Угольные футеровочные изделия: Футеровочные угольные блоки и плиты
alexxlab | 31.07.1989 | 0 | Разное
3190000 ЭЛЕКТРООБОРУДОВАНИЕ ПРОЧЕЕ И ЕГО ДЕТАЛИ \ КонсультантПлюс
3190000 ЭЛЕКТРООБОРУДОВАНИЕ ПРОЧЕЕ И ЕГО ДЕТАЛИ
3190100 Электрооборудование зажигания и пуска для двигателей
внутреннего сгорания
3190101 Свечи зажигания
3190102 Магнето
3190103 Распределители, катушки зажигания
3190104 Стартера
3190105 Генераторы
3190109 Электрооборудование зажигания и пуска для двигателей
внутреннего сгорания прочее
3190110 Стеклоочистители, стеклообогреватели, приспособления
против запотевания стекол
3190120 Комплекты проводов зажигания для двигателей (в том числе
автомобильные, авиационные, судовые и прочие)
3190130 Электрооборудование автомобилей, тракторов, мотоциклов и
сельскохозяйственных машин
3190131 Источники электроэнергии и аппаратура системы зажигания
3190132 Оборудование системы освещения
3190133 Аппаратура коммутационная
3190134 Аппаратура системы сигнализации
3190135 Аппаратура электропуска
3190136 Электрооборудование дополнительное
3190140 Электрооборудование тяговое для автомобилей, автопоездов,
тракторов
3190141 Электрооборудование тяговое для автомобилей
3190142 Электрооборудование тяговое для автопоездов
3190143 Электрооборудование тяговое для тракторов
3190150 Узлы и детали электрооборудования автомобилей, тракторов,
мотоциклов и сельскохозяйственных машин
3190151 Узлы и детали источников электроэнергии и аппаратуры
системы зажигания
3190152 Узлы и детали оборудования системы освещения
3190153 Узлы и детали коммутационной аппаратуры
3190154 Узлы и детали системы сигнализации
3190155 Узлы и детали аппаратуры электропуска
3190156 Узлы и детали электрооборудования дополнительного
3190160 Электрооборудование для автомобильного транспорта прочее,
не включенное в другие группировки
3190161 Электрооборудование для троллейбусов
3190162 Агрегаты, узлы и детали электромобилей
3190170 Электрическое осветительное и сигнальное оборудование
специальное (внешние опознавательные знаки такси, скорой
помощи, милицейских машин и прочее)
3190180 Приспособления для подачи звуковых сигналов (звонков,
сигнальных устройств на случай взлома или пожара и прочие)
3190190 Электросигнальное оборудование, обеспечивающее
безопасность движения на автодорогах, железнодорожных,
трамвайных путях, на внутреннем водном транспорте, в
аэропортах, гаванях, портах
3190210 Электромагниты
3190220 Магниты постоянного действия для электротехнических
изделий
3190221 Магниты постоянные металлокерамические
3190222 Магниты постоянные оксидные
3190223 Магнитопроводы магнитомягкие
3190230 Электромагнитные муфты
3190250 Электромагнитные подъемные головки
3190260 Электрические ускорители частиц
3190270 Электрические генераторы звуковых сигналов
3190280 Аппаратура для электрогальванизации, электролиза и
электрофореза
3190290 Прочее электрооборудование, не включенное в другие
группировки
3190300 Материалы слоистые электроизоляционные
3190301 Гетинакс электротехнический листовой
3190302 Текстолит листовой
3190303 Текстолит фасонный
3190304 Асботекстолит
3190305 Асбогетинакс
3190306 Пластик ПГТ
3190307 Изделия, намотанные на основе бумаги и хлопчатобумажных
тканей
3190308 Гетинакс фольгированный
3190310 Лакоткани электроизоляционные
3190311 Лакоткани электроизоляционные хлопчатобумажные
3190312 Лакоткани электроизоляционные на натуральном шелке
3190313 Лакоткани электроизоляционные капроновые
3190314 Лакоткани электроизоляционные стеклянные
3190315 Лакоткани электроизоляционные липкие
3190316 Лакоткани электроизоляционные бензонасосные
3190320 Трубки электроизоляционные гибкие
3190321 Трубки электроизоляционные гибкие хлопчатобумажные
3190322 Трубки электроизоляционные гибкие шелковые
3190323 Трубки электроизоляционные гибкие стеклянные
3190324 Трубки электроизоляционные гибкие резиновые нагревостойкие
3190325 Трубки электроизоляционные гибкие на основе синтетических
материалов
3190330 Материалы электроизоляционные прочие
3190331 Бумага электроизоляционная слюдяная
3190332 Лента смоляная
3190333 Бумага пропитанная и лакированная
3190334 Ткани пропитанные
3190335 Материалы композиционные пленкосодержащие
3190336 Материалы прессовочные из отходов электроизоляционных
материалов
3190340 Миканиты
3190341 Миканиты гибкие
3190342 Миканиты формовочные
3190343 Миканиты прокладочные
3190344 Миканиты коллекторные
3190345 Микафолий
3190346 Микалента
3190347 Микашелк и микаполотно
3190349 Миканиты прочие
3190350 Слюдиниты
3190351 Слюдиниты гибкие
3190352 Слюдиниты формовочные
3190353 Слюдиниты коллекторные
3190354 Слюдинитофолий
3190355 Стеклослюдолента
3190359 Слюдиниты прочие
3190360 Слюдопласты
3190361 Слюдопласты гибкие
3190362 Слюдопласты формовочные
3190363 Слюдопласты прокладочные
3190364 Слюдопласты коллекторные
3190365 Слюдопластофолий
3190366 Слюдопластоленты
3190369 Слюдопласты прочие
3190460 Изоляторы из пластических масс
3190461 Изоляторы из пластических масс для электротранспорта
3190462 Изоляторы из пластических масс опорные
3190470 Изоляторы эбонитовые
3190471 Изоляторы эбонитовые проходные
3190480 Щетки для электрических машин графитные, угольно –
графитные и электрографитированные
3190481 Щетки графитные и угольно – графитные объемом до 5 см3
3190482 Щетки графитные и угольно – графитные объемом свыше 5 до
20 см3
3190483 Щетки графитные и угольно – графитные объемом свыше 20 см3
3190484 Щетки электрографитированные объемом до 1 см3
3190485 Щетки электрографитированные объемом свыше 1 до 5 см3
3190486 Щетки электрографитированные объемом свыше 5 до 10 см3
3190487 Щетки электрографитированные объемом свыше 10 до 20 см3
3190488 Щетки электрографитированные объемом свыше 20 до 40 см3
3190489 Щетки электрографитированные объемом свыше 40 см3
3190490 Щетки для электрических машин серебряно – графитные
3190500 Щетки для электрических машин металлографитные
3190501 Щетки металлографитные объемом до 1 см3
3190502 Щетки металлографитные объемом свыше 1 до 5 см3
3190503 Щетки металлографитные объемом свыше 5 до 10 см3
3190504 Щетки металлографитные объемом свыше 10 до 20 см3
3190505 Щетки металлографитные объемом свыше 20 до 40 см3
3190506 Щетки металлографитные объемом свыше 40 см3
3190510 Щетки для электрических машин подвижного железнодорожного
состава
3190520 Угли электрические
3190521 Угли кинопроекционные
3190522 Угли киносъемочные
3190523 Угли светокопировальные
3190524 Угли спектральные
3190525 Угли прожекторные
3190526 Угли сварочные
3190530 Электроды угольные для химических источников тока
3190540 Угли и электроды угольные прочие
3190550 Изделия электроугольные для техники слабых токов
3190551 Столбы угольные
3190552 Сопротивления угольные
3190553 Пластины угольные для разрядников
3190554 Порошки угольные микрофонные
3190555 Диски угольные
3190560 Изделия графитовые и угольно – графитовые
3190561 Волокно углеграфитовое
3190562 Жилы и ленты углеродные
3190563 Крупка угольная
3190564 Войлоки углеграфитовые и углеродистые
3190565 Графит термообогащенный
3190566 Изделия графитовые и углеграфитовые конструкционные
3190570 Изделия электроугольные уплотнительные для
электрооборудования
3190571 Кольца уплотнительные типа 2П-1000 (в том числе заготовки
для колец, сегментов и плиты типа 2П-1000)
3190572 Кольца уплотнительные типа Э46
3190573 Кольца опорные типа ГСГ
3190579 Изделия электроугольные уплотнительные для
электрооборудования прочие
3190590 Контакты угольные
3190591 Подпятники для железнодорожного подвижного состава (шайбы
угольно – графитовые типа Т2 для турбогенераторов)
3190592 Контакты угольные для зажигания
3190593 Контакты угольные троллейбусные
3190599 Контакты угольные прочие
