Угол заточки резцов токарных по дереву: Токарные резцы по дереву, заточка резцов, выбор
alexxlab | 29.06.1996 | 0 | Разное
Резцы токарные для всех основных работ Crown HSS 390мм, лезвие 170мм, 8 шт М00002949
Применение
для всех основных работ.
Описание
Набор токарных резцов 8 шт в красивой упаковке .
В комплекте:
-
Отрезной резец с двойным скосом. Угол скоса 24 градуса. Ширина резца 12 мм, толщина 3 мм.
-
Скошенный плоский резец с двусторонней заточкой. Угол скоса 64 градуса. Угол заточки 21 градус. Ширина резца 27 мм, толщина 6 мм. Используется для чистовой обработки плоских и скругленных поверхностей, изготовления V-образных канавок и для точения небольших столешниц.
-
Скошенный плоский резец с двусторонней заточкой. Угол скоса 53 градуса. Угол заточки 21 градус. Ширина 13 мм. Толщина 6 мм. Используется для чистовой обработки плоских и скругленных поверхностей, изготовления V-образных канавок и для точения небольших столешниц.
-
Скрапер прямоугольный.
 Угол заточки 18 градусов. Ширина 25 мм. Толщина 6 мм. Предназначен для окончательной обработки плоских и выпуклых поверхностей, а также для ограниченной обработки внутри чаш.
Угол заточки 18 градусов. Ширина 25 мм. Толщина 6 мм. Предназначен для окончательной обработки плоских и выпуклых поверхностей, а также для ограниченной обработки внутри чаш. -
Скрапер с закруглением. Ширина 18 мм. Толщина 6 мм. Используется для чистовой обработки изделий, в первую очередь криволинейных.
-
Рейер (полукруглый). Ширина 30 мм. Толщина 4.5 мм. Угол заточки 35 градусов. Используется для грубого удаления материала и предварительного скругления заготовок.
-
Шпиндельный резец. Диаметр 6 мм. Угол заточки 40 градусов. Этот резец является основным при создании таких скругленных деталей как валики, выкружки, s-образные детали и т.п. отлично подходит для изготовления таких небольших изделий как коробочки и кубки.
-
Шпиндельный резец. Диаметр 13 мм. Угол заточки 36 градусов. Этот резец является основным при создании таких скругленных деталей как валики, выкружки, s-образные детали и т.
п. отлично подходит для изготовления таких небольших изделий как коробочки и кубки.
 Угол заточки 18 градусов. Ширина 25 мм. Толщина 6 мм. Предназначен для окончательной обработки плоских и выпуклых поверхностей, а также для ограниченной обработки внутри чаш.
Угол заточки 18 градусов. Ширина 25 мм. Толщина 6 мм. Предназначен для окончательной обработки плоских и выпуклых поверхностей, а также для ограниченной обработки внутри чаш.
Выполнены из быстрорежущей стали (M2 HSS) твердостью 62-64 HRс, что позволяет резцам служить в 6 раз дольше, чем резцы из углеродистой стали.
Эти резцы оправдывают надежды даже самого требовательного мастера.
Рукоять выполнена из тонированного бука и удобно лежит в руках.
В месте крепления лезвия рукоять обжата латунным ободком.
Характеристики
Длина лезвия 170 мм.
Полная длина резцов 390 мм.
Производство Crown Hand Tools Ltd (Великобритания).
Рекомендация “Арсенал Мастера РУ”
Рекомендуем к покупке. Доставим в любой город России.
Посмотреть в каталоге Все инструменты Crown
Отзывы о Резцы токарные для всех основных работ Crown HSS 390 мм лезвие 170 мм 8 шт М00002949
Отзывов пока не было. Вы можете оставить его первым
Заточка резцов различных видов, быстро и недорого в Москве
Главная / Качественная заточка резцов в Москве
Рассчитать стоимость
При работе токарного оборудования происходит нагрев резца от трения образовавшейся стружки о поверхность круга и задней части детали в зоне реза. Такое повышение температуры приводит к постепенной потере остроты инструмента. В случае увеличения оптимальной степени износа инструмент не способен качественно выполнять резку материала, что требует его замены или происходит заточка резцов.
