Улитка для ковки – Улитка для холодной ковки своими руками: чертежи и размеры
alexxlab | 02.02.2020 | 0 | Разное
Улитка для холодной ковки своими руками: чертежи и размеры
С древнейших времен человечеству известна горячая ковка. Раскаленную для повышения пластичности заготовку подвергали формовке ударам тяжелого молота. Так получали оружие и инструменты, домашнюю утварь и украшения.

- Горячая художественная ковка металла

- Ковка
Горячая ковка требует высокой квалификации и опыта кузнеца, больших затрат труда, материалов и сложного оборудования. Холодная ковка позволяет изготавливать изделия из квадратного и круглого проката, не устанавливая дорогого и громоздкого оборудования и не налаживая сложных технологических процессов.
Метод холодной ковки
Способ заключается в использовании важного свойства металла — пластичности. При посредстве разнообразных оправок и механических приспособлений пруток изгибается в различных направлениях, скручивается, образует различные объемные фигуры. В качестве дополнительной обработки для соединения частей заготовок применяется сварка и слесарные операции. Станки начального уровня достаточно просты и приводятся в действие мускульной силой работающего на них мастера. Технология вполне доступна для освоения в домашней мастерской.
Минимальный набор кузнечного оборудования для холодной ковки металла включает в себя:
- Гибочные станки, или Гнутики — служат для изгиба заготовок под заданными углом и радиусом.
- Твистеры, или торсионы — служат для закручивания заготовки (или группы заготовок) вокруг продольной оси
- Волна — служит для создания периодических изгибов в разные стороны.
- Станок Улитка для ковки — применяется для создания спиралеобразных завитков на конце прутка.
- Холодная ковка
- Твистер для холодной ковки
- Волны для выполнения волнообразного изгиба заготовки

- Гнутик для холодной ковки
Можно ли освоить холодную ковку самому? Да, для этого достаточно иметь базовые навыки слесарных работ, конструирования и механической обработки.
Многие домашние мастера сделали улитку – станок для холодной ковки самостоятельно, не используя для этого дорогих компонентов.
Виды, устройство и принцип работы улитки
Применяется несколько разновидностей популярного станка. Все они, независимо от деталей устройства улитки, используют общий принцип работы. Полосу или пруток металла с силой прижимают к неподвижному шаблону или к подвижному лемеху улитки, заставляя принять заданную чертежом форму.

- Монолитная улитка для холодной ковки

- Съемная конструкция улитки

- Разборная улитка с вращением
Различают:
- монолитную неразборную улитку, использующую неподвижный металлический шаблон. Используется для производства серий одинаковых изделий
- съемную конструкцию — изгиб осуществляется вокруг штифтов, вставляемых в отверстия на массивной плите. Подходит для производства уникальных деталей сложной конфигураций, ограничено сечение прутка.
- Разборные улитки с вращением — более сложные по конструкции, но позволяющие получать идентичные изделия сложной формы с большой точностью
Изготовление простой улитки своими руками
В процессе работы по технологии холодной ковки прикладываются значительные усилия. Поэтому, прежде чем сделать улитку для холодной ковки своими руками, потребуется существенно укрепить обычный верстак или построить новый.
Самостоятельную сборку станка надо проводить на столешнице, сделанной из плиты толщиной как минимум 4 мм. Далее для изготовления самодельной улитки для холодной ковки понадобится чертеж. На него надо нанести контур будущего изделия, и вписать по внутренней стороне этого контура очертания неразборного шаблона или сегментов разборного.
Как сделать улитку для холодной ковки
Далее будет рассмотрено изготовление трех вариантов улитки для холодной ковки:
- Монолитной неразборной
- Съемной конструкции
- Разборной улитки с вращением
В зависимости от возможностей домашнего мастера, планов производства изделий, количества разных типоразмеров можно выбрать один из этих вариантов исполнения.
Монолитная неразборная улитка
Особое внимание нужно уделить разработке схемы шаблона, поскольку после приварки к плите внести коррективы в размеры и конфигурацию будет весьма затруднительно. Витки будущего завитка следует располагать на расстоянии 12-13 мм, учитывая, что в образующиеся пазы должен поместиться 10-мм пруток.
 Монолитная неразборная улитка
Монолитная неразборная улиткаОснование диаметром 80 см вырезается из пластины толщиной от 4 мм, далее по чертежу из полосы толщиной от 3 мм вырезается и формуется шаблон для завитка. Для облегчения гибки его следует прокалить, далее сделать косую фаску по верхней стороне, а нижнюю приварить к основанию по контуру.
Основание крепится к станине болтами или струбцинами. Такое крепление позволяет оперативно применять разные шаблоны по мере надобности
Съемная конструкция
Шаблон для холодной ковки делается из стальной пластины не тоньше 10 мм и крепится на основании резьбовыми соединениями. Изготовление изделия начинают с внутреннего завитка. В паз на внутреннем сегменте шаблона зажимают конец заготовки.

