Уроки по сварке инвертором для начинающих: Сварка инвертором для начинающих: основы, видео уроки
alexxlab | 05.08.2023 | 0 | Разное
Сварка инвертором для начинающих: основы, видео уроки
Сложные в эксплуатации и тяжелые сварочные аппараты полностью вытеснили с потребительского рынка инверторы. Они без проблем используются новичками, которые знают основные принципы выполнения сварочных работ. Помимо небольшого веса современные аппараты наделены дополнительным функционалом, позволяющим решать задачи по сварке любого уровня сложности. Они потребляют намного меньше энергии. Электричество используется исключительно на образование дуги, а не нагрев обмотки трансформатора.
Оборудование невосприимчиво к перепадам напряжения в сети, что позволяет применять его в местности с плохо развитой инфраструктурой. Некоторые модели отлично работают даже от сети, напряжение в которой не превышает 190В. Все без исключения специалисты трансформаторным сваркам предпочитают современные инверторы. Они лучше держат дугу и формируют шов более высокого качества.
СОДЕРЖАНИЕ
- Немного теории перед первыми шагами
- Внешний осмотр сварочного инвертора
- Азбука для начинающего сварщика
- Пошаговая инструкция для новичков
- Какие бывают дуговые промежутки?
- Формирование сварочного шва
- Прямая и обратная полярность
- Скорость подачи электрода
- Выбор силы тока
- Сваривание тонких листов металла
- Несколько советов от профессионалов
Немного теории перед первыми шагами
Новичкам совсем не помешает освоить основные принципы работы инвертора перед тем, как включить его. Основную нагрузку будет нести сеть энергоснабжения. Если старые агрегаты при включении могли оставить без электричества весь микрорайон или поселок, то современные устройства лишены данного недостатка. Они имеют накопительные конденсаторы, которые облегчают старт. Мягкое разжигание сварочной дуги и бесперебойная работа системы энергоснабжения – очень важные, хотя и не самые основные достоинства оборудования.
Основную нагрузку будет нести сеть энергоснабжения. Если старые агрегаты при включении могли оставить без электричества весь микрорайон или поселок, то современные устройства лишены данного недостатка. Они имеют накопительные конденсаторы, которые облегчают старт. Мягкое разжигание сварочной дуги и бесперебойная работа системы энергоснабжения – очень важные, хотя и не самые основные достоинства оборудования.
Необходимо твердо усвоить, что увеличение диаметра используемого электрода ведет к большему энергопотреблению. Не все устройства могут работать с самыми крупными электродами. Дело в том, что для использования конкретного диаметра требуется определенная сила тока. В противном случае сварочный шов просто не получится. Более детальная информация содержится в техническом паспорте приобретаемой модели устройства.
Внешний осмотр сварочного инвертора
Вес агрегата напрямую зависит от мощности. В торговой сети представлен большой выбор вариантов от 3 до 7 кг. Для переноса предусмотрена ручка или наплечный ремень. Если предполагается разъездной характер работы, то не помешает транспортировочный кейс. Для охлаждения силового блока предусмотрен вентилятор и специальные отверстия в корпусе. На панели предусмотрены регуляторы, индикаторы и переключатели:
Если предполагается разъездной характер работы, то не помешает транспортировочный кейс. Для охлаждения силового блока предусмотрен вентилятор и специальные отверстия в корпусе. На панели предусмотрены регуляторы, индикаторы и переключатели:
- тумблер для подачи питания;
- ручки для регулирования напряжения и силы тока;
- индикаторы, информирующие о подключении к сети и перегреве силового блока;
- выходы «+» и «-».
Азбука для начинающего сварщика
Разобраться в процессах, которые происходят внутри инвертора во время сварки поможет приведенная ниже схема.
Дуга образуется в момент соприкосновения электрода и свариваемого металла. Образуется высокая температура, которая плавит сердечник электрода и металлическую поверхность заготовки. Расплавленная среда – это так называемая «ванна», которая впоследствии станет швом. Чтобы он получился качественным, на первых порах необходима защита от активного кислорода, содержащегося в воздухе.
С этой задачей справляется обмазка электрода. Она образует пары и поверхностную корочку, препятствующих свободному перемещению молекул кислорода. После завершения сварочного процесса и снижения температуры шва на его поверхности образуется шлак – остатки защитного покрова, созданного обмазкой электрода. После полного остывания его необходимо отбить, используя специальный молоток.
Дуга, которая плавит металлы, должна поддерживаться сварщиком. Суть задачи сводится к тому, чтобы стабильно выдерживать определенное расстояние между свариваемой поверхность и электродом. При этом необходимо вести электродом строго по стыку между двумя заготовками.
Пошаговая инструкция для новичков
Для того, чтобы приступить к работе, необходимо обзавестись защитным комплектом. Он включает:
- Грубые тканевые перчатки. Резиновые использовать нельзя, поскольку под ними руки будут потеть.
- Сварочная маска для защиты роговицы глаз. Защитный фильтр подбирается под параметры силы тока.
 Поэтому желательно приобрести маску типа «хамелеон», где реализована технология автоматического выбора уровня затемнения стекла в зависимости от яркости сварочной дуги.
Поэтому желательно приобрести маску типа «хамелеон», где реализована технология автоматического выбора уровня затемнения стекла в зависимости от яркости сварочной дуги. - Куртка и брюки (или специальный костюм) из грубой ткани. Материал не должен воспламеняться от искр. Длинные рукава и защита шеи – обязательные условия для такой одежды.
- Обувь на толстой подошве с полностью закрытым верхом.
Помимо защитного комплекта сварщика необходимо иметь и надлежащим образом подготовленное рабочее место:
-
Рабочий стол достаточно большой площади, чтобы свободно расположить свариваемые заготовки.
-
Хороший уровень освещения без образования затененных участков. В противном случае качество работы обеспечить будет сложно.
-
Деревянный настил под ногами сварщика, предотвращающий поражение электрическим током.
После подготовки можно приступить к настройке силы сварочного тока и подбору электрода для выполнения конкретной работы. Для сварки инвертором применяются электроды диаметром 3-5 мм. Если они длительное время хранились в гараже или ином месте, то могли отсыреть. Необходимо предварительно высушить их на солнце или в электрическом духовом шкафу. Далее клемму массы необходимо «законтачить» со свариваемой поверхностью.
Для сварки инвертором применяются электроды диаметром 3-5 мм. Если они длительное время хранились в гараже или ином месте, то могли отсыреть. Необходимо предварительно высушить их на солнце или в электрическом духовом шкафу. Далее клемму массы необходимо «законтачить» со свариваемой поверхностью.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM.
Для получения качественного результата свариваемую поверхность необходимо предварительно подготовить:
- место сварки очистить от ржавчины;
- снимаются остатки краски или жиров;
- кромки обрабатываются растворителем.
Учиться лучше начинать с толстыми заготовками. Первый шов следует выполнить на горизонтальной поверхности. На листе металла чертится прямая линия, по которой следует вести электродом для получения сварочного шва в виде валика. Любой сварочный процесс начинается с получения дуги.
После розжига дуги ее следует удерживать, контролируя расстояние между электродом и заготовками. Изначально сделать это будет непросто, но после нескольких уроков рука, что называется, «набьется» и выдерживать заданное расстояние будет намного проще. Большинству новичкам достаточно будет просто унять дрожь в руках. И только единицы смогут выполнить все более-менее правильно с первого раза.
В любом случае будет получаться сварочный шов, неважно какого качества. Главное, последовательно выполнять упражнения до тех пор, пока он не станет сравнительно однородным и ровным по высоте. После его остывания нужно убрать шлак и окалину. Для этого в арсенале сварщика есть специальный небольшой молоточек. После удаления шлака станет виден, собственно, шов. Не исключено (а скорее, вероятнее всего), что будут обнажены и недостатки.
Какие бывают дуговые промежутки?
В любом учебнике по сварочному делу акцентируется внимание на том, что важно поддерживать одинаковый зазор между электродом и рабочей поверхностью. От этого зависит качество будущего шва. Принято различать три вида сварочной дуги:
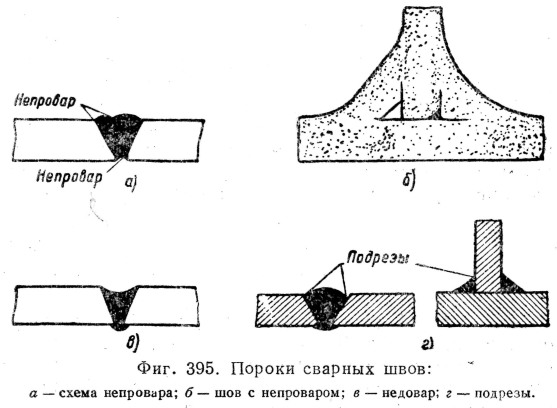
- короткая. Длина составляет примерно 1 мм. В этом случае металл разогревается на небольшое расстояние по ширине и получается выпуклый шов. Возможно образование дефекта «подрез», который снижает прочность соединения;
- длинная (более 3 мм). Очень трудно поддерживать стабильность. Плохо прогревается металл и качество работы оставляет желать лучшего;
- нормальная. Имеет длину 2-3 мм. Хорошее качество соединения и нормальный внешний вид.

Оптимальный результат будет только после того, когда новичок научится контролировать длину сварочной дуги.
Формирование сварочного шва
Быстрое перемещение электрода приводит к образованию дефектов. В некоторых случаях помимо поступательного требуется и поперечное движение для получения широкого шва и хорошего прогрева свариваемой поверхности. Поперечное движение не рекомендуется выполнять при ширине шва до 4 мм. Как и с какой интенсивностью выполнять перемещение электрода каждый сварщик решает сам, опираясь на практический опыт. Среди профессионалов это принято называть «почерком сварщика».
Изменяя направление во время работы стоит помнить, что сварочная ванна перемещается вслед за теплом. Если недостаточно расплавленного металла электрода (быстрое перемещение), образуется подрез. Чтобы избежать образования канавки, следует внимательно контролировать границы перемещения электрода и делать ванну тоньше. Управлять ее формированием можно при помощи наклона электрода. В этом случае шов будет приподыматься, а ванна становится меньше – так удается плоский шов. Прием формирования сварочного шва при помощи наклона электрода чаще всего используется при сварке тонких листов металла.
