Ультразвуковой неразрушающий контроль: Ультразвуковые пьезоэлектрические преобразователи (УЗ ПЭП)
alexxlab | 09.07.2023 | 0 | Разное
Настроечные образцы (СОПы) | НТЦ Эксперт
Настроечные образцы (ранее СОПы) используются для настройки ультразвуковых приборов на решение конкретных задач НК. Образцы изготавливаются из материала, аналогичного материалу ОК и содержат определенные отражатели, используемые для настройки амплитудной и временной шкалы путем сравнения показаний от несплошностей ОК с показаниями от известных отражателей. Наиболее распространенными типами отражателей при контроле сварных соединений являются плоскодонные отражатели, «зарубки» и сегменты.
Настроечные образцы изготавливаются в соответствии с требованиями ГОСТ Р 55724-2013 (взамен ГОСТ 14782-86). Данный норматив, вместо используемого ранее термина «стандартный образец предприятия» или «СОП» вводит понятие «настроечный образец». Помимо ГОСТ Р 55724-2013 среди документов, регламентирующих изготовление отраслевых настроечных образцов можно выделить следующие:
Развернуть
- РД 153-34.1-003-01 (РТМ-1С) Сварка, термообработка и контроль трубных систем котлов и трубопроводов при монтаже и ремонте энергетического оборудования.

- РД 34.17.302-97(ОП-501 ЦД-97) Котлы паровые и водогрейные. Трубопроводы пара и горячей воды, сосуды. Сварные соединения. Контроль качества. Ультразвуковой контроль. Основные положения.
- РД РОСЭК-001-96 Машины грузоподъемные, конструкции металлические, контроль ультразвуковой, основные положения.
- СТО 00220256-005-2005 Швы стыковых, угловых и тавровых сварных соединений сосудов и аппаратов, работающих под давлением. Методика ультразвукового контроля.
- СНиП 3.05.03-85 (2000) Строительные нормы и правила. Тепловые сети.
- СНиП 3.03.01-87 Строительные нормы и правила. Несущие и ограждающие конструкции.
- ВСН 012-88 Строительство магистральных и промысловых трубопроводов. Контроль качества и приемка работ. Часть II. Формы документации и правила ее оформления в процессе сдачи-приемки.
- ПБ 03-585-03 Правила устройства и безопасной эксплуатации технологических трубопроводов
- СТО Газпром-2006 Инструкция по неразрушающим методам контроля качества сварных соединений при строительстве и ремонте промысловых и магистральных газопроводов

Калибровка настроечных образцов осуществляется в добровольном порядке.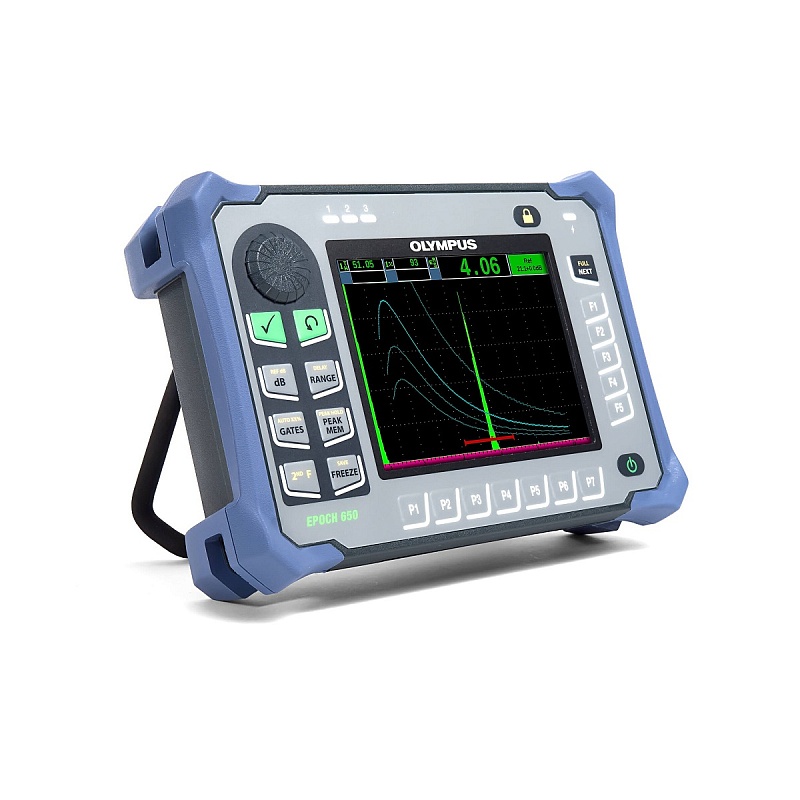 Поверка и внесение в Госреестр в отношении данных образцов не производится, т.к. они не имеют статуса «стандартного образца» или «меры» для которых поверка в большинстве случаев является обязательной. Методика калибровки настроечных образцов регламентирована в том числе документом Р 08-01-2000. Периодичность калибровки в зависимости от конкретного норматива может отличаться:
Поверка и внесение в Госреестр в отношении данных образцов не производится, т.к. они не имеют статуса «стандартного образца» или «меры» для которых поверка в большинстве случаев является обязательной. Методика калибровки настроечных образцов регламентирована в том числе документом Р 08-01-2000. Периодичность калибровки в зависимости от конкретного норматива может отличаться:
- ПНАЭ Г-7-014, ПНАЭ Г-7-030, ПНАЭ Г-7-031, ПНАЭ Г-7-032 – 1 раз в год;
- ОСТ 26-2044, РД 34.17.302, ВСН 012 – 1 раз в 3 года;
- РД РОСЭК-001 – 1 раз в 5 лет.