Съемная конструкция улитки
Для страховки можно дополнительно прижать его малой струбциной. Используя рычаг с большим плечом, изготовленный из прутка сечением 2 см, на шаблон накручивают с усилием оставшуюся часть заготовки. Конструкцию можно улучшить, применив рычаг с закрепленным на нем подвижным подшипником.
Разборные улитки с вращением
В этом варианте шаблон улитки, называемый лемехом, закрепляется на массивной плите толщиной 4-10 мм, Изменение формы заготовки производится путем вращения вала, в котором закреплен ее свободный конец. Вал вращается с помощью рычага или ворота, приваренного к его верхнему концу. Лемех может выполняться из нескольких сегментов, соединенных между собой шарнирными пальцами. Кривизна поверхности лемеха меняется специальными регулировочными винтами. В поверхности основания нужно сделать систему отверстий для крепления сегментов лемеха в заданном чертежом положении.

Разборные улитки с вращением
Улитку для холодной ковки с разборным лемехом с шарнирными штифтами затруднительно сделать в условиях домашней мастерской. Быстрее и дешевле будет заказать эти детали на производстве. Своими руками лучше изготовить разборный лемех без шарниров. Требуется изготовить чертеж деталей шаблона и обозначить на нем отверстия для крепления.
В основании сверлится система отверстий для крепления частей лемеха в разных положениях, обеспечивающих различную кривизну.
Теперь можно, переставляя крепления из отверстия в отверстие, изготавливать завитки различных радиусов.
Чертежи улитки для ковки
Начинающие мастера часто пренебрегают важностью этапа конструкторской проработки и делают шаблоны для холодной ковки на глазок. Этого может быть достаточно, чтобы «почувствовать металл» и понять суть процесса своими руками.

Чертеж улитки для ковки
Но если вы хотите в результате получать красивые изделия, а тем более, если задумали выпуск серии одинаковых элементов- то при изготовлении станка не обойтись без точных расчетов всех параметров — углов и радиусов сгиба, моментов вращения, предельных усилий и других. Точный расчет позволит своими руками создать качественный станок-улитку для холодной ковки, который прослужит долго и будет радовать удобством работы и качественной эстетичной продукцией.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Станки улитка для холодной ковки: самодельные и покупные, принцип работы и оборудование: универсальное, шаблоны, лекала, инструменты
На данной странице вы найдете сведения по теме “улитки для холодной ковки”, а также ссылки на другие страницы нашего сайта, которые связаны с данной темой. Читайте подробную информацию ниже, чтобы узнать больше, переходите, пожалуйста, по интересующим вас ссылкам, в конце страницы дан список страниц с этой меткой.
 Для оформления внутреннего интерьера помещений и придомовой территории часто используются завитки из металлических прутков. Станок улитка для холодной ковки — это устройство, с помощью которого создаются узоры закруглённой формы (завитки, волюты). Своими руками из металлических листов делаются шаблоны для дальнейшего использования.
Для оформления внутреннего интерьера помещений и придомовой территории часто используются завитки из металлических прутков. Станок улитка для холодной ковки — это устройство, с помощью которого создаются узоры закруглённой формы (завитки, волюты). Своими руками из металлических листов делаются шаблоны для дальнейшего использования.
Данная статья посвящена назначению станков улитка, их устройству и области применения в целом, не разделяя на самоделки и промышленные. О самодельных устройствах этого типа на сайте существует отдельная статья.
Принцип работы и устройство
Станок улитка позволяет изготавливать закруглённые фигурные элементы с нагревом или без него. Мастер работает вручную или использует электрический привод (такой метод применяется при необходимости выполнения больших объёмов работ).
Станок улитка может быть сконструирован разными способами:
- В форме шаблона, который приварен к основанию;
- В виде отдельных разборных элементов (сегментов), которые закрепляются на основании.
Станок для холодной ковки типа Улитка Stalex SBG-30. Фото КовкаПРО
Простой ручной привод применяется путём наматывания прутка на шаблон при помощи рук или рычагов. Для работы на станке с электрическим приводом рычаг присоединяется к ножке станины и двигается при помощи подшипника, который перемещается по основанию улитки. В приспособлениях со сложной конструкцией вращения совершает кондуктор, крепящийся на ось вала. Двигают его при помощи рычагов либо электроприводом.
Разновидности
Среди станков улиток существует несколько основных разновидностей:
- Ручная монолитная неразборная. В ней применяется неподвижный металлический шаблон.
- Ручная съёмная конструкция. При её использовании метал сгибается вокруг сегментов, которые вставляются в отверстия на плите. Пригодится для создания разнообразных деталей с необычной формой. Сечение металлического прута ограничено.
- Разборные модели с вращением. Используются с применением механической силы, позволяют получить одинаковые изделия со сложной формой. Работают за счёт рычагов.
- Горизонтальные и вертикальные модели. Позволяют гнуть метал в удобном положении, упрощают работу.

