Укажите условные обозначения швов для ручной дуговой сварки: Вопрос: Укажите условные обозначения швов для ручной дуговой сварки? : Смотреть ответ
alexxlab | 15.06.2023 | 0 | Разное
Билеты экзамена для проверки знаний специалистов сварочного производства 1 уровень
БИЛЕТ 2
ВОПРОС 1. Какое положение электрода при сварке приводит к увеличению глубины провара при РДС?
1. Сварка «углом вперед».
2. Сварка «углом назад».
3. Сварка вертикальным электродом.
ВОПРОС 2. Зависит ли напряжение дуги от сварочного тока при использовании источников питания с падающей характеристикой.
1. Зависит.
2. Не зависит.
3. Зависит при малых и больших величинах сварочного тока.
ВОПРОС 3. К какому классу сталей относятся сварочные проволоки Св-12Х11НМФ, Св-10Х17Т, Св-06Х19Н9Т?
1. Низколегированному.
2. Легированному.
3. Высоколегированному
ВОПРОС 4. Какой из перечисленных факторов в большей степени влияет на ширину шва при РДС?
1. Поперечные колебания электрода.
2. Напряжение на дуге.
3. Величина сварочного тока.
ВОПРОС 5. С какой целью один из концов электрода не имеет покрытия?
1. Для обеспечения подвода тока к электроду.
2. С целью экономии покрытия.
3. Для определения марки электрода.
ВОПРОС 6. Какие должны быть род и полярность тока при сварке соединений из углеродистых сталей электродами с основным покрытием?
1. Переменный ток.
2. Постоянный ток обратной полярности.
3. Постоянный ток прямой полярности.
ВОПРОС 7. Какие требования предъявляются к помещению для хранения сварочных материалов?
1. Сварочные материалы хранят в специально оборудованном помещении без ограничения температуры и влажности воздуха.
2. Сварочные материалы хранят в специально оборудованном помещении при положительной температуре воздуха.
3. Сварочные материалы хранят в специально оборудованном помещении при температуре не ниже 15 0С и относительной влажности воздуха не более 50%.
ВОПРОС 8. Для сварки какой группы сталей применяют электроды типов Э50, Э50А, Э42А, Э55?
Для сварки какой группы сталей применяют электроды типов Э50, Э50А, Э42А, Э55?
1. Для сварки конструкционных сталей повышенной и высокой прочности.
2. Для сварки углеродистых сталей.
3. Для сварки высоколегированных сталей.
ВОПРОС 9. Для чего нужна спецодежда сварщику?
1. Для защиты сварщика от выделяющихся вредных аэрозолей.
2. Для защиты сварщика от поражения электрическим током.
3. Для защиты сварщика от тепловых, световых, механических и других воздействий сварочного процесса.
ВОПРОС 10. Как изменяется сила сварочного тока увеличением длины дуги при ручной дуговой сварки штучными электродами?
1. Увеличение длины дуги ведет к уменьшению силы тока.
2. Увеличение длины дуги ведет к увеличению на силы сварочного тока.
3. Величина сварочного тока остается неизменной.
ВОПРОС 11. Чем регламентируется режим прокалки электродов?
1. Производственным опытом сварщика.
2. Техническим паспортом на сварочные материалы.
3. Рекомендациями надзорных органов.
ВОПРОС 12. С какой целью производят прокалку электродов?
1. Для удаления серы и фосфора.
2. Для повышения прочности электродного покрытия.
3. Для удаления влаги из покрытия электродов.
ВОПРОС 13. Какие стали относятся к углеродистым сталям?
1. Сталь Ст3сп5, Сталь 10, Сталь 15, Сталь 20Л, Сталь 20К, Сталь 22К.
2. 45Х25Н20.
3. 08Х14МФ, 1Х12В2МФ, 25Х30Н.
ВОПРОС 14. Что обозначает буква и следующая за ней цифр в маркировке сталей и сплавов?
1. Клейма завода-изготовителя.
2. Обозначения номера плавки и партии металла.
3. Условное обозначение легирующего элемента в стали и его содержание в процентах.
ВОПРОС 15. Какие стали относятся к группе удовлетворительно сваривающихся?
1. С содержанием углерода 0,25-0,35 %.
2. С содержанием серы и фосфора до 0,05 %.
3. С содержанием кремния и марганца до 0,5 %.
ВОПРОС 16. Какие из перечисленных ниже нарушений технологии могут привести к пористости швов?
1. Плохая зачистка кромок перед сваркой от ржавчины, следов смазки.
2. Большая сила тока при сварке.
3. Малый зазор в стыке.
ВОПРОС 17. От чего в большей степени зависит величина деформации свариваемого металла?
1. От склонности стали к закалке.
2. От неравномерности нагрева.
3. От марки электрода, которым производят сварку.
ВОПРОС 18. Укажите величину зазора между свариваемыми кромками листовых элементов толщиной до 5 мм по ГОСТ 5264-80?
1. 1 — 2 мм.
2. 3 — 4 мм.
3. 5 — 6 мм.
ВОПРОС 19. В какой цвет рекомендуется окрашивать стены и оборудование цехов сварки?
1. Красный, оранжевый.
2. Белый.
3. Серый (стальной) цвет с матовым оттенком.
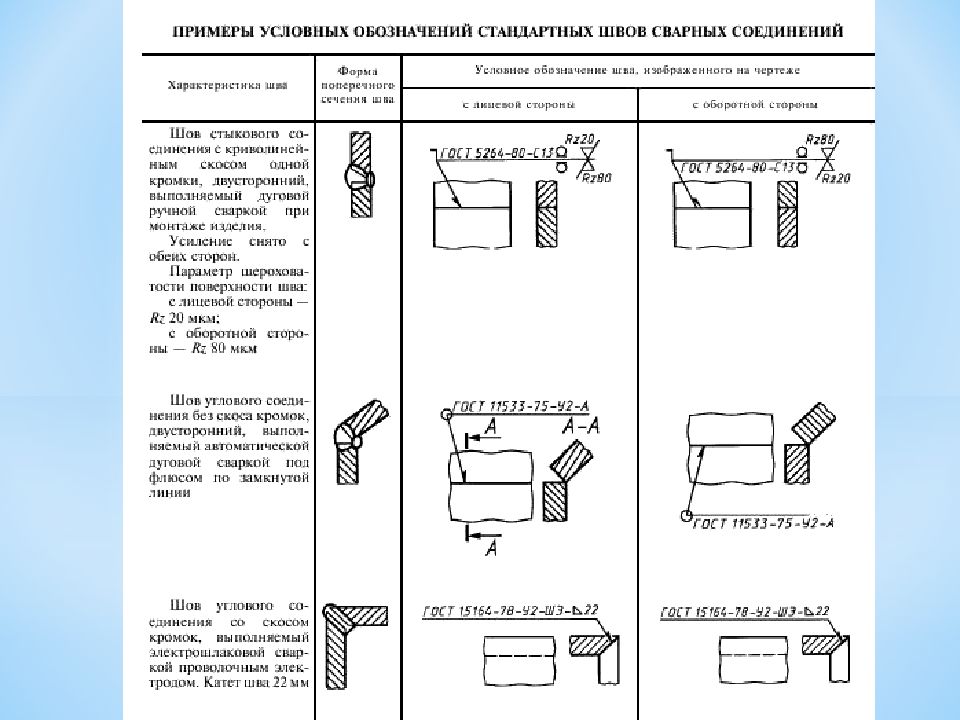
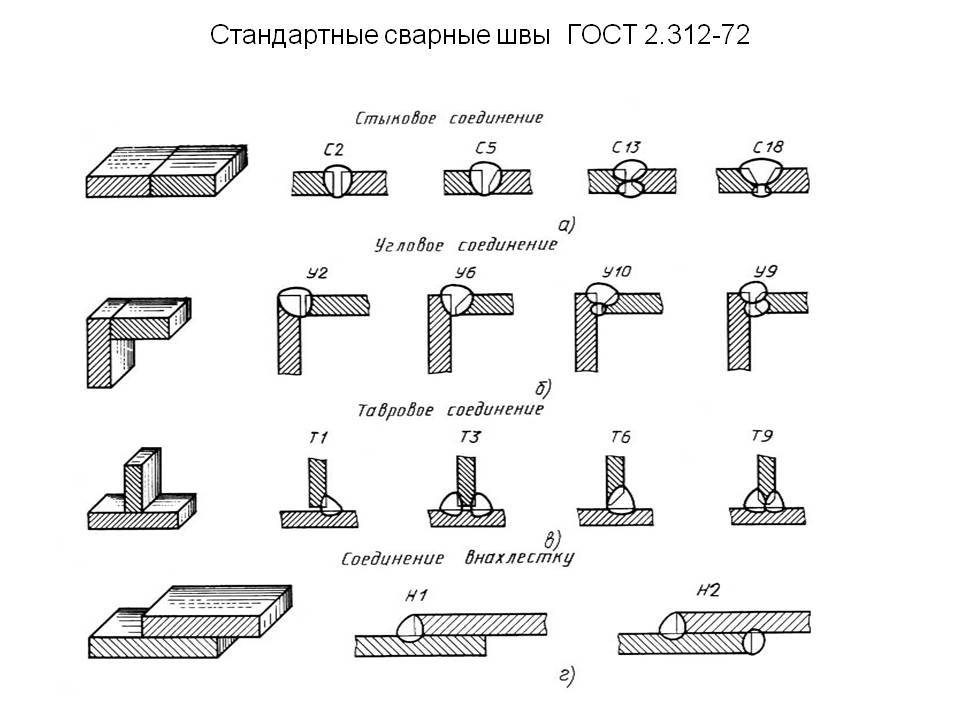
ВОПРОС 20. Укажите условные обозначения сварных соединений?