3190600 Изделия контактные металлокерамические
3190601 Контакты коммутирующие для низковольтной аппаратуры
3190602 Контакты коммутирующие для высоковольтной аппаратуры
3190603 Кольца контактные, коллекторные пластины
3190604 Контакты скользящие
3190610 Изделия конструкционные металлокерамические
3190611 Изделия конструкционные металлокерамические стальные
3190612 Изделия конструкционные металлокерамические бронзовые и
латунные
3190613 Втулки антифрикционные на основе железа
3190614 Втулки антифрикционные на основе меди
3190615 Заготовки бронзографитовые
3190619 Изделия конструкционные металлокерамические прочие
3190620 Запасные части и комплектующие изделия для изоляторов,
изделий электроугольных
3190621 Запасные части и комплектующие изделия к изоляторам
3190622 Детали из стеатита для предохранителей
3190650 Преобразователи электрических сигналов электрохимические
3190651 Интеграторы дискретного действия электрохимические
3190652 Интеграторы непрерывного действия электрохимические
3190653 Приборы функциональные для преобразования электрических
сигналов электрохимические
3190654 Счетчики электрохимические
3190660 Преобразователи механических колебаний и волновых полей
электрохимические и электрокинетические
3190670 Датчики ионометрические
3190680 Накопители электрической энергии электрохимические
3190681 Накопители электрической энергии неполярного типа
3190682 Накопители электрической энергии полярного типа
3190700 Аноды графитированные
3190701 Аноды графитированные для ванн с ртутным катодом
3190702 Аноды графитированные для ванн со стальным катодом
3190710 Блоки и пластины графитированные
3190711 Блоки графитированные для доменных печей
3190712 Блоки графитированные для магниевой промышленности
3190713 Блоки графитированные для футеровки графитировочных печей
3190714 Блоки графитированные квадратных сечений
3190715 Пластины графитированные
3190716 Блоки графитированные для футеровки изложниц
3190720 Электроды, ниппели (включая заготовки) и стержни
графитированные
3190721 Электроды графитированные
3190722 Ниппели графитированные к электродам
3190723 Заготовки графитированные
3190724 Электроды графитированные токоподводящие для
графитировочных печей
3190725 Огарки графитированные
3190726 Стержни графитированные для плавки металлического кобальта
3190730 Электроды, ниппели, насадки и пластины угольные
3190731 Электроды угольные
3190732 Ниппели угольные к электродам угольным
3190733 Насадки углеродистые для шахтных печей магниевых заводов
3190734 Пластины коксовые обожженные
3190735 Пластины обожженные для криолитового производства
3190740 Блоки, плитки угольные футеровочные и трубы угольные
3190741 Блоки углеродные для футеровки доменных печей
3190742 Плитки угольные футеровочные
3190743 Блоки угольные футеровочные для криолитового производства
3190744 Блоки угольные футеровочные для электротермических печей
3190745 Трубы угольные для эксплуатации в электрических печах,
изготовление колец “Рашига” и прочих целей
3190750 Продукция электродная для алюминиевой промышленности
3190751 Блоки подовые и боковые для алюминиевых электролизеров
3190752 Заготовки прессованные для производства подовых и боковых
блоков
3190753 Блоки анодные (аноды угольные), обожженные для алюминиевых
электролизеров
3190754 Заготовки электродов и ниппелей для алюминиевой
промышленности
3190760 Масса, пасты и продукция электродной промышленности прочая
3190761 Масса угольная электродная (в том числе для
самообжигающихся электродов)
3190762 Масса углеродистая (в том числе для заполнения швов)
3190763 Масса анодная углеродистая
3190764 Масса подовая
3190765 Паста углеродистая
3190766 Паста контактная
3190767 Изделия фасонные
3190768 Отходы углеродсодержащие
3190769 Термографит
3190770 Продукция углеграфитовая конструкционного назначения
3190771 Материалы графитированные и обожженные антифрикционные
3190772 Материалы графитированные и обожженные антифрикционные с
металлической пропиткой
3190773 Изделия фасонные из графитированного и угольного
материалов
3190774 Графит различных марок для использования в условиях
высокой температуры и изделия из него
3190775 Графит особой чистоты и изделия из него
3190776 Графит повышенной чистоты и изделия из него
3190777 Графит силицированный, борированный, боросилицированный,
алюмокарбидкремниевый и изделия из него
3190781 Графитопластовый материал. Заготовки и изделия
Заготовки и изделия
3190782 Графит, пропитанный смолами. Заготовки и изделия
3190783 Графит искусственный порошковый (в том числе измельченный)
3190784 Углеродные волокна, жгуты
3190785 Углеродные ткани
3190786 Материалы композиционные на основе углеродных волокон
3190787 Заготовки и изделия на основе углеродных волокон
Изделия из каменного литья, базальтовая футеровка
Каталог изделий из каменного литья
Каменное литьё получают путём расплава горных пород, близких к базальту и заливкой их в земляные и металлические формы или машины центробежного литья.
Каменное литье имеет высокую износостойкость, устойчивость к кислотам, щёлочам и температурному воздействию. Каменное литье предназначено для работы в тяжёлых условиях эксплуатации, при воздействии агрессивных сред, абразивном воздействии, повышенной температуре, влажности, запылённости, механических нагрузках.
Каменное литьё изготавливается нескольких типов в зависимости от требований эксплуатации.
- Износостойкое литьё — рабочая температура до 150°С и высокая сопротивляемость износу, кислотам и щелочам.
- Термостойкое литье — рабочая температура до 900°С и высокая сопротивляемость кислотам и щелочам, стойкость к перепадам температур в совокупности с абразивными нагрузками.
Из каменного литья изготавливают плитку, желоба, вкладыши труб и различные фасонные изделия.
Преимущества использования каменного литья
- Использование каменного литья позволяет увеличить срок службы оборудования и сооружений в 10 раз.
- Срок службы металлического оборудования 1 – 2 года, а футерованного каменным литьем 10 – 20 лет.
- В одинаковых условиях эксплуатации каменное литье изнашивается на 1 миллиметр в год, а метал изнашивается на 10 миллиметров в год.
- Футеровка оборудования каменным литьем снижает время на ремонт оборудования примерно в 10 раз.
- Камнелитая футеровка позволяет снизить затраты на замену изношенного оборудования в 5 раз.

- Термостойкое каменное литье на рампе коксовой батареи служит от 5 до 7 лет. Любой другой материал служит не более 8 месяцев.
Область применения каменного литья
Изделия из каменного литья применяют для защиты сооружений и оборудования на предприятиях добывающих отраслей, металлургии, а также других отраслей промышленности, где оборудование подвергается абразивному износу, воздействию агрессивных сред и повышенных температур.Рекомендуется применять каменное литье для защиты оборудования и сооружений, работающих при давлениях 1 МПа и выше.
В горнодобывающей промышленности
каменное литье используют в системах удаления шламов и гидравлической подачи рудных материалов. Им футеруют хвостовые отвалы, пульпопроводы, сливные каналы, течки, лотки, воронки, желоба, гидроциклоны, классификаторы, бункера и другое оборудование.
В металлургической промышленности
камнелитые изделия применяют для футеровки коксовых рамп, воронок и бункеров.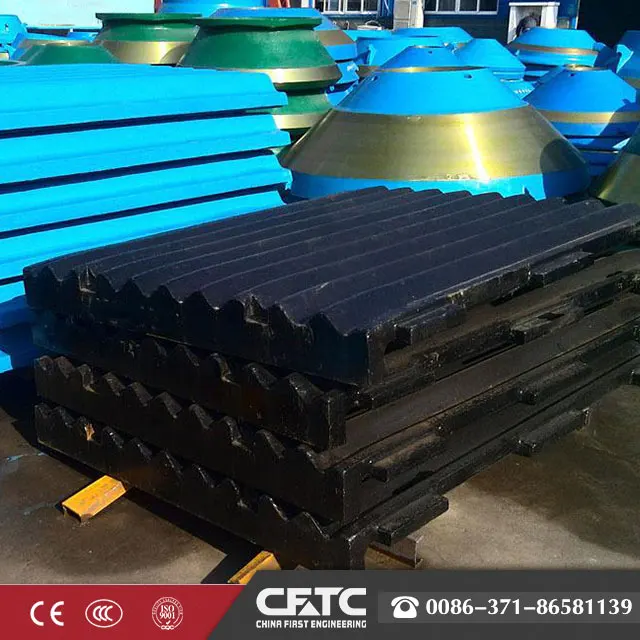 В прокатных цехах камнелитые желоба используются в системах гидравлического смыва окалины. Плиткой футеруют узлы флотомашин, пульпопроводов , классификаторы.
В прокатных цехах камнелитые желоба используются в системах гидравлического смыва окалины. Плиткой футеруют узлы флотомашин, пульпопроводов , классификаторы.
