Уони 13 55 характеристики – Электроды УОНИ 13/55 – технические характеристики, как варить
alexxlab | 04.06.2020 | 0 | Разное
Электроды «УОНИ-13/55К» – характеристики, особенности, применение
Электроды УОНИ-13/55К применяются для соединения сваркой конструкций из низколегированных и углеродистых сталей. Отличительной особенностью этих сварочных электродов является то, что сваренные такими электродами узлы работают при пониженных температурах и знакопеременных нагрузках (например, при ремонте дизелей).
Характеристики сварочных электродов
Сварочные электроды УОНИ-13/55К имеют следующие характеристики:
- покрытие – основное;
- коэффициент наплавки, г/А•ч: 9,5;
- производительность наплавки (для диаметра 4,0 мм), кг/ч: 1,3;
- расход электродов на 1 кг наплавленного металла, кг: 1,6.
Типичные механические свойства металла шва
Типичные механические свойства металла шва, наплавленного сварочными электродами «УОНИ-13/55К», указаны в таблице № 1.
Таблица № 1.
| Временное сопротивление σВ, МПа | Предел текучести σт, МПа | Ударная вязкость aн, Дж/см2 | |
| 490 | 400 | 230 | 28 |
Типичный химический состав наплавленного металла
Типичный химический состав наплавленного сварочными электродами УОНИ-13/55К в сварном шве металла в % указан в таблице № 2.
Таблица № 2.
| C | Mn | Si | S | P |
| 0,06 | 0,58 | 0,24 | 0,016 | 0,024 |
Геометрические размеры, среднее количество штук в 1 кг и сила сварочного тока
Геометрические размеры сварочных электродов УОНИ-13/55К, их среднее количество в 1 кг и сила сварочного тока указаны в таблице № 3.
Таблица № 3.
| Диаметр, мм | Длина, мм | Ток, А | Среднее количество электродов в 1 кг, шт. |
| 3,0 | 350 | 60…130 | 40 |
| 4,0 | 450 | 100…180 | 17 |
| 5,0 | 450 | 140…220 | 11 |
Особые свойства
Сварочные электроды УОНИ-13/55К обеспечивают получение металла шва с высокой стойкостью к образованию кристаллизационных трещин и низким содержанием водорода.
Технологические особенности сварки
Сварка электродами УОНИ-13/55К имеет следующие технологические особенности:
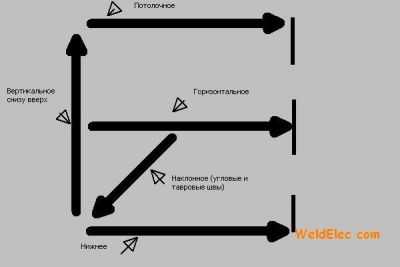
- осуществляется во всех пространственных положениях шва, кроме вертикального «сверху-вниз», постоянным током обратной полярности;
- производится только на короткой длине дуги по очищенным кромкам;
- перед сваркой необходимо электроды обязательно прокалить при Т = 250…300°С в течение 1 часа.
Отличительные характеристики сварочных электродов марки УОНИ-13/55К от марки УОНИ-13/55
В соответствии с ГОСТ 9467-75 «Электроды покрытые металлические для ручной дуговой сварки конструкционных и теплоустойчивых сталей. Типы» сварочные электроды марки УОНИ-13/55 относятся к типу «Э50А», а марки УОНИ-13/55К — к типу «Э46А». Оба типа включают в себя сталь с пределом прочности при растяжении 451 МПа (46 кгс/кв. мм) и гарантируют соответствие повышенным требованиям к швам по пластичности и ударной вязкости.
Различие между типами заключается в механических свойствах металла шва (или наплавленного металла):
- временном сопротивлении;
- пределе текучести;
- ударной вязкости;
- относительном удлинении.
Кроме того, сварочные электроды марки УОНИ-13/55 выпускаются диаметром, мм: 2,0; 2,5; 3,0; 4,0; 5,0, а марки УОНИ-13/55К — диаметром 3,0; 4,0; 5,0. Подробнее ознакомиться с характеристиками сварочных электродов УОНИ-13/55 вы можете в статье «Электроды «УОНИ-13/55». Технические характеристики».