Станок типа улитка PROMA/ Фото ВсеИнструменты.ру
Если работа проходит на монолитном кондукторе, то конечные детали имеют одинаковую форму. А при использовании съёмных конструкций завитки получаются более разнообразными. Зато надёжность закрепления шаблона при таких условиях ниже, чем у неразъемного. Резьбовые соединения придётся постоянно подкручивать, иначе они быстро ослабеют.
Другое оборудование: универсальное, шаблоны, лекала и прочее
Приспособления для холодной ковки используются для сгибания по дуге, под углом или скручивания. Ниже приведены основные разновидности оборудования.
- Универсальные станки используются для производства значительных объемов элементов, поэтому применяются сотрудниками крупных и средних компаний. С помощью универсальных машин производятся разные по форме элементы: завитки, корзинки, кольца, торсированные прутки и т.д.

Станок для ковки Ажур-1М. Фото КовкаПРО
- Станки для холодной ковки бывают как ручными, так и электрическими. К подобным устройствам относится улитка, а также: гнутик, твистер (фонарик), волна, глобус.
К станкам также можно отнести:
- Штамповый пресс. При помощи этого устройства на металл наносят определённый рисунок путём отпечатывания его с шаблонов под давлением.
- Механический узел. Устройство, помогающее выгибать прут в форму круга с разным диаметром.
- Приспособления для ковки, к которым относятся шаблоны, оправки, кондукторы используются индивидуальными мастерами, которые не гонятся за количеством произведенных элементов.
- Ручные инструменты: клещи, вилки, тяжелый молоток или кувалда также чаще используются индивидуальными мастерами.
Популярные производители и модели
Станки для холодной ковки металла легко приобрести в магазине. Самые распространённые модели перечислены ниже:
1. НК-1 — это универсальный вальцовочный станок для холодной ковки. Он является многофункциональной металлообрабатывающей установкой с несколькими блоками. Позволяет производить самые распространённые элементы: завитки, кольца, волюты, гусиные лапки, скрученные прутки, а также может наносить рисунок вдавливанием на полосу, профильную трубу, кругляк и квадрат. Подробнее о станке тут.
Станок делает компания «Нова Кузня», существующая на рынке более 10 лет. Фирма отличается широким разнообразием выбора моделей как для больших производств, так и для малых цехов.

Универсальный станок НК-1
2. BlackSmith UNV2 является универсальным станком для профессиональной ковки. Умеет выполнять следующие операции: сгибание углов, продольное скручивание прутков, изгиб труб, сгибание завитков и волн, создание корзин и шишек. Есть возможность программирования операций. О нем больше информации здесь.
Станок производится в Китае на предприятии BlackSmith с 40-летним опытом работы. Компания экспортирует товары в Россию, Германию, Италию, США, Англию и другие страны.

Универсальный станок для ковки Blacksmith UNV2. Фото ВсеИнструменты.ру
3. Декор-3 — это гидравлический пресс, который способен выполнять как холодную, так и горячую ковку металла. Для обслуживания станка достаточно одного работника, время изготовления одной детали — 7-8 секунд. Узнать о нем больше.
Пресс производится в России на фабрике «Декор», которая работает более 10 лет. Существует возможность персонального изготовления станков и комплектующих.
Как сделать своими руками, размеры и другие важные сведения
Станок улитка для холодной ковки возможно изготовить своими руками. Для этого действуют по следующей схеме:
- Перед началом работы на бумаге создаётся чертёж будущей модели. В этот момент нужно определиться с размерами материалов, которые планируется обрабатывать. Чем больше диаметр предполагаемых прутков, тем шире следует выбирать шаг станка. Обычно витки располагают на расстоянии не менее 12-13 мм., чтобы в паз поместился 10-мм. прут.
- Для создания рабочей поверхности берут металлический лист толщиной минимум 4-5 мм. Из него вырезается круг диаметром 80 см. Площадь листа также зависит от моделей, которые будут изготавливаться.

Рабочая поверхность улитки до крепления шаблона
- Для производства формы берётся металлический лист толщиной 3 мм. На будущем устройстве края заготовки должны фиксироваться, для этого применяются прижимные валы. Вместо них берут обрезанный прут, который равен по длине полоске заготовки.
- Сама улитка делается из металлического прута, согнутого в нужном направлении. Вместо него берут лист металла, а затем вырезают из него сегменты и закрепляют их при помощи болтов.
- В качестве дополнительного устройства делают рычаг из прута с сечением 2 см. и подшипником.
Кроме этого, существует возможность самостоятельного изготовления и других станков для холодной ковки: фонарик, волна и другие.
Купить
Если возможности не позволяют сделать станок собственными руками, его легко можно приобрести в магазине. На нашем сайте существует специальный раздел с подборкой надёжных компаний, продающих готовые устройства.
Кроме столь востребованного у клиентов устройства типа улитки, производители предлагают также купить и другие станки для холодной ковки: ручные и электрические.
Приобретение устройств позволит выполнять проекты по холодной ковке своими руками.
kovka-svarka.net
Улитка для холодной ковки своими руками: инструкция
Изготовить красивый забор из металлического прута по силам любому владельцу небольшой мастерской. Основными декоративными элементами, создающими рисунок полотна, являются улитки для холодной ковки, которые можно создать своими руками. Спирали различных размеров выкладываются в рисунок, прихватываются сваркой. Получаются сказочно красивые кружева из грубого металла.
Холодная ковка выполняется на различных приспособлениях, простых по своей конструкции. Купить кондуктора сложно, проще сделать самостоятельно. Улитки изготавливаются различными способами. Каждый мастер чертит свой образец. Оптимальным является форма золотого сечения.