В угольной промышленности
каменным литьем футеруют сепараторы, желоба и отсадочные машины, скребковые транспортеры и бункера, трубопроводы. На флотомашинах каменным литьем футеруют трубопроводы для передачи пульпы, а также сами корпуса таких машин.
В стекольной промышленности
на стекольных, электроламповых и кинескопных заводах широко используются пневматические трубопроводы с каменным литьём. Каменная футеровка обладает ещё и свойством пониженного механического сопротивления проходу транспортируемых материалов.
На химических и коксохимических предприятиях
каменным литьем футеруют корпуса и ловушки сатураторов, оборудование реакционных башен, коксовые рампы, отстойники для генерированной кислоты, змеевики, перегонные котлы, травильные ванны, кислотные трубопроводы, фильтры, сборники жидкостей.
В энергетической промышленности
каменное литье используют для футеровки скрубберов, труб Вентури, систем гидравлического золоудаления, для систем подачи угля и угольной пыли, а также для изготовления камнелитых сопел. Это позволяет надежно защитить такие изделия в наиболее опасных местах.
Физико-механические свойства каменного литья
Каменное литье по шкале твердости Мооса имеет 7 — 8 группу, уступая лишь алмазу и корунду. Для повышения механических свойств и эксплуатационной надёжности изделия размерами более 400*400 мм армируются металлическими сетками. По необходимости такие детали оснащаются монтажными петлями и закладными элементами.
Стойкость каменного литья к агрессивным средам
| Наименование кислоты | Стойкость различных материалов, в % | |
| Износостойкое каменное литье | Термостойкое каменное литье | |
| H2 SO4(концентрированная) | 98 | 96 |
| H Cl (концентрированная) | 90 | 80 |
| H Cl (р-р 20 %) | 97 | 92 |
| CH3COOH (концентрированная) | 97 | не исследовалось |
| HNО 3 (р-р 56 %) | 95 | не исследовалось |
| H3PO4 (р-р 85 %) | 94 | не исследовалось |
| HF (р-р 45 %) | 40 | не исследовалось |
| NaОН (р-р 20 %) | 95 | не исследовалось |
| NaОН (р-р 40 %) | 87 | не исследовалось |
| КОН (р-р 20 %) | 98 | не исследовалось |
| КОН (р-р 40 %) | 95 | не исследовалось |
| КОН (р-р 50 %) | 85 | не исследовалось |
Отчётливо видно, что каменное литьё является устойчивым к воздействию практически всех кислот кроме плавиковой.
Сравнительные показатели каменного литья и других материалов
| Показатель | Каменное литье | Серый чугун | Шамот-ный кирпич | Огне-упорный бетон | |
| Износо-стойкое | Термо-стойкое | ||||
| Объемная масса, кг/м³ | 2900-3000 | 2800-2900 | 7200 | 2000 | 1990 |
| Водопоглощение, % | 0,13 | 0,7 | — | 11,0 | 10,1 |
| Предел прочности при сжатии, МПа | 250 | 200 | 500 | 23 | 44 |
| Предел прочности при изгибе, МПа | 30 | 20 | 280 | 5,6 | 3,6 |
| Ударная вязкость, кДж/м² | 1,25 | 1,06 | 3,0 | — | 1,2 |
| Модуль упругости, Мпа | 100630 | 43700 | 120000 | 10000 | 18000 |
| Коэффициент Пуассона | 0,25 | 0,24 | — | — | — |
| Термостойкость, °С | 150 | 900 | — | 1047 | 1027 |
| Теплопроводность, Вт/(м-С°), при 20°С | 1,52 | 1,07 | 51,0 | 1,0 | 0,83 |
| Удельная теплоемкость кДж/ (кг-С°) при 20°С | 0,77 | 0,67 | 0,46 | 0,83 | 0,79 |
| Температурный коэффициент линейного расширения, a-10-7 °С-1, в интервале 20-600 °С | 83 | 60 | 132 | 38 | 21 |
| Износостойкость, г/см2 | 0,12 | 0,13 | — | — | — |
Химический состав каменного литья
| Каменное литье | Массовая доля окислов, % | |||||
| SiО2 | Al2О3 | СаО | МgО | МnО | FeO+Fe2O3 | |
| Износостойкое | 45-52 | 9-16 | 6-10 | 7-12 | — | 15-22 |
| Термостойкое | 47-52 | 7-14 | 11-17 | 10-15 | — | 8-15 |
Эксплуатационные свойства каменного литья
- Сопротивление каменного литья разрушению в результате термических напряжений (термическая стойкость) по ГОСТ 6145-55 для износостойкого каменного литья составляет 7-8 теплосмен, для термостойкого каменного литья – не менее 20 теплосмен;
- Водонасыщение (способность литья впитывать воду при кипячении или давлении ниже атмосферного в течение 24 ч.
 ) составляет для каменного литья 0,13 — 0,7 % (испытания по ОСТ 8269-56).
) составляет для каменного литья 0,13 — 0,7 % (испытания по ОСТ 8269-56). - Коэффициент теплопроводности, характеризующий скорость распространения температуры в материале для износостойкого и термостойкого литья составляет 1,24х103 м2 /ч (при температуре до 100 0С) и 3,22х103 м2 /ч (при температуре до 900 0С).
Электрические свойства каменного литья
- удельное объемное электросопротивление – 1,7-3,0 10
- электрическая прочность – 0,8-3,0 кВ/мм
- диэлектрическая проницаемость, при f=50 Гц – 0,095-0,13
Диэлектрические свойства могут быть улучшены, если уменьшить содержание в каменном литье железа и марганца или если использовать светлокаменное или термостойкое (доломитовое) литье.
Каменное литье не подвержено старению – его свойства со временем не изменяются.
Каменное литье при взаимодействии с радиоактивными веществами — не образует радиоактивной пыли.
ГОСТ Р 54256-2010 Продукция электродная. Термины и определения
ФЕДЕРАЛЬНОЕ АГЕНТСТВО ПО ТЕХНИЧЕСКОМУ РЕГУЛИРОВАНИЮ И МЕТРОЛОГИИ
ГОСТР
54256-
2010
НАЦИОНАЛЬНЫЙ
СТАНДАРТ
РОССИЙСКОЙ
ФЕДЕРАЦИИ
Продукция электродная
ТЕРМИНЫ И ОПРЕДЕЛЕНИЯИздание официальное
Москва
Стенда ртмнформ 2012
Предисловие
Цели и принципы стандартизации е Российской Федерации установлены Федеральным законом от 27 декабря 2002 г. N® 1&4-ФЗ «О техническом регулировании», а правила применения национальных стандартов Российской Федерации — ГОСТ Р 1.0—2004 «Стандартизация в Российской Федерации. Основные положения»
Сведения о стандарте
1 РАЗРАБОТАН Открытым акционерным обществом «Уральский электродный институт» (ОАО «Уральский электродный институт»)
2 8НЕСЕН Техническим комитетом по стандартизации ТК109 «Электродная продукция»
3 ПРИНЯТ И ВВЕДЕН 8 ДЕЙСТВИЕ Приказом Федерального агентства по техническому регули-рованию и метрологии от 23 декабря 2010 г. № 1057-ст
№ 1057-ст
4 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодно издаваемом информационном указателе «Национальные стандарты», а текст изменений и поправок — в ежемесячно издаваемых информационных указателях «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячно издаваемом информационном указателе «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
Стандартинформ. 2012
Настоящий стандарт не может быть полностью или частично воспроизведен, тиражирован и рас* пространен в качестве официального издания без разрешения Федерального агентства по техническому регулированию и метрологии
Содержание
in
Введение
Установленные е настоящем стандарте термины расположены е систематизированном порядке, отражающем электродную продукцию в системе общероссийской классификации продукции.
Термины распределяются в соответствии со специализацией технического комитета по стандартизации ТК109 «Электродная продукция» по однородным видам продукции по общероссийскому классификатору продукции ОКП 005-93 по основным рубрикам:
– продукция графигированная:
• продукция угольная:
– продукция для алюминиевой и электродной промышленности:
– массы, пасты:
– прочая продукция.
Для каждого термина установлено одно стандартизованное определение.
Приведенные определения можно при необходимости изменять, вводя в них производные признаки. раскрывая значения используемых в них терминов, указывая объекты, входящие в объем определяемого термина. Изменения не должны нарушать содержаниеопределений, представленных в настоящем стандарте.
Стандартизированные термины набраны полужирным шрифтом, их краткие формы, представленные аббревиатурой. — светлым.
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Продукция электродная ТЕРМИНЫ И ОПРЕДЕЛЕНИЯ Electrode products. | |
Дете введения – 1 Область применения | – 2012—07—01 |
 Terms end definitions
Terms end definitionsНастоящий стандарт устанавливает термины и определения понятий в области электродной про* дукции.
