Упорная резьба применение: Упорная резьба – купить в Москве в интернет-магазине «Центр Металл»
alexxlab | 04.06.1984 | 0 | Разное
Немного о резьбах и методах их проверки
Резьба – это чередующиеся винтовые канавки и выступы постоянного сечения (нарезка), образованные на поверхности детали. Контур сечения канавок и выступов в плоскости, проходящей через её ось, называется профилем резьбы. По этому признаку различают треугольные, трапецеидальные, упорные, круглые, прямоугольные и другие резьбы. В зависимости от формы поверхности, на которой образована винтовая нарезка, резьбы бывают цилиндрические и конические (наружные и внутренние), а в зависимости от направления винтового движения резьбового контура — правые и левые; по числу заходов (ниток нарезки) различают резьбы однозаходные и многозаходные (двухзаходные, трёхзаходные и т. д.).
Треугольные резьбы относятся к группе крепёжных и разделяются на метрическую (наиболее распространена) и дюймовую, используют главным образом в разъёмных соединениях деталей машин, т. к. они обеспечивают прочность и сохранение плотности стыка при длительной эксплуатации.
В группу так называемых, кинематических резьб входят трапецеидальная резьба, которая в передачах винт — гайка служит для преобразования вращательного движения в поступательное при наименьшем трении (ходовые винты станков, винты столов измерительных приборов и т. п.), и упорная резьба, которая служит для преобразования вращательного движения в прямолинейное, например в прессах и домкратах, а также применяется при больших односторонних нагрузках, например в соединениях колонн прессов с поперечинами и т. п.
Трубные резьбы используют в трубопроводах и арматуре разнообразного назначения для обеспечения герметичности соединений.
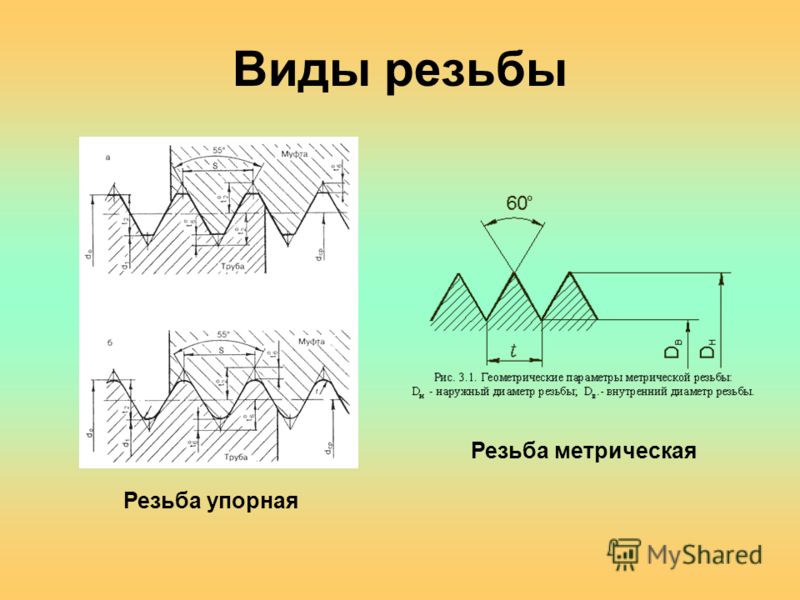
Основные параметры резьбы (общие для наружной и внутренней): наружный диаметр d (или D для гаек), внутренний d1(D1)и средний d2(D2), шаг Р, угол профиля a, углы наклона боковых сторон профиля b и g, которые для резьб с симметричным профилем равны половине угла профиля a/2, угол подъёма резьбы, высота профиля H, рабочая высота профиля h2, длина свинчивания резьбы (см. на чертеже для метрической резьбы).
на чертеже для метрической резьбы).
Резьбоизмерительные инструменты
Различают резьбоизмерительные инструменты для комплексного контроля и для измерения отдельных параметров наружной и внутренней цилиндрической и конической резьб (см. выше).
К средствам комплексного контроля, используемым при приёмке готовых деталей, относятся проходные и непроходные калибры, с помощью которых определяют, находятся ли в допускаемых пределах размеры сопрягаемых винтовых поверхностей (болт и гайка) на длине свинчивания. Проходным калибром, который должен при проверке свинчиваться, контролируют так называемый приведённый средний диаметр (искусственно созданный контрольный параметр), обеспечивающий сопряжение резьбового соединения. Для комплексного контроля пользуются также индикаторными резьбоизмерительными инструментами.
Р. и., предназначенные для измерения отдельных параметров наружной резьбы — среднего диаметра, профиля и шага, используют при определении точности технологического процесса или для оценки эксплуатационных свойств специальных точных резьбовых деталей (ходовых винтов, винтов микрометров, резьбовых калибров и т. п.). Для измерения среднего диаметра применяют микрометры со вставками, имеющими резьбовой профиль.
п.). Для измерения среднего диаметра применяют микрометры со вставками, имеющими резьбовой профиль.
Один из способов определения среднего диаметра точной резьбы — измерение с помощью проволочек (роликов), которые закладывают между витками резьбы и каким-либо измерительным средством — оптиметром, микрометром и др. Определяют размер по высоте, на которую выступают проволочки над наружным диаметром резьбы. Пользуются также специальными приспособлениями с тремя, двумя или одной проволочкой, а при измерении среднего диаметра внутренней резьбы — нутромерами специальной конструкции или приборами со сменными сферическими наконечниками.
Измерение профиля резьбы в деталях с относительно крупным шагом (ходовые винты, червяки) производят приборами, измерительный узел которых разворачивается на угол профиля резьбы, и наконечник перемещается вдоль её боковой поверхности. Иногда для этой цели пользуются угломерами специальной конструкции. Шаг резьбы обычно определяют в осевом сечении на инструментальных и универсальных микроскопах и проекторах.
Калибр
(франц. Calibre – измерительный), бесшкальный измерительный инструмент, предназначенный для контроля размеров, формы и взаимного расположения частей изделий. Контроль состоит в сравнении размера изделия с калибром по вхождению или степени прилегания их поверхностей. Такое сравнение позволяет рассортировывать изделия на годные (размер находится в пределах допуска) и бракованные с возможным исправлением или неисправимые.
Наиболее распространены предельные калибры.: проходные, выполненные по наименьшему предельному размеру отверстия или наибольшему размеру вала и входящие в годные изделия, и непроходные, выполненные по наибольшему размеру отверстия или наименьшему размеру вала и не входящие в годные изделия.
По назначению различают калибры.: рабочие — для проверки изделий на предприятии-изготовителе и контрольные — для проверки или регулировки рабочих калибров.
Достоинства калибров – простота конструкции, возможность комплексного контроля изделий сложной формы.
Недостатки – малая универсальность, невозможность определить действительные отклонения размеров.
Применение калибров в машиностроении сокращается за счёт внедрения универсальных средств измерения, механизированных и автоматических приборов.
Это были выдержки из Большой Советской Энциклопедии издание третье от 1969-1978гг. С тех пор прошло более тридцати лет, но «внедрение универсальных средств измерения, механизированных и автоматических приборов» до сих пор не вытеснило калибры из отраслей массового производства, где невозможно контролировать каждую железку выше обозначенными резьбоизмерительными инструментами. Применение калибров является самым массовым средством контроля не только у нас, но и во всем мире, на ближайшие еще лет сто.
Трапецеидальная резьба
Трапецеидальная
резьба имеет в профиле равнобочную
трапецию с углом 30 градусов между
боковыми сторонами. Она относится к
кинематическим резьбам и может быть
как однозаходной, так и многозаходной
левой и правой. Ее диаметры могут
изменяться в пределах от 8 до 640 мм.
Применяется эта резьба на ходовых винтах
различных станков, в штурвальных винтах
и т.п.
Ее диаметры могут
изменяться в пределах от 8 до 640 мм.
Применяется эта резьба на ходовых винтах
различных станков, в штурвальных винтах
и т.п.
Рис. 5.2
Упорная резьба
Упорная резьба имеет в профиле неравностороннюю трапецию , у которой одна сторона имеет наклон 3 градуса, а вторая 30 градусов относительно линии, перпендикулярной оси резьбы. Выступающие вершины профиля имеют плоские срезы, а у впадин – скругления. Эта резьба относится к кинематическим резьбам и применяется в тех случаях, когда при поступательном движении винта действует большая нагрузка в одном направлении, например, в домкратах большой грузоподъемности, на грузовых крюках подъемных машин, в прокатных станах, винтовых прессах и т.п. Для каждого диаметра упорной резьбы предусматриваются три различных шага, равные по величине соответствующим шагам трапецеидальной резьбы.
Рис. 5.3
Прямоугольная резьба
Эта
резьба относится к нестандартным
кинематическим резьбам. Она может быть
однозаходной и многозаходной, левой и
правой. Применяется такая резьба на
ходовых винтах ручных прессов, винтовых
стульях и т.п. Эта резьба выполняется с
прямоугольным и квадратным профилем.
Она может быть
однозаходной и многозаходной, левой и
правой. Применяется такая резьба на
ходовых винтах ручных прессов, винтовых
стульях и т.п. Эта резьба выполняется с
прямоугольным и квадратным профилем.
Рис. 5.4
Круглая резьба
Эта резьба применяется в машиностроении там, где имеются большие динамические нагрузки или высокая загрязненность (пыль, песок) , например, в пожарной арматуре, на крюках грузоподъемных машин и т.п. Применяется круглая резьба и для предохранительных стекол и корпусов электроосветительной арматуры, в тонкостенных деталях, например в цоколях и патронах электрических ламп.
Рис. 5.5
Обозначение
резьбы на чертежах представляет собой
условное буквенное обозначение для
каждого ее типа. Метрическая резьба
обозначается буквой М, трапецеидальная – Tr, упорная
– S,
трубная цилиндрическая – G,
трубная коническая – R,
коническая метрическая – МК .
Обозначения резьбы:
Метрическая цилиндрическая резьба с крупным шагом состоит из буквы М и размера номинального диаметра. Резьба с мелким шагом обозначается буквой
Метрическая коническая резьба с крупным шагом состоит из букв МК и размера номинального диаметра, например, МК6. Для резьбы с мелким шагом указывают величину шага, например, МК20x1.5. Левую резьбу обозначают так: МК20х1.5LH.
Трапецеидальная
резьба состоит из букв Tr ,
номинального диаметра и шага, например, TrX6.
В обозначении левой резьбы добавляют
букву LH ,
например Tr40x6LH.
Упорная резьба состоит из буквы S , номинального диаметра и шага, например, S80x10 . Для левой резьбы добавляются буквы LH , например, S80x10LH. Многозаходная упорная резьба обозначается буквой S, номинальным диаметром, значением хода и в скобах буквой Р и значением шага, например, S80x20(P10) или S80x20(P10)LH.
Прямоугольная резьба на чертеже отличается от обозначения рассмотренных резьб, так как эта резьба нестандартная. Изображая такую резьбу, показывают ее профиль и наносят все размеры, необходимые для ее изготовления: наружный и внутренний диаметры, шаг резьбы, толщину зуба или ширину впадины.
Трубная
цилиндрическая резьба состоит из
буквы G и размера резьбы, например, G1
½.
Трубная коническая резьба состоит из буквы R. Обозначение резьбы наносят над полкой линии – выноски. Диаметр трубной конической резьбы и ее условный размер измеряют в основной плоскости, которую проводят условно перпендикулярно оси трубы, и которая совпадает с торцом навернутой детали, имеющей внутреннюю резьбу.
Средства измерения параметров резьбы дифференцированным методом.
При
измерении среднего диаметра резьбы его
рассматривают как расстояние между
параллельными сторонами профиля резьбы,
расположенными по разные стороны оси
резьбы, измеренное перпендикулярно оси
резьбы.
Распространенным средством измерения среднего диаметра резьбы деталей машин является микрометр со вставками. Этот микрометр отличается от гладкого микрометра МК тем, что в торцах его микровинта и пятки имеются отверстия для установки специальных вставок.
Шаг Р и половину угла профиля альфа/2 определяют, как правило, бесконтактным измерением.
Приборы для измерения резьбы:
Микрометр со вставками
Рис. 5.6
Распространенным
средством измерения среднего диаметра
резьбы деталей машин является микрометр
со вставками (резьбовой микрометр),
представленный на рис. Этот микрометр
отличается от гладкого микрометра МК
тем, что в торцах его микровинта и пятки
имеются отверстия для установки
специальных вставок. В микровинт обычно
вставляют коническую вставку 1, а в пятку
– призматическую вставку 2.
Резьбомер
Рис. 5.7Для определения профиля и шага резьбы применяется резьбомер, представляющий собой набор металлических шаблонов с пилообразными вырезами.
Резьбомер, предназначенный для определения шага метрической резьбы, имеет надпись М60 градусов (рис. 5.7)
При
определении шага резьбы из набора
шаблонов выбирают такой, который своими
зубьями плотно входит во впадины резьбы
(рис. 5.7). Указанным на шаблоне числом
(например, 1,5 мм на рис. 5.7) определяют
величину шага резьбы. Величина наружного
диаметра резьбы стержня, измерения
штангенциркулем, в совокупности с
установленной величиной шага резьбы
даст полное представление о параметрах
измеряемой резьбы. Для определения
размера резьбы в отверстии необходимо
измерить ее внутренний диаметр и шаг.
Полученные данные дают возможность по
соответствующему стандарту определить
наружный диаметр резьбы.
5.7). Указанным на шаблоне числом
(например, 1,5 мм на рис. 5.7) определяют
величину шага резьбы. Величина наружного
диаметра резьбы стержня, измерения
штангенциркулем, в совокупности с
установленной величиной шага резьбы
даст полное представление о параметрах
измеряемой резьбы. Для определения
размера резьбы в отверстии необходимо
измерить ее внутренний диаметр и шаг.
Полученные данные дают возможность по
соответствующему стандарту определить
наружный диаметр резьбы.
Резьбомер, предназначенный для определения числа витков(ниток) на длине одного дюйма дюймовых и трубных цилиндрических резьб, имеет надпись Д55.
Тарелочный микрометр
Рис. 5.8
На рис. 5.8 показан прием измерения хода или шага трапецеидальной резьбы с использованием тарелочного микрометра.
Классификация резьбы, виды резьбы.
Большинство выпускаемых современной промышленностью конструкций, выполненных из дерева, пластика, металла и других материалов, скрепляются посредством соединений резьбового типа.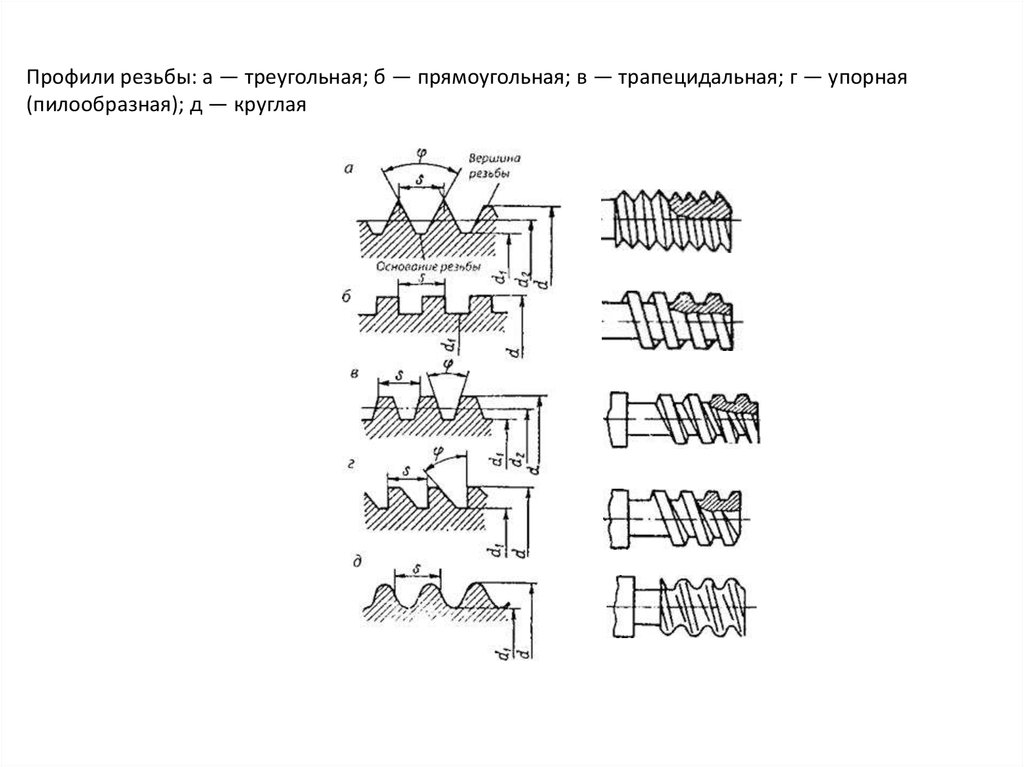 Совокупность таких факторов, как надежность и простота не в ущерб эффективности, обусловила их широкое распространение в промышленном производстве, начиная от строительной сферы, включая машино- и автомобилестроение, и заканчивая прокладкой трубопроводов. Резьбовые соединения, кроме того, активно используются в бытовых целях. В целом, резьба выглядит в виде гребней и впадин однородного сечения спиралевидной конфигурации. Витки могут накатываться на наружную поверхность цилиндра, либо на поверхность внутреннюю предварительно проделанного отверстия. Рассмотрим подробнее существующие виды резьбы.
Совокупность таких факторов, как надежность и простота не в ущерб эффективности, обусловила их широкое распространение в промышленном производстве, начиная от строительной сферы, включая машино- и автомобилестроение, и заканчивая прокладкой трубопроводов. Резьбовые соединения, кроме того, активно используются в бытовых целях. В целом, резьба выглядит в виде гребней и впадин однородного сечения спиралевидной конфигурации. Витки могут накатываться на наружную поверхность цилиндра, либо на поверхность внутреннюю предварительно проделанного отверстия. Рассмотрим подробнее существующие виды резьбы.
Резьба метрическая
В машиностроительной отрасли чаще всего используется резьба именно данного типа. Свое название – «метрическая» – она получила по причине измерения в миллиметрах ее технических характеристик. Профиль резьбовой нарезки выполнен в виде треугольника. Углы при его вершинах равны 60°.
Особенности
Резьба метрическая изготавливается и с мелким, и с широким/крупным шагом.
Отметим основные особенности применения резьбовых шагов обоих видов.
- Мелкий используется в диаметрах, изменяющихся в диапазоне 1,0 мм ≤d≤ 600,0 мм, а крупный – в диаметрах 1,0 мм ≤d≤ 68,0 мм.
-
Мелкая нарезка актуальна для формирования соединений с повышенной герметичностью.
-
Крупная резьба подходит для соединений, подверженных ударным нагрузкам.
-
Большинство регулировочных соединений создаются с использованием резьбы, накатанной с мелким шагом. Причина – небольшое расстояние, отделяющее соседние витки, облегчает процедуру модификации параметров
Назовем основные.
-
Гребни дюймовых соединений характеризуются большей длиной, но они менее широкие.
 Форма витков метрической резьбы более сбалансированная – их длина меньше, и они шире.
Форма витков метрической резьбы более сбалансированная – их длина меньше, и они шире.
-
Разница профиля не позволяет осуществить соединение деталей, на поверхности которых накатана дюймовая и метрическая резьба. Скрепление получится хрупким, и что не менее критично – негерметичным. При транспортировке это может обусловить протекание жидкостей.
Резьба цилиндрическая трубная
Согласно положениям ГОСТа 6357-81 профиль резьбы трубной цилиндрической совпадает с профилем ранее рассмотренной дюймовой резьбы. Используется не только в самих трубах, но и в сопрягаемых элементах трубного типа (тройниках, муфтах, сгонах и т.д.). При этом нужно знать один важный момент. Заключается он в следующем: нарезка резьбы осуществляется на трубах с диаметром не больше 6″. Изделия с диаметром, превышающим 6 дюймов, обычно свариваются, что обеспечивает более высокий уровень герметичности и надежности.
Особенности
Одной из особенностей резьбы цилиндрической трубной является требование выполнения ее с закруглениями. Объясняется это видом наиболее часто транспортируемых веществ – обычно это жидкости. Скругление гребней и впадин призвано упростить герметизацию соединений. На острых вершинах все наиболее популярные уплотнительные материалы – и лен, и даже лента-герметик – при плотном затягивании режутся. А если создавать резьбовые соединения без применения краски, они обычно протекают.
Впрочем, в ГОСТе 6357-81 по этому поводу имеется одна оговорка. Звучит она так: выполнение внутренней резьбы цилиндрической трубной с плоским срезами допускается, когда возможность сопряжения с резьбой конической наружной исключена.
Резьба коническая трубная
Профиль резьбы конической трубной такой же, как в предыдущем варианте, но отличие кроется в уменьшении диаметра по мере продвижения от начала нарезки к торцу трубного элемента. В вышеуказанном ГОСТе четко сказано, что применяется резьба такого типа, когда требуется обеспечить герметичность трубопроводной магистрали, работающей под высоким давлением.
В вышеуказанном ГОСТе четко сказано, что применяется резьба такого типа, когда требуется обеспечить герметичность трубопроводной магистрали, работающей под высоким давлением.
Особенности
Одна из ключевых особенностей – требование к углу отклонения оси трубы от обрамляющей поверхности конуса. Независимо от диаметра он должен формировать уклон в пропорции 1:16. Это значит, что угол φ (см. рис.) должен составлять 1 градус, 47 минут и 24 секунды.
Из других особенностей резьбы конической трубной можно выделить:
-
количество витков на одном дюйме зависит от величины диаметра изделия. В частности, на отрезке 25,4 мм может быть накатано минимум 11 витков, а максимум – 28;
-
шаг резьбы лежит в пределах 0,907 мм ≤Р≤ 2,309 мм;
-
длина общего резьбового отрезка на поверхностях сопрягаемых элементов после вкручивания одного в другой (параметр l2 на рисунке): при минимальной резьбе 1/16″ – 4,0 мм; когда диаметр резьбы максимальный 6″ – 28,6 мм.
Резьба трапецеидальная
Резьба трапецеидальная является одной из разновидностей резьбы метрической. Отличается она профилем, имеющем нестандартную конфигурацию, сечение которого напоминает трапецию. Широко используется в механизмах, осуществляющих трансформирование вращательного движения в возвратно-поступательное.
Особенности
Трапецеидальная резьба с углом подъема, равным 30°, является самотормозящей. Наличие этого свойства препятствует деформации заготовки при воздействии на нее значительных нагрузок. По сравнению с трубной резьбой ей присуща лучшая износоустойчивость. Возможностью обеспечения умеренных показателей осевого перемещения обрабатываемой детали характеризуются резьбы трапецеидального типа, выполненные со средним шагом.