Улитки для холодной ковки
Виды устройство и принцип работы улитки
Спираль, полученная прутком после гибки, полностью зависит от формы и размеров кондуктора для художественной ковки. Если он неразборный, то для каждого узора нужно делать отдельный инструмент. Бывают разные виды кондукторов для художественной холодной деформации тонкого проката: от приспособлений ручной гибки, до модернизированных трубогибов. Без промышленного оборудования сделать своими руками можно только следующие виды улиток для холодной ковки:
- монолитную;
- съемную;
- разборную.
Устройство и принцип действия самодельных улиток довольно просты. Сначала конец прутка зажимается в центре спирали, а затем прокат гнут по наружной поверхности кондуктора. На простейшем оборудовании мастер с прутом ходит вокруг улитки, вручную и с помощью рычага, укладывая его в кондуктор. При использовании подвижного приспособления, используется рычаг для вращения.
Кондуктор можно располагать горизонтально и сделать приспособление со штурвалом, когда штамп будет вращаться вертикально. Холодная ковка с ручной гибкой возможна на малых сечениях прутка (до 12 мм).
Технические характеристики конструкции
Размеры улитки для холодной деформации определяются диаметром изгибаемого проката и требуемым размером завитка. Предварительно делается эскиз рисунка кованого изделия. Разбивается на отдельные элементы. Под каждую спираль изготавливается кондуктор — улитка или любой другой.
Простейшие станки для холодной ковки имеют массивную, прочную стойку, на верхнем торце которой находится паз для фиксации пластины с кондуктором. Деформация осуществляется за счет усилия рук мастера. Он зажимает конец прутка и ходит вокруг приспособления.
При наличии поворотного стола и рычага, возможно изготовление улиток для проката большего сечения.
Изготовление простой улитки своими руками
Станок улитка обычно имеет сменные кондукторы разного размера. Сначала чертится шаблон инструмента для холодной ковки. Затем по нему изготавливается улитка — кондуктор, точнее открытый штамп для навивки. Вырезается улитка нужной формы и крепится к основанию.
Наиболее эстетично выглядят спирали, изготовленные по принципу золотого сечения. Для этого надо нарисовать квадрат, со стороной равной размеру сечения прутка, для которого готовится кондуктор. Затем циркуль поочередно ставят к каждой вершине квадрата и по часовой стрелке проводят линию. Линия должна заканчиваться возле луча, на котором стоит ножка циркуля.
Как своими руками сделать улитку для холодной ковки
Сначала следует выбрать модель инструмента, затем начертить эскиз конструкции и создать шаблон будущей спирали. Исходить надо из количества деталей, которые планируется делать, их типоразмеров. Для изготовления забора вокруг собственного дома, можно использовать неразборной инструмент.
Монолитная неразборная улитка
Неразборной кондуктор можно за два часа изготовить в условиях гаража при наличии сварочного аппарата:
- На листе бумаги делается эскиз будущей улитки в натуральный размер.
- Из листа металла толщиной 4–5 мм вырезается полоса шириной 40 мм.
- Полоса сгибается на трубогибе, постоянно подгоняясь под шаблон. Можно использовать самодельный станок с пальцем и ограничителем движения листа на раскручивание.
- Срезать на конус полосу от первого вика до конца. Минимальный размер остается 20 мм.
- Приварить плоским торцом полученную спираль к металлической пластине размером примерно 10×200×200.
После остывания самодельный штамп готов к работе.
Съемная конструкция
Съемный кондуктор изготавливается из листа толщиной минимум 10 мм. В идеале, если спираль будет вырезана на станке с ЧПУ, но можно изготовить самостоятельно. На лист наносят контуры будущей детали и вырезают болгаркой. При наличии фрезера, делается шаблон, и обработка производится с применением копировальной втулки.
Для крепления к основанию в изготовленной спирали подмечаются и сверлятся отверстия под болты. Инструмент быстро сменяется и можно делать различные спирали с минимальной затратой времени на смену материала.
Разборные улитки с вращением
Кондуктор сложной формы считается наиболее сложным в самостоятельном изготовлении. Позволяет делать на одном штампе спирали с различным количеством витков.
Разборная поворотная улитка представляет собой съемную модель, изготовленную из нескольких сегментов. Сначала можно изготовить из листа большую, многовитковую спираль. Затем разрезать ее на несколько сегментов. Рез должен быть очень тонким и проходить под углом. В каждом сегмента делается 2 отверстия и в них вставляются штыри. Для точной сборки кондуктора, их надо делать методом подметки по платине.
В процессе гибки прутка сегменты добавляются до нужного размера завитка. Разборные улитки, сделанные по формуле золотого сечения, универсальны.
metalloy.ru
Улитка для холодной ковки