Термины, установленные настоящим стандартом, обязательны для применения во всех видах документации и литературы (поданной научно-технической отрасли), входящих в сферу работ по стан* дартизации и (или) использующих результаты этих работ. Определение, приведенное для каждой группы продукции, распространяется на всю продукцию, входящую в эту группу.
2 Термины и определения
Основные понятия в области электродной продукции 2.1 продукция графитированная: Углеродные изделия на основе кокса, получаемые по классической технологической схеме электродного производства, включающей термические переделы обжига и графитации. Отличительным признаком графитированной продукции является низкое по сравнению с другими видами электродной продукции удельное электросопротивление, менее 15мкОмм, иеысокая теплопроводность. | graphite products |
2.2 продукция угольная: Углеродные изделия на основе термообработанного антрацита. получаемые по классической технологической схеме электродного производства, включающей в себя из термических переделов только обжиг. В настоящее время практически вся угольная продукция на основе термообработанного антрацита изготавливается с добавлением искусственного графита в различных соотношениях. В связи с этим в научной литературе эту группу продукции именуют углеграфитовой. Основным отличительным признаком от графитированной продукции является повышенное удельное электросопротивление, на уровне более 20 мкОм-м. | carbon products |
2.3 продукция для алюминиевой и электродной промышленности: Углеродные изделия на основе кокса или термообработанного антрацита с добавлением искусственного графита в различных соотношениях, в том числе полуфабрикаты, отпускаемые в виде товарной продукции, с последующей технологической доводкой до достижения нормируемых физико-механических свойств и геометрических параметров. Примечаний 1 в соответствии с общероссийским классификатором ОКП 005-93 продукций дли алюминиевой и электродной промышленности отнесена к однородному виду продукции как продукций внутреннего потреблений в рвмквх одной подотрасли. 2 Продукцию дли алюминиевой промышленности получают по классической технологической схеме электродного производства, включающей в себя из термических переделов, как правило, только обжиг. | products for aluminum and electrode industries |
Издание официальное |


2.4 массы, пасты: Углеродная продукция, получаемая по классической технологической схеме электродного производства, которая для этой группы заканчивается переделом смешивания (без прессования и термообработки).
masses.
pastes
graphite electrodes and nipples
graphite blocks for blast furnaces
graphite
for
magnesium
industry
graphite
rectangular
blocks
lining blocks for pets
lining blocks for
graphitizing
graphite
electrodes
for
graphitizing
furnaces
Примечание — Массы различаются по аилу используемого сырья:
• на основе термообработанного антрвцита и искусственного графита а различном соотношении.
• на основе кокса:
• на основе каменноугольного пека:
• на основе пластифицированного каменноугольного пека (холоднонабивные).
Понятия, относящиеся к графитированной продукции
2.5 электроды графитировакные и ниппели к ним: Расходуемые токоподводы для дуговых сталеплавильных, рафинировочных ферросплавных, руднотермических печей и других электротермических устройств.
Примечания
1 Электроды имеют цилиндрическую форму с размерами по диаметру от 75 до 710 мм и подлине до 2700 мм. При необходимости размеры электродов могут быть изменены.
2 Электроды не торцах имеют ниппельные гнезда с метрической или цилиндрической резьбой для соединения электродов друг с другом с помощью ниппеля.
2.6 блоки графитированкые для доменных печей: Элементы составной футеровки (кладки) лещади доменных печей.
Примечание — Размер блоков по сечению 400 * 400 мм. подлине 700—1600 мм.
2.7 блоки графитированиые для магниевой промышленности: Токоподводы (аноды) для магниевых электролизеров.
Примечание — Размер блоков по высоте 150—200 мм. по ширине 340. 345 мм. по длине 1800—2200мм.
2.6 блоки графитированиые квадратных сечений: Токоподводы для электротермических и электрохимических процессов; элементы для футеровки реакционного пространства различных агрегатов.
Примечание — Размер блоков по сечению 200 «200. 300 хЗОО. 400 к 400 мм. по длине 1000—2100мм
2.9 блоки для футеровки изложниц: Элементы составной футеровки изложниц для охлаждения файнштейна.
Примечание — Размеры блоков по сечению 145 х 295.145 х 340,150 к 340 мм. по длине до 1600 мм.
2.10 блоки футеровочные для графитировочных печей: Элементы составной футеровки графитировочных печей.
Примечание — Размеры блоков по сечению 200 х 200. 250 х 250. 300 х 300. 200 х 345. 150 х 340.400 х400. 450 х 450 мм. по длине 1600 мм.
2.11 электроды графитированиые токоподводящие для графитировочных печей: Токоподводы для графитировочных печей.
Примечание — Имеют цилиндрическую форму с размерами по диаметру 2S0—555 мм. по длине до 2700 мм.
по длине до 2700 мм.
2.12 аноды графитированные: Токоподводы (аноды) в электролитических ваннах со стальным катодом для получения хлора, каустической соды, хлоратов и в электролизерах для получения надсерной кислоты в производстве перекиси водорода.
Примечание — Размер анодов с механической обработкой по габаритным размерам 45 х 250 х 1100 мм. Размер анодовс детальной механической обработкой по толщине45.50 мм. по ширине 130,250 мм. по длине 1000,1100 мм.
2.13 пластины графитированные: Элементы составной футеровки изложниц для охлаждения файнштейна.
Примечание — Размер пластин 80 х 500 мм длиной 800.1100 мм.
2.14 стержни графитированные: Элементы электрических печей сопротивления, выплавляющих кобальт.
Примечание — Имеют цилиндрическую форму с размерами по диаметру 32.40.50 мм. длиной 550 мм.
2.15 огарки графитированиых электродов: Отходы потребления графитированных электродов. Применяются как разновидность сырья и исходных материалов в производстве различных углеродных материалов и изделий.
Примечание — Размер кусков не менее 100 х ЮО х 100 мм.
2.16 графит искусственный кусковой: Отходы производства и потребления графити-рованной продукции. Применяются как разновидность сырья и исходных материалов в производстве различных углеродных материалов и изделий.
Примечание — Размер кусков не более 910 мм. длина не менее 200—ЮОО мм.
2.17 графит технический: Графитированные заготовки на основе нефтяного высокосернистого кокса. предназначенные для изготовления углеграфитовой продукции.
Понятия, относящиеся к угольной продукции
2.18 электроды угольные и ниппели к ним: Токоподводы для электротермических устройств при производстве кристаллического кремния, карбида кальция, фосфора
graphite
anodes
graphite
plates
graphite
rods
graphite
electrodes
butts
artificial bit graphite
graphite for technics
carbon electrodes and nipples
Примечания
1 Электроды имеют цилиндрическую форму с размерами по диаметру свыше 600 мм.
2 Соединений электродов друг с другом осуществляется с помощью отдельно изготовленного ниппеля или в исполнении типа моноэлектрод.
2.19 блоки углеродные для футеровки доменных печей: Элементы составной футеровки (кладки) доменных печей.
carbon blocks for blast furnaces
Примечание — Блоки имеют прямоугольную и трапециевидную форму. Блоки изготавливают по чертежам заказчика.
2.20 насадки углеродные для шахтных печей магниевых заводов: Элемент сопротивления для электрического обогрева в шахтных печах магниевых производств.
carbon
nozzles
for shaft
furnaces
magnesium
plants
Примечание — Имеют цилиндрическую форму с размером по диаметру 110 мм и по длине 100 мм.
2.21 пластины коксовые обожженные: Токоподводы в электрохимическом лроиэ- baked coke еодстее. plates
Примечания
1 Размер пластин по толщине 5S—70 мм. по ширине 285 мм. по длине 650.8S0.1100 мм.
2 8 соответствии с общероссийским классификатором продукции ОКП 005*93 пластины отнесены к угольной продукции, но изготавливаются на основе кокса.
2.22 пластины обожженные для криолитового производства: Элементы составной baked plates футеровки в криолитовом производстве. for cryolite
production
Примечание — Размер пластин по толщине 50 мм. по ширине 180. 250 мм. по длине 400—1145 мм
2.23 плитки угольные футеровочные: Элементы составной футеровки варочных кот* carbon lining лов гидролизных предприятий. plates
Примечания
1 Плитки имеют квадратную, прямоугольную и клиновидную формы.
2 Размер квадратных плиток 100 x100. 150×150. 175×175, 200×200 мм. прямоугольных (100—200) х (SO—110) мм толщиной 35.50 мм.
2.24 блоки угольные футеровочные для криолитового производства: Элементы carbon lining составной футеровки реакционных печей и аппаратуры криолитового производства. blocks for
cryolite
production
Примечание — Размер блоков по сечению 150 х 134 мм. подлине 500 мм.
