Уголки неравнополочные сортамент: Microsoft Word – gost8510-86.doc
alexxlab | 25.02.1987 | 0 | Разное
Сортамент уголок неравнополочный
Вернуться на страницу «Уголок металлический»
ГОСТ 8510-86
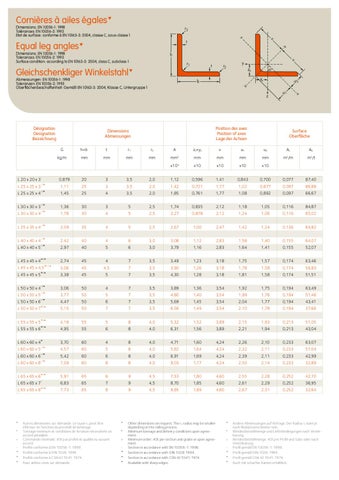
Горячекатаные неравнополочные уголки
b — ширина полки; t — толщина полки;
R — радиус внутреннего закругления;
r — радиус закругления полок;
F- площадь поперечного сечения;
I — момент инерции;
Ixy — центробежный момент инерции;
i — радиус инерции;
x0, y0 — расстояние от центра тяжести до наружной грани полки.
| Номер уголка | мм | Площадь поперечного сечения, см2 | Справочные величины для осей | x0, | y0, | Jxy | Угол наклона оси, tg α | Масса1 м уголка, кг | ||||||||||||
| в | b | t | R | r | x — x | у — у | u — u | |||||||||||||
| Jx, см4 | Wx, см3 | ix , мм | Jу, см4 | Wу, см3 | iу , мм | Iu min, см4 | Wu, см3 | iu min, мм | мм | мм | см4 | |||||||||
| L25×16×3 | 25 | 16 | 3 | 3,5 | 1,2 | 1,16 | 0,7 | 0,43 | 7,8 | 0,2 | 0,19 | 4,4 | 0,1 | 0,16 | 3,4 | 4,2 | 8,6 | 0,2 | 0,392 | 0,91 |
| L30×20×3 | 30 | 20 | 3 | 3,5 | 1,2 | 1,43 | 1,3 | 0,62 | 9,4 | 0,4 | 0,3 | 5,6 | 0,3 | 0,25 | 4,3 | 5,1 | 10 | 0,4 | 0,427 | 1,12 |
| L30×20×4 | 30 | 20 | 4 | 3,5 | 1,2 | 1,86 | 1,6 | 0,82 | 9,3 | 0,6 | 0,39 | 5,5 | 0,3 | 0,32 | 4,3 | 5,4 | 10,4 | 0,5 | 0,421 | 1,45 |
| L32×20×3 | 32 | 20 | 3 | 3,5 | 1,2 | 1,49 | 1,5 | 0,72 | 10,1 | 0,5 | 0,3 | 5,5 | 0,3 | 0,25 | 4,3 | 4,9 | 10,8 | 0,5 | 0,382 | 1,17 |
| L32×20×4 | 32 | 20 | 4 | 3,5 | 1,2 | 1,94 | 1,9 | 0,93 | 10 | 0,6 | 0,39 | 5,4 | 0,3 | 0,33 | 4,3 | 5,3 | 11,2 | 0,5 | 0,374 | 1,52 |
| L40×25×3 | 40 | 25 | 3 | 4 | 1,3 | 1,89 | 3,1 | 1,14 | 12,7 | 0,9 | 0,49 | 7 | 0,6 | 0,41 | 5,4 | 5,9 | 13,2 | 1 | 0,385 | 1,48 |
| L40×25×4 | 40 | 25 | 4 | 4 | 1,3 | 2,47 | 3,9 | 1,49 | 12,6 | 1,2 | 0,63 | 6,9 | 0,7 | 0,52 | 5,4 | 6,3 | 13,7 | 1,2 | 0,281 | 1,94 |
| L40×25×5 | 40 | 25 | 5 | 4 | 1,3 | 3,03 | 4,7 | 1,82 | 12,5 | 1,4 | 0,77 | 6,8 | 0,9 | 0,64 | 5,3 | 6,6 | 14,1 | 1,4 | 0,374 | 2,37 |
| L40×30×4 | 40 | 30 | 4 | 4 | 1,3 | 2,67 | 4,2 | 1,54 | 12,5 | 2 | 0,91 | 8,7 | 1,1 | 0,75 | 6,4 | 7,8 | 12,8 | 1,7 | 0,544 | 2,26 |
| L40×30×5 | 40 | 30 | 5 | 4 | 1,3 | 3,28 | 5 | 1,88 | 12,4 | 2,4 | 1,11 | 8,6 | 1,3 | 0,91 | 6,4 | 8,2 | 13,2 | 2 | 0,539 | 2,46 |
| L45×28×3 | 45 | 28 | 3 | 5 | 1,7 | 2,14 | 4,4 | 1,45 | 14,8 | 1,3 | 0,61 | 7,9 | 0,8 | 0,52 | 6,1 | 6,4 | 14,7 | 1,4 | 0,382 | 1,68 |
| L45×28×4 | 45 | 28 | 4 | 5 | 1,7 | 2,8 | 5,7 | 1,9 | 14,2 | 1,7 | 0,8 | 7,8 | 1 | 0,67 | 6 | 6,8 | 15,1 | 1,8 | 0,379 | 2,2 |
| L50×32×3 | 50 | 32 | 3 | 5,5 | 1,8 | 2,42 | 6,2 | 1,82 | 16 | 2 | 0,81 | 9,1 | 1,2 | 0,68 | 7 | 7,2 | 16 | 2 | 0,403 | 1,9 |
| L50×32×4 | 50 | 32 | 4 | 5,5 | 1,8 | 3,17 | 8 | 2,38 | 15,9 | 2,6 | 1,05 | 9 | 1,5 | 0,88 | 6,9 | 7,6 | 16,5 | 2,6 | 0,401 | 2,4 |
| L56×36×4 | 56 | 36 | 4 | 6 | 2 | 3,58 | 11,4 | 3,01 | 17,8 | 3,7 | 1,34 | 10,2 | 2,2 | 1,13 | 7,8 | 8,4 | 18,2 | 3,7 | 0,406 | 2,81 |
| L56×36×5 | 56 | 36 | 5 | 6 | 2 | 4,41 | 13,8 | 3,7 | 17,7 | 4,5 | 1,65 | 10,1 | 2,7 | 1,37 | 7,8 | 8,8 | 18,7 | 4,5 | 0,404 | 3,46 |
ОСТАЛЬНЫЕ СЕЧЕНИЯ СМОТРИМ ЗДЕСЬ:
L25-L56 , L63-L75 , L80-L100 , L110-L200
СКАЧАТЬ ПОЛНУЮ ВЕРСИЮ ДОКУМЕНТА
СКАЧАТЬ ФАЙЛ НА ЯНДЕКС. ДИСК
ДИСК
СКАЧАТЬ ФАЙЛ НА GOOGLE.ДИСК
При использовании сортамента следует учитывать, что одни позиции популярны и их можно купить практически на любой базе металлопроката, а некоторые позиции редки и достать их трудно, особенно в регионах. Также следует учитывать разброс цен, т.к. иногда выгоднее закладывать более дешевые балки, что окупается даже не смотря на некоторый перерасход металла.
В таблице представлены цены на начало 2018 года.
Уголок неравнополочный ГОСТ 8510
| А ГРУПП, ООО | ДИПОС, ГК | ТК СТАЛЬ-ИНТЕКС ТРЕЙД, ООО | ЕВРАЗ МЕТАЛЛ ИНПРОМ, ОАО | АРИЭЛЬ МЕТАЛЛ, ОАО | МЕТАЛЛ-СЕРВИС, ОАО | МЕТАЛЛО-ТОРГ, АО | МЕТАГОР, ООО | АМГ, ООО | |
| 40х40х4,0 мм | 46 990 | 46 990 | |||||||
| 45х45х5,0 мм | 41 790 | ||||||||
| 50x50x4,0 мм | 46 490 | 46 800 | 43 990 | ||||||
| 50х50х5,0 мм | 44 500 | 46 500 | 44 990 | 45 490 | 46 800 | 46 500 | 43 990 | ||
| 63х63х5,0 мм | 4 6000 | 44 990 | 45 490 | 46 800 | 45 490 | ||||
| 63х63х6,0 мм | 46 000 | 45 490 | 46 800 | 46 000 | 45 990 | ||||
| 70х70х6,0 мм | 48 490 | 45 490 | |||||||
| 75х75х5,0 мм | 50 000 | 47 990 | 48 700 | 50 000 | 46 490 | ||||
| 75х75х6,0 мм | 47 000 | 47 250 | 46 490 | 46 990 | 48 700 | 47 250 | 46 490 | ||
| 75x75x8,0 мм | 47 250 | 46 990 | 47 250 | 46 990 | |||||
| 80х80х6,0 мм | 48 990 | 46 490 | |||||||
| 80х80х8,0 мм | 48 990 | 46 490 | |||||||
| 90х90х6,0 мм | 45 000 | 49 490 | 48 700 | 43 990 | |||||
| 90х90х7,0 мм | 45 000 | 48 490 | 48 700 | 44 990 | |||||
| 90х90х8,0 мм | 49 490 | 48 700 | 46 490 | ||||||
| 100х100х7,0 мм | 49 000 | 51 500 | 49 990 | 50 700 | 48 000 | 46 990 | |||
| 100х100х8,0 мм | 46 500 | 51 500 | 49 490 | 49 990 | 50 700 | 48 000 | 45 990 | ||
| 100х100х10,0 мм | 47 000 | 51 500 | 50 990 | 50 700 | 49 900 | 46 490 | |||
| 110х110х7,0 мм | 51 500 | 51 500 | |||||||
| 110х110х8,0 мм | 48 000 | ||||||||
| 125х125х8,0 мм | 47000 | 51500 | 50500 | 46490 | 51490 | 53700 | 51500 | 46490 | |
| 125х125х9,0 мм | 46500 | 47000 | 45990 | 47490 | 46500 | 45990 | |||
| 125х125х10,0 мм | 46500 | 51500 | 46990 | 49990 | 54000 | 51500 | 45990 | ||
| 125х125х12,0 мм | 49990 | 47990 | |||||||
| 140х140х9,0 мм | 57500 | 55880 | 57300 | 57300 | 58100 | 57500 | 57300 | ||
| 140х140х10,0 мм | 57300 | 57500 | 57990 | 57300 | 58100 | 57990 | |||
| 140x140x12,0 мм | 58100 | ||||||||
| 140x140x14,0 мм | 41490 | ||||||||
| 160х160х10,0 мм | 57300 | 57500 | 57300 | 57300 | 58100 | 57500 | 57300 | ||
| 160х160х12,0 мм | 57300 | 57500 | 55880 | 57300 | 57300 | 58100 | 57300 | ||
| 160х160х14,0 мм | 58100 | ||||||||
| 160х160х16,0 мм | 57300 | 57300 | 57300 | 58100 | |||||
| 160х160х20,0 мм | 57300 | ||||||||
| 180х180х11,0 мм | 59550 | 59550 | 59550 | 60100 | 59550 | ||||
| 180x180x12,0 мм | 59550 | 59550 | 60100 | 59550 | |||||
| 200х200х12,0 мм | 57300 | 57500 | 57300 | 58100 | 57300 | ||||
| 200х200х14,0 мм | 57500 | 54380 | 57300 | 57300 | 58100 | 57300 | |||
| 200х200х16,0 мм | 57300 | 57300 | 57300 | 58100 | 50490 | ||||
| 200х200х20,0 мм | 57300 | 57300 | 58100 | 57300 |
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
Срок действия с 01.07.87 до 01. 1. Настоящий стандарт распространяется на стальные горячекатаные равнополочные уголки. 2. Размеры уголков, площадь поперечного сечения, справочные величины для осей и массы 1 м уголков должны соответствовать указанным на чертеже и в табл. 1. Таблица 1
Условные обозначения к чертежу и табл. 1: В – ширина большей полки; b – толщина меньшей полки; l – толщина полки; R – радиус внутреннего закругления; r – радиус закругления полок; J – момент инерции; i – радиус инерции; x0, y0 – расстояние от центра тяжести до наружных граней полок; Jxy – центробежный момент инерции. (Измененная редакция, Изм. № 1). 3. По точности прокатки уголки изготовляют: А – высокой точности; В – обычной точности. 4. Предельные отклонения по размерам уголков не должны превышать указанных в табл. 2. Таблица 2
5. (Измененная редакция, Изм. № 1). 6. По согласованию изготовителя с потребителем предельные отклонения по толщине полки допускается заменять предельными отклонениями по массе, равными %. 7. Отклонение от прямого угла при вершине не должно превышать 35¢. Таблица 3
8. По требованию потребителя притупление внешних углов полок (в том числе и угла при вершине) не должно превышать: 0,3 толщины полки – для уголков толщиной до 10 мм включ.; 3,0 – для уголков толщиной св. 10 до 15 мм включ.; 5,0 – для уголков толщиной св. 16 мм. 9. Уголки изготовляют длиной от 4 до 12 м: мерной длины; кратной мерной длины; немерной длины; ограниченной длины в пределах немерной; мерной длины с немерными длинами не более 5% массы партии; кратной мерной длины с немерными длинами не более 5% массы партии. Допускается изготовлять уголки длиной свыше 12 м. 8., 9. (Измененная редакция, Изм. № 1). 10. Предельные отклонения по длине уголков мерной длины или кратной мерной длины не должны превышать в миллиметрах: +30 – при длине 4 м; +50 – при
длине свыше 4 м до 6 м включ. +70 – при длине свыше 6 м; по требованию потребителя +40 мм – для уголков длиной свыше 4 до 7 м: +5 мм на каждый 1 м свыше 7 м. 11. Кривизна уголков не должна превышать 0,4% длины. По требованию потребителя изготовляют уголки, кривизна которых не превышает 0,2 % длины. Для уголков № 2,5/1,6 до 5,6/3,6 включ. кривизну проверяют на длине 1 м. 12. Скручивание вокруг продольной оси не допускается. 13. Размеры поперечного сечения уголка проверяются на расстоянии не менее 500 мм от торца штанги. ИНФОРМАЦИОННЫЕ ДАННЫЕ 1. РАЗРАБОТАН И ВНЕСЕН Министерством металлургии СССР, Госстроем СССР РАЗРАБОТЧИКИ С.
И. Рудюк, канд. техн. наук; В. Ф.
Коваленко, канд. техн. наук; Н. Ф.
Грицук, канд. техн. наук; К. Ф.
Перетятько; Г. И. Снимщикова; Е. И. Булгаков; Ж. М. Роева, канд. экон.
наук; В.И. Краснова; Б. 2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 15 октября 1986 г. № 3083 3. Стандарт полностью соответствует СТ СЭВ 255-76 4. ВЗАМЕН ГОСТ 8510-72 5. Срок действия продлен до 01.07.97 Постановлением Госстандарта СССР от 28.12.90 № 3429 6. Переиздание с Изменением № 1, утвержденным в декабре 1990г. (ИУС4-91). |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 Сортамент»
Сортамент» 07.97
07.97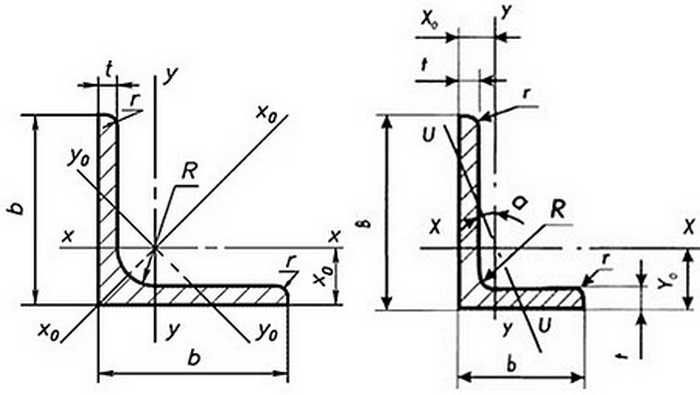 Площадь
поперечного сечения и справочные величины вычислены по номинальным размерам.
При вычислении массы 1 м уголка плотность стали принята равной 7,85 г/см3.
Площадь
поперечного сечения и справочные величины вычислены по номинальным размерам.
При вычислении массы 1 м уголка плотность стали принята равной 7,85 г/см3.

 Предельные отклонения по размерам уголков,
изготовленных на станах, не оборудованных жесткими клетями, не должны превышать
указанных в табл. 3 до 01.01.93.
Предельные отклонения по размерам уголков,
изготовленных на станах, не оборудованных жесткими клетями, не должны превышать
указанных в табл. 3 до 01.01.93.
 Притупление внешних углов полок (в том числе и угла
при вершине) не контролируются.
Притупление внешних углов полок (в том числе и угла
при вершине) не контролируются. ;
; Г. Павлов,
канд. техн. наук; В. Ф. Беляев,
канд. техн. наук; В. В. Березин,
канд. техн. наук; С. И. Бочкова
Г. Павлов,
канд. техн. наук; В. Ф. Беляев,
канд. техн. наук; В. В. Березин,
канд. техн. наук; С. И. БочковаСортамент уголков. Уголки стальные горячекатаные неравнополочные: сортамент
Сортамент уголков стальных делится на два вида проката: равно- и неравнополочного. Исходя из названия, можно понять, что первые детали имеют одинаковой ширины стенки, а вторые – соответственно, разной ширины. В отличие от сортамента балок и швеллеров, совокупность сортов и видов данных уголков намного шире.
В отличие от сортамента балок и швеллеров, совокупность сортов и видов данных уголков намного шире.
Рассмотрим, что же значит этот термин. Сортамент уголков металлических – это перечень из геометрических данных, размеров полки, удаленного веса, а также допусков. Также сюда входят и условия поставки. Ниже мы рассмотрим все эти характеристики.
Сортамент уголков неравнополочных
Стоит отметить, что все уголки должны изготовляться исключительно по требованиям ГОСТа. Данный тип материалов производится по ГОСТу 8510-86 из низколегированной (это марки 08Г2С, 16ГС, 17ГС, 17Г1С и многие другие) и углеродистой стали (марки ст0, ст4пс, ст4сп и прочие).
Несмотря на то что создание металлических изделий, а также их конструктивных форм достаточно обширное и разнообразное, изготовление данных конструкций обходится довольно экономно. Этому способствует сортамент уголков неравнополочных, в котором большое разнообразие различных горячекатаных профилей. А также частая градация размеров изделия.
Свойства и характеристики
Пожалуй, основной и самой важной характеристикой данных металлических деталей является прочность. Показания ее могут меняться во время нагартовки. Так называется процедура упрочнения металла, которая происходит за счет пластической деформации. При правке стального проката, где толщина полки 3-5 мм, а также при других силовых работах обязательно нужно учитывать некоторые свойства. Например, если увеличить силу нажатия пуансона вместо того, чтобы улучшить качество плотности прилегания во время проверки на плите, то вследствие коробления металла результат будет абсолютно противоположным. Если производить уголок, сортамент ГОСТу который не отвечает, часто наблюдается растрескивание металла в участках, где проводилась процедура нагартовки. Таким образом, данные конструкции не имеют должного запаса прочности, потому их срок службы существенно уменьшается.
Что нужно знать при приобретении?
При выборе уголка обязательно следует знать, где он будет расположен и какая там среда. Если последняя будет агрессивной или имеет повышенную влажность, лучшим вариантом для покупки станет изделие из оцинкованной стали. Только при этом оно должно быть выполнено в соответствии со всеми правилами и требованиями ГОСТ. Сортамент уголков из данного вида стали чаще всего используется в оцинкованных опорах ЛЭП.
Если последняя будет агрессивной или имеет повышенную влажность, лучшим вариантом для покупки станет изделие из оцинкованной стали. Только при этом оно должно быть выполнено в соответствии со всеми правилами и требованиями ГОСТ. Сортамент уголков из данного вида стали чаще всего используется в оцинкованных опорах ЛЭП.
Производство и применение неравнобоких профилей из оцинкованной стали
Изготавливают Г-образные профили двумя способами – горячей и холодной оцинковкой. Горячее оцинкование делает изделия более прочными. Поэтому уголки стальные горячекатаные неравнополочные, сортамент которых довольно широк, используются в конструкциях с большой нагрузкой металла. Для остальных же случаев отлично подойдут профили холодного оцинкования.
Масса уголка неравнобокого по ГОСТу 8510-86
Уголки имеют очень широкий выбор размеров (от 25 мм до 200 мм), соответственно, и масса у них тоже будет разной. В таблице рассмотрим некоторые профили.
Маркировка уголка, | Размеры полки АхВ | Толщина стенки | Вес одного метра | Метров в тонне |
25х16х3мм | 25х16мм | 3мм | 0. | 1098,9 |
40х25х4 | 40х25 | 4 | 1.94 | 515,46 |
65х50х7 | 65х50 | 7 | 5.98 | 167,22 |
 91кг
91кгПо ГОСТу – неравнобокий уголок, сортамент которого довольно широк, должен изготавливаться из марок углеродистой и низколегированной стали.
Качество, производство и эффективность горячекатаных уголков
Изготовление данных профилей производится по ГОСТу, который требует определенных размеров и точности. Но при производстве под заказ уголки могут быть длиной 7, 9, 12 метров. А готовые изделия можно сделать повышенной точности.
8510-93 ГОСТ – уголок неравнополочный, сортамент которого соответствует всем нормам. Чтобы не быть обманутым и не купить брак, обязательно приобретайте продукцию по Государственному стандарту.