1. С — стыковое, У — угловое, Т — тавровое, Н — нахлесточное; буква и цифра, следующая за ней – условное обозначение сварного соединения.
С — стыковое, У — угловое, Т — тавровое, Н — нахлесточное; буква и цифра, следующая за ней – условное обозначение сварного соединения.
2. С — стыковое, У — угловое, Н — нахлесточное, Т — точечная сварка; цифры после букв указывают метод и способ сварки.
3. С — стыковое, У — угловое, Т — тавровое, П — потолочный шов; цифры после букв указывают методы и объем контроля.
Для перехода на следующую страницу, воспользуйтесь постраничной навигацией ниже
Страницы: 1 2 3 4 5 6 7 8 9 10
Что такое ручная дуговая сварка покрытыми электродами? — Студопедия
Поделись с друзьями:
1) Расплавление металлического электрода и основного металла теплом дуги.
2) Способ сварки, при котором дуга защищается газом, выделяющимся при расплавлении покрытого электрода.
3) Дуговая сварка, при которой возбуждение дуги, подача электрода и его перемещение производятся вручную.
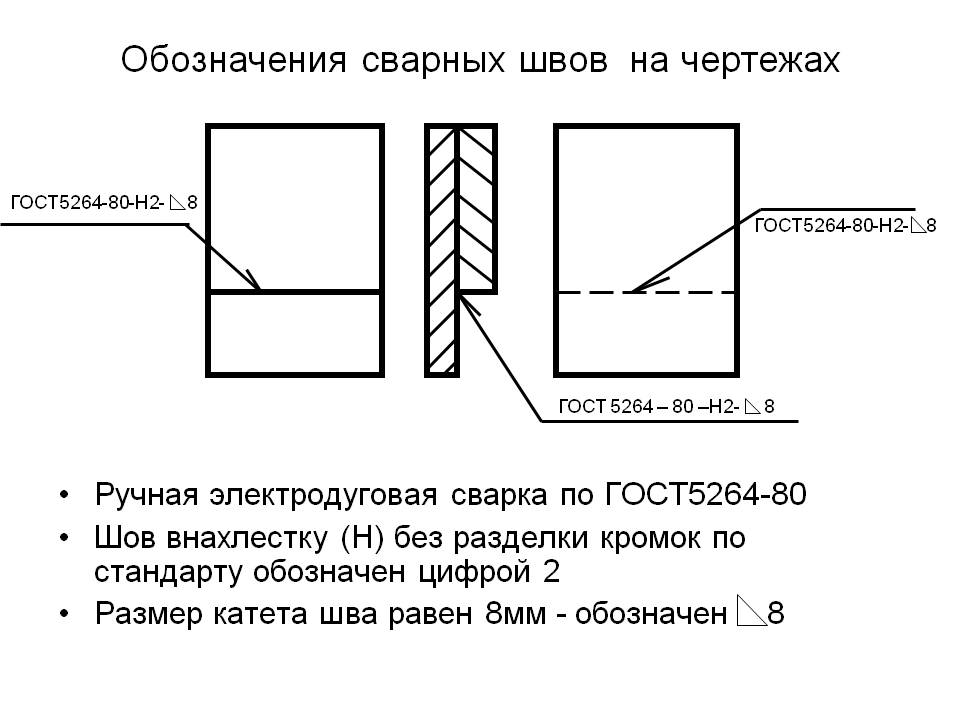
Укажите условные обозначения швов для ручной дуговой сварки?
1) С – стыковое, У – угловое, Т – тавровое, Н – нахлесточное; цифры после букв указывают метод и способ сварки.
2) С – стыковое, У – угловое, Т – тавровое, Н – нахлесточное; цифры после букв указывают методы и объем контроля.
3) С – стыковое, У – угловое, Т – тавровое, Н – нахлесточное; цифры после букв указывают условные обозначения шва сварных соединений по ГОСТ, ОСТ.
3. Зона термического влияния – это:
1) Участок основного металла, подвергшийся расплавлению.
2) Участок основного металла, не подвергшийся расплавлению, структура которого изменяется.
3) Участок основного металла, не подвергшийся расплавлению, структура которого не меняется.
Что не входит в дополнительные показатели режима сварки?
1) Угол наклона электрода.
2) Тип и марка электрода.
3) Напряжение.
5. При ручной дуговой сварке при горении дуги наибольшая температура наблюдается:
1) В катодной зоне.
2) В столбе дуги.
3) В анодной зоне.
Чем определяется мощность сварочной дуги?
1) Величиной тока и сопротивлением электрической цепи.
2) Величиной напряжения дуги и сопротивлением электрической цепи.
3) Величинами сварочного тока и напряжения дуги.
Как изменяется величина сварочного тока при увеличении длины дуги?
1) Увеличивается.
2) Уменьшается.
в) Не изменяется.
Какую полярность дуги называют обратной?
1) На электроде плюс, на изделии минус.
2) Переменное изменение полярности на электроде и изделии.
3) На электроде минус, на изделии плюс.
Укажите правильное подразделение электродов по типу покрытия по ГОСТ 9466?
1) Кислые, основные, целлюлозные и рутиловые покрытия.
2) Кремнесодержащие, марганцесодержащие и нейтральные покрытия.
3) Окислительные, восстановительные и пассивирующие покрытия.
В каком из перечисленных ниже ответов наиболее полно указано назначение электродного покрытия?