Такое повышение температуры приводит к постепенной потере остроты инструмента. В случае увеличения оптимальной степени износа инструмент не способен качественно выполнять резку материала, что требует его замены или происходит заточка резцов.
Востребованность заточки в Москве
Данная процедура позволяет придать нужную форму и угол рабочей кромке. Проводится она при повышенном износе или перед работой. Выполненная заточка токарных резцов позволит продлить их срок службы, но правильно осуществить данные работы могут только специалисты на соответствующем оборудовании с соблюдением технологии.
Хотите получить быстрый расчет стоимости вашего заказа?
- Пришлите файл в формате AutoCad, КОМПАС и других;
- Пришлите файл в JPEG, PNG, PDF в виде чертежа или наброска;
Приложите файлы и мы бесплатно просчитаем стоимость выполнения работы.
Рассчитать стоимость
Конструкция резцов
Чтобы правильно выполнить заточку резцов, требуется знать конструктивные особенности данного инструмента.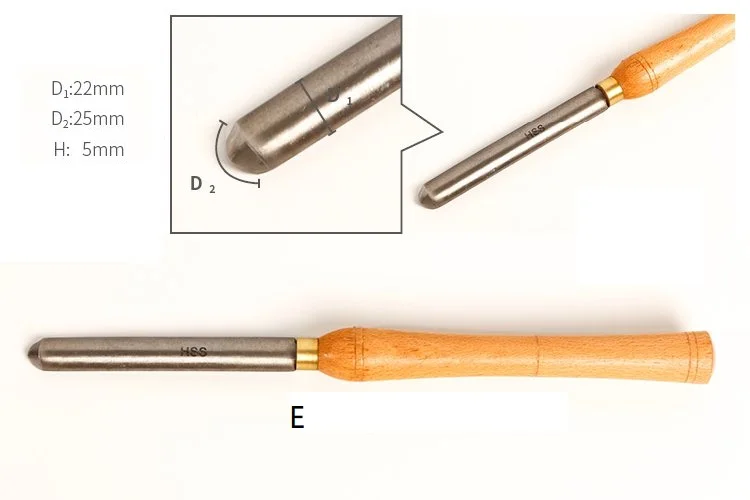 Основной его частью является стержень-державка. С его помощью происходит фиксация резца на оборудовании. Другая важная часть — и рабочая головка, режущую поверхность которой и требуется наточить. Она имеет две поверхности — переднюю и заднюю. По передней происходит отвод образующейся при работе стружки, а задняя сторона соприкасается с обрабатываемой деталью.
Основной его частью является стержень-державка. С его помощью происходит фиксация резца на оборудовании. Другая важная часть — и рабочая головка, режущую поверхность которой и требуется наточить. Она имеет две поверхности — переднюю и заднюю. По передней происходит отвод образующейся при работе стружки, а задняя сторона соприкасается с обрабатываемой деталью.
Наиболее важная часть резца – кромка, осуществляющая срез, находящаяся в месте соприкосновения двух поверхностей.
Инженер-технолог “Арсенкский Виктор Михайлович”
Основными характеристиками, которыми обладают резцы по металлу, считаются углы заточки. Они и определяют функциональные возможности. Они бывают основными и второстепенными. Для их определения берут две плоскости:
- основную. Она фиксируется на опорную часть резца, находящуюся в нижней его части;
- плоскость резания. Она будет находиться возле поверхности детали.
Особенности качественной заточки алмазных резцов
Для обработки потерявшей остроту детали используется специальное оборудование. Если осуществляется заточка алмазных резцов, то используется специальные средства, например, зеленый карборунд. К нему предъявляются определенные требования – он должен быть цельным, без изменения геометрии.
Если осуществляется заточка алмазных резцов, то используется специальные средства, например, зеленый карборунд. К нему предъявляются определенные требования – он должен быть цельным, без изменения геометрии.
Стандартная заточка резцов по металлу происходит алмазными элементами. Они придают чистоту кромке, что положительно сказывается на производительности.