Равнополочный же уголок должен соответствовать стандарту № 8509-93.
Используются эти материалы достаточно широко. Они пользуются спросом в строительстве, создании разнообразных металлических изделий. Также с их помощью создают металлоконструкции, даже в быту без этого профиля обойтись достаточно сложно. Для изготовления горячекатаных уголков используется сталь марки 3. Но в строительстве прочности данной модели недостаточно. Поэтому профили производят в основном из марки 09Г2С. Уголки из нее можно устанавливать без утяжелителей. Для изготовления профилей наиболее востребованным металлом является черная обыкновенного качества сталь.
Они пользуются спросом в строительстве, создании разнообразных металлических изделий. Также с их помощью создают металлоконструкции, даже в быту без этого профиля обойтись достаточно сложно. Для изготовления горячекатаных уголков используется сталь марки 3. Но в строительстве прочности данной модели недостаточно. Поэтому профили производят в основном из марки 09Г2С. Уголки из нее можно устанавливать без утяжелителей. Для изготовления профилей наиболее востребованным металлом является черная обыкновенного качества сталь.
№ профиля | Ширина большей полки | Ширина меньшей полки | Толщина | Радиус закругления полки | Радиус внутреннего закругления | Площадь сечения (см²) |
5/3.2 | 50 мм | 32 мм | 3 4 мм | 5. 5 мм | 1,8 мм | 2,42 3,17 |
8/5 | 80 | 50 | 5 6 | – | – | 6,36 7,55 |
11/7 | 110 | 70 | 6,5 8 | – | – | 11,45 13,93 |
 5
5Оцинкованный стальной уголок горячекатаный – сортамент
За счет хорошей устойчивости к коррозии металла главным предназначением такого уголка является закрепление внешней конструкции. Оцинкованный уголок применяется в двух видах строительства: гражданском и промышленном. К примеру, при покрытии здания кровлей, используют кровельные оцинкованные детали. Такие уголки выглядят более эстетично и современно. Поэтому их можно применять при декорировании зданий даже с внутренней стороны.
Равнобокий тип
Он достаточно прочный и в то же время относительно легкий. За счет таких преимуществ этот профиль часто используется при возведении и монтаже несущих и ненесущих металлоконструкций и оснований.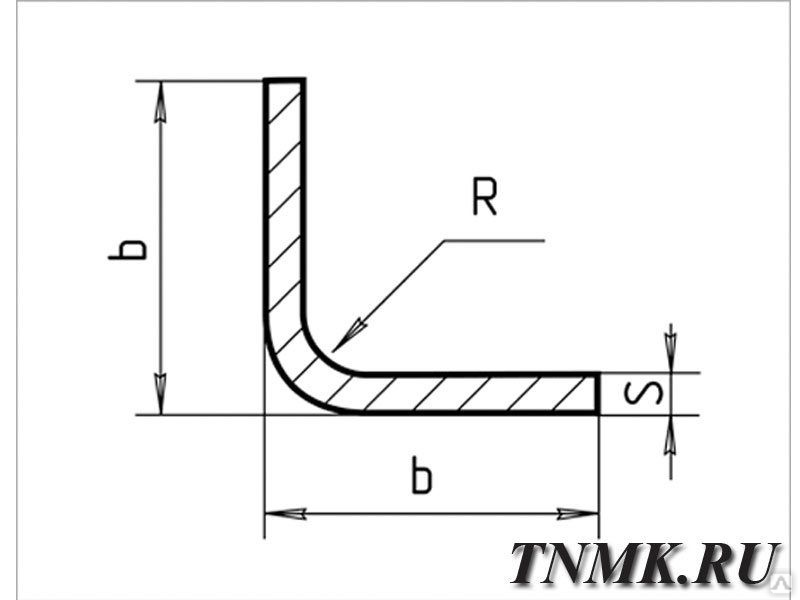 Уголок не только может заменить арматуру, он сделает конструкцию гораздо прочнее. А его установка гораздо проще и занимает меньше времени. Несмотря на такое количество достоинств перед арматурой, равнобокие уголки можно приобрести практически по такой же цене.
Уголок не только может заменить арматуру, он сделает конструкцию гораздо прочнее. А его установка гораздо проще и занимает меньше времени. Несмотря на такое количество достоинств перед арматурой, равнобокие уголки можно приобрести практически по такой же цене.
Равнобокий уголок имеет правильную Г-образную форму сечения, изготавливается на трубных станах из высококачественного конструкционного металла. Такие профили являются одним из главных и базовых элементов металлоконструкций.
Сферы применения
Стальной уголок, сортамент которого соответствует Государственному стандарту, применяется во многих сферах строительства. Основными из них являются:
- Монолитное бетонирование.
- Постройка жестких арматурных конструкций.
- Установка и устройство перемычек, а также другие случаи.
- В сочетании с другими профилями, наподобие швеллеров, уголок используют для усиления бетона в качестве жесткой арматуры.
- Тяжелогрузные и большепролетные покрытия и перекрытия.

Также металлические уголки часто применяют для того, чтобы соединить поручни разных типов.
Еще используют данные профили в соединении различных элементов забора. Сегодня встретить установленный сплошной забор, который бы не имел изгибов, очень тяжело. Поэтому для соединения изгибов также часто используют имеющийся сортамент уголков. Их сталь поможет забору выдержать сильный ветер и другие стихийные бедствия. Еще одним применением Г-образного профиля в быту является помощь в создании домашнего интерьера.
Большинство мебельных фабрик-изготовителей также в своей работе используют металлические уголки, даже если это мягкая мебель. Ведь соединения ее без применения данных деталей не смогут выдержать большой нагрузки. Это, в свою очередь, рано или поздно, приведет к ее поломке.
Разновидности
Сортамент уголка равнобокого очень обширный и насчитывает более 20 профилей. Рассмотрим несколько видов.
- Профиль № 2: 1) ширина полки – 20 мм; 2) толщина – 3, 4 мм; 3) радиус внутреннего закругления – 3.
 5 мм; 4) радиус закругления полки – 1.2 мм; 5) площадь сечения – 1.13, 1.46 см²; 6) масса – 0.89, 1.15 кг.
5 мм; 4) радиус закругления полки – 1.2 мм; 5) площадь сечения – 1.13, 1.46 см²; 6) масса – 0.89, 1.15 кг. - Профиль № 11: 1) ширина полки – 110 мм; 2) толщина – 7, 8 мм; 3) радиус внутреннего закругления – 12 мм; 4) радиус закругления полки – 4 мм; 5) площадь сечения – 15.15, 17.2 см²; 6) масса – 11.89; 13.5 кг.
- Профиль № 14: 1) ширина полки – 140 мм; 2) толщина – 9, 10, 12 мм; 3) радиус внутреннего закругления – 14 мм; 4) радиус закругления полки – 4.6 мм; 5) площадь сечения – 24.72, 27.33; 32.49 см²; 6) масса – 19.41, 21.45, 25.5 кг.
Несмотря на разнообразие, сортамент уголка равнобокого должен соответствовать всем нормам и правилам ГОСТ. Если замечен брак – от приобретения профиля следует отказаться.
Производство и технические характеристики
Металлические уголки делаются по стандартам ГОСТ 380-94 – для углеродной стали, или ГОСТ 19281-89 – для низколегированной стали, которая отличается высокой прочностью. Обработкой металла в данных случаях служит горячая прокатка.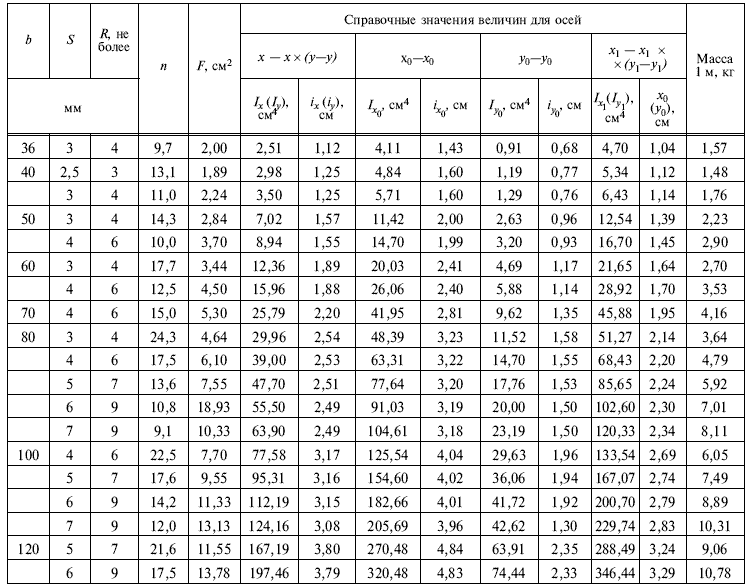
Широкий спектр применения изделий объясняется их техническими характеристиками:
- Продукция имеет очень высокий уровень жесткости.
- Несмотря на жесткость, уголок имеет достаточно небольшой вес. Взять, к примеру, метровый отрезок детали, который имеет стороны 25х25 мм и толщину 3 мм. Он весит всего 1,12 кг. Самую большую массу будет иметь уголок со сторонами 200 мм и толщиной 12 мм – 37 кг. Однако даже такие показатели намного ниже веса других металлических конструкций, которые имеют такой же уровень прочности.
- Благодаря особенностям формы, уголок способен выдержать большую нагрузку. Это позволяет использовать его даже при возведении больших пролетов в зданиях, таких как промышленный склад или производственный цех.
Помимо стандартных размеров, компании-производители могут изготовить металлические уголки под заказ. Конечно, если заказанный размер возможно выполнить на имеющемся оборудовании.
Как и где покупать?
Если возникла необходимость в приобретении стального уголка, найти фирму, которая занимается их продажей, несложно. Однако для начала следует узнать о надежности компании. Для этого следует познакомиться с отзывами. Оптимально, если имеются знакомые, которым уже приходилось сталкиваться с той или иной фирмой. Не стоит заключать договор о поставках раньше времени. Делать это можно только тогда, когда вы выясните, что отзывы о компании только положительные и ей можно доверять. Данная осторожность нужна для того, чтобы не оказаться обманутым. Если вы знаете, что фирма надежная, а качество профилей и самого металла на высоком уровне, можно уверенно делать заказ. Желательно, чтобы компания выпускала широкий сортамент уголков.
Однако для начала следует узнать о надежности компании. Для этого следует познакомиться с отзывами. Оптимально, если имеются знакомые, которым уже приходилось сталкиваться с той или иной фирмой. Не стоит заключать договор о поставках раньше времени. Делать это можно только тогда, когда вы выясните, что отзывы о компании только положительные и ей можно доверять. Данная осторожность нужна для того, чтобы не оказаться обманутым. Если вы знаете, что фирма надежная, а качество профилей и самого металла на высоком уровне, можно уверенно делать заказ. Желательно, чтобы компания выпускала широкий сортамент уголков.
Сырье, конструкция, а также размерные данные и марка материала обязательно должны соответствовать всем действующим нормам и правилам на предприятии-изготовителе. Еще лучше, если все требования совпадают с государственным стандартом. Если вы выбрали нужную и правильную компанию, качественный продукт гарантирован.
Перед покупкой уголка обязательно необходимо проконсультироваться с понимающим в данном деле мастером.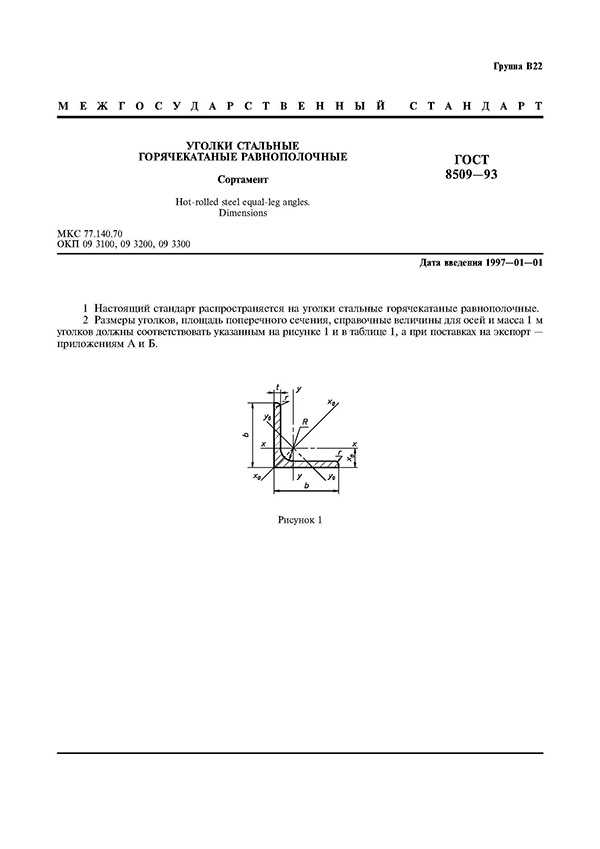 Ведь от особенностей применения зависит нужный выбор типа уголка. Даже небольшая погрешность или ошибка в размере приведет к тому, что вся конструкция, которая крепится с помощью уголков, не сможет выполнять свою прямую обязанность. Соответственно, это приведет к замене уголка. Но чтобы сделать такое, придется разбирать часть конструкции, а иногда даже и конструкцию полностью. Как результат – потраченное впустую лишнее время, деньги, а иногда даже и нервы.
Ведь от особенностей применения зависит нужный выбор типа уголка. Даже небольшая погрешность или ошибка в размере приведет к тому, что вся конструкция, которая крепится с помощью уголков, не сможет выполнять свою прямую обязанность. Соответственно, это приведет к замене уголка. Но чтобы сделать такое, придется разбирать часть конструкции, а иногда даже и конструкцию полностью. Как результат – потраченное впустую лишнее время, деньги, а иногда даже и нервы.
Итак, мы выяснили, какой имеет уголок стальной неравнополочный сортамент. В заключение можно сделать вывод, что, несмотря на его легкую конструкцию, значимость детали в профессиональном строительстве и в бытовой жизни тяжело переоценить. И неважно, какой уголок – стальной неравнополочный, сортимент которого один из самых широких, или же любой другой. Как видите, разобраться в разновидностях данных металлических изделиях не так уж и сложно. При покупке уголков большое внимание обращайте на то, соответствуют ли они Государственному стандарту. Ведь та продукция, которая не отвечает требованиям ГОСТа, имеет гораздо меньшую надежность и устойчивость. А это значит, что ваша конструкция не выдержит должных нагрузок и попросту разрушится.
Ведь та продукция, которая не отвечает требованиям ГОСТа, имеет гораздо меньшую надежность и устойчивость. А это значит, что ваша конструкция не выдержит должных нагрузок и попросту разрушится.
Уголок неравнополочный, уголок неравнополочный гост, сортамент неравнополочных уголков, уголок стальной неравнополочный.
Поиск по сайту
Размеры и толщина полок: | Количество метров (м.п.) | |
| 25х16х3 30х20х3 30х20х3 32х20х3 32х20х4 40х25х3 40х25х4 40х25х5 40х30х4 40х30х5 45х28х3 45х28х4 50х32х3 50х32х4 56х36х4 56х36х5 63х40х4 63х40х5 63х40х6 63х40х8 65х50х5 65х50х6 65х50х7 65х50х8 70х45х5 75х60х5 75х60х6 75х60х7 75х60х8 80х50х5 80х50х6 80х60х6 80х60х7 80х60х8 90х56х5.5 90х56х 6 90х56х8 100х63х6 100х63х7 100х 63х8 100х 63х10 100х65х7 100х65х8 100х65х10 110х70х6.5 110х70х8 125х80х7 125х80х8 125х80х10 125х80х12 140х90х8 140х90х10 160х100х10 160х100х12 160х100х14 160х100х9 180х110х10 180х110х12 200х125х11 200х125х12 200х125х14 200х125х16 |
Вес: 0 кг.
Уголок неравнополочный стальной так же как и равнополочный широко применяется применяется в строительстве. Основная особенность данной металлопродукции считается, что полки уголка не равны друг другу. Наиболее востребованными считается уголок металлический неравнополочный с размерами полки 125х80х8, 160х100х10. Сортамент уголка неравнополочного ГОСТ 8510-86 представлен в таблице размеров.
Уголок неравнополочный ГОСТ 8510-86 |
|||||
|---|---|---|---|---|---|
| Наименование | Высота,мм B | Ширина,мм А | Стенка,мм S | Наличие | Цена |
| Уголок неравнополочный 25х16 | 25 | 16 | 3 | Уточняйте | Договорная |
| Уголок неравнополочный 30х20 | 30 | 20 | 3/4 | Уточняйте | Договорная |
| Уголок неравнополочный 32х20 | 32 | 20 | 3/4 | Уточняйте | Договорная |
| Уголок неравнополочный 40х25 | 40 | 25 | 3/4/5 | Уточняйте | Договорная |
| Уголок неравнополочный 40х30 | 40 | 30 | 4/5 | Уточняйте | Договорная |
| Уголок неравнополочный 45х28 | 45 | 28 | 3/4 | Уточняйте | Договорная |
| Уголок неравнополочный 50х32 | 50 | 32 | 3/4 | Уточняйте | Договорная |
| Уголок неравнополочный 56х36 | 56 | 36 | 4/5 | Уточняйте | Договорная |
| Уголок неравнополочный 63х40 | 63 | 40 | 4/5/6/8 | Уточняйте | Договорная |
| Уголок неравнополочный 65х50 | 65 | 50 | 5/6/7/8 | Уточняйте | Договорная |
| Уголок неравнополочный 70х45 | 70 | 45 | 5 | Уточняйте | Договорная |
| Уголок неравнополочный 75х60 | 75 | 60 | 5/6/7/8 | Уточняйте | Договорная |
| Уголок неравнополочный 80х50 | 80 | 50 | 5/6/7/8 | Уточняйте | Договорная |
| Уголок неравнополочный 80х60 | 80 | 60 | 6/7/8 | Уточняйте | Договорная |
| Уголок неравнополочный 90х56 | 90 | 56 | 5/6/8 | Уточняйте | Договорная |
| Уголок неравнополочный 100х63 | 100 | 63 | 6/7/8/10 | Уточняйте | Договорная |
| Уголок неравнополочный 100х65 | 100 | 65 | 7/8/10 | Уточняйте | Договорная |
| Уголок неравнополочный 110х70 | 110 | 70 | 6/8 | Уточняйте | Договорная |
| Уголок неравнополочный 125х80 | 125 | 80 | 7/8/10/12 | Уточняйте | Договорная |
| Уголок неравнополочный 140х90 | 140 | 90 | 8/10 | Уточняйте | Договорная |
| Уголок неравнополочный 160х100 | 160 | 100 | 9/10/12/14 | Уточняйте | Договорная |
| Уголок неравнополочный 180х110 | 180 | 110 | 10/12 | Уточняйте | Договорная |
| Уголок неравнополочный 200х125 | 200 | 125 | 6/10/12/14 | Уточняйте | Договорная |
Купить уголок стальной неравнополочный можно в различном количестве так как она всегда в наличии. Доставка заказа осуществляется как силами Компании “ДвиМет”, так и на условиях самовывоза. Сертификат на металлопрокат предоставляется при отгрузке.
Доставка заказа осуществляется как силами Компании “ДвиМет”, так и на условиях самовывоза. Сертификат на металлопрокат предоставляется при отгрузке.
Уголок равнополочный
Уголок неравнополочный
Уголок оцинкованный
Уголок (09Г2С) низколегированный
Уголок гнутый
Уголок нержавеющий
Гост уголки стальные горячекатаные неравнополочные сортамент
Сортамент неравнополочных уголков, как и другие изделия, регламентируются ГОСТ 8510 от 1986 года. Этот стандарт является важным документом, поскольку с его помощью регулируется технология изготовления стальных горячетканных неравнополочных уголков, их габариты и основные виды, а также некоторые нюансы, связанные с производством таких изделий.
Начало работы с документом
Уголок распространяет свое действие на изделия из стали горячекатаного вида. Указывается, что этот стандарт полностью соответствует СТСЭВ 255−78. Кроме того, во введении указывается, что чертежам и таблицам должны соответствовать следующие величины:
Кроме того, во введении указывается, что чертежам и таблицам должны соответствовать следующие величины:
- Размеры уголков;
- Площадь поперечного сечения;
- Справочные величины, указанные для осей;
- Массы 1 метра изделия.
Основное содержание государственного стандарта
Всего в указанном государственном стандарте имеется три таблицы, две из которых находятся в разделе примечания. Основной таблицей является первая, где указаны все необходимые размеры уголков, среди которых:
- Номер сортамента;
- Основные размеры изделий;
- Площадь поперечного сечения в квадратных сантиметрах;
- Справочные величины для осей;
- Моменты инерции;
- Угол наклона на оси;
- Масса сортамента длиной 1 метр в килограммах.
Нумерация идет определенным образом, например, 2,5/1,6 и вплоть до 20/12,5. При этом стоит внимательно подбирать сортаменты в соответствии с требованиями клиента, так как у них могут совпадать внутренний и внешний радиус. Массы изделий изменяются от 0,91 до 39 килограммов. Также каждый сортамент может иметь несколько значений одной и той же величины, будь то площадь сечения или справочные величины для осей. Таблица является очень подробной и довольно легкая для работы. При должной подготовке нахождения необходимых сортаментов не составят трудностей.