Нормами ГОСТа 9484-81 установлены следующий диапазон изменения основных рабочих параметров рассматриваемой резьбы:
-
шаг: минимальный 1,5 мм; максимальный 48 мм;
-
высота воображаемого треугольника, вершины которого – это точки пересечения визуального продолжения соседних граней рядом расположенных гребней: от 1,4 мм до 44,784 мм;
-
расстояние между рядом расположенными выступами по внутреннему резьбовому диаметру: min 0,549 мм; max 17,568 мм.

Резьба упорная
Резьба упорная характеризуется профилем, выполненным в виде неравносторонней трапеции. Его рабочая сторона наклонена по отношению к вертикальной оси под углом, составляющим 3 градуса, а угол между другой стороной и вертикалью равен 30 градусов. Применяется резьба упорная для сопряжения элементов, которые в ходе эксплуатации подвергаются воздействию значительных односторонних нагрузок. Самый наглядный пример – домкрат.
Особенности
Значения технических характеристик резьбы однозаходной упорной установлены нормами ГОСТа 10177-82. Диапазоны изменений основных параметров, отображенных на рисунке, выглядят так:
Резьба круглая
Профиль резьбы данной разновидности формируют дуги, объединенные между собой отрезками прямой линии. Численное значение угла при вершине пересечения продолжений сторон витков составляет 30°. Применение круглой резьбы носит ограниченный характер. В частности, ею оснащается водопроводная арматура, в том числе шпиндели вентилей смесителей.
В частности, ею оснащается водопроводная арматура, в том числе шпиндели вентилей смесителей.
Особенности
Требования к резьбе круглой устанавливают нормы ГОСТа 13536-68.
Особенности круглого профиля обеспечиваю продолжительный период эксплуатации накатки за счет значительной сопротивляемости воздействию внешних нагрузок. Витки не стираются даже при частых процедурах закручивания/вывинчивания. С успехом применяется круглая резьба в конструкциях, при работе подвергающихся воздействию негативных факторов загрязненной окружающей среды. Например, она используется при сцепке Ж/Д вагонов.
Вышеуказанным ГОСТом утверждено только одно значение номинального диаметра резьбы данного вида – 12,0 мм. Что же касается ее шага (обозначение на рисунке литерой «Р»), то этим стандартом предусмотрен тоже один размер – 2,540 мм.
Прямоугольная резьба
Прямоугольная резьба входит в категорию резьб кинематического типа. Используется для выполнения функции, связанной с передачей движения. Высокий КПД – вот основное преимущество этой резьбы. Недостаток – сложный технологический процесс изготовления и невысокая прочность.
Используется для выполнения функции, связанной с передачей движения. Высокий КПД – вот основное преимущество этой резьбы. Недостаток – сложный технологический процесс изготовления и невысокая прочность.
Особенности
По состоянию на начало 2021 года нет действующего Государственного стандарта, устанавливающего значения основных технических характеристик резьбы прямоугольной. Для назначения допусков, размеров шагов и диаметров используются соответствующие шкалы ГОСТов на резьбу трапецеидальную.
В большинстве случаев профиль зуба прямоугольной резьбы имеет квадратную конфигурацию, как это показано на рисунке.
Но ряд производителей применяют расширенную полку горизонтального фрагмента. Такое конструктивное решение способствует улучшению прочностных характеристик резьбового соединения. Наиболее часто реализуемый диапазон изменений внешнего диаметра накатки такой – от 8,0 мм до 40,0 мм. Шаг резьбы варьируется в пределах:
Шаг резьбы варьируется в пределах:
-
крупный: min 2,0 мм; max 10,0 мм;
-
мелкий: минимальный 0,75 мм; максимальный 7,0 мм.
Заключение
Подводя итоги, следует отметить, что существуют т.н. специальные резьбы. К данной категории относятся те, которые характеризуются стандартным профилем, но при этом размер их шага и диаметра, не прописан ни в одном из действующих нормативных документов. Ну и, конечно же, к данному типу относятся резьбы, отличающиеся нестандартным профилем. Их изготовление проводится по индивидуально подготовленным чертежам, содержащим все необходимые параметры резьбы. С одним из представителей данной группы мы уже знакомы. Специальной считается прямоугольная резьба.
Please enable JavaScript to view the comments powered by Disqus.comments powered by Disqus
Типы резьб.
 Основные виды резьбы по металлу. Обозначение и применение
Основные виды резьбы по металлу. Обозначение и применениеГлавнаяРазноеТипы резьб
5. Типы и назначения резьб
По своему назначению резьбы можно разделить на ходовые и крепежные.
Крепежные резьбы(табл. 1) служат для прочного и плотного соединения деталей и обеспечивают относительную неподвижность деталей.
К крепежным резьбам относятся: метрическая цилиндрическая, метрическая коническая, трубная цилиндрическая, трубная коническая.
Ходовые резьбы(табл. 2) используются для преобразования вращательного движения в поступательное движение. Такие резьбы обеспечивают перемещение одной детали относительно другой, например: трапецеидальная резьба – для передачи осевых усилий и движения в ходовых винтах. Симметричный профиль обеспечивает использование резьбы в реверсивных винтовых механизмах. Упорная резьба, с несимметричным профилем, применяется в тех случаях, когда винт должен передавать большие усилия в одном направлении (домкраты, тиски и т.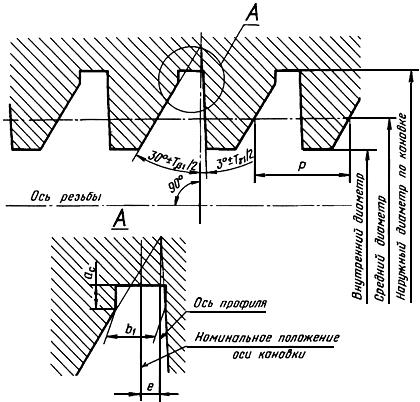 д.). Все резьбы можно разделить на стандартные и нестандартные.Стандартные резьбыимеют параметры, установленные государственными стандартами.
д.). Все резьбы можно разделить на стандартные и нестандартные.Стандартные резьбыимеют параметры, установленные государственными стандартами.
К нестандартнымотносятся: прямоугольная, квадратная и специальные резьбы. Специальная резьба имеет стандартный профиль, но какой-либо параметр резьбы, не соответствует стандарту.
Условное обозначение специальных резьб “Сп”. Например:
СпМ19 – резьба специальная метрическая, так как номинальный диаметр не соответствует ГОСТу.
В промышленности применяют не только резьбы, перечисленные в табл. 1 и табл. 2., но и резьбы специального назначения: часовая резьба, круглая резьба для патронов и цоколей электрических ламп, резьба для объективов микроскопов и др.
6. Соединения резьбовые
Соединение резьбовое – это разъемное соединение двух деталей с помощью резьбы, в котором одна из деталей имеет наружную резьбу, а другая внутреннюю (рис. 7). На рисунке 7 изображен разрез резьбового соединения. Стержень с резьбой не заштрихован, так как он является не пустотелой деталью. Штриховку в разрезах доводят до сплошных основных линии (рис.7). Обратите внимание на то, что сплошные основные линии, соответствующие наружному диаметру стержня, переходят в сплошные тонкие линии, соответствующие наружному диаметру резьбы в отверстии. И наоборот, сплошные тонкие линии внутреннего диаметра резьбы на стержне, переходят в сплошные основные линии внутреннего диаметра резьбы в отверстии.
7). На рисунке 7 изображен разрез резьбового соединения. Стержень с резьбой не заштрихован, так как он является не пустотелой деталью. Штриховку в разрезах доводят до сплошных основных линии (рис.7). Обратите внимание на то, что сплошные основные линии, соответствующие наружному диаметру стержня, переходят в сплошные тонкие линии, соответствующие наружному диаметру резьбы в отверстии. И наоборот, сплошные тонкие линии внутреннего диаметра резьбы на стержне, переходят в сплошные основные линии внутреннего диаметра резьбы в отверстии.
Рисунок 7 – Резьбовое соединение
Следует запомнить правило: в резьбовых соединениях, изображенных в разрезе, резьба стержня закрывает резьбу отверстия.
Таблица 1 – Резьбы крепежные
Тип резьбы | Профиль | Номер стандарта | Усл. обозн. | Параметры, указываемые на чертеже | Пример обозначения и изображения |
Метри – ческая цилин – дричес -кая | ГОСТ 9150-2002 (профиль) ГОСТ 8724-2002 (диаметр, шаги) ГОСТ 24705-81 (основные размеры) однозаходная | Условное обозначение, номинальный диаметр резьбы, мелкий шаг, обозначение резьбы левой (LH) | |||
Многозаходная | М | Условное обозначение, номинальный диаметр, числовое значение хода, буквенное обозначение шага Pи величина шага | М10×3(P1,5) | ||
Метри -ческая кони -ческая | ГОСТ 25229-82 | МК | Условное обозначение, номинальный диаметр, шаг резьбы, обозначение резьбы левой (LH) | ||
Трубная цилин -дричес -кая | ГОСТ 6357-81 | G | Условное обозначение, обозначение размера резьбы в дюймах, обозначение левой резьбы |
Окончание табл. 1
1
Трубная коничес-кая | ГОСТ 6211-81 | R–внеш – няя Rc– внут -ренняя | Условное обозначение, обозначение размера резьбы |
Таблица 2 – Резьбы ходовые
Тип резьбы | Профиль | Номер стандарта | Усл. обозн. | Параметры указываемые на чертеже | Пример обозначения и изображения |
Упорная | ГОСТ 10177-82 | S | Условное обозначение, номинальный диаметр резьбы, шаг резьбы | ||
Многозаходная | S | Условное обозначение, номинальный диаметр, величина хода, обозначение шага, величина шага | S16x4(P2) |
Окончание табл. 2
2
Трапеце- идаль-ная | ГОСТ 9484-81 (профиль) ГОСТ 24738-81 (диаметр, шаги) ГОСТ 24737-81 (основные размеры) | Tr | Условное обозначение, номинальный диаметр резьбы, шаг резьбы | ||
ГОСТ 9484-81 (профиль) ГОСТ 24739-81 (основные размеры, ходы и допуски) | Tr | Условное обозначение, номинальный диаметр, величина хода, обозначение шага, величина шага | Tr14x6(P3) | ||
Прямо-угольня | Не стандартная | − | − |
studfiles.net
1.1. Классификация резьб
Резьба | |||||||||||||||
по форме поверхности | по расположению на поверхности | по числу заходов | по направлению | по назначению | по профилю | по соответствию ГОСТ | |||||||||
цилиндрические | конические | наружные | внутренние | однозаходные | многозаходные | правые | левые | крепежные | ходовые | треугольные | трапецеидальные | прямоугольные | круглые | стандартные | нестандартные |
Цилиндрическая резьба – резьба, образованная на боковой поверхности прямого кругового цилиндра (рис.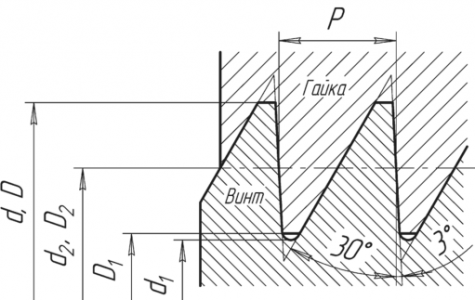 1).
1).
Коническая резьба – резьба, образованная на боковой поверхности прямого кругового конуса (рис. 4).
Наружная резьба – резьба, образованная на стержне (рис. 1, 5).
Внутренняя резьба – резьба, образованная на отверстии (рис. 4).
Однозаходная резьба – резьба, образованная одним выступом резьбы (рис. 4,5).
Многозаходная резьба – резьба, образованная двумя или более выступами с равномерно расположенными заходами (рис. 1).
Правая резьба – резьба, у которой выступ, вращаясь по часовой стрелке, удаляется вдоль оси от наблюдателя (рис. 1, 4).
Левая резьба – резьба, у которой выступ, вращаясь против часовой стрелки, удаляется вдоль оси от наблюдателя (рис. 5).
Крепежные резьбы – резьбы, предназначенные для соединения деталей.
Ходовые резьбы – резьбы, с помощью которых вращательное движение преобразуется в возвратно-поступательное.
Стандартные резьбы – резьбы, все параметры которых определяются стандартами.
1.2. Виды резьб и их характеристика
Резьба метрическая цилиндрическая (ГОСТ 8724-81) – является основной крепежной резьбой, применяется также и в качестве ходовой резьбы. Профилем метрической резьбы является равносторонний треугольник (рис. 6а). Эта резьба может быть однозаходная и многозаходная, преимущественно правая, существует с крупным и мелким шагами, обозначается буквой . Все размеры измеряются в мм.
Резьба метрическая коническая (ГОСТ 25229-82) – имеет конусность 1:16, применяется в конических резьбовых соединениях, а также в соединениях наружной конической резьбы с внутренней цилиндрической резьбой, однозаходная, обозначается буквами . Все размеры измеряются в мм.
Резьба трубная цилиндрическая (ГОСТ 6357-81) – имеет профиль в виде равнобедренного треугольника с углом профиля 550, вершины и впадины скруглены (рис.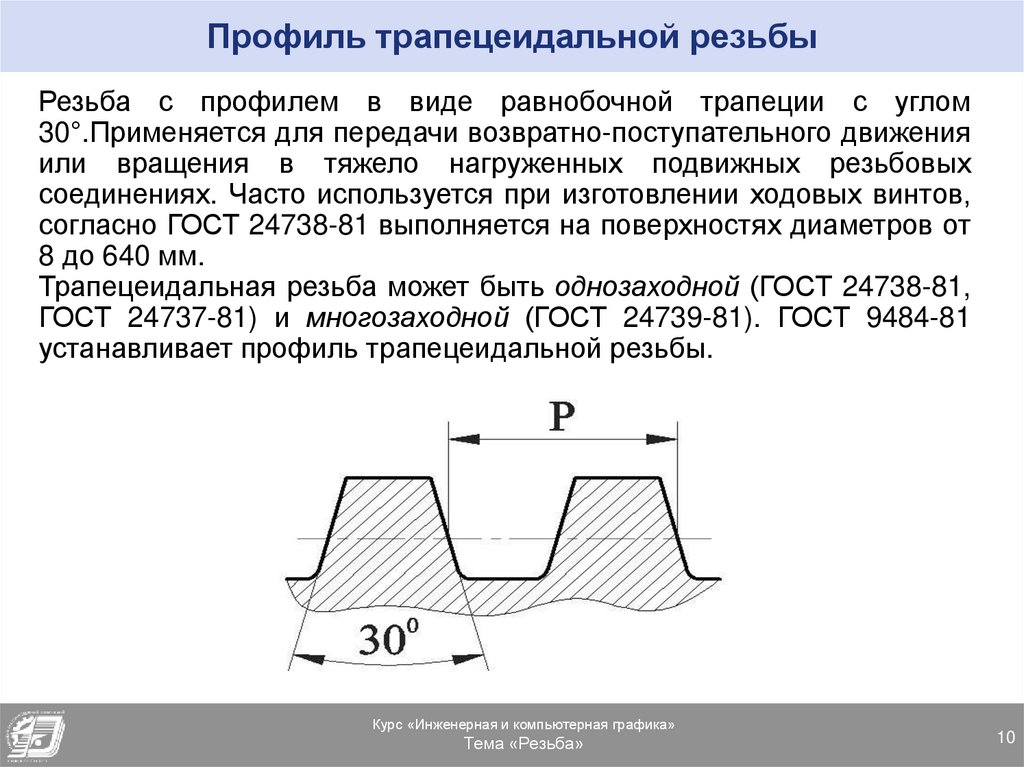 6б). Обозначается буквой G. Применяется в трубопроводах и трубных соединениях.
6б). Обозначается буквой G. Применяется в трубопроводах и трубных соединениях.
Резьба трубная коническая (ГОСТ 6211-81) – имеет конусность 1:16. Наружная резьба обозначается буквой , внутренняя резьба – буквами.
Трубные резьбы имеют одну особенность: их номинальный диаметр не соответствует действительному. Его числовой значение равно приблизительно внутреннему диаметру трубы, на которой эта резьба нарезана, измеренному в дюймах. Один дюйм = 25,4 мм. Трубные резьбы характеризуются целым числом шагов на участке резьбы длиной один дюйм.
Резьба коническая дюймовая (ГОСТ 6111-52) – имеет профиль в виде равностороннего треугольника, нарезается на конической поверхности с конусностью 1/16. Обозначается буквой , измеряется в дюймах. Применяется для герметичных соединений в трубопроводах машин и станков, изготовленных ранее. В настоящее время вместо конической дюймовой резьбы используется метрическая коническая.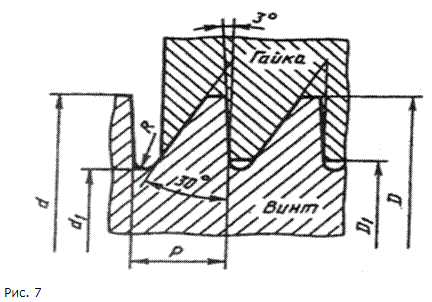
Резьба трапецеидальная – служит для передачи движения и усилий, может быть однозаходной (ГОСТ 9562-81) и многозаходной (ГОСТ 24739-81), правой и левой. Профилем трапецеидальной резьбы является равнобокая трапеция с углом профиля 300 (рис. 6в). Для каждого диаметра резьбы стандарт предусматривает несколько шагов. Обозначается буквами , измеряется в мм.
Резьба круглая – применяется на цоколях, патронах, предохранительных стеклах и светильниках (ГОСТ 8587–71), а также в санитарно-технической арматуре (ГОСТ 13536–68), имеет профиль, полученный сопряжением двух дуг одного радиуса (рис. 6д), обозначается буквами , измеряется в мм.
Резьбы специальные – это резьбы, которые имеют стандартный профиль, а диаметр или шаг, отличный от стандартного. Обозначение таких резьб на чертеже начинается буквами .
Резьбы нестандартные – квадратная и прямоугольная – изготавливают по индивидуальным чертежам, на которых должны быть заданы все параметры резьбы (рис. 6е).
6е).
Размеры наиболее употребляемых стандартных резьб приведены в приложении 1.
studfiles.net
Основные типы резьб и область их применения
По назначению различают два типа резьбы а) резьбы крепежные (метрическая, дюймовая, трубная, круглая), б) резьбы для передачи движения, применяемые в винтовых механизмах, или ходовые резьбы (трапецеидальная, упорная, прямоугольная).
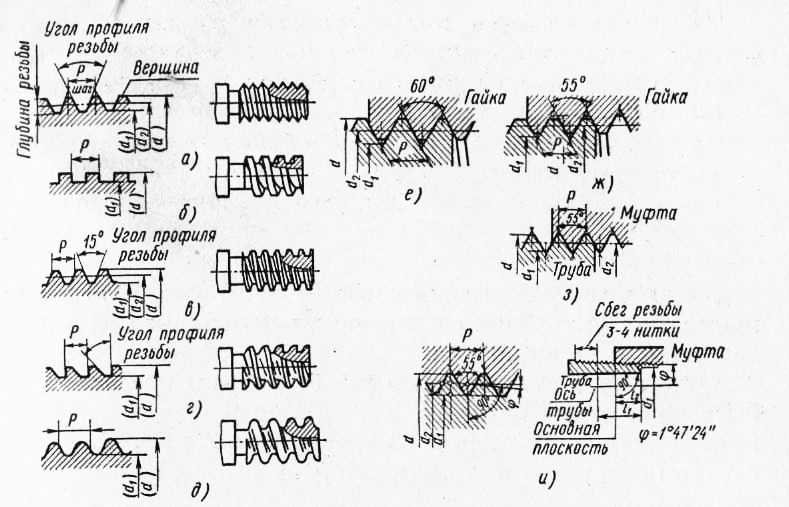
Метрическая резьба имеет треугольный профиль с углом 60° при вершине (рис.41 б). Вершины профиля резьбы притуплены по дуге или по прямой, что снижает концентрацию напряжений и исключает возможность повреждения резьбы. Радиальный зазор в резьбе делает ее негерметичной.
Метрические резьбы бывают с крупным и с мелким шагом. Резьбы с крупным шагом имеют основное применение в общем машиностроении, так как они менее чувствительны к износу и погрешностям изготовления. Резьбы с мелким шагом применяют для соединения тонкостенных деталей, а также в резьбовых соединениях, подверженных действию переменных нагрузок.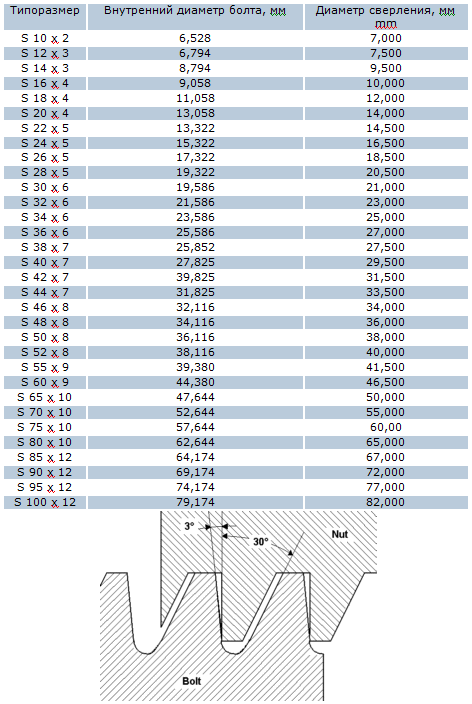
Резьба с мелким шагом прочней (увеличивается внутренний диаметр резьбы) и надежней от ослабления затяжки (уменьшается угол подъема резьбы) в связи с уменьшением шага.
В условное обозначение однозаходной резьбы входит буква М (метрическая), номинальный диаметр резьбы, значение шага (только для резьбы с мелким шагом), буквы LH (только для левой резьбы).
Дюймовая резьба является крепежной резьбой, она имеет треугольный профиль с углом 55° при вершине. Диаметр резьбы измеряется в дюймах (один дюйм равен 25,4 мм). Применяется дюймовая резьба только при ремонте импортных машин.
Трубная резьба является мелкой дюймовой резьбой с закругленными выступами и впадинами. Отсутствие радиальных зазоров позволяет применять эту резьбу для герметичного соединения деталей трубопроводов.