Плоские настроечные образцы (СОПы) с отражателями различного типа применяются для настройки длительности развертки и чувствительности дефектоскопов при контроле листовых изделий. СОПы изготавливаются в соответствии с требованиями нормативной документации регулирующей порядок проведения УЗК в соответствующих областях промышленности. Каждый образец имеет паспорт и сертификат калибровки сроком действия 3 года. Возможно изготовление настроечных образцов из материалов, аналогичных материалам ОК.
Подробнее…
Трубные настроечные образцы (СОПы) с отражателями различного типа применяются для настройки длительности развертки и чувствительности дефектоскопов при контроле трубных изделий. СОПы изготавливаются в соответствии с требованиями нормативной документации регулирующей порядок проведения УЗК в соответствующих областях промышленности. Каждый образец имеет паспорт и сертификат калибровки сроком действия 3 года. Возможно изготовление настроечных образцов из материалов, аналогичных материалам ОК.
Подробнее…
Стандартный образец типа «ступенька» предназначен для настройки толщиномера перед проведением ультразвукового контроля. Образец изготавливается из стали марки СТ20 и алюминия. По заявке возможно изготовления образца из других материалов по размерам заказчика.
Подробнее…
В соответствии с ПНАЭ Г-7-014-89 УЗК данные образцы необходимы для определения параметров УЗ дефектоскопа и преобразователя при работе на объектах атомной энергетики. Более подробное описание контрольных образцов содержится в разделе 4 ПНАЭ Г-7-014-89. В комплект контрольных образцов по ПНАЭ Г-7-014-89 УЗК входят:
Более подробное описание контрольных образцов содержится в разделе 4 ПНАЭ Г-7-014-89. В комплект контрольных образцов по ПНАЭ Г-7-014-89 УЗК входят:
Подробнее…
Настроечный образец (СОП) с общепринятым названием “Утюг”
Подробнее…
Настроечные образцы (меры) для контроля на расслоение предназначены для настройки предельной чувствительности, блока ВРЧ и глубиномера ультразвуковых дефектоскопов при контроле прямыми преобразователями.
Подробнее…
Настроечные образцы (меры) для контроля шпилек и анкерных болтов в соответствии с требованиями РД-19.100.00-КТН-036-13 предназначены для настройки чувствительности при проведении УЗК прямыми совмещенными ультразвуковыми преобразователями.
Подробнее…
Настроечные образцы (меры) для ультразвукового контроля валов в соответствии с требованиями РД-19.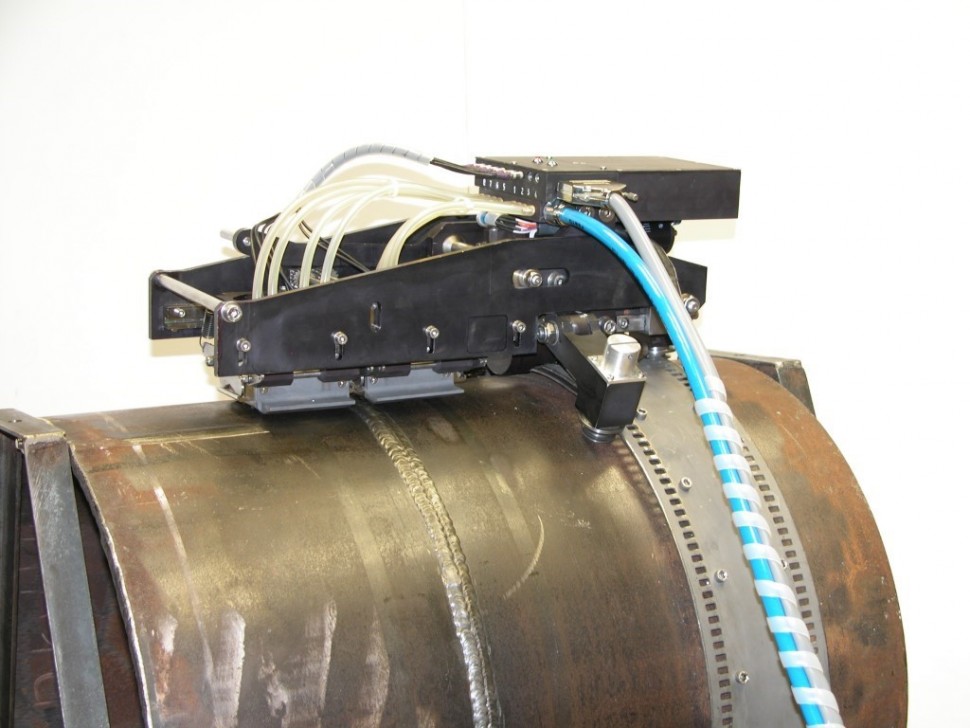
Подробнее…
Стандартные образцы предприятия (меры) с отражателем типа «плоскодонное отверстие» в соответствии с требованиями РД-19.100.00-КТН-036-13 предназначены для настройки предельной чувствительности, блока ВРЧ и глубиномера ультразвуковых дефектоскопов при проведении УЗК наклонными совмещенными ультразвуковыми преобразователями.