2.25 блоки угольные футеровочные: Элементы составной футеровки печей дляэлек- carbon lining тротермических и химических процессов. blocks
blocks
Примечание — Размер блоков по высоте 50—575 мм. по ширине 180—575 мм. по длине 400—3200 мм.
2.26 трубы угольные: Элемент сопротивления в электрических печах сопротивления carbonpipes
Примечание — Размер труб по наружному диаметру 72—150 мм. по внутреннему диаметру 60—110мм. по длине 400—1500мм.
2.27 кольца углеграфитовые футеровочные: Элементы составной футеровки шахт carbongra*
слива феррофосфора и других расплавов из ванн электротермических лечей. phita lining
rings
Примечание — Размер колец по наружному диаметру 1205 мм. по внутреннему диаметру 468. 700.800 мм. по высоте 300—600 мм.
Понятия, относящиеся к продукции для алюминиевой и электродной промышленности
2.28 блоки подовые: Элементы составной футеровки подины алюминиевых электро* bottom лизерое. одновременно служащие катодом в процессе электролитического произео* blocks детва алюминия
Примечания
1 Блоки подовые также относят к классу угольной (углеграфитовой) продукции, твк как при их производстве используют антрацит газовой и электрической кальцинации и искусственный грвфит а различном соотношении.
2 8 качестве перспективных марок подовых блоков рассматриваются графитированные подовые блоки. Технология производства грвфитироаанкых блоков предусматривает использование в качестве сырья коксов и включает в себя термический передел — грвфитацию.
2.29 блоки боковые и угловые: Элементы бортовой футеровки подины алюминиевых sidewall and электролизеров. comer
blocks
Примечание — Блоки боковые и угловые также относят к классу угольной (углегрвфитоаой) продукции, твк как при их производстве использует антрацит газовой и электрической кальцинации и искусственный графит в различном соотношении.
anodes
blocks
pressed purchases for bottom blocks products
pressed and baked purchases for graphite products
pressed purchases on the base of needle coke for graphite nipples and crucibles for metals melting
baked purchases on the base of needle coke for graphite nipples
graphite purchases on the base of needle coke for
graphite nipples
graphite purchases with the
diameter 710. 610,
610,
555. 500.
400 mm
2.30 блоки анодные: Токолодводы е процессе электролитического производства алюминия.
Примечания
1 Изготавливает на основе коксов.
2 Блоки имеет форму призмы с усеченной верхней частью и с фасками по вертикальным грвням. вверху блоки имеют ниппельные гнезда. Размеры блоков 840 х550 мм высотой 435—470 мм. 1220 к 700 мм высотой 600 мм.
2.31 заготовки прессованные для производства подовых блоков: Прессованные заготовки, отпускаемые в виде товарной продукции, предназначены для изготовления из них подовых блоков для алюминиевых электролизеров.
2.32 заготовки прессованные и обожженные для графитироваккой продукции: Заготовки прессованные и обожженные (полуфабрикаты) на основе коксов, отпускаемые в виде товарной продукции, предназначены для изготовления из них графитированных электродов и ниппелей к ним и фасонных изделий.
2.33 заготовки прессованные на основе игольчатого кокса для графитированных ниппелей и тиглей для плавки металлов: Заготовки прессованные на основе игольчатого кокса, выпускаемые в виде товарной продукции, предназначены для приготовления из них графитированных ниппелей к ним и тиглей для плавки металлов.
2.34 заготовки обожженные на основе игольчатого кокса для графитированных ниппелей: Заготовки обожженные на основе игольчатого кокса, отпускаемые в виде товарной продукции, предназначены для изготовления из них графитированных ниппелей к электродам.
2.35 заготовки графитированные на основе игольчатого кокса для графитированных ниппелей: Заготовки графитированныена основе игольчатого кокса, отпускаемые в виде товарной продукции, предназначены для изготовления из них графитированных ниппелей кэлектродам.
2.36 заготовки графитированные диаметром 710, 610, 555, 500, 400 мм: Заготовки графитированные. предназначены для изготовления тиглей для плавки металла.
Понятия, относящиеся к массам и пастам
2.37 масса электродная: Электропроводящий брикетированный материал на основе термообработанного антрацитас добавлением искусственного графита и каменноуголь-
s
ного пека, применяемый в самообжигающихся электродах непрерывного действия в электротермических агрегатах при производстве ферросплавов, силумина, карбида кальция, абразивов и других материалов, получаемых электротермическим путем.
2.38 масса анодная: Электропроводящий неформованный материал на основе кокса и каменноугольного пека, применяемый в самообжигающихся анодах алюминиевых электролизеров в процессе электролитического производства алюминия.
2.39 масса подовая: Футеровочный материал на основе термообработанного антрацита, применяемый для заполнения межблочных швов вподинах алюминиевых электролизеров.
Примечания
1 8 зависимости от айда используемого каменноугольного пека массы производятся горяченабивные и холоднойвбивные. отличавшиеся температурой их использования.
2 Горяченабивные массы изготавливают в виде брикетов, холоднонвбивные массы в виде рассыпчатых смесей упаковывают в контейнеры различного типа.
3 8 качестве перспективных марок подовых масс рассматриваются подовые массы с добавлением искусственного графита или на основе искусственного графита.
2.40 масса углеродная: Футеровочный брикетированный материал, применяемый для футеровки доменных печей, служит для заполнения вертикальных швов между углеродными блоками, зазоров между углеродной кладкой и холодильными плитами металло-приемника и лещади, а также для заполнения швов при футеровке флюсоплавильных электродуговых печей трубного производства.
2.41 масса холоднонабивная теплопроводная для доменных печей: Футеровочный неформованный материал, применяемый для футеровки доменных печей, служит для заполнения компенсационных зазоров между холодильниками и углеграфитовой или алюмосиликатной огнеупорной кладкой доменной печи, между углеродными блоками, углеродными и алюмосиликатными блоками горна и лещади, а также в качестве наполнителя углеродного бетона, применяемого для заливки донышка лещади доменных печей.
Примечание — Также используется в алюминиевых электролизерах для заполнения зазоров между блюмсом и подовым блоком.
2.42 паста углеродная: Футеровочный неформованный материал, применяемый для футеровки доменных печей, служит для заполнения тонких швов между блоками.
2.43 паста адгезионная: Вспомогательный неформованный углеродный материал, применяемый при формировании подины алюминиевых электролизеров, служит для улучшения спекаемости и электрического контакта на границе подовый блок-подовая масса.
2. 44 паста стопорная: Вспомогательный неформованный углеродный материал, служит для фиксации и предотвращения развинчивания ниппельного соединения графити-рованных электродов при их эксплуатации.
44 паста стопорная: Вспомогательный неформованный углеродный материал, служит для фиксации и предотвращения развинчивания ниппельного соединения графити-рованных электродов при их эксплуатации.
Понятия, относящиеся к прочей электродной продукции
2.45 пробки стопорные: Вспомогательный углеродный материал, служит для фиксации и предотвращения развинчивания ниппельного соединения графитировакных электродов при их эксплуатации.
Примечания
1 Имеют преимущественно цилиндрическую форму.
2 Используются для звклвдки у изготовителя в специальные гнезде в ниппеле.
2.46 изделия фасонные из угольного, коксового обожженного, графитированного материала: Изделия различного назначения по чертежам и спецификациям заказчика.
2.47 отходы углеродсодержащие электродного производства: Используют как науглерожиеатель в мартеновском, кислородно-конверторном и электросталеплавильном процессах при выплавке стали и чугуна.
electrode
mass
anode mass
bottom mass
carbon mass
cold-ramming heatconducting mass for furnaces
carbon
paste
adhesive
paste
stopper
paste
shaped products of carbon, baked coke, graphite materials
carbon butts of electrode products
Примечание — Подразделяют на малозольные (содержание золы не более 5 %). умеренной зольности (содержание золы 5%—15 %), высокозольные {содержание золы более 15%).
умеренной зольности (содержание золы 5%—15 %), высокозольные {содержание золы более 15%).
thermogra
phite
2.48 термографит: Компонент в производстве коллоидно-графитовых препаратов и смазочно-охладительных жидкостей.
Примечание — Поставляется в виде формовок, отдельных кусков и частим.
Алфавитный указатель терминов на русском языке
Алфавитный указатель терминов на английском языке
УДК621.3.035 ОКС 81.080 И39 ОКП191000
Ключевые слова: продукция электродная, термины, определения, токоподеоды. футеровка сталеплавильные печи, электропечные агрегаты, электролизеры
ю
Редактор Н.О. Граи Технический редактор Н.С. Гришапоев Корректор Р.А. Меитова Компьютерная верстка А Н. Золотаревой
Сдано а набор 22.03.2012. Подписано а печать 23.04.2012. Формат 60 » 84 Гарнитура Ариал.