Всем здрасти!!! Всегда любовался коваными узорами всякими завитушками наверное любой человек оценит такие работы. Глядя на узоры думаешь как так наверное тяжело такое повторить и оборудование нужно не одно. На самом деле это не так все и тяжело, конечно есть свои нюансы, но имея желание любой сможет повторить такую красоту. Можно сделать много одинаковых завитушек, играясь воображением не один рисунок получится всего лишь меняя местами завитушки.
Холодная ковка это процесс без нагревания металла, то есть металл просто гнется собственной силой. Я видел ни раз приспособление под названием улитка – это базовое приспособление для холодной ковки. То есть, имея пару разных по размеру улиток, можно творить узоры практически любой формы.
И так для изготовления маленькой улитки нам потребуется: лист железа 20х20см 4мм толщиной и полосу метала 5х50см, а также сварка и болгарка.
Листа метала у меня не было, пришлось из двух кусков лепить

Наша полоса

И так к задней части листа привариваю любой кусочек металла, в моем случае – это профиль для зажатия в тисках

Теперь готовим полосу металла, срезаем от края до края полосы под конус, примерно на глаз. На самой широкой части сверху отпиливаем кусочек 1х1 см

Теперь рисуем шаблон на листе мелом

Привариваю болт для упора, отступаю 1см и привариваю кончик металла

Удерживая плоскогубцами загибаю по шаблону и привариваю основательно

И так по всему шаблону

Продолжаем


Ну вот и все, наше приспособление готово, можно творить. Вставляем конец проволоки между болтом и плавно загибаем проволоку предавая нужную форму
По творим немного

Из завитушек складываю узор

И еще

Ну вот самые легкие узоры готовы


Меняя завитушки местами можно сделать разные узоры на свое усмотрение

Ну вот с этой самоделкой можно создавать практически любые узоры и без особых заморочек. Всем спасибо и до новых Самоделок.
 Доставка новых самоделок на почту
Доставка новых самоделок на почтуПолучайте на почту подборку новых самоделок. Никакого спама, только полезные идеи!
*Заполняя форму вы соглашаетесь на обработку персональных данных
Становитесь автором сайта, публикуйте собственные статьи, описания самоделок с оплатой за текст. Подробнее здесь.usamodelkina.ru
Надежная улитка для ковки своими руками — Моя ковка
При работе с металлом очень важно иметь качественные инструменты, которые обеспечат комфортную и надежную эксплуатацию. Качественная улитка для ковки своими руками изготавливается достаточно быстро и легко, но для этого нужны навыки элементарного владения всем используемым инструментом. Также важно помнить, что есть несколько вариантов изготовления, к тому же с возможностью доработок.