В этом случае шов будет приподыматься, а ванна становится меньше – так удается плоский шов. Прием формирования сварочного шва при помощи наклона электрода чаще всего используется при сварке тонких листов металла.
Прямая и обратная полярность
Плавится металл под воздействие сварочной дуги. Принято различать два варианта выполнения сварочных работ, которые отличаются способом подключения. Прямой подразумевает подсоединение электрода к минусу, а металла – к плюсу. Характерная особенность – глубокая и в то же время узкая зона плавления металла. При обратной полярности, когда заготовки подключены к минусу, а электроды – к плюсу, снижается количество передаваемого металлу тепла. Зона плавления получается шириной, но малой глубины.
Какой способ лучше применять при сварочных работах? Выбор варианта зависит от толщины соединяемого металла. Тонкие заготовки, как правило, подключаются к минусу, поскольку в этом случае им передается меньше тепла и шансы прожечь заготовку снижаются.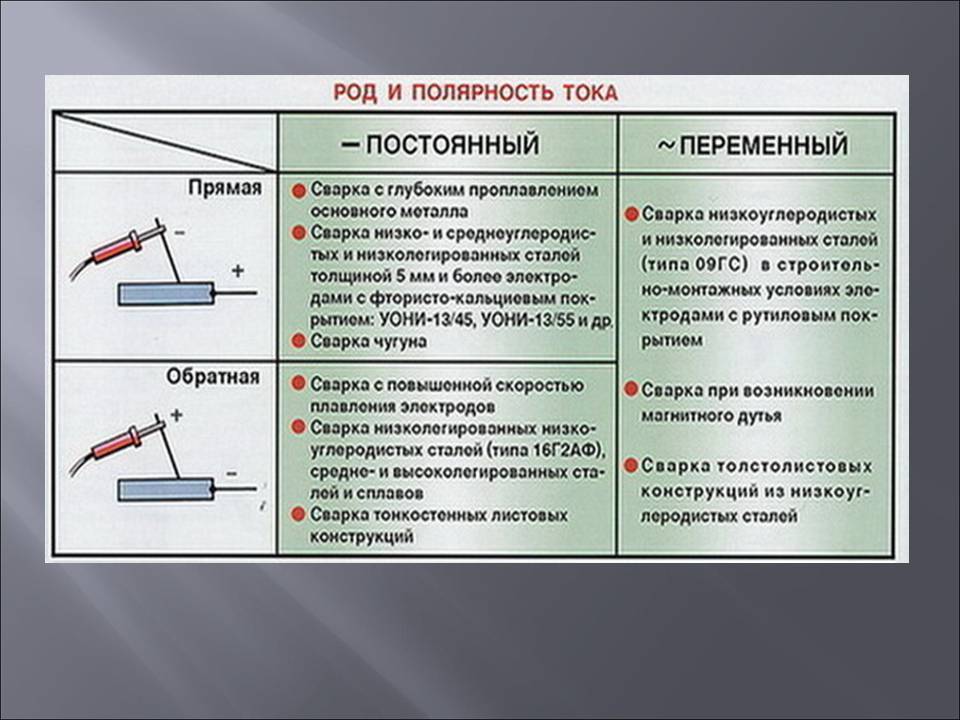 Прямой способ подключения больше подходит для сваривания толстых заготовок.
Прямой способ подключения больше подходит для сваривания толстых заготовок.
Скорость подачи электрода
Перемещением электрода необходимо добиться образование достаточного количества расплавленного металла в зоне сварки. В противном случае образуется дефект «подрез». При слишком быстром перемещении металл прогревается плохо, свариваемые кромки не проплавляются, а шов ложится сверху и получается неглубоким. При слишком медленном перемещении металл перегревается и возможно прожигание или деформация его поверхности.
Выбор силы тока
Сила тока выставляется регулятором на инверторе в зависимости от толщины заготовки. В сочетании со скоростью перемещения электрода сила тока формирует сварной шов. Увеличение ампеража приводит к углублению зоны плавления металла. Это в свою очередь дает возможность быстрее вести электрод. При грамотном выборе двух данных параметров получается аккуратны и, главное, очень прочный шов.
| Диаметр электрода, мм | Толщина металла, мм | Сварочный ток, A |
|---|---|---|
| 1,6 | 1-2 | 25-50 |
| 2 | 2-3 | 40-80 |
| 2,5 | 2-3 | 60-100 |
| 3 | 3-4 | 80-160 |
| 4 | 4-6 | 120-200 |
| 5 | 6-8 | 180-250 |
| 5-6 | 10-24 | 220-320 |
| 6-8 | 30-60 | 300-400 |
Сваривание тонких листов металла
Прежде всего следует обратить внимание на полярность подключения, исходя из того, что положительный полю прогревается больше и, следовательно, будет лучше плавиться. То есть, если плюс подключить к тонкому листу, высока вероятность того, что он будет прожжен.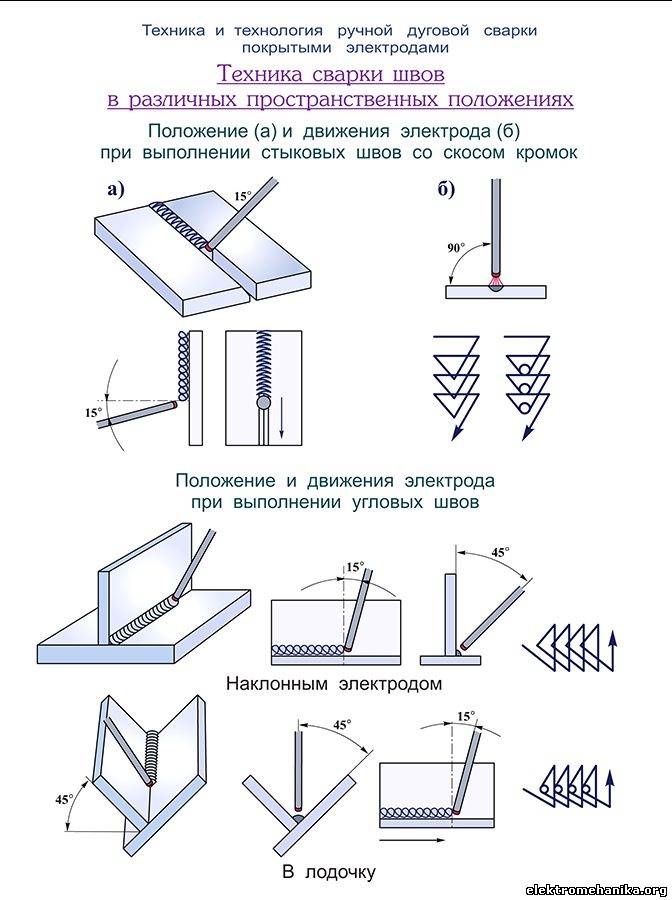
Любителям и начинающим сварщикам, которые планируют работать с тонким металлом, нужно усвоить несколько простых правил:
- Сваривать поверхность желательно на минимально рекомендуемой силе тока.
- Шов накладывают углом вперед.
- Сварку подключают в обратной полярности.
- Чтобы избежать деформации заготовок, их надо хорошо закрепить перед сваркой.
- Когда возникает потребность поставить прихватки (длина заготовки более 0,5 метра), начинать нужно с середины деталей и двигаться к краям.
Несколько советов от профессионалов
Любой начинающий сварщик делает много ошибок. Это нормально для процесса обучения. Но некоторых из них можно избежать, если следовать советам от опытных мастером:
- Во время процесса сварочный шов должен быть виден сварщику.
 В этом случае удастся избежать прожига металла и получить максимально качественное соединение.
В этом случае удастся избежать прожига металла и получить максимально качественное соединение. - Первые шаги в освоении профессии следует делать на горизонтальных поверхностях. Расположив детали удобно на столе, новичок сможет быстрее освоить азы профессии. После можно приступать к круговым швам, и только потом можно начинать сваривать в вертикальном положении.
- Начинать следует с листами металла, положенными внахлест. Так легче получить первые навыки и при этом не приварить заготовки к рабочей поверхности стола.
- Угловые соединения непросто выполнить качественно. Возможен слив расплавленного металла на одну из сторон. Чтобы упростить решение задачи, следует расположить заготовки «лодочкой», когда сварной шов находится в самой нижней точке по отношению к поверхностям заготовок.
- Сложнее всего наносить вертикальные швы. Важно всегда операцию выполнять снизу-вверх и никогда в обратном порядке.
- Полученные дефекты несложно отремонтировать.
 Для этого накладывают шов еще раз целиком или же исправляют бракованную часть шва.
Для этого накладывают шов еще раз целиком или же исправляют бракованную часть шва. - Проварить толстый металл будет проще, если с обеих сторон снять фаску. Еще один прием – расположить поверхность на небольшом расстоянии одна от другой (примерно, 0,5 мм).
Сварка инвертором для начинающих: основы, видео уроки
Сложные в эксплуатации и тяжелые сварочные аппараты полностью вытеснили с потребительского рынка инверторы. Они без проблем используются новичками, которые знают основные принципы выполнения сварочных работ. Помимо небольшого веса современные аппараты наделены дополнительным функционалом, позволяющим решать задачи по сварке любого уровня сложности. Они потребляют намного меньше энергии. Электричество используется исключительно на образование дуги, а не нагрев обмотки трансформатора.
Оборудование невосприимчиво к перепадам напряжения в сети, что позволяет применять его в местности с плохо развитой инфраструктурой. Некоторые модели отлично работают даже от сети, напряжение в которой не превышает 190В. Все без исключения специалисты трансформаторным сваркам предпочитают современные инверторы. Они лучше держат дугу и формируют шов более высокого качества.
Некоторые модели отлично работают даже от сети, напряжение в которой не превышает 190В. Все без исключения специалисты трансформаторным сваркам предпочитают современные инверторы. Они лучше держат дугу и формируют шов более высокого качества.
СОДЕРЖАНИЕ
- Немного теории перед первыми шагами
- Внешний осмотр сварочного инвертора
- Азбука для начинающего сварщика
- Пошаговая инструкция для новичков
- Какие бывают дуговые промежутки?