Аналоги сварочных электродов УОНИ-13/55К
Для сварки углеродистых и низкоуглеродистых сталей рекомендуются модели следующих брендов:
- ESAB (Швеция):
- OK Rapid 23.50;
- OK 46.00;
- ОК48.04;
- BÖHLER (Австрия):
- FOX UNA;
- FOX MST;
- FOX SUM;
- LINCOLN (США):
- JET-LH 70;
- JETWELD 2;
- FLEET 5P;
- UTP (Германия):
- UTP 611;
- UTP 612;
- UTP 617 и многие другие.
Сохранить
Где купить электроды различных марок
Выбирайте производителей и продавцов сварочных электродов, перейдя по ссылке ниже на страницу нашего каталога фирм.Выбрать компанию
weldelec.com
Электроды УОНИ-13/55 – Технические характеристики
Сварка, электродами УОНИ-13/55, выполняется короткой дугой по тщательно очищенной от ржавчины, окалины, масла и других загрязнений поверхности. Сварочный ток постоянный обратной полярности (минус на кабель электродержателя, плюс на массу).
Стыки рельсов и арматуру рекомендуется варить ванным способом в нижнем положении шва. Однако, при невозможности такого расположения, допускается соединение в вертикальном или потолочном положении.
Электросварка пластин на внешней стороне выполняется короткой дугой с небольшими колебательными движениями (елочкой). Обратная сторона проваривается без колебательных движений.
Совет: При использовании расходников с основным покрытием начинающие сварщики могут испытывать неудобства во время повторного поджига. Чтобы избежать этих неудобств, можно слегка зачистить стержень электрода от обмазки перед вторым и последующими поджигами.
Прокалка электродов УОНИ-13/55
Прокалка перед использованием при температуре 350 °С, в течении 1 часа. Если после прокалки электроды не использовались в течении 8 часов, то рекомендуется повторить процедуру прокаливания. Количество прокаливаний не должно превышать 3 раз, а суммарное время термической обработки 4 часов.
Условия хранения
Чтобы сварочные изделия сохраняли основные свойства в течении длительного срока, нужно хранить их в рекомендованных условиях. Температура на складе должна быть не выше 14 °С, а относительная влажность на уровне 50%. Если условия соблюдаются, то срок годности практически не ограничен, а электроды можно использовать по назначению.
Расшифровка наименования
Аббревиатура УОНИ-13/55 расшифровывается как: универсальная обмазка научного института. Существует также название УОНИИ-13/55. В этом случае дополнительная буква «И» означает исследовательский институт. Характеристики и свойства электродов УОНИ и УОНИИ не отличаются. Цифры после аббревиатуры указывают номер состава обмазки. Существует несколько марок электродов УОНИ – 13/45, 13/55, 13/65, 13/85 и другие.
Упаковочные данные
Шадринский электродный завод производит электроды УОНИ-13/55 диаметром от 2,5 до 6 мм. Длиной 350 и 450 мм. Упаковкой служат плотные пачки и герметичная пленка. Вес основной пачки изделий 5 кг. Демонстрационные образцы электродов упакованы в пачки весом 1 кг. Подробная информация представлена в таблице.
| Диаметр | 2,5 мм | 3 мм | 4 мм | 5 мм | 6 мм |
|---|---|---|---|---|---|
| Длина | 350 мм | 350 мм | 450 мм | 450 мм | 450 мм |
| Вес пачки | 5 кг | 5 кг | 5 кг | 5 кг | 5 кг |
| Среднее количество изделий в пачке | 265 | 180 | 85 | 52 | 36 |
Где купить электроды УОНИ-13/55
Актуальные розничные цены на электроды можно посмотреть в прайс-листе на сайте. Цена указана за 1000 кг (1 тонну). Чтобы узнать, сколько стоит пачка 5 кг, нужно разделить стоимость тонны на 200. Рассчитать цену за 1 кг можно разделив стоимость одной тонны на 1000.
Для оптовых покупателей и торговых представителей действует гибкая система скидок. Цена для крупных оптовых поставок рассчитывается индивидуально.
Приобрести электроды марки УОНИ-13/55 по цене производителя, можно оформив заказ на сайте, или позвонив по телефонам +7(35253) 3-00-63; 8-800-1000-546, а также написав на e-mail: [email protected]. Наши менеджеры помогут подобрать электроды под Ваши задачи и предложат выгодные условия сотрудничества.