Круглая резьба (рис. 41 е) имеет профиль, составленный из дуг окружностей. Резьба имеет высокую динамическую прочность и применяется в тяжелых условиях эксплуатации в загрязненной среде, а также в тонкостенных изделиях (цоколи и патроны электрических ламп).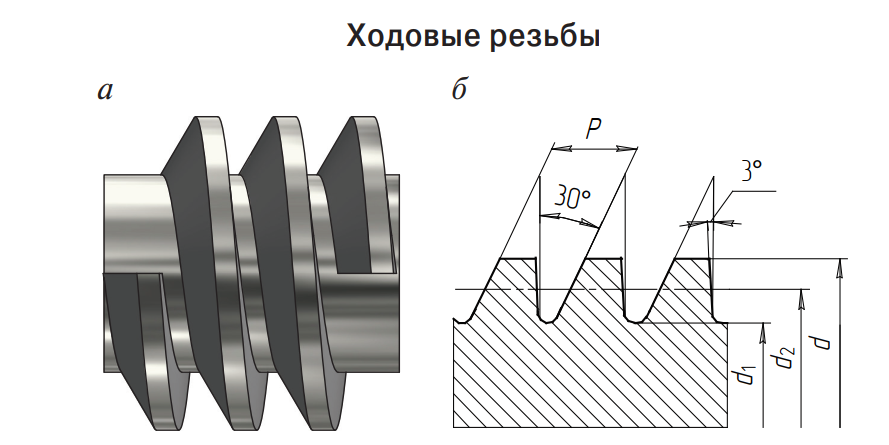
Трапецеидальная резьба (рис. 41 г) является основной в передаче винт-гайка. Ее профиль – равнобочная трапеция с углом 30°, применяется для передачи реверсивного движения под нагрузкой (винтовые механизмы, ходовые винты станков и т.п.).
Упорная резьба (рис. 41 в) имеет профиль в виде неравнобочной трапеции с углом 30°. Применяется при больших односторонних осевых нагрузках (грузовые винты прессов, домкратов и т.д.).
Прямоугольная резьба (рис. 41 д), применявшаяся ранее в винтовых механизмах, в настоящее время не стандартизована и почти вытеснена трапецеидальной резьбой.
Похожие статьи:
poznayka.org
Формы и типы резьб. Метрическая, дюймовая, трубная цилиндрическая, трапецеидальная, упорная резьба
Метрическая резьба (рис. 120). Основным типом крепежной резьбы в России является метрическая резьба с углом треугольного профиля а равным 60°. Размеры ее элементов задаются в миллиметрах.
Рис. 120
Согласно ГОСТ 8724-81 метрическая резьба для диаметров от 1 до 600 мм делится на два типа: с крупным шагом (для диаметров от 1 до 68 мм) и с мелким шагом (для диаметров от 1 до 600 мм).
Резьба с крупным шагом применяется в соединениях, подвергающихся ударным нагрузкам. Резьба с мелким шагом — в соединениях деталей с тонкими стенками и для получения герметичного соединения. Кроме того, мелкая резьба широко применяется в регулировочных и установочных винтах и гайках, так как с ее помощью легче осуществить точную регулировку.
При проектировании новых машин применяется только метрическая резьба.
Дюймовая резьба (рис. 121). Это резьба треугольного профиля с углом при вершине 55° (а равным 55°). Номинальный диаметр дюймовой резьбы (наружный диаметр резьбы на стержне) обозначается в дюймах. В России дюймовая резьба допускается только при изготовлении запасных частей к старому или импортному оборудованию и не применяется при проектировании новых деталей.
Рис. 121
Трубная цилиндрическая резьба ГОСТ 6357-81, представляет собой дюймовую резьбу с мелким шагом, закругленными впадинами и треугольным профилем с углом 55°. Трубную цилиндрическую резьбы нарезают на трубах до 6″. Трубы свыше 6″ сваривают. Профиль трубной цилиндрической резьбы приведен на рис. 122.
Трубную цилиндрическую резьбы нарезают на трубах до 6″. Трубы свыше 6″ сваривают. Профиль трубной цилиндрической резьбы приведен на рис. 122.
Рис. 122
Рис. 123
Трубные конические резьбы применяются двух типоразмеров. Трубная коническая резьба ГОСТ 6211-81, соответствует закругленному профилю трубной цилиндрической резьбы с углом 55° (рис. 123,1).
Коническая дюймовая резьба ГОСТ 6111-52 имеет угол профиля 60°(рис7 123, II). Конические резьбы применяются почти исключительно в трубных соединениях для получения герметичности без специальных уплотняющих материалов (льняных нитей, пряжи с суриком и т. д.).
Теоретический профиль конической резьбы приведен на рис. 124. Конусность поверхностей, на которых изготавливается коническая резьба, обычно 1 : 16. Биссектриса угла профиля перпендикулярна оси резьбы.
Рис. 124
Диаметральные резьбы конических резьб устанавливаются в основной плоскости (2 — торец муфты), которая перпендикулярна к оси и отстоит от торца трубы 1 на расстоянии I, регламентированном стандартами на конические резьбы (3 — муфта; 4 — торец трубы; 5 — ось трубы).
В основной плоскости диаметры резьбы равны номинальным диаметрам трубной цилиндрической резьбы. Это позволяет конические резьбы свинчивать с цилиндрическими, так как шаг и профили данных резьб для определенных диаметров совпадают.
Коническим резьбам присущи аналогичные цилиндрическим резьбам определения и понятия, такие, как наружный, средний и внутренний диаметры резьбы. Шаг резьбы Рh измеряется вдоль оси.
При свинчивании трубы и муфты с номинальными размерами резьбы без приложения усилия длина свинчивания равна l.
Обозначение трубной резьбы обладает особенностью, которая заключается в том, что размер резьбы задается не по тому диаметру, на котором нарезается резьба, а по внутреннему диаметру трубы. Этот внутренний диаметр называется диаметром трубы «в свету» и определяется как условный проходной размер трубы,
Трапецеидальная резьба ГОСТ 9484-81 (рис. 125). Профиль резьбы — равнобочная трапеция с углом а равным 30°.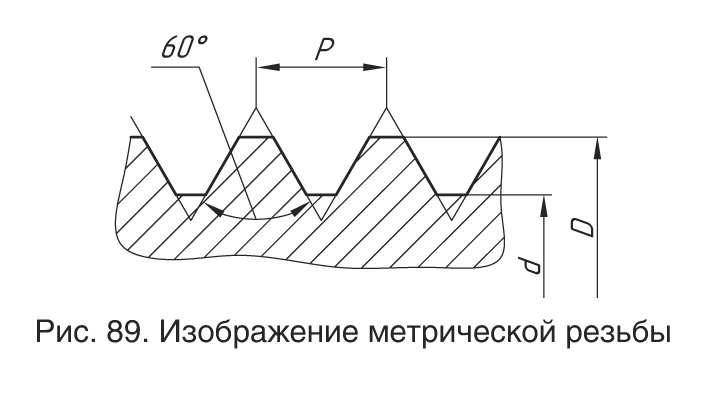 Трапецеидальная резьба применяется для передачи осевых усилий и движения в ходовых винтах. Симметричный профиль резьбы позволяет применять ее для реверсивных винтовых механизмов.
Трапецеидальная резьба применяется для передачи осевых усилий и движения в ходовых винтах. Симметричный профиль резьбы позволяет применять ее для реверсивных винтовых механизмов.
Рис. 125
Упорная резьба ГОСТ 10177-82 (рис. 126). Профиль резьбы — неравнобочная трапеция с углом рабочей стороны 3° и нерабочей — 30°. Упорная резьба обладает высокой прочностью и высоким КПД. Она применяется в грузовых винтах для передачи больших усилий действующих в одном направлении (в мощных домкратах, прессах и т. д.).
Рис. 126
В прессостроении применяется также упорная резьба. Профиль этой резьбы несколько отличается от упомянутой выше упорной резьбы, Профиль такой упорной резьбы по ГОСТ 13535-87 представляет собой неравнобочную трапецию с углом рабочей стороны 0° и нерабочей — 45°.
Прямоугольная и квадратная р е з ь б ы (рис. 127) имеют высокий КПД и дают большой выигрыш в силе, поэтому они применяются для передачи осевых усилий в грузовых винтах и движения в ходовых винтах. Прямоугольные и квадратные резьбы не стандартизированы, так как имеют следующие недостатки: в соединении типа «болт — гайка» трудно устранить осевое биение; обладают прочностью меньшей, чем трапецеидальная резьба, так как основание витка у трапецеидальной резьбы при одном и том же шаге шире, чем у прямоугольной или квадратной резьб; их труднее изготовить, чем трапецеидальную.
Прямоугольные и квадратные резьбы не стандартизированы, так как имеют следующие недостатки: в соединении типа «болт — гайка» трудно устранить осевое биение; обладают прочностью меньшей, чем трапецеидальная резьба, так как основание витка у трапецеидальной резьбы при одном и том же шаге шире, чем у прямоугольной или квадратной резьб; их труднее изготовить, чем трапецеидальную.
Рис. 127
Примечание. В ответственных соединениях эти резьбы заменены трапецеидальной.
cherch.ru
Виды резьбы по металлу. Примеры и программы для расчета
Приветствую вас на моем блоге! Рассмотрим виды резьбы по металлу. В данном посте я хочу подробно рассмотреть что такое резьба виды, назначение и применение резьб различных конструкций и на разных поверхностях. Думаю будет интересно как матерым инженерам так и ученикам ВУЗов и СУЗов.
Резьба. История ее появления.
Резьба — что это и откуда она появилась. Об применении первых резьбовых деталях стало известно еще 4-5 веках до нашей эры. Поговаривают о наличии винтовых саморезов при строительстве храма Соломона 950—586 до н. э. Там винты могли применить при закреплении деревянных конструкций.
Поговаривают о наличии винтовых саморезов при строительстве храма Соломона 950—586 до н. э. Там винты могли применить при закреплении деревянных конструкций.
Стоит отметить низкое качество таких изделий. Винт изготавливался путем наматывания на него промасленной нитки, а гайка-втулка имела несколько (две) шпонки. Короче конструкция сомнительная. Виды резьбы по металлу в те далекие времена были ограничены несколькими типами.
Время шло и в начале 15 века началось обширное изготовление 3-х и 4-х первых метчиков для нарезки резьбы. Про них кстати можете почитать в моей статье Метчик что это такое. конструкция виды и как им пользоваться. Там я рассмотрел основные конструкции метчика и его основные виды.
В 18 веке научились хорошо изготавливать и наружную резьбу, так как изобрели токарный станок, но об этом в следующих постах а сейчас по делу.
Виды резьбы по металлу. Назначение и применение.
В данном разделе мы рассмотрим основные виды резьбы по металлу. Постараюсь максимально подробно и доступно вам донести эту информацию. Оставайтесь со мной будет интересно.
Оставайтесь со мной будет интересно.
1. Метрическая резьба.
Самый пожалуй распространенный вид резьбы в постсоветском пространстве и в европейском союзе. Все наши изделия как и европейские соединяются резьбовыми изделиями с метрическим исполнением. Как ее часто называют на заводе «нормальная» резьба. Как видите угол между гранями витка тут равен 60 градусов. Шаг соответственно может менять свое значение при необходимости. Но не забывайте, что в основном используют стандартные значения в зависимости от наружного диаметра.
2. Дюймовая резьба. Коническое исполнение.
Дюймовое исполнение как мы видим на рисунке выше имеет угол между гранями резьбы 55 градусов. Это далеко не все различия. Например стандартная резьба метрическая будет иметь обозначение М12х1.5. Значит наружный диаметр равен 12, а шаг резьбы 1,5 мм. В дюймовой это будет 12,5 и шаг 1/4 дюйма. Такие резьбы используют в основном жители США.
Если резьбовое соединение коническое, то резьба нарезается под углом φ.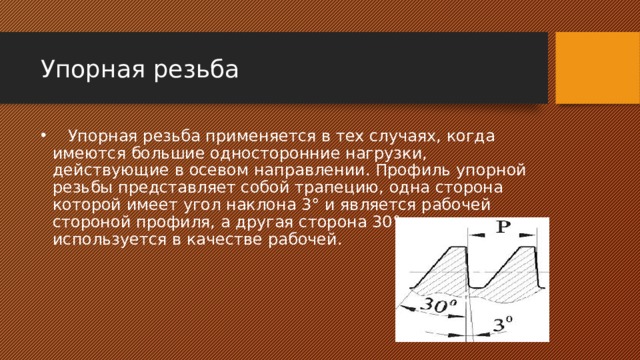 Такие резьбы используют для изготовления штуцеров в сантехнике и других подобных сферах требующих надежной герметизации.
Такие резьбы используют для изготовления штуцеров в сантехнике и других подобных сферах требующих надежной герметизации.
3. Трубная резьба. Дюймовая. Коническая.
Для соединения различных труб используют такие виды резьбы по металлу. Резьбовое соединение может соединить трубы диаметром до 6 дюймов. Если вы решили соединить трубы наружный диаметр которых превышает 6 дюймов, то сварка вам в помощь. Большей просто не существует. Ну во всяком случае я не встречал.
Еще можно встретить такой вид соединений в коническом исполнении. Витки нарезаны под углом φ. Вот как она выглядит
4. Резьба упорная.
Упорной ее называют по тому, что как вы видите все витки наклонены в одном направлении. Похожа такая резьба больше на винт мясорубки. Применяется в системах которые испытывают очень большие нагрузки направленные в одном направлении. Это могут быть винты прессов или например крепление крюка крана. Если такая резьба выполнена с уклоном 55 и 45 градусов, то она является особо усиленной.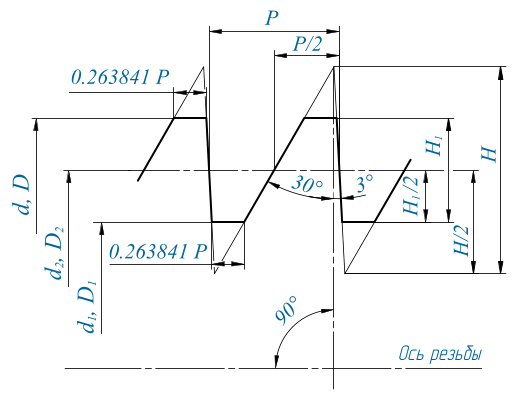 Если 30 градусов, то это обычный представитель своего вида.
Если 30 градусов, то это обычный представитель своего вида.
5. Резьба трапецеидальная.
Очень популярный вид резьбы по металлу. Используют очень широко в машиностроении и станкостроении. Изготавливают винты станков, на которых перемещаются суппорты и другие передвижные конструкции станка. Можно применять такую конструкцию резьбового вала в домкратах и силовых узлах.
6. Круглая резьба.
Применяется в основном при проектировании и изготовлении санитарно-технических изделий таких как вентили и краны в ванной. Такое исполнение обеспечивает необходимую герметичность и плавность хода. Применение такого вида резьбы по металлу используется не только в сантехнике, а например еще для переключения вентилей в оборудовании с применением жидкостей (СОЖ) под давлением.
Еще больше информации про резьбы можете найти вот на этом сайте.
Виды резьбы по металлу. Заключительная часть.
Сегодня мы с вами разобрались, что такое резьба и какие основные виды резьбы по металлу существуют на сегодняшний день. Как обычно для моих читателей я сделал подборку из двух программ для расчета размеров резьбы. И так две программы:
Как обычно для моих читателей я сделал подборку из двух программ для расчета размеров резьбы. И так две программы:
Программа для расчета размеров резьбы валов и отверстий.
Выбираете параметры резьбы, внутренняя или наружная, точность нажимаете на кнопочку «Показать результаты» и опа! В зеленой рамочке видим интересующие нас размеры.
Программа для расчета резьбы крюка. Выполнена в файле xsl.
Вводим значения в красной рамке и автоматически настроенные формулы завершают наши расчеты. Остается только перенести полученные данные на чертеж.
И как вводится можете их скачать совершенно бесплатно лишь поделившись этой статьей со своими друзьями.
Программы для расчета размеров резьбы валов, отверстий и др.
А я на этом заканчиваю. Пойду детей спать укладывать. А вам всего хорошего!!!
С вами был Андрей!
mextexnologii.ru
Резьбы – обозначения, типы и назначение
Резьба – винтовая поверхность определенного профиля, предназначенная для соединения (свинчивания или стягивания) деталей. Формирование резьбового профиля может проходить как на цилиндрической, так и на конической поверхности.
Формирование резьбового профиля может проходить как на цилиндрической, так и на конической поверхности.
Резьба – винтовая поверхность определенного профиля, предназначенная для соединения (свинчивания или стягивания) деталей. Формирование резьбового профиля может проходить как на цилиндрической, так и на конической поверхности. Широко распространенный метод образования наружной и внутренней резьбовой поверхности – нарезание плашками и метчиками соответственно, а также накатыванием, токарной обработкой резцом и резьбонарезными головками.
По направлению захода резьбовая поверхность подразделяется на левую и правую.
По количеству заходов – на одно- и многозаходную.
Если рассечь резьбовую поверхность осевой плоскостью, то получим геометрический контур резьбы – ее профиль, характеризующийся следующими элементами:
- Боковые стороны – линейные участки профиля, расположенные относительно друг друга под определенным углом, называемым углом профиля.
- Места соединения боковых сторон внутри тела резьбы называются впадинами, снаружи резьбовой поверхности – вершинами.

- Размер окружности, описанной по вершинам наружной или по впадинам внутренней резьбы, называется наружным диаметром, определяющим ее номинальный размер.
- Расстояние, измеренное между соседними витками параллельно оси, равно шагу однозаходного резьбового профиля. Для многозаходной резьбовой поверхности размер шага – произведение расстояния между соседними витками на количество заходов.
Именно профиль резьбовой поверхности определяет ее тип.
Назначение резьбы:
- Изготовление различного крепежа (в этом случае чаще используется метрический и трубный резьбовой профиль).
- Ходовая (упорная или трапецеидальная) резьба применима в механизмах, передающих движение (в винтовых передачах).
Типы резьбы, стандартизация
Метрическая резьба – тип резьбовой поверхности, наиболее часто используемой при изготовлении метизов. Ее геометрические параметры: профиль представляет собой треугольник с равными боковыми сторонами, расположенными под углом 60°.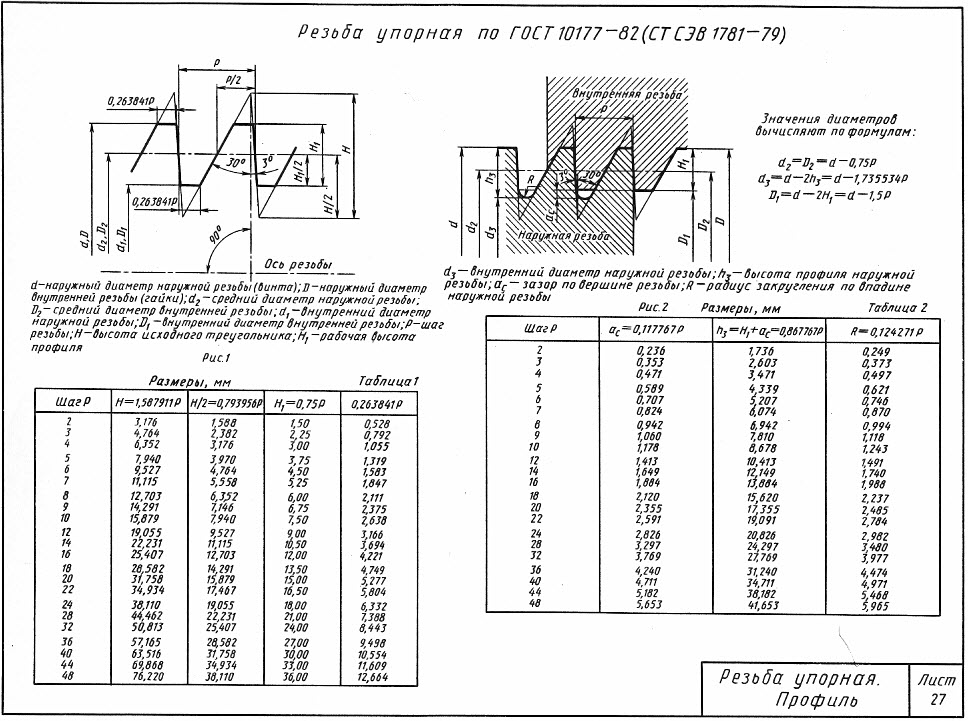 Резьбовые изделия применяются в обширном перечне областей машиностроения, в станкостроении, приборостроении, строительстве и прочих отраслях.
Резьбовые изделия применяются в обширном перечне областей машиностроения, в станкостроении, приборостроении, строительстве и прочих отраслях.
В обозначении при составлении технической документации указывается номинальный диаметр резьбовой поверхности, шаг, если он не является основным, точность изготовления. При проектировании соединений с левой резьбой она обозначается с помощью литер LH. Например: M36х1,5LH.
Коническая резьба используется для образования герметично-уплотненных соединений. Она нарезается на конической поверхности детали с конусностью (уклоном) 1:16. Наружная коническая резьбовая поверхность может свинчиваться как с внутренней конической, так и с цилиндрической метрической резьбой соответствующего шага. В последнем случае обеспечивается ее ввинчивание с коэффициентом 0,8 от максимальной глубины сопряжения. Резьбовой угол профиля – 60°.
Для соединения труб или цилиндрических деталей с тонкими стенками используют трубную резьбу (цилиндрическую). Профиль ее имеет угол наклона боковых стенок зуба относительно друг друга – 55°.
Для обеспечения герметичных соединений используют трубную коническую резьбу с углом профиля при вершине боковых стенок – 55°. Используется она в топливной, масляной и воздухопроводной аппаратуре, а также при подсоединении трубопроводов станков и машин. Нередко применяется сопряжение внутренней цилиндрической с наружной конической резьбой.
Трапецеидальная резьба с профилем, имеющим форму трапеции с углом между ее боковыми сторонами 30°, применяется в нагруженных узлах, работающих по схеме вращательно-поступательного движения. Как правило, это – винты прессов, станков.
Если значительные осевые нагрузки действуют в одном направлении, используют упорную резьбу. Ее трапецеидальному профилю характерен неравномерный наклон боковых сторон: 30° и 3°.
Дюймовая резьба сдает свои позиции: российских стандартов по ее регламентированию в настоящее время нет. Она стандартизирована и применяется на территории Канады, США (UTS и др.), Великобритании (BSW, BSF).
Существуют другие типы специализированного резьбового профиля, применяемого в различных отраслях. Все они стандартизированы документами государств-разработчиков.
Все они стандартизированы документами государств-разработчиков.
Loading …
| Понравилась статья? Нажимай |
Спасибо Вам за добавление этой статьи в:
rmnt.net
Виды резьб по назначению.
Количество просмотров публикации Виды резьб по назначению. – 1157
Резьбы по назначению делятся на следующие группы:
1. Крепежные резьбы. Предназначены для скрепления деталей, обычно метрические, однозаходные.
2. Крепежно-уплотняющие резьбы. Служат как для скрепления деталей, так и для предохранения от вытекания жидкости, обычно трубные резьбы.
3. Резьбы для передачи движения или ходовые, часто бывают многозаходные.
4. Виды резьб по профилю.
По виду профиля резьбы разделяются:
Метрическая резьба (ГОСТ 8724-81 (СТ СЭВ 181-75) – диаметры и шаги и ГОСТ 9150-81 (СТ СЭВ 180-75) – профиль резьбы.