- Формирование сварочного шва
- Прямая и обратная полярность
- Скорость подачи электрода
- Выбор силы тока
- Сваривание тонких листов металла
- Несколько советов от профессионалов
Немного теории перед первыми шагами
Новичкам совсем не помешает освоить основные принципы работы инвертора перед тем, как включить его. Основную нагрузку будет нести сеть энергоснабжения. Если старые агрегаты при включении могли оставить без электричества весь микрорайон или поселок, то современные устройства лишены данного недостатка. Они имеют накопительные конденсаторы, которые облегчают старт. Мягкое разжигание сварочной дуги и бесперебойная работа системы энергоснабжения – очень важные, хотя и не самые основные достоинства оборудования.
Они имеют накопительные конденсаторы, которые облегчают старт. Мягкое разжигание сварочной дуги и бесперебойная работа системы энергоснабжения – очень важные, хотя и не самые основные достоинства оборудования.
Необходимо твердо усвоить, что увеличение диаметра используемого электрода ведет к большему энергопотреблению. Не все устройства могут работать с самыми крупными электродами. Дело в том, что для использования конкретного диаметра требуется определенная сила тока. В противном случае сварочный шов просто не получится. Более детальная информация содержится в техническом паспорте приобретаемой модели устройства.
Внешний осмотр сварочного инвертора
Вес агрегата напрямую зависит от мощности. В торговой сети представлен большой выбор вариантов от 3 до 7 кг. Для переноса предусмотрена ручка или наплечный ремень. Если предполагается разъездной характер работы, то не помешает транспортировочный кейс. Для охлаждения силового блока предусмотрен вентилятор и специальные отверстия в корпусе. На панели предусмотрены регуляторы, индикаторы и переключатели:
На панели предусмотрены регуляторы, индикаторы и переключатели:
- тумблер для подачи питания;
- ручки для регулирования напряжения и силы тока;
- индикаторы, информирующие о подключении к сети и перегреве силового блока;
- выходы «+» и «-».
Азбука для начинающего сварщика
Разобраться в процессах, которые происходят внутри инвертора во время сварки поможет приведенная ниже схема.
Дуга образуется в момент соприкосновения электрода и свариваемого металла. Образуется высокая температура, которая плавит сердечник электрода и металлическую поверхность заготовки. Расплавленная среда – это так называемая «ванна», которая впоследствии станет швом. Чтобы он получился качественным, на первых порах необходима защита от активного кислорода, содержащегося в воздухе.
С этой задачей справляется обмазка электрода. Она образует пары и поверхностную корочку, препятствующих свободному перемещению молекул кислорода. После завершения сварочного процесса и снижения температуры шва на его поверхности образуется шлак – остатки защитного покрова, созданного обмазкой электрода. После полного остывания его необходимо отбить, используя специальный молоток.
После полного остывания его необходимо отбить, используя специальный молоток.
Дуга, которая плавит металлы, должна поддерживаться сварщиком. Суть задачи сводится к тому, чтобы стабильно выдерживать определенное расстояние между свариваемой поверхность и электродом. При этом необходимо вести электродом строго по стыку между двумя заготовками.
Пошаговая инструкция для новичков
Для того, чтобы приступить к работе, необходимо обзавестись защитным комплектом. Он включает:
- Грубые тканевые перчатки. Резиновые использовать нельзя, поскольку под ними руки будут потеть.
- Сварочная маска для защиты роговицы глаз. Защитный фильтр подбирается под параметры силы тока. Поэтому желательно приобрести маску типа «хамелеон», где реализована технология автоматического выбора уровня затемнения стекла в зависимости от яркости сварочной дуги.
- Куртка и брюки (или специальный костюм) из грубой ткани. Материал не должен воспламеняться от искр.
 Длинные рукава и защита шеи – обязательные условия для такой одежды.
Длинные рукава и защита шеи – обязательные условия для такой одежды. - Обувь на толстой подошве с полностью закрытым верхом.
Помимо защитного комплекта сварщика необходимо иметь и надлежащим образом подготовленное рабочее место:
-
Рабочий стол достаточно большой площади, чтобы свободно расположить свариваемые заготовки.
-
Хороший уровень освещения без образования затененных участков. В противном случае качество работы обеспечить будет сложно.
-
Деревянный настил под ногами сварщика, предотвращающий поражение электрическим током.
После подготовки можно приступить к настройке силы сварочного тока и подбору электрода для выполнения конкретной работы. Для сварки инвертором применяются электроды диаметром 3-5 мм. Если они длительное время хранились в гараже или ином месте, то могли отсыреть. Необходимо предварительно высушить их на солнце или в электрическом духовом шкафу.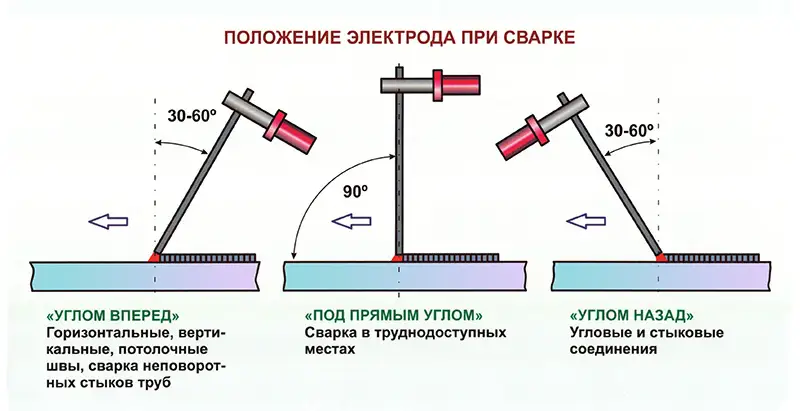 Далее клемму массы необходимо «законтачить» со свариваемой поверхностью.
Далее клемму массы необходимо «законтачить» со свариваемой поверхностью.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM.
Для получения качественного результата свариваемую поверхность необходимо предварительно подготовить:
- место сварки очистить от ржавчины;
- снимаются остатки краски или жиров;
- кромки обрабатываются растворителем.
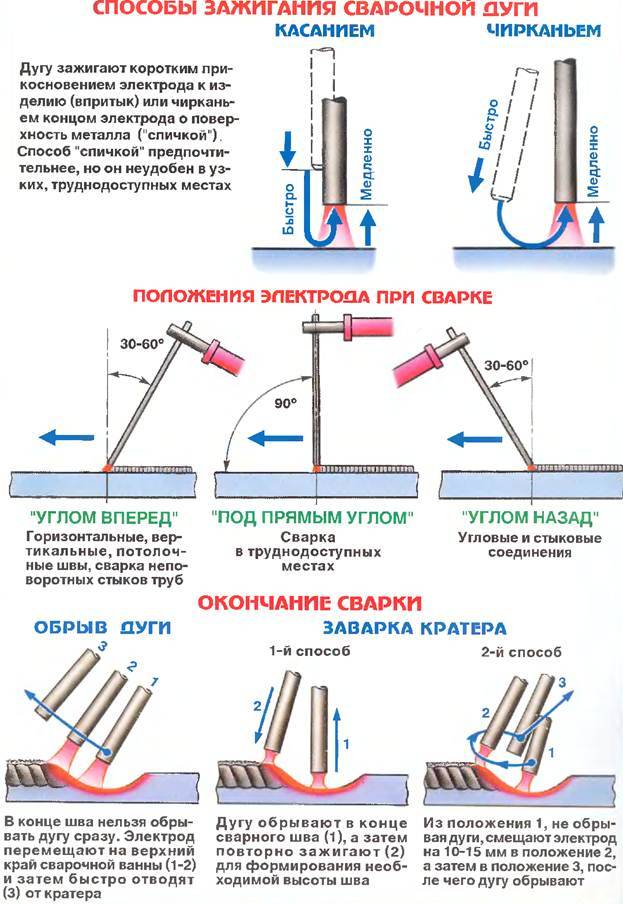
Учиться лучше начинать с толстыми заготовками. Первый шов следует выполнить на горизонтальной поверхности. На листе металла чертится прямая линия, по которой следует вести электродом для получения сварочного шва в виде валика. Любой сварочный процесс начинается с получения дуги. Есть два способа: чирканье или постукивание электродом по металлу. Можно попытаться освоить оба приема. При этом желательно не оставлять следов вне области сварочного шва.
После розжига дуги ее следует удерживать, контролируя расстояние между электродом и заготовками. Изначально сделать это будет непросто, но после нескольких уроков рука, что называется, «набьется» и выдерживать заданное расстояние будет намного проще. Большинству новичкам достаточно будет просто унять дрожь в руках. И только единицы смогут выполнить все более-менее правильно с первого раза.
Изначально сделать это будет непросто, но после нескольких уроков рука, что называется, «набьется» и выдерживать заданное расстояние будет намного проще. Большинству новичкам достаточно будет просто унять дрожь в руках. И только единицы смогут выполнить все более-менее правильно с первого раза.
В любом случае будет получаться сварочный шов, неважно какого качества. Главное, последовательно выполнять упражнения до тех пор, пока он не станет сравнительно однородным и ровным по высоте. После его остывания нужно убрать шлак и окалину. Для этого в арсенале сварщика есть специальный небольшой молоточек. После удаления шлака станет виден, собственно, шов. Не исключено (а скорее, вероятнее всего), что будут обнажены и недостатки. Не стоит огорчаться. Изъяны можно исправить, если проварить неудачные участки еще раз.
Какие бывают дуговые промежутки?
В любом учебнике по сварочному делу акцентируется внимание на том, что важно поддерживать одинаковый зазор между электродом и рабочей поверхностью. От этого зависит качество будущего шва. Принято различать три вида сварочной дуги:
От этого зависит качество будущего шва. Принято различать три вида сварочной дуги:
- короткая. Длина составляет примерно 1 мм. В этом случае металл разогревается на небольшое расстояние по ширине и получается выпуклый шов. Возможно образование дефекта «подрез», который снижает прочность соединения;
- длинная (более 3 мм). Очень трудно поддерживать стабильность. Плохо прогревается металл и качество работы оставляет желать лучшего;
- нормальная. Имеет длину 2-3 мм. Хорошее качество соединения и нормальный внешний вид.
Оптимальный результат будет только после того, когда новичок научится контролировать длину сварочной дуги.
Формирование сварочного шва
Быстрое перемещение электрода приводит к образованию дефектов. В некоторых случаях помимо поступательного требуется и поперечное движение для получения широкого шва и хорошего прогрева свариваемой поверхности. Поперечное движение не рекомендуется выполнять при ширине шва до 4 мм. Как и с какой интенсивностью выполнять перемещение электрода каждый сварщик решает сам, опираясь на практический опыт. Среди профессионалов это принято называть «почерком сварщика».