Отзывы
Отзывы о технических характеристиках электродов УОНИ-13/55 можно посмотреть в нашей группе ВКонтакте. Будем рады Вашим отзывам о работе с Шадринским электродным заводом и опыте применения сварочных материалов GOODEL. Ссылка на группу находится в подвале сайта. Поделитесь этой страницей в социальных сетях и подписывайтесь на наши обновления.
goodel.ru
Сварочные электроды УОНИ-13/55Т: характеристики, назначение, применение, аналоги
Сварочные электроды УОНИ-13/55Т: характеристики, назначение, применение, аналогиЭлектроды УОНИ-13/55Т предназначены для сварки особо ответственных конструкций из углеродистых и низколегированных сталей.

Электроды УОНИ-13/55Т обладают следующими техническими характеристиками:
- Покрытие электродов — основное.
- Коэффициент наплавки — 9,5 г/А•ч.
- Производительность наплавки (для диаметра 4,0 мм) — 1,9 кг/ч.
- Расход электродов на 1 кг. наплавленного металла — 1,6 кг.
- Сварка осуществляется во всех пространственных положениях переменным и постоянным током обратной полярности.
Технологические особенности сварки:
- Сварка проводится короткой дугой по зачищенной поверхности.
- Температура прокалки — 350-380°С, продолжительность составляет 1-2 ч.
Химический состав (%) наплавленного металла:
| C | Mn | Si | S | P |
| 0,09 | 1,0 | 0,45 | 0,015 | 0,020 |
Особые свойства
- УОНИ-13/55Т обеспечивают получение металла шва с высокой стойкостью к образованию кристаллизационных трещин и низким содержанием водорода.
Где купить электроды различных марок
Выбирайте производителей и продавцов сварочных электродов, перейдя по ссылке ниже на страницу нашего каталога фирм.Выбрать компанию
Поиск по сайту
Марки
МаркиВыберите рубрикуZELLERВСЦЗИОИТСКТИЛЭЗМРМТГНИАТНИИОборудование ТруборезыОЗАОЗАНАОЗБОЗИОЗЛОЗНОЗРОЗСОЗЧОЗШОК ОК 46ПрочиеРОТЭКССварщику Сварочный пост Сварочный столСЛТТМЛТМУУОНИУПЦЛЦНЦТЦУЭАСвежие записи
© 2012-2019 Информация на сайте носит справочный характер и не является публичной офертой // ВверхУОНИ. Уони 13 55 , уони 13 55 4мм. Электрод 13 55. ЦЕНЫ СНИЖЕНЫ!
Все цены на уониИнтересное про УОНИ
Предлагаем купить сварочные электроды УОНИ 13 55 цена на которые держится на низком уровне уже длительное время. Электроды УОНИ 13 55 4 мм, разработаные заводом Спецэлектрод, предназначены для сварки методом ММА особо ответственных сварных конструкций из углеродистых и низколегированных сталей, когда к наплавленному металлу сформированных швов предъявляются повышенные требования по пластичности и ударной вязкости, особенно при работе в условиях пониженных температур. Производство сварочных работ электродами УОНИ1355 допускается во всех пространственных положениях, кроме вертикального сверху вниз, постоянным током, полярность – обратная. Сварочные электроды УОНИ 13 55 рекомендуются для сварки особо ответственных конструкций, работающих в условиях пониженных температур, кроме того, для тех конструкций, которые подвергаются динамическим нагрузкам, а также сосудов, работающих под давлением, судостроительных металлоконструкций.
УОНИ Электрод 13 55 необходимо прокалить перед сваркой 2ч,температура 380 градусов.
Что купить уони 13 55 неоходимо прислать заявку по электронной почте, либо позвонить в офис. Тип наплавленного металла – электроды Э50А
Классификация: Электрод плавящийся
Вид покрытия: Основной
Характеристика электродов Э50А УОНИ 13/55
Покрытие марки сварочных электродов УОНИ 13/55 – основное.
Коэффициент наплавки УОНИ 13/55 – 9,5 г/А·ч.
Производительность наплавки для электродов диаметра 4,0 мм – 1,4 кг/ч.
Расход электродов УОНИ 1355 на 1 кг навареного металла – 1,7 кг.