Профиль резьбы – равносторонний треугольник. Вершины профиля резьбы винта притуплены по прямой на величину Н/8, а гайки – на Н/4. Профиль впадин часто имеет закругление радиусом Н/6. Притупление профиля делается для снижения концентрации напряжений, повышения стойкости режущего инструмента. Различают резьбу с крупным шагом, называемую основной и с мелким шагом, имеющей 4 вида. Резьба с мелким шагом применяется при больших диаметрах резьб, для тонкостенных деталей, где резьба применяется для регулировки. Применяется в диапазоне диаметров от 1 до 600 мм. Резьба с крупным шагом или основная обозначается М с указанием наружного диаметра (к примеру М-20), а с мелким дополнительно указывается вид шага (к примеру, М20х2), резьба является крепежной, реже – ходовой.
Вершины профиля резьбы винта притуплены по прямой на величину Н/8, а гайки – на Н/4. Профиль впадин часто имеет закругление радиусом Н/6. Притупление профиля делается для снижения концентрации напряжений, повышения стойкости режущего инструмента. Различают резьбу с крупным шагом, называемую основной и с мелким шагом, имеющей 4 вида. Резьба с мелким шагом применяется при больших диаметрах резьб, для тонкостенных деталей, где резьба применяется для регулировки. Применяется в диапазоне диаметров от 1 до 600 мм. Резьба с крупным шагом или основная обозначается М с указанием наружного диаметра (к примеру М-20), а с мелким дополнительно указывается вид шага (к примеру, М20х2), резьба является крепежной, реже – ходовой.
Трубная цилиндрическая резьба (ГОСТ 6357-81 (СТ СЭВ 1157-78). Профиль резьбы – равнобедренный треугольник с углом профиля 550. Выполняется с закруглением профиля радиусом r=0.137 и без зазоров по вершинам и впадинам для хорошего уплотнения. Предназначена для соединения труб и арматуры трубопроводов и является крепежно-уплотняющей резьбой. Применяется в диапазоне диаметров от 1/8” до 6”. Представляет собой дюймовую резьбу и обозначается G с указанием наружного диаметра (к примеру G2”).
Применяется в диапазоне диаметров от 1/8” до 6”. Представляет собой дюймовую резьбу и обозначается G с указанием наружного диаметра (к примеру G2”).
Трапецеидальная резьба (ГОСТ 9484-81, СТ СЭВ 639-77 – диаметры и шаги и СТ СЭВ 146-75 – профиль резьбы – для однозаходной резьбы и СТ СЭВ 185-75 – для многозаходной резьбы). Профилем резьбы является трапеция с углом профиля 300. Применяется в диапазоне от 8 до 640 мм. Служит в качестве ходовой резьбы. Обозначается Тr с указанием наружного диаметра, числа заходов для многозаходной резьбы или шага (к примеру Тr190х(2х8) или Тr190х8).
Упорная резьба (ГОСТ 10177-82 или СТ СЭВ 1781-79). Профилем является неравнобокая трапеция с углом профиля 330 и углами наклона профиля рабочей стороны 30 и нерабочей стороны 300. Предназначена для передачи усилия в одном направлении. Также служит в качестве ходовой резьбы. Применяется в диапазоне диаметров от 8 до 280 мм. Обозначается Уп с указанием диаметра и шага (к примеру Уп 80х10).
Прямоугольная резьба – в настоящее время вытесняется упорной или трапециидальной, не стандартизирована. Обладает меньшей прочностью, сложна в изготовлении, образование зазора при износе и т.д.
Обладает меньшей прочностью, сложна в изготовлении, образование зазора при износе и т.д.
Круглая резьба – мало распространена в машиностроении.
Коническая дюймовая и трубная резьба применяется для присоединения трубопроводов к деталям.
5. Крепежные детали.
Крепежными деталями являются болты, винты, шпильки и гайки. К ним относятся и шайбы. Болты применяют для скрепления деталей не очень большой толщины, не требует нарезки резьбы в детали. Конструктивно состоят из тела с нарезанной честью и головки различной формы, чаще шестигранной. Условно болтовое соединение изображается на чертеже, как показано на рис. 1.3.
Винты по внешнему виду напоминают болты или же используются без головки, завинчиваются в деталь, расположенную последней от головки. Условно винтовое соединение изображается, как показано на рис. 1.4.
Шпильки применяются в тех же случаях, что и винты, но когда материал детали с резьбой не обеспечивает достаточной долговечности резьб при разборках и сборках соединений. Условно соединение при помощи шпильки изображается на чертежах, как показано на рис. 1.5.
Условно соединение при помощи шпильки изображается на чертежах, как показано на рис. 1.5.
Перечисленные детали изготовляют нормальной и повышенной точности.
Гайки представляют из себяшестигранник высотой от 0.8 d до 1.6d с внутренним отверстием с резьбой и служит для затяжки деталей.
Шайбы предназначены для предохранения при затяжке поверхностей деталей от повреждения. Устанавливаются под гайку или головку исходя из того, что поворачивается. Специальные шайбы выполняют также функцию стопорения.
Крепежные детали чаще всего изготавливаются из стали, а в специальных конструкциях бывают изготовлены из цветных металлов. Материал остальных болтов, винтов, шпилек условно разделяют на 12 классов прочности по ГОСТ 1759-70. Класс прочности обозначается двумя числами. Первое число, умноженное на 100, указывает минимальное значение предела прочности σв в МПа, второе, деленное на 10, указывает отношение предела текучести σт к пределу прочности, а произведения этих чисел, умноженное на 10 есть предел текучести в МПа. К примеру, класс прочности4.8 показывает, что деталь изготовлена из стали с механическими характеристиками:
К примеру, класс прочности4.8 показывает, что деталь изготовлена из стали с механическими характеристиками:
σв = 400 Мпа, σт = 4.8 = 320 МПа и σт/ σв= 0.8.
Такими свойствами обладают стали марки Сталь 10.
Материал остальных гаек и шайб делится на 7 классов прочности. Класс прочности обозначается числом, ĸᴏᴛᴏᴩᴏᴇ при умножении на 100 дает величину напряжений от испытательной нагрузки в МПа. К примеру, класс прочности 4 показывает, что гайка или шайба изготовлена из стали марки Ст.3, т.к. σв = 4*100 = 400 МПа.
Конкретно классы прочности крайне важно посмотреть самостоятельно в /2/. Класс прочности записывается в условное обозначение крепежной детали.
6. Условное изображение крепежных деталей.
Согласно стандартам в условное обозначение входит наименование детали, исполнение, диаметр резьбы, шаг мелкой резьбы, степень точности и основное отклонение резьбы, длина болта͵ винта (без головки) или шпильки, класс прочности, указание о применении спокойной стали, вид покрытия, толщина покрытия и ГОСТ на деталь. В случае если исполнение обычное (без отверстий), резьба основная, не регламентировано применение спокойной стали, изделие без покрытия, то эти сведения из обозначения исключаются. При изготовлении деталей из легированных сталей после класс прочности ещё указывается марка стали.
В случае если исполнение обычное (без отверстий), резьба основная, не регламентировано применение спокойной стали, изделие без покрытия, то эти сведения из обозначения исключаются. При изготовлении деталей из легированных сталей после класс прочности ещё указывается марка стали.
Примеры обозначения:
Болт 2 М20х2.6х70.48.С.037 ГОСТ…………
Болт М20.6дх70.48 ГОСТ……………………
Винт М12х1.25.8дх40.88.35х.019 ГОСТ……
Винт М12.8дх40.43 ГОСТ……………………
Гайка М20х2.6Н.2х13.037 ГОСТ……………
Гайка М20.6Н.5 ГОСТ……………………….
7. Способы стопорения резьбовых соединений.
Существует большое число способов стопорения или предохранения против самоотвинчивания. Οʜᴎ сводятся к следующему:
1. Повышение трения в резьбе или на торце гайки (контр-гайки, пружинные шайбы).
2. Жесткое соединение гайки со стержнем винта (корончатые гайки или применение проволоки)
3.
Жесткое соединение гайки или головки винта с деталью (к примеру, рис. 1.6.
1.6.
Сообщить, что на очередном занятии контрольные вопросы будут по темам ʼʼВведениеʼʼ и ʼʼОсновы конструирования и расчета деталей машинʼʼ, а решение задач – по теме ʼʼРезьбовые соединенияʼʼ.
referatwork.ru
Резьба. Классификация резьбы – презентация онлайн
Похожие презентации:
Основы архитектуры и строительных конструкций. Основы проектирования
Конструктивные схемы многоэтажных зданий
Стадии проектирования зданий. Маркировка строительных чертежей (лекция №2)
Правила выполнения архитектурно-строительных чертежей
ЕСКД. Общие правила оформления чертежей. (Лекция 1.1)
Общие правила оформления чертежей. (Лекция 1.1)
задачи на построение (геометрия 7 класс)
Выполненный вариант контрольной работы по разделу “Техническое черчение”. (Приложение 3)
Параллельность в пространстве. (Графическая работа 2)
Строительное черчение. Графическое оформление и чтение строительных чертежей
Правила оформления чертежей ЕСКД. Форматы, масштабы, линии, шрифты
1. Резьба
РЕЗЬБАДисциплина: ИНЖЕНЕРНАЯ
ГРАФИКА
2008 год
Резьбой называют
поверхность, образованную
при винтовом движении
плоского контура по
цилиндрической или
конической поверхности.
3. Классификация резьбы
4. Крепежная резьба
применяется в соединительных деталях машин,механизмов и приборов, т.е. болтах, винтах,
шпильках, гайках.
5. Ходовая и грузовая резьбы
применяются в подъемных винтах винтовыхпрессов, домкратов, станков для
преобразования вращательного движения в
поступательное.
6. Специальная резьба
используется в инструментах для нарезания резьбы в отверстии —метчиках и на стержне — плашках, а также в инструментах для
выполнения отверстий — сверлах и обработки плоскостей, канавок и
пазов — фрезах.
7. Стандартная резьба
У стандартной резьбы все основные параметры определяет ГОСТ11708—82. Резьбу характеризуют три диаметра: наружный,
внутренний и средний.
8. Нарезание резьбы
Режущая часть инструмента (на метчиках и плашках) для нарезания резьбы имеет дваучастка: заборный — с резьбой, ограниченной конической поверхностью, и
цилиндрический, — формирующий резьбу необходимого профиля, шага и размера.
Заборный участок плашки оставляет на стержне , а метчик в отверстии резьбу с
неполноценным (уменьшенным по глубине) профилем. Этот неполноценный участок
называется сбегом резьбы и является нерабочей ее частью, но его необходимо
учитывать при подсчете требуемой длины нарезаемой части детали.
9. Изображение резьб на чертеже
Вычерчивание резьбы в виде винтовой поверхности — трудоемкая работа,поэтому на чертежах ее, независимо от профиля и назначения, изображают
условно по ГОСТ 2.311—68*.
10. Метрическая резьба
Резьба метрическая является основной крепежной резьбой. Эта резьба однозаходная,преимущественно правая. Производящей ее фигурой является равносторонний
треугольник, у которого вершина профиля срезана на значение Н/8, а впадины срезаны
или закруглены на значение Н/6, Угол при вершине треугольника равен 60°.
М12х1,5 — 6g означает, что резьба метрическая,
наружный диаметр резьбы 12 мм, резьба с мелким
шагом 1,5 мм и полем допуска 6g (6 — класс
точности, g— основное отклонение резьбы болтов)
11. Дюймовая резьба
В настоящее время в России применять дюймовую резьбу при проектировании новых машинзапрещено. Ее используют только при ремонте оборудования, поступающего из-за границы,
а также в случае необходимости по техническим причинам.
Производящей фигурой дюймовой резьбы является равнобедренный треугольник с углом
при вершине 55°. Вместо шага для каждого размера такой резьбы устанавливается число
витков (ниток) на длине в один дюйм, а в условных обозначениях указывается число
дюймов, которое имеет ее наружный диаметр.
12. Трубная цилиндрическая резьба
Трубную цилиндрическую резьбу применяют при соединении водопроводных и газовых труб (натрубах, муфтах, тройниках, контргайках и др.). Производящей фигурой такой резьбы является
равнобедренный треугольник с углом при вершине 55°. Профиль и основные ее размеры
установлены ГОСТ 6357—81; вершины и впадины резьбы срезаны на величину Н/6 и закруглены,
что обеспечивает большую герметичность соединения.
Классы точности по ГОСТ 6211-81: А – повышенный, В – нормальный.
Обозначение: G ½-A – резьба трубная цилиндрическая наружная, внутренний диаметр трубы
(проходного отверстия) равен 1/2 “, класс точности А.
13. Трубная коническая резьба
Трубная коническая резьба применяется при соединении труб в трубопроводах высокого давления,т.
е. когда требуются повышенные герметичность и надежность.Трубную коническую резьбу по ГОСТ 6211—81 выполняют на конических поверхностях,
образующие которых наклонены к оси конуса (конусность 1:16).
R 1 1/2 — наружная трубная коническая резьба 1 1/2 “;
Rс 1 1/2 внутренняя трубная коническая резьба 1 1/2 “;
Rр 1 1/2 — внутренняя трубная цилиндрическая резьба 1 1/2 “;
14. Коническая дюймовая резьба
Коническая дюймовая резьба находит применение в трубопроводах со сравнительноневысоким давлением: топливных, масляных, водяных и воздушных трубопроводах машин
и станков. Нарезают ее на поверхностях с конусностью равной 1:16. Профиль такой
резьбы имеет форму треугольника с углом при вершине 60°, биссектриса которого
перпендикулярна к оси резьбы. Основные ее параметры определяет ГОСТ 6111—52*.
Условное обозначение конической дюймовой резьбы
состоит из буквы К, размера в дюймах и ГОСТа.
15. Метрическая коническая резьба
Резьба метрическая коническая с конусностью 1:16 и номинальным диаметром от 6 до60 мм (ГОСТ 25229—82) применяется при соединении трубопроводов.
Обозначение метрической конической резьбы
состоит из букв МК, наружного диаметра в основной
плоскости и шага.
Например, МК 30×2 — метрическая коническая
резьба с диаметром 30 мм и шагом 2 мм;
16. Трапецеидальная резьба
Трапецеидальная резьба предназначена главным образом для передачи возвратнопоступательного движения и осевых усилий. Она может быть однозаходной (ГОСТ 24738—81) и многозаходной (ГОСТ 24739—81). Ее производящей фигурой является равнобокая
трапеция с углом профиля 30°. Профиль и основные размеры определяет ГОСТ 9484—81.
Условное обозначение однозаходной трапецеидальной
резьбы состоит из букв Тr, номинального диаметра и
шага, а многозаходной— из букв Тr, номинального
диаметра, хода и в скобках размера шага с буквой Р.
17. Резьба упорная
Упорная резьба применяется в конструкциях, где винт передает значительные усилия водном направлении, например в тисках, домкратах, прессах и т.д. Производящей фигурой
этой резьбы является неравнобокая трапеция с углами наклона к высоте боковой
стороны, передающей усилие, — 3° и другой стороны — 30°.
Дно впадин такой резьбызакруглено, а вершины плоско срезаны. Основные параметры упорной резьбы определяет
ГОСТ 10177-82
Условное обозначение упорной резьбы состоит из буквы S, значений номинального
диаметра и шага, например 580×10. На рабочем чертеже упорной резьбы изображают
элемент профиля, указывающий расположение ее опорной поверхности с углом наклона 3°
18. Резьба круглая
Круглая резьба применяется в основном в санитарно-технической и деталях пожарной игидравлической арматуры (шпинделях вентилей смесителей и туалетных кранов), а также
в тонкостенных деталях (электролампах, противогазах и т.д.)
Профиль, основные размеры и допуски круглой резьбы определяет ГОСТ 13536—68.
Условное обозначение круглой резьбы состоит из букв Кр, номинального диаметра, шага и
стандарта, например Кр12х2,54 ГОСТ 13536—68.
19. Резьба прямоугольная
Прямоугольную резьбу применяют для передачи осевых усилий в грузовых винтах(домкратах, прессах) и движения в ходовых винтах (металлообрабатывающих станках,
натяжных винтах транспортеров)
Профилем такой резьбы являются квадрат или прямоугольник.
Эта резьба нестандартизована. На чертеже она задается с помощью местного разреза или выноски с
указанием всех конструктивных размеров: наружного и внутреннего диаметров, шага,
ширины впадины (для внутренней резьбы) и выступа (для внешней резьбы).
20. Резьба специальная
Специальная резьба — это резьба со стандартным профилем, но с отличающимися отстандартных диаметром или шагом.
Перед условным обозначением такой резьбы пишут буквы Сп.
Например, в обозначении специальной метрической резьбы стандартный диаметр 36 мм и
нестандартный для данного диаметра шаг 0,5 мм.
21. СПАСИБО ЗА ВНИМАНИЕ!
English Русский Правила
Классификация резьб — Компания Fluitech Systems
Справочная информация / Классификация резьбы
№ | Тип резьбы | Профиль резьбы | Условное изображение резьбы | Стандарт | Примеры обозначения | Примеры обозначения резьбового соединения |
1 | 2 | 3 | 4 | 5 | 6 | 7 |
1 | Метрическая | |||||
2 | Метрическая коническая | |||||
3 | Трубная цилиндрическая | |||||
4 | Трубная коническая | |||||
5 | Коническая дюймовая | |||||
6 | Трапецеидальная | |||||
7 | Упорная | |||||
8 | Круглая | |||||
9 | Прямоугольная |
1. 2.1. Метрическая резьба
Метрическая резьба (см. табл.1.2.1) является основным типом крепежной резьбы. Профиль резьбы установлен ГОСТ 9150-81 и представляет собой равносторонний треугольник с углом профиля α = 60°. Профиль резьбы на стержне отличается от профиля резьбы в отверстии величиной притупления его вершин и впадин. Основными параметрами метрической резьбы являются: номинальный диаметр — d(D) и шаг резьбы — Р, устанавливаемые ГОСТ 8724-81.
По ГОСТ 8724-81 каждому номинальному размеру резьбы с крупным шагом соответствует несколько мелких шагов. Резьбы с мелким шагом применяются в тонкостенных соединениях для увеличения их герметичности, для осуществления регулировки в приборах точной механики и оптики, с целью увеличения сопротивляемости деталей самоотвинчиванию. В случае, если диаметры и шаги резьб не могут удовлетворить функциональным и конструктивным требованиям, введен СТ СЭВ 183-75 «Резьба метрическая для приборостроения». Если одному диаметру соответствует несколько значений шагов, то в первую очередь применяются большие шаги. Диаметры и шаги резьб, указанные в скобках, по возможности не применяются.
В случае применения конической метрической (см. табл.1.2.1) резьбы с конусностью 1:16 профиль резьбы, диаметры, шаги и основные размеры установлены ГОСТ 25229-82. При соединении наружной конической резьбы с внутренней цилиндрической по ГОСТ 9150-81 должно обеспечиваться ввинчивание наружной конической резьбы на глубину не менее 0,8.
1.2.2. Дюймовая резьба
В настоящее время не существует стандарт, регламентирующий основные размеры дюймовой резьбы. Ранее существовавший ОСТ НКТП 1260 отменен, и применение дюймовой резьбы в новых разработках не допускается.
Дюймовая резьба применяется при ремонте оборудования, поскольку в эксплуатации находятся детали с дюймовой резьбой. Основные параметры дюймовой резьбы: наружный диаметр, выраженный в дюймах, и число шагов на дюйм длины нарезанной части детали.
1.2.3. Трубная цилиндрическая резьба
В соответствии с ГОСТ 6367-81 трубная цилиндрическая резьба имеет профиль дюймовой резьбы, т. е. равнобедренный треугольник с углом при вершине, равным 55° (см. табл.1.2.1).
Резьба стандартизована для диаметров от 1/16 » до 6″ при числе шагов от 28 до 11. Номинальный размер резьбы условно отнесен к внутреннему диаметру трубы (к величине условного прохода). Так, резьба с номинальным диаметром 1 мм имеет диаметр условного прохода 25 мм, а наружный диаметр 33,249 мм.
Трубную резьбу применяют для соединения труб, а также тонкостенных деталей цилиндрической формы. Такого рода профиль (55°) рекомендуют при повышенных требованиях к плотности (непроницаемости) трубных соединений. Применяют трубную резьбу при соединении цилиндрической резьбы муфты с конической резьбой труб, так как в этом случае отпадает необходимость в различных уплотнениях.
1.2.4. Трубная коническая резьба
Параметры и размеры трубной конической резьбы определены ГОСТ 6211-81, в соответствии с которым профиль резьбы соответствует профилю дюймовой резьбы (см. табл.1.2.1). Резьба стандартизована для диаметров от 1/16″ до 6″ (в основной плоскости размеры резьбы соответствуют размерам трубной цилиндрической резьбы).
Нарезаются резьбы на конусе с углом конусности j/2 = 1°47’24» (как и для метрической конической резьбы), что соответствует конусности 1:16.
Применяется резьба для резьбовых соединений топливных, масляных, водяных и воздушных трубопроводов машин и станков.
1.2.5. Трапецеидальная резьба
Трапецеидальная резьба имеет форму равнобокой трапеции с углом между боковыми сторонами, равным 30° (см. табл.1.2.1). Основные размеры диаметров и шагов трапецеидальной однозаходной резьбы для диаметров от 10 до 640 мм устанавливают ГОСТ 9481-81. Трапецеидальная резьба применяется для преобразования вращательного движения в поступательное при значительных нагрузках и может быть одно- и многозаходной (ГОСТ 24738-81 и 24739-81), а также правой и левой.
1.2.6. Упорная резьба
Упорная резьба, стандартизованная ГОСТ 24737-81, имеет профиль неравнобокой трапеции, одна из сторон которой наклонена к вертикали под углом 3°, т. е. рабочая сторона профиля, а другая — под углом 30° (см. табл.1.2.1). Форма профиля и значение диаметров шагов для упорной однозаходной резьбы устанавливает ГОСТ 10177-82. Резьба стандартизована для диаметром от 10 до 600 мм с шагом от 2 до 24 мм и применяется при больших односторонних усилиях, действующих в осевом направлении.
1.2.7. Круглая резьба
Круглая резьба стандартизована. Профиль круглой резьбы образован дугами, связанными между собой участками прямой линии. Угол между сторонами профиля α = 30° (см. табл.1.2.1). Резьба применяется ограниченно: для водопроводной арматуры, в отдельных случаях для крюков подъемных кранов, а также в условиях воздействия агрессивной среды.
1.2.8. Прямоугольная резьба
Прямоугольная резьба (см. табл.1.2.1) не стандартизована, так как наряду с преимуществами, заключающимися в более высоком коэффициенте полезного действия, чем у трапецеидальной резьбы, она менее прочна и сложнее в производстве. Применяется при изготовлении винтов, домкратов и ходовых винтов.