1) Упрощает возбуждение дуги, увеличивает коэффициент расплавления металла электродного стержня и глубину проплавления металла.
2) Повышает устойчивость горения дуги, образует комбинированную газошлаковую защиту расплавленного электродного металла и сварочной ванны, легирует и рафинирует металл шва, улучшает формирование шва.
3) Защищает металл стержня электрода от окисления, улучшает санитарно-гигиенические условия работы сварщика.
11. При сварке вертикальных и горизонтальных швов сила сварочного тока по сравнении со сваркой в нижнем положении должна быть:
1) Увеличена на 5-10%
2) Уменьшена на 5-10%
3) Не изменятся.
12. При сварке в нижнем положении угол наклона электрода от вертикальной оси составляет:
1) 15°- 20°
2) 30°- 45°
3) 60°
Что обозначает в маркировке электродов буква Э и цифры, следующие за ней?
1) Завод-изготовитель и номер покрытия.
2) Тип электрода и гарантируемый предел прочности наплавленного ими металла в кгс/мм кв.
3) Марку электрода и номер разработки.
Какой буквой обозначаются электроды с основным покрытием?
1) А
2) Р
3) Б
С какой целью производят прокалку электродов?
1) Для удаления влаги из покрытия электродов.
2) Для повышения прочности металла сварного шва.
3) Для удаления серы и фосфора.
Для какого класса сталей применяют при сварке электроды типов Э-38, Э-42, Э-42А, Э-46, Э-46А?
1) Для сварки углеродистых сталей.
2) Для сварки теплоустойчивых низколегированных сталей.
3) Для сварки низколегированных конструкционных сталей.
Как осуществляется возбуждение сварочной дуги?
1) Твердым соприкосновением электрода с поверхностью заготовки.
2) Резким толчком заготовки электродом.
3) Постукиванием или легким касанием электрода по заготовке.
Как влияет уровень легирования стали на ее свариваемость?
1) Улучшается.
2) Ухудшается.
3) Остается без изменений.
Как выполняется обратноступенчатый сварной шов?
1) От центра (середины) детали к краям.
2) Участками (ступенями), длина которых равна длине при полном использовании одного электрода.
3) Длину шва разбивают на ступени и сварка каждой ступени производится в направлении, обратном общему направлению сварки.
Какой способ сварки труб применяется при неповоротном, недоступном положении?
1) Способ «в лодочку».
2) Способ «с козырьком».
3) С глубоким проваром.
Как выполняется сварка сталей, относящихся к первой группе свариваемости?
1) С соответствующими ограничениями, в узком интервале тепловых режимов и ограниченной температурой окружающего воздуха.
2) Без особых ограничений, в широком интервале тепловых режимов, независимо от температуры окружающего воздуха.
3) С предварительным или сопутствующим подогревом изделия.
Понравилась статья? Добавь ее в закладку (CTRL+D) и не забудь поделиться с друзьями:
Символы сварки: как их понять (с таблицами)
Последнее обновление
Загрузить руководство по символам сварки в формате .PDF:
Вам нужно учиться на ходу? Загрузите таблицу символов в формате .PDF здесь.
Становление профессиональным сварщиком вознаграждает и дает пожизненную возможность получать удовольствие от работы по всему миру. На этом пути есть много проблем, и большинство из них основаны на практических навыках. Однако рано или поздно вы столкнетесь с чертежами, по которым требуется сварка. Если ваш опыт похож на мой, вы обнаружите, что некоторые рисовальщики могут усложнить жизнь своими попытками рисования.
Некоторые из них лучше других, но вы неизбежно столкнетесь с несколькими, которые доставят вам лишь головную боль на бумаге. Полезно понимать символы сварки, чтобы при работе со сложными чертежами символы были на одно препятствие меньше.
Полезно понимать символы сварки, чтобы при работе со сложными чертежами символы были на одно препятствие меньше.
Тест по сварочным символам
Существуют также различные теоретические тесты, которые вам может потребоваться пройти в течение вашей карьеры, включая квалификационные и сертификационные тесты. Не менее важно освоить эти символы сварки, чтобы получить квалификацию. Хотя некоторые тестовые символы просты, вы не можете доверять только своему опыту работы. Изучение этого руководства по символам сварки поможет вам стать на шаг ближе к сдаче следующего экзамена.
Символы сварки (с таблицами)
Некоторые символы сварки кажутся сложными, но если их разобрать, вы увидите, что они довольно просты. Символы сварки представляют собой изображение сварного шва, если смотреть сбоку, как в поперечном сечении. Каждый символ сварного шва поясняется отдельно, рядом с ним указывается его профиль сварного шва.
Существуют две системы, которые используются для интерпретации, и четыре раздела различных символов, описанных в этой статье: базовая платформа, базовые символы стыкового сварного шва, другие базовые символы и дополнительные символы. Каждый раздел стоит отдельно, если вам нужно сосредоточиться на одном наборе символов сварки, но чтение всех четырех даст вам полезное представление об общей системе.
Каждый раздел стоит отдельно, если вам нужно сосредоточиться на одном наборе символов сварки, но чтение всех четырех даст вам полезное представление об общей системе.
1. Базовая платформа
Этот символ представляет собой простую платформу для отображения характеристик и окружающих деталей ваших сварных швов. Он состоит из трех частей:
- Линия стрелки: указывает на общее расположение сварного шва.
- Базовая линия: здесь размещаются сведения о типе сварного шва и конкретном месте.
- Хвост: здесь размещаются дополнительные детали, отдельные от специфики. Это включает в себя стандарты сварки, типы материалов и требуемый процесс сварки.
Две системы рисования
Существуют две системы, в которые входит основной символ сварки, и каждая из них интерпретируется по-разному. Конкретная система будет указана на планах, и обе системы не будут включены в один чертеж.
Система A Система B
Базовая система A
8 2 Базовая система А отличается пунктирными линиями под базовой линией. Как показано на рисунке, когда символ сварки находится со стороны пунктирной линии, сварной шов должен быть на стороне, противоположной стрелке. Когда символ сварки находится над опорной линией, сварной шов должен быть на той же стороне, что и стрелка. Иногда чертежи бывают очень полными, поэтому это правило необходимо, если нет места для базового символа, расположенного со стороны сварного шва.
Как показано на рисунке, когда символ сварки находится со стороны пунктирной линии, сварной шов должен быть на стороне, противоположной стрелке. Когда символ сварки находится над опорной линией, сварной шов должен быть на той же стороне, что и стрелка. Иногда чертежи бывают очень полными, поэтому это правило необходимо, если нет места для базового символа, расположенного со стороны сварного шва.
Базовая система B
Базовая система B распознается по отсутствию черточек под контрольной линией. Здесь, когда символ сварки находится на нижней стороне контрольной линии, сварной шов находится на стороне, на которую указывает стрелка. Когда символ находится на верхней стороне контрольной линии, сварной шов находится на противоположной стороне указателя.
Таблица символов стыковой сварки основания
Как видно из названия, эти соединения отличаются тем, что они соединяются встык друг с другом встык. Например, две пластины лежат плоско на своих поверхностях, выровненных параллельно и прямо по их вершинам, и они сварены с одной или обеих сторон в зависимости от символа.
Односторонние стыковые сварные швы
Эти соединения свариваются только с одной стороны и легко распознаются как односторонние по их символу. Символы показывают требуемую подготовку к сварке, а тип необходимого сварного шва определяется другими символами.
Квадратный стык
Это соединение не имеет подготовки под сварку. Обе пластины имеют квадратные концы, так же как символ сварки отображает два квадратных угла.
