы хотите, чтобы шпилька осталась в двигателе.
блокировать. Этот конец требует более плотной посадки, чем конец шпильки, принимающий
орех. Если посадка на гайке слишком тугая, шпилька будет отвинчиваться по мере того, как
гайка снимается.
Унифицированные резьбовые посадки классифицируются как 1А, 2А, 3А… или 1В, 2В,
3B …. A указывает на внешнюю резьбу. B указывает на внутреннюю
нить. Цифры обозначают класс пригодности. Чем меньше число, тем
более свободная посадка и наоборот. Посадки класса 2 используются на самых больших
процент резьбовых соединений. Чем плотнее посадка, тем ближе
допуска размеров резьбы и, следовательно, дороже
покупка.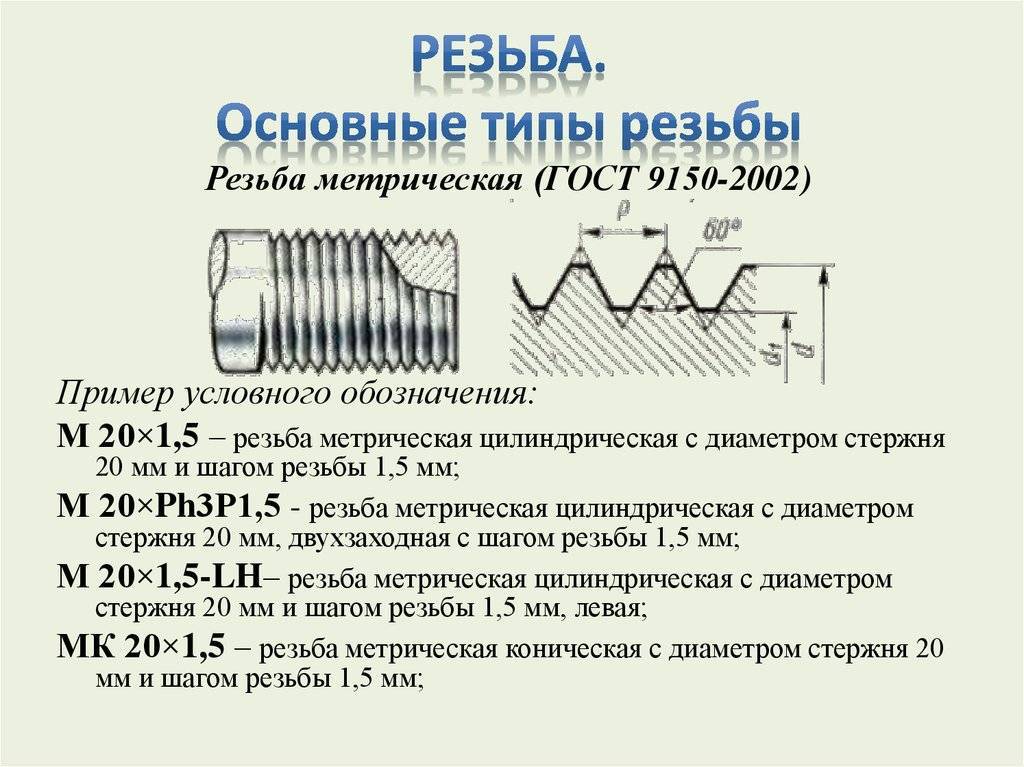 Типовое обозначение унифицированной формы резьбы с допуском посадки
будет:
Типовое обозначение унифицированной формы резьбы с допуском посадки
будет:
-28 УНФ 2А
В данном конкретном случае класс соответствия будет равен 2. Символ A указывает на внешнюю резьбу.
МЕТРИЧЕСКАЯ РЕЗЬБА
При ввозе и вывозе товаров, особенно в автомобильная промышленность, метрическая резьба стала преобладающим типом резьбы на многих видах оборудования. Форма метрической резьбы аналогична унифицированная форма резьбы, основанная на угле резьбы 60 градусов. Серия метрической резьбы имеет следующий вид:
M10 X 1,5–6 г
Где М — основной диаметр в миллиметрах, а 1,5 — шаг.
(расстояние от одной резьбы до следующей резьбы) в 1,5 миллиметра, 6
класс посадки, а буква «g» обозначает наружную резьбу. Этот внешний
резьба будет иметь основной диаметр 10 миллиметров, шаг 1,5
миллиметров, и подойдет “средняя” резьба.