“Улитка” помогает изготовить ажурные элементы с помощью холодной ковки.
Улитка цельнометаллическая
Инструменты и материалы:
Схема классификации основных орудий ковки.
- Сварочный аппарат.
- Болгарка.
- Плоскогубцы.
- Сталь листовая.
- Пруток.
- Труба профилированная.
- Бумага с карандашом.
- Рулетка.
- Маркер.
Данный вариант изготавливается достаточно легко и быстро, но при этом результат занимает много места, поэтому не всегда удобен в эксплуатации. Ход работы делится на следующие этапы:
Общий вид улитки для холодной ковки.
- На миллиметровой бумаге расчерчивается архимедова спираль. Нельзя упускать из виду, что каждый следующий виток находится на равном удалении от предыдущего, а запас пространства между выгибаемой деталью не более 3 мм, т.е. при изготовлении улитки под прут 10 мм нужно оставлять 13 мм.
- Теперь болгаркой вырезаются 3 одинаковые пластины из толстой листовой стали (3-5 мм) с краями 13*13 см. При желании можно вырезать 3 разные по площади пластинки, что выйдет более экономно (экономия ощущается лишь при потоковой работе, а при разовой лишь отходов прибавится) и удобно в эксплуатации, но для начала это отнимет в несколько раз больше времени.
- Делаются 3 отреза стальной полосы с сечением 2*20 мм. Длина каждого отреза должна соответствовать длине витка, который будет воспроизводиться. Особенно точно нужно отнестись к 1 ряду, т.к. при установке детали нужно, чтобы она дошла до дальней пазухи и вышла наружу, при этом находясь в идеально прямом положении. Каждый последующий отрез длиннее предыдущего ровно по длине его витка. Загибаются витки при помощи плоскогубцев, чтобы в итоге на 100% соответствовали рисунку.
- Делаются 3 отреза профильной трубы с толстыми стенами, причем длина каждого отреза 7-10 см. При этом если будут дорабатываться дополнительные элементы, то уже придется делать идентичные параметры у каждого отреза.
- Вырезается пруток 5 мм в диаметре и 20 мм в длину. Устанавливаться он будет лишь в самую первую деталь таким образом, чтобы выгибаемая деталь фиксировалась в самом начале. Следующим заготовкам этот пруток уже не нужен, а делать дополнительную работу нет смысла.
- Все острые края затираются наждаком, чтобы при дальнейшей эксплуатации не повредить руки.
- Теперь все детали можно объединить в одну. Для этого улитки привариваются к стальным пластинам, чтобы их центры идеально совпадали, пруток фиксируется сваркой со всех сторон на своем месте, а труба ровно по центру снизу.
При сваривании улитки со стальной пластиной нужно обратить внимание, как будет удобнее работать. Неважно, правой рукой пишешь или нет, т.к. в бывшем СССР всех зачем-то переучивают, но надо попробовать, как комфортнее. Поэтому спираль приваривается именно так, как потом будет удобно ей работать.
Вернуться к оглавлению
Все о фундаменте, его видах и особенностях — moifundament.ru.
Улитка из наборных элементов
Для холодной ковки удобнее использовать данный вариант, т.к. он позволяет изготавливать спирали при гораздо меньших затратах времени и сил. Отличается он не очень многим, а начало с миллиметровкой и вовсе идентичное. Затем идут следующие шаги:
Инструменты необходимые для работы: рулетка, болгарка, сварочный аппарат, дрель, маркер, пруток.
- Вырезается пластина 15*15 см из толстой листовой стали (4-5 мм). Повышенная минимальная толщина обуславливается повышенными стандартными нагрузками, ибо рабочий процесс не будет делиться на 3 детали.
- Вырезается стальная полоса, чтобы по длине полностью соответствовала длине спирали. При загибании нужно быть предельно точным и по возможности избежать углов. Таким образом получится идеальная спираль.
- Вырезается пруток и труба ровно таким же образом, как было описан выше.
- Все элементы тщательнейшим образом шлифуются. Нередко мастера обходятся без этого шага, после чего удивляются, что как-то пробили или разорвали руку.
- Спираль прикладывается к стальной пластине и обводится маркером с 2-х сторон, после чего разрезается на 3 части (при желании можно и больше наборных частей, но не менее 3-х). Центральная часть приваривается тут же, а с оставшимися еще предстоит работа.
- На оставшихся элементах с шагом 3 см привариваются «ножки» из прутка длиной в 1 см. Затем они прикладываются к своим будущим позициям и тоже обводятся маркером. В получившихся кругах делаются отверстия дрелью. Отверстия должны быть достаточно широкими, чтобы в них помещались ножки, но достаточно узкими, чтобы во время ковки не возникало затруднений из-за «ходящих» элементов.
- Ножка и пруток привариваются на свои места.
При использовании данной конструкции мастера редко используют свои руки, чтобы придать заготовке вид спирали. На данном рисунке изображена улитка из литья, но разница со стальной полосой у них лишь в толщине. Обычно используется ручной механический привод или электродвигатель, которые делают рабочий процесс во много раз комфортнее.
Вернуться к оглавлению
Варианты дополнительных приводов
Инструменты и материалы:
- Болгарка.
- Сварочный аппарат.
