Упорная резьба дюймовая: Упорная резьба – купить в Москве в интернет-магазине «Центр Металл»
alexxlab | 17.03.2023 | 0 | Разное
1.4. Основные типы резьб
Классификация резьб приведена в таблице 1. Основные типы резьб приведены в таблице 2.
1.4.1. Метрическая резьба
Метрическая резьба является основным типом крепежной резьбы и применяется при изготовлении крепежных изделий (болтов, винтов, гаек и др.). Профиль и основные параметры резьбы установлены ГОСТ 9150-81. Профиль резьбы представляет собой равносторонний треугольник с углом профиля 60°. Вершины и впадины профиля срезаны на 1/8 Н. Основные размеры резьбы приведены в ГОСТ 24705-81. Метрические резьбы могут быть с крупным и мелким шагом. По ГОСТ 8724-81 каждому номинальному диаметру резьбы соответствует несколько мелких шагов. Резьбы с мелким шагом применяют в тонкостенных соединениях для увеличения их герметичности, в целях уменьшения возможности самоотвинчивания, для осуществления регулировки в приборах точной механики и оптики.(табл.2, п.1)
1.4.2. Дюймовая резьба
Дюймовая
резьба применяется только при ремонте
импортного
оборудования.
Профиль дюймовой резьбы представляет собой равнобедренный треугольник с углом профиля 55º. Вершины и впадины профиля срезаны на 1/6 Н. Наружный диаметр дюймовой резьбы указывают в дюймах; один дюйм (1“) равен 25,4мм. Шаг резьбы характеризуется количеством витков (или так называемых ниток) резьбы на длине, равной 1″.(табл.2, п.2)
1.4.3. Трапецеидальная резьба
Профиль
резьбы – равнобочная трапеция с углом
профиля 30°. Трапецеидальная резьба
может быть правой и левой, однозаходной
и многозаходной. Форма профиля и основные
размеры диаметров и шагов трапецеидальной
однозаходной резьбы приведены в ГОСТ
9481-81 и ГОСТ 24737-81. Эта резьба применяется,
главным образом, в деталях механизмов
для преобразования вращательного
движения в поступательное
при значительных нагрузках (в ходовых
винтах, винтах суппортов
и т.
1.4.4. Упорная резьба
Форму профиля, размеры диаметров и шагов для однозаходной упорной резьбы устанавливает ГОСТ 10177-82. Профиль резьбы – не равнобочная трапеция, одна сторона которой наклонена к вертикали под углом 3° (рабочая сторона профиля), а другая – под углом 30° (нерабочая сторона профиля).
Упорная резьба характеризуется высокой прочностью; винтовая пара с упорной резьбой характеризуется высоким КПД. Упорную резьбу применяют для передачи больших односторонних усилий (в винтовых прессах, домкратах, грузоподъемных крюках и т.п.).(табл.2, п.5)
1.4.5. Прямоугольная резьба
Прямоугольная резьба не стандартизована. Профиль резьбы – пря-моугольник. При изображении резьбы указывают ее профиль и размеры.
Прямоугольная
резьба применяется в соединениях, где
не должно быть самоотвинчивания под
действием приложенных нагрузок (в
ходовых
винтах домкратов, прессов и т.
Обладая, по сравнению с трапецеидальной резьбой, более высоким КПД, эта резьба менее прочна и сложнее в изготовлении.(табл.2, п.6)
Механообработка.Токарные работы/услуги по обработке металла.Нарезание резьбы на токарном станке. ГК “ЛИГ”
Главная -> Обработка металла -> Механическая обработка металлов -> Токарная обработка металла -> Нарезание резьбы на токарном станке
Нарезание резьбы на токарном станке – это одна из услуг по механической обработке металлов, предоставляемая Группой Компаний «ЛИГ». Там где необходима передача движения или закрепление деталей и конструкций между собой резьба является необходимым элементом.
- крепежная резьба;
- крепежно-уплотняющая резьба;
- резьба для передачи движений.
Токарные услуги по нарезанию резьбы
Токарные услуги по нарезанию резьбы могут быть предоставлены в Санкт-Петербурге и других городах. Одной из целей нашей компании является качественное предоставление услуг по токарной обработке заказчику. Наше предприятие имеет необходимое оборудование и оснастку для выполнения резьбонарезных работ.