1.3. Условное изображение резьбы. ГОСТ 2.311-68
Построение винтовой поверхности на чертеже — длительный и сложный процесс, поэтому на чертежах изделий резьба изображается условно, в соответствии с ГОСТ 2.311-68. Винтовую линию заменяют двумя линиями — сплошной основной и сплошной тонкой.
Резьбы подразделяются по расположению на поверхности детали на наружную и внутреннюю.
1.3.1. Условное изображение резьбы на стержне
Рис.1.3.1.1
Наружная резьба на стержне (рис.1.3.1.1) изображается сплошными основными линиями по наружному диаметру и сплошными тонкими — по внутреннему диаметру, а на изображениях, полученных проецированием на плоскость, перпендикулярную оси стержня, тонкую линию проводят на 3/4 окружности, причем эта линия может быть разомкнута в любом месте (не допускается начинать сплошную тонкую линию и заканчивать ее на осевой линии). Расстояние между тонкой линией и сплошной основной не должно быть меньше 0,8 мм и больше шага резьбы, а фаска на этом виде не изображается. Границу резьбы наносят в конце полного профиля резьбы (до начала сбега) сплошной основной линией, если она видна. Сбег резьбы при необходимости изображают сплошной тонкой линией.
Рис.1.3.1.2?
Из технологических соображений на части детали (стержня) может быть осуществлен недовод резьбы. Суммарно недовод резьбы и сбег представляют собой недорез резьбы (ГОСТ 10548-80). Размер длины резьбы указывается, как правило, без сбега.
1.3.2. Условное изображение резьбы в отверстии
Рис.1.3.2.1
Внутренняя резьба — изображается сплошной основной линией по внутреннему диаметру и сплошной тонкой — по наружному. Если при изображении глухого отверстия, конец резьбы располагается близко к его дну, то допускается изображать резьбу до конца отверстия. Резьбу с нестандартным профилем следует изображать.
1.3.3. Условное изображение резьбы в сборе
Рис.1.3.3.1
На разрезах резьбового соединения в изображении на плоскости, параллельной его оси в отверстии, показывают только ту часть резьбы, которая не закрыта резьбой стержня.
Штриховку в разрезах и сечениях проводят до сплошной основной линии, т.е. до наружного диаметра наружной резьбы и внутреннего диаметра внутренней.
1.4. Условное изображение резьб
Таблица 1.4.1
| Тип резьбы | Условное обозначение типа резьбы | Размеры, указываемые на чертеже | Обозначение резьбы на чертежах | |||
на изображениях в плоскости, параллельной оси резьбы | на изображениях в плоскости, перпендикулярной оси резьбы | |||||
на стержне | В отверстии | на стержне | В отверстии | |||
| Метрическая с крупным шагом ГОСТ 9150-81 | M | Наружный диаметр (мм) | ||||
| Метрическая с мелким шагом ГОСТ 9150-81 | M | Наружный диаметр и шаг резьбы (мм) | ||||
| Трапецеидальная однозаходная ГОСТ 9484-81 (СТ СЭВ 146-78) | Tr | Наружный диаметр и шаг резьбы (мм) | ||||
| Трубная цилиндрическая ГОСТ 6357-81 (СТ СЭВ 1157-78) | G | Условное обозначение в дюймах | ||||
| Коническая дюймовая ГОСТ 6111-52 | K | Условное обозначение в дюймах | ||||
| Трубная коническая ГОСТ 6211-81 (СТ СЭВ 1159-78): наружная и внутренняя | R | Условное обозначение в дюймах | ||||
Для обозначения резьб пользуются стандартами на отдельные типы резьб. Для всех резьб, кроме конических и трубной цилиндрической, обозначения относятся к наружному диаметру и проставляются над размерной линией, на ее продолжении или на полке линии-выноски. Обозначения конических резьб и трубной цилиндрической наносят только на полке линии-выноски.
Резьбу на чертеже условно обозначают в соответствии со стандартами на изображение, диаметры, шаги и т. д.
Метрическая резьба обозначается в соответствии с ГОСТ 9150-81.
Метрическая резьба подразделяется на резьбу с крупным шагом, обозначаемой буквой М с указанием номинального диаметра цилиндрической поверхности, на которой резьба выполнена, например М12, и резьбу с мелким шагом, обозначаемой указанием номинального диаметра, шага резьбы и поля допуска, например М24×2-6g или М12×1-6Н.
При обозначении левой резьбы после условного обозначения ставят LH.
Многозаходные резьбы обозначаются, например трех-заходная, М24×З(P1)LH, где М — тип резьбы, 24 — номинальный диаметр, 3 — ход резьбы, P1 — шаг резьбы. Приведенные обозначения левой и многозаходной резьб могут быть отнесены ко всем метрическим резьбам.
Метрическая коническая резьба обозначается в соответствии с ГОСТ 25229-82. В обозначение резьбы включаются буквы МК. Применяются соединения внутренней цилиндрической резьбы с резьбой наружной конической. Размеры элементов профиля конической и цилиндрической резьб принимаются по ГОСТ 9150-81. Соединение такого типа должно обеспечивать ввинчивание конической резьбы на глубину не менее 0,8l (где l — длина резьбы без сбега). Обозначение внутренней цилиндрической резьбы состоит из номинального диаметра, шага и номера стандарта (например: М20×1,5 ГОСТ 25229-82).
Рис.1.4.1
Соединение внутренней цилиндрической резьбы с наружной конической (рис.1.4.1) обозначается дробью М/МК, номинальным диаметром, шагом и номером стандарта: М/МК 20×1,5LH ГОСТ 25229-82. При отсутствии особых требований к плотности соединений такого рода или при применении уплотнений для достижения герметичности таких соединений номер стандарта в обозначении соединений опускается, например: М/МК 20×1,5 LH.
Поле допуска среднего диаметра внутренней цилиндрической резьбы должно соответствовать 6Н по ГОСТ 16093-81, а предельное отклонение внутреннего диаметра и среза впадин внутренней цилиндрической резьбы принимается в пределах: верхнее предельное отклонение (+0,12) -г- (+0,15), а нижнее предельное отклонение равняется 0.
Трубная цилиндрическая резьба. Условное обозначение резьбы состоит из буквы G, обозначения размера резьбы, класса точности среднего диаметра (А или В). Для левой резьбы применяется условное обозначение LH. Например, G1½LH-В-40 длина свинчивания, указываемая при необходимости.
Соединение внутренней трубной цилиндрической резьбы класса точности А с наружной трубной конической резьбой по ГОСТ 6211-81 обозначается следующим образом: например, G/Rp-1½-А.
При обозначении посадок в числителе указывается класс точности внутренней резьбы, а в знаменателе — наружной. Например: G 1½-А/В.
Трубная коническая резьба. В обозначение резьбы входят буквы: R — для конической наружной резьбы, Rc — для конической внутренней резьбы, Rp — для цилиндрической внутренней резьбы и обозначение размера резьбы. Для левой резьбы добавляются буквы LH. Условный размер резьбы, а также ее диаметры, измеренные в основной плоскости, соответствуют параметрам трубной цилиндрической резьбы, имеющей тот же условный размер. Поэтому детали с трубной конической резьбой достаточно часто применяются в соединениях с деталями с трубной цилиндрической резьбой, что обеспечивает достаточно высокую герметичность соединений. Резьбовые соединения обозначаются в виде дроби, в числителе которой указывается буквенное обозначение внутренней резьбы, а в знаменателе — наружной. Пример обозначения:
G/R * 1½ — A
— внутренняя трубная цилиндрическая резьба класса точности А по ГОСТ 6357-81.
Трапецеидальная резьба. Условное обозначение трапецеидальной резьбы состоит из букв Тr, номинального диаметра, хода Рn и шага Р. Например: Tr20×4LH-8H, где LH — обозначение левой резьбы, 8Н — основное отклонение резьбы.
При необходимости вслед за основным отклонением резьбы указывается длина свинчивания L (в мм). Например: Тг40×6-8g-85; 85 — длина свинчивания.
Резьба упорная. Обозначение резьбы состоит из буквы S, номинального диаметра, шага и основного отклонения S80×10-8Н.
Для левой резьбы после условного обозначения резьбы указывают буквы LH.
Для многозаходной резьбы вводят дополнительно значение хода совместно с буквой Р и значение шага. Так, двухзаходная резьба с шагом 10 мм обозначается S80×2(P10).
Прямоугольная резьба не стандартизована. При изображении прямоугольной резьбы рекомендуется вычерчивать местный разрез, на котором проставляют необходимые размеры.
Специальные резьбы. Если резьба имеет стандартный профиль, но отличается от соответствующей стандартной резьбы диаметром или шагом, то резьба называется специальной. В этом случае к обозначению резьбы добавляется надпись Сп, а в обозначении резьбы указываются размеры наружного диаметра и шага резьбы, например: Сп.М19×1Д Резьба с нестандартным профилем изображается так, как это представлено в п.9 табл.1, с нанесением размеров, необходимых для изготовления резьбы.
Типы резьбы и их преимущества
Зажимные винты бывают разных форм. Существуют стандартные резьбы, резьбы ACME, контрфорсы и квадратные резьбы. Каждая из этих резьб может использоваться в зажимах и тисках по разным причинам.
Стандартная резьба
Pros
- Увеличенный внутренний диаметр (диаметр вала)
- Повышенная прочность
- Увеличенная линейная сила для равного крутящего момента
- Уменьшенное линейное срабатывание на оборот
- Технологичность
- Принятые стандартные размеры
- Может использоваться с готовыми компонентами
Минусы
- Медленная скорость зажима
- Большее количество витков на осевое расстояние
- Уменьшенная прочность резьбы в зависимости от размера резьбы
Квадратная резьба
Pros
- Меньшее количество резьб на осевое расстояние
- Увеличенная скорость зажима
- Низкое трение
- Высокая эффективность передачи мощности
Минусы
- Уменьшенный внутренний диаметр
- Пониженная прочность
- Уменьшенное сечение впадины резьбы
- Подвержен износу и зачистке резьбы
- Трудно в производстве
- Значительно увеличенная стоимость
- Нет строгого стандарта размеров
- Обычно требуются дорогостоящие нестандартные компоненты
Резьба ACME
Pros
- Увеличенная скорость зажима
- Меньшее количество витков на осевое расстояние
- Технологичность
- Увеличенная способность к сдвигу резьбы
Минусы
- Уменьшенный диаметр и прочность вала
- Большая стоимость
- Слабый стандартный размер
Контрфорсная резьба
Плюсы
- Увеличенная скорость зажима
- Меньшее количество витков на осевое расстояние
- Высокая прочность резьбы в одном направлении
- Наибольшая способность к сдвигу резьбы
Минусы
- Предназначен только для загрузки в одном направлении
Стандартные резьбы | Унифицированный стандарт резьбы (UTS)
Стандартная резьба обычно имеет увеличенное количество витков на дюйм, что снижает линейное движение винта на один оборот винта по сравнению с резьбой ACME, Square и Buttress. Однако стандартная резьба обычно имеет увеличенный диаметр стержня, что обеспечивает повышенную прочность. Стандартные резьбы включают грубые, тонкие и сверхтонкие вариации. Стандартные резьбы с увеличенным количеством витков на дюйм также допускают повышенную линейную силу при том же крутящем моменте по сравнению с резьбой Square, ACME или Buttress.
Крупная резьба (UNC)
Крупная резьба или резьба UNC имеет наименьшее количество витков на осевую длину по сравнению со всеми стандартными витками. Это означает, что гайка будет двигаться линейно дальше за каждый оборот. Это означает, что зажим с этим типом винта будет затягиваться быстрее. Недостатком является то, что из-за большого размера резьбы уменьшается диаметр вала, что приводит к снижению прочности вала. Увеличенный размер резьбы увеличивает прочность резьбы на сдвиг.
Мелкая резьба (UNF)
Мелкая резьба или резьба UNF имеет большее количество витков на осевую длину по сравнению с крупной резьбой. Мелкая резьба обеспечивает повышенную прочность за счет большего диаметра вала, но затягивается медленнее.
Сверхмелкая резьба (UNEF)
Сверхмелкая резьба или резьба UNEF имеет большее количество витков на осевую длину по сравнению с мелкой резьбой. Резьба Extra Fine обеспечивает наибольшую прочность благодаря наибольшему диаметру стержня, но затягивается медленнее. Другим потенциальным недостатком является то, что сверхтонкая резьба может потенциально привести к проблемам с допуском из-за того, насколько мала их резьба.
Резьба с радиусом впадины (UNJC, UNJF, UNJEF)
Стандартная резьба имеет квадратный корень на внутреннем диаметре резьбы, как показано на изображении. Однако узкий угол имеет тенденцию создавать высокие концентрации напряжений и может привести к срыву резьбы винта. Чтобы предотвратить это, на резьбах UNJ используется радиус корня, который устраняет концентрацию высоких напряжений, обеспечивая галтель или закругленный угол. Чтобы предотвратить проблемы со столкновением и при этом обеспечить адекватное перекрытие резьбы между внутренней и внешней резьбой, радиус впадины требуется только для внешней резьбы, резьбы на винте.
Квадратная резьба
Квадратная резьба обычно используется в качестве ходового винта из-за большей эффективности по сравнению с резьбой ACME, а также меньшего количества витков резьбы на дюйм. Квадратная резьба позволяет снизить потери мощности на трение
Из-за меньшей технологичности и прочности квадратной резьбы по сравнению с резьбой ACME они реже используются в зажимах и тисках, а вместо этого используются в более промышленных приложениях силовой передачи, где повышена эффективность важнее всего.
Резьба ACME
Резьба ACME обычно используется в зажимах, тисках и линейных приводах. Основным преимуществом резьбы ACME является небольшое количество витков на дюйм. Это позволяет резьбе ACME обеспечивать повышенное линейное срабатывание на один оборот винта, что аналогично квадратной резьбе. Разница между квадратной резьбой и резьбой ACME заключается в угловом основании резьбы ACME. Угловой корень позволяет легче изготавливать резьбу ACME по сравнению с квадратным корнем из квадратной резьбы. Корень резьбы ACME также больше, что обеспечивает повышенную прочность, предотвращая зачистку и износ резьбы. Следует отметить, что типичным управляющим механизмом отказа винта является крутильный сдвиг, который основан на меньшем диаметре винта, а не на типе резьбы.
Винты ACME сильно модифицируются, так как они нарезаются одноточечным инструментом, что означает отсутствие общепринятого стандарта, регулирующего конструкцию резьбы ACME. Производители много раз укорачивают резьбу ACME до заглушки, чтобы увеличить внутренний диаметр винта и, в свою очередь, обеспечить повышенную прочность. Однако, поскольку можно уменьшить высоту резьбы без каких-либо проблем, стандартная мелкая резьба обычно имеет больший внутренний диаметр и, следовательно, обеспечивает большую прочность.
Контрфорсная резьба
Контрфорсная резьба специально разработана для восприятия больших осевых усилий в одном направлении . Контрфорсная резьба также обычно имеет большее количество витков на дюйм, что позволяет увеличить линейное движение винта на один оборот винта, аналогично резьбе ACME и квадратной. Контрфорсная резьба так же эффективна, как и квадратная резьба, в том направлении, в котором она предназначена для приложения нагрузки, и при этом ее легче изготовить.
Методы изготовления
Нарезка резьбы
Pros
- Низкая стоимость инструмента
- Подходит для небольших объемов и прототипов винтов
- Может использоваться для изготовления квадратной резьбы
Минусы
- Более высокая стоимость винта
- Пониженная прочность по сравнению с накатанной резьбой
Нарезанная резьба имеет меньшие первоначальные затраты, поскольку ее можно нарезать на самых разных станках. Это делает механическую обработку резьбы предпочтительным методом производства для небольших объемов и прототипов.
Квадратная резьба также может быть обработана только механическим способом, и ее трудно обрабатывать из-за отсутствия заднего угла.
Катаная резьба
Pros
- Высокая производительность
- Низкая стоимость винта при больших объемах
- Повышенная прочность и усталостная долговечность
Минусы
- Высокая начальная стоимость
- Требуются большие объемы производства
- Оставляет радиус корня
- Необходимо предусмотреть в конструкции зазор
- Также можно отметить как профи, так как увеличивает силу
Накатка резьбы имеет много преимуществ по сравнению с нарезкой резьбы, включая высокую производительность, повышенную прочность и долговечность, а также меньшую стоимость одного винта.
Недостатком накатывания резьбы являются высокие первоначальные затраты на инструменты и настройку, из-за чего для накатки резьбы требуются большие объемы производства. Другим потенциальным недостатком является то, что накатывание резьбы оставляет закругленный хвостовик или радиус хвостовика винта, что необходимо учитывать при определении расчетного зазора между винтом и тем, что он приводит в движение. Однако радиус впадины обеспечивает повышенную прочность и устойчивость к износу за счет устранения концентрации высоких напряжений в основании резьбы.
Резьба Dimide
Винт является наиболее важным компонентом зажима. Винт — это то, что преобразует крутящий момент в усилие зажима. Многое необходимо для того, чтобы винты Dimide были долговечными.
Прочность
Во-первых, чтобы получить прочность, необходимую для нагрузки ударным гайковертом без затрат на проезд через крышу, мы используем стандартную мелкую или сверхтонкую резьбу. Эти резьбы позволяют максимально увеличить меньший диаметр для обеспечения наибольшей прочности винта. Затем мы используем увеличенный объем, чтобы обеспечить накатанную резьбу, обеспечивающую еще большую прочность и долговечность. Накатанная резьба также обеспечивает радиус впадины, предотвращающий сдирание резьбы, что обеспечивает повышенную прочность винта. Выбранный винт обеспечивает большую прочность резьбы на сдвиг по сравнению с прочностью вала, что обеспечивает более очевидный механизм отказа для обеспечения безопасности при зажиме важных компонентов. Тем не менее, до того, как винт выйдет из строя, зажим был спроектирован таким образом, чтобы показать изгиб боковой пластины. Конструкция была протестирована на весь срок службы с ударными шуруповертами 1/4 дюйма, и вопросы прочности требуются только для тех, кто заинтересован в дополнительной нагрузке сверх 2000 фунтов, которые обеспечивают электрические ударные гайковерты. Dimide также предлагает зажим серии HD, который совместим с более мощными электрическими ударными гайковертами 1/2″, которые обеспечивают усилие зажима более 5000 фунтов.
Скорость
Чтобы компенсировать малую скорость тонкой и сверхтонкой резьбы, Dimide использует систему привода талрепа вместе с конфигурацией, позволяющей увеличить скорость затяжки. С помощью этой системы Dimide обеспечивает скорость затягивания намного быстрее и сильнее, чем любой винт с крестообразной, контрфорсной или квадратной резьбой. Зажим Dimide обеспечивает затяжку на один дюйм за 4–6 оборотов винта. Чтобы получить эквивалентную скорость затяжки, для хомутов C или F потребуется использовать винт ACME диаметром 1 дюйм, который будет значительно дороже.
Совместимость с ударными инструментами
Если скорость ручной затяжки димидного зажима была недостаточно высокой, все усилия, затраченные на создание высокопрочного винта, позволили обеспечить совместимость с ударным ключом и гаечным ключом. Это обеспечивает практически мгновенный зажим с высокой силой.
Материал
В винте Dimide также используется высокопрочная закаленная хромомолибденовая сталь для обеспечения характеристик и долговечности, которыми стали известны наши ударопрочные зажимы.
Когда использовать фитинги BSP, JIC, упорную проволоку и фитинги с торцевым уплотнением
Крайне важно знать различные типы резьбы и формы уплотнения гидравлических фитингов. Хотя существует множество гидравлических фитингов и соединителей, существуют стандарты для соединения этих продуктов с трубой. Этот документ поможет понять, что и где использовать наиболее популярные соединения, такие как BSP, JIC, соединения с упорной проволокой и торцевым уплотнением.
Типы резьбы BSP и NPT
Два самых популярных типа резьбы в мире — это British Standard Pipe (BSP) и National Pipe Taper (NPT). Они являются международным стандартом для соединения фитингов и труб. Однако следует отметить разницу между этими стилями резьбы.
Резьба BSP
BSP основана на стандартной резьбе ISO 228 и Whitworth. Резьба BSP входит в число технических стандартов, принятых на международном уровне для соединения и герметизации труб и фитингов.
Стандарт BSP включает стандартную резьбу Уитворта, которая была разработана в 1841 году как первый в мире стандарт резьбы. Хотя он входит в число технических стандартов резьбы, он чрезвычайно популярен во всем мире для соединения труб и фитингов.
Резьба NPT
Родственниками NPT являются National Pipe Straight Mechanical (параллельная резьба NPSM), которые являются стандартом США для соединения труб и фитингов. Но хотя они оба являются стандартами трубной резьбы, они не взаимозаменяемы.
Различия
Резьбы BSP и NPT больше связаны с тем, где, чем с чем, что является важным отличием. В то время как NPT преобладает в США и Канаде, BSP является основным стандартом в Великобритании, Европе, Азии, Австралии, Новой Зеландии, Южной Африке и многих других странах. Резьбы NPT и BSP не являются взаимозаменяемыми из-за различий в формах резьбы. Резьба NPT заострена в пиках и впадинах, где BSP закруглены. В частности, угол резьбы NPT составляет 60 градусов, а угол резьбы BSP — 55 градусов. Несмотря на то, что это было опробовано, всегда возникают проблемы при попытке вставить охватываемую форму NPT в охватывающую форму BSPP. Неодинаковый шаг приведет к смещению резьбы, что приведет к утечке жидкости и даже к катастрофическому отказу под давлением.
Цилиндрическая резьба BSPP и коническая резьба BSPT
Как указано, резьба BSP основана на британском стандарте Whitworth (BSW), который представляет собой стандарт винтовой резьбы на основе британских единиц. Резьба BSW была разработана Джозефом Уитвортом в 1841 году и позже принята в качестве британского стандарта. Резьба Уитворта была первым в мире национальным стандартом винтовой резьбы, что привело к огромной популярности BSP.
Существует два типа резьбы BSP:
- Цилиндрическая резьба BSP
- Коническая резьба BSP
Британская параллельная резьба часто упоминается как резьба «G», в то время как британская коническая резьба упоминается как резьба «R». Каждый измеряется в номинальных размерах, а резьба измеряется в нитях на дюйм.
Фитинги и переходники с цилиндрической резьбой BSPP
Фитинги и переходники с цилиндрической резьбой для труб Британского стандарта (BSPP) на сегодняшний день являются наиболее популярными и широко используются на рынках Великобритании, Европы, Азии, Австралии, Новой Зеландии и Южной Африки. . Их популярность обусловлена не только тем, что они являются первой стандартной резьбой, но и отличными герметизирующими свойствами и простотой установки. Их обычно можно увидеть на концах шлангов, адаптерах или портах, когда они установлены с уплотнительными кольцами или стопорными кольцами.