Как и с какой интенсивностью выполнять перемещение электрода каждый сварщик решает сам, опираясь на практический опыт. Среди профессионалов это принято называть «почерком сварщика».
Изменяя направление во время работы стоит помнить, что сварочная ванна перемещается вслед за теплом. Если недостаточно расплавленного металла электрода (быстрое перемещение), образуется подрез. Чтобы избежать образования канавки, следует внимательно контролировать границы перемещения электрода и делать ванну тоньше. Управлять ее формированием можно при помощи наклона электрода. В этом случае шов будет приподыматься, а ванна становится меньше – так удается плоский шов. Прием формирования сварочного шва при помощи наклона электрода чаще всего используется при сварке тонких листов металла.
Прямая и обратная полярность
Плавится металл под воздействие сварочной дуги. Принято различать два варианта выполнения сварочных работ, которые отличаются способом подключения. Прямой подразумевает подсоединение электрода к минусу, а металла – к плюсу. Характерная особенность – глубокая и в то же время узкая зона плавления металла. При обратной полярности, когда заготовки подключены к минусу, а электроды – к плюсу, снижается количество передаваемого металлу тепла. Зона плавления получается шириной, но малой глубины.
Характерная особенность – глубокая и в то же время узкая зона плавления металла. При обратной полярности, когда заготовки подключены к минусу, а электроды – к плюсу, снижается количество передаваемого металлу тепла. Зона плавления получается шириной, но малой глубины.
Какой способ лучше применять при сварочных работах? Выбор варианта зависит от толщины соединяемого металла. Тонкие заготовки, как правило, подключаются к минусу, поскольку в этом случае им передается меньше тепла и шансы прожечь заготовку снижаются. Прямой способ подключения больше подходит для сваривания толстых заготовок.
Скорость подачи электрода
Перемещением электрода необходимо добиться образование достаточного количества расплавленного металла в зоне сварки. В противном случае образуется дефект «подрез». При слишком быстром перемещении металл прогревается плохо, свариваемые кромки не проплавляются, а шов ложится сверху и получается неглубоким. При слишком медленном перемещении металл перегревается и возможно прожигание или деформация его поверхности.
При слишком медленном перемещении металл перегревается и возможно прожигание или деформация его поверхности.
Выбор силы тока
Сила тока выставляется регулятором на инверторе в зависимости от толщины заготовки. В сочетании со скоростью перемещения электрода сила тока формирует сварной шов. Увеличение ампеража приводит к углублению зоны плавления металла. Это в свою очередь дает возможность быстрее вести электрод. При грамотном выборе двух данных параметров получается аккуратны и, главное, очень прочный шов.
| Диаметр электрода, мм | Толщина металла, мм | Сварочный ток, A |
|---|---|---|
| 1,6 | 1-2 | 25-50 |
| 2 | 2-3 | 40-80 |
| 2,5 | 2-3 | 60-100 |
| 3 | 3-4 | 80-160 |
| 4 | 4-6 | 120-200 |
| 5 | 6-8 | 180-250 |
| 5-6 | 10-24 | 220-320 |
| 6-8 | 30-60 | 300-400 |
Сваривание тонких листов металла
Прежде всего следует обратить внимание на полярность подключения, исходя из того, что положительный полю прогревается больше и, следовательно, будет лучше плавиться. То есть, если плюс подключить к тонкому листу, высока вероятность того, что он будет прожжен. Плюс к электроду заставляет его быстрее плавиться. Исходя из вышесказанного, лучше придерживаться обратной последовательности подключения. Минус – к листу, а электрод присоединить к положительному полюсу.
То есть, если плюс подключить к тонкому листу, высока вероятность того, что он будет прожжен. Плюс к электроду заставляет его быстрее плавиться. Исходя из вышесказанного, лучше придерживаться обратной последовательности подключения. Минус – к листу, а электрод присоединить к положительному полюсу.
Любителям и начинающим сварщикам, которые планируют работать с тонким металлом, нужно усвоить несколько простых правил:
- Сваривать поверхность желательно на минимально рекомендуемой силе тока.
- Шов накладывают углом вперед.
- Сварку подключают в обратной полярности.
- Чтобы избежать деформации заготовок, их надо хорошо закрепить перед сваркой.
- Когда возникает потребность поставить прихватки (длина заготовки более 0,5 метра), начинать нужно с середины деталей и двигаться к краям.
Несколько советов от профессионалов
Любой начинающий сварщик делает много ошибок. Это нормально для процесса обучения. Но некоторых из них можно избежать, если следовать советам от опытных мастером:
Но некоторых из них можно избежать, если следовать советам от опытных мастером:
- Во время процесса сварочный шов должен быть виден сварщику. В этом случае удастся избежать прожига металла и получить максимально качественное соединение.
- Первые шаги в освоении профессии следует делать на горизонтальных поверхностях. Расположив детали удобно на столе, новичок сможет быстрее освоить азы профессии. После можно приступать к круговым швам, и только потом можно начинать сваривать в вертикальном положении.
- Начинать следует с листами металла, положенными внахлест. Так легче получить первые навыки и при этом не приварить заготовки к рабочей поверхности стола.
- Угловые соединения непросто выполнить качественно. Возможен слив расплавленного металла на одну из сторон. Чтобы упростить решение задачи, следует расположить заготовки «лодочкой», когда сварной шов находится в самой нижней точке по отношению к поверхностям заготовок.
- Сложнее всего наносить вертикальные швы.
 Важно всегда операцию выполнять снизу-вверх и никогда в обратном порядке.
Важно всегда операцию выполнять снизу-вверх и никогда в обратном порядке. - Полученные дефекты несложно отремонтировать. Для этого накладывают шов еще раз целиком или же исправляют бракованную часть шва.
- Проварить толстый металл будет проще, если с обеих сторон снять фаску. Еще один прием – расположить поверхность на небольшом расстоянии одна от другой (примерно, 0,5 мм).
Инверторная сварка для начинающих: инструкция и видео
В частном доме и на даче всегда есть потребность что-то приготовить. Чтобы не обращаться к профи по пустякам (и не платить им), можно купить недорогой сварочный аппарат и изучить его самостоятельно. Для приобретения этих навыков рекомендуется приобрести сварочные аппараты постоянного тока и, в частности, сварочные инверторы. Они имеют небольшие габариты, мало весят, с их помощью можно получить качественный шов даже без большого опыта. Что не менее важно, в этой категории есть хорошие устройства по невысокой цене (5-10 тысяч рублей). Поэтому инверторная сварка для начинающих – это лучшее, что сегодня может предложить рынок.
Что не менее важно, в этой категории есть хорошие устройства по невысокой цене (5-10 тысяч рублей). Поэтому инверторная сварка для начинающих – это лучшее, что сегодня может предложить рынок.
Содержание статьи
- 1 Что такое сварочный инвертор и как он работает
- 2 Основы инверторной сварки
- 2.1 Инверторная сварка для начинающих
- 2.1.1 Как формируется шов при сварке 900 08
- 2.1 Инверторная сварка для начинающих
- 3 Как научиться сваривать металл инвертором
Что такое сварочный инвертор и как он работает
Инвертором это устройство назвали потому, что оно преобразует переменный ток сети 220 В частотой 50 Гц в высокочастотные колебания, а затем в постоянный ток. При этом прибор имеет высокий КПД: около 85-90%, и даже при достаточно больших нагрузках счетчик немного “трясется”. В любом случае, вам не придется платить сумасшедшие счета. Расход будет чуть выше, чем без сварки, но ненамного.
Эта маленькая коробка — инверторный сварочный аппарат.
Большинство инверторных сварочных аппаратов работают от бытовой сети 220 В (есть аппараты от 380 В). И это одно из их преимуществ. Более того, они практически никак на него не влияют, т.е. не «садят» напряжение. Что касается ваших соседей, то будьте спокойны: они даже не узнают, что вы занимаетесь сваркой. Второй важный плюс в том, что они могут более-менее нормально работать даже при пониженном напряжении. Конечно, нужно смотреть характеристики, но при 170 В большинство из них еще позволяют работать с электродом 3 мм. Это очень важно, особенно в сельской местности, где низкое напряжение является скорее нормой, чем исключением.
Что также хорошо для новичков, так это то, что дугу при инверторной сварке легче получить и удерживать. Да и вообще, по мнению многих, готовит из него “мягче” и дуга у него “светлее”. Так что если хотите научиться готовить – попробуйте сначала инверторную сварку.
О выборе сварочных инверторов для дома и дачи читайте здесь.