Массы изделий изменяются от 0,91 до 39 килограммов. Также каждый сортамент может иметь несколько значений одной и той же величины, будь то площадь сечения или справочные величины для осей. Таблица является очень подробной и довольно легкая для работы. При должной подготовке нахождения необходимых сортаментов не составят трудностей.
Примечания к таблице
После главной таблицы идут примечания. Сначала указывается, что основные параметры, касающиеся сечения и главных размеров, вычисляются по номинальным размерам. Радиусы закругления, формы и размеры участка вкупе с некоторыми другими данными даются для построения калибра без проверки на самом сортаменте. Также добавлены сведения о том, что обозначенные звездочками изделия производятся согласно требованиям потребителей.
Точность прокатки уголков обозначается символами, А и В, что соответствует высокой и обычной точности. В таблицах 2 и 3 собраны сортаменты с указанием предельных отклонений по ширине и толщине полки.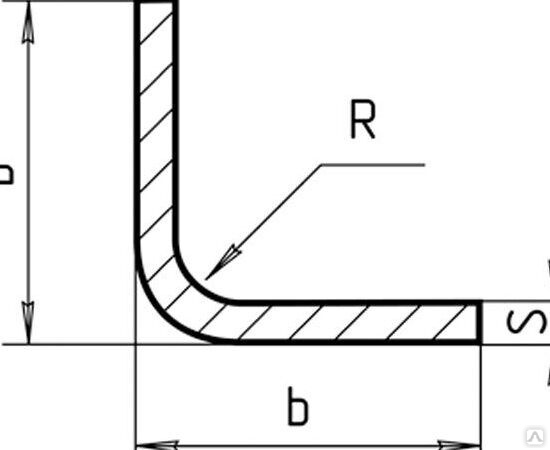 По ширине диапазон отклонений от 1 до 3 миллиметров, по толщине до 1 миллиметра.
По ширине диапазон отклонений от 1 до 3 миллиметров, по толщине до 1 миллиметра.
Отклонение от прямого угла по вершине не может быть свыше 35 минут. Притупление внешних углов полок не контролируется, однако примерные показатели следующие:
- 0,3 толщины полки для толщины до 10 миллиметров;
- 3 миллиметра для уголков с толщиной от 10 до 15 миллиметров включительно;
- Если уголки свыше 16 миллиметров толщиной, то допускается притупление до 5 миллиметров.
При длине от 4 до 12 метров ведется изготовление таких видов уголков, как мерной длины, кратной мерной длины и немерной длины, а также ограниченной немерной длины. Не допускается скручивание вокруг продольной оси, а значения поперечного сечения необходимо проверить на расстоянии не меньше 500 миллиметров от торца штанги. Кривизна уголков не должна быть свыше 0,4 процента от длины изделия.
Описание завершения документа
В конце госта на неравнополочные уголки приведены информационные данные. В них указываются сведения о том, кем был разработан и внесен документ (Министерство черной металлургии СССР и Госстрой СССР), когда был внесен и утвержден документ (комиссией из определенных людей, имеющих отношение к правительству), взамен какого предыдущего стандарта, срок действия и переиздание. Также указывается, что этот гост не является защищенным от копирайта и может распространяться в свободном доступе без претензий, касающихся авторского права.
В них указываются сведения о том, кем был разработан и внесен документ (Министерство черной металлургии СССР и Госстрой СССР), когда был внесен и утвержден документ (комиссией из определенных людей, имеющих отношение к правительству), взамен какого предыдущего стандарта, срок действия и переиздание. Также указывается, что этот гост не является защищенным от копирайта и может распространяться в свободном доступе без претензий, касающихся авторского права.
Сортамент неравнополочных уголков важен при строительстве и в черной металлургии. А для грамотного и правильного выбора нужного сортамента необходимо наличие регламентирующего документа, которым и является настоящий стандарт. Благодаря подробной таблице и наличию необходимых примечаний этот документ очень удобен для применения и нахождения какого-либо определенного уголка с соответствующими размерами и техническими характеристиками.
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
УГОЛКИ СТАЛЬНЫЕ ГОРЯЧЕКАТАНЫЕ
Hot-rolled steel unequal-leg angles.
Срок действия с 01.07.87
1. Настоящий стандарт распространяется на стальные горячекатаные равнополочные уголки.
2. Размеры уголков, площадь поперечного сечения, справочные величины для осей и массы 1 м уголков должны соответствовать указанным на чертеже и в табл. 1.
Текст ГОСТ 8510-86 Уголки стальные горячекатаные неравнополочные. Сортамент
УГОЛКИ СТАЛЬНЫЕ ГОРЯЧЕКАТАНЫЕ НЕРАВНОПОЛОЧНЫЕ
ГОСТ 8510-86 (СТ СЭВ 255-76)
УДК 621.35774:006,354 Группа В22
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
УГОЛКИ СТАЛЬНЫЕ ГОРЯЧЕКАТАНЫЕ НЕРАВНОПОЛОЧНЫЕ
Hot-rolled steel unequal-leg angles. Dimensions
ОКП 09 3100; 09 3200; 09 3300
Дата введения 01.07.87
1. Настоящий стандарт распространяется на стальные горячекатаные неравнополочные уголки.
Стандарт полностью соответствует СТ СЭВ 255—76.
2. Размеры уголков, площадь поперечного сечения, справочные величины для осей и массы 1 м уголков должны соответствовать указанным на чертеже и в табл. 1.
Издание официальное Перепечатка воспрещена
© Издательство стандартов, 1986 (6) Издательство стандартов, 1993 Переиздание с изменениями
Площадь попереч-ного сечения, см 2
Площадь попереч-ного сечения, см 2
1. Площадь поперечного сечения и справочные величины вычислены по принята равной 7,85 г/см 3 *
2. Радиусы закругления, форма и размеры участка сопряжения внутренних и на уголке не проверяют.
3. Уголки, отмеченные звездочкой, изготовляют по требованию потребителя.
Продолжение табл. 1
Угол наклона на оси, tga
номинальным размерам. При вычислении массы 1 м уголка плотность стали граней полок, указанные на чертеже и в табл. 1, даны для построения калибра
Условные обозначения к чертежу и табл. 1:
В— ширина большей полки;
Ь — ширина меньшей полки; t — толщина полки;
R — радиус внутреннего закругления; г —радиус закругления полок;
J — момент инерции; i — радиус инерции;
JC0, У о — расстояние от центра тяжести до наружных граней полок;
Jxy — центробежный момент инерции.
(Измененная редакция, Изм, № 1).
3. По точности прокатки уголки изготовляют:
А — высокой точности;
В —обычной точности.
4. Предельные отклонения по размерам уголков не должны превышать указанных в табл. 2.
по ширине полки
от 6,5 до 9 включ .
5. Предельные отклонения по размерам уголков, изготовленных на станах, не оборудованных жесткими клетями, не должны превышать указанных в табл. 3 до 01.01.93.
по толщине полки
по ширине полки
от 6,5 до 9 включ .
(Измененная редакция, Изм. № 1).
6. По согласованию изготовителя с потребителем предельные отклонения по толщине полки допускается заменять предельными отклонениями по массе, равными %.
7. Отклонение от прямого угла при вершине не должно превышать 35
8. Притупление внешних углов полок (в том числе и угла при вершине) не контролируется.
По требованию потребителя притупление внешних углов полок (в том числе и угла при вершине) не должно превышать:
0,3 толщины полки — для уголков толщиной до 10 мм включ.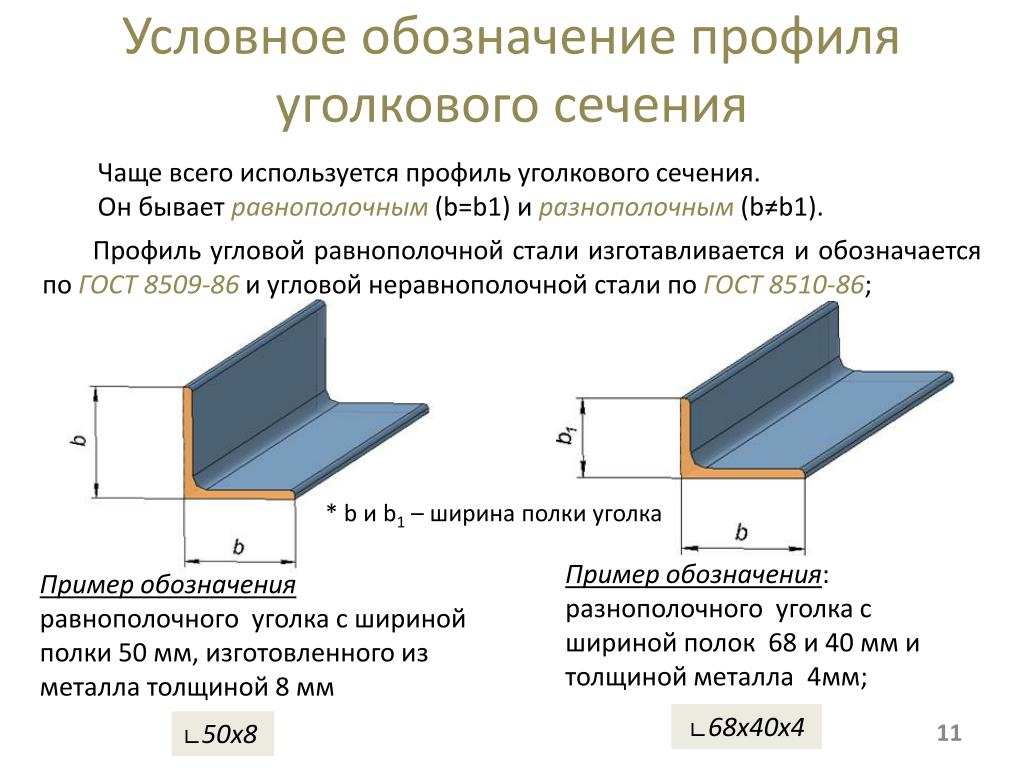 ;
;
3.0 —для уголков толщиной ев, 10 до 15 мм включ.;
5.0 — для уголков толщиной св. 16 мм.
9. Уголки изготовляют длиной от 4 до 12 м: мерной длины;
кратной мерной длины; немерной длины;
ограниченной длины в пределах немерной; мерной длины с немерными длинами не более 5 % массы партии: кратной мерной длины с немерными длинами не более 5 % массы партии.
Допускается изготовлять уголки длиной свыше 12 м.
8; 9. (Измененная редакция, Изм. № 1).
10. Предельные отклонения по длине уголков мерной длины или кратной мерной длины не должны превышать в миллиметрах:
+ 30 — при длине 4 м;
+ 50 — при длине свыше 4 м до 6 м включ.;
+ 70— при длине выше 6 м;
по требованию потребителя +40 мм — для уголков длиной свыше 4 до 7 м:
+ 5 мм на каждый 1 м свыше 7 м.
11. Кривизна уголков не должна превышать 0,4% длины.
По требованию потребителя изготовляют уголки, кривизна которых не превышает 0,2 % длины.
Для уголков №2,5/1,6 до 5,6/3,6 включ. кривизну проверяют на длине 1 м.
кривизну проверяют на длине 1 м.
12. Скручивание вокруг продольной оси не допускается.
13. Размеры поперечного сечения уголка проверяются на расстоянии не менее 500 мм от торца штанги.
1. РАЗРАБОТАН И ВНЕСЕН Министерством черной металлургии СССР и Госстроем СССР
С. И. Рудкж, канд. теки, наук; В. Ф. Коваленко, канд. техн. наук; Н. Ф. Грицук, канд. техн. наук; К- Ф. Перетятько; Г. И. Снимщикова; Е. И. Булгаков; Ж. М, Роева, канд. экон. наук; В. И. Краснова; Б. Г, Павлов, канд. техн. наук;
B. Ф. Беляев, канд. техн наук; В- В- Березин, канд. техн. наук;
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 15.10.86 №3082
3. ВЗАМЕН ГОСТ 8510-72
4. Срок действия продлен до 01.07.97 Постановлением Госстандарта СССР от 28Л2.90 № 3429
5. ПЕРЕИЗДАНИЕ (март 1993 г.) с Изменением № 1, утвержденным в декабре 1990 г. (ИУС 4—91)
Редактор Л, В, Афанасенко Технический редактор В. И. Малькова Корректор Л. Я. Митрофанова
Я. Митрофанова
>’аб 27,95 93 Подп к печ, 08.06.93 Уел. л л. 0,70. Уел, кр,-отт, 0,70, Уч.-изд, л 0,60. Тираж ЗОЮ зкз. С 344.
Ордена «Знак Почета» Издательство стандартов. 107076, Москва, Колодезный пер.. 14. Калужская типография стандартов, ул. Московская, 256. За к 1200
ГОСТ 8510-86 (Уголки стальные горячекатаные неравнополочные)
ГОСТ 10006-80 (Трубы металлические. Метод испытания на растяжение)ГОСТ 103-2006 (Прокат сортовой стальной горячекатаный полосовой)ГОСТ 103-76 (Полоса стальная горячекатаная)ГОСТ 10498-82 (Трубы бесшовные особотонкостенные из коррозионно-стойкой стали)ГОСТ 1050-88 (Прокат сортовой, калиброванный, со специальной отделкой поверхности из углеродистой качественной конструкционной стали)ГОСТ 1060-83 (Трубы стальные бесшовные холоднодеформированные для судостроения)ГОСТ 10702-78 (Прокат из качественной конструкционной углеродистой и легированной стали для холодного выдавливания и высадки)ГОСТ 10704-91 (Трубы стальные электросварные прямошовные)ГОСТ 10705-80 (Трубы стальные электросварные)ГОСТ 10706-76 (Трубы стальные электросварные прямошовные)ГОСТ 10707-80 (Трубы стальные электросварные холоднодеформированные)ГОСТ 10884-94 (Сталь арматурная термомеханически упрочненная для железобетонных конструкций)ГОСТ 10885-85 (Сталь листовая горячекатаная двухслойная коррозионно-стойкая)ГОСТ 11017-80 (Трубы стальные бесшовные высокого давления)ГОСТ 11068-81 (Трубы электросварные из коррозионно-стойкой стали)ГОСТ 11249-80 (Трубы стальные свертные паяные двухслойные)ГОСТ 11268-76 (Прокат тонколистовой специального назначения из конструкционной легированной высококачественной стали)ГОСТ 11269-76 (Прокат листовой и широкополосный универсальный специального назначения из конструкционной легированной высококачественной стали)ГОСТ 1133-71 (Сталь кованая круглая и квадратная)ГОСТ 11474-76 (Профили стальные гнутые)ГОСТ 11706-78 (Трубы. Метод испытания на раздачу кольца конусом)ГОСТ 12004-81 (Сталь арматурная. Методы испытания на растяжение)ГОСТ 12132-66 (Трубы стальные электросварные и бесшовные для мотовелопромышленности)ГОСТ 12501-67 (Трубы. Метод испытания крутящим моментом)ГОСТ 13603-89 (Сетки проволочные крученые с шестиугольными ячейками)ГОСТ 13663-86 (Трубы стальные профильные)ГОСТ 1414-75 (Прокат из конструкционной стали высокой обрабатываемости резанием)ГОСТ 14162-79 (Трубки стальные малых размеров (капиллярные))ГОСТ 1435-99 (Прутки, полосы и мотки из инструментальной нелегированной стали)ГОСТ 14637-89 (Прокат толстолистовой из углеродистой стали обыкновенного качества)ГОСТ 14918-80 (Сталь тонколистовая оцинкованная с непрерывных линий)ГОСТ 14955-77 (Сталь качественная круглая со специальной отделкой поверхности)ГОСТ 14959-79 (Прокат из рессорно-пружинной углеродистой и легированной стали)ГОСТ 1577-93 (Прокат толстолистовой и широкополосный из конструкционной качественной сталиГОСТ 16523-97 (Прокат тонколистовой из углеродистой стали качественной и обыкновенного качества общего назначения)ГОСТ 17066-94 (Прокат тонколистовой из стали повышенной прочности)ГОСТ 17375-2001 (Детали трубопроводов бесшовные приварные из углеродистой и низколегированной стали.
Метод испытания на раздачу кольца конусом)ГОСТ 12004-81 (Сталь арматурная. Методы испытания на растяжение)ГОСТ 12132-66 (Трубы стальные электросварные и бесшовные для мотовелопромышленности)ГОСТ 12501-67 (Трубы. Метод испытания крутящим моментом)ГОСТ 13603-89 (Сетки проволочные крученые с шестиугольными ячейками)ГОСТ 13663-86 (Трубы стальные профильные)ГОСТ 1414-75 (Прокат из конструкционной стали высокой обрабатываемости резанием)ГОСТ 14162-79 (Трубки стальные малых размеров (капиллярные))ГОСТ 1435-99 (Прутки, полосы и мотки из инструментальной нелегированной стали)ГОСТ 14637-89 (Прокат толстолистовой из углеродистой стали обыкновенного качества)ГОСТ 14918-80 (Сталь тонколистовая оцинкованная с непрерывных линий)ГОСТ 14955-77 (Сталь качественная круглая со специальной отделкой поверхности)ГОСТ 14959-79 (Прокат из рессорно-пружинной углеродистой и легированной стали)ГОСТ 1577-93 (Прокат толстолистовой и широкополосный из конструкционной качественной сталиГОСТ 16523-97 (Прокат тонколистовой из углеродистой стали качественной и обыкновенного качества общего назначения)ГОСТ 17066-94 (Прокат тонколистовой из стали повышенной прочности)ГОСТ 17375-2001 (Детали трубопроводов бесшовные приварные из углеродистой и низколегированной стали. Отводы крутозагнутые типа 3D (R~1.5DM)ГОСТ 17376-2001 (Детали трубопроводов бесшовные приварные из углеродистой и низколегированной стали. Тройники)ГОСТ 17378-2001 (Детали трубопроводов бесшовные приварные из углеродистой и низколегированной стали.Переходы)ГОСТ 17379-2001 (Детали трубопроводов бесшовные приварные из углеродистой и низколегированной стали. Заглушки эллиптические)ГОСТ 17380-2001 (Детали трубопроводов бесшовные приварные из углеродистой и низколегированной стали. Общие технические условия)ГОСТ 17410-78 (Контроль неразрушающий. Трубы металлические бесшовные цилиндрические)ГОСТ 18968-73 (Прутки и полосы из коррозионно-стойкой и жаропрочной стали для лопаток паровых турбин)ГОСТ 19040-81 (Трубы металлические. Метод испытания на растяжение при повышенных температурах)ГОСТ 19265-73 (Прутки и полосы из быстрорежущей стали)ГОСТ 19277-73 (Трубы стальные бесшовные для маслопроводов и топливопроводов)ГОСТ 19281-89 (Прокат из стали повышенной прочности)ГОСТ 19282-73 (Сталь низколегированная толстолистовая и широкополосная универсальная)ГОСТ 19425-74 (Балки двутавровые и швеллеры стальные специальные.
Отводы крутозагнутые типа 3D (R~1.5DM)ГОСТ 17376-2001 (Детали трубопроводов бесшовные приварные из углеродистой и низколегированной стали. Тройники)ГОСТ 17378-2001 (Детали трубопроводов бесшовные приварные из углеродистой и низколегированной стали.Переходы)ГОСТ 17379-2001 (Детали трубопроводов бесшовные приварные из углеродистой и низколегированной стали. Заглушки эллиптические)ГОСТ 17380-2001 (Детали трубопроводов бесшовные приварные из углеродистой и низколегированной стали. Общие технические условия)ГОСТ 17410-78 (Контроль неразрушающий. Трубы металлические бесшовные цилиндрические)ГОСТ 18968-73 (Прутки и полосы из коррозионно-стойкой и жаропрочной стали для лопаток паровых турбин)ГОСТ 19040-81 (Трубы металлические. Метод испытания на растяжение при повышенных температурах)ГОСТ 19265-73 (Прутки и полосы из быстрорежущей стали)ГОСТ 19277-73 (Трубы стальные бесшовные для маслопроводов и топливопроводов)ГОСТ 19281-89 (Прокат из стали повышенной прочности)ГОСТ 19282-73 (Сталь низколегированная толстолистовая и широкополосная универсальная)ГОСТ 19425-74 (Балки двутавровые и швеллеры стальные специальные. Сортамент)ГОСТ 19771-93 (Уголки стальные гнутые равнополочные. Сортамент)ГОСТ 19772-93 (Уголки стальные гнутые неравнополочные. Сортамент)ГОСТ 19903-74 (Прокат листовой горячекатаный. Сортамент)ГОСТ 19904-90 (Прокат листовой холоднокатаный. Сортамент)ГОСТ 20072-74 (Сталь теплоустойчивая)ГОСТ 20295-85 (Трубы стальные сварные для магистральных газонефтепроводов)ГОСТ 21729-76 (Трубы конструкционные холоднодеформированные и теплодеформированные из углеродистых и легированных сталей)ГОСТ 21945-76 (Трубы бесшовные горячекатаные из сплавов на основе титана)ГОСТ 22786-77 (Трубы биметаллические бесшовные для судостроения)ГОСТ 22897-86 (Трубы бесшовные холоднодеформированные из сплавов на основе титана)ГОСТ 23118-99 (Конструкции стальные строительные. Общие технические условия)ГОСТ 23270-89 (Трубы-заготовки для механической обработки)ГОСТ 23279-85 (Сетки арматурные сварные для железобетонных конструкций и изделий)ГОСТ 24030-80 (Трубы бесшовные из коррозионно-стойкой стали для энергомашиностроения)ГОСТ 24045-94 (Профили стальные листовые гнутые с трапецевидными гофрами для строительства)ГОСТ 24982-81 (Прокат листовой из коррозионно-стойких жаростойких и жаропрочных сплавов)ГОСТ 25054-81 (Поковки из коррозионно-стойких сталей и сплавов)ГОСТ 25577-83 (Профили стальные гнутые замкнутые сварные квадратные и прямоугольные)ГОСТ 2590-2006 (Прокат сортовой стальной горячекатаный круглый)ГОСТ 2591-06 (Прокат сортовой стальной горячекатаный квадратный)ГОСТ 26020-83 (Двутавры стальные горячекатаные с параллельными гранями полок)ГОСТ 26131-84 (Поковки из жаропрочных и жаростойких сплавов)ГОСТ 2715-75 (Сетки металлические)ГОСТ 27772-88 (Прокат для строительных стальных конструкций)ГОСТ 28548-90 (Трубы стальные.