Эти фитинги с параллельной резьбой уплотняются при помощи вклеенного кольца. Это клеевое кольцевое уплотнение вдавливается между заплечиком охватываемого фитинга и лицевой стороной охватывающего элемента, создавая надежное герметичное уплотнение. Кроме того, манометры BSPP имеют более длинную наружную резьбу и используют медную разжимную шайбу, которая зажата между нижней частью охватываемого фитинга и нижней частью внутреннего отверстия BSPP, образуя герметичное уплотнение. Эффективность посадки с резьбой BSPP не требует резьбовых герметиков для обеспечения превосходного соединения.
Фитинги и адаптеры BSPT
Фитинг с конической резьбой обычно герметизируется за счет заклинивания резьбы металл-металл. Однако уплотнение выполнено с помощью уплотнительного кольца или приклеенной шайбы. Фитинги и переходники British Standard Pipe Tapered (BSPT) в первую очередь предназначены для посадки в обработанную точечную поверхность, когда секция заготовки «облицовывается», обеспечивая гладкую, плоскую, точно расположенную поверхность, часто при черновой отливке.
Эти фитинги обеспечивают наилучшее уплотнение при сборке со смазкой или герметиком для образования герметичного соединения. Оба типа резьбы BSP используются в гидравлических системах от нефтегазовой промышленности до тяжелого оборудования и промышленного оборудования
Номинальные значения давления адаптера BSP
В таблице ниже представлены расчетные рабочие давления. Перечисленные значения давления являются ориентировочными и не являются спецификацией или стандартными значениями.
Примечание: номинальное давление адаптера применимо только к размеру отверстия
Рабочее давление является идеальным максимальным давлением для применения.
Пробное давление — это максимальное давление, которое может быть приложено к устройству без изменения его характеристик в пределах спецификации. Избыточное давление — это давление, при котором устройство, скорее всего, лопнет.Как и другие типы фитингов, фитинги BSP имеют широкий спектр применения и изготавливаются из самых разных материалов. В дополнение к стали, нержавеющей стали, другим сплавам и латуни фитинги с резьбой BSP подходят для применений, в которых используются чугун, бронза или пластмассы, такие как ПТФЭ, ПВХ и нейлон.
Упорные фитинги
Упорные тросы представляют собой небольшие жесткие проволоки, вставляемые в отверстия гайки или фитинга, что обеспечивает повышенную прочность соединения. Фитинги с нажимной проволокой соответствуют стандарту BSP (испытательное давление 8000 фунтов на кв. дюйм) или JIC (испытательное давление 6000 фунтов на квадратный дюйм) и специально используются в приложениях с высоким давлением и высокой вибрацией. Эти специальные фитинги являются одними из самых прочных и надежных на рынке.
Несмотря на то, что они не так популярны, как многие другие конфигурации фитингов из-за дополнительных этапов установки, они по-прежнему очень применимы в местах с высокой вибрацией. Они изготавливаются из высококачественной углеродистой или нержавеющей стали, в зависимости от давления и жидкой или газовой среды.
Они изготавливаются с локальной индукционной закалкой для повышения прочности на поверхностях, которые могут подвергаться высоким нагрузкам крутящего момента. Это позволяет фитингам с упорной проволокой выдерживать более высокие моменты затяжки и внутренний износ.
Независимо от их способности выдерживать более высокие давления, упорные тросы могут быть выброшены из узла, что может привести к катастрофическому отказу. В сейф-
защищает сборку, после того как вставлен упорный трос, отверстие должно быть деформировано, чтобы трос из
не выскальзывал из-под вибрации.
Тросовые фитинги обычно используются в строительном, сельскохозяйственном, нефтегазовом и горнодобывающем оборудовании из-за повторяющихся вибраций. Они также могут быть очень эффективными в промышленном оборудовании или в любом другом месте, где шланг в сборе часто приводится в действие, особенно при более высоких давлениях.
Фитинги типа «банджо»
Фитинги типа «банджо» в основном используются в пневматических системах низкого давления. Они состоят из полого болта и сферического соединения для перекачки жидкости. Их название происходит от формы фитинга, который имеет большое круглое сечение, соединенное с более тонкой трубкой, что напоминает форму банджо. Фитинги банджо обычно изготавливаются из углеродистой стали; однако, в зависимости от применения, они могут быть изготовлены из других материалов.
В отличие от стандартных трубных фитингов, фитинги банджо не нужно поворачивать относительно основного фитинга. Это снижает вероятность повреждения шланга из-за скручивания при повороте фитинга на место и позволяет регулировать направление выхода трубы относительно фитинга, где резьба может быть затянута независимо.
Common applications for banjo fittings include:
- Brake caliper connectors
- Carburetor connectors
- Hydraulic clutch systems
- Hydraulic power systems
- Power steering fluid connections
- Turbo charger oil feeds
- Variable valve timing systems
В последнее время они используются в дозаторах топлива для систем селективного каталитического восстановления (SCR). SCR — это передовая технология активного контроля выбросов, при которой жидкий восстановитель впрыскивается в поток выхлопных газов дизельного двигателя через специальный катализатор. Технология SCR позволяет снизить выбросы оксидов азота до 90 процентов.
Фитинги AN
Армейский флот (AN) — это стандарт авиационной конструкции ВВС и ВМФ для использования в военной авиации США. Фитинги AN соответствуют строгим стандартам производительности, принятым в аэрокосмической промышленности. Со временем фитинги AN стали популярны среди большинства производителей оригинального военного оборудования (OEM) и подрядчиков США. Вскоре они стали популярными в гражданских целях, но их часто ошибочно принимали за 37-градусный фитинг Общества автомобильных инженеров (SAE). К середине 19В 2000-х многие размеры 37-градусных фитингов стали широко использоваться на традиционных промышленных рынках, и их часто путали со стандартом AN, что создавало серьезные заблуждения на рынке.
Фитинги JIC
Стремясь устранить путаницу со строгими стандартами фитингов AN и стандартизировать их во всех производственных отраслях, Объединенный промышленный совет (JIC) установил стандарты спецификаций для фитингов. Наиболее распространенным является 37-градусный фитинг JIC. Эта спецификация JIC имеет несколько более низкий класс качества резьбы, чем военные стандарты резьбы (например, фитинги AN), но значительно дешевле и идеально подходит для общего применения.
Впоследствии SAE также приняла стандарт JIC. Сегодня фитинги JIC соответствуют стандартам SAE J514 и MIL-DTL-18866 и обычно изготавливаются из прутка, кованой углеродистой стали, кованой нержавеющей стали, кованой латуни, обработанной латуни, монеля и никель-медных сплавов. Эти фитинги используются в приложениях высокого давления до 5000 фунтов на квадратный дюйм с меньшим диаметром отверстия.
Большинство специалистов, работающих с гидравлическими системами, согласны с тем, что 37-градусные фитинги JIC (или SAE), как правило, взаимозаменяемы с фитингами AN. Однако важно помнить, что фитинги JIC неприемлемы для военной авиации или аэрокосмической отрасли. 37-градусные фитинги и адаптеры JIC (или SAE) предназначены для промышленного, строительного и сельскохозяйственного оборудования, а также для других тяжелых машин, работающих с материалами.
Гидравлические трубные фитинги, изготовленные в соответствии с J514/MIL-DTL-18866, включают торцевое уплотнение с раструбом 37° и фитинги без раструба 24°. Именно здесь фитинги с торцевым уплотнительным кольцом (ORFS) соответствуют требованиям SAE J1453 и ISO 8434-3. Эти спецификации относятся к переходным соединениям, заглушкам и трубным фитингам. Фитинги и адаптеры J514 часто изготавливаются из стали для применения в диапазоне от 1500 до 6000 фунтов на квадратный дюйм. Эти герметичные полнопроходные соединительные фитинги используются в различных гидравлических системах, таких как подача топлива и гидравлические системы.
Фитинги ORFS
Фитинги ORFS очень популярны и надежны для гидравлических и трубных соединений. Соединение ORFS обеспечивает очень надежное уплотнение благодаря эластомерному уплотнительному кольцу. Это один из лучших вариантов герметичного уплотнения.
Разработанные для устранения утечек в гидравлических системах высокого давления, фитинги ORFS имеют уплотнительное кольцо на лицевой стороне фитинга, отсюда и название. Изготовленные по стандарту SAE J1453, соединения ORFS обычно используют Buna-N или Viton, 90 Уплотнительные кольца по дюрометру, которые входят в канавку на лицевой стороне фитинга. Фитинги ORFS обеспечивают герметичную замену трубных фитингов SAE с раструбом на 37 градусов, исключая гидравлические утечки при правильном использовании. Когда соединение затягивается, уплотнительное кольцо сжимается на плоской поверхности
Лицевая втулка, припаянная к концу трубы. Это создает уплотнение металл-металл с барьером от утечек, обеспечиваемым уплотнительным кольцом. Конструкция втулки с плоской поверхностью также исключает скручивание трубки и обеспечивает поддержку во время сборки.
Фитинги ORFS устраняют утечки в гидравлических системах при рабочем давлении до 6000 фунтов на квадратный дюйм. Они разработаны специально для применений, где эластомерные уплотнения приемлемы для предотвращения утечек и отклонений в процедурах сборки. Фитинги легко соединяются с трубками различных марок с помощью пайки серебряным припоем. Кроме того, фитинги ORFS можно легко разобрать и собрать в полевых условиях, что упрощает замену уплотнительного кольца или всего узла.
SAE J1453 Фитинги ORFS широко используются в гидравлических линиях тяжелой техники для бездорожья и во многих других случаях, когда существует значительная вибрация и частое срабатывание компонентов. В этих приложениях важно уменьшить или устранить количество потенциальных точек утечки. Спецификация SAE J1453 для фитингов ORFS охватывает размеры, резьбу, корпус фитинга и материалы уплотнительных колец. Он также охватывает требования к производительности для использования в гидравлических системах, а также поверхность контакта уплотнительного кольца и гайки в узлах штока шланга.
Многие приложения, в которых используются фитинги ORFS вместо фитингов с металлическими уплотнениями, позволяют производителям продлить гарантийные сроки на оборудование из-за уменьшения возможных точек утечки.
Заключение
При использовании популярного типа резьбы и формы уплотнения все зависит от расположения, а не от того, что лучше. Например, фитинги с резьбой BSP и NPT являются высокоэффективными и надежными типами гидравлических фитингов. В то время как в Америке есть OEM-производители, отдающие предпочтение NPT, во всем мире есть и другие OEM-производители, использующие BSP. Те OEM-производители, которые поддерживают международные рынки, будут использовать наиболее популярный тип фитингов для этого рынка. Они делают это не потому, что это обязательно превосходящая связь.
Они делают это в целях послепродажного обслуживания. Понимание применения BSP, JIC, упорной проволоки и торцевых уплотнений необходимо OEM-производителям, чтобы действительно обслуживать свой рынок. Чтобы узнать больше о типах фитингов, которые предлагает Brennan, посетите университетский раздел «Фитинги 101», чтобы увидеть все стили.
ИСТОЧНИКИ:TCH Industries
Gregg Distributors LP
Индексная зажимная Т-образная рукоятка с поворотной упорной пластиной — черный серый, наружная резьба (WDS 8244)
- Нет мин. стоимость или количество заказа
- Нажмите и соберите доступные
- 3D модели всех товаров
WDS8244
Цена за единицу
- 1+ 4,39 доллара США
- 11+ 4,17 доллара США – Экономия 5%
- 50+ $3,97 – Экономия 10%
Для больших количеств запросите предложение.
Выберите размер
8244-2530615BGP8244-2530620BGP8244-2530625BGP8244-2530635BGP8244-2530645BGP8244-2680615BGP8244-2680620BGP8244-2680625BGP8244-2680635BGP8244-2680645BGP8244-2680820BGP8244-2680825BGP8244-2680835BGP8244-2680845BGP8244-2680855BGP8244-27
Выбранный размер: 8244-2530615BGP
Все цены указаны без НДС
Доступные модели CAD
Войдите или зарегистрируйтесь, чтобы загрузить 3D-модели для этого продукта
Фиксирующая Т-образная рукоятка с поворотным упором — черно-серая наружная резьба (WDS 8244)
В наличии
Цена за единицу товара
- 1+ $4,39
- 11+ $4,17
- 50+ $3,97
Ваша корзина
| № WDS | Гарантированный запас | Д | Д1 | Д2 | Х | л | И1 | Л2 | Вес | Кол-во | Купить | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 8244-2530615BGP | <10 | М6 | 14,5 | 15 | 25 | 53 | 20 | 7 | 0,03 | Количество | ||
| 8244-2530620BGP | <10 | М6 | 14,5 | 15 | 25 | 53 | 25 | 7 | 0,03 | Количество | ||
| 8244-2530625BGP | <10 | М6 | 14,5 | 15 | 25 | 53 | 30 | 7 | 0,03 | Количество | ||
| 8244-2530635BGP | <10 | М6 | 14,5 | 15 | 25 | 53 | 40 | 7 | 0,03 | Количество | ||
| 8244-2530645BGP | <10 | М6 | 14,5 | 15 | 25 | 53 | 50 | 7 | 0,03 | Количество | ||
| 8244-2680615BGP | <10 | М6 | 19,5 | 15 | 32 | 68 | 20 | 7 | 0,05 | Количество | ||
| 8244-2680620BGP | <10 | М6 | 19,5 | 15 | 32 | 68 | 25 | 7 | 0,05 | Количество | ||
| 8244-2680625BGP | <10 | М6 | 19,5 | 15 | 32 | 68 | 30 | 7 | 0,05 | Количество | ||
| 8244-2680635BGP | <10 | М6 | 19,5 | 15 | 32 | 68 | 40 | 7 | 0,05 | Количество | ||
| 8244-2680645BGP | <10 | М6 | 19,5 | 15 | 32 | 68 | 50 | 7 | 0,05 | Количество | ||
| 8244-2680820BGP | <10 | М8 | 19,5 | 19 | 32 | 68 | 27 | 9 | 0,05 | Количество | ||
| 8244-2680825BGP | <10 | М8 | 19,5 | 19 | 32 | 68 | 32 | 9 | 0,06 | Количество | ||
| 8244-2680835BGP | <10 | М8 | 19,5 | 19 | 32 | 68 | 42 | 9 | 0,06 | Количество | ||
| 8244-2680845BGP | <10 | М8 | 19,5 | 19 | 32 | 68 | 52 | 9 | 0,06 | Количество | ||
| 8244-2680855BGP | <10 | М8 | 19,5 | 19 | 32 | 68 | 62 | 9 | 0,06 | Количество | ||
| 8244-27 | BGP | <10 | М10 | 22,5 | 25 | 37 | 79 | 28 | 10 | 0,08 | Количество | |
| 8244-27 | BGP<10 | М10 | 22,5 | 25 | 37 | 79 | 33 | 10 | 0,09 | Количество | ||
| 8244-27 | BGP<10 | М10 | 22,5 | 25 | 37 | 79 | 43 | 10 | 0,09 | Количество | ||
| 8244-27 | <10 | М10 | 22,5 | 25 | 37 | 79 | 53 | 10 | 0,09 | Количество | ||
| 8244-27BGP | <10 | М10 | 22,5 | 25 | 37 | 79 | 63 | 10 | 0,1 | Количество |
Часы работы: с понедельника по четверг: с 8:00 до 17:30 и в пятницу с 8:00 до 16:30 по Гринвичу
Чтобы использовать этот сайт по назначению, на вашем устройстве сохраняются необходимые файлы cookie. Некоторые дополнительные файлы cookie отслеживают пользователей анонимно, чтобы показать нам, как улучшить наш сайт, а некоторые предоставляют вам лучший личный опыт. Для получения более подробной информации о наших файлах cookie или для изменения ваших предпочтений см. нашу страницу «Просмотреть нашу политику в отношении файлов cookie».
Принимать только необходимые и анонимные файлы cookie
Понимание нарезания резьбы | ManufacturingTomorrow
Хотя нарезание резьбы используется во многих отраслях промышленности, от крупных турбинных валов до мелкой прецизионной метрической резьбы для индивидуальных проектов обработки, каждый тип резьбы обрабатывается как внутри, так и снаружи, чтобы обеспечить функции для конкретных применений.
Понимание нарезания резьбыАлисса Нутайл | Inlet Tool Inc.
08. 08.17, 07:37
| Обработка и обработка, дизайн и разработка
| винты
С появлением современных технологий можно быстро, точно и эффективно изготавливать нестандартные и прецизионные резьбы, часто независимо от размера. Хотя нарезание резьбы используется во многих отраслях промышленности, от крупных турбинных валов до мелкой прецизионной метрической резьбы для индивидуальных проектов обработки, каждый тип резьбы обрабатывается как внутри, так и снаружи, чтобы обеспечить функции для конкретных приложений.
Источник: Типы резьбы
Унифицированная резьба — это отличный вариант нарезания резьбы для общего использования. Унифицированные резьбы от класса 2 до класса 5 производятся в соответствии со стандартными допусками и спецификациями для различных отраслей и производителей. Экономичные и простые в применении, унифицированные резьбы работают во многих средах, от механических мастерских до автомобильных приложений.
Используя тот же профиль 60°, что и унифицированная резьба, метрическая резьба, измеряемая в миллиметрах, также используется в различных областях. Универсальные прецизионные фрезерные станки с ЧПУ и шлифовальные станки для наружного диаметра позволяют нарезать сверхтонкую метрическую резьбу для авиационных компонентов, способную выдерживать сильные вибрации с минимальным износом, а также крупную резьбу для общестроительных нужд.
Нарезание резьбы Acme имеет множество применений во многих отраслях промышленности, обеспечивая наибольшую передачу мощности по экономичной цене, поскольку резьбу довольно легко фрезеровать с высокой точностью. Угол трапецеидальной резьбы в сочетании с разрезной гайкой устойчив к износу и обеспечивает дополнительную прочность при высоких нагрузках. Торцовая резьба производится в широком диапазоне классов, от базовых до высокоточных, включая центрирующие трапецеидальные резьбы, разработанные с ограниченным диаметральным зазором для поддержания осевого выравнивания при боковой нагрузке. Длинная трапециевидная резьба создает идеальный профиль для приводных труб и домкратов, а короткая резьба используется для штоков клапанов и механизмов рулевого управления.
Использование несущей поверхности резьбы, перпендикулярной оси винта, Контрфорсная резьба предназначена для восприятия чрезвычайно высокой осевой нагрузки в одном направлении. В сочетании с низким коэффициентом трения и высокой прочностью на сдвиг контрфорсная резьба также может противостоять износу при использовании разрезных гаек. Крупная контрфорсная резьба является эффективным вариантом для домкратов, подъемников и гидравлических уплотнений в различных областях, от автомобильной до водопроводной и канализационной.
Трапециевидная резьба фрезерована и работает аналогично трапециевидной резьбе. Трапециевидная резьба, рассчитанная в миллиметрах, имеет широкие возможности настройки, а с помощью программного обеспечения для 2-D и 3-D моделирования фрезерные станки с ЧПУ способны производить трапециевидную резьбу любого стандарта. Применение этой резьбы включает ходовые винты, конвейеры и нарезание резьбы на газовых баллонах.
С боковыми поверхностями резьбы, перпендикулярными оси резьбы, Квадратная резьба обеспечивает самое низкое трение и самый высокий КПД, доступный для силовых винтов, уменьшая износ, поскольку устраняется радиальная нагрузка на сопряженные гайки. Цилиндрические шлифовальные станки с наружным диаметром могут точно нарезать квадратную резьбу любого размера, хотя этот процесс сложнее, чем с трапецеидальной и другими типами резьбы. Резьба квадратного сечения фрезеруется для работы в условиях высоких нагрузок, включая боковую нагрузку, поскольку боковые поверхности резьбы под углом 90 ° исключают заклинивание. Эти качества создают идеальную резьбу для передачи усилия от винтовых домкратов и станков к механическим прессам и тискам.
Обеспечивая прочность и удобство, Многозаходная резьба производится с двойным, тройным или четверным заходом. Дополнительные пуски уменьшают усилие закрытия и расстояние, повышая эффективность и сводя к минимуму износ. Превосходный вариант для гидроизоляции, многозаходная резьба применяется в корабельных валопроводах, затворах больших судов и валопроводах для технического обслуживания предприятий.
Независимо от того, какой тип резьбы может понадобиться вам или вашей компании, Inlet Tool Inc. обладает возможностями обработки и современными технологиями, необходимыми для изготовления точных и нестандартных резьб для вас. Для цитат и дополнительной информации зайдите на их веб-сайт сегодня.
Содержание и мнения в этой статье принадлежат автору и не обязательно отражают точку зрения ManufacturingTomorrow
08.08.17, 07:37 | Обработка и обработка, дизайн и разработка | винты
Другие статьи по обработке и обработке | Истории | Новости
Этот пост не имеет комментариев. Будьте первым, кто оставит комментарий ниже.
Опубликовать комментарий
Прежде чем оставлять комментарии, вы должны войти в систему. Войти сейчас.
Рекомендуемый продукт
Консультации по вопросам производительности и безопасности
Performance Solutions by Milliken — это специализированная группа по консультированию и обучению, которая помогает компаниям добиваться успеха. От цепочки поставок до операций и безопасности — мы стремимся к достижению устойчивых результатов для наших клиентов за счет внедрения целостной операционной системы. Мы верим, что вовлечение всех сотрудников в этот процесс будет систематически преобразовывать вашу компанию, повышать эффективность, раскрывать скрытые возможности и генерировать долгосрочные выгоды. Готовы ли вы заново изобрести свои операции и преобразовать свою организацию? Давайте начнем.
Силовые винты, проектирование, расчет и проверка
MITcalc – Силовые винты, проектирование, расчет и проверкаСодержание:
- Управление и синтаксис
- Информация о проекте
- Теория
- Процесс расчета.
- Кинематика, размеры шнека
- Проверка прочности винтов
- Пример 1
- Пример 2
- Графический выход
- Настройка
- Модификации рабочей книги.
- Список стандартов
Эта программа (алгоритм) используется для проектирования и проверки силовых винтов. Используется для решения следующих задач:
1. Расчет кинематических параметров (скорости, крутящего момента, оборотов и выходной мощности…)
2. Простой выбор/определение силового винта (метрический, квадратный, трапециевидный. ..)
3. Проверка винтов на растяжение/давление, осевое усилие, изгиб, коробление и критические обороты.
4. Программа содержит таблицу материалов, нитей и коэффициентов трения.
5. Поддержка 2D CAD систем.
Расчет основан на данных, процедурах и алгоритмах из специальной литературы и стандартов AGMA, ISO, DIN и BS.
Список стандартов: ISO 68-1,
68-2,
ИСО 724, ИСО 965, ИСО
2904: 1977, DIN 513, ЧСН 01 4050, ЧСН 01
4052, ANSI/ACME B1.5-1977, ANSI/ACME B1.9-1973, ASME B1.1-2003, IS 4694-1968….