Инженер-технолог “Арсенкский Виктор Михайлович”
Использование алмазных кругов положительно сказывается и на ресурсе резца, которому требуется меньшее количество заточек. Однако нужно учитывать, что целесообразно использовать его лишь тогда, если припуск около 2 мм. В ином случае лучше воспользоваться кругом из карборунда.
Заточка может происходить по-разному, в зависимости от величины износа. Она осуществляется по одной из поверхностей — задней, передней или по обеим. Облегчить процесс помогает шаблон для заточки резцов. Для обычного инструмента чаще всего применяется обработка по всем поверхностям. Если имеется малый износ, то происходит восстановление только задней части.
Если имеется малый износ, то происходит восстановление только задней части.
Выполняется заточка отрезного резца так, чтобы кромка находилась по центру станка, либо немного ниже, но не более чем на 5 мм. Направление кручения круга должно происходить в сторону станка, прижимая к нему резец. Гораздо лучше выполнять эту процедуру, если обеспечить постоянную подачу охлаждающей жидкости. Если она будет поступать периодически, то перегретая поверхность может покрыться трещинами.
Происходит заточка токарных резцов по дереву путем легкого нажима ими на круг и перемещения. Это позволяет сформировать ровную поверхность. Когда процедура будет завершена, проверяется правильность заточки, геометрия кромки, и для этого берется шаблон.
Заключительным этапом считается доводка. Когда заточка отрезного токарного резца будет завершена, следует выполнить притирку рабочих поверхностей инструмента. Осуществляется процедура в той же последовательности, что и заточка. Удаляются шероховатости, и происходит заключительная полировка до появления блеска. Чем чище будет рабочая часть, тем ниже будет коэффициент трения при работе, что положительно отразиться на сроке службы.
Чем чище будет рабочая часть, тем ниже будет коэффициент трения при работе, что положительно отразиться на сроке службы.
Процедура доводки происходит с применением паст карбида бора, с абразивным воздействием и диска. Также могут применяться и паста ГОИ или иные средства. Резец прижимается к работающему диску, и средство действует на поверхность инструмента, сглаживая неровности, шероховатости.
Стоимость качественной заточки резцов
| Диаметр | Черная сталь | Нержавеющая сталь | Алюминий |
|---|---|---|---|
| 100 мм | 1200 руб | 1800 руб | 950 руб |
| 300 мм | 2300 руб | 2950 руб | 1300 руб |
| 500 мм | 3600 руб | 4560 руб | 2800 руб |
| 1000 мм | 5500 руб | 6820 руб | 4630 руб |
Заказать качественную заточку резцов в Москве
Заточка резца, выполненная неправильно не только сокращает срок службы инструмента, но и влияет на качество работы. Поэтому доверять эту процедуру следует только профессионалам. Наиболее простым способом заказа данных работ является обращение в нашу компанию. Специалисты выполнят все работы с использованием необходимого оборудования и с соблюдением технологического процесса. Узнать обо всех особенностях заказа можно на сайте, где клиент может ознакомиться с ценами на предлагаемые услуги.
Поэтому доверять эту процедуру следует только профессионалам. Наиболее простым способом заказа данных работ является обращение в нашу компанию. Специалисты выполнят все работы с использованием необходимого оборудования и с соблюдением технологического процесса. Узнать обо всех особенностях заказа можно на сайте, где клиент может ознакомиться с ценами на предлагаемые услуги.
Это интерестно:
Углы заточки чашеобразных бороздок – ответ-сюрприз
Какой угол заточки чашеобразных бороздок лучше всего? «Правильный» угол долота зависит от ваших личных предпочтений. Угол скоса строжки будет определять, как вы стоите, маневрируете инструментом и как вы выполняете каждый разрез на токарном станке. Несколько канавок с разными углами заточки фаски можно использовать в различных ситуациях токарной обработки.
Как и многие вещи в токарной обработке дерева, существует множество ответов.
Почему так много ответов?
Позвольте мне подчеркнуть, что следующие углы являются хорошими средними отправными точками, но нам нужно копнуть немного глубже. Продолжайте читать, и я помогу вам определить ВАШИ личные углы заточки бороздок.