Одиночный V-образный стык
Одинарное V-образное стыковое соединение имеет разделку под сварку под углом 45° на одной стороне каждой пластины на всю глубину материала. Соединяемые пластины образуют V-образную форму, как указывает символ.
Одиночный V-образный стык с широкой притупленной поверхностью
Подобно одинарному V-образному стыку, эта подготовка под сварку имеет угол 45° с одной стороны каждой пластины от верхней части металла до не более ¾ пути вниз глубины плиты, оставляя часть материала внизу.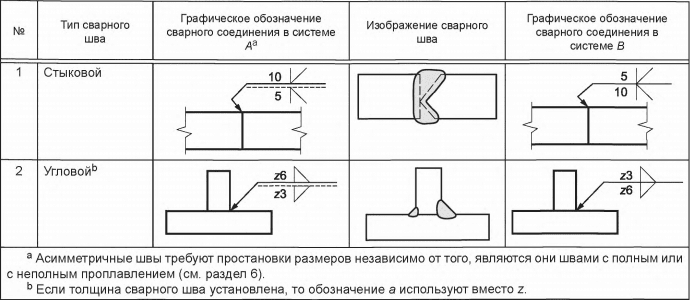 Соединение имитирует символ Y.
Соединение имитирует символ Y.
Стык с одинарным скосом
Эта стыковая заготовка имеет вырез под углом 45° на всю глубину на одной стороне одной пластины, а другой конец имеет квадратную форму, как показано на символе.
Стык с одинарным скосом и широкой притупленной поверхностью
С одним квадратным концом и скосом под углом 45° на другой стороне, только частично проходящим через пластину, подготовка под сварку будет выглядеть, как ее символ, в виде строчной буквы r без дуги.
Одинарная U-образная форма встык
Обе пластины имеют угол, вырезанный в форме ¼ луны глубиной около ¾ толщины пластины, образуя U-образную часть соединяемых секций, как показывает символ сварного шва.
Одиночный J-образный стык
Одна пластина имеет квадратный конец, а другая имеет угол, вырезанный в форме ¼ луны на части толщины пластины, образуя мягкий J при соединении, как вы можете видеть на символе .
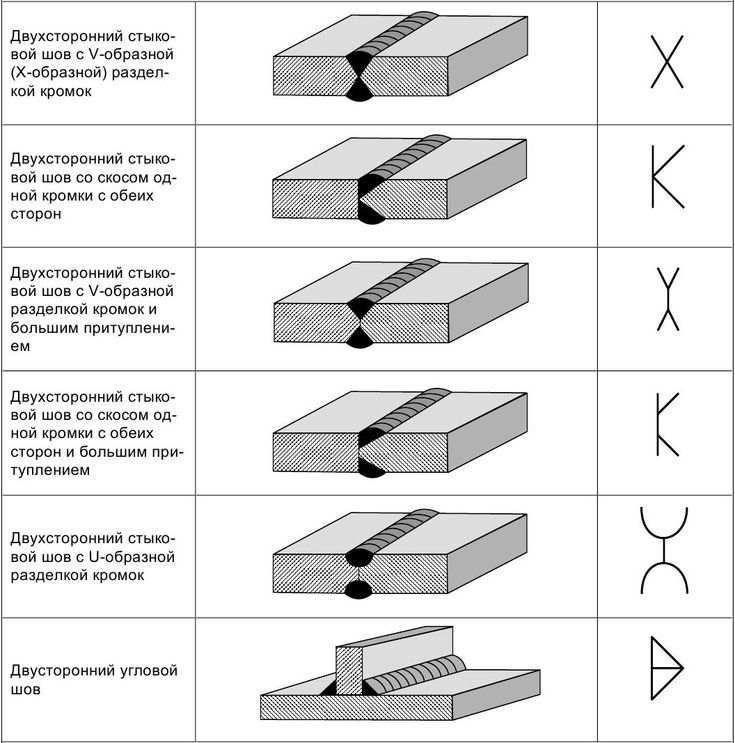
Двусторонние стыковые соединения
Эти сварные швы точно такие же, как и односторонние стыковые соединения, за исключением того, что обе стороны предварительно подготовлены и сварены, как показано в таблице обозначений сварных швов ниже.
Двусторонний V-образный стык
Оба конца каждой пластины имеют скошенный под углом 45° вырез, соединяющийся посередине пластины и образующий острие. При соединении точки встречаются. Это создает X, как показано на символе, на всю глубину соединения.
Двусторонняя фаска встык
Одна пластина не имеет разделки под сварку, углы остаются прямыми. Другая сторона имеет два скоса под 45°, заканчивающиеся посередине, чтобы сделать точку. При отображении символа соединенные пластины образуют букву K.
Двусторонний U-образный стык
На обеих сторонах двух пластин вырезается ¼ лунки, оставляя участок примерно от одной четверти до половины толщины пластины в центре между двумя разделками под сварку.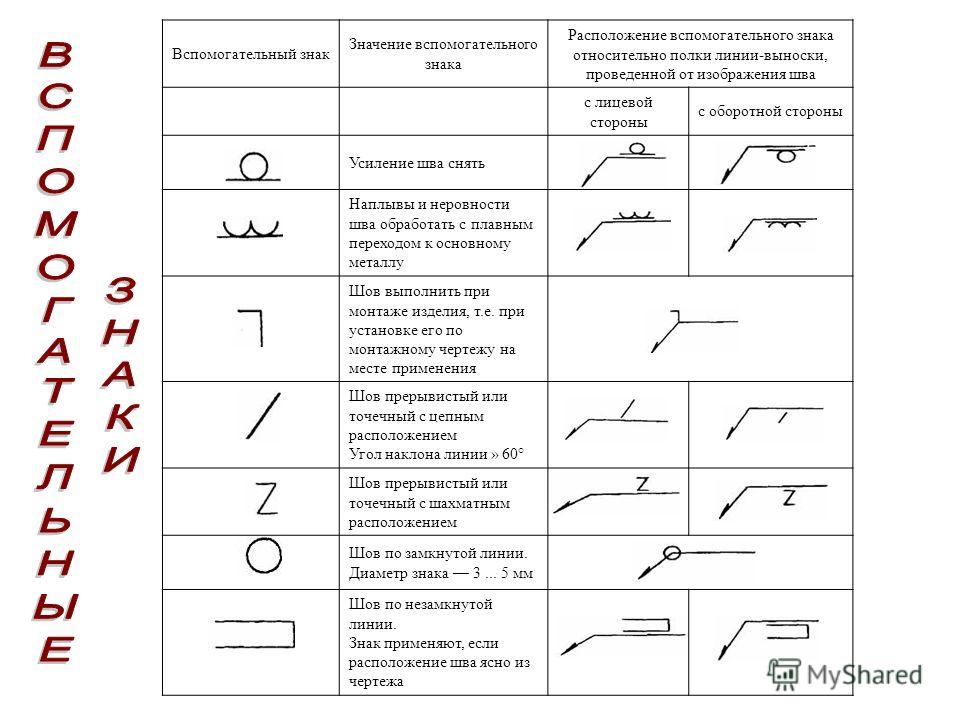 Соединившись вместе, они образуют букву U поверх буквы n, как вы видите на символе.
Соединившись вместе, они образуют букву U поверх буквы n, как вы видите на символе.
Прочие базовые символы
Стыковые и угловые сварные швы являются наиболее распространенными типами стежков. Однако, в отличие от большинства стыковых швов, различные виды угловых швов обозначаются дополнительными символами, добавленными к символу углового шва. Ниже приведены все другие базовые обозначения сварки, которые не являются стыковыми сварными швами, включая обозначение углового шва.