Литература: Проектирование машиностроения (Konstruování strojních součástí), Учебник по проектированию машин, Справочник по машиностроению, 26-е издание, Части и механизированные конструкции.
Пользовательский интерфейс.
Скачать.
Покупка, Прайс-лист.
Информацию о синтаксисе и управлении вычислением можно найти в проверка документов, структура и синтаксис вычислений».
Информация о назначении, использовании и контроле пункта Информация о проект » можно найти в документе “Информация по проекту».
Силовые винты используются для преобразования вращательного движения в поступательное (в некоторых случаях из поступательного во вращательное движение). Они используются в качестве направляющих винтов для токарных станков, тисков, прессов, подъемников и т. д.
Для силовых винтов используются несколько типов резьбы, например:
A. Метрическая/UNC, UNF, UNEF – самая распространенная резьба. Производится в двух/трехмерных стандартизированных сериях. Они маркируются буквой М и большим диаметром резьбы — например: М24 (точнее Размер — UNC-x, где x — количество витков резьбы на дюйм). Он используется для силовых винтов, но только в ограниченной степени из-за
из-за большого угла резьбы. Он подходит для позиционирования или для механизмов, которые несут небольшие нагрузки.
B. Квадратная резьба – Не нормируется, не имеет установленной маркировки и размеры профиля резьбы должны быть указаны подробно. Требовательность к производству, точность… Используется для слабонагруженных механизмов с ручным управлением.
С. Резьба трапециевидная – Имеет профиль в форме равнобедренной трапеции и применяется для привода подач машин, кареток, силовых подъемников и т.п. Маркируется буквами Тр, с указанием наружного диаметра и шага . (Тр 22 х 8). Дюймовые резьбы маркируются по наружному (номинальному) диаметру, количеству витков резьбы на дюйм и профиль(1.750-4-ACME-…). Это наиболее часто используемая резьба для силовых винтов. Это дает преимущество, когда сжимающая сила используется в обоих направлениях.
D. Контрфорсная грубая нить — используется так же, как и равнобедренная нить. Только его профиль имеет форму неравной трапеции. Маркируется буквой S, наружным диаметром и шагом. Используется для шнеков, которые несут большие нагрузки в одном направлении (экструдеры, прессы, силовые подъемники…)
Количество запусков потока
РезьбаRegular Metric / UNC, UNF, UNEF изготавливается как однозаходная (однозаходная) резьба. Силовые винты также производятся с многозаходной резьбой. Многозаходные резьбы имеют больший КПД, более быструю подачу, но теряют способность к самостопорению. См. рисунки, показывающие одинарную, двойную и тройную резьбу с одинаковым шагом стр.
Силы, действующие на силовые винты
Однозаходный, квадратный винт с усилием Q.
Распределение сил, действующих в резьбовом соединении по длине одной резьбы:
Учет влияния угла поверхности резьбы а1 (а2)
Формулы для расчета крутящего момента.
Для подъема (рис. A):
Mkup [Нм] = Q * d2/2 * ((L * COS(a1) + p * f * d2) / (p * d2 * COS(a1) – f * L)) / 1000 + Mkj
Для разблокировки (рис. B):
Mkdw [Нм] = Q * d2/2 * ((p * f * d2 – L * COS(a1)) / (p * d2 * COS(a1) + f * L)) / 1000 + Mkj
, где :
Q …………….сила нагрузки [Н]
d2 …………… диаметр шага винта [мм]
a1,(a2) ….. угол при вершине профиля резьбы [º]
f ……………..коэффициент трения [~]
L ……………. шаг [мм]
Mkj …………. дополнительный момент трения пальца [Нм]
Шаг резьбы L
Многозаходная резьба часто используется для силовых винтов Шаг резьбы L тогда кратен шагу и количеству заходов резьбы.
L [мм] = P * ns
где:
P – шаг резьбы [мм]
ns – количество запусков потока [~]
Коэффициент трения f
Значения для смазанной резьбы.
0,06 – 0,09 … Закаленная сталь / бронза
0,08 – 0,09 … Сталь/Бронза
0,11 – 0,17 … Сталь / Сталь
0,11 – 0,17 … Сталь/Чугун
Сила трения штифта Mkj
Часто к винту (гайке) прикрепляют фланец для поглощения осевой силы (силовые подъемники, тиски…), что вызывает дополнительное трение и что необходимо учитывать при проверке прочности винта. При высоких нагрузках предпочтительны роликовые подшипники, где дополнительный крутящий момент минимален и им можно пренебречь при проверке.
Mkj [Нм] = Q * fj * (dj / 1000) / 2)
где :
Q . ….. сила нагрузки [Н]
dj …… средний диаметр штифта [мм]
fj …… коэффициент трения [~]
Коэффициент трения fj
Значения для смазанных
трение
0,06 ………… Закаленная сталь / бронза
0,08 ………… Сталь/Бронза
0,09………… Закаленная сталь / Чугун
0,12 ………… Сталь/Чугун
Эффективность
Рассчитывается как отношение работы, выполняемой при подъеме груза, к работе, выполняемой за счет приложенного крутящего момента.
ч = Q*(L/1000)/(2*p*Мкуп)
Эффективность увеличивается с увеличением угла наклонаg. Приведенная ниже теоретическая диаграмма не включает влияние трения штифта, угла резьбового паза и других факторов. Зона A представляет собой зону самоблокировки винта. Угол трения f = atan (коэффициент трения).
Проверка прочности
Путем выбора правильного конструктивного решения можно, например, исключить изгибающую нагрузку винта, трение штифта, а также комбинированное напряжение и т. д. Примеры на рисунке показывают, как можно изменить наименее благоприятное сочетание напряжений – вариант B (давление + кручение, потеря устойчивости) в более выгодный вариант C (простое растяжение
напряжение, кручение). Расчет содержит все обычно выполняемые проверки, и тип конструкции определяет их оценку.
Напряжение кручения
t [МПа] = 16*Мкуп/(р* (d3 / 1000) 3 ) / 1000000
где:
Mkup ….. подъемный момент [Нм]
d3 …….. диаметр сердечника винта [мм]
Напряжение сжатия/растяжения в направлении оси винта
s [МПа] = 4 * Q / (p *(д3 / 1000) 2 ) / 1000000
где:
Q – сила нагрузки [Н]
d3 – диаметр сердечника винта [мм]
Пониженное напряжение (для комбинации давления/растяжения и кручения)
s красный [МПа] = ( s 2 + 3 * т 2 ) 0,5
Безопасность
коэффициент SF = Rp(0,2) / S красный
Контроль потери устойчивости – метод секущих (подробное описание в расчете потери устойчивости)
Винты, нагруженные осевой силой, делятся на три основные группы.
А. Короткие винты – разрушение/деформация происходит, когда достигается предел текучести при сжатии. винты напрягаются простым сжатием.
Б. Средняя длина винты – деформируются в зоне неупругого выпучивания по достаточно сложной
отношения и закономерности. Существует множество теорий и эмпирических методов.
работа с расчетом критической силы/напряжения.
С. Длинные балки (распорки) – разрушение/деформация происходит значительно раньше, чем напряжение превышает
допустимое напряжение материала. Отказ проявляется в виде коробления и обрушения
стойки.
Для проверки напряжения потери устойчивости используется ряд процедур (см. рисунок). В расчете винта используется метод секущих для расчета напряжения на профиле краевого волокна. Этот метод также позволяет решать случаи, когда усилие действует не точно по оси винта (несовершенство крепления подшипника), или когда винт не
идеально прямые (неточность изготовления, прогиб).
На диаграмме (критический стресс с с в зависимости от коэффициента гибкости стойки СР), буквы А, В и С определяют области простого сжатия ( А ), неупругой потери устойчивости ( B ) и упругой потери устойчивости ( C ).
Коэффициент гибкости винта SR относится к основным геометрическим характеристикам проверяемого винта, выражаемым по следующей формуле:
SR [~] = Leff / (Ix / A) 0,5
где:
Уменьшенный
(эффективная) длина винта Leff [мм] = Ls * elc
Ls……винт
длина [мм]
elc…..коэффициент приведенной (эффективной) длины [~]
Ix…… квадратичный момент инерция [мм 4 ]
A …… профиль
площадь [мм 2 ]
Формула секущей для расчета напряжения в крайней нити профиля:
s [МПа] = Q / A * (1 + (e * y / rx 2 )
* сек (Leff / (2 * r) * (Q / (E * A)) 0,5 ))
где:
Q. …..сила[Н]
Лефф.. уменьшенный
(эффективная) длина винта [мм]
A…….площадь профиля [мм 2 ]
E……модуль упругости при растяжении [МПа]
rx……радиус вращения [мм]
y……максимальное расстояние между волокнами [мм]
e …… отклонение источника силы или винта
ось [мм]
Уравнение в скобках (e
* г / п 2 )
формулирует так называемую степень эксцентриситета – м .
С ожидаемым знанием м (оценка), формула секущей является очень хорошей заменой указанной
эмпирическими методами и является основой для всего комплекса предлагаемых методов.
Диаграмма критических напряжений с с в зависимости от степени гибкости стойки SR показывает кривые для различных значений
степень эксцентриситета – м .
После повторения формулы путем изменения Q до достижения s = Rp (0,2), получаем критическую силу Qcr
Безопасность коэффициент SF = Qкр/Q
В зависимости от SR, основные рекомендуемые значения безопасности:
A. SR < SRcs............. Площадь
простого сжатия.
Рекомендуемая безопасность SF>1,75)
B. SRcs < SR < SRc..... Площадь
из неэластичный
коробление. Рекомендуемая безопасность
SF=1,75*(1+(SR - SRcs) / (SRc - SRcs))
C. SRc < SR............Площадь
из упругое загибание. рекомендуемые
безопасность SF>3,5)
Проверка упора
Эксперименты показывают, что первая функциональная нить несет 38 % нагрузки, вторая 25 %, третья 18 %, а восьмая (в некоторых случаях даже пятая) нить не несет нагрузки
Проверка тяги может быть выполнена следующим образом. Давление резьбы p:
p [МПа] = 4 * Q / (p * (d 2 – д1 2 ) * нз)
где:
Q……сила[Н]
d ….. внешний диаметр винта
резьба [мм]
d1 … внутренний диаметр резьбы гайки [мм]
nz….количество активных витков в гайке
Критическая скорость
Формула:
пкр = 90,5
где:
ymax … отклонение винта в [мм] от собственного веса в зависимости от крепления винта
K ………коэффициент подшипника вала
Требование самоблокировки
При большом шаге резьбы L или малом трении f винт может непреднамеренно начать вращаться. Можно рассчитать предельный угол для самостопорящегося свойства резьбы, которое, однако, не включает другие факторы, такие как трение штифта о опорный фланец.
В этом случае определяющим значением является крутящий момент Mkdw (момент, инициирующий расцепление). Если это значение отрицательное, высока вероятность самопроизвольного вращения винта под действием силы нагрузки Q.
Расчет и проверка винта обычно состоит из следующих этапов.
1. Выберите материал винта и гайки [1.2, 1.3]
2. Задайте нагрузку на винт и скорость подачи [1.4, 1.5]
3. Выберите тип и размер резьбы [1,8, 1,9]
4. Проверьте проверки прочности в [2.0]
5. Если проверки не соответствуют, измените размер винта или материал.
6. Сохраните книгу с предложенным решением под новым именем.
В этом разделе вы определяете нагрузку, кинематику и соотношение сил винта.
1.1 Расчетные единицы.
Выберите нужную систему единицы расчета в списке. После переключения единиц измерения все значения будет немедленно изменен.
1.2 Материал винта/гайки
Выберите материал из списка. Исходя из выбранных материалов, будет установлен коэффициент трения в нитях [1.6]. В дальнейшем значения плотности, модуля упругости и предела текучести в поверочных расчетах будут заданы [2. 0]
1.4 Сила нагрузки
Введите силу нагрузки на винт/гайку.
1,5 Скорость подачи
Введите требуемую скорость подачи винта/гайки. В зависимости от выбранного типа и размера винта будут рассчитаны соответствующие обороты. Если вы знаете число оборотов, введите значение в строке [1.28]. Скорость подачи будет рассчитана ретроспективно.
1.6 Коэффициент трения в резьбе
Введите предполагаемый коэффициент трения в резьбе. В зависимости от выбранных материалов предварительно устанавливается соответствующее значение для смазываемого соединения. Рекомендуемые значения следующие:
Винт / Гайка
0,11 – 0,17 … Сталь / Сталь
0,10 – 0,16 … Сталь/Бронза
0,10 – 0,15 … Сталь / латунь
0,11 – 0,17 … Сталь/Чугун
0,08–0,12 … Бронза/сталь
0,04 – 0,06 … Бронза / Бронза
0,06 – 0,09 … Бронза/Чугун
1,7 Предлагаемый диаметр шага резьбы d2
На основе силы нагрузки и выбранных материалов оценивается средний диаметр d2. Это руководство по выбору соответствующего размера винта.
1.8, 1.9 Выбор типа и размера резьбы
Выберите тип и размер резьбы из раскрывающихся списков.
Совет: Вы можете найти рекомендации в теоретической части справочной функции1.10 Наружный (номинальный) диаметр резьбы
После выбора размера резьбы его нормированные параметры заполняются в следующих строках. Если вы снимите флажок с кнопки справа, вы можете указать свои собственные размеры резьбы. Вы можете следовать рисунку справа при определении размеров.
1.16 Количество заходов резьбы
Многозаходная резьба часто используется для силовых винтов (более быстрое движение/подача, большая эффективность…).
1.17 Шаг резьбы
Шаг – это произведение числа витков резьбы и шага. Важный характерный размер винта.
1,18 Угол наклона
Это угол между шагом резьбы и окружностью винта на делительной окружности.
1.19, 1.20 Угол резьбы
За исключением неравнополочной трапециевидной резьбы, углы симметричны. В случае несимметричного угла угол a1 используется для расчета кинематических и прочностных параметров (это должен быть меньший угол, используемый на нагруженной стороне).
1.21 Момент трения (улавливание осевой силы)
Если осевая сила воспринимается фрикционным элементом, вы можете ввести его параметры. При этом трение штифта оказывает существенное влияние на КПД, самостопорение, несущую способность и другие параметры силового винта.
Примечание: Момент трения можно также рассчитать для подшипников качения. Однако крутящий момент обычно не учитывается (порядка нескольких процентов от трения штифта).1.22 Коэффициент трения пальца (подшипника)
Введите коэффициент трения в подшипнике пальца/ролика. Приблизительные значения трения со смазкой приведены ниже.
0,05-0,10 … Закаленная сталь / Закаленная сталь
0,05-0,15 … Закаленная сталь / Чугун
0,09-0,15 … Закаленная сталь / Фосфористая бронза
0,07-0,10 … Чугун / Чугун
0,07-0,10 … Чугун / Фосфористая бронза
0,20-0,25 … Чугун / Дерево (дуб)
0,07-0,10 … Бронза фосфористая / Бронза фосфористая
0,0015 … Радиальные шарикоподшипники, однорядные
0,0015 … Радиальные шарикоподшипники, двухрядные
0,0020 … Радиально-упорные шарикоподшипники, однорядные
0,0024 … Радиально-упорные шарикоподшипники, двухрядные
0,0010 … Самоустанавливающиеся шарикоподшипники с цилиндрическим отверстием
0,0011 … Подшипники роликовые цилиндрические однорядные
0,0025 … Игольчатые роликоподшипники с внутренним кольцом
0,0018 … Подшипники роликовые конические однорядные
0,0018 … Сферические роликоподшипники с цилиндрическим отверстием
0,0013 … Подшипники шариковые упорные
0,0050 … Цилиндрические упорные роликоподшипники
0,0050 … Упорные игольчатые подшипники
0,0018 … Сферические упорные роликоподшипники
1,23 Средний диаметр пальца (внутренние подшипники)
Введите средний диаметр штифта или внутренний диаметр подшипника.
1,24 Сила трения штифта
Дополнительный крутящий момент, создающий нагрузку на силовой винт и всю кинематику механизма.
1,25 Подъемная сила
Это сила, которую необходимо приложить, чтобы поднять груз или, скорее, создать требуемую осевую силу.
1,26 Сила опускания
Это усилие, которое необходимо приложить, чтобы опустить груз или, скорее, высвободить необходимое усилие.
Примечание: Если значение отрицательное, винт не является самостопорящимся.1,27 Общий КПД
Важный параметр для оценки правильной конструкции силового винта.
Совет: Подробная информация доступна в теоретической части справочной функции.1,28 Мощность привода
Мощность привода, необходимая для подъема груза или приложения необходимой силы.
1,29 оборота
На основании введенной скорости подачи и геометрии шнека рассчитываются требуемые обороты. Однако часто приходится решать обратную задачу – когда нам известны обороты винта (гайки) и нужно рассчитать скорость подачи. В этом случае введите обороты и используйте кнопку “<<" для расчета соответствующей подачи
скорость.
1,30 Окружная скорость шнека
Скорость по внешнему диаметру шнека. Его можно использовать в качестве ориентира при оценке дизайна.
1.31 Смещение/перемещение гайки (винта) в зависимости от оборотов
Если необходимо определить величину или длину перемещения гайки (винта) в зависимости от числа оборотов (оборота винта), выберите и введите соответствующее значение в строку [1.32, 1.33].
Путем выбора правильного конструктивного решения можно, например, исключить изгибающую нагрузку винта, трение штифта, а также комбинированное напряжение и т. д. Примеры на рисунке показывают, как можно изменить наименее благоприятное сочетание напряжений – вариант B (давление + кручение, потеря устойчивости) в более выгодный вариант C (простое растяжение
напряжение, кручение). Расчет содержит все обычно выполняемые проверки, и тип конструкции определяет их оценку.
2.1 Длина винта
Введите длину винта в соответствии с предложенным конструктивным исполнением.
Примечание: Это значение влияет только на проверку потери устойчивости винта и расчет критических оборотов.2.2 Параметры материала
Параметры материала устанавливаются на основе выбора материала винта и гайки [1.2, 1.3]. Однако конкретные значения материалов могут незначительно отличаться. Сняв флажок с кнопки справа, вы можете ввести собственные значения.
2.6 Допустимое среднее давление на резьбе
Его значение зависит от комбинации материалов, обработки поверхности, метода смазки и т. д. Рекомендуемое значение включает в себя влияние материала и скорости для смазываемого соединения.
Для оценки смазываемого соединения можно использовать следующие значения:
Винт
/ Гайка
Закаленная сталь / бронза …… 10–15 МПа (1,45–2,20 кфунт/кв. дюйм)
Сталь/Бронза ……………. 8–10 МПа (1,15–1,45 кфунт/кв. дюйм)
Сталь / Сталь ……………. 7–12 МПа (1,00–1,75 тыс.фунтов на кв. дюйм)
Сталь/серый чугун ………… 4–6 МПа (0,58–0,75 тыс.фунтов на кв. дюйм)
При повышенных скоростях значения должны быть уменьшены. Например, для комбинации Сталь/Бронза допустимое давление будет следующим:
Скорость
0,05 м/с (2,0 дюйм/с) ……………. 11–17 МПа (1,60–2,50 кфунт/кв. дюйм)
0,1–0,2 м/с (4–8 дюймов/с) …….. 5–10 МПа (0,75–1,45 кфунт/кв. дюйм)
0,25 м/с (10 дюймов/с) ………………. 1–2 МПа (0,15–0,30 кфунт/кв. дюйм)
2,7,2,8 Предельный коэффициент гибкости (короткий/средний), (средний/длинный)
Предельная гибкость SRc является
важный параметр конкретного материала, отличающий площадь упругой
и неупругой потери устойчивости, а также использование соответствующих уравнений. Это,
поэтому подходит для проверки параметра для конкретного материала.
рекомендуемое значение определяется по уравнению:
SRcs = 0,5 * (E / (Rp02 * 0,5)) 0,5
SRc = (E *
стр 2 / (Rp02 * 0,5)) 0,5
2.9 Проверка винтов – растяжение, сжатие, кручение
В зависимости от типа конструкции необходимо проверить следующие значения.
2.10 Напряжение кручения
Напряжение кручения в сердечнике винта. Оно должно быть меньше допустимого напряжения в ячейке, отмеченной зеленым цветом.
Примечание: Допустимое напряжение кручения считается равным 0,6-кратному значению допустимого напряжения растяжения.2.11 Напряжение растяжения/сжатия в направлении оси винта
Напряжение растяжения/сжатия в сердечнике винта.
2.12 Эквивалентное напряжение
В случае одновременного действия растягивающего напряжения/давления и кручения необходимо иметь дело с комбинированным напряжением и нагрузкой. Приведенное напряжение должно быть меньше допустимого растягивающего напряжения.
2.13 Коэффициент безопасности
Относится к эквивалентному напряжению.
2.14 Проверка устойчивости – винт (метод секущей)
Если винт также подвергается сжимающим нагрузкам, необходимо также проверить длинные винты на коробление. Необходимость этой проверки зависит от коэффициента гибкости [2.23]
2,15 Тип винтового крепления
В поле со списком, выберите тип винтового крепления в соответствии с рисунком. Выбор тип монтажа приводит к выбору коэффициента приведенного (эффективного) длина, которая используется для умножения реальной длины винта для достижения так называемого приведенная (эффективная) длина винта, используемая в расчетах. Строка [2.15] указывает инженерное значение, рекомендуемое для использования в расчетах.
Винтовое крепление ……….. Коэф.(теор.) / Коэф.(практ.)
A. Зажимной – Зажимной ……. …..
0,50 /
0,65
B. Зажимно-шарнирный
…………… 0,70
/
0,80
C. Зажатый – управляемый
…………… 1,00
/
1.20
D. Навесной – Навесной
…………….. 1,00
/
1,00
E. Зажатый — свободный конец
………….
2.00
/
2.10
F. Навесной – направляемый
………………. 2.00
/
2,00
В зависимости от подшипника тип
Подшипники скольжения (d –
диаметр, l – длина)
л/д <2.............навесной (опора)
2
Подшипники качения
Однорядные радиальные шарикоподшипники, самоустанавливающиеся шарикоподшипники
………………. навесной (опора)
Цилиндрические роликоподшипники, радиальные шарикоподшипники, двухрядные
……………. ограниченное вращение
Пара конических роликоподшипников, радиальный + упорный подшипник ……………….. …………
зажатый
2.17 Эффективная длина
Значение используется в расчетах. Это фактическая длина [2.1] умножается на приведенный (эффективный) коэффициент длины [2.16].
2,21 Макс. расстояние волокна
Расстояние от крайнего волокна до оси профиля, проходящей через центр тяжести. Это значение необходимо для расчета по методу «Секанс».
2,23 Коэффициент гибкости.