Сортамент)ГОСТ 19771-93 (Уголки стальные гнутые равнополочные. Сортамент)ГОСТ 19772-93 (Уголки стальные гнутые неравнополочные. Сортамент)ГОСТ 19903-74 (Прокат листовой горячекатаный. Сортамент)ГОСТ 19904-90 (Прокат листовой холоднокатаный. Сортамент)ГОСТ 20072-74 (Сталь теплоустойчивая)ГОСТ 20295-85 (Трубы стальные сварные для магистральных газонефтепроводов)ГОСТ 21729-76 (Трубы конструкционные холоднодеформированные и теплодеформированные из углеродистых и легированных сталей)ГОСТ 21945-76 (Трубы бесшовные горячекатаные из сплавов на основе титана)ГОСТ 22786-77 (Трубы биметаллические бесшовные для судостроения)ГОСТ 22897-86 (Трубы бесшовные холоднодеформированные из сплавов на основе титана)ГОСТ 23118-99 (Конструкции стальные строительные. Общие технические условия)ГОСТ 23270-89 (Трубы-заготовки для механической обработки)ГОСТ 23279-85 (Сетки арматурные сварные для железобетонных конструкций и изделий)ГОСТ 24030-80 (Трубы бесшовные из коррозионно-стойкой стали для энергомашиностроения)ГОСТ 24045-94 (Профили стальные листовые гнутые с трапецевидными гофрами для строительства)ГОСТ 24982-81 (Прокат листовой из коррозионно-стойких жаростойких и жаропрочных сплавов)ГОСТ 25054-81 (Поковки из коррозионно-стойких сталей и сплавов)ГОСТ 25577-83 (Профили стальные гнутые замкнутые сварные квадратные и прямоугольные)ГОСТ 2590-2006 (Прокат сортовой стальной горячекатаный круглый)ГОСТ 2591-06 (Прокат сортовой стальной горячекатаный квадратный)ГОСТ 26020-83 (Двутавры стальные горячекатаные с параллельными гранями полок)ГОСТ 26131-84 (Поковки из жаропрочных и жаростойких сплавов)ГОСТ 2715-75 (Сетки металлические)ГОСТ 27772-88 (Прокат для строительных стальных конструкций)ГОСТ 28548-90 (Трубы стальные. Термины и определения)ГОСТ 2879-06 (Прокат сортовой стальной горячекатаный шестигранный. Сортамент)ГОСТ 28800-90 (Трубы металлические. Метод определения влаги на внутренней поверхности труб)ГОСТ 30136-95 (Катанка из углеродистой стали обыкновенного качества)ГОСТ 30245-2003 (Профили стальные гнутые замкнутые сварные квадратные и прямоугольные для строительных конструкций)ГОСТ 30246-94 (Прокат тонколистовой рулонный с защитно-декоративным лакокрасочным покрытием для строительных конструкций)ГОСТ 30564-98 (Трубы бесшовные горячедеформированные из углеродистых и легированных сталей со специальными свойствами)ГОСТ 30753-2001 (Детали трубопроводов бесшовные приварные из углеродистой и низколегированной стали. Отводы крутоизогнутые типа 2D (R~DN))ГОСТ 3262-75 (Трубы стальные водогазопроводные)ГОСТ 3306-88 (Сетки с квадратными ячейками из стальной рифленой проволоки)ГОСТ 3728-78 (Трубы. Метод испытания на загиб)ГОСТ 380-2005 (Сталь углеродистая обыкновенного качества. Марки)ГОСТ 3836-83 (Сталь электротехническая нелегированная тонколистовая и ленты)ГОСТ 3845-75 (Трубы металлические.
Термины и определения)ГОСТ 2879-06 (Прокат сортовой стальной горячекатаный шестигранный. Сортамент)ГОСТ 28800-90 (Трубы металлические. Метод определения влаги на внутренней поверхности труб)ГОСТ 30136-95 (Катанка из углеродистой стали обыкновенного качества)ГОСТ 30245-2003 (Профили стальные гнутые замкнутые сварные квадратные и прямоугольные для строительных конструкций)ГОСТ 30246-94 (Прокат тонколистовой рулонный с защитно-декоративным лакокрасочным покрытием для строительных конструкций)ГОСТ 30564-98 (Трубы бесшовные горячедеформированные из углеродистых и легированных сталей со специальными свойствами)ГОСТ 30753-2001 (Детали трубопроводов бесшовные приварные из углеродистой и низколегированной стали. Отводы крутоизогнутые типа 2D (R~DN))ГОСТ 3262-75 (Трубы стальные водогазопроводные)ГОСТ 3306-88 (Сетки с квадратными ячейками из стальной рифленой проволоки)ГОСТ 3728-78 (Трубы. Метод испытания на загиб)ГОСТ 380-2005 (Сталь углеродистая обыкновенного качества. Марки)ГОСТ 3836-83 (Сталь электротехническая нелегированная тонколистовая и ленты)ГОСТ 3845-75 (Трубы металлические.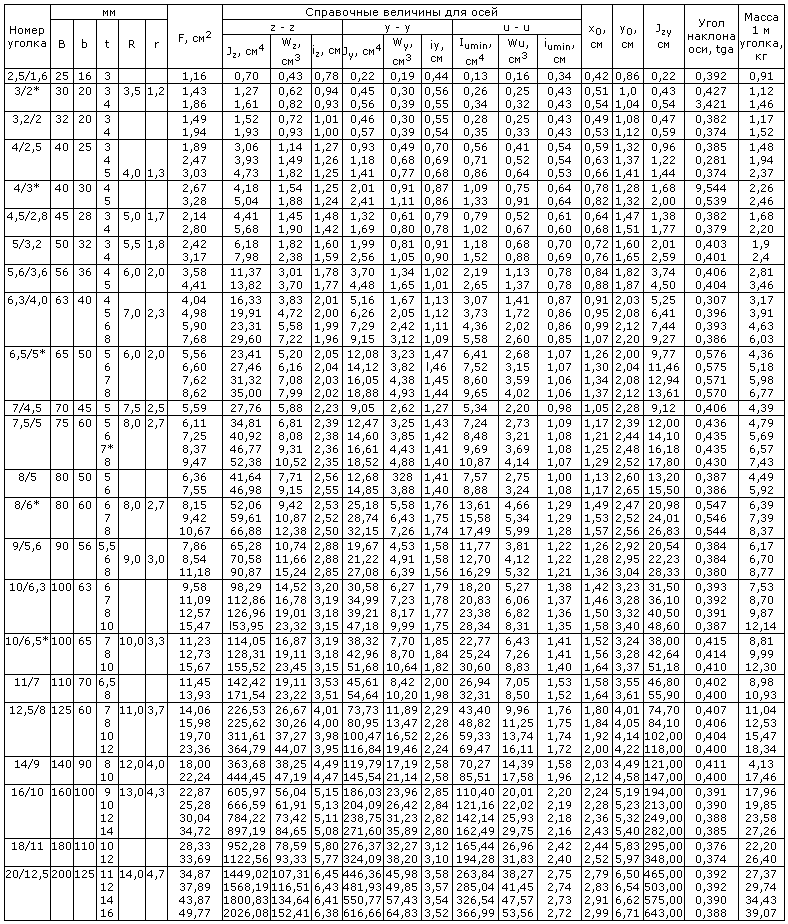 Метод испытания гидравлическим давлением)ГОСТ 4041-71 (Прокат листовой для холодной штамповки из конструкционной качественной стали)ГОСТ 4543-71 (Прокат из легированной конструкционной стали)ГОСТ 5005-82 (Трубы стальные электросварные холоднодеформированные для карданных валов)ГОСТ 5267.1-90 (Швеллеры. Сортамент)ГОСТ 5336-80 (Сетки стальные плетеные одинарные)ГОСТ 535-2005 (Прокат сортовой и фасонный из стали углеродистой обыкновенного качества)ГОСТ 550-75 (Трубы стальные бесшовные для нефтеперерабатывающей и нефтехимической промышленности)ГОСТ 5520-79 (Прокат листовой из углеродистой, низколегированной и легированной стали для котлов и сосудов, работающих под давлением)ГОСТ 5582-75 (Прокат тонколистовой коррозионностойкий, жаростойкий и жаропрочный)ГОСТ 5654-76 (Трубы стальные бесшовные горячедеформированные для судостроения)ГОСТ 5781-82 (Сталь горячекатаная для армирования ж/б конструкций)ГОСТ 5949-75 (Сталь сортовая и калиброванная коррозионностойкая, жаростойкая и жаропрочная)ГОСТ 5950-2000 (Прутки, полосы и мотки из инструментальной легированной стали)ГОСТ 6765-75 (Сталь трехслойная горячекатаная листовая и широкополосная (универсальная))ГОСТ 7062-90 (Поковки из углеродистой и легированной стали, изготовляемые ковкой на прессах)ГОСТ 7350-77 (Сталь толстолистовая коррозионностойкая, жаростойкая и жаропрочная)ГОСТ 7417-75 (Сталь калиброванная круглая.
Метод испытания гидравлическим давлением)ГОСТ 4041-71 (Прокат листовой для холодной штамповки из конструкционной качественной стали)ГОСТ 4543-71 (Прокат из легированной конструкционной стали)ГОСТ 5005-82 (Трубы стальные электросварные холоднодеформированные для карданных валов)ГОСТ 5267.1-90 (Швеллеры. Сортамент)ГОСТ 5336-80 (Сетки стальные плетеные одинарные)ГОСТ 535-2005 (Прокат сортовой и фасонный из стали углеродистой обыкновенного качества)ГОСТ 550-75 (Трубы стальные бесшовные для нефтеперерабатывающей и нефтехимической промышленности)ГОСТ 5520-79 (Прокат листовой из углеродистой, низколегированной и легированной стали для котлов и сосудов, работающих под давлением)ГОСТ 5582-75 (Прокат тонколистовой коррозионностойкий, жаростойкий и жаропрочный)ГОСТ 5654-76 (Трубы стальные бесшовные горячедеформированные для судостроения)ГОСТ 5781-82 (Сталь горячекатаная для армирования ж/б конструкций)ГОСТ 5949-75 (Сталь сортовая и калиброванная коррозионностойкая, жаростойкая и жаропрочная)ГОСТ 5950-2000 (Прутки, полосы и мотки из инструментальной легированной стали)ГОСТ 6765-75 (Сталь трехслойная горячекатаная листовая и широкополосная (универсальная))ГОСТ 7062-90 (Поковки из углеродистой и легированной стали, изготовляемые ковкой на прессах)ГОСТ 7350-77 (Сталь толстолистовая коррозионностойкая, жаростойкая и жаропрочная)ГОСТ 7417-75 (Сталь калиброванная круглая.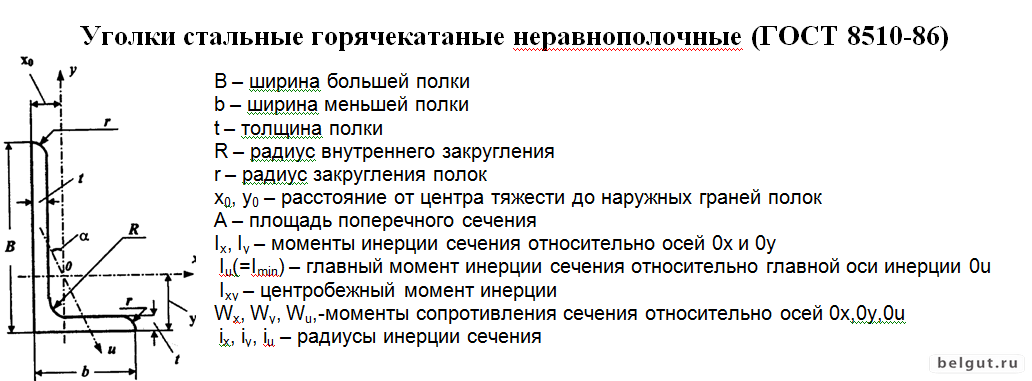 Сортамент)ГОСТ 7566-94 (Металлопродукция. Приемка, маркировка, упаковка, транспортирование и хранение)ГОСТ 7829-70 (Поковки из углеродистой и легированной стали, изготовляемые ковкой на молотах)ГОСТ 82-70 (Прокат стальной горячекатаный широкополосный универсальный)ГОСТ 8239-89 (Двутавры стальные горячекатаные. Сортамент)ГОСТ 8240-97 (Швеллеры стальные горячекатаные. Сортамент)ГОСТ 8278-83 (Швеллеры стальные гнутые равнополочные)ГОСТ 8281-80 (Швеллеры стальные гнутые неравнополочные)ГОСТ 8478-81 (Сетки сварные для железобетонных конструкций)ГОСТ 8509-93 (Уголки стальные горячекатаные равнополочные. Сортамент)ГОСТ 8509-93 Приложение (Профили стальные горячекатаные)ГОСТ 8510-86 (Уголки стальные горячекатаные неравнополочные)ГОСТ 8559-75 (Сталь калиброванная квадратная)ГОСТ 8560-78 (Прокат калиброванный шестигранный. Сортамент)ГОСТ 8568-77 (Листы стальные с ромбическим и чечевичным рифлением)ГОСТ 8639-82 (Трубы стальные квадратные. Сортамент)ГОСТ 8642-68 (Трубы стальные овальные. Сортамент)ГОСТ 8644-68 (Трубы стальные плоскоовальные.
Сортамент)ГОСТ 7566-94 (Металлопродукция. Приемка, маркировка, упаковка, транспортирование и хранение)ГОСТ 7829-70 (Поковки из углеродистой и легированной стали, изготовляемые ковкой на молотах)ГОСТ 82-70 (Прокат стальной горячекатаный широкополосный универсальный)ГОСТ 8239-89 (Двутавры стальные горячекатаные. Сортамент)ГОСТ 8240-97 (Швеллеры стальные горячекатаные. Сортамент)ГОСТ 8278-83 (Швеллеры стальные гнутые равнополочные)ГОСТ 8281-80 (Швеллеры стальные гнутые неравнополочные)ГОСТ 8478-81 (Сетки сварные для железобетонных конструкций)ГОСТ 8509-93 (Уголки стальные горячекатаные равнополочные. Сортамент)ГОСТ 8509-93 Приложение (Профили стальные горячекатаные)ГОСТ 8510-86 (Уголки стальные горячекатаные неравнополочные)ГОСТ 8559-75 (Сталь калиброванная квадратная)ГОСТ 8560-78 (Прокат калиброванный шестигранный. Сортамент)ГОСТ 8568-77 (Листы стальные с ромбическим и чечевичным рифлением)ГОСТ 8639-82 (Трубы стальные квадратные. Сортамент)ГОСТ 8642-68 (Трубы стальные овальные. Сортамент)ГОСТ 8644-68 (Трубы стальные плоскоовальные. Сортамент)ГОСТ 8645-68 (Трубы стальные прямоугольные. Сортамент)ГОСТ 8646-68 (Трубы стальные с полыми ребрами. Сортамент)ГОСТ 8694-75 (Трубы. Метод испытания на раздачу)ГОСТ 8695-75 (Трубы. Метод испытания на сплющивание)ГОСТ 8696-74 (Трубы стальные электросварные со спиральным швом общего назначения)ГОСТ 8706-78 (Листы стальные просечно-вытяжные)ГОСТ 8731-87 (Трубы стальные бесшовные горячедеформированные)ГОСТ 8732-78 (Трубы стальные бесшовные горячедеформированные. Сортамент)ГОСТ 8733-74 (Трубы стальные бесшовные холоднодеформированные и теплодеформированные)ГОСТ 8734-75 (Трубы стальные бесшовные холоднодеформированные. Сортамент)ГОСТ 8943-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Номенклатура)ГОСТ 8944-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Технические условия)ГОСТ 8946-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Угольники проходные)ГОСТ 8947-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов.
Сортамент)ГОСТ 8645-68 (Трубы стальные прямоугольные. Сортамент)ГОСТ 8646-68 (Трубы стальные с полыми ребрами. Сортамент)ГОСТ 8694-75 (Трубы. Метод испытания на раздачу)ГОСТ 8695-75 (Трубы. Метод испытания на сплющивание)ГОСТ 8696-74 (Трубы стальные электросварные со спиральным швом общего назначения)ГОСТ 8706-78 (Листы стальные просечно-вытяжные)ГОСТ 8731-87 (Трубы стальные бесшовные горячедеформированные)ГОСТ 8732-78 (Трубы стальные бесшовные горячедеформированные. Сортамент)ГОСТ 8733-74 (Трубы стальные бесшовные холоднодеформированные и теплодеформированные)ГОСТ 8734-75 (Трубы стальные бесшовные холоднодеформированные. Сортамент)ГОСТ 8943-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Номенклатура)ГОСТ 8944-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Технические условия)ГОСТ 8946-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Угольники проходные)ГОСТ 8947-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Угольники переходные)ГОСТ 8948-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Тройники прямые)ГОСТ 8949-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Тройники переходные)ГОСТ 8950-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Тройники с двумя переходами)ГОСТ 8951-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Кресты прямые)ГОСТ 8952-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Кресты переходные)ГОСТ 8953-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Кресты с двумя переходами)ГОСТ 8954-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Муфты прямые короткие)ГОСТ 8955-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Муфты прямые длинные)ГОСТ 8956-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов.
Угольники переходные)ГОСТ 8948-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Тройники прямые)ГОСТ 8949-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Тройники переходные)ГОСТ 8950-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Тройники с двумя переходами)ГОСТ 8951-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Кресты прямые)ГОСТ 8952-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Кресты переходные)ГОСТ 8953-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Кресты с двумя переходами)ГОСТ 8954-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Муфты прямые короткие)ГОСТ 8955-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Муфты прямые длинные)ГОСТ 8956-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Муфты компенсирующие)ГОСТ 8957-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Муфты переходные)ГОСТ 8958-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Ниппели двойные)ГОСТ 8959-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Гайки соединительные)ГОСТ 8960-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Футорки)ГОСТ 8961-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Контргайки)ГОСТ 8962-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Колпаки)ГОСТ 8963-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Пробки)ГОСТ 8965-75 (Части соединительные стальные с цилиндрической резьбой для трубопроводов Р=1,6 МПа)ГОСТ 8966-75 (Части соединительные стальные с цилиндрической резьбой для трубопроводов Р=1,6 МПа. Муфты прямые)ГОСТ 8967-75 (Части соединительные стальные с цилиндрической резьбой для трубопроводов Р=1,6 МПа.
Муфты компенсирующие)ГОСТ 8957-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Муфты переходные)ГОСТ 8958-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Ниппели двойные)ГОСТ 8959-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Гайки соединительные)ГОСТ 8960-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Футорки)ГОСТ 8961-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Контргайки)ГОСТ 8962-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Колпаки)ГОСТ 8963-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Пробки)ГОСТ 8965-75 (Части соединительные стальные с цилиндрической резьбой для трубопроводов Р=1,6 МПа)ГОСТ 8966-75 (Части соединительные стальные с цилиндрической резьбой для трубопроводов Р=1,6 МПа. Муфты прямые)ГОСТ 8967-75 (Части соединительные стальные с цилиндрической резьбой для трубопроводов Р=1,6 МПа.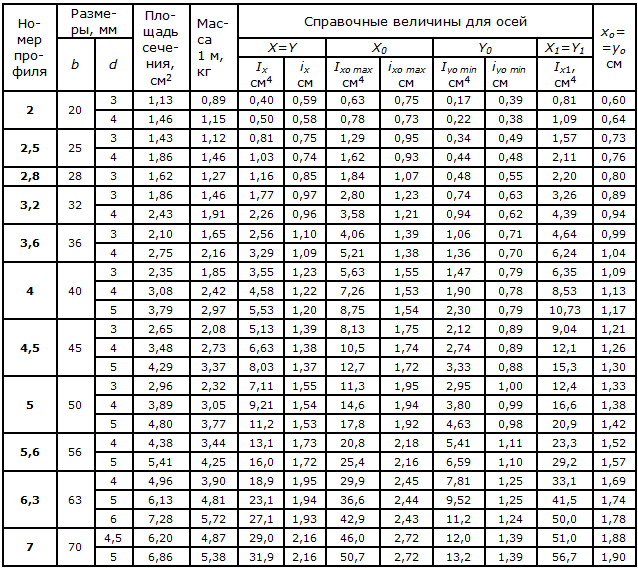 Ниппели)ГОСТ 8968-75 (Части соединительные стальные с цилиндрической резьбой для трубопроводов Р=1,6 МПа. Контргайки)ГОСТ 8969-75 (Части соединительные стальные с цилиндрической резьбой для трубопроводов Р=1,6 МПа. Сгоны)ГОСТ 9045-93 (Прокат тонколистовой холоднокатаный из низкоуглеродистой качественной стали для холодной штамповки)ГОСТ 9234-74 (Профили стальные гнутые листовые с трапецевидным гофром. Сортамент)ГОСТ 9567-75 (Трубы стальные прецизионные. Сортамент)ГОСТ 9583-75 (Трубы чугунные напорные, изготовленные методами центробежного полунепрерывного литья. Технические условия)ГОСТ 9940-81 (Трубы бесшовные горячедеформированные из коррозионно-стойкой стали)ГОСТ 9941-81 (Трубы бесшовные холодно- и тепло- деформированные из коррозионно-стойкой стали)ГОСТ Р 51285-99 (Сетки проволочные крученые с шестиугольными ячейками для габионных конструкций)ГОСТ Р 51393-99 (Прокат тонколистовой холоднокатаный и гнутые профили из коррозионно-стойкой стали для вагоностроенияГОСТ Р 52079-2003 (Трубы стальные сварные для магистральных газопроводов, нефтепроводов и нефтепродуктопроводов)ГОСТ Р 52146-2003 (Прокат тонколистовой холоднокатаный и холоднокатаный горячеоцинкованный с полимерным покрытием с непрерывных линий)ГОСТ Р 52246-2004 (Прокат листовой горячеоцинкованный)ГОСТ Р 52544-2006 (Прокат арматурный свариваемый периодического профиля классов А500С и В500С для армирования железобетонный конструкций)ГОСТ Р 53383-2009 (Трубы стальные бесшовные горячедеформированные)ГОСТ Р 53580-2009 (Трубы стальные для промысловых трубопроводов)ГОСТ Р 54157-2010 (Трубы стальные профильные для металлоконструкций)ГОСТ Р 54159-2010 (Трубы стальные бесшовные и сварные холоднодеформированные общего назначения)ГОСТ Р 54384-2011 (Сталь.