Этот внешний
резьба будет иметь основной диаметр 10 миллиметров, шаг 1,5
миллиметров, и подойдет “средняя” резьба.
ИДЕНТИФИКАЦИЯ РЕЗЬБЫ
Общее определение болта – это «болт с наружной резьбой». крепеж, который вставляется через отверстия в сборке». затягивается гайкой (рис. 4). Винт – это резьба с наружной резьбой. крепеж, который вставляется в резьбовое отверстие и затягивается поворотом головка (рис. 4).
Рисунок 4. В резьбовом соединении используется винт. отверстие, а болт используется с гайкой.
Из этих общих определений болт может стать винтом или наоборот
может быть правдой. Это зависит от того, как они используются. Болты и винты – это
самый распространенный резьбовой крепеж.
Прочность сборки во многом зависит от диаметра болт или резьбовое зацепление винта. Зацепление резьбы – это расстояние, на которое винт входит в резьбовое отверстие. Минимальная нить зацепление должно быть на расстоянии, равном используемому диаметру; предпочтительно ты хотелось бы иметь в 1-1/2 раза больше диаметра винта, ибо легче удалите сломанную шпильку, чем просверлите и нарежьте винт большего размера.
Машинные болты изготавливаются с шестигранной или квадратной головкой.
Диаметр корпуса, диаметр нерезьбовой части болта ниже головы, как правило, немного больше номинального или стандартного размер болта. Отверстие, которое должно принять болт, должно быть слегка просверлено больше диаметра тела.
Крепежные винты
Крепежный винт используется для общих сборочных работ. Он изготовлен
серий как с мелкой, так и с крупной резьбой и оснащенных либо шлицевыми, либо
утопленная голова.
Размеры крепежных винтов варьируются от № 0 (0,060) до дюйма (0,500) в диаметре, и бывают разной длины (рис. 5).
| A – Круглая головка | B – Овальная головка | C – Плоская головка |
| | |
Рис. 5. Машина винты | ||
Болты с квадратным подголовком используются для крепления деревянных и металлических деталей.
все вместе. Болты с квадратным подголовком имеют круглую головку с квадратным телом под
голова.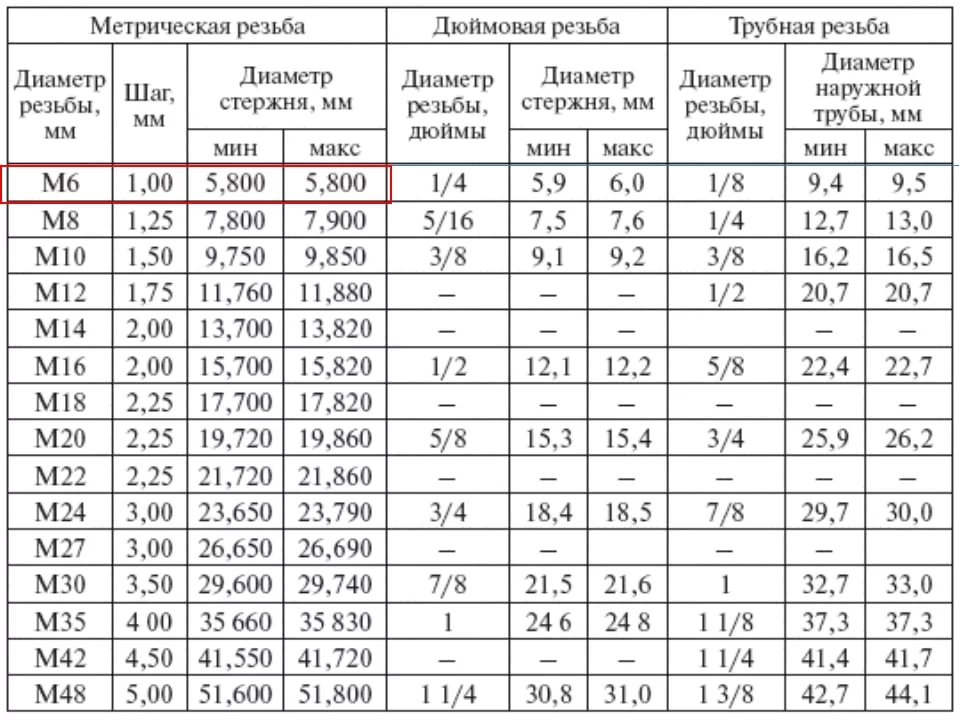 Квадратная часть болта при втягивании в древесину
удерживает его от проворачивания, пока вы затягиваете гайку (рис. 6). Квадратная часть болта при втягивании в древесину
удерживает его от проворачивания, пока вы затягиваете гайку (рис. 6). | Рис. 6. Болт с квадратным подголовком | .