Уел. печ. л. 1,66. Уч.-изд. п. 1.32. Тираа 141 зи Зак. 365.
ФГУП кСТАНДАРТИНФОРМ». 123095 Москва. Гранатный пер.. 4. infoQgosUnlo ru
Набрано ао на ПЭВМ.
Отпечатано в филиале — тип. «Московский печатник», 10S062 Москва. Ляпин пер., 6.
Почему гибкие вкладыши лучше всего подходят для всех типов улавливания угольной золы
Недостаточно просто выкопать хорошо спроектированный водосборник и ожидать, что его будет достаточно для хранения шлама угольной золы и «сухих» смесей. Водохранилища, даже в самых тяжелых глинистых почвах, будут медленно отдавать воду в окружающую среду в результате просачивания. Все почвы теряют воду через крошечные промежутки между отдельными частицами, и даже добавление большинства материалов для облицовки не полностью остановит эту потерю воды. Вода, просачивающаяся из пруда, полного пресной воды, может не быть проблемой, потому что она чистая и не содержит загрязняющих веществ. Когда вы имеете дело с опасным материалом, таким как угольная зола, образующиеся сточные воды небезопасно неожиданно выбрасывать в почву или грунтовые воды. Узнайте, почему гибкие вкладыши из геомембраны из такого источника, как BTL Liners, являются лучшим выбором для всех облицованных угольных золоотвалов и накопителей.
Непроницаемые материалы
Многие облицовочные материалы, используемые для укрепления рыхлых грунтов, ошибочно принимают за непроницаемые материалы. Тем не менее, бетон или ткани с глиняным покрытием, используемые для защиты насыпи вокруг ямы или водохранилища от обрушения, не обязательно предназначены для удержания воды с течением времени. Бетон, в частности, более проницаем, чем многие думают, из-за его капиллярного действия. Микроскопические отверстия на поверхности со временем активно протягивают воду через материал и оставляют ее за пределами зоны локализации. Если вы стремитесь к первичной или вторичной локализации остатков угольной золы и побочных продуктов, важно придерживаться непроницаемых, гибких материалов футеровки. Только полимеры могут обеспечить степень просачивания и контроля утечек, необходимых для хранения летучей золы и золы, особенно если вам необходимо соблюдать строгие требования штата или EPA для новых карьеров и прудов.
Кольцевые насыпи
Большинство водохранилищ, предназначенных специально для хранения остатков угольной золы и шлама, имеют кольцевые насыпи по краям, чтобы предотвратить переполнение, когда дождевая вода заполняет яму или пруд.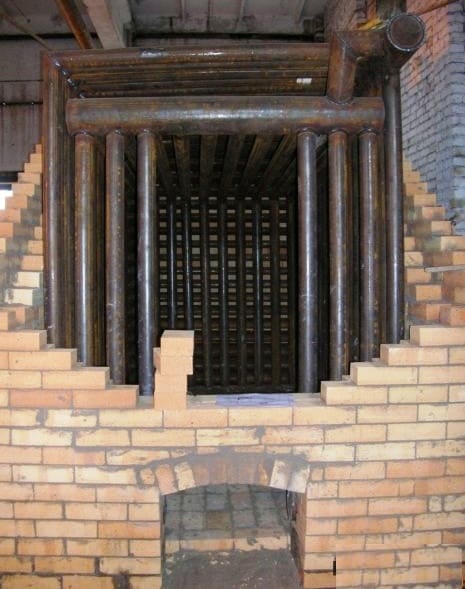 Эти насыпи должны быть облицованы вместе с остальной частью водохранилища, иначе они будут подвержены эрозии и другим видам повреждений. Тем не менее, крутой уклон и изогнутая форма этих насыпей затрудняют их облицовку жесткими или негибкими материалами. Гибкие вкладыши соответствуют точной форме и уклону насыпи, обеспечивая лучший контроль эрозии как от поверхностного стока, так и от воздействия волн от навозной жижи в котловане.
Эти насыпи должны быть облицованы вместе с остальной частью водохранилища, иначе они будут подвержены эрозии и другим видам повреждений. Тем не менее, крутой уклон и изогнутая форма этих насыпей затрудняют их облицовку жесткими или негибкими материалами. Гибкие вкладыши соответствуют точной форме и уклону насыпи, обеспечивая лучший контроль эрозии как от поверхностного стока, так и от воздействия волн от навозной жижи в котловане.
Химическая совместимость
Остатки угольной золы содержат небольшое количество многих реактивных химических веществ, но считаются более инертными, чем многие другие отходы газовой и нефтяной промышленности. Тем не менее, он все еще может содержать достаточно широкий спектр реактивных химических компонентов, которые могут сократить срок службы материала футеровки. Использование химически стойкого футеровочного материала, такого как ArmorPro, является лучшим способом гарантировать, что изменения в конкретном составе потока отходов не будут угрожать целостности водохранилища. В целом, стойкость к ультрафиолетовому излучению является более важной проблемой для этих установок, чем химическая стойкость, поскольку большинство конструкций требуют открытой установки вкладыша.
В целом, стойкость к ультрафиолетовому излучению является более важной проблемой для этих установок, чем химическая стойкость, поскольку большинство конструкций требуют открытой установки вкладыша.
Какой гибкий вкладыш лучше?
Конечно, недостаточно просто установить любую гибкую прокладку и ожидать хороших результатов. Некоторые вкладыши могут быть достаточно хороши для рыбных прудов или удерживающих прудов, но они недостаточно долговечны для сложных условий постоянно выкапываемого угольного золоотвала. Этот обзор наиболее распространенных гибких футеровочных материалов поможет вам сделать правильный выбор, помогая вам сравнить их на основе характеристик, наиболее важных для хранения угольной золы.
Лучший: армированный полиэтилен
Армированный полиэтилен, или RPE, является лучшим вариантом для облицовки ям для хранения угольной золы. Он широко используется в газовой и нефтяной промышленности благодаря своей долговечности и химической стойкости, но еще лучше он работает в хранилищах угольной золы, нуждающихся в первичной и вторичной локализации.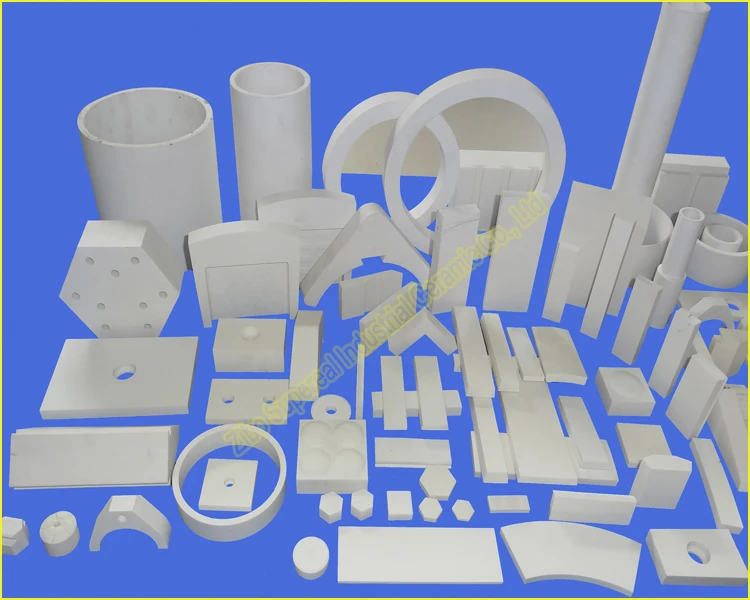 Он очень прочный благодаря использованию полиэтиленовых материалов и усиленной конструкции. Усиленные вкладыши намного более устойчивы к разрывам, чем вкладыши, изготовленные без этой функции, что упрощает их установку и снижает вероятность протекания с течением времени. Он достаточно прочный, чтобы выдерживать рутинные дноуглубительные работы по удалению твердых отходов со дна водохранилища — рутинная задача, которая может разрушить другие материалы футеровки. BTL Liners рекомендует продукты RPE для использования в угольной золе из-за повышенной химической и УФ-стойкости.
Он очень прочный благодаря использованию полиэтиленовых материалов и усиленной конструкции. Усиленные вкладыши намного более устойчивы к разрывам, чем вкладыши, изготовленные без этой функции, что упрощает их установку и снижает вероятность протекания с течением времени. Он достаточно прочный, чтобы выдерживать рутинные дноуглубительные работы по удалению твердых отходов со дна водохранилища — рутинная задача, которая может разрушить другие материалы футеровки. BTL Liners рекомендует продукты RPE для использования в угольной золе из-за повышенной химической и УФ-стойкости.