Подробнее…
Плоские настроечные образцы (меры) с угловым сварным швом с плоскими угловыми отражателями типа «зарубка» и отражателем типа «боковое цилиндрическое отверстие» применяют для настройки чувствительности и длительности развертки дефектоскопов при проведении УЗК сварных соединений и основного металла наклонными совмещенными и наклонными раздельно-совмещенными ультразвуковыми преобразователями в соответствии с требованиями РД-25.
Подробнее…
Плоские настроечные образцы (меры) с нахлесточным сварным швом и с отражателями типа «зарубка» применяют для настройки чувствительности и длительности развертки дефектоскопов при контроле сварных соединений и основного металла наклонными совмещенными и наклонными раздельно-совмещенными преобразователями в соответствии с требованиями РД-25.160.10-КТН-016-15.
Подробнее…
Стандартные образцы предприятия (меры) с отражателями типа «сегмент» в соответствии с требованиями СТО 00220256-005-2005 применяют для настройки предельной чувствительности, блока ВРЧ и глубиномера ультразвуковых дефектоскопов при проведении УЗК прямыми и наклонными совмещенными и раздельно-совмещенными ультразвуковыми преобразователями.
Подробнее…
Стандартные образцы предприятия (меры) с отражателями типа «плоскодонное отверстие» и «зарубка»
в соответствии с требованиями РД РОСЭК-001-96 применяют для настройки предельной чувствительности, блока ВРЧ и глубиномера ультразвуковых дефектоскопов при проведении УЗК прямыми и наклонными совмещенными и раздельно-совмещенными ультразвуковыми преобразователями.
Подробнее…
Стандартные образцы предприятия (меры) с отражателями типа «плоскодонное отверстие» в соответствии с требованиями ОСТ 108.961.07-83 применяют для настройки предельной чувствительности, блока ВРЧ и глубиномера ультразвуковых дефектоскопов при проведении УЗК прямыми и наклонными совмещенными и раздельно-совмещенными ультразвуковыми преобразователями.
Подробнее…
Комплект образцов для аттестации по УЗК, используется для обучения специалистов ультразвуковому контролю. Комплект для аттестации состоит из четырех образцов, каждый из которых имеет характерные дефекты, возникающие в процессе производства и эксплуатации сварных швов и основного металла (трещины, поры, непровары, шлаковые и вольфрамовые включения и т.д.).
Подробнее…
Стандартные (настроечные) образцы предприятия (СОП) можно купить с доставкой до двери или до терминалов транспортной компании в следующих городах: Москва, Санкт-Петербург, Екатеринбург, Саратов. Амурск, Ангарск, Архангельск, Астрахань, Барнаул, Белгород, Бийск, Брянск, Воронеж, Великий Новгород, Владивосток, Владикавказ, Владимир, Волгоград, Волгодонск, Вологда, Иваново, Ижевск, Йошкар-Ола, Казань, Калининград, Калуга, Кемерово, Киров, Кострома, Краснодар, Красноярск, Курск, Липецк, Магадан, Магнитогорск, Мурманск, Муром, Набережные Челны, Нальчик, Новокузнецк, Нарьян-Мар, Новороссийск, Новосибирск, Нефтекамск, Нефтеюганск, Новочеркасск, Нижнекамск, Норильск, Нижний Новгород, Обнинск, Омск, Орёл, Оренбург, Оха, Пенза, Пермь, Петрозаводск, Петропавловск-Камчатский, Псков, Ржев, Ростов, Рязань, Самара, Саранск, Смоленск, Сочи, Сыктывкар, Таганрог, Тамбов, Тверь, Тобольск, Тольятти, Томск, Тула, Тюмень, Ульяновск, Уфа, Ханты-Мансийск, Чебоксары, Челябинск, Череповец, Элиста, Ярославль и другие города. А так же Республики Казахстан, Белоруссия и другие страны СНГ.