Ниппели)ГОСТ 8968-75 (Части соединительные стальные с цилиндрической резьбой для трубопроводов Р=1,6 МПа. Контргайки)ГОСТ 8969-75 (Части соединительные стальные с цилиндрической резьбой для трубопроводов Р=1,6 МПа. Сгоны)ГОСТ 9045-93 (Прокат тонколистовой холоднокатаный из низкоуглеродистой качественной стали для холодной штамповки)ГОСТ 9234-74 (Профили стальные гнутые листовые с трапецевидным гофром. Сортамент)ГОСТ 9567-75 (Трубы стальные прецизионные. Сортамент)ГОСТ 9583-75 (Трубы чугунные напорные, изготовленные методами центробежного полунепрерывного литья. Технические условия)ГОСТ 9940-81 (Трубы бесшовные горячедеформированные из коррозионно-стойкой стали)ГОСТ 9941-81 (Трубы бесшовные холодно- и тепло- деформированные из коррозионно-стойкой стали)ГОСТ Р 51285-99 (Сетки проволочные крученые с шестиугольными ячейками для габионных конструкций)ГОСТ Р 51393-99 (Прокат тонколистовой холоднокатаный и гнутые профили из коррозионно-стойкой стали для вагоностроенияГОСТ Р 52079-2003 (Трубы стальные сварные для магистральных газопроводов, нефтепроводов и нефтепродуктопроводов)ГОСТ Р 52146-2003 (Прокат тонколистовой холоднокатаный и холоднокатаный горячеоцинкованный с полимерным покрытием с непрерывных линий)ГОСТ Р 52246-2004 (Прокат листовой горячеоцинкованный)ГОСТ Р 52544-2006 (Прокат арматурный свариваемый периодического профиля классов А500С и В500С для армирования железобетонный конструкций)ГОСТ Р 53383-2009 (Трубы стальные бесшовные горячедеформированные)ГОСТ Р 53580-2009 (Трубы стальные для промысловых трубопроводов)ГОСТ Р 54157-2010 (Трубы стальные профильные для металлоконструкций)ГОСТ Р 54159-2010 (Трубы стальные бесшовные и сварные холоднодеформированные общего назначения)ГОСТ Р 54384-2011 (Сталь. Определение и классификация по химическому составу и классам качества)ГОСТ Р 54432-2011 (Фланцы арматуры, соединительных частей и трубопроводов на номинальное давление от PN 1 до PN 200)ГОСТ Р 54864-2011 (Трубы стальные бесшовные горячедеформированные для сварных стальных строительных конструкций)ГОСТ Р 9.316-2006 (Покрытия термодиффузионные, цинковые)
Определение и классификация по химическому составу и классам качества)ГОСТ Р 54432-2011 (Фланцы арматуры, соединительных частей и трубопроводов на номинальное давление от PN 1 до PN 200)ГОСТ Р 54864-2011 (Трубы стальные бесшовные горячедеформированные для сварных стальных строительных конструкций)ГОСТ Р 9.316-2006 (Покрытия термодиффузионные, цинковые)
Жалкая экономика Америки может разрушить вашу личную жизнь
Новое исследование показывает, что растущий экономический разрыв разрушает романтику в Америке
Первоначально эта статья появилась на AlterNet.
Философы всегда понимали, что найти настоящую любовь может быть сложно в глубоко неравных местах. Большие состояния, как правило, доставляют Купидону тяжелые времена в День святого Валентина и в любой другой день.
«Если вы обретете славу, власть или богатство, у вас не возникнет проблем с поиском любовников, — как много лет назад заметил Филип Слейтер в «В погоне за одиночеством», — но это будут люди, любящие славу, власть или богатство. ”
”
Но философы больше не знают о связи любви и неравенства. Все виды социологов сейчас работают на этом пересечении, где встречаются богатство и романтика, и они обнаруживают множество тревожных тенденций.
Исследователи, например, обнаружили, что стрелы Купидона падают менее беспорядочно, чем в середине 20-го века. Сегодня американцы стали заметно реже вступать в брак с кем-то, кто не соответствует их уровню дохода.
У социологов есть ярлык для этого явления. Они называют это «ассортативным спариванием». С 1960 года, как показывает новое исследование Джереми Гринвуда из Пенсильванского университета и его коллег, это ассортативное скрещивание в значительной степени способствовало тому, насколько мы стали неравными.
«Богатые женятся на богатых и становятся еще богаче, — отмечает Андреа Гарсия-Варгас, один из комментаторов исследования, — бедные женятся на бедных и становятся еще беднее».
Но дело и следствие здесь обоюдоострые. Ассортативное спаривание увеличивает разрыв в доходах, который нас разделяет. Более широкий разрыв в доходах способствует ассортативному спариванию.
Более широкий разрыв в доходах способствует ассортативному спариванию.
Еще в 1960-х годах, когда в Америке было гораздо более равноправное время, миллионы мужчин со средним школьным образованием могли рассчитывать на хорошую профсоюзную работу и зарабатывать почти столько же, а иногда и больше, чем люди с высшим образованием.
В этой более равноправной Америке большинство американцев жили в пределах дохода от большинства других американцев. Они социально взаимодействовали с довольно большой частью населения страны.
Сегодня, когда американцы гораздо больше разделены по доходам, эти социальные взаимодействия с разными уровнями доходов стали значительно реже. Люди все чаще вступают в брак в соответствии со своим доходом — если вообще вступают в брак.
И это подводит нас к другому последствию растущего неравенства в отношении спаривания: продолжающемуся падению доли взрослых американцев, состоящих в браке.
В 1960 году 72 процента американцев старше 18 лет жили в браке. Доля 2010 года: всего 51 процент. Среди более молодых американцев падение еще круче. В 1960 году три пятых молодых людей в возрасте от 18 до 29 лет имели супругов, сегодня только одна пятая.
Доля 2010 года: всего 51 процент. Среди более молодых американцев падение еще круче. В 1960 году три пятых молодых людей в возрасте от 18 до 29 лет имели супругов, сегодня только одна пятая.
Как объяснить эту тенденцию? Один из основных факторов: экономическое давление на работающих американцев. Полвека назад один наемный работник мог прокормить семью. Больше никогда. Два работника стали необходимостью для поддержания статуса, близкого к комфортному среднему классу.
Но удержать двух людей вместе еще никогда не было так сложно. Во все более неравной Америке рабочие места стали менее надежными, а рабочие места более напряженными. На каждом шагу нагрузка на супружескую жизнь увеличивается.
Состоятельным парам легче преодолеть это напряжение, отмечают социологи Сара Корс и Дженнифер Сильва. Их исследовательская работа «Интимное неравенство: любовь и работа в постиндустриальном ландшафте» была опубликована в прошлом году.
Состоятельные люди, как показывают Корс и Сильва, могут позволить себе инвестиции, необходимые для сохранения их брака здоровым. Они могут тратить на все, от терапевтов до «вечерних свиданий» и отпусков «от всего этого». Пары, работающие на низкооплачиваемой работе, считают такую терапию, формальную и неформальную, просто недоступной.
Они могут тратить на все, от терапевтов до «вечерних свиданий» и отпусков «от всего этого». Пары, работающие на низкооплачиваемой работе, считают такую терапию, формальную и неформальную, просто недоступной.
Из-за тяжелого распределения доходов и богатства в Америке, согласно данным исследования Корса и Сильвы, многие экономически незащищенные американцы «не могут представить себе, что они могут материально и эмоционально обеспечивать других».
В этой напряженной реальности, – добавляет комментатор Atlantic Нэнси Кук, – брак “быстро становится предметом роскоши”. Люди, которые не могут позволить себе инвестиции, помогающие сохранить брак, распадаются и выпадают из среднего класса. Нация становится более неравной и одинокой.
За это одиночество мы платим высокую цену.
«Загрязнение воздуха увеличивает ваши шансы преждевременной смерти на 5 процентов, а ожирение — на 20 процентов», — заметил прошлой осенью Адитья Чакраборти в британском Guardian. «Чрезмерное одиночество увеличивает ваши шансы на раннюю смерть на 45 процентов».
Эти цифры получены от нейробиолога из Чикагского университета Джона Качиоппо, опытного исследователя социальной изоляции. Мы создали, пишет он, «культуру социальных изолятов, раздробленных социальными и экономическими потрясениями и разделенных огромным неравенством».
Если мы хотим найти любовь, в общем, нам нужно искать в более равных местах.
Сэм Пиццигати
БОЛЬШЕ ОТ Сэма Пиццигати
Актуальные статьи салона
Руководство по выбору концевой фрезы| Инструменты RedLine
- Сверла
- Концевые фрезы
- Краны
- Развертки
- Резьбовые фрезы
- Твердосплавные стержни
- Боры
- Продукты охлаждающей жидкости
- Инструменты для скругления углов
- Инструменты для снятия фаски и зенкеры
- Двойные угловые фрезы
- Ключевые фрезы
- резаки типа «ласточкин хвост»
- Инструменты для гравировки
- Цанги и цанговые уплотнения
- Державки и аксессуары
- Приводные инструменты для токарных станков Haas
- Блоки токарных станков Haas
- Редукционные рукава
- Чип вентиляторы
- Установки MQL и AirBlast
Ссылки на продукты
Концевая фреза — это режущий инструмент, используемый для промышленного фрезерования. Он отличается от сверл своим применением, геометрией и изготовлением. В то время как сверло может резать только в осевом направлении, концевая фреза может резать во всех направлениях.
Он отличается от сверл своим применением, геометрией и изготовлением. В то время как сверло может резать только в осевом направлении, концевая фреза может резать во всех направлениях.
Концевые фрезы используются при фрезеровании, например при профильном фрезеровании, копировальном фрезеровании, торцевом фрезеровании, врезании, контурной обработке, прорезании пазов, сверлении и развертывании.
Существует несколько широких категорий концевых фрез.
Обратитесь к нашим основам концевых фрез и руководству по выбору, чтобы узнать о нескольких широких категориях и о том, как их лучше всего использовать.
Типы концевых фрез
Квадратные концевые фрезы
Квадратные концевые фрезы имеют профиль под углом 90 градусов. Они используются для всестороннего фрезерования.
См. Выбор
Концевые фрезы Weldon
Концевые фрезы Weldon с хвостовиком производятся с плоскостью Weldon для предотвращения проскальзывания.
См. Выбор
Сферические концевые фрезы
Сферические концевые фрезы (с сферическим концом) имеют круглую режущую поверхность, используемую для фрезерования контурных поверхностей.
См. Выбор
Радиусные концевые фрезы
Угловые радиусные концевые фрезы имеют закругленный угол для обработки заданного радиуса.
См. Выбор
Концевые фрезы Finisher
Концевые фрезы Finisher обеспечивают гладкую и полированную поверхность за один проход. Не подходит для погружной резки.
См. Выбор
Концевые фрезы
Сверлильные фрезы используются для центровки, сверления, фрезерования и зенкования. Не рекомендуется для сверления стали.
См. Выбор
Концевые фрезы для черновой обработки
Концевые фрезы для черновой обработки, также известные как боровые фрезы, используются для удаления большого количества материала за один проход. Черновые концевые фрезы доступны с прямым и мелким шагом.
Черновые концевые фрезы доступны с прямым и мелким шагом.
См. Выбор
Концевые фрезы для скругления
Концевые фрезы для скругления углов используются для фрезерования круглых кромок. Конец инструмента усилен для уменьшения выкрашивания.
См. Выбор
Концевые фрезы для подрезки
Концевые фрезы для подрезки также известны как фрезы для леденцов. Это универсальные инструменты, которые можно использовать во многих случаях.
См. Выбор
Устройство концевой фрезы
Диаметр фрезы: Диаметр теоретического круга, образованного режущими кромками при вращении инструмента.
Диаметр хвостовика: Ширина хвостовика, удерживаемого в державке.
Общая длина: Общая длина инструмента между двумя осевыми концами.
Длина резания/длина канавки: Функциональная глубина резания при осевой ориентации инструмента.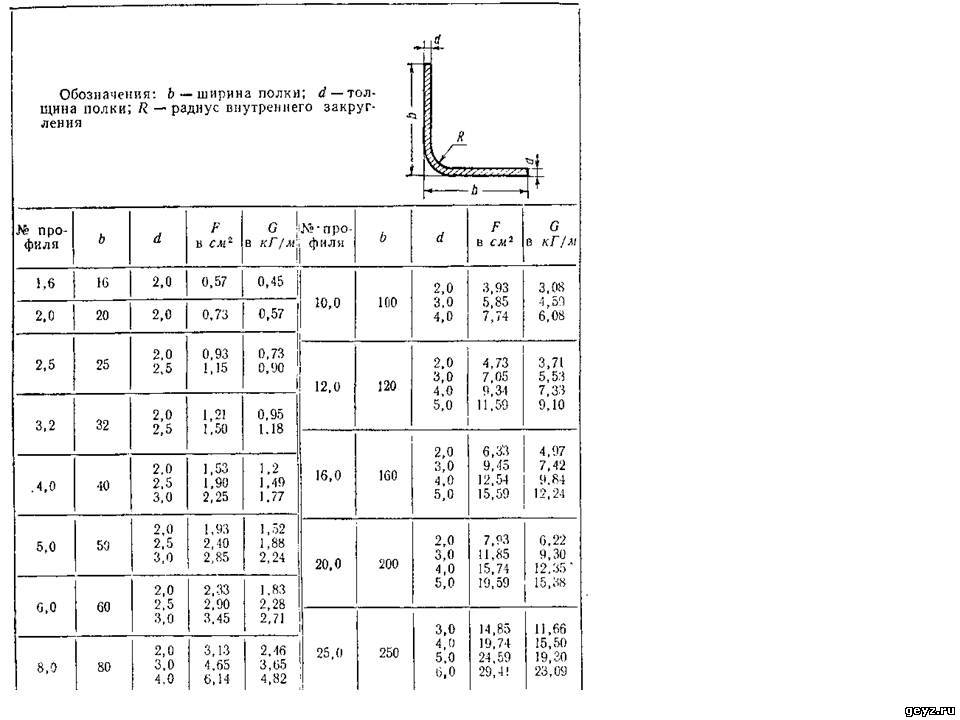
Длина ниже хвостовика: Также называется вылетом и представляет собой длину от суженной части до конца режущего конца инструмента.
Диаметр шейки: Диаметр горлышка.
Угол спирали: Угол, измеренный от центральной линии инструмента и прямой линии, касательной вдоль режущей кромки.
Канавки: Спиральные режущие канавки в инструменте. Меньшее количество канавок обеспечивает более крупную стружку и большую глубину резания, но они слабее и лучше всего подходят для пластика и алюминия. Большее количество канавок повышает прочность инструмента, но уменьшает глубину резания, обеспечивая более гладкую резку, которая больше подходит для более твердых материалов.
Переменная спираль: Концевая фреза с изменяемой спиралью использует неравное расстояние между зубьями для уменьшения гармоник, что может значительно увеличить срок службы инструмента и улучшить качество обработки детали.
Переменный шаг : Относится к неравному расстоянию между режущими кромками.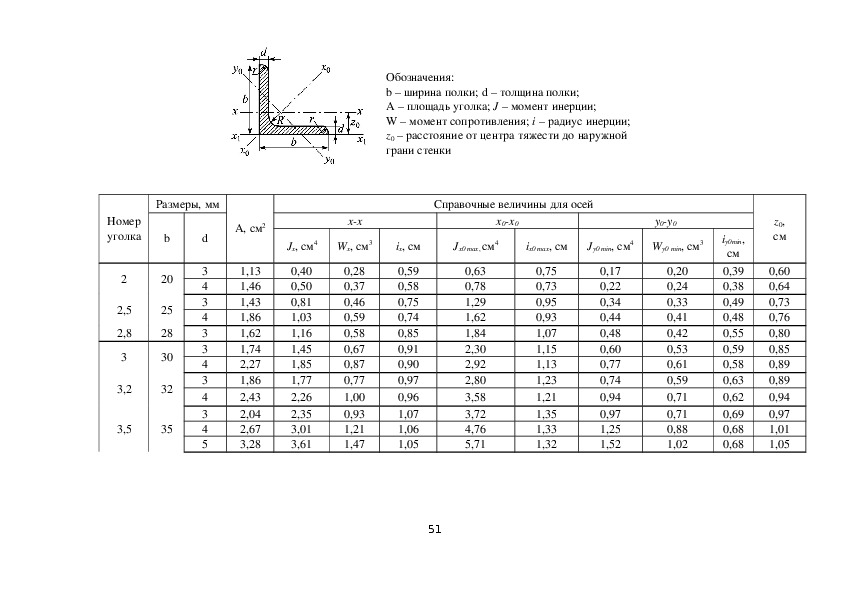 У стандартного инструмента с 4 канавками режущие кромки расположены под углом 90 градусов друг к другу. Создавая концевую фрезу с неравномерным шагом, который больше или меньше 90 градусов, изменяются силы резания, что приводит к снижению вибрации, увеличению скорости подачи и улучшению качества обработки деталей.
У стандартного инструмента с 4 канавками режущие кромки расположены под углом 90 градусов друг к другу. Создавая концевую фрезу с неравномерным шагом, который больше или меньше 90 градусов, изменяются силы резания, что приводит к снижению вибрации, увеличению скорости подачи и улучшению качества обработки деталей.
Типы канавок
Канавки представляют собой режущую поверхность корпуса инструмента. Это полость, которая закручивается по спирали вдоль оси корпуса инструмента. Небольшое количество канавок обеспечивает больше пространства для стружки, что позволяет быстрее снимать материал, но делает инструмент менее прочным. Большее количество канавок увеличивает прочность инструмента и лучше подходит для резки более твердых материалов.
Одинарная канавка: Используется для высокоскоростной обработки с большим объемом съема материала, часто из пластика или углепластика.
Две канавки: Используется для удаления больших объемов материала при прорезании пазов и карманов в цветных материалах.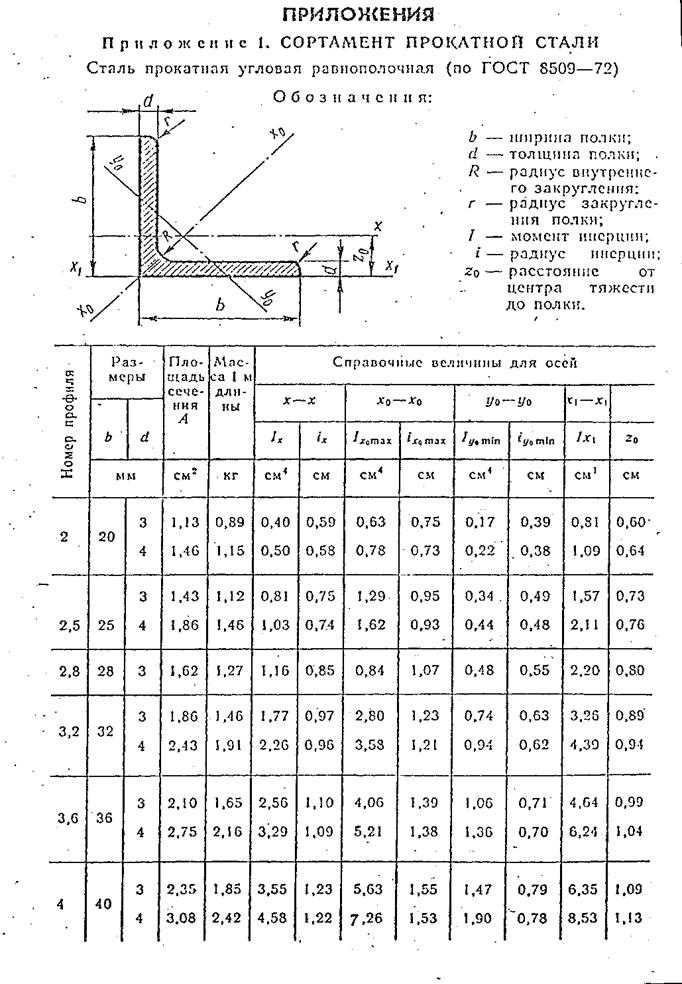
Трехзубая: То же расстояние между канавками, что и у концевой фрезы с двумя канавками, но они прочнее. Используется для черных и цветных металлов.