Скругление
Этот символ представляет собой прямоугольный треугольник, так как чаще всего скругление выполняется между двумя пластинами под прямым углом друг к другу. Обычно это между 90° суставом или где-то рядом.
Заглушка
Одна пластина с отверстием устанавливается поверх другой плоской пластины. Сварка пробкой соединяет две пластины вместе, а сварной шов внутри полностью заполняет отверстие. Его символ наименее четкий из всех, но он отображает отверстие заглушки в поперечном сечении верхней пластины.
Точка сопротивления
Две пластины сплавляются друг с другом за счет создания тепла за счет электрического сопротивления между пластинами с помощью аппарата для точечной сварки сопротивлением. Его символ — круг, такой же формы, как точечный сварной шов.
Контактный шов
Это похоже на контактную точечную сварку, только электрическое сопротивление создает длинный шов, а не одиночное пятно. Подобно символу точечной сварки, сварной шов имеет две параллельные линии, проходящие через окружность, символизирующие шовный шов, имеющий длину, подобную форме прорези. Резистивный шов создает форму круга, растянутого в длину.
Дополнительные символы
Эти символы добавляются к основным символам для уточнения типа требуемого сварного шва. Они включают в себя характеристики сварного шва, способ и место его сварки, а также необходимые отделочные характеристики.
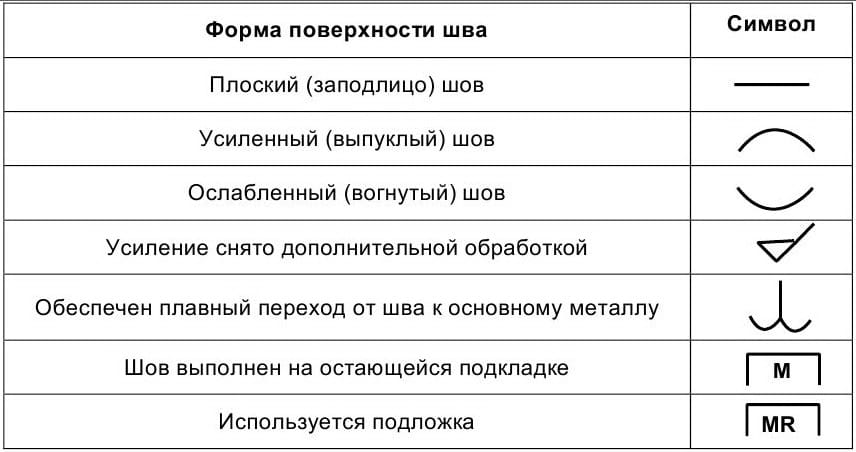
Отделка заподлицо
Этот символ сварки означает, что сварной шов необходимо обработать или отшлифовать заподлицо с остальной частью листа. Его символ — прямая линия, показывающая, как будет выглядеть готовая поверхность.
Его символ — прямая линия, показывающая, как будет выглядеть готовая поверхность.
Выпуклая
Выпуклая поверхность сварного шва изгибается наружу, как воздушный шар, удаляясь от сварного шва, как показано на его символе.
Вогнутость
Символ вогнутости изогнут в направлении, противоположном выпуклости, что означает, что сварной шов должен быть закончен с изгибом внутрь, как внутренняя часть чаши. Это часто отделка, используемая с угловыми сварными швами.
Стойка сварного шва
Это когда в нижней части разделки под сварку, такой как V или U, требуется небольшой начальный сварной шов в основании разделки перед ее полной сваркой. Это дает возможность полностью сварить шов без продувки из-за чрезмерного нагрева, когда остается только тонкий участок материала. Его символ в виде изогнутой линии помещается под или поверх основного символа сварки, в зависимости от того, на какой стороне базовой линии находится базовый символ.
- См.
 также: Что такое CAD-сварка и как она работает?
также: Что такое CAD-сварка и как она работает?
Расходуемая вставка
Внутри разделки под сварку снизу вставляется расходуемая заглушка, где между двумя секциями есть пространство. Вставка сплавляется со сварным швом и предотвращает выдувание днища. Его символом является форма круглой вставки, смотрящей на нее сбоку.
Сварить полностью вокруг
Этот символ обводит угол базовой платформы, чтобы показать, что указанная секция требует сварки по всей окружности, как круг.
Сварка между точками
На чертеже будут показаны две точки, такие как X и Y, например, между секциями, требующими сварки. Стрелки символа между двумя буквами указывают на то, что сварной шов должен проходить по всей длине между двумя метками.
Сварка на месте
Этот символ имеет флажок, указывающий, что сварку необходимо выполнять на месте, а не в мастерской. Подобно тому, как флаг ставится для обозначения территории страны, этот флаг указывает на то, что он должен быть приварен на площадке проекта.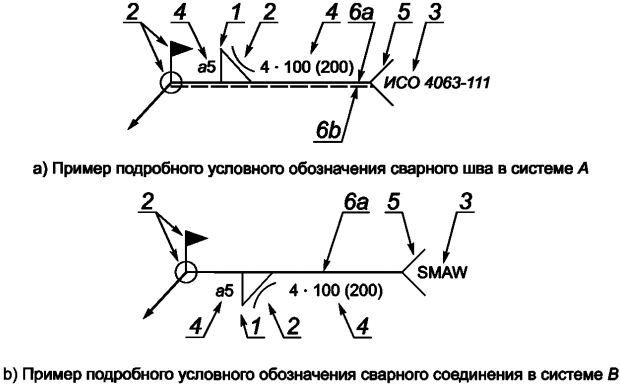
Смещенный прерывистый шов
Для этого необходимо, чтобы сварные швы располагались в шахматном порядке поперек первой и второй стороны секции. Не сваривайте по всей длине с обеих сторон. Вместо этого сварите ровные стежки поперек первой стороны. Затем имитируйте сварные швы вдоль второй стороны, но между швами первой стороны, не совмещая их.
Z-образный символ с линией, проходящей через его центр, отображает эффект семерки в зеркале. На нем показаны две семерки с одинаковыми пропорциями, но перевернутые, образующие букву Z. Аналогично, ступенчатый прерывистый сварной шов одинаковый с обеих сторон элемента, но перевернутый, так что сварные швы располагаются в разных местах, но с одинаковыми промежутками.
Заключительные мысли
Как видите, система символов сварки не слишком сложна. Большинство символов основаны на поперечном сечении суставов, которые они представляют. Обязательно загрузите PDF-версию этого руководства по символам сварки, чтобы обращаться к нему в процессе работы и убедиться, что ваши сварные швы соответствуют чертежу.
Не стесняйтесь оставлять комментарии ниже с любыми вопросами, которые могут у вас возникнуть.
Источники
- http://www.svets.se/download/18.274ebf1415b8cd45d523c10b/1510575524112/Part+05+-+Risks+with+the+new+standard+EN+ISO+2553+2014.pdf
Рекомендуемое изображение предоставлено: Greeneries, Shutterstock
- Загрузить руководство по символам сварки в формате .PDF:
- Тест символов сварки
- Символы сварки (с диаграммами) Основание
- 9034
- 9034
- 4 Два рисунка Системы
- Базовая система A
- Базовая система B
- Базовая схема стыковой сварки
- Односторонние стыковые сварные швы
- Двусторонние стыковые соединения
- Другие базовые символы
- Дополнительные символы
- Заподлицо
- Выпуклая
- Вогнутая
- Стеллажный сварной шов
- Плавающая вставка
- Сварной шов между точками
- Сварка на месте
- Ступенчатая прерывистая сварка
- Заключительные мысли
Символы сварки | Основные и дополнительные символы сварки
Символы сварки представляют собой графический способ передачи информации о сварном соединении.