Продолжайте читать, и я помогу вам определить ВАШИ личные углы заточки бороздок.
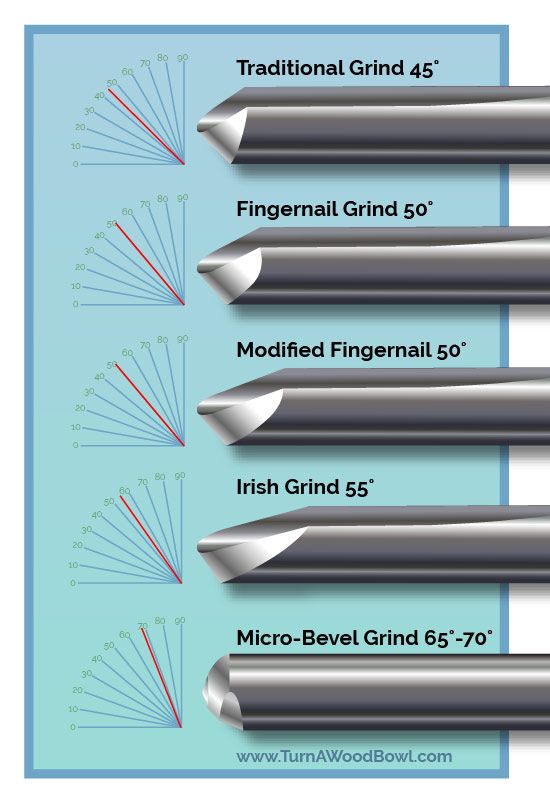
Ниже приведены примерные углы заточки бороздок для различных типов бороздок.
- 40-40 Измельчение – 40º (меньший конусообразный кончик)
- Традиционное измельчение – 45° (крылья слегка отведены назад)
- Fingernail Grind – 50° (ширина крыльев флейты)
- Модифицированный ноготь – 50° (ширина крыльев диаметра стержня)
- Irish Grind – 55° (крылья в два раза больше диаметра инструмента)
- Micro Bevel Grind – 60-70°
Измерение углов заточки чашеобразного долота
Лучший способ точно измерить угол скоса чашеобразного долото — использовать транспортир. Поэкспериментировав с несколькими транспортирами, я решил, что мне очень нравится этот простой стальной транспортир с фиксирующим винтом с накатанной головкой.
Поместите плоскую часть основания транспортира вплотную к центру желоба долота чаши. Отрегулируйте поворотный рычаг так, чтобы он плотно прилегал к углу скоса. Зафиксируйте винт с накатанной головкой и прочтите угол под маленькой меткой.
Зафиксируйте винт с накатанной головкой и прочтите угол под маленькой меткой.
Я испортил долото для чаши Заточка углов
Помню, когда я впервые начал точить деревянные чаши, то заточка долота для чаши казалась простой задачей. Мой наставник, Дэнни, нашел время, чтобы показать мне, как использовать приспособление Wolverine Varigrind Jig, чтобы вернуть хороший острый край моему долото чаши.
Шли месяцы, а я точил и точил все больше и больше. Я начал получать комментарии от других токарей во время нашей вечерней токарной группы по средам. «Твоя выемка действительно отброшена назад», — такой комментарий я часто слышал. Я пожал плечами и особо об этом не думал.
Точение моей чаши улучшилось, и я, по-видимому, продолжал опускать рукоятку долота для чаши все ниже, когда затачивал ее. Это действие резко откинуло назад боковые крылья. «О, вы используете помол Эллсуорта», — сказал кто-то. «Конечно, наверное. Кто или что это такое?» РЖУ НЕ МОГУ! Извини, Дэвид, я тогда был очень зелен. Я чувствую, что должен сделать какой-нибудь жест поклона, чтобы показать свою недостойность.
Я чувствую, что должен сделать какой-нибудь жест поклона, чтобы показать свою недостойность.
Что я знал, так это то, что эта выемка работала очень хорошо. Я мог бы агрессивно собирать отходы, а затем развернуться и сделать красивый наклон с чистым толчком, срезав поддерживаемую зерновую стенку любой чаши.