Хорошо: Полиэтилен высокой или низкой плотности
Если вкладыши RPE недоступны для проекта электростанции, работающей на угле, следующим лучшим выбором является полиэтилен высокой плотности (HDPE) или полиэтилен низкой плотности (LDPE). Сами по себе ни один из материалов не так хорош, как RPE. HDPE прочный, но он жесткий и толще, чем RPE. Это затрудняет соответствие изогнутым водохранилищам и кольцевым насыпям, обычно используемым для хранения и обработки угольной золы. LDPE более гибок, но ему не хватает долговечности, необходимой лайнеру, чтобы противостоять абразивным материалам и дноуглубительному оборудованию, используемому в этой отрасли. Использование только HDPE или LDPE для футеровки, вероятно, приведет к более короткому сроку службы, чем хотелось бы; особенно для прямого могильника, который будет использоваться для постоянного хранения угольной золы. Вместо этого придерживайтесь вкладышей RPE, так как их можно отправить практически в любую точку мира.
LDPE более гибок, но ему не хватает долговечности, необходимой лайнеру, чтобы противостоять абразивным материалам и дноуглубительному оборудованию, используемому в этой отрасли. Использование только HDPE или LDPE для футеровки, вероятно, приведет к более короткому сроку службы, чем хотелось бы; особенно для прямого могильника, который будет использоваться для постоянного хранения угольной золы. Вместо этого придерживайтесь вкладышей RPE, так как их можно отправить практически в любую точку мира.
Приемлемо: Поливинилхлорид
Поливинилхлорид, или ПВХ, является одним из наиболее широко используемых полимерных материалов для облицовки небольших и декоративных прудов. Тем не менее, он просто недостаточно прочен для большинства коммерческих целей, в том числе для накопителей угольной золы и карьеров. ПВХ достаточно гибок и мягок, чтобы соответствовать изгибам, и для достижения этого он жертвует большой прочностью и долговечностью. Он также известен тем, что выщелачивает химические вещества, которые могут взаимодействовать с содержимым ямы для угольной золы и вступать в реакцию с побочными продуктами отходов. Если вы планируете повторно использовать или перерабатывать золу, это может стать серьезной проблемой.
Если вы планируете повторно использовать или перерабатывать золу, это может стать серьезной проблемой.
Избегайте: облицовки из бентонита и глиняного композита
Последнее ослабление ограничений на федеральном уровне для хранения угольной золы теперь позволяет использовать облицовку из глины и композита. Это тканые или другие открытые материалы, покрытые бентонитовой глиной, которая набухает и расширяется при контакте с водой. Идея состоит в том, что суспензия смочит глину настолько, что она плотно сцепится друг с другом и создаст барьер, препятствующий просачиванию и протечкам. К сожалению, обширные испытания показали, что остатки угольной золы содержат химические вещества, препятствующие этому эффекту. Это оставляет пористую ткань открытой и протекает, а не образует непроницаемый для воды барьер. Избегайте облицовочных материалов на основе глиняных композитов и бентонита для накопителей угольной золы и бассейнов; даже если они разрешены законом штата и федеральным законодательством.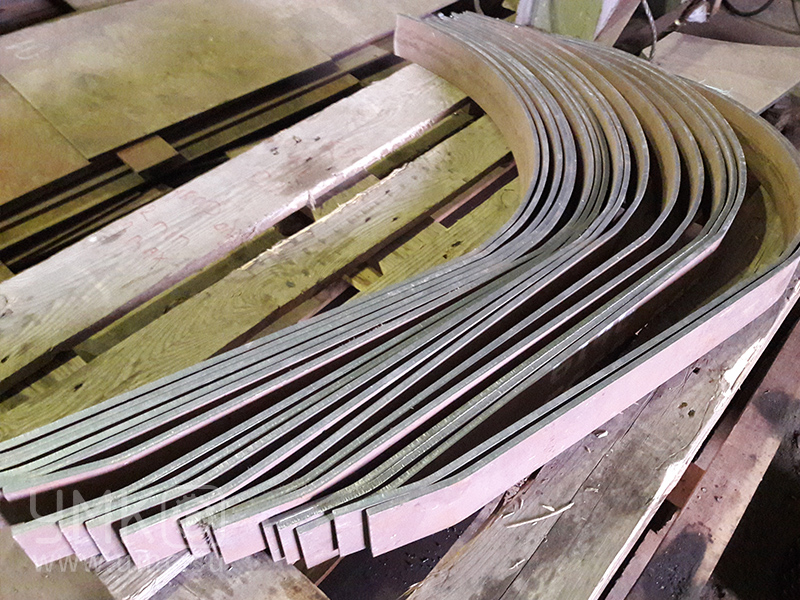 Вы, вероятно, в конечном итоге столкнетесь с затратами на очистку и восстановление позже, если попытаетесь полагаться на какой-либо продукт на основе глины.
Вы, вероятно, в конечном итоге столкнетесь с затратами на очистку и восстановление позже, если попытаетесь полагаться на какой-либо продукт на основе глины.
Тщательный выбор футеровки так же важен для успешного удержания угольной золы, как и любая другая деталь конструкции водохранилища. Без правильного вкладыша даже самая лучшая яма или бассейн начнет протекать вскоре после установки. Не позволяйте затратам на ремонт и ущербу окружающей среде мешать вашей успешной эксплуатации угольной электростанции. Обратитесь к BTL Liners за всеми материалами RPE, которые вам нужны для надежного и безопасного строительства золошлаковых ям и прудов. Наши решения по локализации подходят для всех типов складских площадей, в том числе для резервуаров вторичной локализации под резервуарами и перегрузочными станциями.
Развивающиеся геосинтетические глиняные вкладыши и угольная зола
Арлин Каридис | 28 января 2021 г.
Геосинтетические глиняные вкладыши (GCL) уже давно доказали свою эффективность в содержании и хранении твердых бытовых отходов (ТБО), помогая максимально увеличить пространство благодаря своей толщине (менее 1 см), но некоторые эксперты присмотрелись как они работают со специальными отходами, поскольку все больше операторов используют различные материалы, включая угольную золу. Смешивание остатков сжигания угля (CCR) с ТБО вызывает опасения, особенно в отношении совместимости с фильтратом.
Некоторые штаты разработали свои собственные программы для решения потенциальных проблем до принятия федеральных мандатов по удалению угольной золы, которые были обнародованы в 2015 году [правило, которое продолжает развиваться]. Но многие юрисдикции впервые сталкиваются с проблемами конструкции футеровки, связанной с пеплом. Инженер SCS, исследователь из Университета Джорджа Мейсона в Вирджинии и представитель производителя футеровок GCL CETCO делятся своими знаниями по техническим аспектам с операторами полигонов ТБО, которые думают об управлении CCR.
Существует огромная разница между проектированием объектов ТКО и золошлакоудаления, говорит Эрик Нельсон, вице-президент и директор бизнес-подразделения компании SCS Engineers.
«Это два разных типа отходов. Твердые бытовые отходы поглощают много воды, а некоторые золошлаковые отходы – нет, что приводит к большему стоку с забоя. Таким образом, операторам, которые рассматривают возможность выделения места для CCR, потребуется более крупная система хранения фильтрата для управления этим дополнительным стоком», — говорит Нельсон.
Он указывает на другое соображение при проектировании системы фильтрации: CCR может быть очень тонким и требует особого внимания к фильтрации, чтобы зола не попадала в трубопровод для сбора фильтрата и потенциально засоряла систему.
Но, возможно, наиболее примечательным является то, что некоторые зольные отходы имеют высокое содержание серы и при смешивании с ТКО могут приводить к образованию сероводорода, который даже при низких концентрациях может быть опасен при вдыхании; вызывают сильные запахи; и разъедают системы сбора газа.
Обычные бентонитовые GCL часто не выдерживают воздействия CCR, поскольку в этих отходах много кальция и магния, которые влияют на гидравлическую проводимость. Это связано с реакцией, называемой катионным обменом, при которой катионы натрия в футеровке заменяются катионами кальция или магния, которые могут увеличить проницаемость глинистой (или бентонитовой) части футеровки [Слой бентонита обычно набухает при добавлении воды, но когда заменяется натрий, набухание уменьшается, что увеличивает проницаемость].
Чтобы попытаться решить эту проблему, Куо Тиан, профессор Университета Джорджа Мейсона, во время исследования для Образовательного фонда экологических исследований (EREF) оценил гидравлическую проводимость GCL с фильтратом CCR. Особое внимание он уделял полимер-модифицированным GCL.
«Мы обнаружили, что модифицированный полимером GCL может справляться с агрессивным фильтратом с низкой гидравлической проводящей активностью и соответствует требованиям EPA. [Полимер может поддерживать высокое набухание в агрессивном фильтрате для снижения гидравлической проводимости бентонитового слоя]
«Прелесть этой альтернативы, модифицированной полимером, заключается в том, что для уплотненной глины слои должны быть два фута, а GCL — один сантиметр, поэтому эта система является устойчивой альтернативой для экономии места для удаления большего количества золы при низкой гидравлической проводимости. . И его легко построить», — говорит Тиан.