Группа Компаний «ЛИГ» может предложить вам нарезание следующих видов резьб:
- метрическая резьба;
- дюймовая резьба;
- трубная цилиндрическая резьба;
- трубная коническая резьба;
- прямоугольная резьба;
- трапецеидальная резьба;
- упорная резьба;
- круглая резьба.

Можем выполнить заказы как в промышленном объеме, так и штучный заказ. По вопросам производства, металлообработки вы можете обратиться к нашим специалистам. Для правильного расчета стоимости механообработки и сроков выполнения Вашего заказа необходимо предоставление чертежа или образца детали.
Способы нарезания резьбы
В зависимости от типа резьбы (наружная или внутренняя) могут применяться различные способы металлообработки. На токарных станках наружная резьба может быть нарезана плашками, резьбовыми резцами и гребенками.
Нарезание резьбы плашками
Для нарезания наружной резьбы на винтах, болтах, шпильках и других деталях применяют плашки. Плашка – это оснастка, представляющая собой кольцо с внутренней резьбой имеющее просверленные стружечные канавки. Пересечение таких канавок с резьбой образует режущие зубья с передним углом. При таком способе токарной обработки металлическую стружку с заготовки срезает образованная раззенковкой заборная часть плашки.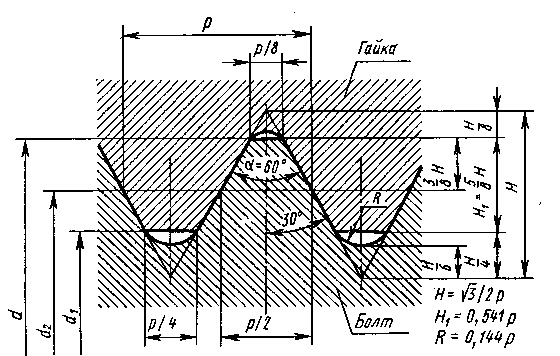
Нарезание резьбы резцами
Когда требуется изготовление точной и чистой резьбы применяют резцы резьбовые. Профиль резца должен соответствовать профилю резьбы. Во избежание искажения профиля передний угол резца должен быть равен 0. Резцы резьбовые устанавливаются в точности по линии центров, при этом средняя линия профиля резца должна располагаться перпендикулярно оси детали. Для проверки правильности установки наши специалисты используют специально предназначенные для этих целей шаблоны. При нарезании треугольной резьбы применяют резцы с различными углами профиля. Например для метрической резьбы резцы имеют уголь профиля 60°, для нарезание дюймовой резьбы55°. В процессе нарезания резьбы могут быть использованы специальные дисковые и призматические резцы.
Для проверки правильности установки наши специалисты используют специально предназначенные для этих целей шаблоны. При нарезании треугольной резьбы применяют резцы с различными углами профиля. Например для метрической резьбы резцы имеют уголь профиля 60°, для нарезание дюймовой резьбы55°. В процессе нарезания резьбы могут быть использованы специальные дисковые и призматические резцы.
Нарезание резьбы гребенками
Такой вид обработки на токарном станке применяется в основном в серийном производстве, когда требуется произвести нарезание сквозных резьб. Применение такого вида оснастки в производстве позволяет получать необходимую заказчику резьбу за один проход. Выделяют два вида гребенок призматические и дисковые. Особенность такого вида обработки заключается в том, что сами гребенки имеют несколько зубьев, которые выполняются по форме профиля. При этом первые по ходу зубья срезаны под углом, образуют заборную часть. Каждый последующий зуб в таком случае прорезает;металл глубже предыдущего, последние же зубья гребенки предназначены для зачистки и калибровки резьбы.
Резьбовой штифт DIN 6332 с упорной резьбой M20 длина 100 мм прочность стали 5.8 с черным оксидированием Артикул: 65403000
- Описание
- Дополнительная информация
| Артикул | 65403000 |
| d1 [мм] | М 20 |
| l1 [мм] | 100 |
| d2 h21 [мм] | 15,5 |
| d3 [мм] | 14,4 |
| Z2 [мм] | 14,0 |
| Z3 [мм] | 5,5 |
| Вес [г] | 190,0 |
СТРАНИЦА ПРОДУКТА В КАТАЛОГЕ
CAD-ФАЙЛЫ (нажмите, чтобы загрузить)
Если вам нужна доработка или изготовление изделия на заказ, пожалуйста, свяжитесь с нами напрямую, чтобы отправить запрос.
Поставляемые 3D-модели, изображения и технические чертежи выполнены с разумной тщательностью. Тем не менее ответственность за точность и правильность этих данных исключена.