Коэффициент гибкости конкретного балка определяет, в какой зоне потери устойчивости находится балка (простое сжатие, негибкий изгиб, гибкий изгиб) и, таким образом, также метод проверки, используемый для определение коэффициента безопасности.
A. SR < SRcs............. Площадь
простого сжатия.
Рекомендуемая безопасность SF>1,75)
B. SRcs < SR < SRc..... Площадь
из неэластичный
коробление. Рекомендуемая безопасность
SF=1,75*(1+(SR - SRcs) / (SRc - SRcs))
C. SRc < SR............Площадь
из упругое загибание. рекомендуемые
безопасность SF>3,5)
2.
24 Коэффициент эксцентриситетаСтепень неточности структура и нагрузка для проектирования размеров винтов могут быть определены с помощью этот параметр. Параметр включает:
Отклонение от прямолинейности винта
Начальный прогиб винта
Происхождение сил вне оси винта
Рекомендуемые значения:
0,25…стальные конструкции
0,15…общее машиностроение
0,05…точные жесткие крепления
2,25 Эксцентриситет
Эксцентриситет «e» рассчитывается на основе степени эксцентриситета [2.24]. Если вам известны значения прогиба, погрешности и т. д., введите значение справа и нажмите кнопку «<<», и система рассчитает степень эксцентриситета.
2,29 Коэффициент безопасности
Выражает соотношение между критической и действующей силой. Адекватный коэффициент безопасности (зеленая ячейка) рекомендуется на основе коэффициента гибкости [2.23]
2.31 Максимальный прогиб (нагрузка, создаваемая собственным весом)
Указывает на отклонение винта из-за веса винта и опоры.
2.32 Проверка упора
Количество активных витков рассчитывается с использованием выбранной высоты гайки. Исходя из силы и размеров винта и количества витков, рассчитывается давление в витках резьбы.
2,33 Высота гайки
Выберите высоту гайки. Зеленая ячейка показывает рекомендуемое значение, основанное на знании того, что фактическая передача усилия осуществляется не более чем 8 нитями.
2.34 Количество витков на гайке
Количество витков гайки в зависимости от шага и высоты гайки. После ввода необходимого количества витков и нажатия кнопки «<<» производится расчет высоты гайки.
2,35 Макс. количество активных витков в гайке
Эксперименты показывают, что первая функциональная нить несет 38 % нагрузки, вторая 25 %, третья 18 %, а восьмая (в некоторых случаях даже пятая) нить не несет никакой нагрузки. Здесь вы можете установить максимальное количество активных потоков, которые будут использоваться при расчете.
2.36 Давление резьбы
Значение должно быть меньше допустимого давления [2.6]
Совет: Если вам нужно уменьшить давление в резьбе, попробуйте выбрать винт с большим шагом.Скорость подачи образца
Винтовая нагрузка Q = 10 000 [Н]
Скорость подачи v = 50 [мм/с]
Материал болта = закаленная сталь
Материал гайки = бронза
Коэффициент трения в резьбе f = 0,08
Количество запусков резьбы ns = 1
Длина хода Ls = 1000 [мм]
Используется трапециевидная резьба (30°, ISO2904: 1997), самостопорящаяся не требуется.
Примечание: Подшипник скольжения не используется.Подбирается рекомендуемый диаметр d2prop и соответствующий винт. И даже если винт удовлетворяет проверкам на растяжение, давление, сжатие (упор), проверку на коробление он не проходит.
Поэтому необходимо выбрать больший диаметр шнека.
Для достижения адекватной безопасности изгиба.
Пример расчета силового винта инжекторного устройства (см. схематическое изображение).
A. Силовой винт подвергается нагрузке на кручение или растяжение.
B. Силовой винт подвергается скручиванию, давлению и продольному изгибу.
Входные параметры:
Общая нагрузка Q = 100 000 [Н]
Винтовая нагрузка Q = 50 000 [Н]
Скорость подачи v = 20 [мм/с]
Материал болта = закаленная сталь
Материал гайки = бронза
Коэффициент трения в резьбе f = 0,08
Количество запусков резьбы ns = 1
Длина хода Ls = 3000 [мм]
Используется трапециевидная резьба (30°, ISO2904: 1997), самостопорящаяся не требуется.
Примечание: Подшипник скольжения не используется.Версия А
На основании рекомендации (d2prop[1. 7]) выбран винт Tr 36 x 10. Все проверки на прочность удовлетворительные, кроме проверки на изгиб, которая не происходит (нет необходимости ее учитывать).
Версия B
После выбора более толстого винта (должна быть обеспечена проверка на изгиб) выбирается винт Tr 65 x 4, который также удовлетворяет требованиям к изгибу.
Рекомендация: Выбрав соответствующую конструкцию, можно значительно изменить размер силового винта.Информация о вариантах 2D и 3D графических выходов и информацию о сотрудничестве с 2D и 3D CAD системами можно найти в документ “Графический вывод, САПР системы».
3.3, 3.4 Количество витков резьбы винта/гайки показано на чертеже
После снятия отметки с кнопки справа вы можете ввести число витков резьбы, которое должно отображаться на чертеже винта/гайки. Предварительно заполненные значения основаны на расчете.
Информация о настройке параметров расчета и настройке языка может
можно найти в документе «Настройка
расчеты, изменить язык”.
Общая информация о том, как изменять и расширять рабочие книги расчетов, приведена упоминается в документе «Рабочая тетрадь (расчет) модификации”.
ИСО 68-1 Závity ISO pro všeobecné
použití – Закладной профиль – Часть 1: Метрические завитки
Винт общего назначения ISO
резьбы – Базовый профиль – Часть 1. Метрическая резьба
Filetages ISO для использования généraux – Profil de base – Partie 1: Filetages
метрики
ISO-Gewinde allgemeiner Anwendung – Grundprofil – Часть 1: Metrishes Gewinde
Závity ISO pro všeobecné použití – Základní profil – Часть 2: Palcové závity
Винт общего назначения ISO
резьба – Базовый профиль – Часть 2: Дюймовая резьба
Filetages ISO для использования généraux – Profil de base – Partie 2: Filetages en
дюймов
ISO Gewinde allgemeiner Anwendung – Grundprofil – Teil 2: Inch-Gewinde
Метрические знаки ISO для всех требований
Метрическая резьба ISO общего назначения — Общий план
Метрики файлов ISO для общего использования — Vue densemble
Metnsches ISO – Gewinde allgemeiner Anwendung — Ubersicht
Метрические завесы ISO для общего назначения – Закладные розмеры
ISO общего назначения метрические
резьба – Основные размеры
Метрические файлы ISO для использования généraux – Размеры базы
Metrisches ISO – Gewinde allgemeiner Anwendung – Grundmaße
ИСО 2904
Metricý lichobežníkový ISO závit – Základní rozměry
Метрическая трапециевидная резьба ISO – базовый размер
Метрические трапециевидные напильники ISO – Размеры основания
Контрфорс с крупной резьбой DIN 513
АСМЭ Б1. 1-2003 Унифицированная дюймовая резьба
ACME B1.5-1997Резьба ACME
ACME B1.9-1973 Контрфорсная резьба с дюймовой резьбой
Форма 7 / 45 с шагом 0,6 Базовая высота резьбового зацепления
Проектирование машиностроения (Konstruování strojních součástí)
Джозеф Э. Шигли, Чарльз Р. Мишке, Ричард Г. Будинас
Учебник машиностроения
Р.С.ХУРМИ И Дж.К.ГУПТА
Справочник по машинному оборудованию
26-е издание
Части и механические конструкции
ЧВУТ Прага
Каталоги компаний: KSK, NSK, THOMSON… 9
Что такое головки винтов, приводы и резьба? | Центр знаний
14 минут | 02 сен 2021
Чем отличается головка винта от привода? Из каких основных частей состоит резьба? Во-первых, давайте рассмотрим винт, как показано здесь.
Не все винты выглядят так, но полезно знать, что мы подразумеваем под этими частями винта.В этой статье мы рассмотрим следующие темы и вопросы:
- Различные типы головок винтов
- Винтовые передачи
- Резьба и крепеж
- Как измерить размер резьбы
- Какие бывают типы винтов?
Лучше всего начать с головки, которая разработана в соответствии с назначением винта. По сути, головки делятся на две категории: потайные и непотайные. Винт с потайной головкой устанавливается на одном уровне с поверхностью, на которой он установлен, или немного ниже ее. Винты с потайной головкой имеют конусообразную форму, чтобы они могли самостоятельно врезаться в древесину, материал, на котором обычно используются винты этого типа. Примером этого типа является плоская головка винта.
Винты с потайной головкой — это наоборот. У них выступающие головы и они не сужаются. Винты с потайной головкой более склонны к повреждениям, так как коническая часть шире, чем их хвостовик, который является телом винта. Конечно, у винтов с потайной головкой такой проблемы нет. Винтов с потайной головкой также гораздо больше, от круглых до грибовидных головок. Давайте посмотрим на распространенные типы головок винтов:
Различные типы головок винтов
Винт со связующей головкой
Также известны как винты с потайной головкой. С толстой головкой и глубоким пазом они доступны в качестве крепежных винтов. Они идеально подходят для переплета образцов материалов и больших руководств. Подрез головки также делает ее идеальной для заправки проводных соединений в электрических приложениях.
Винт с плоской головкой со шлицем
Представляет собой бесшовную поверхность заподлицо или немного ниже поверхности. Часто используется на поручнях, мебели и осветительных приборах, чтобы предотвратить зацепление одежды и кожи, а также по эстетическим соображениям. Вы также найдете винты с плоской головкой, обычно используемые в строительстве для крепления петель и гипсокартона.
Винт с полукруглой головкой
Куполообразная головка содержит внутренний шестигранный привод, что делает ее разновидностью головки с внутренним шестигранником, но не обладает высокой прочностью. Головка пуговицы шире и имеет более низкий профиль. Это идеально, когда требуется более широкая опорная поверхность. Используется для более легких крепежных деталей, таких как автомобилестроение, электроника и производство.
Винт с цилиндрической головкой
Аналогичен винту с полукруглой головкой, но с круглой вершиной и слегка выпуклой поверхностью. Его диаметр позволяет сделать более глубокую прорезь. Головки Fillister также известны как винты с полукруглой головкой. Они редко устанавливаются в новых конструкциях, а вместо этого используются в качестве сменных винтов.
Винт с овальной головкой
По сути, это плоская головка с закругленной поверхностью – обе потайные. Овальная головка, предпочтительная головка для крышки выключателя, является декоративной альтернативой другим винтам.
Винт с полукруглой головкой
Доступен в различных приводах, таких как щелевые или Philips. Плоские головки имеют низкий профиль и больший диаметр, чем у большинства винтов. Они также обеспечивают превосходный крутящий момент при закреплении и снятии благодаря слегка приподнятому краю головки.
Винт с шестигранной головкой
Часто путают с болтом с шестигранной головкой, но это не одно и то же. Болт с шестигранной головкой использует гайку, а винт с шестигранной головкой устанавливается в отверстие с резьбой. Просто поверните голову, чтобы затянуть. Они доступны со щелевым приводом или без него. Шесть сторон винта с шестигранной головкой допускают больший крутящий момент, чем другие винты. В отличие от винтов с круглой головкой, которые закручиваются изнутри, эти винты устанавливаются с силой, действующей на внешнюю часть головки.
Винт с круглой головкой
Уже не так популярен, как когда-то, большинство людей в наши дни предпочитают панорамные головки. Однако круглая головка имеет более глубокую прорезь, чем чаша. Он до сих пор используется в некоторых машинах, но в основном его целью является придание особого эстетического вида.
Винт с грибовидной головкой
Также называется оголовком фермы. Эти винты имеют широкую головку, что позволяет увеличить опорную поверхность и придать эстетичный вид. Обычно используемый для соединения листового металла, низкий профиль помогает противостоять взлому.
Винт с внутренним шестигранником
Самая прочная из всех винтовых головок с более высоким крутящим моментом и усилием зажима. Круглая головка имеет шестигранный привод, поэтому для затягивания и ослабления требуется шестигранный или шестигранный ключ. Идеально подходит, когда пространство ограничено и важна высокая прочность. Обычно используется на сборочных линиях.
Винтовые приводы
Винтовой привод — это часть компонента, которая позволяет вращать его на место.
Он расположен на головке винта. Обычно отвертки относятся к типу инструмента, используемого для установки или удаления винта.Щелевой
Это самый простой диск, так как он имеет один слот, который часто называют винтами со слотом. Лучше всего работает при нанесении вручную, так как электроинструмент может легко соскользнуть и повредить окружающее пространство.
Филипс
Две перекрещенные прорези предотвращают чрезмерное затягивание застежки. Как только будет достигнута определенная скорость, отвертка соскользнет с привода. Это известно как «выйти из камеры». Более безопасный, чем шлицевой привод, и может использоваться с электрическими отвертками.
Торкс
Шестиконечная звезда. Torx позволяет прикладывать к винту более высокий крутящий момент по сравнению с другими крепежными элементами. В отличие от конструкции Phillips, конструкция Torx не имеет максимального уровня крутящего момента, при котором отвертка могла бы выскочить. Требует меньше усилий пользователя.
Шестнадцатеричный
6 точек контакта уменьшают износ винтового привода. Как и в случае с приводами Torx, конструкция означает, что для вставки крепежа требуется меньшее усилие, поэтому утомляемость пользователя снижается по сравнению с другими типами приводов. Они также удобны в труднодоступных местах, так как их можно затянуть без инструментов.
В одну сторону
Также известен как привод без несанкционированного доступа и может вращаться только в одном направлении. Вставляется с помощью шлицевой отвертки, но снять ее можно только специальными инструментами.
Давайте посмотрим на плюсы и минусы этих винтовых приводов и где они лучше всего применяются в этой таблице ниже:
Тип привода | Использовать | Профи | Минусы |
Прорезь (или плоская головка) | Обычно используется в краснодеревщике и производстве мебели. Устанавливается на место с помощью плоской отвертки. Лучше всего наносится вручную | Просто и недорого Предназначен для предотвращения чрезмерного затягивания винта | Отвертка склонна к соскальзыванию Проскальзывание может повредить окружающий материал Наиболее склонны к зачистке |
Phillips | Используется в самых разных областях, от электроники до автомобилестроения. | Широкий выбор форм, стилей и материалов. Самоцентрирующийся для простоты использования Разработан с возможностью эксцентрика – отвертка выскальзывает из головки винта при приложении избыточного крутящего момента Предотвращает выскальзывание отвертки из стороны в сторону, тем самым защищая изделие и пользователя. | Эксцентрик может разрушить выемку для винтов с крестообразным шлицем Конструкция затрудняет приложение достаточного крутящего момента для сверления твердой древесины. Широко доступен, поэтому обычно не используется для защищенных от несанкционированного доступа конструкций. |
Torx | Используется в различных областях, от автомобилей до электроники. | Хорошо работает в условиях высокого крутящего момента и полезен в тех случаях, когда вибрация может быстро ослабить плохо затянутые винты. Головки можно задействовать в шести положениях — удобно в условиях ограниченного пространства, например, двигателей и компьютерного оборудования. Самоцентрирующийся Меньший износ головки привода Хороший вариант защиты от несанкционированного доступа Ржавые и заржавевшие винты легко выкручиваются | Изношенные или деформированные винты неэффективны, поэтому всегда требуют замены Для завинчивания винта требуется отвертка точно подходящего размера. Отвертки Torx дороже, чем отвертки других типов. Ассортимент стилей и размеров не так широк, как у некоторых более популярных головок винтов. |
Шестигранник (или шестигранник) | Обычно используется в машиностроении и производстве мебели. | Широко используется, поэтому легкодоступен Конструкция обеспечивает высокий крутящий момент без эксцентрика Недорогой в производстве Маловероятно повреждение шестигранным ключом при установке | Не такой специализированный, как другие системы с головками винтов Размеры крепежа и биты должны совпадать, чтобы их можно было зацепить. |
One Way (или Security) | Обычно используется в приложениях, где существует угроза кражи или вандализма, таких как сейфы, сантехника в общественных туалетах и защитные ворота. | Защита от несанкционированного доступа Можно легко установить с помощью стандартной шлицевой отвертки. | Трудно снимать – для отвинчивания требуется специальный односторонний инструмент (хотя другие методы включают сверление, резку и использование плоскогубцев с фиксатором) |
Robertson | Используется в различных областях, от деревообработки до авиации. | Конусообразная выемка обеспечивает превосходный захват, уменьшая кулачок и позволяя пользователю затягивать одной рукой. Самоцентрирующийся Конструкция с квадратным хвостовиком имеет четыре удобных положения зацепления — полезно в крутых поворотах. Предназначен для работы с высоким крутящим моментом без повреждения Быстрее и эффективнее, чем головки Phillips на производственных линиях | Может быть сложнее найти источник Нужен драйвер точно подходящего размера для |
Резьба и крепежные детали
Как называются выступы на винте? Это нити, спирали, которые обвивают внутреннюю или внешнюю диаметральную поверхность. Наружная резьба называется наружной, а внутренняя резьба, такая как у гаек, — внутренней.
Типы винтовой резьбы
Так же, как существуют различные типы винтов, существуют различные типы резьбы на винтах и других крепежных элементах. Каждый служит цели. К четырем основным типам относятся:
Стандарт (унифицированный или метрический)
Унифицированная резьба соответствует стандартным допускам и спецификациям в различных отраслях промышленности. Они экономичны, обеспечивают отличное соотношение цены и качества и просты в применении. И унифицированный, и метрический имеют одинаковый профиль 60˚.
Площадь Без угла резьбы разрывное давление на гайку отсутствует. Среди силовых винтов квадратная резьба обеспечивает наименьшее трение и наивысшую эффективность. Их сложно изготовить, поэтому стоимость выше, чем у большинства других типов. Квадратная резьба, используемая для передачи энергии, часто используется в механических процессах.
Акме
Используемая в приложениях с высокими нагрузками, трапецеидальная резьба прочнее квадратной резьбы на сдвиг. С 29˚ угол резьбы, трапецеидальная резьба относительно проста в изготовлении. Области применения различаются, но наиболее распространенными являются станки и конвейеры.
Контрфорс
Контрфорсная резьба выдерживает чрезвычайно высокую осевую нагрузку в одном направлении, что обеспечивает высокую прочность резьбы. Благодаря низкому трению и высокой прочности на сдвиг эти резьбы сохраняют свою целостность в течение долгого времени при использовании с разрезными гайками. Контрфорсная резьба часто используется для гидравлического уплотнения в таких областях, как автомобилестроение.
Части резьбы
Используя в качестве иллюстрации стандартную резьбу, давайте рассмотрим анатомию резьбы. Все они используют одну и ту же винтовую терминологию.
Шаг:
Расстояние от точки на винтовой резьбе до точки на следующей резьбе.
Как определить шаг резьбы: используйте измеритель шага. Сверьте каждый размер формы на манометре с резьбой, которую вы идентифицируете. Когда форма соответствует, датчик сообщает вам шаг.
Угол резьбы:
Угол резьбы, также называемый боковой стороной, представляет собой расстояние между сторонами резьбы. Это говорит нам о том, что обе стороны нити наклонены под одинаковым углом. Все унифицированные резьбы имеют угол 60°, как упоминалось выше.
Глубина:
Расстояние от гребня резьбы до корня. Измеряется перпендикулярно оси винта.
Наибольший и малый диаметры:
Как следует из названия, главный диаметр — это наибольший диаметр винта. Меньший диаметр – это нижний предельный диаметр резьбы.
Делительный диаметр:
Это половина расстояния между большим и меньшим диаметрами.
Корень:
Канавка резьбы, соответствующая меньшему диаметру.
Герб:
Верхняя поверхность резьбы, соответствующая наибольшему диаметру винта.
Угол спирали:
Также известный как боковая поверхность резьбы, это угол, образуемый спиралью резьбы, и его отношение к оси резьбы. На конической резьбе угол спирали представляет собой угол, образуемый конической спиралью резьбы с осью резьбы. Простой способ думать об угле спирали состоит в том, что это форма, образованная резьбой винта.
Как измерить размер резьбы
Для некоторых винтов требуются соответствующие сопрягаемые детали, а это значит, что вам потребуется размер резьбы. Примеры включают крепежные винты, которые можно закрепить в резьбовом отверстии или с помощью гайки, и невыпадающие винты. То, как вы измеряете винты, зависит от того, имеете ли вы дело с метрической или унифицированной резьбой.
Резьба метрическая
Обозначается шагом в миллиметрах (мм). Вы измеряете расстояние между двумя соседними нитями по их вершинам. Проблема здесь заключается в точности из-за минимального расстояния, поэтому используйте штангенциркуль. Возьмите больший диаметр винта. Допустим, это 6 мм, который представлен как M6. Допустим, шаг 1 мм. Ваш винт M6 x 1 мм.
Унифицированная резьба
Обозначается в нитях на дюйм (TPI), и это именно то, на что это похоже. Это количество полных нитей, которые появляются на один дюйм длины резьбы. Допустим, у вас есть крепежный винт с плоской головкой. Ваш TPI прикреплен к основному диаметру. Например, если ваш диаметр составляет ¼ дюйма, а ваш TPI равен 20, то у вас есть крепежный винт с полукруглой головкой ¼–20.
Какие бывают типы винтов?
Теперь, когда вы лучше понимаете составные части винта, давайте рассмотрим различные типы винтов. Мы выбрали эти типы, чтобы дать вам представление о том, насколько они могут различаться, а также о том, какие винты использовать для разных целей.
Описание типов винтов:
Крепежные винты с полукруглой головкой Доступны с различными головками и приводамиКак правило, меньше, чем другие винты Просверлите или нарежьте резьбу в предварительно просверленном отверстии или гайке Отлично подходит для электрических применений | Установочные винты Доступны в различных типах приводовИспользуется для фиксации непараллельных поверхностей друг к другу Различные области применения, от ремонтных работ до разработки новых продуктов |
Винты по металлу Сочетает прочность на сдвиг термообработанной стали с диэлектрической изоляцией и коррозионно- и вибростойкостью нейлонаНейлоновая оболочка представляет собой экономичную альтернативу более дорогим металлическим крепежным изделиям | Винты с буртиком Используется, когда важно точное вращательное движениеВал с буртиком действует как подшипник или втулка, или как направляющая для скользящих частей Привод с внутренним шестигранником для повышенного крутящего момента |
Нейлоновые винты с накатной головкой Можно затягивать или ослаблять вручнуюБольшая головка обеспечивает легкий и надежный захват Быстрая установка или снятие экономит время и деньги Используется для приложений, требующих регулярного обслуживания (не подходит для структурных проектов) | Винты с головкой под торцевой ключ Тип крепежного винта с шестигранной головкой – используется, когда зазор для установки ограниченДля сложных механических и промышленных применений Простота установки и ослабления Превосходная сила зажима |
Загрузите бесплатные CAD и попробуйте их перед покупкой
Для большинства решений доступны бесплатные CAD, которые вы можете скачать.