Амурск, Ангарск, Архангельск, Астрахань, Барнаул, Белгород, Бийск, Брянск, Воронеж, Великий Новгород, Владивосток, Владикавказ, Владимир, Волгоград, Волгодонск, Вологда, Иваново, Ижевск, Йошкар-Ола, Казань, Калининград, Калуга, Кемерово, Киров, Кострома, Краснодар, Красноярск, Курск, Липецк, Магадан, Магнитогорск, Мурманск, Муром, Набережные Челны, Нальчик, Новокузнецк, Нарьян-Мар, Новороссийск, Новосибирск, Нефтекамск, Нефтеюганск, Новочеркасск, Нижнекамск, Норильск, Нижний Новгород, Обнинск, Омск, Орёл, Оренбург, Оха, Пенза, Пермь, Петрозаводск, Петропавловск-Камчатский, Псков, Ржев, Ростов, Рязань, Самара, Саранск, Смоленск, Сочи, Сыктывкар, Таганрог, Тамбов, Тверь, Тобольск, Тольятти, Томск, Тула, Тюмень, Ульяновск, Уфа, Ханты-Мансийск, Чебоксары, Челябинск, Череповец, Элиста, Ярославль и другие города. А так же Республики Казахстан, Белоруссия и другие страны СНГ.
Кабели для дефектоскопов и толщиномеров
Кабели для дефектоскопов и толщиномеров
Соединительные кабели используются для подключения пьезоэлектрических преобразователей (ПЭП) к ультразвуковым дефектоскопам и толщиномерам. На данной странице описаны наиболее распространенные кабели типа: LEMO, BNC, СР-50, DA-231 и microdot. Данные кабели совместимы с большинством российских и импортных приборов.
На данной странице описаны наиболее распространенные кабели типа: LEMO, BNC, СР-50, DA-231 и microdot. Данные кабели совместимы с большинством российских и импортных приборов.
| Тип кабеля | Совместимые дефектоскопы | Совместимые толщиномеры |
| Lemo B6 – 2СР-50 | УСД-60Н; УД2Н-ПМ | |
| Lemo 00 – Lemo 00 | А 1212Мастер; А1214 Эксперт; А1211 Mini; A1550 IntroVisor; УСД-50; УСД-60; УСД-60ФР; УД2-102; УД3-103; Epoch 6LT; USM-GO; USM 36; USN 60; SIUI Smartor; SIUI CTS; Starmans DIO 1000PA; NOVOTEST УД3701; NOVOTEST УД2301; УСД-46 | А1208; А1210; УДТ-08; CTS-30; CTS-49; CTS-59 УДТ-40 |
| 2 Lemo 00 – 2 Lemo 00 | А 1212 Мастер; А 1214 Эксперт; А 1211 Mini; УСД-50; УСД-50 IPS; А 1220 Монолит | А1208; А1209; А1210 УТ-907; УДТ-40 |
| 2 Lemo 00 – Lemo 00 | УД3-71 | УТ-907 |
| Lemo B6 – Lemo 00 | Вектор-50; Вектор-60Д; АД-50К | |
| Lemo B6 – Microdot | Вектор-50; Вектор-60Д | |
| BNC – Microdot | Epoch IV, 650, 1000; USN 50-52-60; Sitescan, Masterscan, УД2-140 | |
| CР-50 – Lemo 00 | УД2В-П46; УСД-60Н; ИУИ «Скаруч» | |
| 2 CР-50 – Lemo 00 | УД2В-П46 | |
| Lemo B10 – Lemo B10 | АД-50К; АД-60К | |
| BNC – Lemo 00 | УД2-70 | |
| Lemo 1- BNC | Flaw Detector 100 | |
| Lemo 01 – Lemo 00 | STARMANS DIO 1000 SFE | |
| BNC – Lemo 01 | STARMANS DIO 1000 LF |
Кабель соединительный Lemo B6 – 2СР50 предназначен ддля подключения раздельно-совмещенного (pitch-catch) импедансного преобразователя RS4015К к низкочастотным дефектоскопам УСД-60Н, УД2Н-ПМ.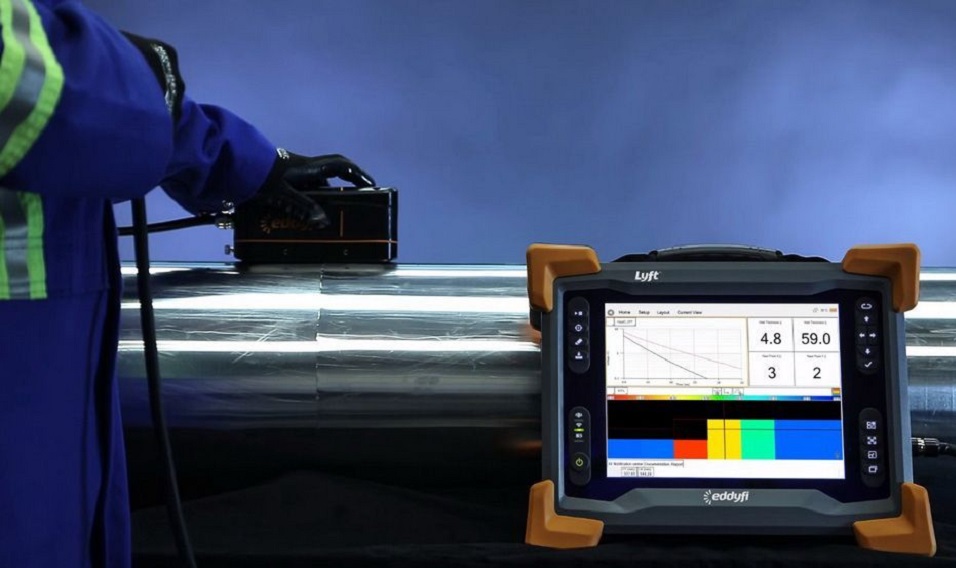