Тем не менее ответственность за точность и правильность этих данных исключена.
Материал: Сталь качества 5.8, точеная, закаленная, с черным оксидным покрытием
Тип S: с прорезью.
Сборка: Вверните упорный винт в упорную подушку. Упорная подушка должна удерживаться
таким образом, чтобы фиксатор пружины лежал в выемке своей открытой стороной
внизу. Теперь наклоните резьбовой штифт как можно дальше к открытой стороне кольца
и вдавите его. Для комбинации с упорными шайбами
DIN 6311 на той же странице каталога (артикул 65410600-65414000).
14,29 $
Доступность: 2 в наличии (заказы доставляются в течение 1-2 недель)
Резьбовой штифт DIN 6332 с упорной резьбой M20 длина 100 мм прочность стали 5.8 с черным оксидированием Артикул: 65403000 количество
| Количество | Скидка (%) | Цена |
|---|---|---|
| 1 – 9 | — | 14,29 $ |
| 10 – 24 | 14.49% | 12,22 $ |
| 25 – 49 | 23,23 % | 10,97 $ |
| 50+ | 28,9 % | 10,16 $ |
 97","50":"10.16"}” data-minimum=”1″ data-product-name=”Grub screw DIN 6332 with thrust point thread M20 length 100mm steel strength 5.8 black oxide finished SKU: 65403000″>
97","50":"10.16"}” data-minimum=”1″ data-product-name=”Grub screw DIN 6332 with thrust point thread M20 length 100mm steel strength 5.8 black oxide finished SKU: 65403000″> 97″ data-tiered-price-exclude-taxes=”10.97″>
97″ data-tiered-price-exclude-taxes=”10.97″>Артикул 65403000_8 Категории Установочные винты DIN 6332 с упором, Тип S, Крепления для станков, Резиновые амортизаторы, Амортизаторы Теги Дюйм / Метрическая Метрическая, Вес [г] 1900
Комплект болтов, фиксатор упорной пластины, Arp Racing, отделка из черного оксида, серия Pro, включая (2) болта с шестигранной головкой 7/16 дюйма, размер резьбы 1/4-20, термообработанный, кованый из аэрокосмического сплава, номинальное давление 200 000 фунтов на квадратный дюйм – № М-6269-1АРП
Полное описание
Артикул № M-6269-1ARP
Марка: Automotive Racing Prodcuts (ARP)
Единицы: КАЖДАЯ
В наличии!
1
2
3
4
5
6
7
8
910
Наличие в магазине
FL
НЗ
МИ
СА
ОПИСАНИЕ
КОМПЛЕКТ БОЛТОВ, ФИКСАТОР УПОРНОЙ ПЛАСТИНЫ, ARP RACING, ПОКРЫТИЕ ЧЕРНЫМ ОКСИДОМ, СЕРИЯ PRO, ВКЛЮЧАЯ (2) БОЛТА С ШЕСТИГРАННОЙ ГОЛОВКОЙ 7/16 ДЮЙМА, РАЗМЕР РЕЗЬБЫ 1/4–20, ТЕРМООБРАБОТАННЫЕ, КОВАНЫЕ ИЗ АЭРОКОСМИЧЕСКОГО СПЛАВА, 200 000 PSI РЕЙТИНГ
Установите комплект болтов упорной пластины распределительного вала ARP на свой Mustang 5.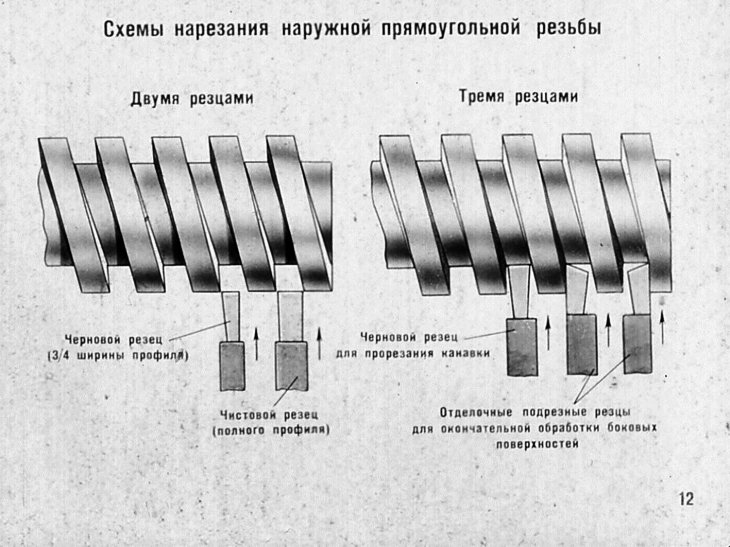 0L 1979–1995 годов и покончите с проблемами синхронизации распределительного вала! Качество ARP обеспечивает повышенное усилие зажима предварительного натяга и гарантирует положительную приводку зубчатого колеса. Повышенная прочность материала преодолевает гармоники и напряжение клапанного механизма. Дополнительные функции включают в себя увеличенный фланец с головкой болта для фиксации кулачковой кнопки и уменьшенный размер головки под торцевой ключ для облегчения установки и снятия.