Основы сварочного инвертора
Сначала рассмотрим конструкцию сварочного инвертора.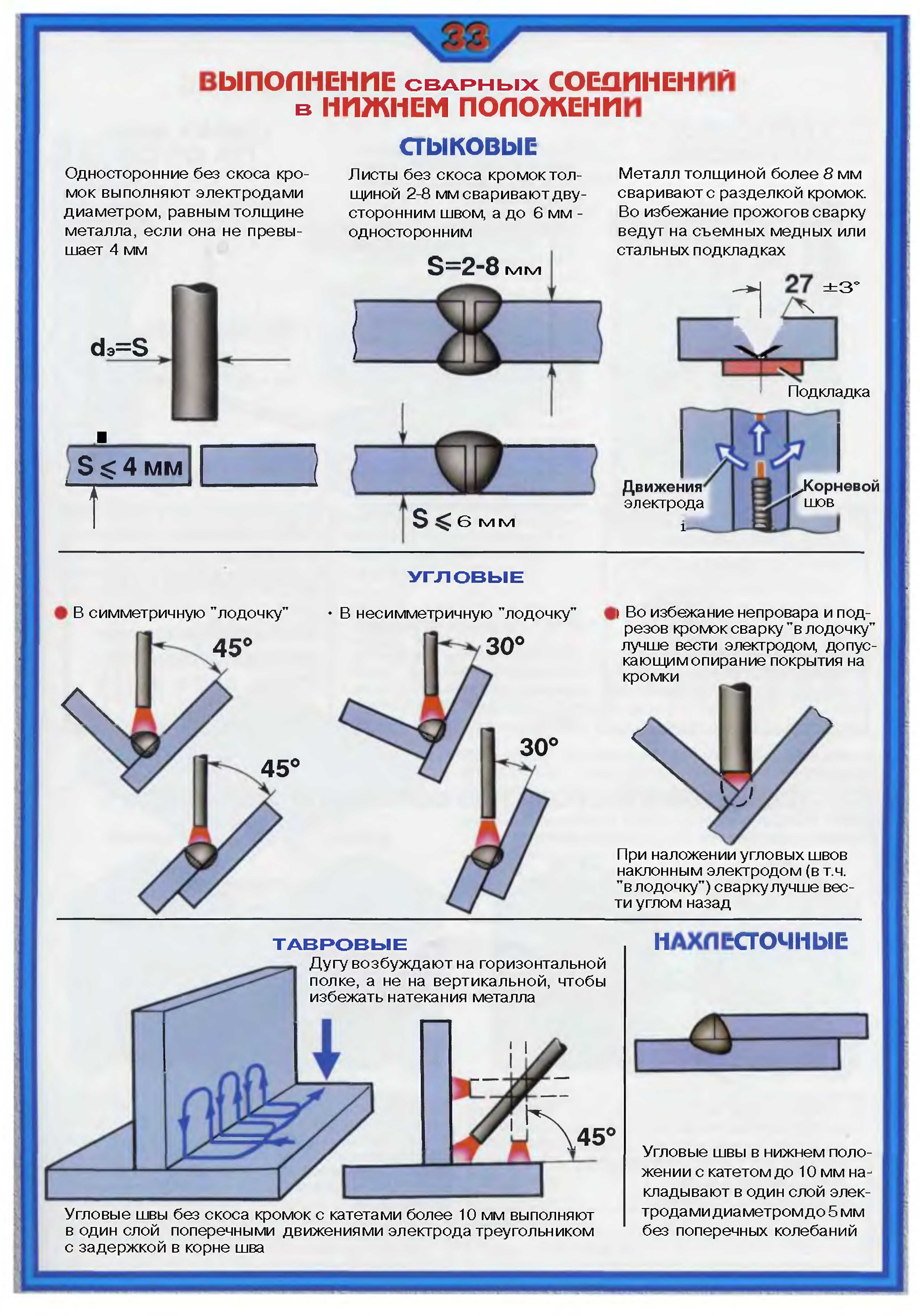 Не будем рассматривать «начинку», разберем, что сверху и что придется использовать.
Не будем рассматривать «начинку», разберем, что сверху и что придется использовать.
Из чего состоит инверторный сварочный аппарат (Чтобы увеличить картинку, щелкните по ней правой кнопкой мыши)
Это устройство представляет собой небольшую металлическую коробку, которая в зависимости от мощности весит от 3 кг до 6-7 кг. Корпус обычно металлический, некоторые производители делают в нем вентиляционные отверстия – для лучшего охлаждения “начинки” (в основном трансформатора). Для переноски есть ремешок, иногда есть и ручка: ремешок надевается на плечо, если работа требует движения.
На одной из панелей есть кнопка включения или тумблер. На передней панели есть индикаторы питания и перегрева. Имеются также ручки для установки напряжения и сварочного тока. Также на передней панели есть два выхода – “+” и “-“, к которым подключаются рабочие кабели. Один трос заканчивается клипсой-прищепкой, которой цепляется за заготовку, второй электрододержателем. Разъем кабеля питания обычно расположен сзади. Вот и все.
Вот и все.
При покупке инвертора убедитесь, что кабели достаточно длинные и гибкие для более комфортной работы. Именно на недостаточно длинные и жесткие рабочие тросы больше всего нареканий пользователей сварочных инверторных аппаратов популярной марки «Ресанта».
Инверторная сварка для начинающих
Как и при любой электросварке, металл плавится за счет тепла электрической дуги. Это происходит между сварочным электродом и свариваемым металлом. Для создания дуги их соединяют с противоположными полюсами: на один подается «+», на второй «-».
Когда электрод соединен с «минусом», а детали с «плюсом», соединение называется «прямым». Если на электрод подается «плюс», соединение меняется на противоположное. Оба варианта используются при сварке, но только для металлов разной толщины: наоборот – для сварки тонких металлов; прямой – для сварки толстых металлов (толщиной более 3 мм).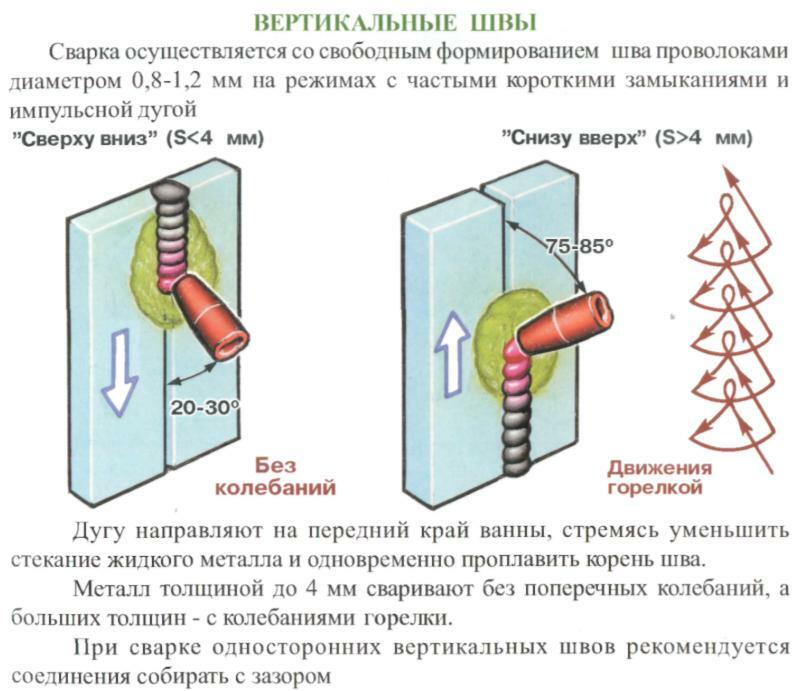 Но это не непреложное правило; иногда делают наоборот.
Но это не непреложное правило; иногда делают наоборот.
Прямая и обратная полярность подключения на сварочном инверторе
Чем вызвано это деление на практике? Физика процесса. Когда возникает дуга, электроды перемещаются от минуса к плюсу. А еще они передают свою энергию положительно заряженной поверхности, повышая ее температуру. Поэтому элемент, который подключен к плюсовому выходу, нагревается сильнее. При сварке металлов достаточной толщины их нужно хорошо прогреть, чтобы они сплавились и шов получился качественным. Поэтому им подается “+”. Тонкий металл, наоборот, может прогореть от перегрева и за него цепляется «минус», сильнее нагревая электрод, от которого в шов поступает больше расплавленного металла.
Правильно варить металл инвертором можно только в том случае, если электрод хорошо вами управляется. Для этого нужно правильно взять хват. Как это сделать, смотрите в видео.
Как образуется шов при сварке
Чтобы понятнее были основы инверторной сварки, рассмотрим, что происходит при образовании шва. Для начала уточним, что сварочный электрод для сварки металлов состоит из металлического сердечника и покрытия – специального покрытия, закрывающего зону сварки от контакта с кислородом, содержащимся в воздухе. Подробнее об электродах для инверторов читайте здесь.
Для начала уточним, что сварочный электрод для сварки металлов состоит из металлического сердечника и покрытия – специального покрытия, закрывающего зону сварки от контакта с кислородом, содержащимся в воздухе. Подробнее об электродах для инверторов читайте здесь.
Теперь о самом процессе сварки. Электрическая дуга образуется при соприкосновении сердечника электрода и металла (как зажечь дугу читайте ниже). При этом покрытие начинает подгорать. Он частично плавится, переходя в жидкое состояние, а частично превращается в газы. Эти газы окружают зону сварки – сварочную ванну. Они не позволяют кислороду воздуха «прорываться» к расплавленному металлу. Часть покрытия, перешедшая в жидкое состояние, покрывает расплавленный металл, создавая второй слой защиты. После остывания превращается в шлак, который покрывает шов коркой. И на этом этапе шлак защищает еще горячий металл от кислорода.