- Прут стальной.
- Сталь листовая.
- Цепь или лента.
- Звездочки либо самодельный аналог.
- Асинхронный двигатель.
- Понижающий инвертор.
Конечно, физическая работа — это хорошо, да и мышцы в тонусе, но сутки напролет все же вредно. Самый простой способ — это изготовить штурвал, который приводится руками в движение, но с минимумом усилий. Для этого потребуется:
- 3 стальных прута равной длины с диаметром 20 мм или толще свариваются воедино. Сверху и снизу на них навариваются стальные пластины, чтобы обеспечить максимально качественный стык.
- Устанавливаемая заготовка должна находиться во вращающемся пазу. Для удобства на паз наращивается велосипедная звездочка либо подобная самодельная конструкция большего диаметра (чем больше диаметр, тем ниже скорость, но и меньше требуемая прилагаемая сила для ковки). Вся ходовая часть находится внизу рабочей поверхности (под столом).
- К центру штурвала приваривается труба такой длины, чтобы удобно было работать, а в самом низу находится небольшая велосипедная звездочка либо ее аналог. Диагональ должна быть минимум в 2 раза уже, нежели под улиткой.
- Полученные элементы соединяются велосипедной цепью. Если же было отдано предпочтение самодельным изделиям, то они получаются значительно шире, что автоматически дает возможность использовать более надежные металлические и прорезиненные ленты.
Вместо ручного привода можно использовать асинхронный двигатель (2,2 кВт) с низким уровнем оборотов, который напрямую соединяется с понижающим инвертором. Такая комбинация должна быть тщательнейшим образом проработана, дабы добиться 3-4 об.\мин. Электропитание к асинхронным двигателям можно подавать из обычной розетки без риска перенапряжения.
Электрический привод и вовсе уберет необходимость каких-либо физических действий, но и снизит детальный контроль, т.к. руки уже не будут чувствовать заготовку. Несомненный плюс в частичной автоматизации, ибо можно работать хоть сутки без какой-либо усталости.
Очень важно защитить все подвижные элементы импровизированными кожухами из листовой стали, для чего достаточно просто приварить напротив цепи (или ленты) лист, на который и будет приходиться удар в случае разрыва. В остальном ковка абсолютно безопасна, если не нарушать технику безопасности.
Вернуться к оглавлению
Подведение итогов
Каждый, кто желает сделать улитку для ковки, должен владеть всего 3 инструментами: сварочным аппаратом, болгаркой и пассатижами.
Сложности в этом нет, если не пытаться изготовить подвижные механизмы.
Стоит помнить, что любую конструкцию можно доработать до более качественного и комфортного состояния, поэтому всегда нужно знать азы. Никогда не стоит останавливаться на достигнутом, т.к. холодная ковка в каждом своем механическом элементе представляет целое поле для технической фантазии мастера.
moyakovka.ru
Чертежи самодельной улитки для холодной ковки — Моя ковка
Для придания красоты, изысканности металлическим воротам или заборам загородных дач или же частных домов все чаще применяют спиралевидные элементы. Чтобы не покупать такие элементы в магазинах, изготовители заборов, ворот часто их гнут сами. Чтобы изготавливать спиралевидные стальные детали самостоятельно, необходимо специальное устройство, которое называется улиткой. С помощью такого устройства изгибаются металлические прутки, полосы разного сечения. Если заготовка имеет квадратное сечение со стороной до 12 мм, то такие заготовки изгибают своими руками при обычной температуре (т.н. холодная ковка).
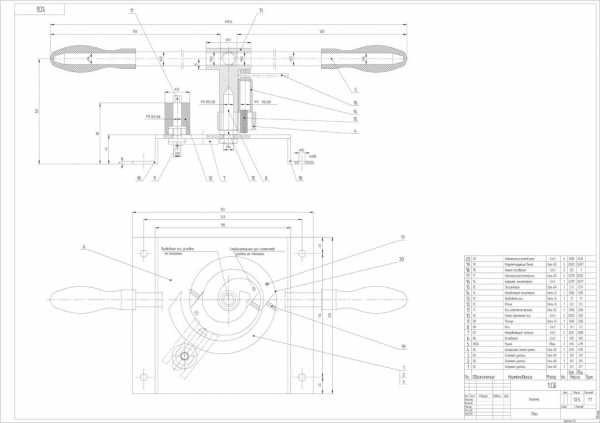
Рисунок 1. Чертеж улитки своими руками.
Учитывая, что такой станок нужен людям, которые обычно работают с металлом, то они могут изготовить его собственными руками. Чтобы не тратить время и средства, изобретая велосипед, им помогут чертежи улитки для холодной ковки. Для изготовления спиралей хорошо применять низкоуглеродистые металлы по причине их хороших пластичных характеристик.
Общее устройство станка
Рисунок 2. Чертеж основания улитки.
Улитка для холодной ковки представляет собой слесарное приспособление, которое содержит устройство, фиксирующее заготовку. На толстом металлическом диске или пластине закрепляется вал со спиралевидным элементом.
В фиксирующее устройство вставляется конец прута или полосы, потом вращающийся вал наматывает его на спиралевидный элемент.
Изгиб происходит от воздействия прижимного ролика, который прижимает заготовку к спиралевидному элементу. В зависимости от конструкции нужного изделия и его размера, для каждого вида фигурной детали изготавливаются отдельные улитки или улитки с возможностью изменять их кривизну.
Есть несколько вариантов чертежей по изготовлению станка для холодной ковки. Исходя из вида привода вала в станках они бывают ручными и электрическими. Для начала рассмотрим чертеж станка для холодной ковки ручного привода.
Вернуться к оглавлению
Также читайте: Все про сантехнику и трубы от А до Я.
Чертежи станка с ручным приводом
Рисунок 3. Чертеж ножки основания улитки.