Механические свойства металла шва электродов УОНИ 13/55 .
| Временное сопротивление электродов sв, МПа | Предел текучести УОНИ 13/55 sт, МПа | Относительное удлинение электродов d5, % | Ударная вязкость УОНИ 13/55 aн, Дж/см2 |
| 540 | 410 | 29 | 260 |
Химический состав наплавленного металла электродов УОНИ13/55, %
| C | Mn | Si | S | P |
| 0,09 | 0,83 | 0,42 | 0,022 | 0,024 |
Производство сварочных работ электродами УОНИ или всеми электродами с основным покрытием осуществляется на короткой дуге или опиранием, так.как сварочная дуга не обладает такой эластичностью, как на электродах универсального применения ( с рутилом в обмазке).Также работы должны производиться по предварительно очищенной от окислов поверхности, т.к. в случае с электродами УОНИ сварка по грязной поверхности приводит к появлению пор и скорому образованию ржавчины.Прочность конструкции быстро снижается.
Электроды УОНИ 4 мм является наиболее востребованным диаметром, т.к. они используются при сварке конструкций на заполнение и облицовку шва. А эти работы подразумевают большой объем наплавленного металла.
| Марка электрода | УОНИ-13/55, УОНИ-13/55 |
| Назначение электродов | Низкоуглеродистые стали, Низкоуглеродистые стали |
| Производство | Россия |
| Пачка,кг | 5 |
| Бренд | СпецЭлектрод, СпецЭлектрод |
eko-teh.ru
Электроды УОНИ-13/55. | МеханикИнфо
Электроды УОНИ-13/55 технические характеристики. 3.60/5 (72.00%) проголосовало 5
Сварочные электроды УОНИ-13/55 предназначены для сварки ответственных конструкций из углеродистых и низколегированных сталей. Эти конструкции отличаются особыми требованиями к пластичности и ударной вязкости шва. В зависимости от толщины стенки металла свариваемых металлоконструкций, подбирают разные диаметры сварочных электродов: 2, 2.5, 3, 4, 5. Ниже Вы можете ознакомится с таблицей веса электрода УОНИ-13/55 1 шт. для разных диаметров.
При сварочных работах зачищают кромки. Сварка проводится при короткой дуге. Если, удлиняется дуга или рабочая поверхность окислена, то возможно образование пор.
Такой тип электродов используется в работах при низких температурах Арктики (до -40).
Читайте также:
Самые распространенные электроды в строительстве. Электроды тип э 42 46 50.;
Электроды ОК 46.00 технические характеристики.;
Сварочные электроды ЦЛ-11 технические характеристики.;
Сварочные электроды АНО-4 технические характеристики.
Технические характеристики:
Тип сварки: ручная, дуговая;
Покрытие: основное (карбонаты и фтористые соединения);
Ток: постоянный обратной полярности;
Положения при сварке: почти все пространственные положения, кроме сверху-вниз;
Напряжение на дуге: 23-27 В;
Коэффициент определяющий расход сварочного электрода на 1 кг наплавленного металла: 1.4 ~1,7 кг;
Наплавочный коэффициент: 8.5 – 9.5 г/А·ч.
Расчет количества электродов в одной пачке, производится благодаря Таблице 1.
Таблица 1.
Технические характеристики сварочных электродов УОНИ-13/55.
| Диаметр, мм | Длина, мм | Вес электрода, г | Количество электродов в упаковке, шт. | ||
| Упаковка 1 кг. | Упаковка 2.5 кг | Упаковка 5 кг | |||
| 2,00 | 350 | 10 | 98 | 250 | — |
| 2,50 | 350 | 17-18 | 55-58 | 138-147 | — |
| 3,00 | 350 | 26-27 | 38-40 | 92-97 | 185-192 |
| 4,00 | 450 | 59-61 | — | 40-42 | 81-84 |
| 5,00 | 450 | 95 | — | 26 | 52 |
Для разных типов сварочных электродов будут свои рекомендованные значения по силе тока для разных положений шва.
Ниже указана Таблица 2 для сварочных электродов типа Э50А УОНИ-13/55.
Таблица 2.
Тип электродов Э50А УОНИ-13/55. Силы тока при разных положениях шва.
| Диаметр, мм | Сила тока, А | ||
| нижнее | вертикальное | потолочное | |
| 2.0 | 40-80 | 40-70 | 40-70 |
| 2.5 | 70-90 | 60-80 | 60-80 |
| 3.0 | 100-130 | 90-120 | 90-120 |
| 4.0 | 160-190 | 130-160 | 130-160 |
| 5.0 | 180-240 | 160-200 | — |
Электроды УОНИ-13/55 технические характеристики.
Таблица 3.