Четырехзубая фреза : Более прочная, чем трехзубая концевая фреза, что позволяет работать с более высокими скоростями подачи. Они имеют меньше места для канавок, чем концевые фрезы с 3 канавками, и производят меньшую стружку. Они чаще всего используются при резке черных металлов.
Пятилезвие: Имеют меньшее расстояние между зубьями, чем у четырехзубых концевых фрез, что обеспечивает большую прочность, чем у четырехзубых концевых фрез. Они лучше подходят для высокоэффективного фрезерования твердых материалов.
Шесть зубьев и более: Это концевые фрезы для чистовой обработки, обеспечивающие очень чистую обработку. Они также широко используются в динамической или высокоэффективной обработке (HEM).
Подложка режущего инструмента
Твердый сплав: Более жесткий, чем быстрорежущая сталь (HSS), и может работать в 2-3 раза быстрее. Они также чрезвычайно термостойки и хорошо работают с чугуном и цветными металлами.
Они также чрезвычайно термостойки и хорошо работают с чугуном и цветными металлами.
Быстрорежущая сталь (HSS): Используется для общего фрезерования.
Ванадиевая быстрорежущая сталь (HSSE): Имеют лучшую износостойкость, чем HSS. Хорошо подходит для нержавеющей стали и алюминия.
Покрытия и отделки
Покрытия играют решающую роль в производительности вашего режущего инструмента, однако геометрия инструмента не менее важна для успеха. Это лучшие покрытия для данного применения:
| P – Steels | ||
| Best Coatings: | AlCrN | Aluminum Chromium Nitride |
| | AlTiNX | Aluminum Titanium Nitride Xtreme |
| | TiAlNX | Титан-алюминий нитрид Xtreme |
| | AlTiN | Aluminum Titanium Nitride |
| Alternatives: | TiCN | Titanium Carbo-Nitride |
| | TiN | Нитрид титана |
| | CrC | Chromium Carbide |
| M – Stainless Steels | ||
| Best Coatings: | AlCrN | Aluminum Chromium Nitride |
| | AlTiNX | Алюминий-титан-нитрид Xtreme |
| | TiAlNX | Titanium Aluminum Nitride Xtreme |
| | AlTiN | Aluminum Titanium Nitride |
| Alternatives: | TiCN | Titanium Carbo-Nitride |
| | CrC | Карбид хрома |
| K – Cast Irons | ||
| Best Coatings: | AlTiNX | Aluminum Titanium Nitride Xtreme |
| | TiAlNX | Титан Алюминий Нитрид Xtreme |
| | AlTiN | Алюминий Нитрид Титана |
| Alternatives: | AlCrN | Aluminum Chromium Nitride |
| | TiCN | Titanium Carbo-Nitride |
| | TiN | Нитрид титана |
| N – Цветной металл | ||
| Best Coatings: | ZrN | Zirconium Nitride |
| | TiCN | Titanium Carbo-Nitride |
| | TiB2 | Диборид титана |
| | 8 DLC8 | Diamond Like Carbide |
| S – High Temp Alloys | ||
| Best Coatings: | AlCrN | Aluminum Chromium Nitride |
| | AlTiNX | Алюминий Нитрид Титана Xtreme |
| | TiAlNX | Titanium Aluminum Nitride Xtreme |
| | AlTiN | Aluminum Titanium Nitride |
| Alternatives: | TiCN | Titanium Carbo-Nitride |
| | CrC | Карбид хрома |
Высокоэффективное фрезерование0053
HEM — это метод фрезерования, получивший значительную популярность благодаря повышению эффективности цеха, увеличению срока службы инструмента, повышению производительности и экономии затрат.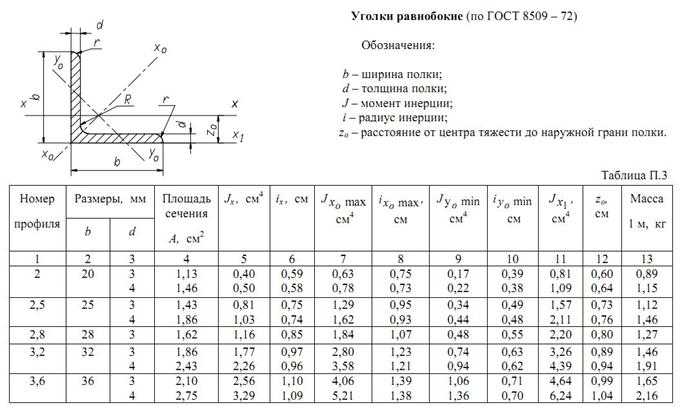 Большинство пакетов CAM предлагают модули, которые генерируют траектории инструмента HEM. В HEM используется меньшая радиальная глубина резания и большая осевая глубина резания. Это позволяет использовать всю длину резания инструмента, распределяя тепло и износ по поверхности, что увеличивает срок службы инструмента. Он также работает по теории радиального утончения стружки. В этом методе меньшая радиальная глубина резания позволяет повысить эффективность удаления стружки. Затем приложение CAM может увеличивать нагрузку на инструмент на протяжении всего процесса черновой обработки, что приводит к агрессивной скорости съема материала. RedLine Tools предлагает широкий ассортимент концевых фрез, идеально подходящих для этой методики.
Большинство пакетов CAM предлагают модули, которые генерируют траектории инструмента HEM. В HEM используется меньшая радиальная глубина резания и большая осевая глубина резания. Это позволяет использовать всю длину резания инструмента, распределяя тепло и износ по поверхности, что увеличивает срок службы инструмента. Он также работает по теории радиального утончения стружки. В этом методе меньшая радиальная глубина резания позволяет повысить эффективность удаления стружки. Затем приложение CAM может увеличивать нагрузку на инструмент на протяжении всего процесса черновой обработки, что приводит к агрессивной скорости съема материала. RedLine Tools предлагает широкий ассортимент концевых фрез, идеально подходящих для этой методики.
Мы надеемся, что это руководство по выбору концевой фрезы поможет вам найти правильные инструменты для вашей работы.
Купить сейчас
Для получения технической информации и информации по применению , включая скорости подачи, прорезание кромки под кромку, торцевание, спиральное врезание под углом, прямолинейные наклоны, регулировку длинного вылета, устранение конусности стенки при чистовой обработке, регулировку концевой фрезы с шаровым узлом, чистовую обработку поверхности.
Калькуляторы приложений
Включает: футы поверхности в минуту, дюймы в минуту, обороты в минуту, нагрузку на зуб, подачу на оборот, скорость съема металла.
Причины отказа уплотнительного кольца – Daemar Inc
Главная >> Уплотнение >>Уплотнительные кольца >> Причины отказа уплотнительного кольца уплотнения подвержены выходу из строя. Следующее краткое описание типов отказов уплотнительных колец предназначено для того, чтобы дать конструктору/инженеру краткий обзор наиболее распространенных типов отказов и список рекомендуемых корректирующих действий. Несмотря на то, что существует множество различных типов и причин выхода из строя уплотнения, мы намерены охватить здесь только наиболее часто встречающиеся типы.
Почему выходит из строя уплотнительное кольцо
Выход из строя уплотнительного кольца в процессе эксплуатации обычно может быть вызван сочетанием причин. Чаще всего при отсутствии одного из условий, существовавших на момент отказа, уплотнительное кольцо продолжало бы функционировать. Важно максимизировать срок службы и надежность уплотнения за счет снижения вероятности отказа уплотнения в самом начале за счет использования передовой практики проектирования, правильного выбора компаунда, предпроизводственных испытаний и постоянного обучения и подготовки сборочного персонала.
Важно максимизировать срок службы и надежность уплотнения за счет снижения вероятности отказа уплотнения в самом начале за счет использования передовой практики проектирования, правильного выбора компаунда, предпроизводственных испытаний и постоянного обучения и подготовки сборочного персонала.
Технические ресурсы
Выдавливание и надрезание
Выдавливание и надрезание уплотнительного кольца является основной причиной выхода из строя уплотнения в динамических устройствах, таких как гидравлические штоковые и поршневые уплотнения. Эта форма отказа также может время от времени обнаруживаться в статических приложениях, подверженных пульсациям высокого давления, которые вызывают открытие и закрытие зазора сопрягаемых фланцев, защемление уплотнительного кольца между сопрягаемыми поверхностями.
Анализ отказов
Как правило, ВЫДАВЛЕНИЕ и ВЫСЕЧЕНИЕ вызываются одним или несколькими из следующих условий:
- Чрезмерные зазоры.
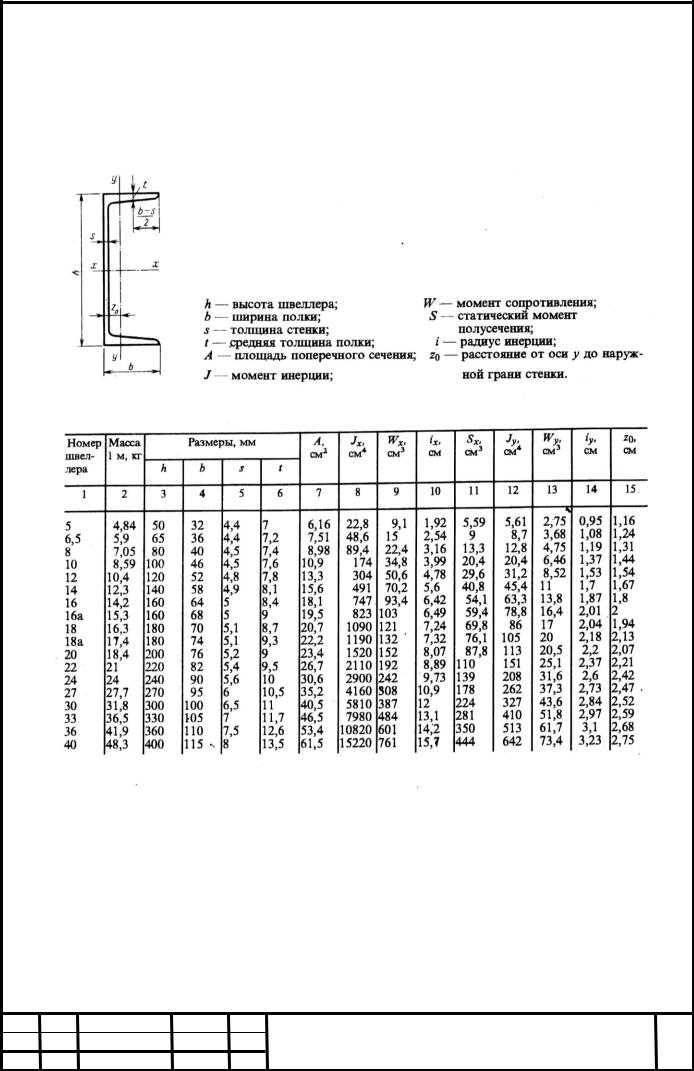
- Высокое давление (превышающее расчетное значение системы или скачки высокого давления).
- Материал уплотнительного кольца слишком мягкий.
- Разрушение (набухание, размягчение, усадка, растрескивание и т. д.) материала уплотнительного кольца системной жидкостью.
- Неравномерные зазоры из-за эксцентриситета.
- Увеличение зазоров из-за избыточного давления в системе.
- Неправильная обработка уплотнительного кольца сальника (острые края).
- Установлено уплотнительное кольцо неправильного размера (слишком большое), что привело к чрезмерному заполнению канавки.
Предупреждение/коррекция
Предлагаемые решения причин выдавливания и выкусывания, перечисленных выше:
- Уменьшить зазор за счет уменьшения допусков на обработку.
- Используйте резервные устройства.
- Проверьте совместимость материала уплотнительного кольца с жидкостью системы.

- Увеличение жесткости металлических компонентов.
- Замените существующее уплотнительное кольцо на более твердое.
- Сломайте острые края сальника до радиуса не менее 0,002 дюйма.
- Обеспечьте установку уплотнительных колец надлежащего размера.
Идентификация отказа экструзии
Типичным примером экструзии уплотнительного кольца является ситуация, когда края кольца на стороне низкого давления или на выходе сальника выглядят «пожеванными» или «сколотыми».
Если уплотнительное кольцо вышло из строя из-за надкусывания, может показаться, что со стороны низкого давления удалено много мелких кусочков. В некоторых формах экструзии более 50% уплотнительного кольца может быть разрушено до того, как будет наблюдаться катастрофическая утечка.
Деформация при сжатии
Вероятно, наиболее распространенной причиной выхода из строя уплотнительного кольца является деформация при сжатии. Для эффективного кольцевого уплотнения требуется непрерывная «линия уплотнения» между уплотняемыми поверхностями.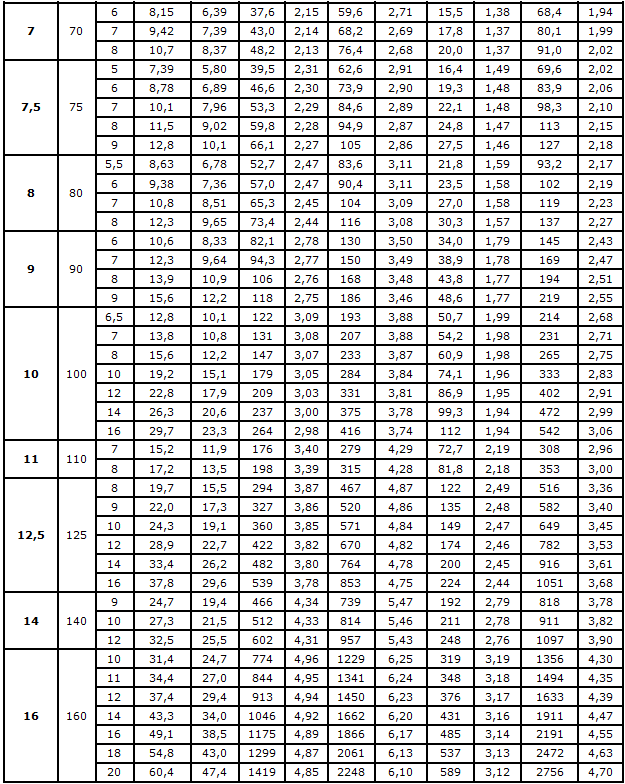 Установление этой «линии уплотнения» зависит от конструкции сальника и поперечного сечения уплотнения, которое определяет правильную степень сжатия (сжатия) на уплотнительном кольце для поддержания целостности уплотнения без чрезмерной деформации элемента уплотнения. Существует ряд факторов, которые могут способствовать отказу уплотнительного кольца при остаточной деформации при сжатии. Они перечислены ниже.
Установление этой «линии уплотнения» зависит от конструкции сальника и поперечного сечения уплотнения, которое определяет правильную степень сжатия (сжатия) на уплотнительном кольце для поддержания целостности уплотнения без чрезмерной деформации элемента уплотнения. Существует ряд факторов, которые могут способствовать отказу уплотнительного кольца при остаточной деформации при сжатии. Они перечислены ниже.
Анализ отказов
Как правило, остаточная деформация при сжатии вызывается одним или несколькими из следующих условий:
- Выбор материала уплотнительного кольца с плохими свойствами остаточной деформации при сжатии.
- Неправильная конструкция сальника.
- Возникла чрезмерная температура, в результате чего уплотнительное кольцо затвердело и потеряло свои эластичные свойства.
- Увеличение объема уплотнительного кольца из-за системной жидкости.
- Чрезмерное сжатие из-за чрезмерной затяжки регулируемых сальников.

- Неполное отверждение (вулканизация) материала уплотнительного кольца во время производства.
- Введение жидкости, несовместимой с материалом уплотнительного кольца.
Профилактика/коррекция
Предлагаемые решения причин остаточной деформации при сжатии:
- По возможности используйте уплотнительное кольцо из материала LOW-SET.
- Выберите материал уплотнительного кольца, совместимый с предполагаемыми условиями эксплуатации.
- Уменьшите рабочую температуру системы.
- Проверьте накопление тепла от трения на поверхности уплотнения и уменьшите его, если оно чрезмерное.
Проверяйте поступающие партии уплотнительных колец на соответствие физическим свойствам.
Идентификация выхода из строя компрессионного комплекта
Типичный пример классического компрессионного комплекта в упрощенном виде: уплотнительное кольцо перестает быть О-образным и постоянно деформируется в овал с плоскими сторонами, плоские стороны которого были первоначальным интерфейсом уплотнения и находились под сжатием до разрушения.
Спиральное разрушение
Спиральное разрушение уплотнительного кольца часто встречается в гидропоршневых уплотнениях с длинным ходом и, в меньшей степени, в уплотнениях штока. Этот тип отказа уплотнительного кольца возникает, когда уплотнение «зависает» в одной точке своего диаметра (к стенке цилиндра) и одновременно скользит и катится. Результирующее скручивание уплотнительного кольца при циклировании герметичного устройства в конечном итоге приводит к тому, что уплотнение образует серию глубоких спиральных надрезов (обычно под углом 45 °) на поверхности уплотнения.
Анализ отказов
Как указано выше, спиральный отказ обычно вызывается одновременным скольжением и качением уплотнительного кольца. Условия, которые могут вызвать это:
- Эксцентриковые компоненты.
- Большой клиренс в сочетании с боковой нагрузкой.
- Неровная поверхность.
- Недостаточная или неправильная смазка.
- Уплотнительное кольцо слишком мягкое.

- Скорость хода (обычно слишком низкая).
- Неправильная установка (уплотнительное кольцо защемлено или закручено).
Профилактика/исправление
Предлагаемые способы устранения причин отказа спирали:
- Улучшение чистоты поверхности уплотненного узла на динамическом стыке (отверстие цилиндра, шток поршня).
- Проверьте компоненты на предмет овальности (особенно отверстия цилиндров).
- Обеспечить надлежащую смазку.
- Замените уплотнительное кольцо на более твердое.
- Рассмотрите возможность использования альтернативных форм уплотнения
Идентификация спирального отказа
Вы увидите типичные порезы, которые и дали название этому типу отказа уплотнительного кольца.
Взрывная декомпрессия
С наступлением космической эры мы все чаще наблюдаем этот тип отказа уплотнительного кольца. Это можно назвать эмболией уплотнительного кольца, поскольку после периода работы под высоким давлением газ, когда давление снижается слишком быстро, газ, захваченный внутренней структурой уплотнительного кольца, быстро расширяется, вызывая небольшие разрывы или точечную коррозию.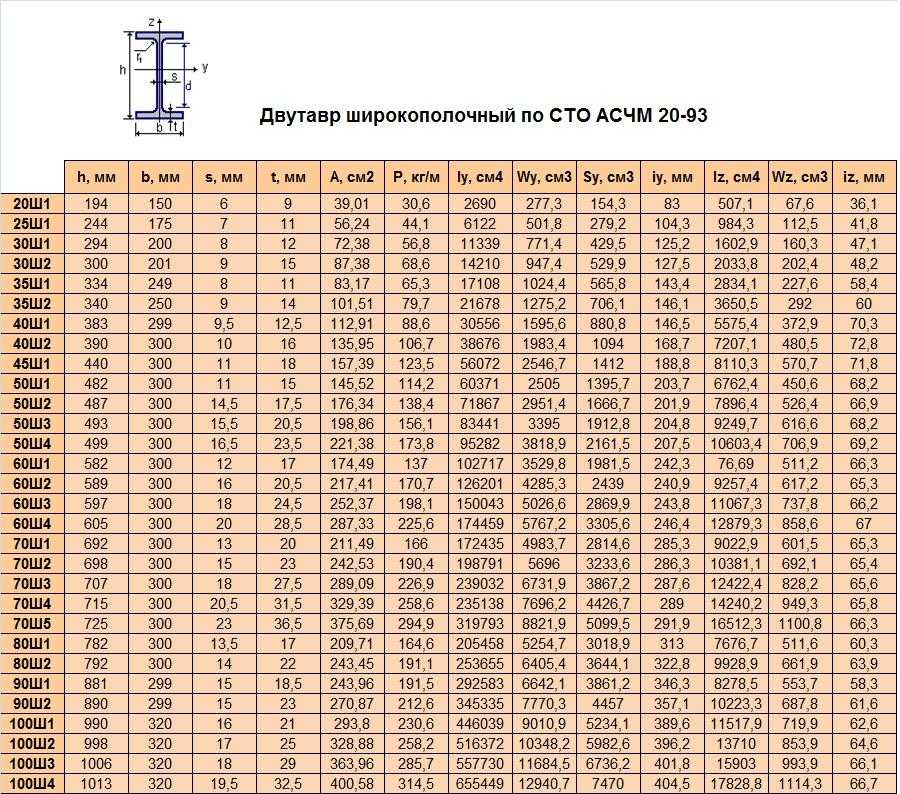 поверхность уплотнительного кольца.
поверхность уплотнительного кольца.