Станок, согласно данному чертежу (рис.1), смонтирован на основании, которое представляет собой плиту прямоугольной формы размерами 220х190 см.
Эта плита толщиной 5 мм имеет два отверстия. Одно из них круглое, диаметром 14 мм, для оси вала, а второе — овальное, шириной от 6 мм ближе к оси вала до 7 мм дальше от оси (рис.2). Это основание приварено к двум ножкам, которые имеют отверстие для их крепления (рис.3).
Ось вала имеет конусовидный конец. Она крепится намертво к основанию двумя гайками М14.
На ось свободно надевается приводная ось, которая имеет головку с двумя взаимоперпендикулярными сквозными резьбовыми каналами (рис.4).
В эти каналы закручиваются ручки.
К нижней поверхности основания приварены параллельные направляющие полозья (2 шт.) вдоль продолговатого отверстия.
Рисунок 4. Чертеж оси улитки.
Спиралевидный элемент (собственно улитка) сборный. Он состоит из 4 элементов, соединенных между собой шарнирно штифтами, продетыми сквозь проушины (рис.5).
Каждый соединительный штифт сегмента улитки имеет рифленую головку.
Дуговидные проушины имеют отверстия под соединительный штифт. Они приварены к концам сегментов. Величина изгиба улитки регулируется специальными корректирующими винтами, которые ввинчены в соединительный конец каждого из трех сегментов так, что упираются в торец предыдущего сегмента.
Каждый корректирующий винт на одной торцевой поверхности имеет прорезь под плоскую отвертку.
Центральный сегмент улитки представляет собой эксцентрик с отверстием для приводной оси, первой частью спиралевидного элемента и фиксирующим вырезом. Фиксирующий вырез представляет собой эксцентрическое полукруглое углубление в первой части сегмента радиусом 7 мм, центр которого находится на расстоянии 8 мм от центра детали. Толщина центрального сегмента, как и других сегментов, составляет 25 мм.
Рисунок 5. Чертеж сегмента улитки.
Эксцентрик с рифленой нижней частью, в поперечный канал головки которого вставлен барашек, уставляется внутрь направляющей. Последняя выставляется соосно с полукруглым вырезом приводной оси, а затем приваривается.
В продольное отверстие основания вставлен ползун, который прижимается снизу к основанию. Ползун вырезами фланца свободно входит между направляющими полозьями.
В верхнюю часть ползуна вкручена ось ролика, которая имеет шестигранную головку.
На ось ролика свободно надет сам ролик.
Таким образом ролик может занимать положение вдоль продолговатого отверстия основания и фиксируется в любом таком положении наворачиванием оси ролика на ползун.
Работа с данным устройством довольно проста. Для начала вставляется конец прута или полосы в углубление приводной оси. Поворачивая эксцентрик, используя барашек, заготовка зажимается между его нижним концом и стенками углубления. Для этого ролик подводится к заготовке, ось ролика наворачивается гаечным ключом на 12 на ползун, зажимая его. Заготовка укладывается между эксцентриком центрального сегмента улитки и роликом.
Далее поворачивают приводной ось по ходу движения часовой стрелки, наматывая заготовку поверх центрального сегмента. Когда заготовка намотана до конца центрального сегмента, к ней, используя соединительный штифт, присоединяется второй сегмент. Ролик при этом отодвигается в новое положение.
И так далее изгибается до придания заготовки нужной формы. Для снятия полученного изделия со станка барашком поворачивается эксцентрик и отпускается конец заготовки. Подняв приводную ось с эксцентриком и всей улиткой, последние вынимаются из изготовленной спирали.
Вернуться к оглавлению
Станок с электрическим приводом
Чертеж станка для холодной ковки с электрическим приводом отличается от вышеописанного только тем, что вместо ручной приводной оси центральный сегмент улитки вращается на валу понижающего редуктора.
Для этого на сваренной станине укрепляется электродвигатель мощностью до 0,5 кВт, который через два понижающих редуктора приводит во вращательное движение со скоростью 5-6 об./мин улитку. При этом роль основания станка выполняет стол полученной конструкции.
moyakovka.ru
Приспособление для холодной ковки “Улитка” – Проекты в работе
Добрый день! Вчера доделал очередную поделку. На этот раз для загибания спиралей (“улитка”) из квадрата 10 или круглого прутка диаметром 10 мм.
Материалы – лист 5 мм, швеллер 14П, уголок 45, труба профильная 40х20.
На данный момент вырезал только одну матрицу, вокруг которой гнется спираль, в планах еще 2 – одна меньше и одна больше, для получения большего ассортимента завитушек.
Матрица вырезана из листа 5 мм болгаркой, доработана напильником. Состоит из 3 одинаковых пластин. Потом они были скреплены заклепками в одну деталь, чтобы получилась общая толщина 15 мм. Крутится матрица на оси, сделаной из болта М16.
Упором для заготовки служит уголок 45х45, который закреплен на оси и имеет возможность поворота.
При необходимости выложу эскизы приспособления.
К сожалению квадрата 10 нет в наличии в данный момент, все металлобазы закрыты на праздники, прокатал огрызок какой-то, но принцип понятен.
www.chipmaker.ru