 Вместо того, чтобы использовать стрелку и сказать «сварить здесь», символ сварки содержит больше полезной информации, которая может быть легко понята сварщиком, инженером, мастером, супервайзером и архитектором. Таким образом, сварочные символы широко используются сварщиками и инженерами в технических чертежах для передачи важной информации, такой как тип сварного шва, размер сварного шва, местоположение сварного шва, а также другую дополнительную информацию.
Вместо того, чтобы использовать стрелку и сказать «сварить здесь», символ сварки содержит больше полезной информации, которая может быть легко понята сварщиком, инженером, мастером, супервайзером и архитектором. Таким образом, сварочные символы широко используются сварщиками и инженерами в технических чертежах для передачи важной информации, такой как тип сварного шва, размер сварного шва, местоположение сварного шва, а также другую дополнительную информацию.Схема
Зачем нам указывать сварные швы?
Рассмотрим следующее изображение сварщика. Сообщение «сварить здесь» можно интерпретировать по-разному, поэтому такие сообщения всегда сопровождаются определенными инструкциями.
Любое из следующих изображений может быть предоставлено в дополнение к изображению выше. Первое изображение (а) означает одиночный угловой шов, который является самым простым и дешевым в применении.
Второе изображение (b) означает двойной угловой шов.
 Это немного сложно применить и занимает больше времени. Чтобы сварка прошла успешно, должен быть обеспечен доступ к обеим сторонам.
Это немного сложно применить и занимает больше времени. Чтобы сварка прошла успешно, должен быть обеспечен доступ к обеим сторонам.Наконец, третье изображение (с) означает Т-образный стыковой шов или шов с разделкой кромок. Это самый сложный и дорогой из трех, так как горизонтальный объект требует подготовки края.
Отсюда понятно, что больше информации о сварных соединениях необходимо указывать на этапе проектирования/чертежа, чтобы избежать ошибок и правильно оценить время и стоимость процесса сварки.
Преимущества символов сварных швов
Из приведенного выше объяснения мы пришли к выводу, что правильное указание сварных швов необходимо для бесперебойного выполнения работы. Но вышеупомянутое графическое изображение сварного шва не является самым простым или предпочтительным методом. Подобно электрическим символам в электрических цепях, у нас также есть Символы сварки .
Указание сварных швов с помощью символов, а не изображений, намного проще, так как вам не нужно тратить много времени на объяснение типа, формы и размера сварного шва.
 Следовательно, большинство технических чертежей, связанных со сварочными работами, используют символы сварки для представления всей информации, связанной со сваркой.
Следовательно, большинство технических чертежей, связанных со сварочными работами, используют символы сварки для представления всей информации, связанной со сваркой.Стандарты сварки
Существует два основных стандарта для определения терминов, символов и т. д. по сварке и пайке . Одним из них является ISO 2553, опубликованный Международной организацией по стандартизации. Другой — ANSI/AWS A2.4-9.8 опубликовано Американским обществом сварщиков.
Термины и символы в этих двух стандартах могут различаться.
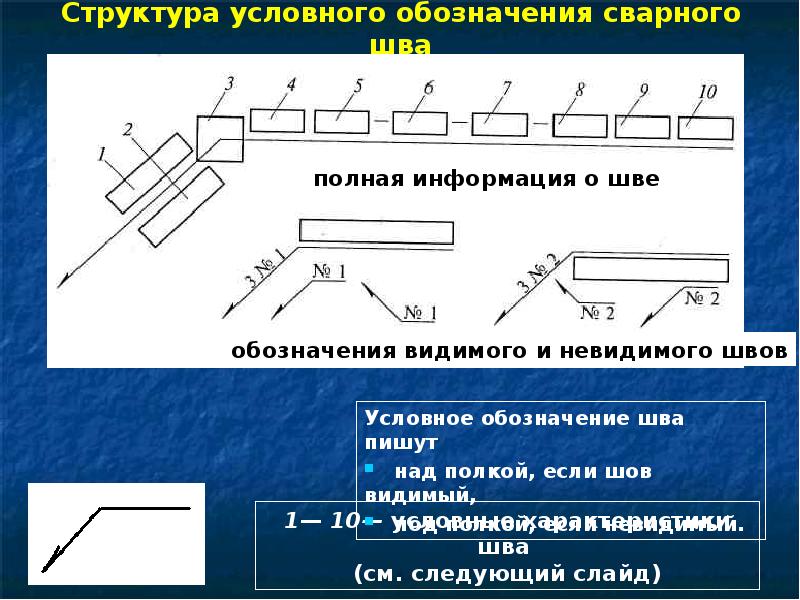
Элементы символа сварки
Прежде чем рассматривать некоторые из основных символов сварки, давайте попробуем понять элементы символа сварки и какую информацию несет символ. Ниже приведен список элементов, которые могут быть частью типичного символа сварки.
- Базовая линия
- Стрелка
- Базовый символ сварки
- Дополнительные обозначения сварных швов
- Символы отделки
- Размеры
- Спецификации, Процесс
- Хвост
Чтобы лучше понять элементы символа сварки, давайте воспользуемся следующим изображением, на котором показано, как рисуется типичный символ сварки, а также стандартное расположение вышеупомянутых элементов.
Контрольная линия
Это горизонтальная линия, которая является важной частью законченного символа сварки, и вся информация, относящаяся к сварному шву, наносится на нее или вокруг нее. Положение опорной линии также важно, так как она обычно проводится близко к сварному шву. Все остальные символы и информация должны быть правильно размещены в соответствии со стандартами символов на этой контрольной линии или вокруг нее.
Стрелка
Еще одна важная и необходимая часть законченного сварочного символа — Стрелка. Он соединяет опорную линию со стороной стрелки сустава и может располагаться на одном или другом конце опорной линии. Стрелка может указывать в любом направлении, вверх вниз, влево, вправо или даже в сторону хвоста. Иногда символ сварки может содержать несколько стрелок.
Здесь есть два важных термина, которые нам нужно знать о стрелке. Это Сторона Стрелы и Другая Сторона. Сторона, указанная стрелкой, от базовой линии — это сторона сварного соединения, на которую указывает стрелка.
 Если символы размещены на стороне стрелки опорной линии, то они относятся к стороне стрелки сварного соединения.
Если символы размещены на стороне стрелки опорной линии, то они относятся к стороне стрелки сварного соединения.Если символы расположены по другую сторону от контрольной линии (кроме стороны, указанной стрелкой), то они относятся к другой стороне сварного соединения.
Другая информация, описывающая сварной шов
- T: Это часть хвоста для указания информации для конкретного сварного шва, такой как изменение процесса сварки или электрода. Хвост может быть опущен, если нет каких-либо спецификаций или ссылок.
- S: В зависимости от типа сварки может указывать на одно из следующего:
- Глубина подготовки в случае сварки с разделкой кромок
- Размер углового сварного шва
- Размер сварного шва или сварного шва
- Прочность на сдвиг в случае выступающего сварного шва
- E: В случае сварного шва с разделкой кромок представляет эффективный размер горловины или размер сварного шва.
 Указывает размер стороны в случае углового сварного шва. Важным моментом является то, что размеры эффективного размера для сварного шва с разделкой кромок всегда помещаются в круглые скобки, тогда как размеры размера стороны для углового сварного шва помещаются без скобок.