Как работает инверторная сварка
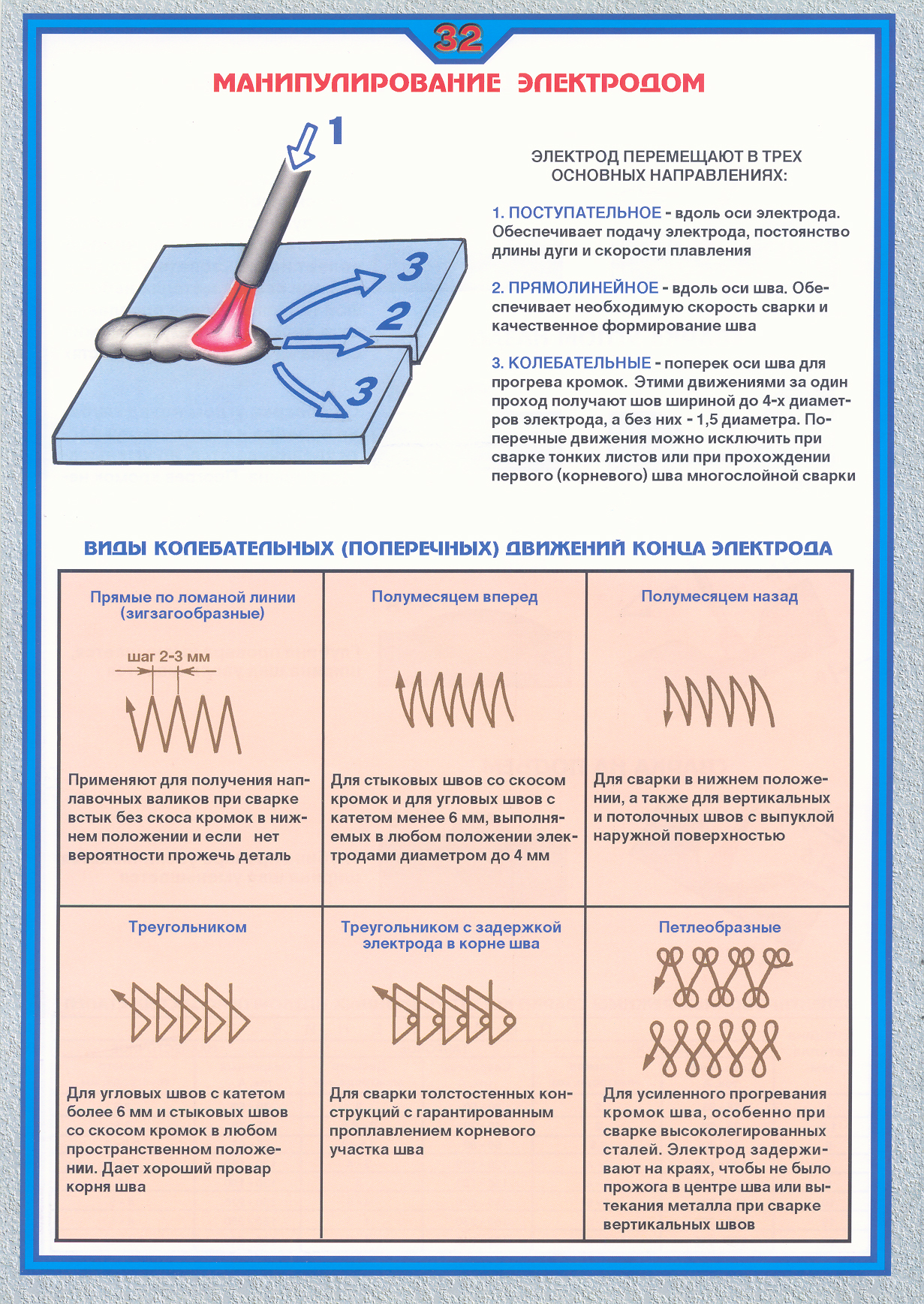
Но шлак и защита далеко не единственный процесс, который происходит в этом случае и который необходимо контролировать. При сварке необходимо следить за тем, чтобы стык двух кусков металла прогревался равномерно и в достаточной степени. Обе части должны плавиться на одинаковом расстоянии от края. Чтобы нагрев был равномерным, нужно соблюдать одинаковое расстояние от острия электрода до детали. Сделать это не очень просто: электрод при сварке плавится, и частицы его расплавленного металла переносятся дугой в шов. Поэтому приходится постепенно приближать электрододержатель к детали. Но на этом технология электродной сварки не заканчивается. Также необходимо «выписать» его кончиком некоторые фигуры – зигзаги, кружочки, елочки и т. д. Они позволяют сделать шов шире и сплавить две детали между собой. Наиболее распространенные движения электрода показаны на фото ниже.
При сварке необходимо следить за тем, чтобы стык двух кусков металла прогревался равномерно и в достаточной степени. Обе части должны плавиться на одинаковом расстоянии от края. Чтобы нагрев был равномерным, нужно соблюдать одинаковое расстояние от острия электрода до детали. Сделать это не очень просто: электрод при сварке плавится, и частицы его расплавленного металла переносятся дугой в шов. Поэтому приходится постепенно приближать электрододержатель к детали. Но на этом технология электродной сварки не заканчивается. Также необходимо «выписать» его кончиком некоторые фигуры – зигзаги, кружочки, елочки и т. д. Они позволяют сделать шов шире и сплавить две детали между собой. Наиболее распространенные движения электрода показаны на фото ниже.
Движения электрода при сварке инвертором: для начинающих сварщиков необходимо отработать несколько движений до автоматизма
То есть нужно перемещать электрод из стороны в сторону на ширину шва по одной из этих траекторий, при этом следя за состоянием сварочной ванны, и опуская электрод по мере его выгорания, сохраняя расстояние до детали постоянным.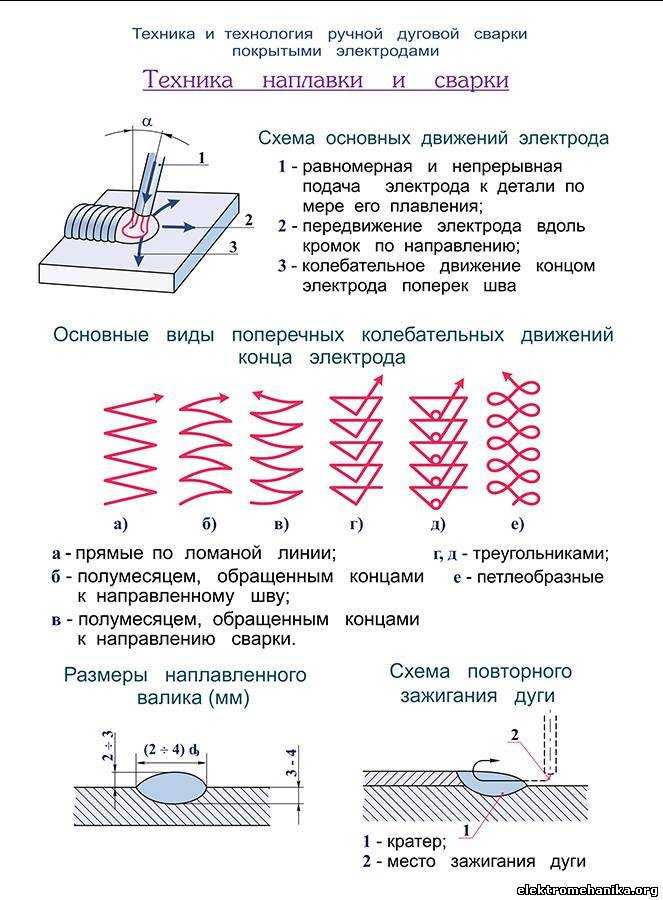 Это такая сложная задача для тех, кто хочет научиться варить металл. Со сварочным инвертором проще – дуга постоянная и не скачет, но поначалу может и не получиться.
Это такая сложная задача для тех, кто хочет научиться варить металл. Со сварочным инвертором проще – дуга постоянная и не скачет, но поначалу может и не получиться.
Это очень замедленное видео показывает перенос металлических частиц с электрода в сварочную ванну и то, как они образуются.
Как научиться сваривать металл инвертором
Начните обучение с зажигания дуги. Для этого вам потребуются, кроме аппарата, металла (толщиной 5-6 мм) и электрода, маска и краги (плотные кожаные перчатки) сварщика, а также толстая одежда и сапоги из толстой кожи для защиты от искр и шлака.
Они начинаются с подключения сварочных кабелей. Затем выбранный электрод вставляется в держатель (для начала возьмите МП 3 диаметром 3 мм — они легко воспламеняются и хорошо провариваются). Затем включите питание, установите сварочный ток (см. таблицу). Для электрода диаметром 3 мм устанавливают силу тока 90-120 А.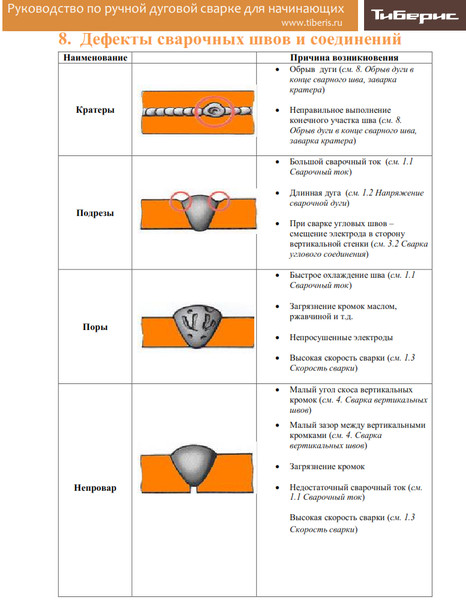 Силу тока в процессе сварки можно регулировать. Если вы видите, что в результате получился не валик, а просто какие-то несвязные полоски, увеличьте его. Если, наоборот, металл очень жидкий и сварочную ванну трудно сдвинуть, уменьшите ее. Настройки очень зависят от аппарата и выбранного электрода. Так что пробуйте, меняйтесь. Установив ток, наденьте маску сварщика (новичкам будет проще работать в маске-хамелеоне), можно работать.
Силу тока в процессе сварки можно регулировать. Если вы видите, что в результате получился не валик, а просто какие-то несвязные полоски, увеличьте его. Если, наоборот, металл очень жидкий и сварочную ванну трудно сдвинуть, уменьшите ее. Настройки очень зависят от аппарата и выбранного электрода. Так что пробуйте, меняйтесь. Установив ток, наденьте маску сварщика (новичкам будет проще работать в маске-хамелеоне), можно работать.
Общие рекомендации по выбору диаметра электрода в зависимости от толщины металла
Инверторная сварка для начинающих начинается с обучения зажиганию дуги. Есть два метода: несколько раз ударить по детали кончиком электрода или чиркнуть по ней, как спичкой. Оба метода работают. Используйте то, что вам удобнее. Но на будущее имейте в виду, что чиркать нужно по линии шва – чтобы не осталось следов на изделии. Вам придется некоторое время потренироваться и сжечь несколько электродов, чтобы устойчиво зажигать дугу.
Чтобы ванна двигалась, электрод необходимо немного наклонить, примерно под углом 50-45°. У кого-то угол больше, у кого-то меньше. В общем, наклоняя электрод, вы меняете размеры (ширину) сварочной ванны. Можно экспериментировать: в сварке очень много разных техник и важно только, чтобы шов был качественным, а как вы этого добьетесь, решать только вам, тем более что работать вы будете на себя и на себя.