Подробнее…
Кабель соединительный Lemo 00 – Lemo 00 предназначен для подключения преобразователей к различным дефектоскопам, толщиномерам, расходомерам и тп. Кабель совместим со всеми импортными и отечественными ультразвуковыми дефектоскопами с разъемами Lemo 00, например Epoch 6LT (Olympus), USM-GO (GE/Krautkramer), УСД-50, УСД-60 (Кропус), А1212, А1214 (АКС), УД2-102, УД3-103 (Алтек) и др.
Подробнее…
Кабель соединительный Lemo B6 – Lemo 00 предназначен для подключения вихретоковых параметрических преобразователей с разъемом Lemo 00 к вихретоковым дефектоскопам серии ВЕКТОР или акустическим дефектоскопам АД-50К.
Подробнее…
Кабель соединительный Lemo B6 – Microdot предназначен для подключения вихретоковых параметрических преобразователей с разъемом Microdot к вихретоковым дефектоскопам серии ВЕКТОР.
Подробнее. ..
..
Кабель соединительный BNC – Microdot предназначен для подключения преобразователей к различным дефектоскопам, толщиномерам, расходомерам. Кабель совместим со всеми импортными и отечественными ультразвуковыми дефектоскопами с разъемами BNC, например Epoch IV, 650, 1000 (Olympus/Panametrics), USN 50-52-60 и др. (GE/Krautkramer), Sitescan, Masterscan и др (Sonatest), УД2-140 (Ультратех).
Подробнее…
Кабель соединительный DA-231 AMKRO предназначен для подключения ультразвуковых преобразователей DA301, DA401, DA451 и др. к ультразвуковым толщиномерам компании GE Krautkramer
Подробнее…
Кабель соединительный DA-233 AMKRO предназначен для подключения ультразвуковых преобразователей DA311, DA411, DA461 и др. к ультразвуковым толщиномерам компании GE Krautkramer.
Подробнее…
Коаксиальный соединительный кабель CР-50 – Lemo 00 предназначен для подключения преобразователей к различным дефектоскопам с отечественными разъемами СР-50, например : ультразвуковой дефектоскоп УД2В-П46, УСД-60Н (Кропус), ИУИ Скаруч (Алтес) и другим.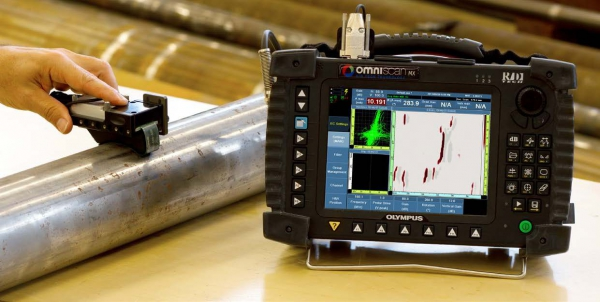
Подробнее…
Соединительный кабель Lemo B10 – Lemo B10 для подключения преобразователей свободных колебаний к дефектоскопам серии АД-50К, АД-60К
Подробнее…
Что такое ультразвуковой контроль и как он работает?
Ультразвуковой контроль (УЗК) включает ряд методов неразрушающего контроля (НК), при которых ультразвуковые волны проходят через объект или материал. Эти высокочастотные звуковые волны передаются в материалы для определения характеристик материала или обнаружения дефектов. В большинстве приложений ультразвукового контроля используются короткие импульсные волны с частотами в диапазоне от 0,1 до 15 МГц, хотя могут использоваться частоты до 50 МГц. Одним из распространенных применений этого метода испытаний является ультразвуковое измерение толщины, которое используется для определения толщины объекта, например, при оценке коррозии трубопровода.