Указывает размер стороны в случае углового сварного шва. Важным моментом является то, что размеры эффективного размера для сварного шва с разделкой кромок всегда помещаются в круглые скобки, тогда как размеры размера стороны для углового сварного шва помещаются без скобок.
ПРИМЕЧАНИЕ: И S, и E всегда располагаются слева от символа сварки на контрольной линии независимо от стрелки.
- R: В случае шва с разделкой кромок или стыкового соединения это размер корневого отверстия. В случае сварного шва или корневого сварного шва это указывает глубину заполнения.
- A: В случае сварного шва с канавкой, это представляет угол прилегания канавки. Для сварных швов с потайной пробкой это угол примыкания зенковки.
- Ф: Здесь указывается способ получения необходимого контура. Вот некоторые из методов, с помощью которых можно получить контуры: шлифовка (G), вырубка (C), механическая обработка (M), прокатка (R), ударная обработка (H) или неопределенный (U).

- —: Горизонтальная линия между F и A является местом символа контура готового сварного шва.
- L: Указывает длину сварного шва. Он всегда размещается справа от символа сварки, независимо от положения стрелки.
- P: Если сварка прерывистая и указано расстояние между сварными швами, то это Указывает шаг или межцентровое расстояние сварного шва
- N: Указывает необходимое количество сварных швов (точечный, шов, шпилька, заглушка, прорезь или выступ).
Различные типы символов сварки
Теперь, когда мы немного узнали об элементах символа сварки, теперь мы рассмотрим различные символы сварки. Сначала мы перечислим некоторые основные обозначения сварки, которые чаще всего используются на чертежах. Далее мы увидим некоторые дополнительные символы сварки, которые можно использовать для передачи дополнительной информации о сварном шве.
Основные обозначения сварки
На следующем рисунке показаны некоторые из часто используемых обозначений сварки.
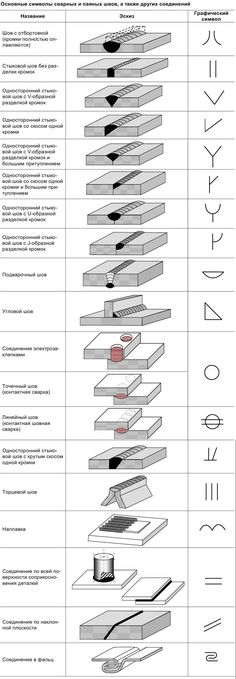 Верхняя часть изображения состоит из символов для различных типов сварных швов с разделкой кромок или стыковых сварных швов. Сюда входят сварка с V-образным пазом, сварка с квадратной канавкой, сварка со скошенной кромкой, U, J и т. д. / Сварка с прорезями, точечная сварка и т. д.
Верхняя часть изображения состоит из символов для различных типов сварных швов с разделкой кромок или стыковых сварных швов. Сюда входят сварка с V-образным пазом, сварка с квадратной канавкой, сварка со скошенной кромкой, U, J и т. д. / Сварка с прорезями, точечная сварка и т. д.Давайте теперь подробно рассмотрим различные символы сварки. Сварка кромок — это второй популярный тип сварки после угловой сварки, который включает в себя подготовку кромок для формирования одной из форм сварки канавки (V, U, J, скос и т. д.) или квадратной канавки с прямыми кромками.
Основные обозначения сварки Символы разделочной/стыковой сварки Сварка с одинарной V-образной канавкой Это распространенная форма подготовки кромок для сварки с разделкой кромок и стыковых сварных швов.
Сварной шов с квадратной канавкой В зависимости от процесса сварки сварной шов с квадратной канавкой будет ограничен максимальной толщиной сечения.
Сварной шов с одинарной кромкой и канавкой Процесс подготовки кромок, который обычно используется, когда для подготовки доступна только одна кромка смежных секций.
Сварной шов с одинарной U-образной канавкой Если секции имеют толщину более 12 мм, то этот тип сварки используется для ограничения количества требуемого металла шва.
Сварной шов с одинарной J-образной канавкой Если секции имеют толщину более 16 мм и для подготовки доступна только одна кромка смежных секций, то этот тип сварки используется для ограничения количества требуемого металла шва.
Кромочный сварной шов с канавкой В соответствии со стандартом ISO показывает сварной шов с канавкой между пластинами с выступающими кромками. В соответствии со стандартом AWS на нем показан краевой сварной шов фланцевого соединения с канавкой.
Угловой фланцевый сварной шов с канавкой На нем показаны пластины со сварным канавкой с одной приподнятой кромкой.

Сварной шов с одиночной V-образной канавкой и широкой передней поверхностью Стандартный символ ISO для сварного шва с одной V-образной канавкой и широкой передней поверхностью.
Сварной шов с одинарной кромкой и широкой передней поверхностью Стандартный символ ISO для сварного шва с одной кромкой и широкой передней поверхностью.
Этих двух, хотя они и упоминаются в ISO 2553, лучше избегать.
Раструб V-образный сварной шов Стандартный символ AWS, иллюстрирующий сварной шов с разделкой кромок, образованный двумя криволинейными поверхностями.
Раструбный сварной шов со скосом и разделкой Стандартный символ AWS для иллюстрации сварного шва с разделкой, образованного одной изогнутой поверхностью и одной плоской поверхностью.
Сварной шов с крутым V-образным пазом по бокам Стандартный символ ISO для сварного шва с крутым V-образным пазом по бокам и углом скоса 5–20⁰ для подготовки кромок.

Сварной шов с кромками и кромками под углом 15–30⁰ для подготовки кромок. Скругление, кромка и другие часто используемые обозначения сварных швов Угловой сварной шов Символ углового сварного шва, который является наиболее часто используемым типом сварки. Если не указано иное, длины сторон равны.
Краевой сварной шов Обозначает торцевой сварной шов, который обычно наплавляется только с одной стороны.
Сварной шов со штепсельным соединением Тип сварного шва, который образует соединения внахлест с использованием круглых или продолговатых отверстий, полностью заполненных наплавленным металлом.
Дуговая точечная сварка Точечная сварка выполняется с использованием высокой тепловложения в одной точке. Символ иллюстрирует дуговую точечную сварку, выполненную с одной стороны соединения.

Точечная сварка сопротивлением Символ для иллюстрации точечной сварки сопротивлением, для которой требуется доступ с обеих сторон. Точечная сварка обычно означает точечную сварку сопротивлением.
Сварка швом сопротивлением Сварка швом похожа на точечную сварку, но вместо одной точки выполняется в линейной форме. Этот символ иллюстрирует шовную сварку сопротивлением, которая требует доступа с обеих сторон соединения.
Дуговая сварка Символ, иллюстрирующий дуговую сварку, которая выполняется только с одной стороны соединения. Шовная сварка обычно шовная сварка сопротивлением, поскольку дуговая сварка швом используется редко.
Наплавка Как следует из названия, линия стрелки этого символа указывает на всю поверхность, которая должна быть покрыта наплавленным металлом.