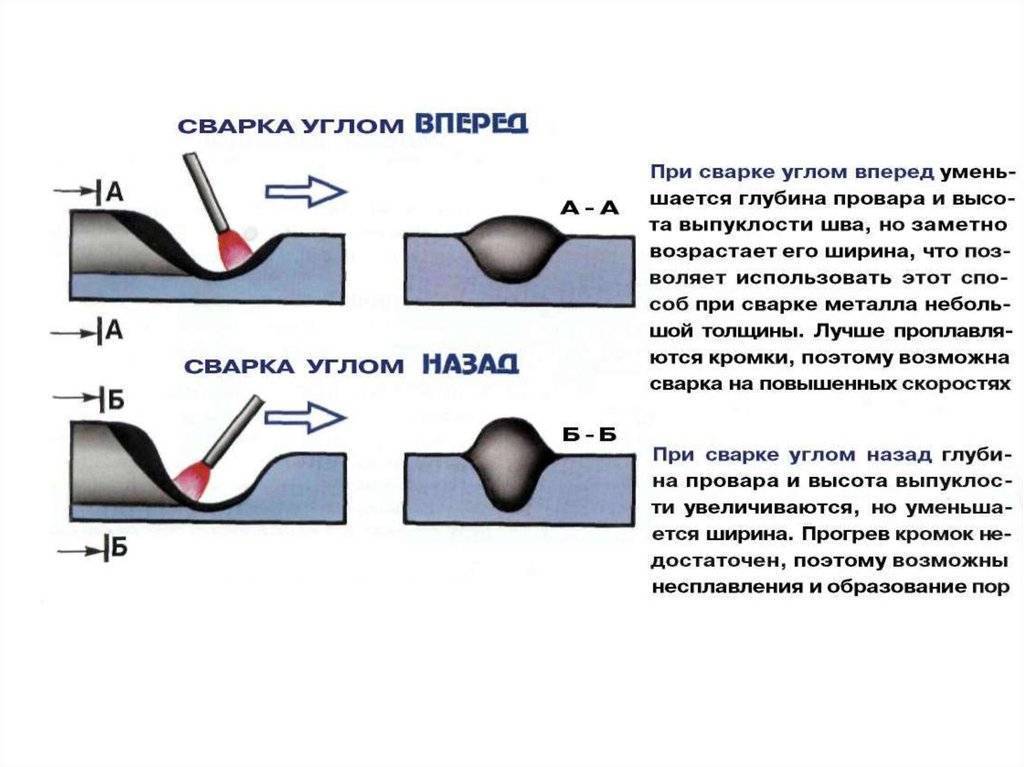
Существуют два основных рабочих положения электрода: вперед и назад. При сварке углом вперед получаем меньше тепла, шов будет шире. Этот прием используется при сварке тонких металлов. . Толстые обычно привариваются в обратном направлении.
Положения сварочных электродов и их использование
Но угол наклона – это еще не все параметры, которые необходимо соблюдать. Есть еще длина дуги. Это расстояние от кончика электрода до поверхности детали. Средняя дуга 2-3 мм, короткая 1 мм или вообще впритык, длинная 5 мм и более, пока не оторвется. Практика начинается с работы по средней дуге. Выдерживать 2-3 мм до металла. Тогда шов будет более ровным и качественным: если зазор слишком большой, дуга начинает прыгать, прогрев металла недостаточный, шов размазывается, соединение ненадежное. При короткой дуге возникает другая проблема – шов получается слишком выпуклым из-за того, что зона нагрева слишком мала. Это тоже нехорошо, так как остаются подрезы – бороздки вдоль шва на детали – которые снижают прочность шва. связь.
Практика начинается с работы по средней дуге. Выдерживать 2-3 мм до металла. Тогда шов будет более ровным и качественным: если зазор слишком большой, дуга начинает прыгать, прогрев металла недостаточный, шов размазывается, соединение ненадежное. При короткой дуге возникает другая проблема – шов получается слишком выпуклым из-за того, что зона нагрева слишком мала. Это тоже нехорошо, так как остаются подрезы – бороздки вдоль шва на детали – которые снижают прочность шва. связь.
Длина дуги и ее влияние на качество сварного шва
Потренировавшись некоторое время на укладке роликов в разные движения, после того, как ролики будут одинаковой ширины, наплавочные чешуйки имеют примерно одинаковые размеры, можно пробовать сваривать швы . О видах швов и стыков, а также их подготовке можно прочитать здесь, а можно посмотреть еще один урок «Сварка для чайников».
Основы инверторной сварки для начинающих все.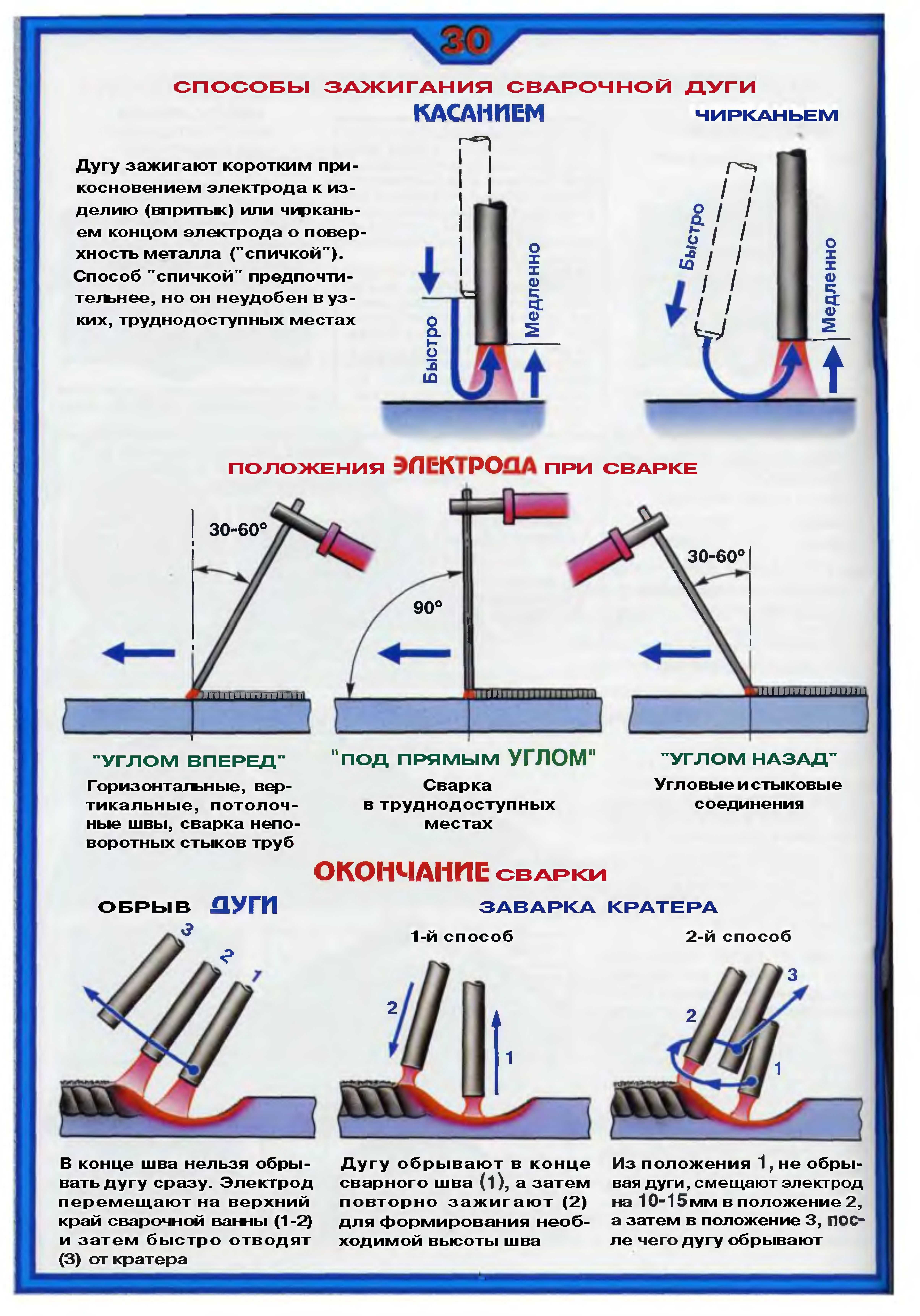 Просто надо потренироваться: за тренировку нужно известковать не один электрод. Даже, может быть, не один килограмм. Когда рука будет делать все движения сама, вам все будет казаться совершенно простым.
Просто надо потренироваться: за тренировку нужно известковать не один электрод. Даже, может быть, не один килограмм. Когда рука будет делать все движения сама, вам все будет казаться совершенно простым.
И напоследок о некоторых особенностях работы сварочных инверторов. Они очень боятся пыли, особенно металлической. Поэтому желательно не использовать рядом с ними болгарку и проводить регулярную чистку пылесосом внутри (по истечении гарантийного срока). Не рекомендуется работать с ними под дождем или во влажных помещениях. Особенно это касается недорогих бытовых моделей. Хотя они и имеют защиту от поражения электрическим током, лучше перестраховаться.
При выборе электродов обращайте внимание на область их применения: они должны быть пригодны для работы на постоянном токе. При сварке на максимальном токе или напряжении режим работы прерывистый. Он указывается для каждого устройства в паспорте.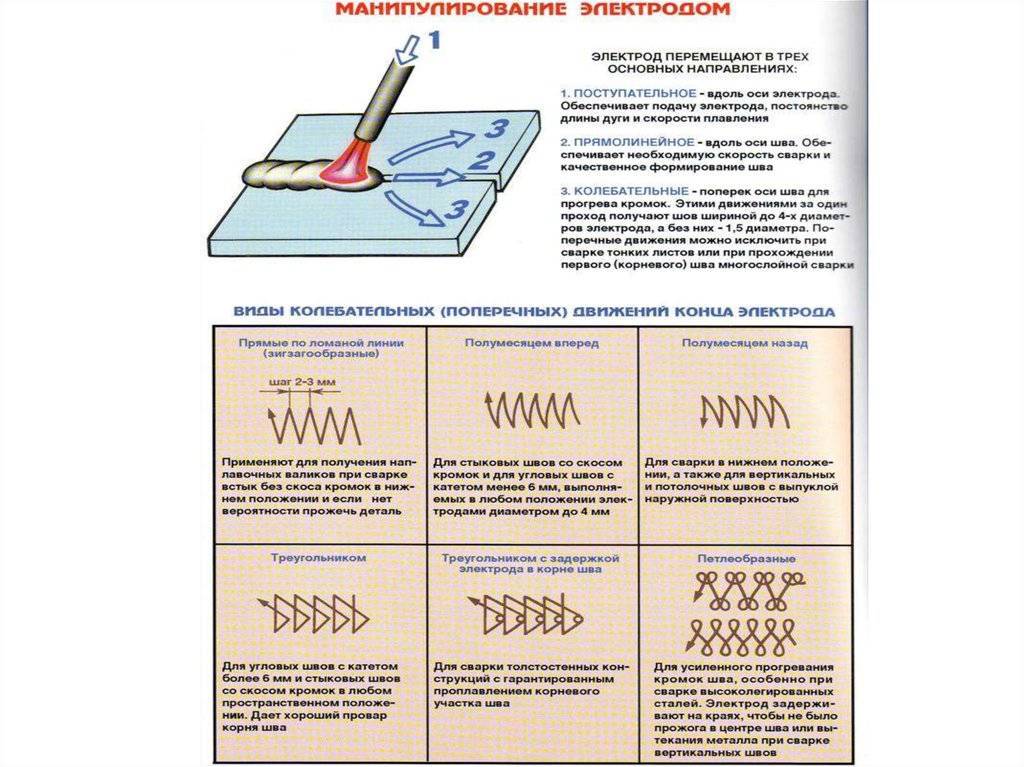
Сварка | Alamo Colleges
Запросить информацию
Что такое программа по сварке?