. И его легко построить», — говорит Тиан.
При использовании традиционных GCL сухой бентонит натрия наносится поверх слоя геотекстиля; сверху кладется второй геотекстиль в качестве шапки; затем через слой бентонита прокалывают волокна, чтобы соединить два геотекстиля.
«Эта система существует уже несколько десятилетий. Но так как за прошедшие годы мы обнаружили, что фильтрат, полученный из угольной золы, не обязательно совпадает с фильтратом ТБО, мы поняли, что у нас есть проблема с совместимостью некоторых продуктов угольной золы», — говорит Том Хаук, независимый представитель CETCO в Северной Америке. продажи. CETCO изобрела и производит GCL.
Кроме того, с угольной золой все объекты разные. У каждого есть свой собственный фильтрат отпечатков пальцев, и в некоторых случаях процесс сжигания угля приводит к остатку, который содержит кальций и магний, среди других соединений, которые могут достигать уровней, вызывающих проблемы с совместимостью.
«Поскольку зола уникальна, мы должны провести анализ в каждом месте, куда она попадает, чтобы увидеть, какой тип фильтрата будет образовываться. Путем тестирования и анализа фильтрата мы подтверждаем наличие проблемы. И если бы это было так, мы бы перешли на GCL, модифицированный полимерами», — говорит Хаук.
Эта система может быть дорогой. Стоимость квадратного фута варьируется, но вкладыши, модифицированные полимером, могут стоить в полтора-три раза дороже, чем стандартные GCL.
Тип и количество полимера, вводимого во вкладыши, могут быть адаптированы для каждого объекта в зависимости от уровня содержания химических компонентов.
Тестирование, включающее моделирование фильтрата, проходящего через GCL, может занять от шести до 12 месяцев, чтобы убедиться, что через него прошло достаточное количество фильтрата для подтверждения совместимости.
«Поэтому, если операторы рассматривают возможность получения золы и хотят использовать GCL, они должны планировать анализ заранее», — советует Хаук.
Несколько полигонов ТКО, которые принимают золу CCR, обычно избегают проблем совместимости, не смешивая ее с ТБО; они хоронят его в отдельных камерах. Некоторые компании размещают оба типа отходов в одной ячейке, с золой на одной стороне и ТБО на другой стороне (вместо вертикальной загрузки).
«Но вы должны убедиться, что они не смешиваются. Вы должны учитывать вопросы стабильности, а также проблемы с газом, поскольку CCR содержит сульфат, который вызывает образование сероводорода во время биоразложения ТБО», — говорит Тиан.
В некоторых штатах добавлены дополнительные требования, будь то обязательные отдельные ячейки или, например, в Мичигане операторы должны установить систему двойной композитной облицовки, которая состоит из системы сбора фильтрата, геомембраны, GCL, а затем еще один слой каждого из этих компонентов.
GCL для золы становятся все более популярными, но все еще не получили широкого распространения в отрасли.
Технология специальных GCL для золы существует уже около 10 лет, но принятие, понимание и тестирование продвигаются медленно, поэтому она все еще считается относительно новой. Хаук говорит, что по мере развития науки промышленность продолжает модифицировать продукты для повышения производительности и экономической эффективности.
Хаук говорит, что по мере развития науки промышленность продолжает модифицировать продукты для повышения производительности и экономической эффективности.
Эквивалентность системы с двойной обшивкой для свалок угольной золы во Флориде
Эквивалентность системы с двойной обшивкой для свалок угольной золы во Флориде| Инженерный колледж FAMU-FSU |
Мотивация
Юнайтед
Агентство по охране окружающей среды США (USEPA) теперь требует новый CCR
свалки, новые поверхностные водохранилища CCR и все боковые расширения для
изготавливаться с композитным вкладышем. Композитный вкладыш должен состоять
из двух компонентов; верхний компонент, состоящий из геомембранного вкладыша
(GM), и нижний компонент, состоящий как минимум из двухфутового слоя
уплотненный грунт с гидравлической проводимостью не более 1 х 10-7
см/сек. 15 апреля 2015 г. в преамбуле к правилу EPA в отношении угольной золы EPA
считается, что конструкция системы с двумя лайнерами во Флориде не может быть
подходит для полигонов угольной золы и заявлено, ” Флорида
Двухлинейная система не соответствует уровню производительности, достигнутому
Композитная система вкладышей EPA или альтернативная система вкладышей. »
»
Правила
Правила EPA для свалок CCR
Перспективы Флориды
Полигоны
которые включают двухслойную систему, имеют верхний первичный
геомембрана и нижняя вторичная геомембрана, разделенные утечкой
система обнаружения. В 1997 году FDEP представил доклад на
Конференция Geosynthetics ’97 в Лонг-Бич, Калифорния, под названием
«Оценка эффективности двухрядных свалок во Флориде».
Производительность двухслойной свалки была изучена путем сравнения фактических
скорость потока фильтрата в систему обнаружения утечек (LDS) на девяти из
Активные свалки Флориды с двойной линией подзаголовка D с теоретическими
скорости потока для этих объектов в зависимости от конструкции их футеровки.
Результатом стало то, что первичные вкладыши для свалок с двойной облицовкой были
работают так же или лучше, чем их прогнозируемая производительность. Этот
предположил, что конструкции с двойным покрытием для свалок будут защищать
окружающей среды и поддержало их использование, как ранее
одобрено для свалок под заголовком D во Флориде. FDEP также сообщил в
1993 производительность системы с двойным вкладышем во Флориде превосходит аналогичную.
композитного вкладыша EPA (за исключением одного случая, когда производительность
был равен). Публикации FDEP, основанные на измеренных и
теоретическая оценка предположила, что потенциальная скорость утечки
через систему композитного вкладыша EPA может быть в 50 раз больше, чем
линейная система Флориды.
FDEP также сообщил в
1993 производительность системы с двойным вкладышем во Флориде превосходит аналогичную.
композитного вкладыша EPA (за исключением одного случая, когда производительность
был равен). Публикации FDEP, основанные на измеренных и
теоретическая оценка предположила, что потенциальная скорость утечки
через систему композитного вкладыша EPA может быть в 50 раз больше, чем
линейная система Флориды.
Однако, как указывалось ранее, 15 апреля 2015 г. в
преамбулу к их правилу угольной золы, EPA решило, после оценки только
почвенные компоненты конструкции с двойным вкладышем во Флориде, что эта конструкция может
не подходит для полигонов угольной золы. Агентство по охране окружающей среды сообщило, что
Двухлинейная система Флориды «не соответствует уровню производительности
достигается с помощью системы композитных вкладышей EPA или альтернативных вкладышей
система.”
Предлагаемая деятельность
Хронология исследований Задача 1 :
Обзор
процесс, используемый EPA для расчета скорости потока утечки через
предложенная на федеральном уровне система композитных вкладышей и через систему Florida Class-I
двухслойная система полигона. Мы сравним методологию, используемую
EPA для ККТ к тому, что используется для правил подзаголовка D для полигона ТБО
Мы сравним методологию, используемую
EPA для ККТ к тому, что используется для правил подзаголовка D для полигона ТБО
Обзор всю предыдущую документацию (отчеты FDEP, опубликованный журнал и документы конференции), используемые штатом Флорида для успешного получения одобрение их системы с двойным вкладышем в качестве подзаголовка D во Флориде альтернатива. Существует явное противоречие в решении EPA разрешить двухслойная система во Флориде для полигонов ТКО, а не для полигонов CCP
Задача 3 :Использовать результаты первых двух задач для пересчета теоретического потока утечки ставки через системы лайнеров Флориды и Агентства по охране окружающей среды для оценки наличия ошибок были совершены, фактически не сравнивая две системы вкладышей, а сравнение только теоретических скоростей утечки через части каждого лайнера система
Задача 4 : Соберем
фактические расходы фильтрата в систему обнаружения утечек (LDS) при
Активные и закрытые свалки с двойной линией подзаголовка D во Флориде будут обновлены
производительность и посмотреть, должны ли уравнения скорости утечки футеровки быть
обновлено. По возможности мы будем повторно посещать сайты с исходными данными.
был собран.
По возможности мы будем повторно посещать сайты с исходными данными.
был собран.
Исследовательская группа
| | Тарек Абишу, доктор философии. ЧП Профессор Гражданская и экологическая инженерия Номер(а) телефона (850) 410-6661 Исследовательская экспертиза | Прашант Редди Бийяни Аспирант Гражданская и экологическая инженерия Инженерный колледж FAMU-FSU (850) 640-9596 |
Группа технической осведомленности
- Ричард Теддер, ЧП
- Джо Дертиен, ЧП
- Рон С.