Позже я научился переворачивать инструмент и использовать крылышки для чистовой обработки наружных поверхностей чаш. Я любил свою тарелку. Люди называли это «заметанным назад», «ирландским гриндом», «элсуортским гриндом». Я называл это «моя тарелка».
Однажды я где-то прочитал статью, в которой был пример моей загнутой назад выдолбленной чаши. «Круто», — подумал я, пока не прочитал поближе.
Угол скоса для моей выемки с септированными задними крыльями должен составлять 65°, как указано в статье. Я взял транспортир и измерил скос выемки чаши. Было 55°! О нет, что я делал? Видимо, своей неаккуратной работой на болгарке я испортил свою выемку!
Я тихонько вернулся к шлифовальному станку, надеясь, что никто не увидит, как я сдираю ценный металл с выемки чаши, отчаянно пытаясь вернуть фаску к «правильному» углу.
Через некоторое время у шлифовального станка и с более коротким инструментом я вернулся к токарному станку. Выемка ощущалась примерно так же, но что-то было по-другому. Что это было?
Потребовалось некоторое время, чтобы понять, что все движения моего тела и позы немного изменились. Инструмент резал почти так же, только под немного другим углом, из-за смещенного нового угла, который я только что отшлифовал.
Углы заточки чашеобразных долото индивидуальны
Стоп! Не стачивайте выемку чаши только потому, что вы где-то прочитали другой номер угла. Вместо того, чтобы воспринимать какие-то печатные цифры как Евангелие, подумайте о том, как вы используете свои инструменты.
Во-первых, используете ли вы чашеобразные долота для всех различных способов помола? Я в основном использую два стиля.
Мои долота для чаш представляют собой большие 3/4-дюймовые и меньшие 1/2-дюймовые загнутые назад долота для размольных чаш, каждая из которых имеет угол скоса около 55°, а также долото с микрофаской и режущим кончиком около 65-70°. . Это единственные долота, которые я использую и которые мне нужны на регулярной основе. У меня есть и другие, но они не так часто используются.
. Это единственные долота, которые я использую и которые мне нужны на регулярной основе. У меня есть и другие, но они не так часто используются.
Суть, которую я пытаюсь подчеркнуть, заключается в том, чтобы использовать то, что работает для вас. Если вам нравится использовать различные стили, размеры и углы скоса канавок, используйте их. Просто подумайте, как и когда вы используете каждое долото и почему.
Я использую свои стреловидные канавки для всех наружных и внутренних черновых и чистовых резов чаши. Если чаша имеет глубокую или угловатую внутреннюю часть, я буду использовать свое секретное оружие, как я люблю его называть, долото с микрофаской.
Если вы точите с группой других токарных станков, расспросите окружающих и посмотрите, нет ли у кого-нибудь чашеобразного долота с углом скоса, резко отличающимся от вашего. Попросите одолжить их тарелку. Вам нужно будет повернуться на некоторое время, потому что поначалу странное чувство может заставить вас остановиться. Переверните всю чашу другим долотом и посмотрите, что вы думаете.
Переверните всю чашу другим долотом и посмотрите, что вы думаете.
Углы заточки долота чаши – неожиданный ответ
Углы заточки долота чаши имеют жизненно важное значение, потому что они определяют то, как ВЫ стоите, позиционируете себя, двигаетесь и соответствуете создаваемым чашам. Вы заметили ударение на «ты»?
Почти любой угол, в пределах разумного, на фаске выемки будет резать древесину. Тем не менее, если у вас есть две чашеобразные выемки со скосами, отличающимися друг от друга на двадцать градусов, и вы поворачиваете их обеими, вы почувствуете разницу.
Ответ на вопрос «Какие углы заточки бороздок следует использовать?» просто. Используйте то, что работает для ВАС! Попробуйте другие ракурсы, если хотите, но правильный ответ — тот ракурс, который лучше всего подходит ВАМ!