Базовая сварка – Учащиеся изучат теорию и введение в процессы дуговой сварки металлическим электродом в среде защитного газа (SMAW). Особое внимание уделяется навыкам сварочного процесса и выбора материалов и оборудования. Введение в сварку — Благодаря практическому подходу этот курс AWS «Основы сварки» предоставляет вам всесторонний обзор основных принципов сварки. Вы изучите основы науки и практическое применение наиболее часто используемых процессов сварки, а также другие важные темы. В конце курса вы поймете основы оборудования, используемого для кислородно-топливной сварки, сварки MIG, сварки TIG и дуговой сварки, включая безопасность сварки и резки, базовую газокислородную сварку и резку, основные процессы дуговой сварки и основы металлургии. Advanced Shielded Metal ARC Welding — Учащиеся изучат теорию процессов дуговой сварки в среде защитного газа (SMAW) и изучат дополнительные темы на основе принятых правил сварки. Advanced MIG Welding – Учащиеся изучат передовые концепции дуговой сварки с флюсовой проволокой конструкционных и сборных стальных изделий. Развивайте свои навыки в многопроходной сварке угловых и V-образных канавок. К концу курса вы будете знать, как выбирать и правильно использовать оборудование GMAW, а также определять и описывать защитные газы, типы металлов и перенос металла, а также выбирать электродную проволоку при использовании правильных процедур сварки GMAW Дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW) — Выведите свои навыки сварки на новый уровень. Улучшите свои навыки сварки алюминия в этом GTAW для курса сварки алюминия. Совершенствуйте свои навыки, изучая безопасные сварочные упражнения, включая Т-образные и нахлесточные соединения. Усовершенствованная дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW) — Учащиеся изучают углубленную дуговую сварку вольфрамовым электродом и изучают сварку в различных положениях как черных, так и цветных металлов. Сосредоточение внимания на ремонте нержавеющей стали на трубах и других нержавеющих материалах. Сварка труб – Учащиеся изучат принципы и методы дуговой сварки защищенным металлом, используемые сегодня в отрасли сварки труб. Практикуйтесь и получайте практический опыт сварки стальных труб и стальных листов в соответствии с приемлемыми стандартами Американского общества сварщиков. Вы также приобретете навыки работы, такие как математика, общение и деловая этика. Компоновка и изготовление – Сделайте следующий шаг в своей области, развивая свои навыки с помощью этого продолжающегося курса промежуточного уровня компоновки и изготовления. |
 К концу этого курса вы будете обучены работе с различными электродами в процессах дуговой сварки защищенным металлом с открытыми V-образными пазами во всех положениях.
К концу этого курса вы будете обучены работе с различными электродами в процессах дуговой сварки защищенным металлом с открытыми V-образными пазами во всех положениях.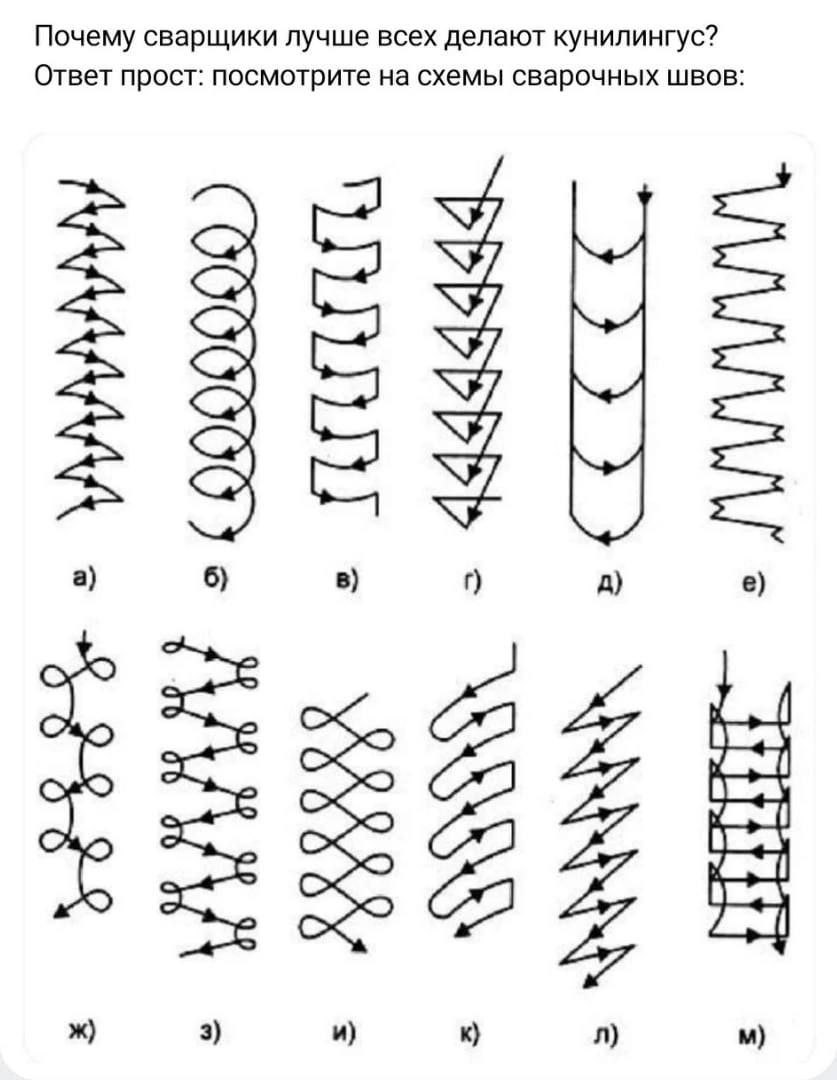 В этом классе представлены практические упражнения с использованием методов дуговой сварки вольфрамовым электродом в среде защитного газа.
В этом классе представлены практические упражнения с использованием методов дуговой сварки вольфрамовым электродом в среде защитного газа.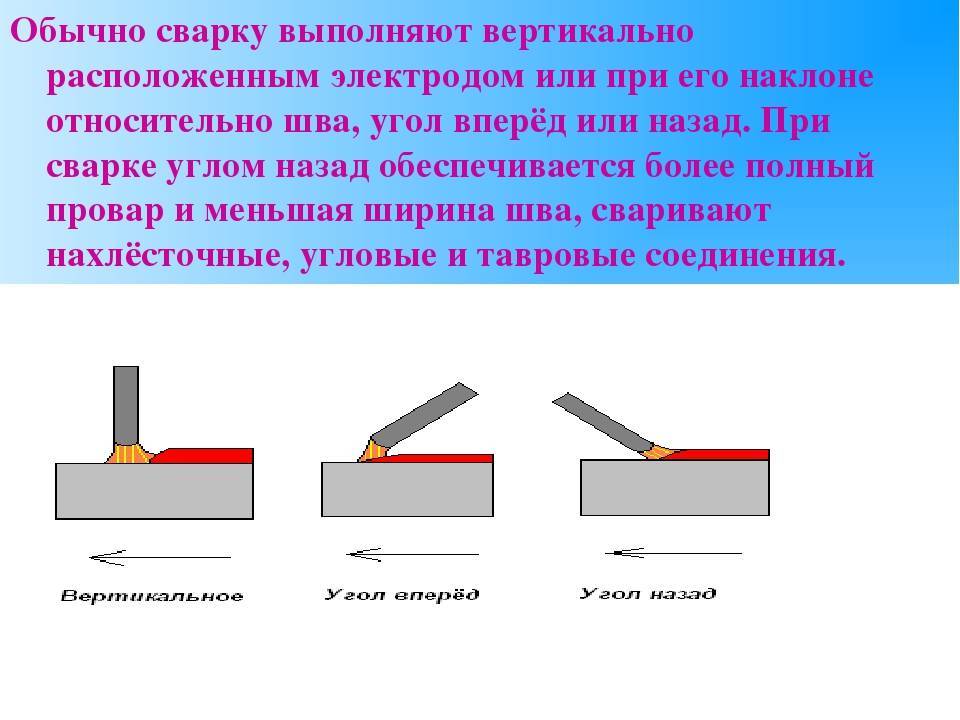 Вы познакомитесь с производством и изготовлением инструментов и процессов компоновки, включая коды сварки, выбор стержня, чтение основных чертежей, расчет размеров и завершение компоновки.
Вы познакомитесь с производством и изготовлением инструментов и процессов компоновки, включая коды сварки, выбор стержня, чтение основных чертежей, расчет размеров и завершение компоновки.Курсы
|
|
Информация о программе
Временное обязательство80 часов контакта 8-недельный тренинг | СертификацияСертификат об окончании (Аламо) | Перспективы карьерыУзнайте больше на веб-сайте Alamo Colleges Career Coach | Посмотреть расписание CE |
Требования программы
Снаряжение: средства индивидуальной защиты, такие как защитные очки, беруши, рубашка с длинным рукавом и брюки, перчатки, ботинки
Владение английским языком (навыки чтения, письма и разговорной речи)
You are at не менее восемнадцати (18) лет
Средняя школа
Плата за обучение
Базовая сварка — 578 долларов
Введение в сварку — 1246 долларов
Advanced ARC Welding — 1 261 долл. США
США
Advanced MIG Welding — 1 261 $
Advanced Pipe Welding — 1 261 $
Advanced Structural Welding — 1 261 $
Advanced TIG сварка алюминия — 1 261 $
Advanced TIG сварка нержавеющей стали — 1 261 $
Действует с 1 января 2023 г. по 31 августа 2023 г.
Ресурсы финансовой помощи
ТПЭГ | WIOA | Готов к работе |
Корпоративные учебные ресурсы
Корпоративный колледж
Контактная информация
Уровень 2 CE Телефон: 210-212-5266 (вариант 4) | Дополнительная информация Если вам нужна помощь с информацией о программе или с регистрацией, напишите нам по адресу CETier2@alamo. |