Как это работает?
Ультразвуковой контроль использует пьезоэлектрический преобразователь, соединенный с дефектоскопом, который в своей основной форме представляет собой импульсный приемник и дисплей осциллографа. Преобразователь проходит над проверяемым объектом, который обычно связан с объектом контроля гелем, маслом или водой. Эта контактная жидкость необходима для эффективной передачи звуковой энергии от преобразователя в деталь, однако она не требуется при проведении испытаний с помощью бесконтактных методов, таких как электромагнитный акустический преобразователь (ЭМАП) или лазерное возбуждение.
Эхо-импульс и сквозное пропускание
Ультразвуковой контроль можно проводить двумя основными методами – эхо-импульсным и сквозным.
При импульсном эхо-контроле один и тот же преобразователь излучает и принимает энергию звуковой волны. В этом методе используются эхо-сигналы на границе раздела, например, на задней стороне объекта или дефекта, для отражения волн обратно к датчику. Результаты представлены в виде линейного графика, где амплитуда по оси ординат представляет интенсивность отражения, а расстояние или время по оси абсцисс показывает глубину прохождения сигнала через материал.
Результаты представлены в виде линейного графика, где амплитуда по оси ординат представляет интенсивность отражения, а расстояние или время по оси абсцисс показывает глубину прохождения сигнала через материал.
При тестировании сквозного пропускания используется излучатель для отправки ультразвуковых волн с одной поверхности и отдельный приемник для приема звуковой энергии, достигшей противоположной стороны объекта. Несовершенства материала уменьшают количество принимаемого звука, позволяя обнаружить дефекты.
Контактный и иммерсионный контроль
Ультразвуковой контроль также можно разделить на два основных типа: контактный или иммерсионный контроль .
Контактный ультразвуковой контроль обычно используется для проверки доступности или портативности на месте. Контактный ультразвуковой контроль можно проводить, когда доступна только одна сторона испытуемого образца, или когда испытуемые детали имеют большие размеры, неправильную форму или их трудно транспортировать.
Иммерсионный ультразвуковой контроль – это лабораторный или заводской неразрушающий контроль, который лучше всего подходит для изогнутых компонентов, сложной геометрии и для разработки ультразвуковой техники. В этом методе компонент или материал погружают в воду, которая действует как контактная жидкость вместо гелей, используемых для контактного ультразвука. Иммерсионный УЗ обычно использует метод эхо-импульса, а траектории роботизированного датчика можно использовать для проверки сложных поверхностей, которые было бы трудно покрыть контактными датчиками. Иммерсионный УЗК можно использовать для широкого диапазона толщин стенок и типов материалов, что делает его подходящим методом испытаний для различных областей применения и отраслей.
Для чего используется?
В качестве метода неразрушающего контроля ультразвуковой контроль идеально подходит для обнаружения недостатков и дефектов, не повреждая проверяемый объект или материал. Периодические ультразвуковые проверки также могут использоваться для проверки коррозии или роста известных дефектов и, таким образом, потенциально предотвращать выход из строя детали, компонента или всего актива. Он используется в различных отраслях промышленности, включая аэрокосмическую, автомобильную, строительную, медицинскую, металлургическую и обрабатывающую.
Он используется в различных отраслях промышленности, включая аэрокосмическую, автомобильную, строительную, медицинскую, металлургическую и обрабатывающую.
Какие материалы можно тестировать?
Ультразвуковой контроль используется в самых разных отраслях промышленности благодаря его пригодности для многих различных материалов. УЗ идеально подходит для контроля плотных кристаллических структур, таких как металлы. Керамика, пластмассы, композиты и бетон также могут успешно контролироваться, но с меньшим разрешением, поскольку затухание в этих материалах выше.
Ультразвуковая технология успешно используется в медицинском секторе на протяжении многих десятилетий и становится все более предпочтительным вариантом как для рутинной диагностической визуализации, так и для медицинских исследований из-за отсутствия ионизирующего излучения.