Разные углы заточки долбяка Разные эффекты
Используя совершенно разные фаски, вы почувствуете, как ваше тело вносит столь же экстремальные корректировки. То, как вам нужно разгибать руки, например, для внутреннего толчка, будет существенно отличаться.
Чашеобразные долота с разными углами идеально подходят для определенных ситуаций. Мне нравится изредка делать миски с вывернутыми внутрь бортиками. Мой долото со скошенной кромкой под углом 55° не может очень хорошо пройти под этим ободом.
Тем не менее, моя микродолбленка под углом 65-70° может проникнуть туда. И когда я переключаюсь на микрофаску, мне также нужно переставить свое тело, чтобы приспособиться к другому углу резания для этой канавки. Много раз из-за очень разного угла строжки мне приходилось стоять с противоположной стороны станка, чтобы использовать микрофаску.
Стандартного угла НЕТ
Если вы посмотрите на то, что специалисты по токарной обработке и публикации предлагают в качестве «правильного» угла скоса долота чаши, то угол скоса долота чаши может варьироваться от 45 до 70 градусов.
Кто прав, а кто нет? Они все!
Не существует организационного органа, который бы подтверждал и проверял правильность углов скоса долота чаши, и он не нужен. Вам нужно только рассмотреть, что лучше всего подходит для ВАС.
Вам нужно только рассмотреть, что лучше всего подходит для ВАС.
Во всяком случае, этот широкий диапазон углов заточки бочкорезов должен указывать на то, что долбоделы — это невероятно гибкий и настраиваемый инструмент.
Сделайте так, чтобы долбоекол делал то, что вам нужно.
Сначала используйте то, что у вас есть
Надеюсь, вам будет полезен мой опыт. Если ваш долото чаши работает хорошо для вас, не меняйте угол. Даже если ваш угол зрения не соответствует популярной информации.
Не слушайте какой-то шаблонный ответ на вопрос «правильный угол скоса». Такого нет. И все эксперты используют то, что лучше всего подходит для них. Это может или не может работать хорошо для вас. При всем уважении, Дэвид Эллсворт (движение поклона).
Я не думаю, что эксперты или авторы проявляют какую-либо халатность. Они просто делятся тем, что работает для них или что может быть средним углом, который будет хорошей отправной точкой для тех, кто начинает.
Независимо от того, сколько времени вы точили, у вас, вероятно, есть углы заточки бороздок, которые вам подходят. Теперь расспросите их. Почему они тебе нравятся? Хорошо ли они подходят для того типа чаш, которые вы переворачиваете? Если так, отлично!
Если у вас есть долото, которое не работает так хорошо, спросите, почему? Это потому, что он не достигает определенной области чаш, которые вы поворачиваете? Неудобно при повороте? Возможно, другой угол наклона изменил бы это.
Угол заточки долота погружной чаши
Когда вы идете к шлифовальному станку, используйте точность. Внимательно проверьте угол, ваш угол, который вы ставите на скос.
Когда наша семья посетила Гранд-Каньон, наши дети были маленькими. Во время презентации рейнджеров кто-то спросил, могут ли они забрать домой несколько камней. Рейнджер объяснил, что если каждый принесет домой хотя бы один камень, в Гранд-Каньоне больше не останется камней. Логическая часть меня хотела бросить вызов рассказу рейнджера, но общая идея сохранения парка была здравой.
Каждый раз, когда вы возвращаетесь к точильному станку, со временем из-за незначительных нарушений могут происходить кардинальные изменения. Важно убедиться, что скос долбления находится на одном уровне с точильным кругом. Волосы, приподнятые на кончике или пятке, сложатся гораздо быстрее, чем камни, вылетевшие из этой дыры в Аризоне.
Если вы не потратите время на то, чтобы убедиться, что фаска канавки находится на одном уровне со шлифовальным кругом, ваша канавка может вскоре сместиться под совершенно другим углом фаски.
Замена и техническое обслуживание Угол заточки бороздок
Лучший способ изменить угол заточки долота чаши — постепенно. Если вы сомневаетесь в своем текущем угле резания и хотите изменить его, возможно, на десять градусов, вносите это изменение медленно.