Анализ отказов
Взрывная декомпрессия или разрыв вследствие расширения газа вызывается попаданием газа под высоким давлением во внутреннюю структуру эластомерного уплотнительного элемента. Быстрое снижение давления в системе приводит к тому, что захваченный газ расширяется, чтобы соответствовать внешнему давлению, и это расширение вызывает образование пузырей и разрывов на поверхности уплотнения. Если объем захваченного газа невелик, пузыри могут уменьшиться по мере выравнивания давления, что практически не повлияет на целостность уплотнения. Чрезмерный захваченный газ может привести к полному разрушению уплотнения.
Профилактика/коррекция
Предлагаемые решения для взрывной декомпрессии:
- Увеличьте время декомпрессии, чтобы захваченный газ вышел из материала уплотнения.
- Выберите уплотнительный материал с хорошей устойчивостью к взрывной декомпрессии.
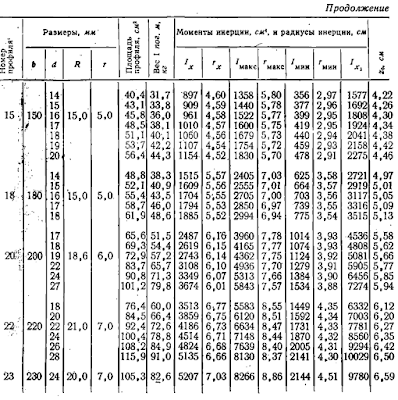
- Если проблема сохраняется, а давление очень высокое, рассмотрите возможность использования металлического уплотнительного кольца или кольца C.
Идентификация отказа при взрывной декомпрессии
На поверхности уплотнения, подвергнутого взрывной декомпрессии, часто появляются небольшие ямки или пузыри. В тяжелых случаях осмотр внутренней структуры уплотнительного кольца выявит другие расколы и трещины.
Истирание
Другим довольно распространенным типом повреждения уплотнительного кольца является истирание. Обычно это встречается только в динамических уплотнениях, подвергающихся возвратно-поступательному, колебательному или вращательному движению. Ниже перечислены возможные причины износа уплотнительного кольца.
Анализ отказов
Как правило, истирание уплотнительных колец вызвано одной или несколькими из следующих причин:
- Неправильная обработка поверхности, находящейся в динамическом контакте с уплотнительным кольцом.
 Такая отделка поверхности может быть слишком шероховатой, действующей как абразив, или слишком гладкой, вызывая неадекватную смазку из-за неспособности поверхности удерживать смазку.
Такая отделка поверхности может быть слишком шероховатой, действующей как абразив, или слишком гладкой, вызывая неадекватную смазку из-за неспособности поверхности удерживать смазку. - Неправильная смазка системной жидкостью.
- Слишком высокая температура.
- Загрязнение жидкости системы абразивными частицами.
Профилактика/коррекция
Предлагаемые решения проблем, вызванных истиранием:
- Используйте надлежащую обработку поверхности.
- Обеспечьте достаточную смазку, используя подходящую системную жидкость.
- Рассмотрите возможность использования уплотнительных колец с внутренней смазкой для уменьшения трения и износа.
- Проверить жидкость на загрязнение и устранить источник. При необходимости установите фильтры.
- Рассмотрите возможность замены материала уплотнительного кольца на материал с повышенной стойкостью к истиранию.
Идентификация поломки из-за абразивного износа
Уплотнительное кольцо, которое вышло из строя из-за износа вследствие истирания, обычно имеет плоскую область на той стороне уплотнения, которая контактировала с динамической поверхностью.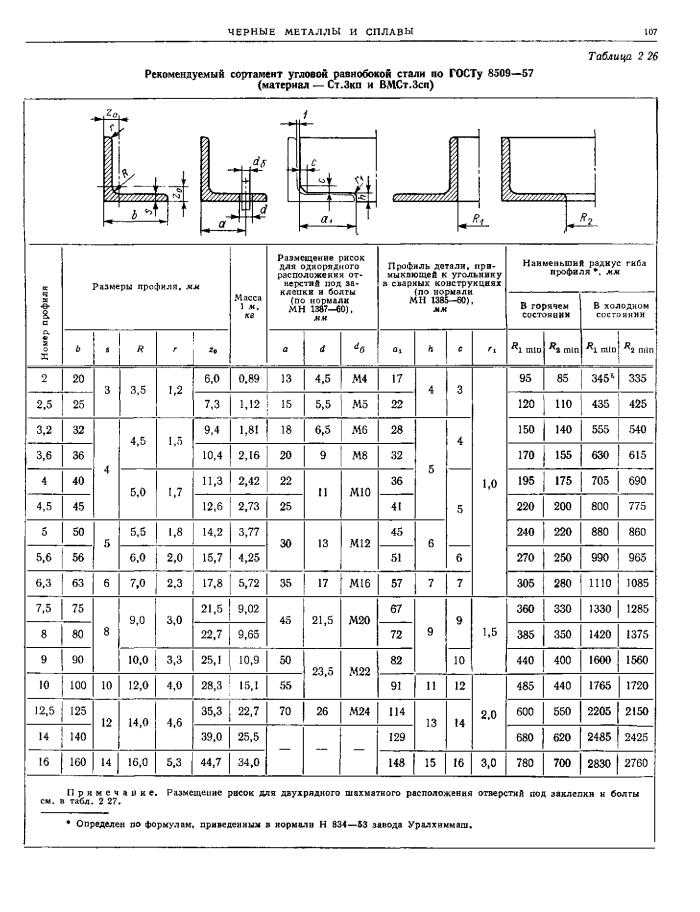 Часто на этой плоской поверхности будут линии износа, параллельные направлению движения. Абразивное разрушение можно отличить от разрушения при сжатии тем, что при истирании только одна сторона уплотнительного кольца будет плоской или изношенной, в то время как при разрушении при сжатии обе стороны уплотнительного кольца одинаково деформированы.
Часто на этой плоской поверхности будут линии износа, параллельные направлению движения. Абразивное разрушение можно отличить от разрушения при сжатии тем, что при истирании только одна сторона уплотнительного кольца будет плоской или изношенной, в то время как при разрушении при сжатии обе стороны уплотнительного кольца одинаково деформированы.
Повреждение при установке
Многие неисправности уплотнительных колец могут быть напрямую связаны с неправильной установкой. Несмотря на простой внешний вид, уплотнительное кольцо представляет собой прецизионное устройство, требующее осторожности при установке. Некоторые из наиболее частых причин поломки уплотнительного кольца из-за неосторожного обращения перечислены ниже.
Анализ отказов
Повреждение уплотнительного кольца во время установки может произойти в следующих случаях:
- Наличие острых углов на сопрягаемых металлических компонентах, таких как уплотнительное кольцо или резьба, через которые уплотнительное кольцо должно пройти во время сборки.

- Недостаточная входная фаска.
- Глухие канавки в многоходовых клапанах.
- Уплотнительное кольцо увеличенного размера на уплотнении поршня.
- Уплотнительное кольцо меньшего размера на штоке.
- Уплотнительное кольцо перекручено/защемлено во время установки.
- Уплотнительное кольцо не смазано должным образом перед установкой.
- Уплотнительное кольцо загрязнено при установке.
- Сальник с уплотнительным кольцом и/или другие поверхности, по которым должно проходить уплотнительное кольцо при сборке, загрязнены металлическими частицами.
- Общая невнимательность.
Предупреждение/исправление
Вероятно, лучший способ предотвратить повреждение уплотнительных колец во время установки — руководствоваться здравым смыслом. Ниже перечислены некоторые конкретные решения:
- Сломайте все острые края металлических компонентов.
- Обеспечьте входную фаску под углом 20 градусов.
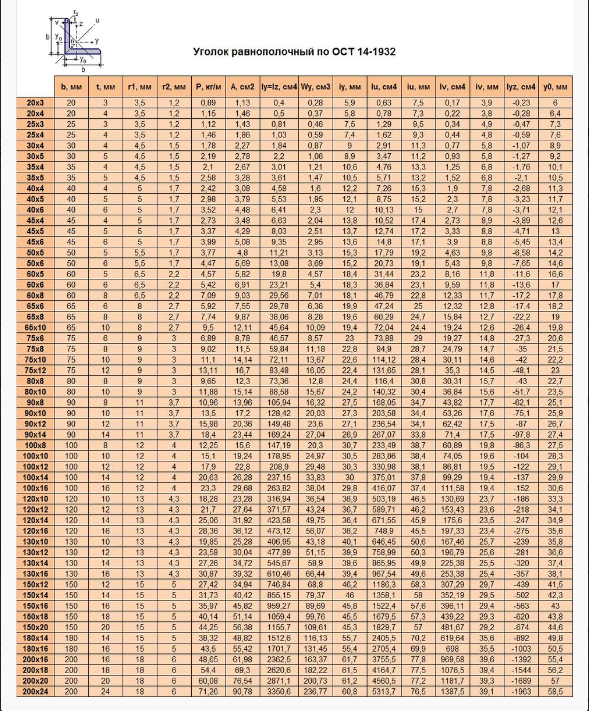
- Перед установкой проверьте чистоту всех компонентов.
- Обмотайте лентой все резьбы, по которым будет проходить уплотнительное кольцо.
- Используйте смазку для уплотнительных колец.
- Дважды проверьте уплотнительное кольцо, чтобы убедиться в правильности размера и материала.
- Будьте ОСТОРОЖНЫ.
Идентификация сбоя установки
Трудно правильно проиллюстрировать многие возможные последствия сбоя установки. Одним из наиболее распространенных видов отказа является «задирание» поверхности уплотнительного кольца из-за разрезания металлическими компонентами. Эти порезы обычно очень чистые, как если бы они были сделаны очень острым ножом. Еще одним признаком неправильной установки будут небольшие порезы или выемки на уплотнительном кольце. Почти во всех случаях повреждение появляется на поверхности уплотнительного кольца вдали от дна канавки уплотнительного кольца.
Другие причины отказа уплотнительного кольца
Хотя здесь это не показано, существует несколько других возможных причин отказа уплотнительного кольца. Вот они:
Вот они:
- Погода и разрушение озона.
- Тепловое старение и окисление.
- Потеря пластификатора.
Swiss Room – Yale Daily News
Ирис Цурис
Это была маленькая роскошная комната, охраняемая тяжелой средневековой дверью на втором этаже Беркли-колледжа, вход С. Потолок из красного дерева был низким, около восьми футов. Свет, льющийся с южной стороны улицы Вязов, был искажен витражами василькового цвета.
Географически, если бы Йельский университет был человеком, то Беркли был бы его легкими, а Швейцарский зал — его сердцем. Впервые я узнал о Швейцарской комнате из коллекции диапозитивов в читальном зале рукописей и архивов. Я понял, что это было странно выглядящее место с двумя лакированными столами разной длины и набором красных обеденных стульев. К его потолку подвешены три немецкие «Leuchterweibchen» — люстры из рогов, на основании которых вырезаны крошечные улыбающиеся женщины. В левом углу, казалось, обитала зеленая альпийская печь, вылепленная из глазурованной глины. Сама мебель выглядела старинной, расставленной так, чтобы воспроизвести вид гостиной 16-го века. Мягкий портрет Марии Бургундской с глазами лани украшал один из витражей.
В левом углу, казалось, обитала зеленая альпийская печь, вылепленная из глазурованной глины. Сама мебель выглядела старинной, расставленной так, чтобы воспроизвести вид гостиной 16-го века. Мягкий портрет Марии Бургундской с глазами лани украшал один из витражей.
В течение долгого времени я очень любил Швейцарскую комнату, возможно, особенно потому, что она была доступна исключительно для стипендиатов Беркли и лишена какого-либо известного, широко распространенного существования. Комната, уединенная и таинственная, стала занимать значительную часть моей мечтательной жизни. Представляю, как его тайная когорта заполнила бы такое пространство, лушая снежный горох, заплетая друг другу волосы, наигрывая тихие мелодии на гитаре. Я думал, что в комнате есть что-то, что для обычного человека, такого как я, просто недосягаемо; очарование как большого зала для процессий, так и маленького уютного коттеджа. Я жаждал получить к нему доступ.
Когда часы пробили полдень, я прошел через гостиную Беркли, мимо раздутых, чучело лосиных голов, туда, где стояла Аннет. Аннет была высокой, жилистой женщиной, работавшей в столовой. У нее были каштановые волосы, подведенные краской глаза, и она говорила со мной с такой серьезностью, что я почувствовал, что мы разделяем схожее, настойчивое чувство любопытства. Я писал статью по истории искусства, сказал я ей. Я хотел увидеть Швейцарскую комнату.
Аннет была высокой, жилистой женщиной, работавшей в столовой. У нее были каштановые волосы, подведенные краской глаза, и она говорила со мной с такой серьезностью, что я почувствовал, что мы разделяем схожее, настойчивое чувство любопытства. Я писал статью по истории искусства, сказал я ей. Я хотел увидеть Швейцарскую комнату.
Аннет поняла и вернула управляющую столовой, которая через некоторое время потянулась за связкой ключей в заднем кармане.
Я впервые вошел в Швейцарскую комнату. Это было безжизненно, без сладости и радости моих мечтаний. Аннет похлопала по керамической альпийской печи, которая казалась такой рябой и красивой в моих горках-фонарях. Теперь он выглядел ужасно устаревшим. Leuchterweibchen над нами грустно подмигнул. Фонари, встроенные в стены, светились флуоресцентным электричеством.
Я чувствовал, что это место лишилось всякого шанса развить историю помимо извращенного аристократического происхождения. Это правда, что весь Йельский университет, его колледжи и лекционные залы были построены для элиты; тем не менее, эти пространства с их постепенно растущей доступностью создают ощущение, что они эволюционировали, чтобы вместить людей всех классов и профессий.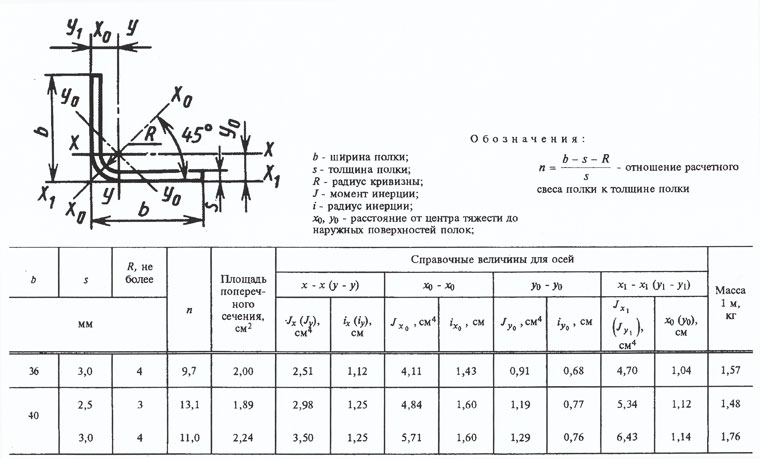 Швейцарская комната, наоборот, застыла во времени.
Швейцарская комната, наоборот, застыла во времени.
Хотел бы я видеть его теперь, пылающим и страстным, сжигающим свою жизнь с торопливым, лихорадочным пылом. Кто сейчас там обедал? Кто им владел? Совсем немного людей. Это было мрачное, одинокое место — полная и абсолютная выдумка.
«Ограничить использование Швейцарской комнаты небольшими мероприятиями, спонсируемыми преподавателями, и обеспечить соблюдение запрета на курение», — написала Джудит Фрэнсис Кеннеди, сторонник спасения комнаты от распада и протечек лака, якобы принесенных варварскими студентами, которые когда-то часто посещал его. «Следует подчеркнуть, что эти рекомендации не являются единственно возможными решениями. Однако отсутствие каких-либо действий приведет к предсказуемой траектории энтропии и, в конечном итоге, к сносу Швейцарской комнаты».
**
Когда я был моложе, я бегал по своему району, чтобы поиграть в заброшенной усадьбе, пожелтевшей от времени и спрятанной на опушке леса на Брайарлейк-роуд в Атланте, всего в пятнадцати минутах от того места, где я жил. Подобно Швейцарской комнате, его существование было уникальным и ненадежным, ему угрожало малейшее человеческое прикосновение. Это меня не остановило. Я помню, как запрыгнул на его крыльцо и крепко вцепился в его столбы. Иногда я заходил внутрь, осторожно ступая по потускневшим деревянным доскам.
Подобно Швейцарской комнате, его существование было уникальным и ненадежным, ему угрожало малейшее человеческое прикосновение. Это меня не остановило. Я помню, как запрыгнул на его крыльцо и крепко вцепился в его столбы. Иногда я заходил внутрь, осторожно ступая по потускневшим деревянным доскам.
Именно в Бриарлейкском лесу я узнал своего отца как теплого, беззаботного человека. Он жил и работал в совершенно другом штате, почти в четырех часах езды. Но каждую пятницу он возвращался, и мы вместе шли в усадьбу. Я помню, как схватил его за ногу и дернул за курс, седые волосы на его бороде. Мой отец смеялся над этим, трогал маму за щеку и целовал меня в макушку. Мы сидели на лестнице усадьбы и ели нарезанные помидоры на кусках хлеба и сыра. Мир двигался вместе с нашими шагами.
Через несколько месяцев после окончания школы наш городской совет собрался и проголосовал за снос усадьбы. Слишком много людей бродило по его изношенному деревянному полу, сказали нам. С тех пор он прогнил насквозь.
**
Я созерцал все это, возвращаясь из Беркли — Швейцарскую комнату и усадьбу Брайарлейк, каждая из которых сдерживала свой последний судорожный вздох. Один умер, другой умирает. Именно в это время начался дождь. Я стоял под зонтиком на углу Йорк-стрит и Вязовой улицы и наблюдал за происходящим в Йельском университете — за пешеходными переходами и людьми, за величественной безличной архитектурой, за грандиозным готическим воздухом. Я думал о его обращенных внутрь дворах и экспансивных, покоряющих тенденциях. Мне сказали, что Йельский университет будет продвигаться вперед, вытесняя жилые кварталы и разъедая свой город, в то время как редкая и драгоценная Швейцарская комната, его географическое сердце, собирает пыль и олицетворяет ужасное, постоянное состояние запущенности. Мне было интересно, что скрывается в этих холодных и пепельных стенах, что так стоило защищать.
Тогда мне стало очень грустно. Я бы предпочел наблюдать, как умирает комната.
ИРИС ЦУРИС
Ирис Цурис пишет для WKND.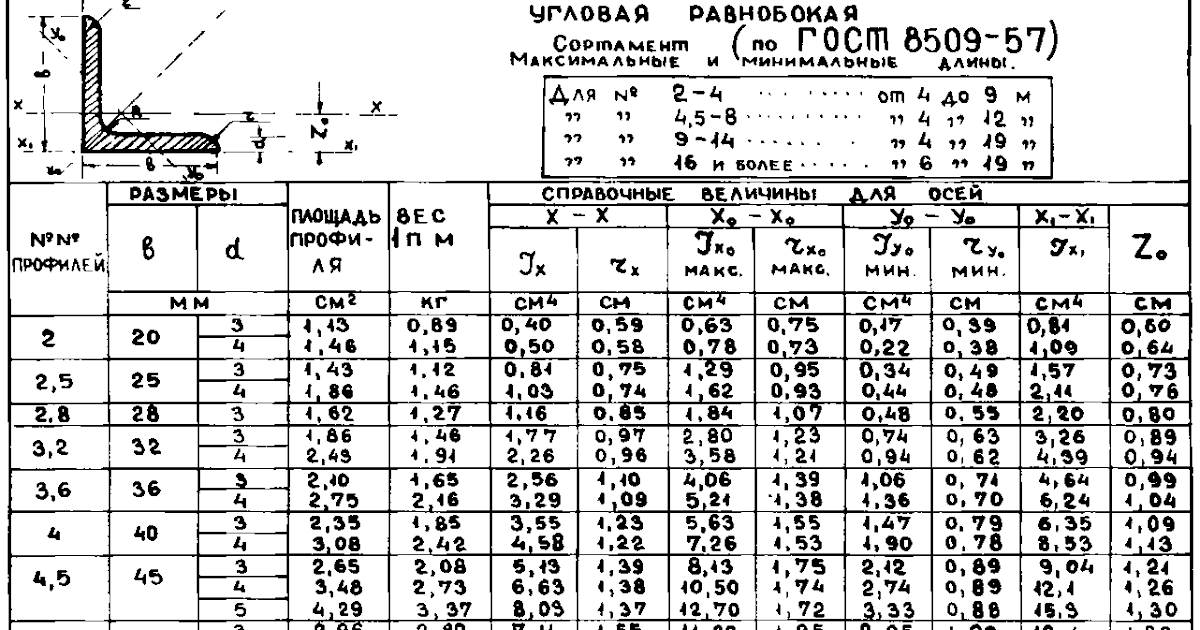 Родом из Атланты, она учится на первом курсе Давенпортского колледжа, интересуется архитектурным анализом.
Родом из Атланты, она учится на первом курсе Давенпортского колледжа, интересуется архитектурным анализом.
Штамп и пресс-форма
Штамп и пресс-формаШтамп и пресс-форма — это специализированная отрасль, для которой требуются стандартные и специальные инструменты, в первую очередь фрезы, для поддержки производства небольших партий для конкретных применений.
В последние годы мы расширили наш ассортимент сменных и сплошных круглых инструментов для поддержки различных применений штампов и пресс-форм.
В этой разнообразной отрасли используется широкий спектр компонентов для литья, часто из материалов, состояние которых затрудняет их обработку, и требуются инструменты, способные поддерживать высокие подачи, а также большие скорости съема материала.