| Винты с головкой изготавливаются из различных формы головки и используются там, где необходимы прецизионные болты или винты. Винты с головкой изготавливаются с жесткими допусками и имеют обработанную внешность. Винты с головкой под ключ могут иметь плоскую головку, круглую головку, цилиндрическую головку. головки, торцевые головки и шестигранные головки (рис. 7). |
| |||||||||
| Установочные винты используются для блокировки шкивов, колец или валы на месте (Рисунок 8). Установочные винты с головкой под торцевой ключ обычно исчезают ниже поверхности скрепляемой детали. Установочные винты с головкой под торцевой ключ могут иметь шестигранные или шлицевые головки. |
 8. Установочный винт с накаткой
8. Установочный винт с накаткой Установочные винты имеют несколько разных точек (рис. 9).). Плоская головка
винты используются там, где требуется минимальное вдавливание в деталь и где требуется частая регулировка. Они также используются для обеспечения
Эффект стопорного винта при добавлении второго установочного винта для предотвращения вибрации
свободный. Установочный винт с собачкой используется для удержания кольца на валу.
Выравнивание всегда поддерживается с помощью установочного винта с собачкой, потому что
вал просверливается с отверстием того же диаметра, что и вершина собачки. Чашка
заостренный установочный винт обеспечит очень хорошее соединение, препятствующее скольжению.
Чашка
заостренный установочный винт обеспечит очень хорошее соединение, препятствующее скольжению.
| Конус | Собака | Плоский | Овальный |
| Рисунок 9 Точки установочные винты | |||
Марки болтов и коэффициенты крутящего момента
В некоторых случаях необходимо затянуть болты с нужным количеством
давления. В этих случаях производитель определенных продуктов будет
рекомендуют прикладывать определенное усилие зажима к тому или иному крепежному элементу.
Недостаточный крутящий момент обычно приводит к ослаблению деталей и
неисправность из-за несоосности.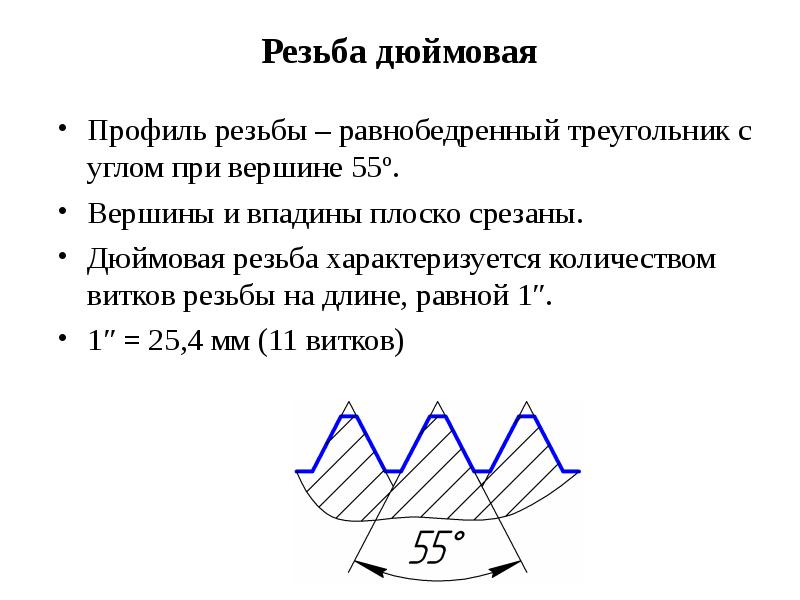 С другой стороны, чрезмерное затягивание может
вызвать напряжение или деформацию, что также может нарушить выравнивание узлов.
Способ затягивания креплений «армстронг» также может стать причиной
сломанные отливки, сломанные болты или растяжение крепежа.