Каждый раз, когда вы возвращаетесь к точильному станку, регулируйте угол примерно на градус и затачивайте долото до тех пор, пока после нескольких затачиваний не будет достигнут желаемый окончательный угол.
Не допускайте перегрева инструмента при шлифовке материала. НЕ помещайте HSS (быстрорежущую сталь) в воду, если она слишком горячая для обработки или изменила цвет. Поставьте его и сделайте перерыв, пока он остывает. Резкие изменения температуры в HSS могут вызвать усталостные переломы.
Вы можете использовать воду для охлаждения быстрорежущей стали, если металл не слишком горячий или обесцвеченный. Допускается и рекомендуется частое охлаждение наконечника строжки водой. Однако охлаждение перегретой выемки в воде может привести к повреждению металла.
При придании формы или заточке наконечника выемки чаши не должны менять цвет. Синий или коричневый цвет на конце выемки указывает на перегрев металла. Окрашенную область необходимо удалить.
Если у вас есть более тонкий круг, используйте его для удаления материала, а затем вернитесь к более тонкому кругу, чтобы восстановить острый край.
Заключение
Надеюсь, я убедил вас, что на самом деле нет единственно правильного ответа для угла заточки бороздок. Есть много хороших предложений и отправных точек, но единственный правильный ответ — это то, что работает для вас.
Есть много хороших предложений и отправных точек, но единственный правильный ответ — это то, что работает для вас.
Если вы готовы последовательно затачивать долбяки под один конкретный угол скоса, вот три статьи, которые вам понадобятся для настройки станка для заточки, такого как система для заточки Oneway Wolverine Vari-Grid, понимание и настройка Wolverine Vari-Grind приспособление для заточки, а затем последовательно выполняйте процесс заточки для получения легко предсказуемого угла скоса долота острой чаши каждый раз.
Пожалуйста, дайте мне знать, если вы нашли этот пост полезным. И, из любопытства, под каким углом вы затачиваете фаски долблых чаш?
Хотите понять основы долбления чаши, прочтите это дальше.
– Помимо чашеобразных долот, у меня есть много других предложений в моем Руководстве по рекомендуемому оборудованию. Проверь их.
Узнайте больше о долбленке для чаши здесь:
• 40-40 СТРУЖКА ДЛЯ СТЕКЛА (ФОРМА, ЗАТОЧКА, ИСПОЛЬЗОВАНИЕ)
• ОСНОВНЫЕ СВЕДЕНИЯ ПО СТРУЖКЕ ДЛЯ НАЧИНАЮЩЕГО (ДЕТАЛИ, ИСПОЛЬЗОВАНИЕ, РАЗМЕРЫ, ШЛИФЫ)
Happy Turning ,
Kent
 youtube.com/embed/o2dS0FWfLT4?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””>9
youtube.com/embed/o2dS0FWfLT4?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””>9- Обзор
- Долото чаши
- Долото шпинделя
- Черновая канавка шпинделя
- Перекос и скребок
Учебник по методу быстрой заточки
Подробное руководство по заточке
Ваша лучшая токарная обработка начинается у точильщика. Острые, как бритва, инструменты не только безопаснее — они обеспечивают более гладкие разрезы и упрощают обучение. Как и в случае с любым другим мастерством, каждый мастер по заточке начинал как новичок. Используйте приведенные выше видеоролики и следующую информацию, чтобы отточить (каламбур!) свои навыки. И звоните нам в любое время!
Оборудование
Для заточки инструментов из быстрорежущей стали мы предлагаем медленно вращающуюся шлифовальную машину, инструменты Raptor Set Up, приспособление Wolverine и Oneway Varigrind. Хотя эти приспособления и инструменты не требуются, они помогут вам каждый раз получать одну и ту же геометрию заточки.
Хотя эти приспособления и инструменты не требуются, они помогут вам каждый раз получать одну и ту же геометрию заточки.
Колеса CBN
В нашем магазине мы используем колеса CBN. Существует множество видео и статей об этих колесах и их конкретных преимуществах. Если вы хотите инвестировать в оборудование для заточки, круги CBN — отличное место для начала. Мы рекомендуем зернистость 320 или выше. Чем выше вы поднимаетесь (до зернистости 400 или 600), тем тоньше будет ваша кромка. Пожалуйста, позвоните нам для получения дополнительных рекомендаций по колесам CBN.