Преимущества
К преимуществам ультразвукового контроля относятся:
- Высокая проникающая способность, позволяющая обнаруживать дефекты глубоко внутри детали
- Высокая чувствительность, позволяющая обнаруживать очень маленькие дефекты
- Может использоваться для проверки, когда доступна только одна сторона объекта
- Повышенная по сравнению с другими методами неразрушающего контроля точность определения глубины внутренних дефектов и толщины деталей с параллельными поверхностями
- Способен оценить размер, форму, ориентацию и природу дефектов
- Способность оценивать структуру сплава компонентов с различными акустическими свойствами
- Неопасный для находящихся рядом людей, оборудования или материалов
- Возможны высокоавтоматизированные и портативные операции
- Можно получить немедленные результаты, позволяющие принимать незамедлительные решения
Ограничения
Однако есть несколько ограничений для ультразвукового контроля, а именно:
- Требуются опытные техники для проверки и интерпретации данных
- Ложноположительные результаты, также известные как ложные сигналы, могут быть результатом допустимых аномалий, а также самой геометрии компонента
- Объекты шероховатые, неправильной формы, очень маленькие, тонкие или неоднородные, трудно поддающиеся контролю
- Перед началом испытаний необходимо удалить отслоившуюся окалину или краску, хотя можно оставить чистую, надлежащим образом закрепленную краску
- Соединения, необходимые для испытаний с использованием обычного UT
- UT может иметь меньшую чувствительность к объемным дефектам, особенно металлическим включениям, чем рентгенографический контроль
Области применения
Ультразвуковой контроль имеет множество применений в различных отраслях промышленности, включая проверку целостности материала или компонента. Это может включать в себя проверку сварных швов для определения наличия каких-либо дефектов. Это испытание может быть выполнено как для черных, так и для цветных металлов, а также для более толстых участков и тех, которые доступны только с одной стороны. УЗК также способен обнаруживать более мелкие дефекты и плоские дефекты, которые не так просто оценить с помощью радиографического контроля.
Это может включать в себя проверку сварных швов для определения наличия каких-либо дефектов. Это испытание может быть выполнено как для черных, так и для цветных металлов, а также для более толстых участков и тех, которые доступны только с одной стороны. УЗК также способен обнаруживать более мелкие дефекты и плоские дефекты, которые не так просто оценить с помощью радиографического контроля.
Применение УЗ включает в себя аэрокосмическую, автомобильную, строительную, железнодорожную, медицинскую и нефтегазовую отрасли.
Услуги и курсы TWI
TWI предоставляет ряд услуг по ультразвуковому контролю нашим промышленным членам, а также ряд учебных курсов по неразрушающему контролю для тех, кто хочет узнать о применяемых методах.
Мы можем предоставить полный спектр услуг по тестированию и экспертизу, включая такие методы, как ультразвуковой контроль с фазированной решеткой (PAUT), лазерный ультразвуковой контроль и ручной ультразвуковой контроль.
Ультразвуковой контроль: руководство
Ультразвуковой контроль проводится в материалах для определения наличия дефектов или изъянов в материале, а также для определения толщины материала.
Методы ультразвукового контроля используют звуковые волны для обнаружения дефектов и измерения толщины.
Ультразвуковой контроль (UT) также часто называют ультразвуковым измерением толщины (UTM), ультразвуковым контролем толщины (UTT) или ультразвуковым контролем (ST). Чаще всего он используется на металле, потому что металл проводит звуковые волны таким образом, что поддерживает этот тип измерения.
Этот метод обычно используется инспекторами как один из многих методов неразрушающего контроля (НК), позволяющий им собирать информацию о состоянии актива без необходимости его повреждения.
[Ультразвуковой контроль — это лишь один из методов неразрушающего контроля (НК), используемых инспекторами. Узнайте больше о неразрушающем контроле в этом подробном руководстве .]
Первый ультразвуковой контроль толщины был разработан после того, как Титаник затонул в 1912.
Исследователи хотели определить, как корабли могут находить айсберги до того, как они их увидят, и для этой цели они начали тестировать звуковые волны.
После этих испытаний акустические испытания получили дальнейшее развитие во время Первой мировой войны как способ обнаружения подводных лодок.
Только в 1928 году ученые начали испытания УЗ в промышленных целях, когда советский исследователь Сергей Соколов обнаружил, что звуковые волны можно использовать для выявления дефектов в металлических материалах. В течение следующих нескольких десятилетий этот метод получил широкое распространение и с тех пор стал одним из наиболее распространенных методов неразрушающего контроля.
Вот меню для этого руководства по UTM, на случай, если вы захотите пробежаться по нему:
- Что такое ультразвуковой контроль?
- Методы ультразвукового контроля
- Где используется ультразвуковой контроль?
- Ультразвуковое испытательное оборудование
- Ультразвуковой контроль и дроны
Чтобы уточнить, ультразвуковой контроль материалов проводится для определения наличия дефектов путем измерения их толщины с помощью высокочастотных звуковых волн (обычно 500 кГц–20 МГц).
При ультразвуковом контроле инспектор будет использовать датчик или другой тип преобразователя, чтобы послать звуковые волны через материал, который он хочет проверить. Если в материале нет дефектов, звуковые волны будут проходить через него, но если звуковые волны попадут в дефект, они отразятся от него, указывая на его наличие.
Инспекторы могут использовать сигнал звуковых волн для создания трехмерной визуализации материала и определения расстояний между различными обнаруженными в нем дефектами.