С другой стороны, чрезмерное затягивание может
вызвать напряжение или деформацию, что также может нарушить выравнивание узлов.
Способ затягивания креплений «армстронг» также может стать причиной
сломанные отливки, сломанные болты или растяжение крепежа.
обладает отличной эластичностью; способность, как пружина, растягиваться а затем вернуться к своей первоначальной форме. Любая застежка должна достигать своего пределы растяжения для проявления сжимающей силы. Но также как пружина, перетянутая застежка схватывается, теряет эластичность и не может вернуться к своей первоначальной форме. Правильная затяжка предотвратит это условие.
Иногда во время финала слышен хлопающий или щелкающий звук.
затягивание застежки. Этот хлопающий звук указывает на то, что застежка
проходит набор. Когда используется новая застежка и выскакивает
случается, средство состоит в том, чтобы отпустить его и снова затянуть до надлежащего усилия
технические характеристики. Когда используется старая застежка, и вы слышите это
выскакивает, снимите крепеж и очистите болт и внутреннюю резьбу.
полностью. Безопаснее и экономичнее заменить старый.
застежка на новую.
Когда используется старая застежка, и вы слышите это
выскакивает, снимите крепеж и очистите болт и внутреннюю резьбу.
полностью. Безопаснее и экономичнее заменить старый.
застежка на новую.
Винт с головкой под ключ марки
| Не менее важным, чем правильная затяжка, является выбор правильного класс крепежа для работы. Марки болтов или болтов с головкой в цифра 10 идентифицируются по маркировке на головках. Сорт указывает на прочность крепления. Используйте таблицу производителей в качестве руководства по правильному моменту затяжки крепежных деталей. |
| |||||||||
Гайки
Гайки имеют шестигранную или квадратную головку и используются с болтами с
голова такой же формы.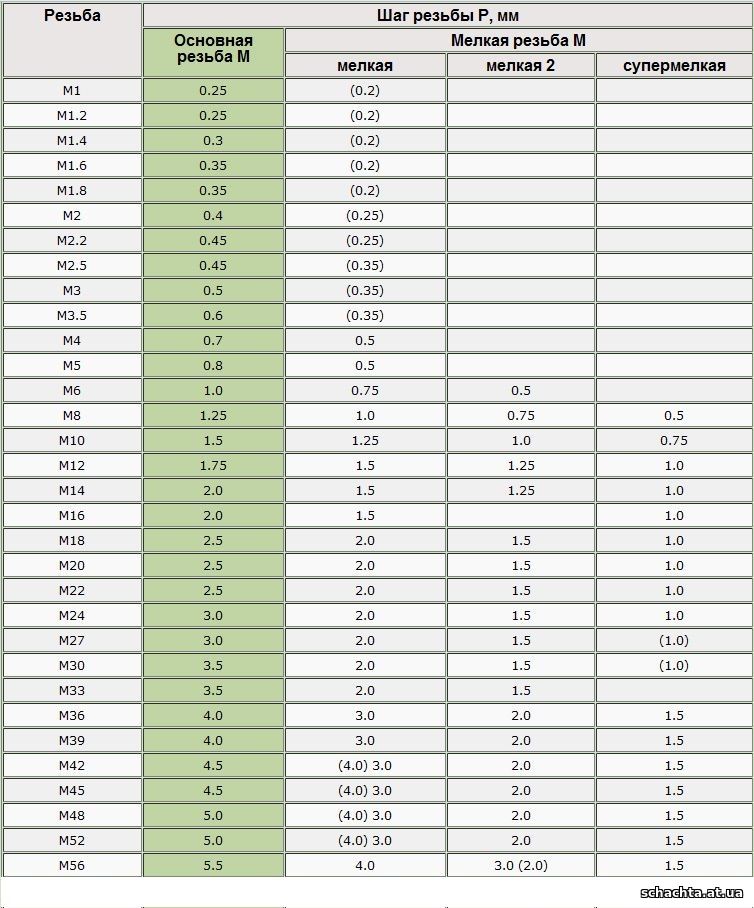 Они доступны в различных степенях отделки.
Они доступны в различных степенях отделки.
ОБЫЧНЫЙ не подвергается механической обработке (кроме резьбы).
ОБЫЧНЫЕ ПОЛУФАБРИКАТЫ подвергается механической обработке на опорной поверхности, чтобы обеспечить ровная ровная поверхность для стиральной машины.