Обычные компоненты включают пресс-формы для литья пластмасс под давлением, штампы для ковки, литье под давлением и микроформы, для каждого из которых требуются специальные инструменты. Этот диапазон применений охватывает как тяжелую черновую обработку, так и чистовую чистовую обработку.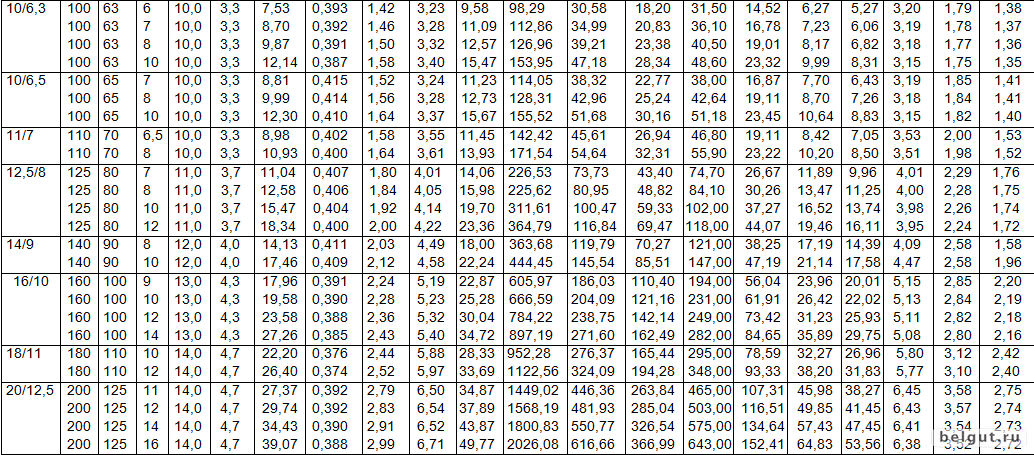
DIE & MOLD 2021
visibleView
file_downloadDownload
.
Мы работаем с широким кругом производителей штампов и пресс-форм, от компаний, производящих мелкие детали, такие как пресс-формы для бутылок и корпусов мобильных телефонов, до крупных поковок. Заготовки часто изготавливаются из труднообрабатываемых материалов, таких как предварительно закаленная сталь, закаленная инструментальная сталь и нержавеющая сталь.
При большом количестве различных материалов и размеров заготовок, требующих нескольких операций обработки, наличие подходящего режущего инструмента имеет первостепенное значение. Наша программа инструментов включает в себя копировально-фрезерные, торцевые и уступофрезерные фрезы, а также фрезы с высокой подачей.
Кроме того, из-за такого разнообразия в отрасли конечным пользователям требуется хороший уровень технической поддержки и консультации для приобретения подходящего высококачественного инструмента. Чтобы помочь нашим клиентам накапливать знания и опыт, мы создали специальную команду для сегмента штампов и пресс-форм.
Чтобы помочь нашим клиентам накапливать знания и опыт, мы создали специальную команду для сегмента штампов и пресс-форм.
В рамках нашего расширения в сегменте штампов и пресс-форм мы создали обширный ассортимент фрезерных станков с высокой подачей с несколькими недавними нововведениями. Например, фрезы SBN10 , благодаря своей уникальной конструкции гнезда, подходят для различных операций фрезерования, от черновой до чистовой обработки. Доступен диапазон диаметров от 16 до 42 мм с несколькими вариантами дизайна.
Эта фреза поддерживается рядом пластин BNGX10 для глубины резания до 1 мм. Запатентованная двухсторонняя пластина с четырьмя режущими кромками представляет собой очень экономичный и универсальный вариант.
Кроме того, новая двухсторонняя пластина SNGX11 поддерживает фрезерование с высокой подачей и глубиной резания до 1,7 мм. Прочная основная режущая кромка, добавленная в ноябре 2019 года, обеспечивает высокий уровень надежности и безопасности процесса, особенно при обработке углов внутри кармана.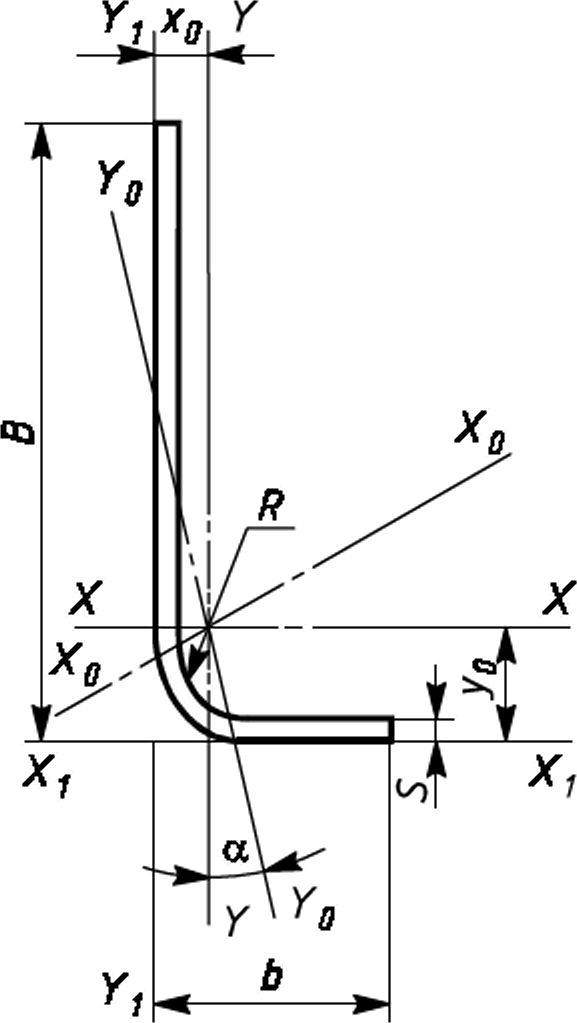 SNGX11 квадратной формы с восемью режущими кромками также представляет собой чрезвычайно экономичное решение.
SNGX11 квадратной формы с восемью режущими кромками также представляет собой чрезвычайно экономичное решение.
Еще одной ключевой операцией при изготовлении штампов и пресс-форм является копировально-фрезерная обработка. Наше семейство сменных фрез включает фрезы SCN05C, и SWN04C для получистовой и чистовой обработки стали, закаленной стали и чугуна.
Малый шаг зубьев увеличивает количество зубьев, что позволяет увеличить производительность на 20% по сравнению с фрезами со стандартным шагом. Еще одним элементом является снижение вибраций при больших вылетах, до 8xD. Предлагая пониженный уровень вибрации, он был оптимизирован для плавной обработки углов и карманов, что достигается за счет особой геометрии пластины Wiper.
Кроме того, доступны фрезы малого диаметра SRC10 диаметром от 25 до 66 мм и в различных стилях. Все они имеют сквозную подачу СОЖ, большое количество зубьев и имеют гнёздную конструкцию, обеспечивающую максимальную поддержку пластин с восемью гранями.
Наши сферические фрезы со сменными пластинами (включая ZP, XP, SRC и PPH) обеспечивают еще один выбор при черновой и получистовой обработке кармана. Например, серия Multiside XP представляет собой высокопроизводительное решение для профилирования с запатентованной системой зажима SideLok™, обеспечивающей высокий уровень стабильности, особенно при пятиосевой обработке сложных поверхностей.
С точки зрения круглых инструментов, наши фрезы со сферическим концом поддерживают трехмерное фрезерование профилей и контурную обработку сложных поверхностей. Ассортимент S2xx и S5xx для закаленных сталей доступен от короткой до сверхдлинной длины и имеет двойной радиус для снижения сил резания и поддержки более высокой подачи.
Увеличенная стенка выдерживает радиальные усилия, возникающие при обработке закаленных сталей, а усиленная передняя часть повышает стабильность и скорость съема металла.
Кроме того, программа S7xx твердосплавных фрез обеспечивает возможность фрезерования нескольких материалов. Все фрезы этой серии имеют дополнительный запас на режущей кромке для обеспечения высокой стабильности и безопасности процесса. Разнообразие диаметров, длин, конструкций канавок и покрытий, а также вариантов профиля черновой обработки и угловых радиусов делают этот ассортимент хорошим универсальным выбором.
Все фрезы этой серии имеют дополнительный запас на режущей кромке для обеспечения высокой стабильности и безопасности процесса. Разнообразие диаметров, длин, конструкций канавок и покрытий, а также вариантов профиля черновой обработки и угловых радиусов делают этот ассортимент хорошим универсальным выбором.
В частности, концевые фрезы S766 и S767 включают в себя дифференциальный шаг для обработки без вибрации, отличное качество поверхности и неравномерную спираль для снижения сил резания и повышения производительности обработки. Неравномерная спираль усиливает эффекты дифференциального шага, позволяя работать на еще более высоких скоростях.
Как сшить скошенные углы разной длины – Sie Macht
Закрепите этот пост, чтобы сохранить его на потом!Знаете ли вы, что культовые жакеты Chanel из букле имеют скошенные углы?
Если это достаточно хорошо для Коко, это достаточно хорошо для меня — и для вас!
В этой статье вы узнаете, как сделать ОСОБЫЙ вид скошенного уголка — угол, в котором сходятся сгибы разной длины.
Но что это значит? Вот пример, который прояснит ситуацию:
Центральный передний край юбки может быть загнут на изнаночную сторону на 1 дюйм, а кромка юбки может быть загнута на 2 дюйма. Перекрытие, созданное складками, будет 1 на 2 дюйма. (На случай, если вы не подберете то, что я бросаю, 1 дюйм и 2 дюйма — это неравных длин .)
Я научилась шить скошенные углы разной длины, потому что хотела, чтобы кромка этого радужного фланелевого платья была приподнятой (повторение коллекции Darling Ranges от Megan Nielsen). Честно говоря, я удивлен, что ателье Шанель не позвонило (ха!).
Давайте узнаем, как подшивать неровные скошенные углы. После того, как вы освоите эту технику, возможно, Chanel станет для вас тоже горяча.
Этот пост содержит партнерские ссылки, выбранные для вас. Если вы нажмете и совершите покупку, я могу получить комиссию без каких-либо дополнительных затрат для вас. Партнерская реклама — это основной способ получения дохода от Sie Macht, и я благодарю вас за вашу поддержку! 💙
Что такое скошенный угол?
Со скошенным углом, 9 слоев ткани0004 соединяют вместе (со швом) вместо того, чтобы перекрывали и создавали объем. Вы можете срезать углы под любым углом и любой длины .
Вы можете срезать углы под любым углом и любой длины .
Посмотрите эти образцы бумаги; ткань работает ТАК ЖЕ (и, TBH, довольно весело делать эти дурацкие маленькие фигурки):
а.) Острый угол равной длины
b.) Острый угол, неравные длины
c.) Прямоугольные, разной длины
d.) Прямой угол, равные длины
д.) Тупой угол равной длины
f.) Тупой угол, неравные длины
СВЯЗАННЫЕ: Платье Rainbow Darling Ranges: фланель Encore
Когда использовать скошенный угол
Скошенные углы идеально подходят для любого места, где ткань делает изгиб, острый или широкий.
Практически созданы следующие варианты использования скошенных углов:
- Угол кардигана или жакета
- Разрезанный низ
- Угол подола юбки
- Шлица куртки
Скошенный угол можно сшить из любой ткани, тканой или трикотажной.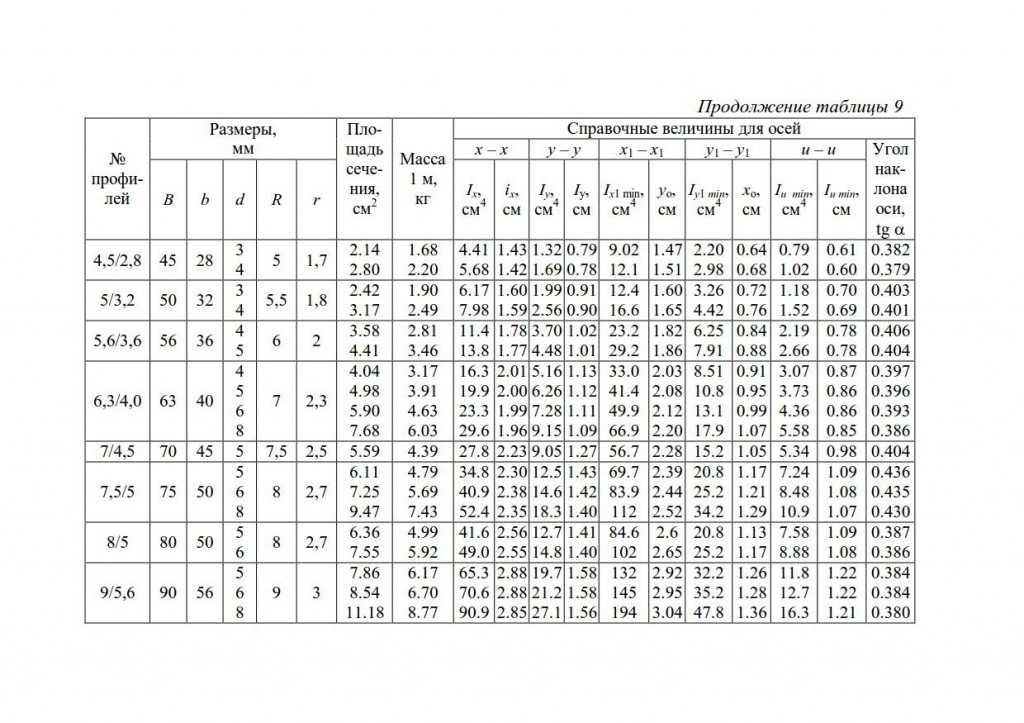 Если шаблон требует угол, вы можете его срезать!
Если шаблон требует угол, вы можете его срезать!
Два меня, есть две основные причины зашить скошенный угол:
- Они выглядят профессионально . Это техника, которая ОПРЕДЕЛЕННО повышает уровень моды DIY от «домашнего» до «ручного».
- Они уменьшают объем углов, где сталкиваются два сложенных края. По крайней мере, с двумя сложенными краями у вас получится четыре слоя ткани.
За многие годы шитья и чтения о шитье, а также просмотра видео о шитье я усвоила то, что нужно уменьшать объем, когда можно .
СВЯЗАННЫЕ: Исследуйте швейные ресурсы Sie Macht — руководства, учебные пособия и многое другое
Что нужно, чтобы сшить идеальный уголок
Для сшивания скошенных углов вам потребуются следующие швейные принадлежности:
- Мел или другой инструмент для разметки
- Утюг
- Линейка
- Ножницы или вращающийся резак
- Нить
- Токарный станок
- Швейная машина
- Булавки
- ¼ дюйма от линии строчки
- Ближе к внешнему углу
8 Я предлагаю попрактиковаться в этой технике, прежде чем применять ее к настоящей ткани. -проект сделки. Вы также можете попрактиковаться с бумагой (для большего эффекта оригами, если вам это нравится).
-проект сделки. Вы также можете попрактиковаться с бумагой (для большего эффекта оригами, если вам это нравится).
Как сшить скошенные углы разной длины
Эта техника взята из одной из моих любимых книг по шитью «Секреты шитья в модной индустрии».
Если два сложенных края неравны по длине, продолжайте читать, чтобы узнать, как срезать их под углом.
1.) Обработайте необработанные края ткани, из которых будет скошенный угол. Это может быть крошечная складка (¼ дюйма), зигзагообразная строчка, обметка или розовая отделка. Выбор швеи!
2.) Положите ткань изнаночной стороной вверх. Готовые края сложите в нужном порядке на изнаночную сторону. Например, если бы я шила вышеупомянутую юбку, я бы сначала сделала центральную складку спереди, а затем подогнула кромку.
3.) Аккуратно прижмите утюгом к этому не скошенному углу (не беспокойтесь о торчащих краях в этом месте). Мы запоминаем основные складки.
4.) Переверните ткань и положите ее лицевой стороной вверх. Разверните уголок. У вас должны получиться ярко выраженные линии сгиба, благодаря мягкому железному прессу.
Разверните уголок. У вас должны получиться ярко выраженные линии сгиба, благодаря мягкому железному прессу.
5.) Сложите готовые края вправо в порядке фальцовки в обратном порядке . Итак, продолжая пример с юбкой, здесь я сначала подгибаю подол, а затем сгибаю по центру переда.
6.) С помощью инструмента для разметки проведите диагональную линию от нижнего внешнего угла пересекающихся складок к верхнему внутреннему углу. Немного перерисуйте (от 1/16 до 1/8 дюйма) на изнаночную сторону ткани.
7.) Отогните верхнюю складку по диагональной линии. Пальцем надавите на диагональную складку. Вы отрываете верхнюю складку, чтобы посмотреть на нижнюю.
8.) Проведите маркером вдоль края диагональной складки, проведя диагональную линию от нижнего внешнего угла к верхнему внутреннему углу (перерисовка поможет вам 9).0004 найти конечную точку этой строки). Теперь должна быть диагональная линия на верхнем сгибе и диагональная линия на нижнем сгибе.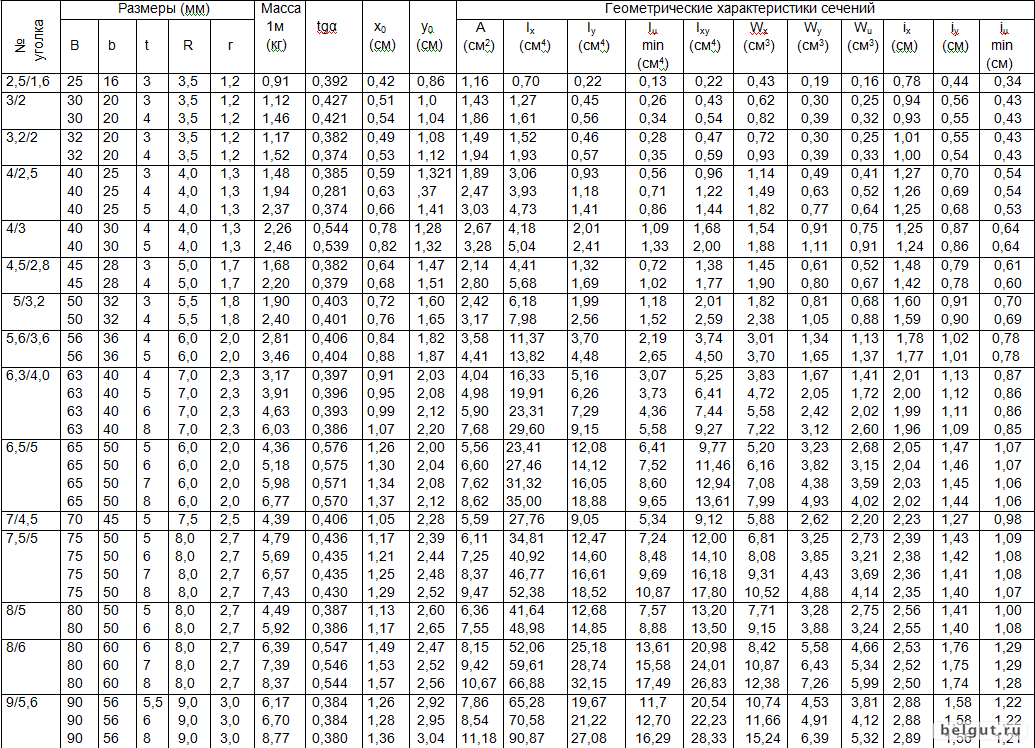 В случае примера с юбкой есть линия по центру спереди и такая же линия по краю.
В случае примера с юбкой есть линия по центру спереди и такая же линия по краю.
9.) Разверните уголок изнаночной стороной вверх и посмотрите на две диагональные линии. Используя поверочную линейку и инструмент для разметки, соедините линии от готовой кромки к готовой кромке. (Разве не дико, как они собираются вместе? Это похоже на волшебство!) Эта линия является вашей линией сшивания для создания митры.
10.) Создадим припуски на швы. Используя линейку, нарисуйте линию, которая равна:
.11.) Отрежьте внешний угол по линии припуска на шов. (Вас может пугать отрезание ткани, но это правильно!)
12.) Лицевые стороны вместе, сложите строчку пополам. Когда вы складываете леску, верхняя часть лески и нижняя часть лески должны точно накладываться друг на друга. Проткните булавкой линию стежка с одной стороны ткани на другую, чтобы подтвердить выравнивание.
Это немного трудно обнаружить, но через желтую строчку воткнута булавка.
13.) Прошейте вдоль линии строчки, чтобы получился угловой шов; обратная строчка с обоих концов.
14.) На изнаночной стороне раскройте скошенный шов и разутюжьте. Обрежьте угол, чтобы убрать объем.
Вы можете увидеть обрезанный угол в правом нижнем углу.15.) Выверните скошенный угол на лицевую сторону. (Для создания острого острия здесь полезен токарный станок.) Аккуратно нажмите на правую сторону.
16.) Пришейте неравные края на место! И готово. Отличная работа!
Отстрочка — это только один из вариантов закрепления краев.Заключительные мысли о шитье скошенных углов
Это одна из тех техник шитья, освоив которую, вы ищете возможности применить ее на практике. Сшивание скошенных углов позволяет почувствовать себя профессионалом; они опрятны и требуют некоторой умственной работы, чтобы сделать все правильно.
Первое, о чем следует помнить при шитье скошенных углов, особенно если края неровные, это СНАЧАЛА ПОПРАКТИКоваться. Лучше сделать прогонку бумагой или обрезками ткани, чем отрезать не ту часть своего угла.