Вот основные преимущества использования ультразвуковых измерений толщины при контроле:
- Немедленные результаты
- Не требует особой подготовки
- Может обнаруживать дефекты как на поверхности, так и под поверхностью материала
- Это можно сделать на одной стороне материала (т. е. это можно сделать, даже если вы не можете получить доступ к другой стороне материала)
- Можно автоматизировать
- Результаты тестирования могут быть легко переданы
Методы ультразвукового контроля
Существует три основных типа методов ультразвукового контроля:
1. Сквозное пропускание
Сквозное пропускание
Сквозное пропускание использует два преобразователя, каждый из которых размещается на противоположных сторонах тестируемого материала. Один из преобразователей создает импульс, а другой его принимает. Если есть сбой в импульсе, инспекторы поймут, что на пути между двумя датчиками присутствует дефект.
2. Эхо-импульс
Эхо-импульс более чувствителен, чем сквозная передача. Он используется для выявления дефектов путем измерения времени, которое требуется амплитудным сигналам для прохождения между различными точками или поверхностями материала.
3. Резонанс
Резонанс аналогичен эхо-импульсу, за исключением того, что при проверке резонанса можно изменить регулярность передачи. Резонансное тестирование в основном используется, когда возможен доступ только к одной стороне материала.
Где используется ультразвуковой контроль? Основной принцип ультразвукового контроля заключается в использовании звука для проверки толщины материала в различных точках.
Ультразвуковые измерения толщины могут помочь инспекторам найти дефекты, такие как крошечные трещины, зазоры, коррозия или другие дефекты в материалах, которые слишком малы, чтобы их можно было увидеть другими методами неразрушающего контроля. Его также можно использовать для обнаружения коррозии — если одна область тоньше другой, это может быть признаком того, что область подверглась коррозии и может потребовать обслуживания.
Ультразвуковой толщиномер можно использовать не только для металлов, но и для контроля пластиков, композитов и керамики. Его также можно использовать для проверки бетона, но результаты могут быть не такими надежными.
Вот некоторые активы, обычно тестируемые с помощью ультразвукового измерения толщины:
- Факельные трубы
- Ветряные турбины
- Большие резервуары для хранения
Вот отрасли, которые обычно используют ультразвуковой контроль как часть своих процедур контроля:
- Аэрокосмическая отрасль
- Автомобилестроение
- Электроника и батарея
- Металлы и литье
- Нефть и газ
- Производство электроэнергии
- Железная дорога
Инспекторы используют несколько различных типов оборудования для ультразвукового контроля.
Некоторое из этого оборудования является узкоспециализированным и может потребовать использования специалиста, обученного его использованию. Некоторые компании нанимают третьих лиц, которые являются экспертами в использовании определенных типов оборудования УЗК и методов ультразвукового контроля, либо для обучения членов внутренней группы по его использованию, либо для самостоятельного использования инструментов и анализа полученных результатов.
При этом даже самое сложное УЗ-оборудование, как правило, несложно в уходе и использовании, а также отличается высокой надежностью.
Вот наиболее распространенные типы ультразвукового оборудования, которое используют инспекторы:
- Ультразвуковые преобразователи и датчики . Преобразователи используются в нескольких типах ультразвукового измерения толщины, включая контроль сварных швов и измерение толщины. Типы включают фазированные решетки, иммерсионные и контактные преобразователи.

- Дефектоскопы . Испытанные в полевых условиях портативные решения для ультразвукового контроля для быстрой и точной проверки внутренней целостности продукта, поиска дефектов, трещин и других дефектов. Дефектоскопы портативны, мощны и чувствительны, что позволяет инспекторам проникать в материалы на значительной глубине.
- Толщиномер . Ультразвуковые толщиномеры обычно используются для контроля толщины различных металлов, в том числе латуни, стали, никеля и свинца. Толщиномер может быть особенно полезен для выявления коррозии.
- Автоматизированные системы УЗК . Автоматизированные ультразвуковые системы измерения толщины — это системы, которые можно установить и собирать ультразвуковые показания без физического присутствия инспектора, что позволяет собирать данные, которые могут быть полезны для долговечности актива, даже если кого-то нет рядом. Эти системы обычно используются для мониторинга труб в нефтяной и газовой промышленности.

UT Drone Inspection
Дроны обычно используются для визуального осмотра, т. е. для сбора визуальных данных, отражающих состояние актива, но их также начинают использовать для акустических испытаний.
Двумя самыми большими преимуществами проведения проверки толщины с помощью дрона вместо проведения УЗ-контроля лично являются безопасность и экономия:
- В целях безопасности УЗ-проверку можно использовать в сценариях, требующих работы на высоте. с помощью подъемника, подиума или строительных лесов. Использование дрона для сбора данных UT избавляет человека от необходимости подвергать себя опасности при выполнении такой работы.
- В целях экономии УЗ-инспекция может потенциально собирать данные УЗК быстрее, чем человек, а также помогает избежать необходимости в строительных лесах, которые могут быть дорогостоящими и трудоемкими для возведения и демонтажа, что приводит к увеличению затрат из-за продолжительных простоев.