ТЯЖЕЛЫЕ ПОЛУФАБРИКАТЫ имеет такую же отделку, что и полуфабрикаты; однако корпус толще для большей прочности.
ЗУБЧАТЫЕ ГАЙКИ или ПРОРЕЗНЫЕ ГАЙКИ имеют фрезерованный паз поперек плоские, чтобы их можно было зафиксировать на месте с помощью шплинта или проволоки.
ЖЕЛУДЕВЫЕ ОРЕХИ используются, когда внешний вид имеет наибольшее значение или где выступающие нити должны быть защищены.
| КРЫЛАЧКОВЫЕ ГАЙКИ используются при частой регулировке или снятии необходимо (Рисунок 11). | |
 11 Барашковая гайка
11 Барашковая гайка ШАЙБЫ
Шайбы используются для распределения зажимного усилия на большую площади и предотвращения загрязнения. Они также могут быть использованы для обеспечения большего опорная поверхность для головок болтов и гаек.
Стопорные шайбы
| Стопорная шайба используется для предотвращения ослабления болта или гайки под вибрация. Существует множество различных типов стопорных шайб. Несколько из более распространенные стопорные шайбы показаны на рис. 12. |
| |||||||||
 Замок
шайбы
Замок
шайбы Крепежные приспособления без резьбы
Крепежные изделия без резьбы составляют большую группу крепежных приспособлений.
Установочные штифты
| Штифты изготовлены из обработанной легированной стали и используются в узлах где детали должны быть точно расположены и удерживаться в абсолютном отношении к друг друга (рис. 13). Они обеспечивают идеальное выравнивание и облегчают более быстрая разборка и сборка деталей в точном соотношении. | |
Шплинты
Шплинты устанавливаются в отверстия, просверленные крест-накрест в валах
для предотвращения соскальзывания или отключения деталей (Рисунок 14).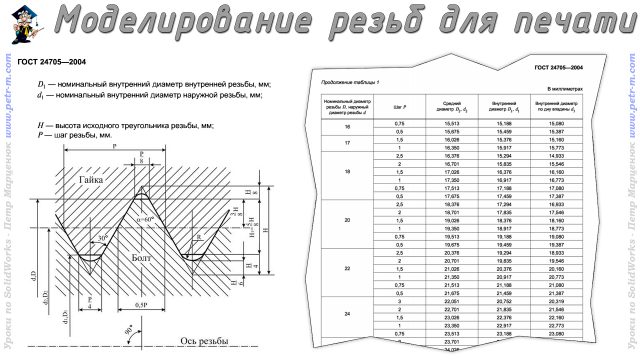 | |
Стопорные кольца
Стопорные кольца представляют собой штампованные кольца, как внутренние, так и наружные, и Используется для предотвращения соскальзывания или разъединения деталей. При сохранении большинства Кольцам нужна канавка, чтобы зафиксировать их в нужном положении, некоторые типы самоблокирующиеся и не требуют использования углубления.
Ключи
Шпонка представляет собой небольшой кусок металла, частично вставленный в стержень и частично в ступице, чтобы предотвратить вращение шестерни или шкива на валу. Вот несколько разных типов ключей.
КВАДРАТНЫЕ КЛЮЧИ – Ширина обычно составляет одну четверть диаметра вала. Один
половина шпонки вставлена в вал, а другая половина вставлена в
концентратор (рис. 16).
Один
половина шпонки вставлена в вал, а другая половина вставлена в
концентратор (рис. 16).
КЛЮЧ ОТ ГОЛОВКИ – За исключением головки, этот ключ идентичен квадратный ключ. Головка стрелы легко снимается (Рисунок 16).
КЛЮЧ PRATT & WHITNEY – Концы закруглены, и этот ключ установлен в прорезь на валу такой же формы (рис. 16).
КЛЮЧ ДЛЯ МАТЕРИАЛА — Ключ для деревянного дерева имеет полукруглую форму и входит в ключница той же формы. Верхняя часть ключа входит в шпоночный паз в ответная часть (рис. 16).
Рисунок 16 Ключи. A-Square, B-Gib Head, C-Pratt & Whitney,
Д-Вудрафф.
| Шпоночный паз | ключ |
Рисунок 17 Шпоночный паз прошит в ступице детали.