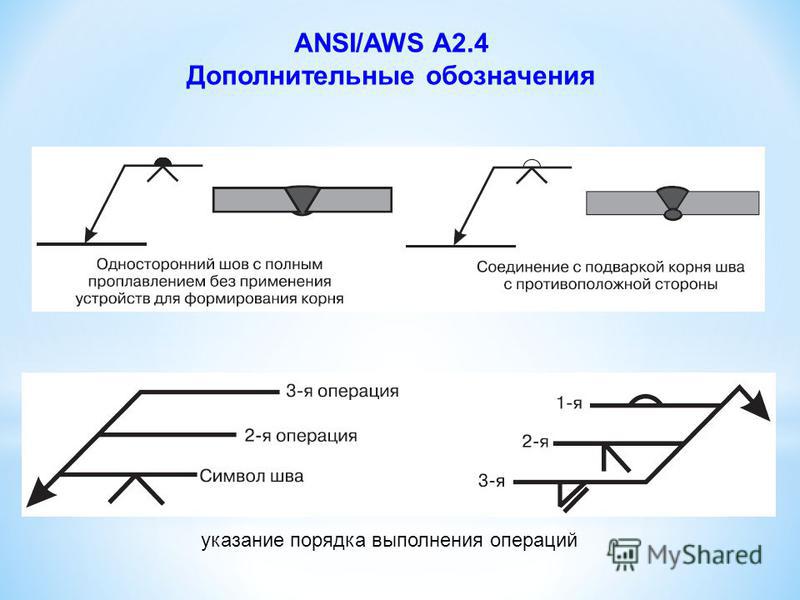
Дополнительные обозначения сварки
Дополнительные символы сварки используются для предоставления дополнительной информации о сварных соединениях.
Дополнительные обозначения сварки Плоский (заподлицо) Первые три символа (Плоский, Выпуклый и Вогнутый) показывают окончательную форму сварного шва, также известную как Контур сварного шва. Символ «Плоский» или «Заподлицо» используется для обозначения плоской поверхности сварного шва, расположенной заподлицо с поверхностью.
Выпуклая Этот символ обозначает выпуклую поверхность контура.
Вогнутый Символ для иллюстрации вогнутого контура. Применяется в особых случаях, когда свариваемые поверхности должны быть гладкими для очистки или покраски.
Гладкие комбинированные пальцы Символ стандарта ISO Гладко комбинированные пальцы. Он используется для обозначения того, что выступы сварных швов должны быть отшлифованы, чтобы удалить любые включения шлака на краях сварных швов.
Прокладка Символ прокладки показывает использование проставки в соединении.
Обратная/подварочная сварка Этот символ используется как для обратной, так и для подварочной сварки. Задний сварной шов выполняется на противоположной / обратной стороне сварного шва после завершения основного сварного шва. Подварочный шов выполняется перед основным швом.
Съемная подложка Подложка Лента или подложка отличается от подложки под сварку. Этот символ иллюстрирует соединение со съемной подкладочной лентой.
Постоянная подложка Символ для обозначения постоянной подложки.
Расходуемая вставка Стандартный символ AWS для расходуемой вставки. Хвост символа сварки состоит из типа вставки.
Сварка по всему периметру Символ «Сварка по периметру» или «Сварка по всему периметру» указывает на сварку, которая должна выполняться по всей окружности.

Полевая сварка Сварка в полевых условиях или Сварка на площадке указывает на сварные швы, которые выполняются не на начальном месте изготовления, а на месте.
Проплавление насквозь Проплавление насквозь иллюстрирует необходимость полного проплавления сварных швов с одной стороны до другой.
Расположение символов сварки
Давайте теперь разберемся со значением расположения символов. Сначала мы увидим пару примеров для сварных швов, а затем перейдем к угловым сварным швам.
Сварные швы
На следующем рисунке показано расположение символов сварных швов. Символы в стандартах ISO и AWS показаны для справки.
На первом изображении показан сварной шов с одинарной V-образной канавкой, где символы сварки расположены на контрольной линии, а стрелка указывает на одну сторону соединения. Сварной шов может быть в плоскости или в поперечном сечении. Здесь мы использовали стрелку, чтобы указать на сварной шов в поперечном сечении.
На втором изображении показан сварной шов с одинарной кромкой и кромкой, где стрелка указывает на кромку соединения, которая должна быть подготовлена для фаски.
Угловые сварные швы
Подобно сварным швам с разделкой кромок, символы угловых сварных швов также располагаются на контрольной линии, которая затем соединяется со стрелкой, указывающей на одну сторону соединения. Чтобы продемонстрировать то же самое, давайте возьмем «Т-образное соединение» и «Крестообразное соединение» в качестве сварных соединений и посмотрим на значение местоположения угловых сварных швов.
На первом изображении показан торцевой вид Т-образного соединения с одним угловым сварным швом.
На втором изображении показан вид с торца крестообразного соединения с двумя одинарными угловыми сварными швами.
На следующем изображении показан вид с торца крестообразного соединения с двойным угловым швом с левой стороны и одинарным угловым швом с правой стороны.

На последнем изображении это альтернативный способ представления второго изображения, где две стрелки используются с одной опорной линией. Этот метод можно использовать в соответствии со стандартами ISO, но нельзя использовать в соответствии со стандартами AWS.
Размеры в обозначениях сварных швов
Размер сварных швов также является важным параметром для некоторых сварных швов. Стандарты ISO и AWS по-своему определяют необходимые размеры сварных швов.
Сварные швы с разделкой кромок
Сварные швы с разделкой канавок с полным проваром
На следующих рисунках показаны иллюстрации, символ ISO и символ AWS для сварных швов с одинарной V-образной канавкой с полным проваром и симметричных сварных швов с двойной V-образной канавкой.
Сварные швы с частичным проваром
Стандарты ISO и AWS позволяют указывать размер сварного шва с разделкой кромок слева от символа сварки. В стандарте ISO число размещается непосредственно, а размеры обычно указываются в миллиметрах.
 В AWS Standard числа указаны в скобках, а размеры указаны в дюймах.
В AWS Standard числа указаны в скобках, а размеры указаны в дюймах.На следующем рисунке показан частичный провар сварного шва с одиночной V-образной канавкой.
Аналогичный подход можно применить и к сварке с квадратной канавкой. На следующем рисунке показан сварной шов с квадратной канавкой с частичным проплавлением. В AWS может быть указана дополнительная информация для подготовки кромки. Размер зазора между пластинами указывается между сторонами условного обозначения сварного шва.
Размеры сварного шва с разделкой кромок
Все детали сварного шва с разделкой кромок, такие как угол скоса, корневая поверхность, зазор и размеры сварных швов, могут быть указаны в соответствии со стандартом AWS. На следующем изображении показана 5/8-дюймовая пластина с 60 0 Угол скоса, глубина скоса 1/4 дюйма и размер сварного шва 3/8 дюйма.
Длина канавки
Если длина канавки не указана, это означает, что шов должен быть заварен по всей длине.
 Но иногда длина сварного шва меньше длины соединения или сварка может быть прерывистой.
Но иногда длина сварного шва меньше длины соединения или сварка может быть прерывистой.В этом случае мы можем указать длину и расположение сварного шва цифрой справа от символа. На следующем изображении показан стандартный символ AWS, который содержит информацию о прерывистых сварных швах с квадратной канавкой, а также штриховку.
Угловые сварные швы
Размеры угловых сварных швов
В соответствии со стандартом ISO размер угловых сварных швов может быть указан с использованием длины катета (z) и толщины горловины (a). Размер указывается слева от символа сварного шва и дополнительно ему предшествует буква z (для длины полки) или a (для толщины шва).
В стандарте AWS размер углового сварного шва всегда равен длине полки, а число помещается слева от символа сварного шва.
На следующем изображении показан угловой сварной шов по стандартам ISO и AWS с длиной стороны 6 мм (1/4 дюйма).
Сварные швы с глубоким проплавлением
На следующем рисунке показан стандартный символ ISO для сварных швов с глубоким проплавлением, а эффективная ширина шва представлена буквой S, которая расположена перед толщиной шва.