0L 1979–1995 годов и покончите с проблемами синхронизации распределительного вала! Качество ARP обеспечивает повышенное усилие зажима предварительного натяга и гарантирует положительную приводку зубчатого колеса. Повышенная прочность материала преодолевает гармоники и напряжение клапанного механизма. Дополнительные функции включают в себя увеличенный фланец с головкой болта для фиксации кулачковой кнопки и уменьшенный размер головки под торцевой ключ для облегчения установки и снятия.
Ford Mustang Годы выпуска:
1979, (79), 1980 (80), 1981 (81), 1982 (82), 1983 (83), 1984 (84), 1985 (85), 1986 (86), 1987 (87), 1988 ( 88), 1989 (89), 1990 (90), 1991 (91), 1992 (92), 1993 (93), 1994 (94), 1995 (95)
Номер детали АФД: M-6269-1ARP Справочные номера производителя: 250-1001
1979-1993 МУСТАНГ 5. 0L
0L
1994-1995 МУСТАНГ 5,0 л
ПРЕДУПРЕЖДЕНИЕ : Этот продукт может подвергнуть вас воздействию химических веществ, включая свинец и ДЭГФ, которые, как известно в штате Калифорния, вызывают рак и врожденные дефекты или другие нарушения репродуктивной функции. Для получения дополнительной информации посетите веб-сайт www.P65Warnings.ca.gov.
ОБЗОРЫ
0 Отзывы
Написать отзыв
Общая оценка: 5 4 3 2 1
Обзор
Вы бы порекомендовали этот продукт своему другу?
Как бы вы оценили качество этого продукта? 5 4 3 2 1
Как бы вы оценили ценность этого продукта? 5 4 3 2 1
| EA @ | Каждая |
| Каждый | Каждый |
| PR @ | Пара |
| Пара | Пара |
| Пара | 4 Пара |
| 40011 | |
| SET@ | Продается в виде комплекта |
| SET | Продается в виде комплекта |
| * CA * | Ядро заранее.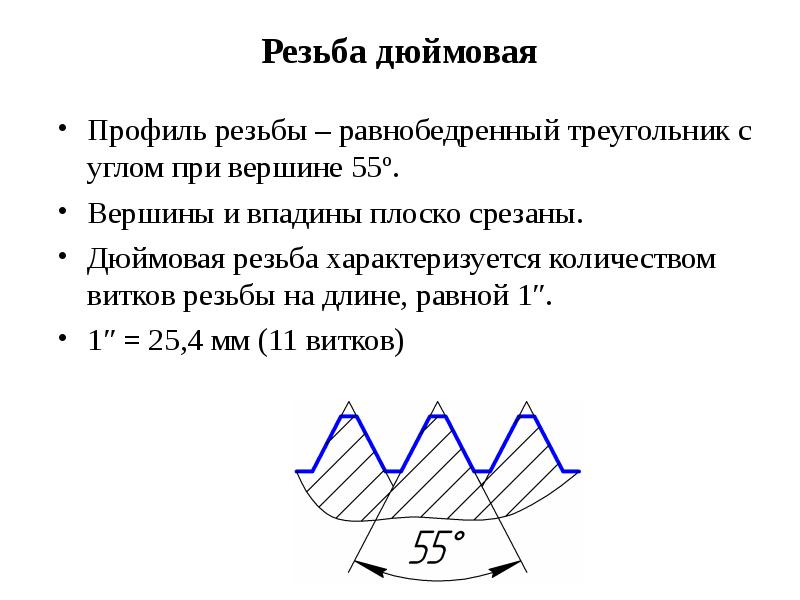 |