Массовая доля химических элементов в сварочном шве.
| Углерод, С | Марганец, Mn | Кремний, Si | Сера, S | Фосфор, P |
| не более | не более | |||
| 0,11 | 0,90-1,40 | 0,25-0,50 | 0,030 | 0,030 |
.
Особенностью, данной марки электродов, является высокая прочность свариваемого шва, а также низкое содержание водорода. Такие швы отличаются стойкостью к образованию кристаллизационных трещин.
Также, как и марка электродов АНО-4 имеют два стандарта ГОСТ 9466 – 75, ГОСТ 9467 – 75.
mechanicinfo.ru
Сварочные электроды УОНИ-13/55Г: характеристики, назначение, применение, аналоги
Сварочные электроды УОНИ-13/55Г: характеристики, назначение, применение, аналогиЭлектроды УОНИ-13/55Г используются для сварки особо ответственных конструкций из углеродистых и низколегированных сталей.
Химический состав (%) наплавленного металла:
| C | Mn | Si | S | P |
| 0,09 | 0,9 | 0,25 | 0,02 | 0,03 |
Электроды УОНИ-13/55Г обладают следующими техническими характеристиками:
- Покрытие электродов — основное.
- Коэффициент наплавки — 9,5 г/А•ч.
- Производительность наплавки (для диаметра 4,0 мм) — 1,4 кг/ч.
- Расход электродов на 1 кг. наплавленного металла — 1,5 кг.
- Сварка проводится постоянным током обратной полярности во всех пространственных положениях.
Технологические особенности сварки:
- Сварка осуществляется исключительно короткой дугой и по зачищенным кромкам.
- Режим прокалки: температура — 350°С, продолжительность — 1 ч.
Особые свойства
- Данная марка электродов обеспечивает получение металла шва с высокой стойкостью к образованию кристаллизационных трещин и низким содержанием водорода.
Где купить электроды различных марок
Выбирайте производителей и продавцов сварочных электродов, перейдя по ссылке ниже на страницу нашего каталога фирм.Выбрать компанию
Поиск по сайту
Марки
МаркиВыберите рубрикуZELLERВСЦЗИОИТСКТИЛЭЗМРМТГНИАТНИИОборудование ТруборезыОЗАОЗАНАОЗБОЗИОЗЛОЗНОЗРОЗСОЗЧОЗШОК ОК 46ПрочиеРОТЭКССварщику Сварочный пост Сварочный столСЛТТМЛТМУУОНИУПЦЛЦНЦТЦУЭАСвежие записи
© 2012-2019 Информация на сайте носит справочный характер и не является публичной офертой // Вверхweldelec.com
Сварочные электроды УОНИ-13/55 Плазма: характеристики, назначение, применение, аналоги
Область применения
УОНИ-13/55 Плазма предназначены для сварки ответственных конструкций и трубопроводов из углеродистых и низколегированных сталей с пределом прочности 500-640 МПа. Электроды обеспечивают высокую стойкость швов против горячих трещин, применяются в мото- и судостроении, судоремонте и производстве сосудов, работающих под давлением.

Характеристики
- Покрытие — основное с железным порошком.
- Коэффициент наплавки — 10,5-11,5 г/Ач.
- Расход электродов на 1 кг наплавленного металла, кг. — 1,6-1,7.
- Сварка электродами диаметром от 2,0 до 4,0 мм осуществляется во всех пространственных положениях, диаметром 5,0 мм — нижнем, горизонтальном и вертикальном «снизу-вверх».

Технологические особенности
- При увлажнении электродов их необходимо прокалить при температуре 380-420°С, продолжительность процесса — 1 час.
Особые свойства
- высокая прочность металла шва;
- соединения отличается особой металлургической чистотой и низким содержанием водорода;
- мелкокапельный перенос металла обеспечивает лучшую стабильность горения дуги и формирование шва;
- шлак не затекает в сварочную ванну;
- получение ровного мелкочешуйчатого шва;
- шлаковая корка легко удаляется.
Химический состав (%) наплавленного металла
| Mn | Si | C | P | S |
| 1,1-1,5 | 0,4-0,7 | не более 0,09 | не более 0,03 | не более 0,02 |
Видео: тесты
Монолит Уони 13/55 Плазма & УОНИ 13/55 Судиславского завода (СЗСМ)
Аналоги
Где купить электроды различных марок
Выбирайте производителей и продавцов сварочных электродов, перейдя по ссылке ниже на страницу нашего каталога фирм.Выбрать компанию
weldelec.com