Вопросы? Позвоните нам, будем рады помочь. Мы доступны с понедельника по субботу с 7:00 до 19:00. (206)878-7672.
Подпишитесь на кураторские знания о токарной обработке дерева , доставленные на ваш почтовый ящик, от нашего токарного станка до вашего. Мы ценим вашу конфиденциальность. Никаких трюков, только древесная стружка.
Спасибо, вы все подписались!
Электронная почта Это поле обязательно для заполнения
Шаг 1: Установка джиг-манипулятора Wolverine
Используя инструмент для настройки хищника, установите рычажок росомахи под соответствующим углом. Убедитесь, что инструмент Raptor касается колеса в двух точках и прочно стоит в приспособлении для росомахи.
Убедитесь, что инструмент Raptor касается колеса в двух точках и прочно стоит в приспособлении для росомахи.
Шаг 2: Установите зажимное приспособление Varigrind
Затем закрепите инструмент в зажимном приспособлении Varigrind. Инструмент должен выступать из шаблона на 2 дюйма, а варигринд должен быть установлен под углом 23º.
Если вы хотите отшлифовать задний угол, дайте инструменту выступать из шаблона на 2-1/2 дюйма.
Шаг 3: Измельчить!
Поместите варигринд в манипулятор росомахи и вращайте инструмент вперед и назад, чтобы восстановить лезвие.
| Инструмент | Угол |
V-образные канавки чаши Подходит для всех размеров традиционных V-образных рифленых чаш, от 3/4″ до 3/8″. | Угол 50º |
Параболические канавки Подходит для параболических канавок всех размеров, от 3/4″ до 3/8″. | Угол 40º |
U-образные тарельчатые долота Этот угол оптимален для всех традиционных U-образных или донных долот. | |
Параболический донный питатель Этот угол оптимален для всех параболических донных питателей. | Угол 50º |

Шаг 1: Установите джиг-манипулятор росомахи
С помощью инструмента для настройки Raptor установите джиг-манипулятор росомахи под соответствующим углом. Убедитесь, что инструмент Raptor касается колеса в двух точках и прочно стоит в приспособлении для росомахи.
Шаг 2: Установите зажимное приспособление Varigrind
Затем закрепите инструмент в зажимном приспособлении Varigrind. Инструмент должен выступать из приспособления на 2 дюйма, а варигринд должен быть установлен под углом 23º.
Если вы хотите отшлифовать задний угол, позвольте инструменту выступать на 2-1/2 дюйма из зажимного приспособления.
Шаг 3: Отшлифуйте! инструмент назад и вперед, чтобы восстановить кромку.
Инструмент Традиционная шпиндельная канавка (например, 1/2″ и 3/8″) Долото шпинделя детали Низкопрофильные шпиндельные канавки Шаг 1: Отметьте кромку Мы демонстрируем заточку черновой выемки без использования приспособления для росомахи. Шаг 2: Установите угол При выключенном станке положите долото на плоскую платформу и медленно вращайте колесо. Если колесо удаляет черную метку, мы знаем, что у нас правильный угол. Отрегулируйте шлифовальную платформу, пока метка не исчезнет. Шаг 3: Измельчить! Установив угол, просто поверните инструмент вперед и назад, чтобы восстановить кромку. Долото для черновой обработки шпинделя Шаг 1: Маркировка кромки Мы демонстрируем заточку косой без использования приспособления для росомахи. Угол  Этот процесс оптимален, если вы хотите воспроизвести заводскую заточку вашего инструмента. Во-первых, мы окрасим режущую кромку выемки, чтобы определить, установлена ли наша шлифовальная платформа под нужным углом.
Этот процесс оптимален, если вы хотите воспроизвести заводскую заточку вашего инструмента. Во-первых, мы окрасим режущую кромку выемки, чтобы определить, установлена ли наша шлифовальная платформа под нужным углом. Инструмент Угол 